Поделиться

БПОУ ВО «Череповецкий строительный колледж имени А.А.Лепехина»

МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
для выполнения практической работы
студентами профессии 08.01.05 Мастер столярно-плотничных и паркетных работ
МДК 02.01 Технология изготовления столярных изделий. Технология столярно-монтажных работ
Разработала преподаватель
спецдисциплин
Федотова С.В.
Череповец
Практическая работа «Изучение устройства и принципа работы на круглопильных станках»
Цель: Изучить виды, назначение, основные части круглопильных станков. Составить алгоритм выполнения операции «пиление» на станках.
Ход работы
Круглопильные станки применяют для раскроя пиломатериалов, заготовок, плитных материалов (фанеры, древесноволокнистых, древесностружечных плит). В зависимости от выполняемых операций станки бывают для поперечного и продольного раскроя.
Для поперечного раскроя применяют торцовочные шарнирномаятниковые станки ЦМЭ-ЗА и торцовочные с прямолинейным перемещением пилы ЦПА-40.
Отрезки короче 500 мм торцуют в шаблонах. Пильный диск должен быть оборудован автоматически действующим ограждением так, чтобы зубья пилы открывались на толщину распиливаемого материала. При работе на станке рабочий должен находиться на расстоянии не менее 300 мм от пильного диска.
Для продольного раскроя пиломатериалов применяют круглопильные станки с механической подачей ЦА-2А, прирезные однопильные ЦДК4-3, пятипильный ЦДК5-2 и др. Для распиливания горбылей на доски и толстых досок на тонкие используют ребровый станок ЦР-4А.
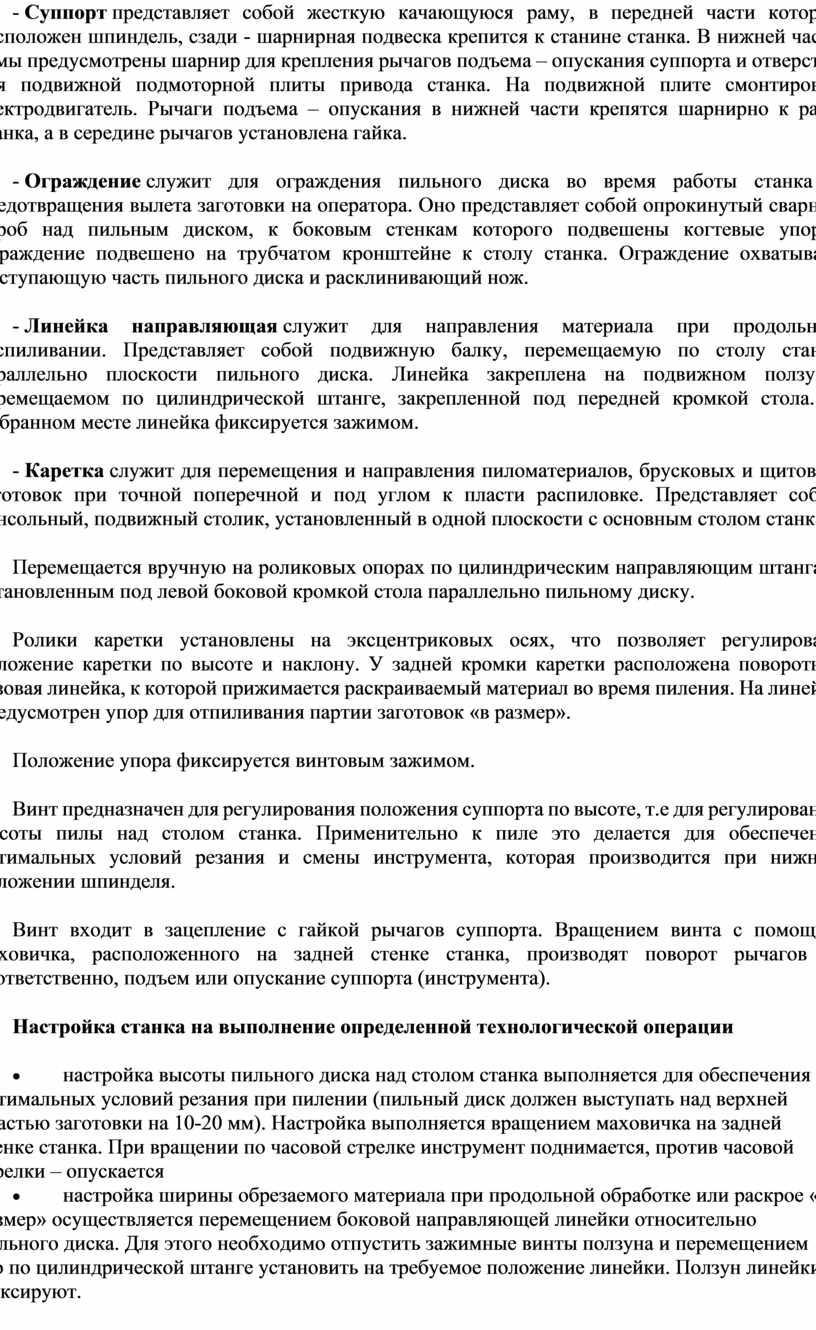
Для работы на круглопильных станках применяют плоские круглые пилы (ГОСТ 980—80), представляющие собой диск, на окружности которого насечены зубья.
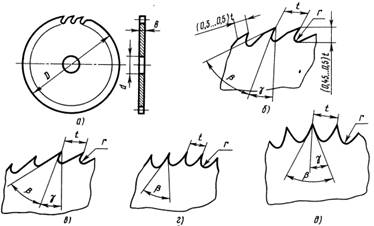
Профили зубьев
круглых плоских пил:
а — общий вид, б — пилы типа 1 исполнения 1, в — пилы типа 1 исполнения 2, г —
пилы типа 2 исполнения 1, д — пилы типа 2 исполнения 2
Пилы бывают двух типов: тип 1 — для продольного раскроя и тип 2 — для поперечного. Пилы типа 1 исполнения 1 изготовляют диаметром 200... 1500 мм, исполнения 2 — диаметром 160...250 мм. Пилы типа 2 исполнения 1 имеют диаметр 360...1500 мм, а исполнения 2 — 125...1500 мм. Толщина пил всех типов 1...5,5 мм.
Зубья пил для поперечного раскроя древесины имеют двустороннюю косую заточку, что позволяет пилить ими в обе стороны, а зубья пил для продольного раскроя — прямую заточку, поэтому Ими можно пилить только в одну сторону.
Раскраивают доски по разметке или упорам, вырезая недопустимые пороки и выкраивая в первую очередь длинные отрезки, следя за тем, чтобы доски плотно прилегали к линейке, так как в противном случае получается косой рез. При раскрое рабочие передвигают доску до упора, затем один из рабочих прижимает левой рукой доску к направляющей линейке, а правой плавно, без рывков надвигает на нее пильный диск.
Продольный раскрой ведут на заданный размер по ширине заготовки, для чего направляющую линейку устанавливают от диска на расстоянии, равном ширине заготовки, плюс половина развода пилы. Когда отрезки раскраивают не на заданный размер, а на другие размеры по ширине, то пользуются закладками.
На станке работают двое рабочих. Станочник подает доски в станок, а второй рабочий убирает их,или подает станочнику для повторного раскроя.
При продольном раскрое доску нужно подавать равномерно, без толчков и рывков и периодически проверять правильность размеров заготовок.
Если при торцовке наблюдается косина реза по ширине доски, то это означает, что нарушена прямолинейность линейки (направляющей) , а если имеется косина реза по толщине доски — нарушена перпендикулярность оси пильного вала поверхности стола. Рваные торцы на заготовках получаются при биении пильного вала.
У круглопильных станков пильный диск должен быть защищен сверху автоматически действующим ограждением, открывающим зубья лишь в процессе пиления. У станков для продольного раскроя диск снизу ограждают защитными щитками. Для предотвращения заклинивания зубьев пилы за пильным диском на расстоянии до 10 мм устанавливают расклинивающий нож.

Общий вид станка и основные его части
1. Станина - Ц6-2(К).
2. Суппорт Ц6-2(К).
3. Механизм подъема Ц6-2(К).
4. Каретка Ц6-2(К).
5. Линейка направляющая Ц6-2(К).
6. Ограждение Ц6-2(К).
7. Электрооборудование Ц6-2(К).
- Станина представляет собой жесткую сварную коробчатую конструкцию, накрываемую плоским столом. Внутри станины с подвеской к ней размещаются суппорт с приводом и механизм регулировки высоты пильного диска над столом станка.
- Суппорт представляет собой жесткую качающуюся раму, в передней части которой расположен шпиндель, сзади - шарнирная подвеска крепится к станине станка. В нижней части рамы предусмотрены шарнир для крепления рычагов подъема – опускания суппорта и отверстия для подвижной подмоторной плиты привода станка. На подвижной плите смонтирован электродвигатель. Рычаги подъема – опускания в нижней части крепятся шарнирно к раме станка, а в середине рычагов установлена гайка.
- Ограждение служит для ограждения пильного диска во время работы станка и предотвращения вылета заготовки на оператора. Оно представляет собой опрокинутый сварной короб над пильным диском, к боковым стенкам которого подвешены когтевые упоры. Ограждение подвешено на трубчатом кронштейне к столу станка. Ограждение охватывает выступающую часть пильного диска и расклинивающий нож.
- Линейка направляющая служит для направления материала при продольном распиливании. Представляет собой подвижную балку, перемещаемую по столу станка параллельно плоскости пильного диска. Линейка закреплена на подвижном ползуне, перемещаемом по цилиндрической штанге, закрепленной под передней кромкой стола. В выбранном месте линейка фиксируется зажимом.
- Каретка служит для перемещения и направления пиломатериалов, брусковых и щитовых заготовок при точной поперечной и под углом к пласти распиловке. Представляет собой консольный, подвижный столик, установленный в одной плоскости с основным столом станка.
Перемещается вручную на роликовых опорах по цилиндрическим направляющим штангам, установленным под левой боковой кромкой стола параллельно пильному диску.
Ролики каретки установлены на эксцентриковых осях, что позволяет регулировать положение каретки по высоте и наклону. У задней кромки каретки расположена поворотная базовая линейка, к которой прижимается раскраиваемый материал во время пиления. На линейке предусмотрен упор для отпиливания партии заготовок «в размер».
Положение упора фиксируется винтовым зажимом.
Винт предназначен для регулирования положения суппорта по высоте, т.е для регулирования высоты пилы над столом станка. Применительно к пиле это делается для обеспечения оптимальных условий резания и смены инструмента, которая производится при нижнем положении шпинделя.
Винт входит в зацепление с гайкой рычагов суппорта. Вращением винта с помощью маховичка, расположенного на задней стенке станка, производят поворот рычагов и, соответственно, подъем или опускание суппорта (инструмента).
Настройка станка на выполнение определенной технологической операции
· настройка высоты пильного диска над столом станка выполняется для обеспечения оптимальных условий резания при пилении (пильный диск должен выступать над верхней пластью заготовки на 10-20 мм). Настройка выполняется вращением маховичка на задней стенке станка. При вращении по часовой стрелке инструмент поднимается, против часовой стрелки – опускается
· настройка ширины обрезаемого материала при продольной обработке или раскрое «в размер» осуществляется перемещением боковой направляющей линейки относительно пильного диска. Для этого необходимо отпустить зажимные винты ползуна и перемещением его по цилиндрической штанге установить на требуемое положение линейки. Ползун линейки фиксируют.
· настройка угла обрезки пиломатериалов, щитовых деталей производится для получения заготовок, обрезанных «на ус», или угловых щитовых деталей. При базировании на каретке настройка производится поворотом и фиксацией поворотной направляющей линейки по линейной шкале, на которой нанесены основные углы. Раскрой под углом может производиться по разметке.
Работа на станке Ц6-2
Работа на станке включает следующие операции: подача заготовок на станок и прием из станка обработанных заготовок.
Все виды продольного раскроя должны выполняться двумя станочниками: один подает, а другой принимает полученные заготовки и в случае необходимости возвращает левую недораскроенную часть станочнику на повторную обработку.
ВНИМАНИЕ: Короткие заготовки длиной менее 600 мм обрабатываются обязательно с применением доталкивателя
Поперечный раскрой заготовок до 12 кг и длиной до 1500 мм может выполняться одним станочником. Заготовки больших размеров обрабатываются с помощником. Короткие обрезки, получающиеся при торцовке «в размер» по заднему упору, и короткие детали убираются со стола станка с использованием доталкивателя
При продольном раскрое пиломатериалов за пильным диском должен обязательно устанавливаться расклинивающий нож толщиной 4,5 мм симметрично относительно ширины пропила. В случае нарушения симметричности взаимного положения пилы и ножа его необходимо отрегулировать с помощью гаек.
ВНИМАНИЕ: Поперечный раскрой с расклинивающим ножом недопустим!
Смена инструмента
Смена инструмента производится при нижнем положении суппорта через переднюю дверку при крайнем правом (исходном) положении каретки. Для смены инструмента необходимо пользоваться двумя ключами.
Заточку пил рекомендуется производить на специальных заточных станках. При смене инструмента отключить вводный выключатель.
При установке станок должен быть надёжно заземлён согласно действующим правилам и нормам. Для этого контактный зажим наружного защитного контура необходимо соединить с цеховым заземляющим контуром. Кроме этого на станине станка предусмотрен болт заземления.
При эксплуатации станка необходимо периодически проверять состояние электроаппаратуры, обращая особое внимание на состояние контактов, а также систематически проводить технические осмотры и профилактические ремонты электродвигателей.
Периодичность техосмотров устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца. При этом электродвигатель очищается от загрязнений, проверяется надёжность заземления и соединений.
Периодичность профилактических ремонтов устанавливается не реже одного раза в год. Во время профилактических ремонтов производится разборка и внутренняя чистка электродвигателя, оценка состояния подшипников. Смазка в подшипники заложена на весь период работы подшипников и рассчитана не менее, чем на 12000 часов работы.
ВНИМАНИЕ: При ремонте электрооборудования вводный выключатель SA должен быть обязательно отключен.
Контрольное задание:
Ознакомиться с материалом методички.
Ответить на вопросы:
1. Назначение круглопильных станков
2. Виды круглопильных станков
3. Особенности режущего инструмента круглопильных станков (сделать схему)
4. Основные части круглопильного станка (выполнить схему); их характеристики
5. Настройка станка
6. Алгоритм работы на круглопильном станке
7. Основные требования безопасности
Сделать вывод
Оценка работы производится по следующим критериям:
- Сроки выполнения выдержаны
- Самостоятельность выполнения
- Ответы на все вопросы в полном объеме
- Качество выполнения схем
- Наличие вывода

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.