Поделиться

БПОУ ВО «Череповецкий строительный колледж имени А.А.Лепехина»

МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
для выполнения практической работы
студентами профессии 08.01.05 Мастер столярно-плотничных и паркетных работ
МДК 01.01 Технология изготовления столярных изделий. Технология столярно-монтажныхработ
Разработала преподаватель
спецдисциплин
Федотова С.В.
Череповец
Практическая работа: Устройство и принцип обработки материала на строгальных станках
Цель: Изучить виды, назначение, устройство и основные правила работы на фуговальном станке
Ход работы:
Материал обработки: древесина
Полученные после раскроя заготовки обычно подвергаются обработке на строгальных станках. Строгальные станки бывают
· фуговальные для строгания в угол,
· рейсмусовые для придания граням параллельности
· четырехсторонние строгальные.
Фуговальные станки
Назначение: строгание (фугование) поверхностей щитов, досок и брусков по плоскости, а также узких граней (кромок) под прямым или иным заданным углом к широкой грани.
Устройство: Фуговальный станок состоит из станины, двух чугунных плит, образующих рабочий стол, ножевого вала (ножевой головки), строгальных ножей и привода.
Передняя (первая по ходу материала) плита станка служит для направления материала до строгания, а задняя - для направления материала в процессе строгания. Переднюю плиту устанавливают ниже задней на 1,5-2 мм, т. е. на толщину снимаемой стружки.
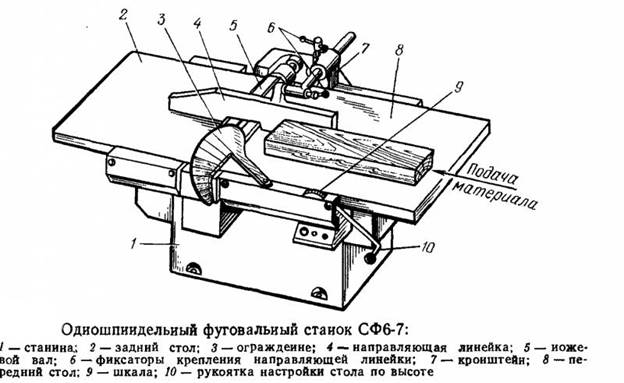
Каждая плита стола может быть установлена на требуемую высоту. Регулирование передней плиты по высоте производится рукояткой, на которой имеются отметки высоты. Заднюю плиту регулируют винтом с гайками.
Между плитами расположен ножевой вал. Режущие кромки укрепленных на нем ножей находятся на одном уровне с поверхностью задней плиты. На концах плит, обращенных к ножевому валу, прикреплены заподлицо с их поверхностью стальные накладки-губки, предназначенные для защиты плит от истирания и отколов, а также для уменьшения зазора между ножами и плитами и подпора волокон при срезании стружки. Ножевой вал приводится в движение от электродвигателя через клиновую ременную передачу. Ножевой вал закрыт сверху веерным ограждением.
Станок оборудован съемной направляющей линейкой, которая может быть перемещена поперек стола, установлена под требуемым углом или откинута вверх.
Кроме того, на станке имеется тормозное устройство для быстрого торможения ножевого вала после выключения электродвигателя.
Обычно на фуговальном станке выполняют три вида работ: фугование пласти, фугование пласти и одной кромки, фугование пласти и двух кромок. Кроме того, можно производить снятие провесов на щитах и рамках с одновременной выверкой плоскости, обстрагивание ящиков в размер, фугование кромок фанеры и др. Перед фугованием деталь надо класть вогнутой стороной вниз для большей ее устойчивости.
Подача на фуговальных станках в большинстве случаев осуществляется вручную.
При этом узкие детали строгают одновременно по нескольку штук. Фугование кромок тонких делянок производят пачками. При работе на станке с конвейерной подачей детали подают торец в торец.
Для облегчения и обеспечения безопасности работы в настоящее время все более применяют специальные приспособления, служащие для автоматической подачи материала, так называемые автоподатчики. Применение их увеличивает производительность в 1,5--2 раза.Автоподатчик крепится на стойке, которая монтируется на станке, и может быть установлен в любом положении по отношению к рабочему шпинделю, столу или направляющей линейке станка.
Основным дефектом строгания на фуговальном станке является непрямолинейность строганой поверхности в результате слабого или неравномерного нажима на обрабатываемую деталь. Кроме того, часто наблюдаются дефекты в виде выступов глубиной до 1-1,5 мм, задиров (при обработке против слоя). В этих случаях появляется необходимость последующей выборочной зачистки, которую производят на фуговальных станках «лилипутах».
Обрабатываемые детали следует располагать около станка так, чтобы станочнику не приходилось делать лишних движений.
Принцип работы на фуговальном станке
Фуговальный станок с ручной подачей при обработке заготовок небольших размеров обслуживает один рабочий. Станочник берет из штабеля заготовку, визуально оценивает выпуклую и вогнутую грани у заготовки и укладываем ее вогнутой поверхностью на передний стол. Сильно покоробленные и дефектные заготовки следует отбраковать.
Прижимая к столу и направляющей линейке заготовку сбоку левой рукой, правой рукой подают ее на ножевой вал. При движении передний торец заготовки отодвигает веерное ограждение и таким образом обеспечивается доступ к вращающимся ножам.
После обработки переднего конца заготовки следует левом рукой плотно прижать обработанную часть к плоскости заднего стола и продолжать подачу без рывков с равномерной скоростью
При подаче внимательно следят за положением рук относительно ножевого вала и держат их на безопасном расстоянии. При обработке мелких деталей возникает повышенная опасное и травматизма поэтому заготовки короче 400, уже 50 и тоньше 50мм подают станок только специальным толкателем. После каждого прохода станочник оценивает качество обработки и в случае непрострожки поверхности повторно ее фугует.
Если у детали нужно выровнять две поверхности, то сначала фрезеруют пласть, а затем кромку, прижимая деталь ранее обработанной поверхностью к направляющей линейке. На двусторонних станках эти операции выполняют за один проход
Если у детали нужно выровнять две поверхности, то сначала фрезеруют пласть, а затем кромку, прижимая деталь ранее обработанной поверхностью к направляющей линейке. На двусторонних станках эти операции выполняют за один проход
При обработке массивных и крупногабаритных деталей станок обслуживают двое рабочих. Станочник базирует и подает заготовку, второй рабочий, находясь позади станка, помогает на заключительной стадии обработки, принимает готовую деталь и укладывает ее в штабель. При необходимости передстанком и за ним устанавливают дополнительно плоские или роликовые столы.
Скорость ручной подачи на станке выбирают индивидуально для каждой заготовки в зависимости от дефектов и необходимой глубины фрезерования. При встречном косослое и фрезеровании против волокон скорость следует снижать. Глубина фрезерования зависит от припуска на обработку и размеров дефектов. Съем припуска за один проход обычно не позволяет получить требуемого качества обработки. Наилучшего эффекта достигают за два и более проходов при малой глубине фрезерования, так как в том случае уменьшается деформация детали под действием сил прижима и внутренних напряжений в материале заготовки.
В станках с механизированной подачей скорость подачи набирают по графику из условия максимальной загрузки электродвигателя резания и обеспечения заданной шероховатости поверхности.
Полученные детали необходимо проверить на точность обработки. Прикладывая обработанными поверхностями одну деталь к другой, визуально по величине просвета между ними судят о наличии погрешности обработки. Отклонение от плоскости не должно превышать 0,15 мм на длине 1000 мм. Смежные обработанные поверхности должны быть взаимно перпендикулярны, допускаемое отклонение 0,1 мм на высоте 100 мм.
Техника безопасности при работе на фуговальных станках
1. Расстояние между краями накладок рабочего стола и поверхностью, которую описывают лезвия ножей, должно быть не больше 3 мм.
2. Рабочая часть щели должна быть закрыта автоматически-действующим ограждением, позволяющим выполнять на станке все работы и открывающим ножевую щель лишь на ширину обрабатываемой детали. Неработающая часть щели за направляющей линейкой должна быть полностью закрыта при всех положениях направляющей линейки.
3. При строгании деталей короче 400 мм, уже 50 мм и тоньше 30 мм при ручной подаче материала следует применять колодки-толкатели.
4. Применение ножевых валов квадратной формы и накладок для придания квадратным валам цилиндрической формы запрещается.
5. Выпускать ножи из вала допускается не более чем на 3 мм.
6. Поверхность задней плиты должна совпадать с режущей кромкой ножей.
7. Фасонное строгание и выборка четвертей на фуговальном станке воспрещаются.
Контрольное задание:
Ознакомьтесь с материалом методички
1. Перечислите виды строгальных станков
2. Выполните схему фуговального станка, укажите основные части
3. Опишите последовательность обработки материала на фуговальном станке
4. Перечислите основные правила безопасности при работе на станке
Сделайте вывод
Критерии оценки:
- работа выполнена в полном объеме
- эскизы выполнены качественно, карандашом
- соблюдены правила оформления практической работы
- наличие вывода

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.