Поделиться

ГОСУДАРСТВЕННОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ «ГОРЛОВСКИЙ КОЛЛЕДЖ ПРОМЫШЛЕННЫХ ТЕХНОЛОГИЙ И ЭКОНОМИКИ»
Комиссия математической и общей естественнонаучной подготовки
МЕТОДИЧЕСКАЯ РАЗРАБОТКА ОТКРЫТОГО ЗАНЯТИЯ
по дисциплине «Процессы формообразования и инструменты»
на тему «Токарные резцы»
Специальность: 15.02.08 Технология машиностроения
|
Рассмотрено на заседании цикловой комиссии математической и общей естественнонаучной подготовки и рекомендовано к утверждению Протокол № 4 от « 7 » 12. 2016г. Председатель комиссии _________________Е.В.Мудрецкая
|
Подготовил преподаватель Е.Н.Кропивная
|
г.Горловка, 2016
Методическая разработка открытого занятия по дисциплине «Процессы формообразования и инструменты» на тему «Токарные резцы». Подготовил преподаватель 2 категории Е.Н.Кропивная - Горловка: ГПОУ «Горловский колледж промышленных технологий и экономики», 2016. - 31 с.
В методической разработке раскрывается методика проведения открытого занятия по дисциплине «Процессы формообразования и инструменты» на тему «Токарные резцы».
Методическая разработка предназначена для преподавателей, работающих с мультимедийной техникой.
Для преподавателей.
Одобрено к использованию на заседании цикловой комиссии математической и общей естественнонаучной подготовки и рекомендовано к утверждению
Протокол № 4 от « 7 » 12.2016г.
Председатель комиссии __________________Е.В.Мудрецкая
СОДЕРЖАНИЕ
С.
|
Введение |
4 |
|
Методические рекомендации по проведению занятия |
6 |
|
План занятия |
7 |
|
Ход занятия |
8 |
|
Список использованной литературы |
21 |
|
Приложение А «Опорный конспект студентов» |
22 |
|
Приложение Б «Критерии оценивания» |
24 |
|
Приложение В «Фронтальный опрос» |
25 |
|
Приложение Г «Презентация лекции» |
28 |
|
Приложение Д «Видеоролик о токарной обработке» |
29 |
|
Приложение Е «Обобщение и систематизация знаний» |
30 |
ВВЕДЕНИЕ
Предметом теории резания является система резания и оптимизация её функционирования. Под системой резания имеется в виду совокупность взаимосвязанных процессов стружкообразования, изнашивания режущих инструментов и образование обработанной поверхности. К оптимизации функционирования системы резания относят определение оптимальных режимов резания и геометрических параметров режущего лезвия, выбор рациональных инструментальных материалов, износостойких покрытий и технологических сред, методы повышения износостойкости и надежности режущих инструментов.
Дисциплина «Процессы формообразования и инструменты» является базовой для усвоения других дисциплин направления«Машиностроение», так как большинство деталей машин получают механической обработкой заготовок резанием. Она содержит основные сведения о физической сущности процессов формообразования, конструкциях инструментов, методику расчета режимов обработки, дает обзорную информацию о новой технике формообразования.
Цель изучения дисциплины «Процессы формообразования и инструменты» – дать основные теоретические сведения по физическим и кинематическим особенностям процессов обработки материалов, методам формообразования поверхностей, необходимые при проектировании технологических процессов, режущих инструментов и станков.
Задачами изучения дисциплины являются:
- формирование представления о роли инструмента в машиностроении и об основных путях повышения режущей способности инструмента;
- приобретение навыков в решении задач, связанных с расчетом режимов резания;
- получение опыта использования основных закономерностей, действующих в процессе изготовления машиностроительной продукции для производства изделий требуемого качества, заданного количества при наименьших затратах общественного труда;
- приобретение навыков в выборе материалов и оборудования и других средств технологического оснащения и автоматизации для реализации производственных и технологических процессов.
Лекция-презентация на тему «Токарные резцы» обеспечивает наглядность материала, которая способствует комплексному восприятию и лучшему запоминанию материала.
Все это обеспечивает «аффективность» восприятия информации – излагаемый материал подкрепляется зрительными образами и воспринимается на уровне ощущений. Так, информация закрепляется подсознательно на уровне интуиции. Известно, что человек большую часть информации воспринимает органами зрения (80%) и органами слуха (15%).
Использование мультимедийных презентаций способствует повышению познавательной активности студентов, положительному эмоциональному настрою, концентрации внимания, повышению качества усвоения материала.
Методические рекомендации по проведению занятия
Вид лекции: тематическая лекция с использованием мультимедийных технологий
Формируемые компетенции:
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 4. Осуществлять поиск, анализ и оценку информации, необходимой для постановки и решения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационно-коммуникационные технологии для совершенствования профессиональной деятельности.
ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации
Учебные цели:
- выбирать конструкцию лезвийного инструмента в зависимости от конкретных условий обработки;
- пользоваться справочной документацией по выбору лезвийного инструмента, режимов резания в зависимости от конкретных условий обработки.
Продолжительность проведения лекции: 80 мин.
Место проведения: ауд. №210
Оснащение:
- методическое: рабочая программа, перспективно-тематический план, методическая разработка лекции, теоретическое пособие, тесты.
- материально-техническое: компьютер, проектор, презентации, видеоматериалы
ПЛАН ЗАНЯТИЯ
Дисциплина: «Процессы формообразования и инструменты»
Специальность: 15.02.08 Технология машиностроения
Дата: 14.03.2017 г.
Группа: 21ТМ
Количество студентов по списку: 15
Место проведения: аудитория № 210
Тема по программе: «Токарные резцы»
Тема занятия: «Токарные резцы»
Вид занятия: лекционное
Тип занятия: тематическая лекция с использованием мультимедийных технологий
Цели занятия:
Методическая: совершенствование методики проведения лекционного занятия, направленного на усвоение студентами знаний по теме «Токарные резцы» с использованием мультимедийных технологий.
Обучающая: способствовать формированию представлений студентов о токарных резцах, их классификации и применении.
Воспитательная: содействовать формированию профессиональной мотивации будущего спецпалиста.
Развивающая: развитие познавательного интереса студентов к изучению учебной дисциплины
Материально-техническое обеспечение занятия
Методическое обеспечение: рабочая учебная программа, перспективно-тематический план, конспект лекции; наглядные пособия по теме; тесты.
Технические средства обучения: компьютер; проектор.
Наглядные пособия:
- презентация;
- видеоматериалы.
Основная литература:
Электронный учебник:
Гоцеридзе Р. М. Процессы формообразования и инструменты. - М.: Издательский центр «Академия», 2006. - 384с. http://anybook4free.ru/book/4778108.html
Дополнительная литература:
1 Гапонкин Г.А., Лукашев Л.К., Суворова Т.Г. Обработка резанием, металлорежущий инструмент и станки. - М.: Машиностроение, 1990. - 448с.
Межпредметные связи:
Обеспечивающие — математика, материаловедение, инженерная графика.
Обеспечиваемые — курсовое и дипломное проектирование
ХОД ЗАНЯТИЯ
1. Организационная часть 1 мин.
1.1. Приветствие студентов
1.2. Проверка отсутствующих
Добрый день! Я очень рада видеть вас! Я хочу поприветствовать вас на нашем занятии!
2. Сообщение темы и целей занятия 4 мин.
Сегодня мы будем изучать новую тему, которая является важной темой для дальнейшего изучения учебной дисциплины «Процессы формообразования и инструменты». Также знания, полученные вами сегодня на нашем занятии, пригодятся для изучения других дисциплин профессионального цикла, для выполнения курсового и дипломного проектирования.
Итак, наша сегодняшняя тема – Токарные резцы.
И на занятии вы познакомитесь с назначением токарных резцов, их классификацией, конфигурацией и геометрическими параметрами.
Работать мы с вами будем сегодня с опорными конспектами (Приложение А), в которых указана тема занятия и рассматриваемые вопросы:
Тема: Токарные резцы
План:
1. Назначение, конструкция и геометрические параметры резца
2 Классификация резцов
3 Крепление режущих элементов резца
4 Заточка резцов
За работу на занятии вы будете получать баллы, которые мы переведем затем в оценку. Критерии оценивания у вас лежат на партах (Приложение Б).
3. Мотивация учебной деятельности для студентов 5 мин.
Скажите, пожалуйста, кто из вас был на машиностроительном предприятии и наблюдал за работой, например, токаря или другого рабочего, который на станке обрабатывал детали? - (Студенты поднимают руку)
Сейчас я хочу предложить вам посмотреть небольшой видеоролик о токарной обработке.
Просмотр видеоролика.
Вам, будущим специалистам, необходимо с каждым днем учиться чему-то новому для овладения будущей профессией. Поэтому знания, полученные на сегодняшнем занятии, будут иметь для вас практическую значимость, так как, вы сможете успешно продолжить обучение на последующих курсах, успешно учиться, сдавать экзамены на хорошо и отлично, приобретать глубокие и прочные знания, получить диплом и стать специалистом. Обеспечить успешность будущей профессиональной деятельности.
4. Актуализация опорных знаний 10 мин.
Прежде, чем мы перейдем изучению новой темы, предлагаю вам вспомнить основные термины и понятия по пройденному материалу.
Фронтальный опрос проводится в виде технического диктанта по 2-м вариантам. В каждом варианте по 10 вопросов. За каждый правильный ответ студент получает по 0,5 балла.
Вопросы технического диктанта приведены в приложении В.
Комментарии преподавателя.
5. Изучение нового материала 40мин.
Приступаем к изучению первого вопроса.
Лекция сопровождается демонстрацией презентации (Приложение Г)
1. Назначение, конструкция и геометрические параметры резца
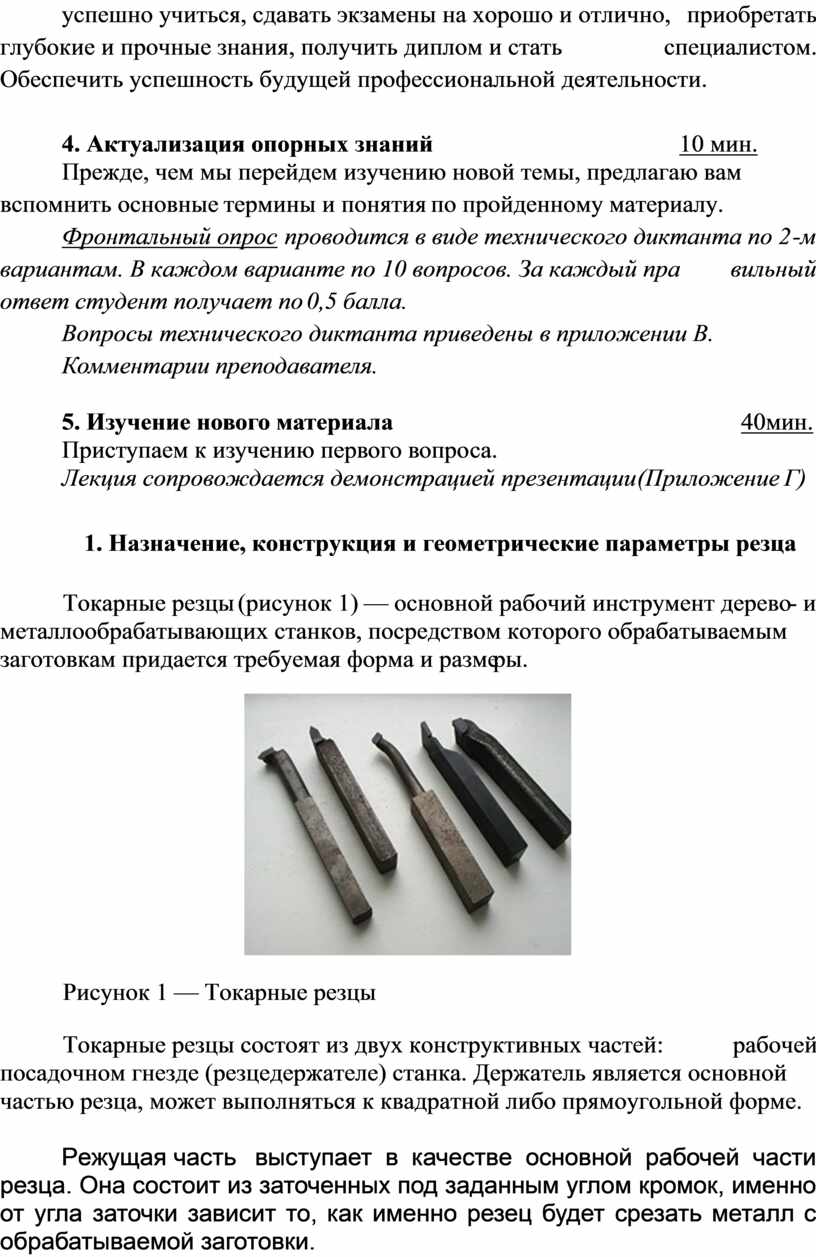
Токарные резцы (рисунок 1) — основной рабочий инструмент дерево- и металлообрабатывающих станков, посредством которого обрабатываемым заготовкам придается требуемая форма и размеры.

Рисунок 1 — Токарные резцы
Токарные резцы состоят из двух конструктивных частей: рабочей (режущей) части и державки, посредством которой инструмент крепится в посадочном гнезде (резцедержателе) станка. Держатель является основной частью резца, может выполняться к квадратной либо прямоугольной форме.
Режущая часть выступает в качестве основной рабочей части резца. Она состоит из заточенных под заданным углом кромок, именно от угла заточки зависит то, как именно резец будет срезать металл с обрабатываемой заготовки.
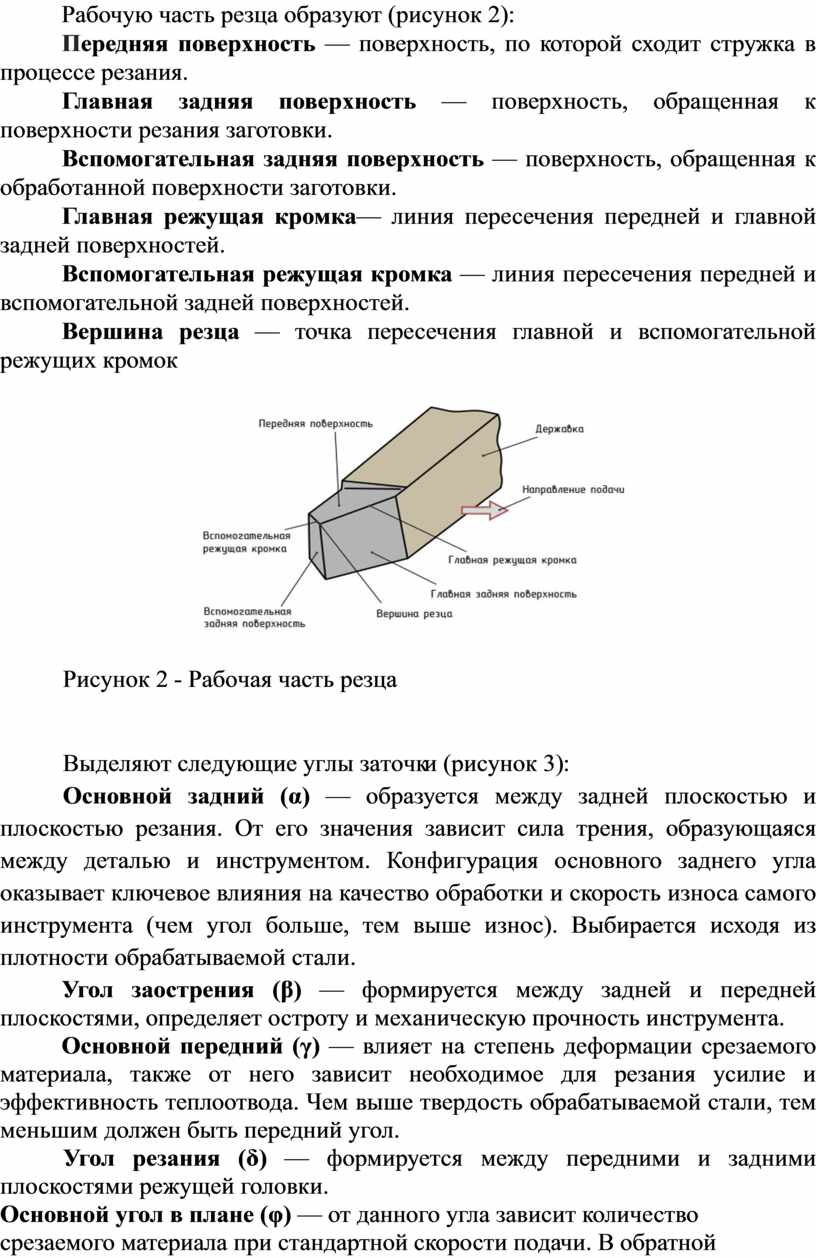
Рабочую часть резца образуют (рисунок 2):
Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
Главная режущая кромка— линия пересечения передней и главной задней поверхностей.
Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
Вершина резца — точка пересечения главной и вспомогательной режущих кромок
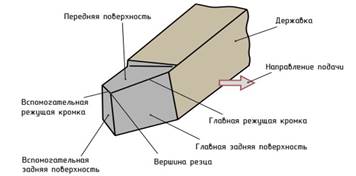
Рисунок 2 - Рабочая часть резца
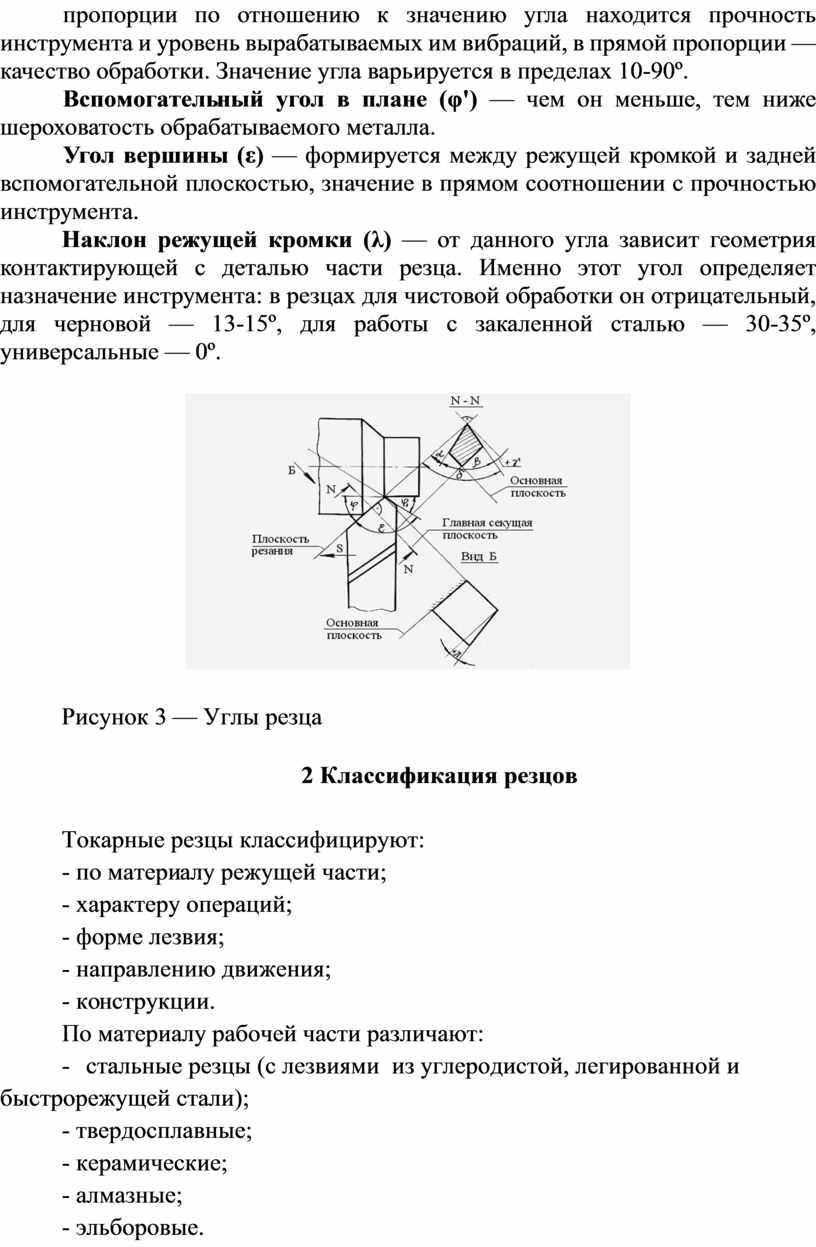
Выделяют следующие углы заточки (рисунок 3):
Основной задний (α) — образуется между задней плоскостью и плоскостью резания. От его значения зависит сила трения, образующаяся между деталью и инструментом. Конфигурация основного заднего угла оказывает ключевое влияния на качество обработки и скорость износа самого инструмента (чем угол больше, тем выше износ). Выбирается исходя из плотности обрабатываемой стали.
Угол заострения (β) — формируется между задней и передней плоскостями, определяет остроту и механическую прочность инструмента.
Основной передний (γ) — влияет на степень деформации срезаемого материала, также от него зависит необходимое для резания усилие и эффективность теплоотвода. Чем выше твердость обрабатываемой стали, тем меньшим должен быть передний угол.
Угол резания (δ) — формируется между передними и задними плоскостями режущей головки.
Основной угол в плане (φ) — от данного угла зависит количество срезаемого материала при стандартной скорости подачи. В обратной пропорции по отношению к значению угла находится прочность инструмента и уровень вырабатываемых им вибраций, в прямой пропорции — качество обработки. Значение угла варьируется в пределах 10-90º.
Вспомогательный угол в плане (φ') — чем он меньше, тем ниже шероховатость обрабатываемого металла.
Угол вершины (ε) — формируется между режущей кромкой и задней вспомогательной плоскостью, значение в прямом соотношении с прочностью инструмента.
Наклон режущей кромки (λ) — от данного угла зависит геометрия контактирующей с деталью части резца. Именно этот угол определяет назначение инструмента: в резцах для чистовой обработки он отрицательный, для черновой — 13-15º, для работы с закаленной сталью — 30-35º, универсальные — 0º.
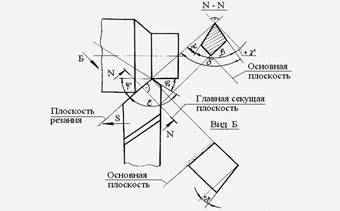
Рисунок 3 — Углы резца
2 Классификация резцов
Токарные резцы классифицируют:
- по материалу режущей части;
- характеру операций;
- форме лезвия;
- направлению движения;
- конструкции.
По материалу рабочей части различают:
- стальные резцы (с лезвиями из углеродистой, легированной и быстрорежущей стали);
- твердосплавные;
- керамические;
- алмазные;
- эльборовые.
В зависимости от характера выполняемых операций резцы бывают черновые и чистовые.
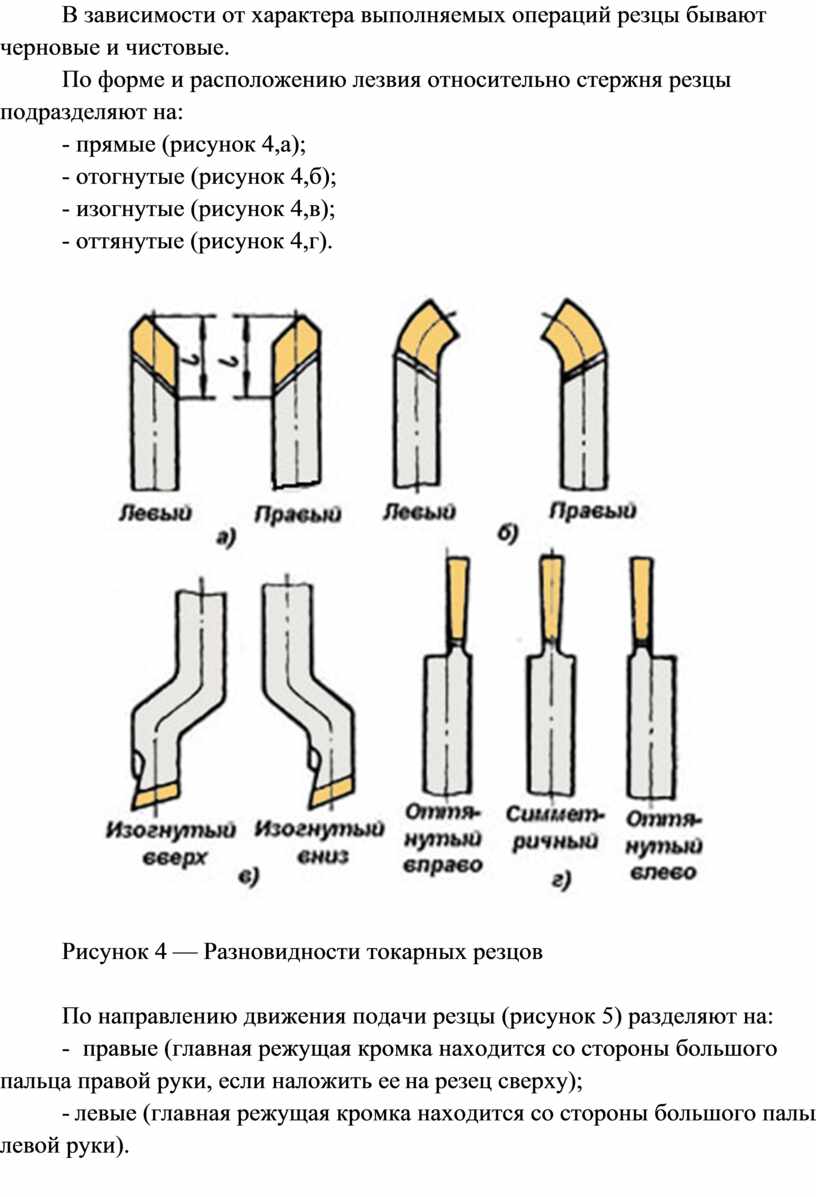
По форме и расположению лезвия относительно стержня резцы подразделяют на:
- прямые (рисунок 4,а);
- отогнутые (рисунок 4,б);
- изогнутые (рисунок 4,в);
- оттянутые (рисунок 4,г).
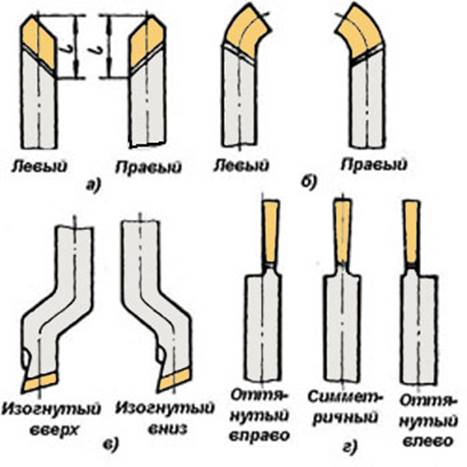
Рисунок 4 — Разновидности токарных резцов
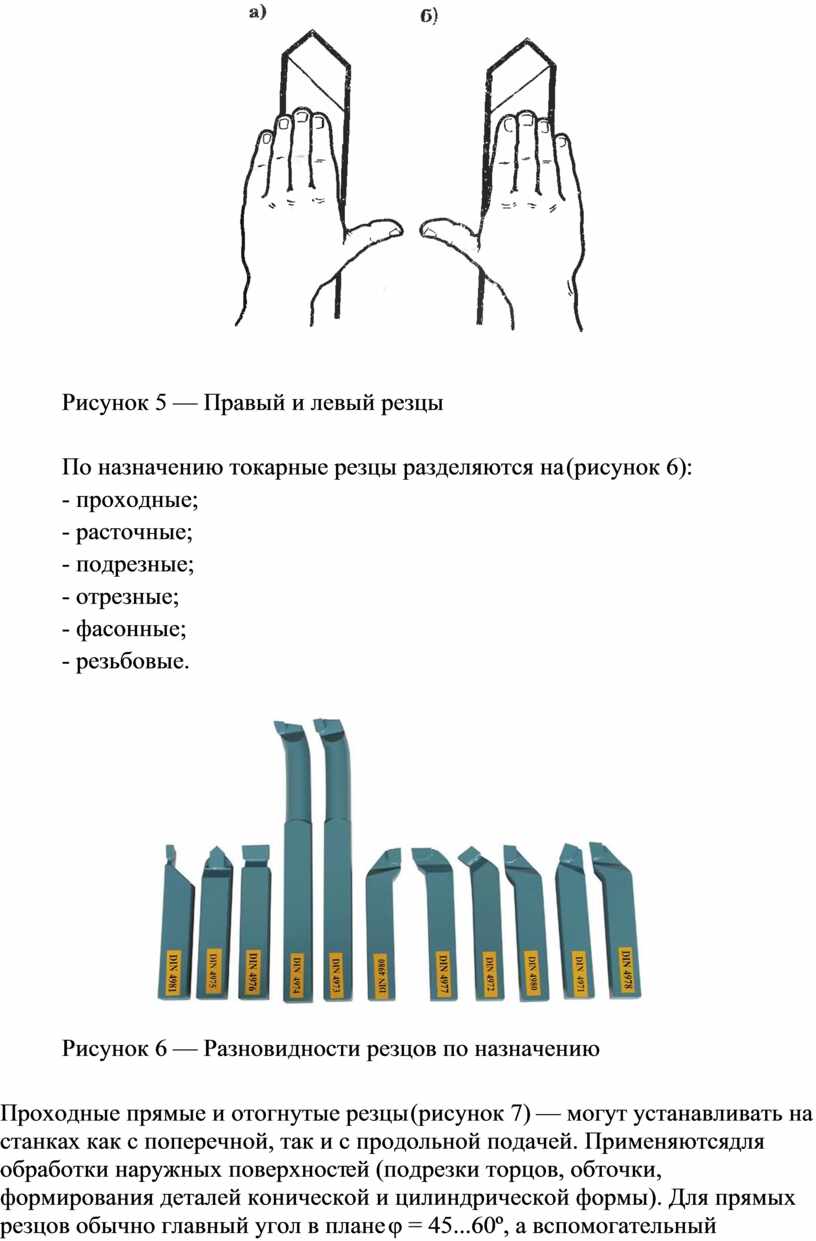
По направлению движения подачи резцы (рисунок 5) разделяют на:
- правые (главная режущая кромка находится со стороны большого пальца правой руки, если наложить ее на резец сверху);
- левые (главная режущая кромка находится со стороны большого пальца левой руки).
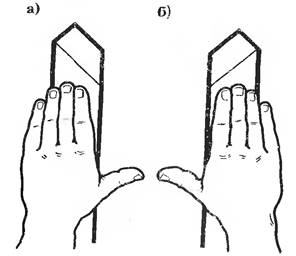
Рисунок 5 — Правый и левый резцы
По назначению токарные резцы разделяются на (рисунок 6):
- проходные;
- расточные;
- подрезные;
- отрезные;
- фасонные;
- резьбовые.
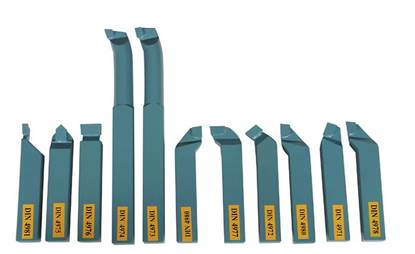
Рисунок 6 — Разновидности резцов по назначению
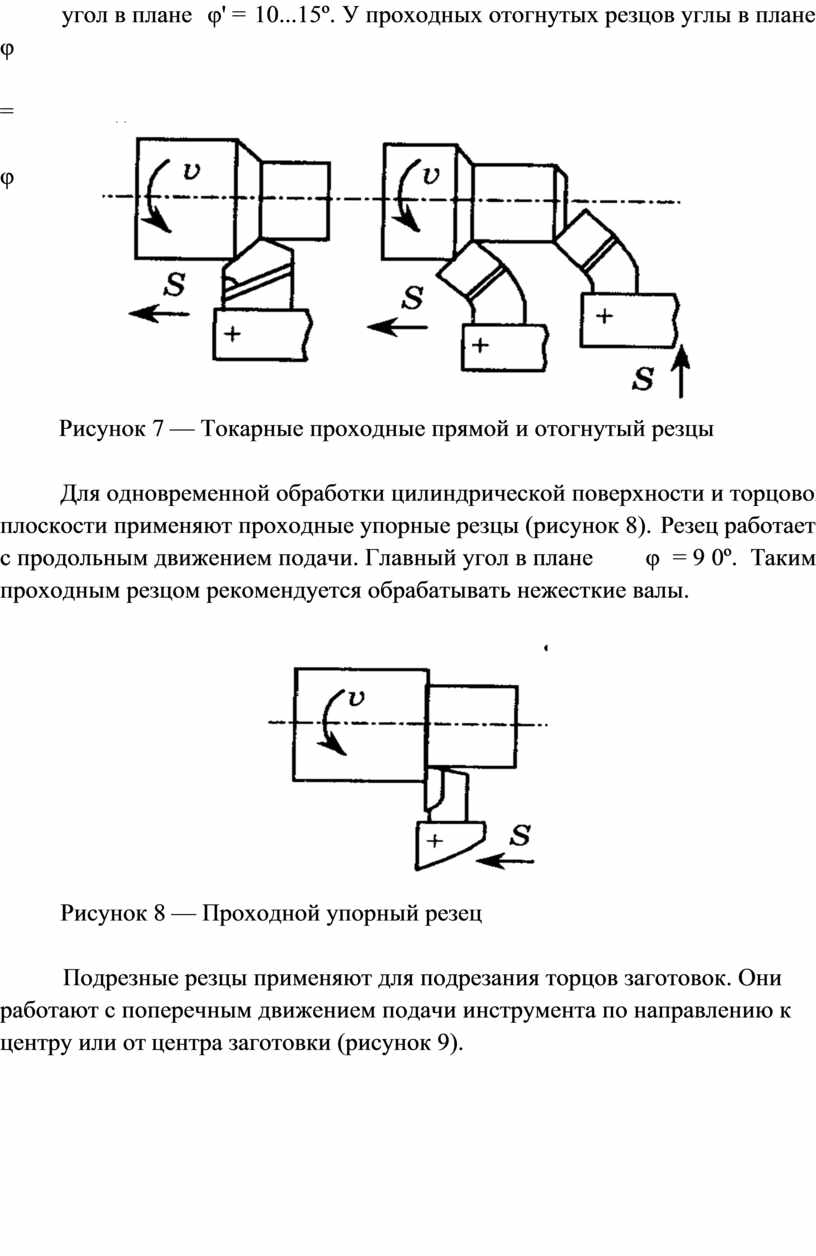
Проходные прямые и отогнутые резцы (рисунок 7) — могут устанавливать на станках как с поперечной, так и с продольной подачей. Применяются для обработки наружных поверхностей (подрезки торцов, обточки, формирования деталей конической и цилиндрической формы). Для прямых резцов обычно главный угол в плане φ = 45...60º, а вспомогательный угол в плане φ' = 10...15º. У проходных отогнутых резцов углы в плане φ = φ' = 45º.
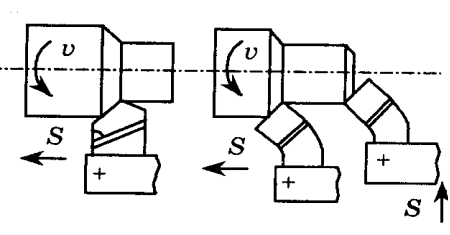
Рисунок 7 — Токарные проходные прямой и отогнутый резцы
Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные резцы (рисунок 8). Резец работает с продольным движением подачи. Главный угол в плане φ = 90º. Таким проходным резцом рекомендуется обрабатывать нежесткие валы.
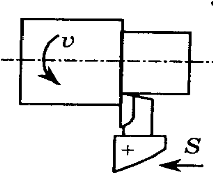
Рисунок 8 — Проходной упорный резец
Подрезные резцы применяют для подрезания торцов заготовок. Они работают с поперечным движением подачи инструмента по направлению к центру или от центра заготовки (рисунок 9).
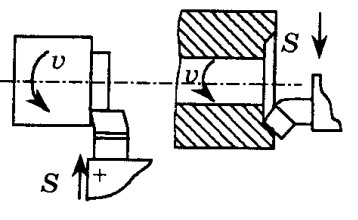
Рисунок 9 — Токарные подрезные резцы
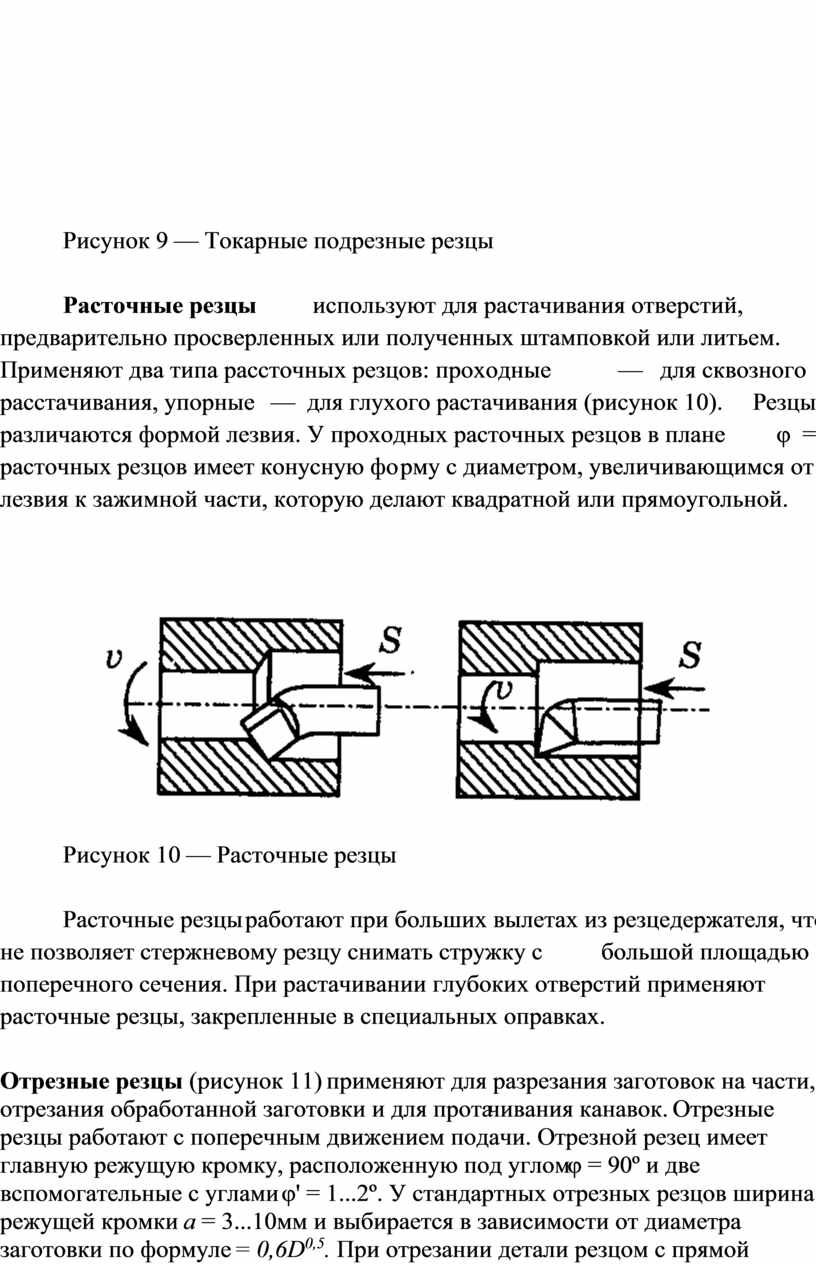
Расточные резцы используют для растачивания отверстий, предварительно просверленных или полученных штамповкой или литьем. Применяют два типа рассточных резцов: проходные — для сквозного расстачивания, упорные — для глухого растачивания (рисунок 10). Резцы различаются формой лезвия. У проходных расточных резцов в плане φ = 45...60º, а у упорных — угол φ несколько больше 90º. Крепежная часть расточных резцов имеет конусную форму с диаметром, увеличивающимся от лезвия к зажимной части, которую делают квадратной или прямоугольной.
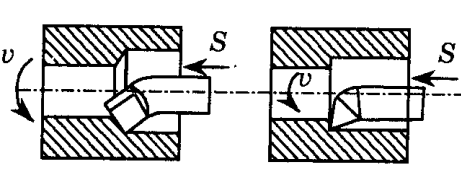
Рисунок 10 — Расточные резцы
Расточные резцы работают при больших вылетах из резцедержателя, что не позволяет стержневому резцу снимать стружку с большой площадью поперечного сечения. При растачивании глубоких отверстий применяют расточные резцы, закрепленные в специальных оправках.
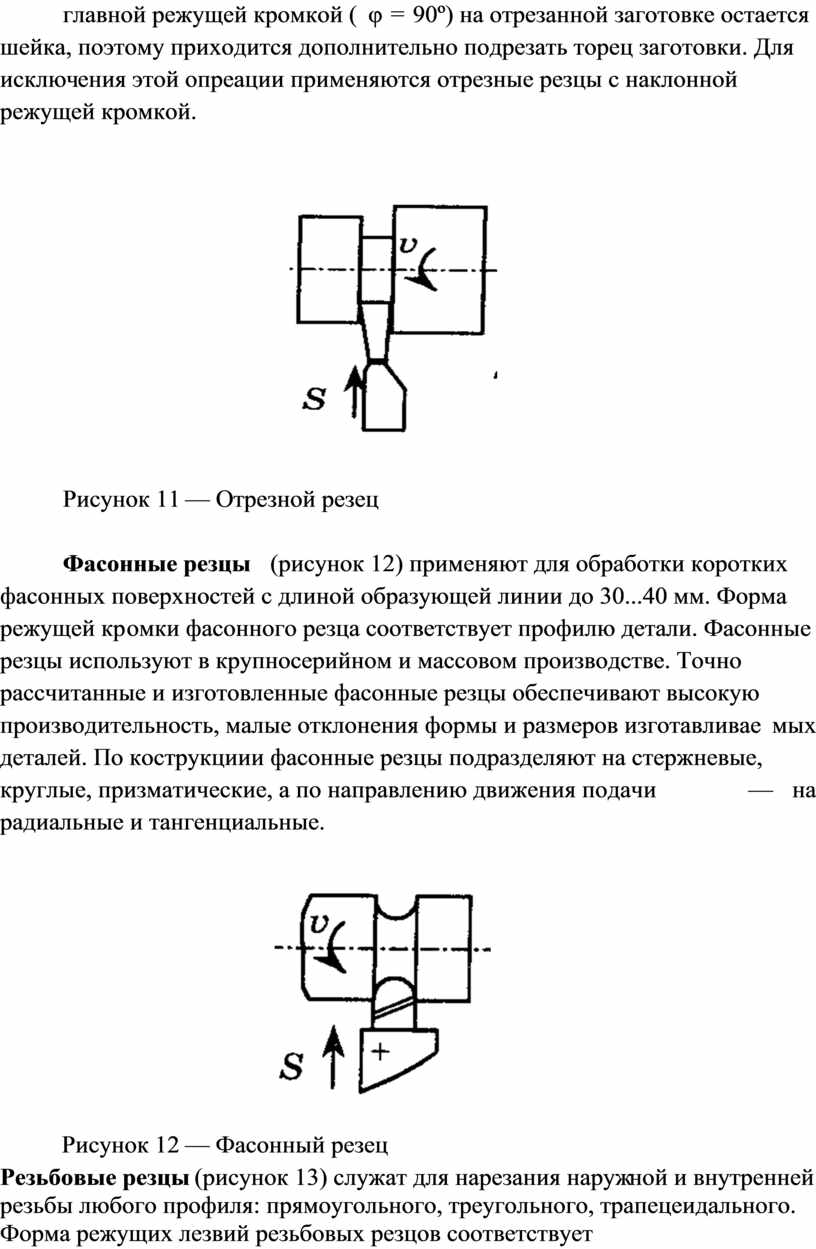
Отрезные резцы (рисунок 11) применяют для разрезания заготовок на части, отрезания обработанной заготовки и для протачивания канавок. Отрезные резцы работают с поперечным движением подачи. Отрезной резец имеет главную режущую кромку, расположенную под углом φ = 90º и две вспомогательные с углами φ' = 1...2º. У стандартных отрезных резцов ширина режущей кромки а = 3...10мм и выбирается в зависимости от диаметра заготовки по формуле = 0,6D0,5. При отрезании детали резцом с прямой главной режущей кромкой ( φ = 90º) на отрезанной заготовке остается шейка, поэтому приходится дополнительно подрезать торец заготовки. Для исключения этой опреации применяются отрезные резцы с наклонной режущей кромкой.
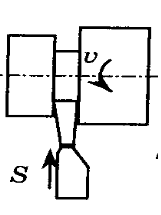
Рисунок 11 — Отрезной резец
Фасонные резцы (рисунок 12) применяют для обработки коротких фасонных поверхностей с длиной образующей линии до 30...40 мм. Форма режущей кромки фасонного резца соответствует профилю детали. Фасонные резцы используют в крупносерийном и массовом производстве. Точно рассчитанные и изготовленные фасонные резцы обеспечивают высокую производительность, малые отклонения формы и размеров изготавливаемых деталей. По кострукциии фасонные резцы подразделяют на стержневые, круглые, призматические, а по направлению движения подачи — на радиальные и тангенциальные.
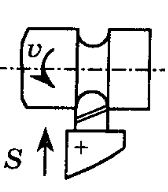
Рисунок 12 — Фасонный резец
Резьбовые резцы (рисунок 13) служат для нарезания наружной и внутренней резьбы любого профиля: прямоугольного, треугольного, трапецеидального. Форма режущих лезвий резьбовых резцов соответствует профилю и размерам поперечного сечения нарезаемых резьб. Резьбовые резцы делят на стержневые, круглые, призматические. Они бывают однониточные и многониточные (гребенки).
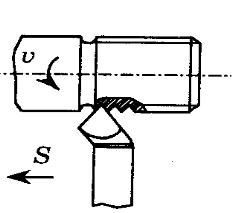
Рисунок 13 — Резьбовый резец
По конструкции различают резцы (рисунок 14):
- цельные, изготовленные из одной заготовки;
- составные — с неразъемным соединением его частей;
- с напаянными пластинами;
- с механическим креплением пластин;
- сборные — с механическим креплением отдельных вставок, на которых механически закреплены режущие пластины.
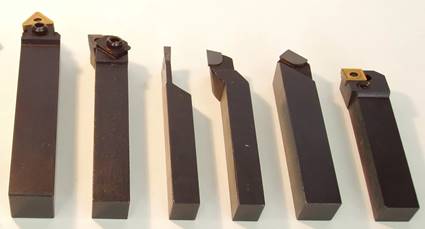
Рисунок 14 — Резцы напайные и сборные
Цельными изготовляют быстрорежущие резцы небольших размеров, их применяют в точном машиностроении и приборостроении. Цельный инструмент является лучшим с точки зрения прочности, жесткости и теплостойкости, но дорогостоящим. Поэтому лезвия средних и крупных резцов изготовляют из инструментальных материалов, а крепежную часть — из конструкционных сталей.
3 Крепление режущих элементов резца
Державки резцов обычно изготовляют из конструкционных сталей 40, 45, 50 и 40Х с различным сечением.
По поперечному сечению крепежной части резцы делят на:
- квадратные;
- прямоугольные;
- круглые;
- специальные.
В большинстве случаев крепежная часть резца имеет прямоугольное сечение. Квадратное сечение делают для расточных и автоматно-револьверных резцов, круглое — для резцов, при установке которых необходим поворот вокруг своей оси (расточные, резьбовые).
Инструментальный материал используют для резцов в виде пластин, размер и форма которых стандартизованы. Пластину устанавливают в наклонном пазу рабочей части резца. Глубина паза под пластину составлят не более 0,2...0,3 высоты державки Н.
Крепление пластин производят различными способами. Пластины из быстрорежущей стали приваривают к крепежной части части. Пластины из твердого сплава, керамики, а также кристаллы алмаза и эльбора припаивают или крепят механически. Пайку ведут медным припоем с нагревом током высокой частоты.
Для крепления керамических пластин используют наклеивание высокопрочным и теплостойким клеем, состоящим из эпоксидной смолы, отвердителя и наполнителя (пылевидного кварцевого песка). Преимущества этого метода: простота и надежность крепления, возможность использования крепежной части в случае разрушения или износа пластин.
Резцы с механическим креплением пластин имеют значительные преимущества перед напайными резцами, так как при такой конструкции резца предотвращается возможность появления трещины в пластинах при напайке, удлиняется срок службы крепежной части резца.
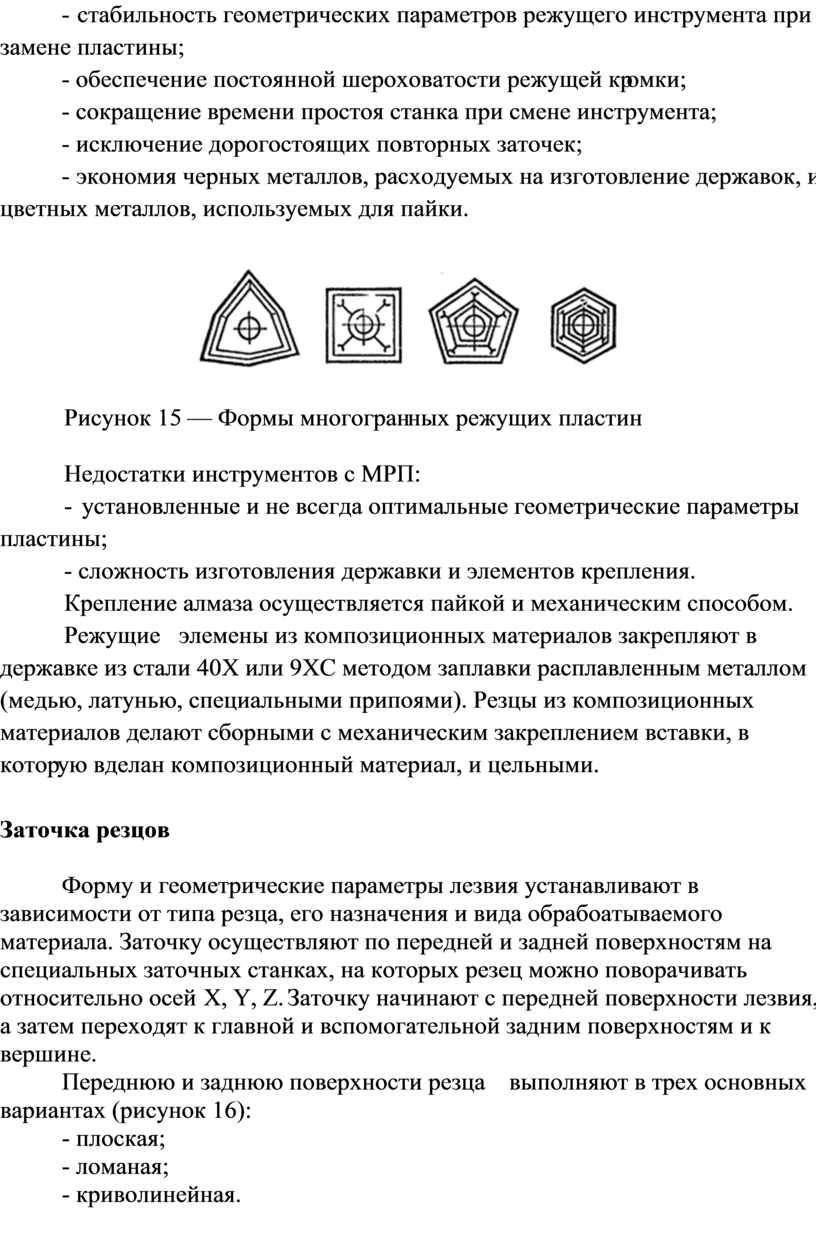
Широкое применение получили многогранные режущие пластины (МРП) (рисунок 15) из твердого сплава, керамики и сверхтвердых материалов (СТМ). Преимущества применения сборного режущего иснтрумента с МРП:
- повышение стойкости инструмента вследствие появления трещин;
- стабильность геометрических параметров режущего инструмента при замене пластины;
- обеспечение постоянной шероховатости режущей кромки;
- сокращение времени простоя станка при смене инструмента;
- исключение дорогостоящих повторных заточек;
- экономия черных металлов, расходуемых на изготовление державок, и цветных металлов, используемых для пайки.
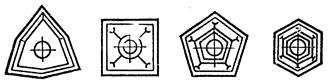
Рисунок 15 — Формы многогранных режущих пластин
Недостатки инструментов с МРП:
- установленные и не всегда оптимальные геометрические параметры пластины;
- сложность изготовления державки и элементов крепления.
Крепление алмаза осуществляется пайкой и механическим способом.
Режущие элемены из композиционных материалов закрепляют в державке из стали 40Х или 9ХС методом заплавки расплавленным металлом (медью, латунью, специальными припоями). Резцы из композиционных материалов делают сборными с механическим закреплением вставки, в которую вделан композиционный материал, и цельными.
4 Заточка резцов
Форму и геометрические параметры лезвия устанавливают в зависимости от типа резца, его назначения и вида обрабоатываемого материала. Заточку осуществляют по передней и задней поверхностям на специальных заточных станках, на которых резец можно поворачивать относительно осей X, Y, Z. Заточку начинают с передней поверхности лезвия, а затем переходят к главной и вспомогательной задним поверхностям и к вершине.
Переднюю и заднюю поверхности резца выполняют в трех основных вариантах (рисунок 16):
- плоская;
- ломаная;
- криволинейная.
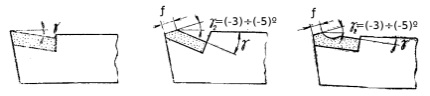
Рисунок 16 — Формы задней и передней поверхностей резца
6. Обобщение и систематизация изученного материала 10 мин
Теоретическая часть нашего сегодняшнего занятия себя исчерпала. И чтобы выяснить, как вы поняли изученный материал, предлагаю вам пройти тест. На экране вы видите вопрос и три ответа к нему. Кто знает правильный ответ, поднимает руку и отвечает на вопрос. За каждый правильный ответ вы получаете один балл.
Вопросы теста (приложение Е).
7. Итоговая часть занятия (подведение итогов занятия, выставление комментируемых оценок) 5 мин
На сегодняшнем занятии мы изучали тему «Токарные резцы». Познакомились с их конструктивными и геометрическими параметрами, узнали о том, по каким параметрам классифицируют токарные резцы, об их применении. Узнали о креплении режущих элементов резца, а также заточке изношенного инструмента.
8. Домашнее задание — [1], с.217-222, 229-230; [2], с.132-139
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
Электронные учебники:
1. Гоцеридзе Р. М. Процессы формообразования и инструменты. - М.: Издательский центр «Академия», 2006. - 384с. http://anybook4free.ru/book/4778108.html
2. Агафонова Л.С. Процессы формообразования и инструменты: Лабораторно-практические работы: учеб. пособие для студентов учреждений сред. проф. образования/ Л.С. Агафонова — М.: Издательский центр «Академия», 2012. - 240с. http://x-uni.com/shkolnik/knigi/processi-formoobrazovaniya-i-instrumenti-laboratorno-prakticheskie-raboti-agafonova-l-s-2012
Основные источники:
1. Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту. - М.: Машиностроение, 1990. - 448с.
2. Справочник технолога машиностроителя. В 2-х т. Т.1/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., пер. и доп. - М.: Машиностроение, 1986. – 456с.
3. Справочник технолога машиностроителя. В 2-х т. Т.2/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., пер. и доп. - М.: Машиностроение, 1986. – 496с.
Дополнительная литература:
1 Гапонкин Г.А., Лукашев Л.К., Суворова Т.Г. Обработка резанием, металлорежущий инструмент и станки. - М.: Машиностроение, 1990. - 448с.
Приложение А
Опорный конспект студентов
Тема: Токарные резцы
1. Назначение, конструкция и геометрические параметры резца
основной рабочий инструмент дерево- и металлообрабатывающих станков, посредством которого обрабатываемым заготовкам придается требуемая форма и размеры.
Резец состоит из двух конструктивных частей:
Рабочую часть резца образуют:
— поверхность, по которой сходит стружка в процессе резания.
— поверхность, обращенная к поверхности резания заготовки.
— поверхность, обращенная к обработанной поверхности заготовки.
— линия пересечения передней и главной задней поверхностей.
— линия пересечения передней и вспомогательной задней поверхностей.
— точка пересечения главной и вспомогательной режущих кромок.
Геометрические параметры резца (основные углы заточки):
α -
β -
γ -
δ -
φ -
φ' -
ε -
λ -
2 Классификация резцов
Токарные резцы классифицируют:
По материалу рабочей части:
В зависимости от характера выполняемых операций:
По форме и расположению лезвия:
По направлению движения подачи:
По назначению
|
Наименование резца |
Обрабатываемая поверхность |
|
Проходной |
|
|
Подрезной
|
|
|
Расточной
|
|
|
Отрезной
|
|
|
Фасонный
|
|
|
Резьбовый
|
|
По конструкции различают резцы:
3 Крепление режущих элементов резца
Державки резцов обычно изготовляют из конструкционных сталей 40, 45, 50 и 40Х с различным сечением.
По поперечному сечению крепежной части резцы делят на:
Крепление пластин производят различными способами. Пластины из быстрорежущей стали приваривают к крепежной части части. Пластины из твердого сплава, керамики, а также кристаллы алмаза и эльбора припаивают или крепят механически. Пайку ведут медным припоем с нагревом током высокой частоты.
4 Заточка резцов
Приложение Б
КРИТЕРИИ ОЦЕНИВАНИЯ РАБОТЫ СТУДЕНТОВ
|
Этапы работы |
Количество баллов |
|
Актуализация опорных знаний (технический диктант) |
0,5 балла за правильный ответ |
|
Обобщение и систематизация знаний (тесты) |
0,5 балла за правильный ответ |
Перевод баллов в оценку
|
Количество баллов |
Оценка |
|
5 и более |
5 |
|
4-3 |
4 |
|
2-0 |
3 |
Приложение В
Фронтальный опрос (технический диктант)
I вариант
1. Что называют главным движением?
Прямолинейное поступательное или вращательное движение инструмента или заготовки, происходящее с наибольшей скоростью в процессе резания и определяющее скорость снятие материала срезаемого слоя, называют главным движением резания .
2. Назвать поверхности на обрабатываемой заготовке.
На обрабатываемой заготовке различают три поверхности: обработанную, обрабатываемую и поверхность резания.
3. Дать определение подачи.
Подача — это отношение расстояния, пройденного рассматриваемой точкой режущей кромки или заготовки в направлении движении подачи, к соответствующему числу циклов или определенных долей циклов другого движения.
4. В чем измеряется скорость резания?
Скорость резания измеряют в м/мин при всех видах обработки резанием, кроме шлифования и полирования, где ее измеряют в м/с.
5. Как определяется глубина резания при точении цилиндрической поверхности (формула)?
t=(D – d)/2, где D и d – соответственно диаметры заготовки и детали, мм.
6. Что называют основным временем?
Основное время при всех видах обработки на металлорежущих станках — это время, затрачиваемое непосредственно на осуществление технологического процесса, тоесть на изменение формы и размеров заготовки.
7.Написать формулу штучного времени.
tшт = tо + tвсп + tобс + tп
8. Назвать виды стружки.
Виды стружки: сливная, скалывания и надлома.
9. Назвать инструментальные материалы.
Инструментальные материалы подразделяют на следующие группы:
инструметальные стали; твердые сплавы; керамические материалы; алмазы и синтетические сверхтвердые материалы.
10. Расшифровать марку инструментального материала Т5К10.
Т5К10 — твердый сплав титановольфрамовой группы, содержащий 5% карбида титана TiC (буква Т в обозначении), 10% кобальта Со (К — в обозначении), остальное — карбид вольфрама WC.
II вариант
1. Что называют движением подачи?
Прямолинейное поступательное или вращательное движение инструмента или заготовки, скорость которого меньше скорости главного движения, предназначенное для того, чтобы распространить отделение слоя материала на всю обрабатываемую поверхность, называют движением подачи.
2. Назвать элементы режима резания.
Элементами режима резания являются скорость резания, подача и глубина резания.
3. Дать определение скорости резания.
Скорость резания — это скорость рассматриваемой точки режущей кромки инструмента или заготовки в главном движении.
4. В чем измеряется подача?
При точении, сверлении, фрезеровании — в мм/об (подача на оборот So);
при строгании, долблении — в мм/дв.ход (подача на двойной ход S2х);
при фрезеровании — в мм/зуб (подача на зуб Sz).
5. Что называется глубиной резания?
Глубина резания — это расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно к последней.
6. Что называют вспомогательным временем?
Вспомогательным временем называют время, необходимое на установку и закрепление заготовки, на управление станком, на отвод и подвод режущего инструмента и тому подобное.
7. Написать формулу частоты вращения при вращательном главном движении.
n = 1000v/πD, где v – скорость резания, м/мин, D – диаметр обрабатываемой поверхности детали или инструмента, мм.
8. Какие требования предъявляют к инструментальным материалам?
К инструментальным материалам предъявляют следующие требования: высокие механические свойства (прочность на изгиб, твердость); высокая износостойкость; высокая теплостойкость.
9. Назвать три составляющие силы резания.
При точении силу резания Р раскладывают на три составляющие: главную (касательную) составляющую силы резания Рz, радиальную составляющую силы резания Рy, осевую составляющую силы резания Рx.
10. Расшифровать марку инструментального материала Р6М5.
Р6М5 — быстрорежущая сталь (буква «Р» в обозначении),содержит до 1% углерода (С), 6% - содержание вольфрама (W), М — содержание молибдена (Мо) в количестве 5%.
Приложение Г
Презентация лекции


Приложение Д
Видеоролик о токарной обработке

Приложение Е
Обобщение и систематизация знаний
Тесты:
1. Точение осуществляется режущим инструментов, называемым:
а) сверлом;
б) резцом;
в) долбяком.
2. В зависимости от характера выполняемых операций резцы бывают:
а) черновые и получистовые;
б) получистовые и чистовые;
в) черновые и чистовые.
3. По форме и расположению лезвия относительно стержня резцы подразделяют на:
а) прямые, отогнутые, вытянутые, изогнутые;
б) прямые, отогнутые, изогнутые, оттянутые;
в) прямые, выгнутые вытянутые, оттянутые.
4. Проходные прямые и отогнутые резцы применяют для обработки:
а) внутренних поверхностей;
б) подрезки торцев;
в) наружных поверхностей.
5. Подрезные резцы применяют для обработки:
а) торцев;
б) отверстий;
в) фасонных поверхностей.
6. Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют:
а) расточной резец;
б) проходной упорный резец;
в) отрезной.
7. Расточные резцы применяются для:
а) растачивания отверстий, предварительно просверленных или полученных литьем;
б) отрезания обработанной заготовки и для протачивания канавок;
в) обработки коротких фасонных поверхностей.
8. По конструкции различают резцы:
а) цельные, составные, с механическим креплением пластин, сборные;
б) целые, составленные, с механическим креплением пластин, сборные;
в) целые, составные, с припаянными пластинами, сборные.
9. По конструкции крепежной части резцы бывают со следующими сечениями:
а) прямоугольным, треугольным, специальным;
б) прямоугольным, квадратным, круглым;
в) квадратным, треугольным, круглым.
10. Заточку резца начинают с:
а) кромки лезвия;
б) главной задней поверхности;
в) передней поверхности.
Скачано с www.znanio.ru



Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.