

17-MAVZU: METALLARGA ISHLOV BERISH DASTGOHLARI
REJA:
17.1. Metall kesish dastgohlari haqida ma’lumotlar.
17.2. Metall kesish dastgohlarining asosiy ko‘rsatkichlari.
17.3. Metall kesish dastgohlarining harakatga keltiruvchi mexanizmlari.
Tayanch iboralar: metall, kesish, dastgoh, mexanizm, zagotovka, gidravlik boshqarish.
17.1. Metall kesish dastgohlari haqida ma’lumotlar.
Mashinasozlik sanoatida ishlab chiqariladigan mahsulotlarning konstruksiyalari murakkablashib, turlari ko‘payib bormoqda, ularni ishlab chiqarish ob’ektlari tez–tez almashib, ularni o‘zlashtirish muddati qisqarmoqda. Metall kesish dastgohlarida ishlashda ish unumini oshirish uchun asosiy texnologik va yordamchi vaqtni kamaytirish lozim.
Tayyor buyum olish maqsadida zagotovkani kesib ishlashning texnologik jarayonini amalga oshirish uchun metall kesish stanogida zarur harakatlar hosil qilish, zagotovkani va kesuvchi asbobni o‘rnatish hamda mahkamlash uchun tegishli mexanizm va moslamalar bo‘lishi kerak. Dastgoh o‘zaro bog‘langan va ish harakatlarini (asosiy harakat va surish harakatini) hosil qiladigan bir qator mexanizmlardan iborat bo‘lishi zarur; bundan tashqari, dastgohda kerakli aylanishlar soni olish, kerakli surish qiymati hosil qilish, zagotovkani siqish va bo‘shatish moslamalarini o‘rnatish, kesuvchi asbobni zagotovkaga keltirish va zagotovkadan chetlatish mexanizmlari va bir qator boshqa mexanizmlar ham bo‘lishi lozim.
Dastgohlardan foydalanish jarayonida ishlab chiqarilayotgan buyum va mexanizmlar sifatli bo‘lishi uchun ularga quyidagi talablar qo‘yiladi:
a) dastgohlar aniq, puxta va bikr ishlashlari lozim;
b) dastgohda operatsiya tamom bo‘lgandan keyin dastgohni yoki ayrim organlarini ishchisiz, avtomatik ravishda to‘xtatadigan mexanizmlar ko‘zda tutilishi lozim, bunday avtomatik mexanizmlar ishchining bir vaqtning o‘zida bir nechta dastgohda ishlashiga imkon beradi.
v) dastgohni boshqarish oson va xavfsiz bo‘lishi kerak.
17.2. Metall kesish dastgohlarining asosiy ko‘rsatkichlari.
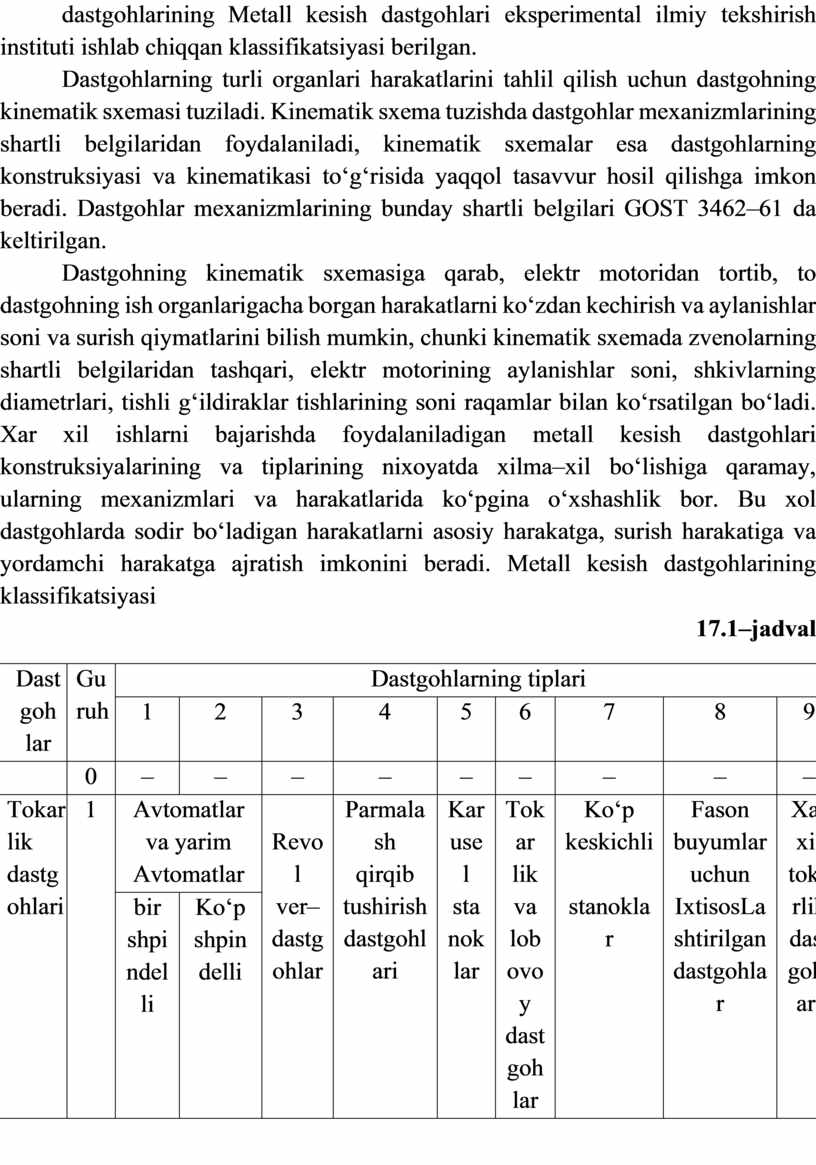
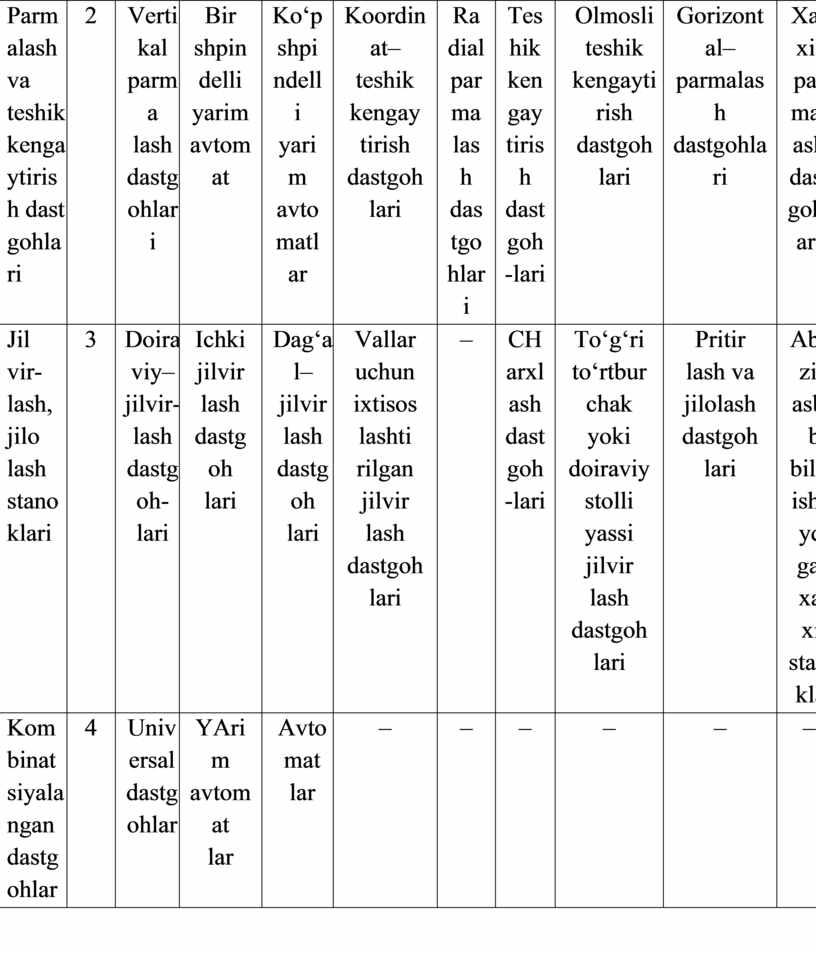
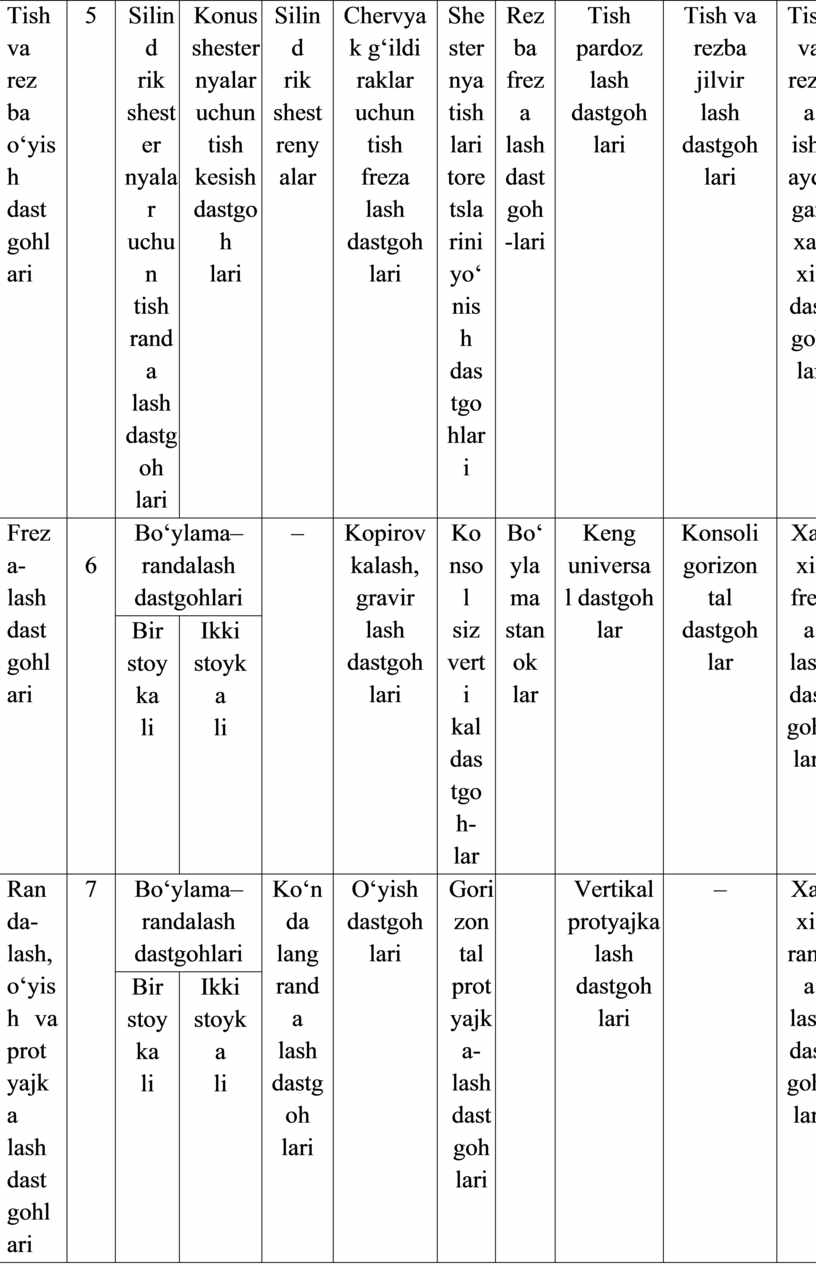
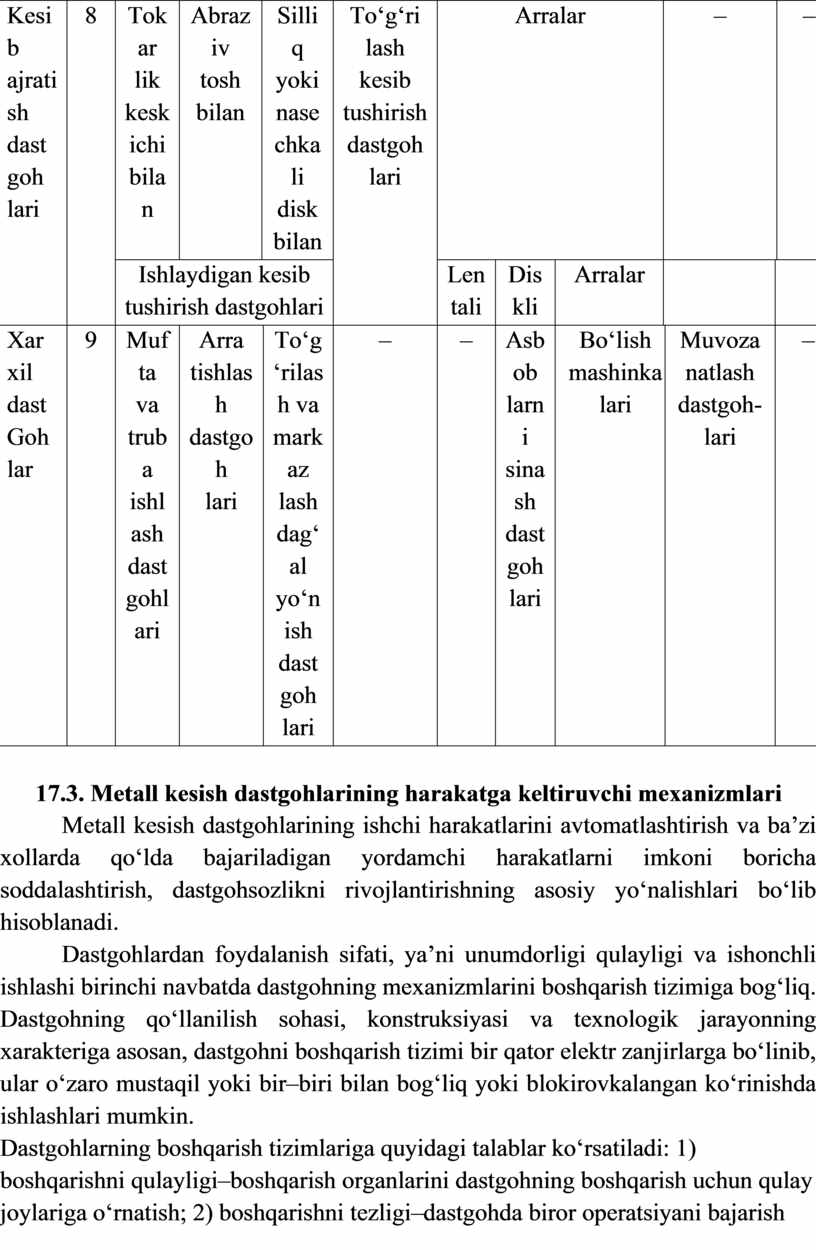
Metall kesish dastgohlari metall kesish instrumentlari yordamida metal zagotovkaga mexanik ishlov berish uchun qo‘llanadigan ishlab chiqarish mashinalari bo‘lib hisoblanadi. Zagotovkalarga qirindilarni olib tashlash hisobiga kerakli o‘lchamlar, formalar va metall yuzasining tozaligiga erishiladi. Metall kesuvchi dastgohlar bajaradigan ishlari va bu ishlarni bajarishda qo‘llaniladigan insturmentlariga asosan klassifikatsiyalanadi. 12.1–jadvalda metall kesish dastgohlarining Metall kesish dastgohlari eksperimental ilmiy tekshirish instituti ishlab chiqqan klassifikatsiyasi berilgan.
Dastgohlarning turli organlari harakatlarini tahlil qilish uchun dastgohning kinematik sxemasi tuziladi. Kinematik sxema tuzishda dastgohlar mexanizmlarining shartli belgilaridan foydalaniladi, kinematik sxemalar esa dastgohlarning konstruksiyasi va kinematikasi to‘g‘risida yaqqol tasavvur hosil qilishga imkon beradi. Dastgohlar mexanizmlarining bunday shartli belgilari GOST 3462–61 da keltirilgan.
Dastgohning kinematik sxemasiga qarab, elektr motoridan tortib, to dastgohning ish organlarigacha borgan harakatlarni ko‘zdan kechirish va aylanishlar soni va surish qiymatlarini bilish mumkin, chunki kinematik sxemada zvenolarning shartli belgilaridan tashqari, elektr motorining aylanishlar soni, shkivlarning diametrlari, tishli g‘ildiraklar tishlarining soni raqamlar bilan ko‘rsatilgan bo‘ladi. Xar xil ishlarni bajarishda foydalaniladigan metall kesish dastgohlari konstruksiyalarining va tiplarining nixoyatda xilma–xil bo‘lishiga qaramay, ularning mexanizmlari va harakatlarida ko‘pgina o‘xshashlik bor. Bu xol dastgohlarda sodir bo‘ladigan harakatlarni asosiy harakatga, surish harakatiga va yordamchi harakatga ajratish imkonini beradi. Metall kesish dastgohlarining klassifikatsiyasi
17.1–jadval
|
Dast goh lar |
Gu ruh |
Dastgohlarning tiplari |
|||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|||||
|
|
0 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|||
|
Tokarlik dastgohlari |
1 |
Avtomatlar va yarim Avtomatlar |
Revol ver– dastgohlar |
Parmalash qirqib tushirish dastgohlari |
Karusel stanoklar |
Tokar lik va lobovoy dastgohlar |
Ko‘p keskichli stanoklar |
Fason buyumlar uchun IxtisosLashtirilgan dastgohlar |
Xar xil tokarlik dastgohlari |
||||
|
bir shpindelli |
Ko‘p shpindelli |
||||||||||||
|
Parmalash va teshik kengaytirish dast gohlari |
2 |
Vertikal parma lash dastgohlari |
Bir shpindelli yarim avtomat |
Ko‘p shpindelli yarim avtomatlar |
Koordinat–teshik kengay tirish dastgoh lari |
Radial parma lash dastgohlari |
Teshik kengaytirish dastgoh-lari |
Olmosli teshik kengayti rish dastgoh lari |
Gorizontal–parmalash dastgohlari |
Xar xil parmalash dastgohlari |
|||
|
Jil vir-lash, jilo lash stanoklari |
3 |
Doira viy–jilvir-lash dastgoh-lari |
Ichki jilvir lash dastgoh lari |
Dag‘al–jilvir lash dastgoh lari |
Vallar uchun ixtisos lashti rilgan jilvir lash dastgoh lari |
– |
CHarxlash dastgoh-lari |
To‘g‘ri to‘rtbur chak yoki doiraviy stolli yassi jilvir lash dastgoh lari |
Pritir lash va jilolash dastgoh lari |
Abraziv asbob bilan ishlaydi gan xar xil stanoklar |
|||
|
Kombinatsiyalangan dastgohlar |
4 |
Universal dastgohlar |
YArim avtomat lar |
Avtomat lar |
– |
– |
– |
– |
– |
– |
|||
|
Tish va rez ba o‘yish dast gohlari |
5 |
Silind rik shester nyalar uchun tish randa lash dastgoh lari |
Konus shesternyalar uchun tish kesish dastgoh lari |
Silind rik shestrenyalar |
Chervyak g‘ildi raklar uchun tish freza lash dastgoh lari |
Shesternya tishlari toretslarini yo‘nish dastgohlari |
Rezba freza lash dastgoh-lari |
Tish pardoz lash dastgoh lari |
Tish va rezba jilvir lash dastgoh lari |
Tish va rezba ishlaydigan xar xil dastgoh lar |
|||
|
Freza-lash dast gohlari |
6 |
Bo‘ylama–randalash dastgohlari |
– |
Kopirovkalash, gravir lash dastgoh lari |
Konsol siz verti kal dastgoh-lar |
Bo‘ylama stanok lar |
Keng universal dastgoh lar |
Konsoli gorizon tal dastgoh lar |
Xar xil freza lash dastgoh-lari |
||||
|
Bir stoyka li |
Ikki stoyka li |
||||||||||||
|
Randa-lash, o‘yish va protyajka lash dast gohlari |
7 |
Bo‘ylama–randalash dastgohlari |
Ko‘nda lang randa lash dastgoh lari |
O‘yish dastgoh lari |
Gorizon tal protyajka-lash dastgoh lari |
|
Vertikal protyajka lash dastgoh lari |
– |
Xar xil randa lash dastgoh-lari |
||||
|
Bir stoyka li |
Ikki stoyka li |
||||||||||||
|
Kesib ajratish dast goh lari |
8 |
Tokar lik keskichi bilan |
Abraziv tosh bilan |
Silliq yoki nasechka li disk bilan |
To‘g‘ri lash kesib tushirish dastgoh lari |
Arralar |
– |
– |
|||||
|
Ishlaydigan kesib tushirish dastgohlari |
Lentali |
Diskli |
Arralar |
|
|
||||||||
|
Xar xil dast Goh lar |
9 |
Mufta va truba ishlash dastgohlari |
Arra tishlash dastgoh lari |
To‘g‘rilash va markaz lash dag‘al yo‘nish dastgoh lari |
– |
– |
Asbob larni sinash dastgoh lari |
Bo‘lish mashinka lari |
Muvoza natlash dastgoh-lari |
– |
|||
17.3. Metall kesish dastgohlarining harakatga keltiruvchi mexanizmlari
Metall kesish dastgohlarining ishchi harakatlarini avtomatlashtirish va ba’zi xollarda qo‘lda bajariladigan yordamchi harakatlarni imkoni boricha soddalashtirish, dastgohsozlikni rivojlantirishning asosiy yo‘nalishlari bo‘lib hisoblanadi.
Dastgohlardan foydalanish sifati, ya’ni unumdorligi qulayligi va ishonchli ishlashi birinchi navbatda dastgohning mexanizmlarini boshqarish tizimiga bog‘liq. Dastgohning qo‘llanilish sohasi, konstruksiyasi va texnologik jarayonning xarakteriga asosan, dastgohni boshqarish tizimi bir qator elektr zanjirlarga bo‘linib, ular o‘zaro mustaqil yoki bir–biri bilan bog‘liq yoki blokirovkalangan ko‘rinishda ishlashlari mumkin.
Dastgohlarning boshqarish tizimlariga quyidagi talablar ko‘rsatiladi: 1) boshqarishni qulayligi–boshqarish organlarini dastgohning boshqarish uchun qulay joylariga o‘rnatish; 2) boshqarishni tezligi–dastgohda biror operatsiyani bajarish uchun kam vaqt sarflanishi; 3) boshqarish tizimining aniqligi–tizimni bajaradigan funksiyasiga bog‘liq ravishda aniqlanadi.
Metall kesish dastgohlarida gidravlik, pnevmatik va elektrik boshqarish tizimlari qo‘llanadi. Boshqarishning gidravlik tizimi agregatli, nusxalash dastgohlarida keng qo‘llanadi. Gidravlik tizim boshqa tizimlardan oddiyligi, tezligi, gidroyuritma elementlarining silliq harakati, ya’ni dastgohning titrashini kamaytirish kabi ko‘rsatkichlari bilan farq qiladi. Gidravlik boshqarish tizimi ham o‘ziga xos kamchiliklarga ega: boshqarish elementlari orasidagi aloqa richaglar va masloprovodlar yordamida amalga oshiriladi; dastgohning gidravlika tizimida doim ko‘p moy bo‘lib, uni belgilangan muddatida almashtirish lozim.
Boshqarishning pnevmatik boshqarish tizimlari va metall kesish dastgohlarida qo‘llaniladi. Pnevmatik elementlar va tizimlar elektrik va gidravlik elementlar bilan birgalikda qo‘llaniladi.
Keyingi paytlarda metall kesish dastgohlarida boshqarishning elektrik tizimlari keng qo‘llanilmoqda. Boshqarishning elektrik elementlarini va qurilmalarini qo‘llash hisobiga dastgohlarning uzellarini standartlashtirish imkoni paydo bo‘lib, dastgohning tannarxini kamaytirishga yordam beradi.
Dastgohlarni elektrik avtomatlashtirish, avtomatlash-tirishning boshqa usullariga nisbatan ancha yaxshi ko‘rsatkichlarga ega: foydalanishda qulaylikni yaratadi va dastgohni sozlashni engillashtiradi. Boshqarishni elektr tizimlarini qo‘llash dastgoh–avtomatlarni yaratish va ularni qo‘llash imkoniyatlarini beradi.
Nazorat savollari
1. Metall kesish dastgohlariga qanday talablar qo‘yiladi?
2. Siz metall kesish dastgohlarining qanday turlarini bilasiz?
3. Metall kesish dastgohlarining elektr yuritmalari qanday tuzilgan?
4. Metall kesish dastgohlarining asosiy ko‘rsatkichlari nimalardan iborat?
5. Dastgohlarning boshqarish sxemalari qanday prinsip asosida tuziladi?
6. Dastgohlarni avtomatik boshqarish qanday amalga oshiriladi?
Tokarlik vint kesish dastgohi qanday qismlardan tashkil topgan?
Скачано с www.znanio.ru
MAVZU: METALLARGA ISHLOV BERISH
Metall kesish dastgohlari eksperimental ilmiy tekshirish instituti ishlab chiqqan klassifikatsiyasi berilgan
Parmalash va teshik kengaytirish dast gohlari 2
Tish va rez ba o‘yish dast gohlari 5
Kesib ajratish dast goh lari 8
Metall kesish dastgohlarida gidravlik, pnevmatik va elektrik boshqarish tizimlari qo‘llanadi
© ООО «Знанио»
С вами с 2009 года.
![]()