Поделиться

 Государственное
автономное профессиональное образовательное учреждение
Государственное
автономное профессиональное образовательное учреждение
«КРАЕВОЙ ПОЛИТЕХНИЧЕСКИЙ КОЛЛЕДЖ»
ЦМК технического профиля
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
по организации и проведению практических занятий
по междисциплинарному курсу
МДК 3.1. Слесарное дело и технические измерения
для обучающихся по специальностям и профессиям технического профиля
2016
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ по организации и проведению практических занятий по междисциплинарному курсу МДК 3.1. Слесарное дело и технические измерения – ГАПОУ «Краевой политехнический колледж, г. Чернушка, Пермский край, 2016. –22 с.
Рассмотрено и рекомендовано к использованию на заседании ЦМК технического профиля Протокол № 2 от 20.10.2016
Составители:
Ландышева Н.А., преподаватель высшей квалификационной категории ГАПОУ «Краевой политехнический колледж», председатель ЦМК технического профиля
Методические рекомендации разработаны с целью систематизировать знания и умения, обучающихся по по междисциплинарному курсу МДК 3.1. Слесарное дело и технические измерения.
Методические рекомендации разработаны в соответствии с содержанием ФГОС по МДК и «Методическими рекомендациями по организации и планированию лабораторных работ и практических занятий в колледже».
Практические занятия относятся к основным видам учебных занятий. Они составляют важную часть теоретической и профессионально-практической подготовки обучающихся.
Методические рекомендации предназначены для студентов ГАПОУ «Краевой политехнический колледж» обучающихся по профессиям и специальностям технического профиля.
ГАПОУ «Краевой политехнический колледж» г. Чернушка, Пермский край
СОДЕРЖАНИЕ
СОДЕРЖАНИЕ
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Тема 1.2 Контрольно-измерительные инструменты и приборы
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ
Тема: Работа измерительными инструментами ШЦ
ПРИЛОЖЕНИЕ А
ПРИЛОЖЕНИЕ Б
Тема 1.2 Контрольно-измерительные инструменты и приборы
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ
Тема: Работа измерительными инструментами «Микрометр МК»
ПРИЛОЖЕНИЕ А
ПРИЛОЖЕНИЕ Б
ПРИЛОЖЕНИЕ В
Тема 1.4 Технологическая документация
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ
Тема: Чтение и анализ технологических карт
ПРИЛОЖЕНИЕ А
ПРИЛОЖЕНИЕ Б
ПРИЛОЖЕНИЕ В
Данные методические рекомендации разработаны для студентов ГАПОУ «Краевой политехнический колледж» обучающихся по специальностям и профессиям технического профиля:
23.02.03 ТО и ремонт автомобильного транспорта
23.01.02 Автомеханик
Объем учебной нагрузки составляет:
23.02.03 ТО и ремонт автомобильного транспорта - 12 часов
23.01.02 Автомеханик -48 часов.
В программу обучения специальностей и профессий технического профиля входят виды работ по техническому обслуживанию и ремонту автомобилей, при выполнении которых обучающиеся должны уметь применять измерительный и слесарный инструмент в соответствии с ФГОС. Данный процесс невозможен без изучения основ слесарного дела и технических измерений.
Одними из видов учебных занятий являются практические, которые позволят вам, уважаемые студенты, приблизится к реальной ситуации, происходящей на автотранспортных предприятиях.
Методические рекомендации разработаны с учетом следующих принципов:
— доступность заданий, их разъяснение и конкретизация с учетом особенностей вашей познавательной деятельности;
— личностно-ориентированная направленность — актуализация знаний и умений, мотивированность всех предлагаемых ситуаций с точки зрения реальных потребностей участников дорожного движения;
— линейно-концентрическое расположение учебного материала, которое позволит вам последовательно формировать представления с опорой на уже имеющиеся знания и умения, постепенно углубляя и усложняя их;
— деятельностная основа процесса обучения, его практико-ориентированная направленность, удовлетворение потребности в игровой деятельности и эмоционально-наглядной опоре познавательной деятельности.
С учетом этих принципов в практические занятия содержать следующие виды заданий.
Таблица 1 –Тематический план проведения практических занятий
|
Тема из рабочей программы |
Вид практического занятия |
Кол-во часов |
|
МДК 3.1 Слесарное дело и технические измерения (специальность 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта) |
||
|
Тема 1.2 Контрольно-измерительные инструменты и приборы |
- Работа измерительными инструментами ШЦ деталей машин |
3 |
|
- Работа измерительными инструментами МК деталей машин |
3 |
|
|
Тема 1.4 Технологическая документация |
Чтение и анализ технологических карт «Изготовление изделий из металла» |
2 |
|
Чтение и анализ маршрутных карт «Ремонт деталей машин» |
2 |
|
|
Чтение и анализ технологических карт «Техническое автомобиля» |
2 |
|
|
итого |
12 |
|
Данные вид практических занятий направлен на формирование практического опыта и умений.
МДК 3.1 Слесарное дело и технические измерения (специальность 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта», Выполнение работ по профессии рабочего «18511 Слесарь по ремонту автомобилей»)
иметь практический опыт:
-слесарной обработки деталей простых и средней сложности;
уметь:
-производить измерения при помощи контрольно-измерительных инструментов;
на основе полученных знаний:
- виды слесарных операций;
- читать, интерпретировать и извлекать точные технические данные и инструкции из автомобильных инструкций/руководств (включая электрические монтажные схемы), в бумажном или электронном виде;
МДК 3.1 Слесарное дело и технические измерения
(специальность 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта», выполнение работ по профессии рабочего «18511 Слесарь по ремонту автомобилей»)
Цель: формирование первоначальных умений проведения технических измерений соответствующим инструментом и приборами
Теоретические основы:
1. Штангенциркули. Штангенциркуль — самый востребованный профессиональный измерительный инструмент. Его назначение — осуществление высокоточных измерений, а главное преимущество состоит в универсальности и простоте в эксплуатации. С помощью штангенциркулей проводятся внутренние и наружные измерения, кроме того они подходят для измерения глубины отверстий.
По ГОСТ 166-89 штангенциркуль бывает нескольких видов. наиболее распространенные:
Тип ШЦ-I. Предназначены для измерения наружных и внутренних размеров и разметки.
Рисунок 1 – Штангенциркуль ШЦ-I
Тип ШЦ-II. С двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки.
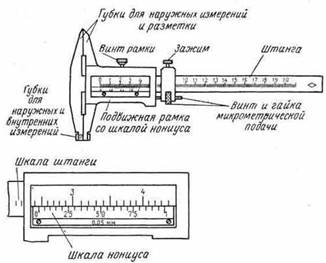
Рисунок 2 – Штангенциркуль ШЦ-II
Пределы измерений и точность отсчета по нониусу штангенциркулей должны соответствовать указанным в таблице 1.
Таблица 1
|
Тип штангенциркулей |
Пределы измерений, мм |
Цена деления нониуса |
|
ШЦ-I, ШЦТ-I |
0…125 |
0,1; 0,02; 0,01 |
|
ШЦ-II, ШЦ-III |
0…160 0…200 0…250 |
0,05…0,1 |
Более полная информация представлена для самостоятельного изучения в ЭОР «Слесарное дело, книга «Основы измерений» на платформе Moodle. Режим доступа politex.59, дистанционное образование, СПО (очное отделение) / СД.
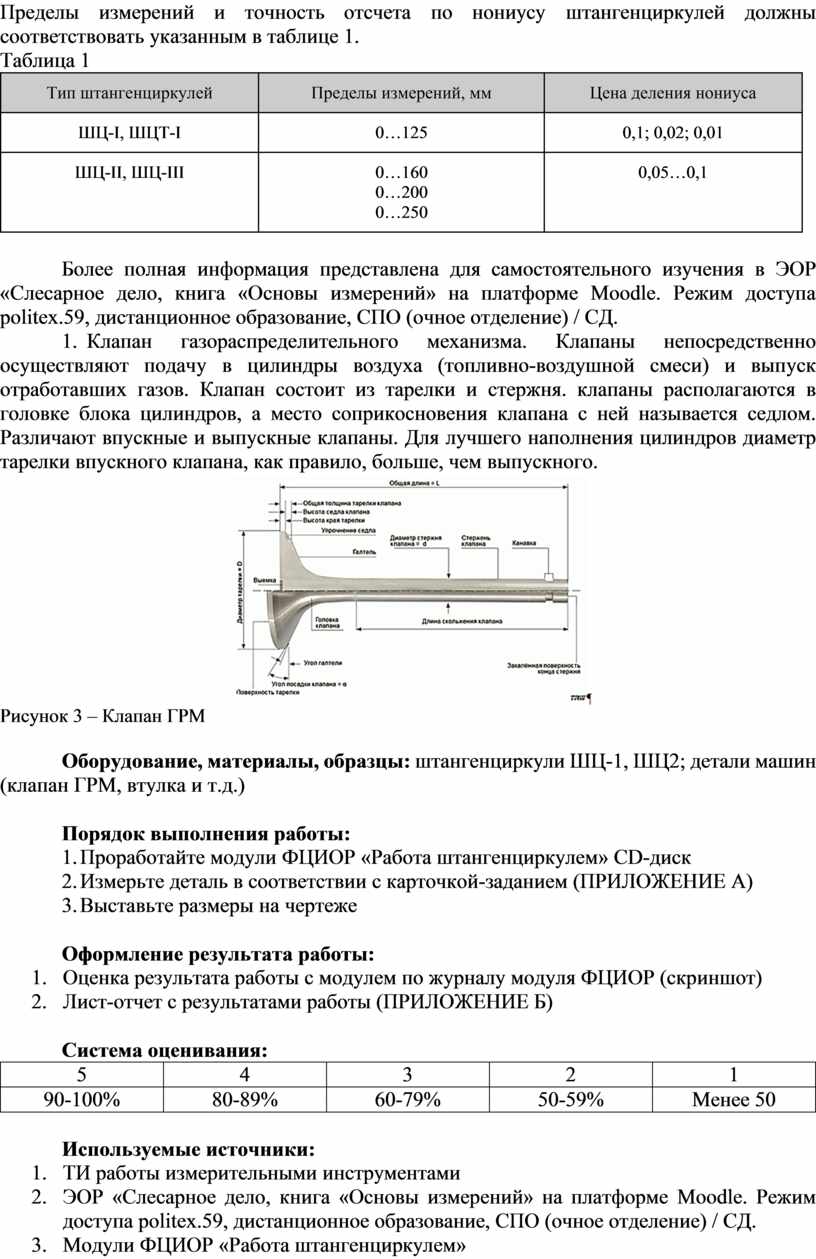
2. Клапан газораспределительного механизма. Клапаны непосредственно осуществляют подачу в цилиндры воздуха (топливно-воздушной смеси) и выпуск отработавших газов. Клапан состоит из тарелки и стержня. клапаны располагаются в головке блока цилиндров, а место соприкосновения клапана с ней называется седлом. Различают впускные и выпускные клапаны. Для лучшего наполнения цилиндров диаметр тарелки впускного клапана, как правило, больше, чем выпускного.
Рисунок 3 – Клапан ГРМ
Оборудование, материалы, образцы: штангенциркули ШЦ-1, ШЦ2; детали машин (клапан ГРМ, втулка и т.д.)
Порядок выполнения работы:
1. Проработайте модули ФЦИОР «Работа штангенциркулем» CD-диск
2. Измерьте деталь в соответствии с карточкой-заданием (ПРИЛОЖЕНИЕ А)
3. Выставьте размеры на чертеже
Оформление результата работы:
1. Оценка результата работы с модулем по журналу модуля ФЦИОР (скриншот)
2. Лист-отчет с результатами работы (ПРИЛОЖЕНИЕ Б)
Система оценивания:
|
5 |
4 |
3 |
2 |
1 |
|
90-100% |
80-89% |
60-79% |
50-59% |
Менее 50 |
Используемые источники:
1. ТИ работы измерительными инструментами
2. ЭОР «Слесарное дело, книга «Основы измерений» на платформе Moodle. Режим доступа politex.59, дистанционное образование, СПО (очное отделение) / СД.
3. Модули ФЦИОР «Работа штангенциркулем»
Карточка-задание
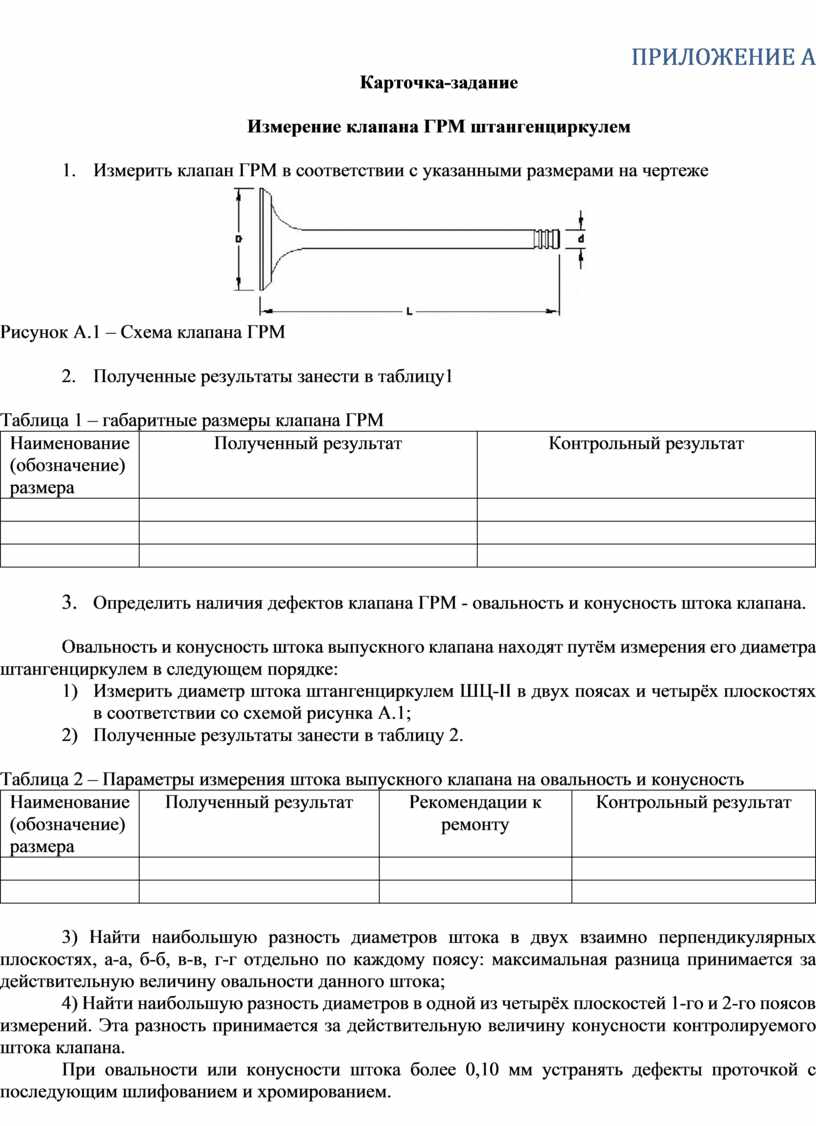
Измерение клапана ГРМ штангенциркулем
1. Измерить клапан ГРМ в соответствии с указанными размерами на чертеже
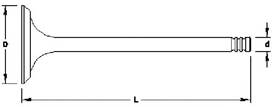
Рисунок А.1 – Схема клапана ГРМ
2. Полученные результаты занести в таблицу1
Таблица 1 – габаритные размеры клапана ГРМ
|
Наименование (обозначение) размера |
Полученный результат |
Контрольный результат |
|
|
|
|
|
|
|
|
|
|
|
|
3. Определить наличия дефектов клапана ГРМ - овальность и конусность штока клапана.
Овальность и конусность штока выпускного клапана находят путём измерения его диаметра штангенциркулем в следующем порядке:
1) Измерить диаметр штока штангенциркулем ШЦ-II в двух поясах и четырёх плоскостях в соответствии со схемой рисунка А.1;
2) Полученные результаты занести в таблицу 2.
Таблица 2 – Параметры измерения штока выпускного клапана на овальность и конусность
|
Наименование (обозначение) размера |
Полученный результат |
Рекомендации к ремонту |
Контрольный результат |
|
|
|
|
|
|
|
|
|
|
3) Найти наибольшую разность диаметров штока в двух взаимно перпендикулярных плоскостях, а-а, б-б, в-в, г-г отдельно по каждому поясу: максимальная разница принимается за действительную величину овальности данного штока;
4) Найти наибольшую разность диаметров в одной из четырёх плоскостей 1-го и 2-го поясов измерений. Эта разность принимается за действительную величину конусности контролируемого штока клапана.
При овальности или конусности штока более 0,10 мм устранять дефекты проточкой с последующим шлифованием и хромированием.
Рисунок А.1 - Схема измерения штока выпускного клапана на овальность и конусность
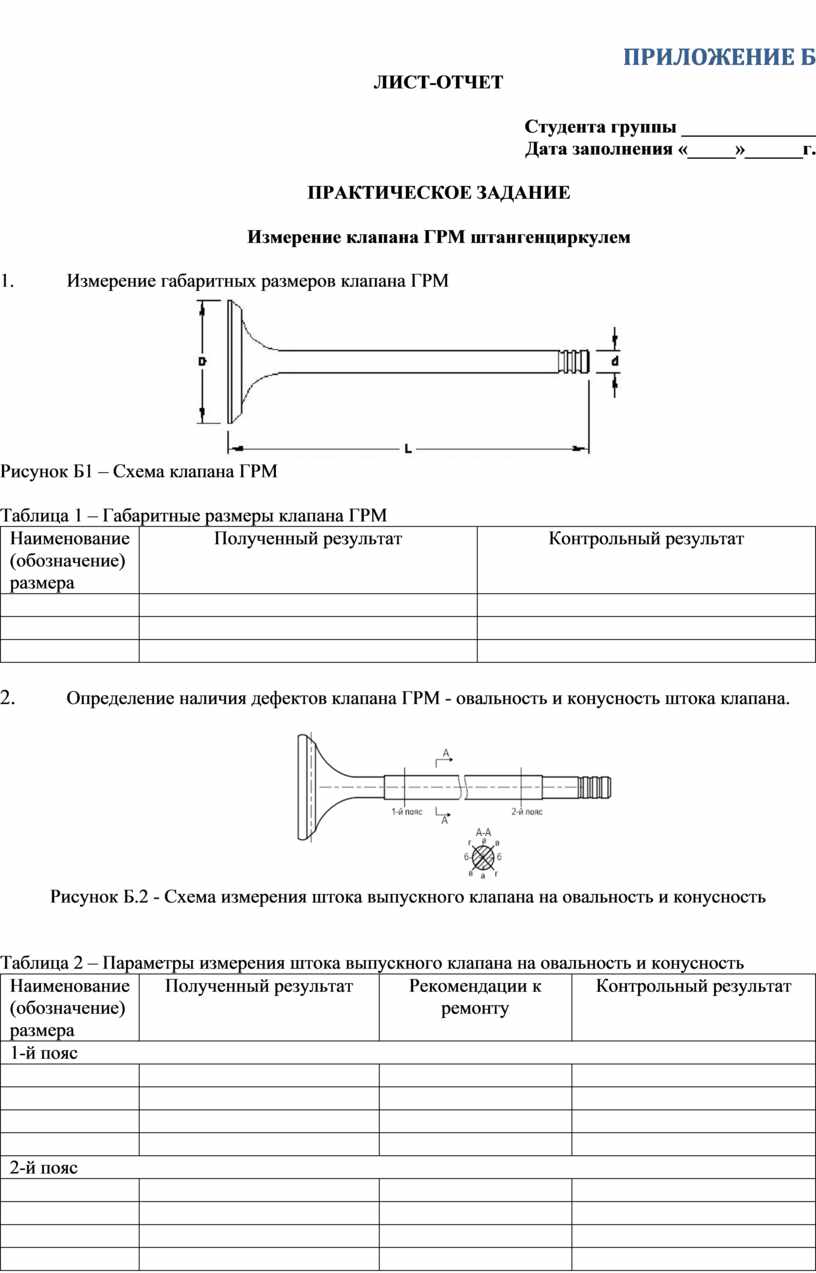
ЛИСТ-ОТЧЕТ
Студента группы ______________
Дата заполнения «_____»______г.
ПРАКТИЧЕСКОЕ ЗАДАНИЕ
Измерение клапана ГРМ штангенциркулем
1. Измерение габаритных размеров клапана ГРМ
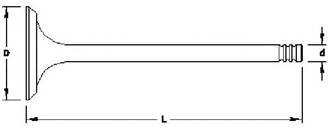
Рисунок Б1 – Схема клапана ГРМ
Таблица 1 – Габаритные размеры клапана ГРМ
|
Наименование (обозначение) размера |
Полученный результат |
Контрольный результат |
|
|
|
|
|
|
|
|
|
|
|
|
2. Определение наличия дефектов клапана ГРМ - овальность и конусность штока клапана.
Рисунок Б.2 - Схема измерения штока выпускного клапана на овальность и конусность
Таблица 2 – Параметры измерения штока выпускного клапана на овальность и конусность
|
Наименование (обозначение) размера |
Полученный результат |
Рекомендации к ремонту |
Контрольный результат |
|
1-й пояс |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2-й пояс |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
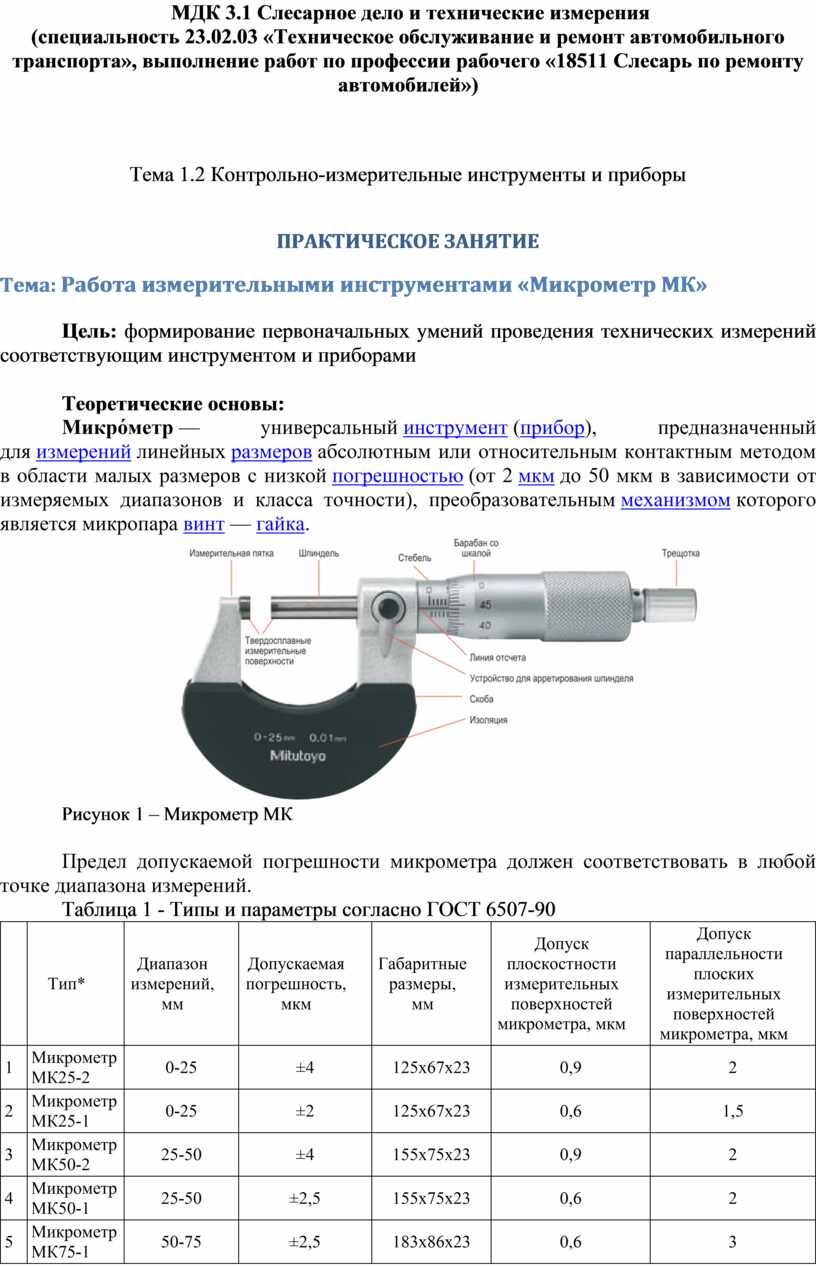
МДК 3.1 Слесарное дело и технические измерения
(специальность 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта», выполнение работ по профессии рабочего «18511 Слесарь по ремонту автомобилей»)
Цель: формирование первоначальных умений проведения технических измерений соответствующим инструментом и приборами
Теоретические основы:
Микро́метр — универсальный инструмент (прибор), предназначенный для измерений линейных размеров абсолютным или относительным контактным методом в области малых размеров с низкой погрешностью (от 2 мкм до 50 мкм в зависимости от измеряемых диапазонов и класса точности), преобразовательным механизмом которого является микропара винт — гайка.
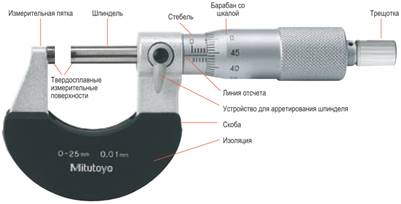
Рисунок 1 – Микрометр МК
Предел допускаемой погрешности микрометра должен соответствовать в любой точке диапазона измерений.
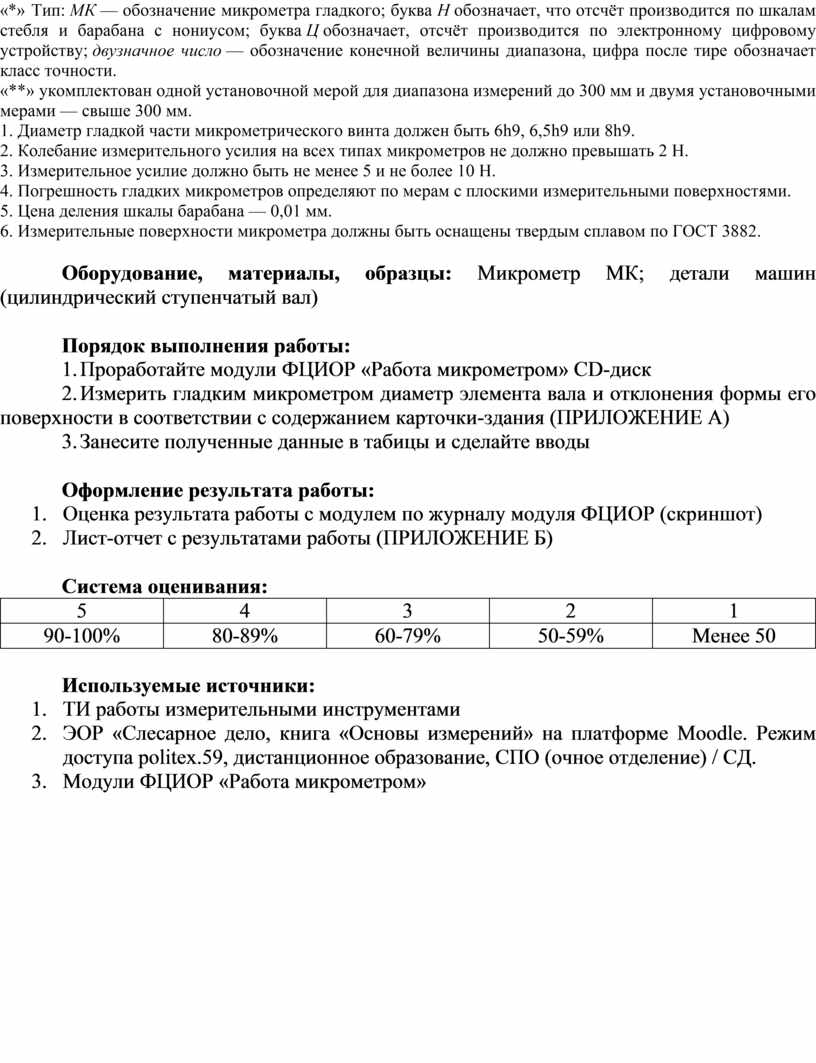
Таблица 1 - Типы и параметры согласно ГОСТ 6507-90
|
Тип* |
Диапазон измерений, мм |
Допускаемая погрешность, мкм |
Габаритные размеры, мм |
Допуск плоскостности измерительных поверхностей микрометра, мкм |
Допуск параллельности плоских измерительных поверхностей микрометра, мкм |
|
|
1 |
Микрометр МК25-2 |
0-25 |
±4 |
125x67x23 |
0,9 |
2 |
|
2 |
Микрометр МК25-1 |
0-25 |
±2 |
125x67x23 |
0,6 |
1,5 |
|
3 |
Микрометр МК50-2 |
25-50 |
±4 |
155x75x23 |
0,9 |
2 |
|
4 |
Микрометр МК50-1 |
25-50 |
±2,5 |
155x75x23 |
0,6 |
2 |
|
5 |
Микрометр МК75-1 |
50-75 |
±2,5 |
183x86x23 |
0,6 |
3 |
«*» Тип: МК — обозначение микрометра гладкого; буква Н обозначает, что отсчёт производится по шкалам стебля и барабана с нониусом; буква Ц обозначает, отсчёт производится по электронному цифровому устройству; двузначное число — обозначение конечной величины диапазона, цифра после тире обозначает класс точности.
«**» укомплектован одной установочной мерой для диапазона измерений до 300 мм и двумя установочными мерами — свыше 300 мм.
1. Диаметр гладкой части микрометрического винта должен быть 6h9, 6,5h9 или 8h9.
2. Колебание измерительного усилия на всех типах микрометров не должно превышать 2 Н.
3. Измерительное усилие должно быть не менее 5 и не более 10 Н.
4. Погрешность гладких микрометров определяют по мерам с плоскими измерительными поверхностями.
5. Цена деления шкалы барабана — 0,01 мм.
6. Измерительные поверхности микрометра должны быть оснащены твердым сплавом по ГОСТ 3882.
Оборудование, материалы, образцы: Микрометр МК; детали машин (цилиндрический ступенчатый вал)
Порядок выполнения работы:
1. Проработайте модули ФЦИОР «Работа микрометром» CD-диск
2. Измерить гладким микрометром диаметр элемента вала и отклонения формы его поверхности в соответствии с содержанием карточки-здания (ПРИЛОЖЕНИЕ А)
3. Занесите полученные данные в табицы и сделайте вводы
Оформление результата работы:
1. Оценка результата работы с модулем по журналу модуля ФЦИОР (скриншот)
2. Лист-отчет с результатами работы (ПРИЛОЖЕНИЕ Б)
Система оценивания:
|
5 |
4 |
3 |
2 |
1 |
|
90-100% |
80-89% |
60-79% |
50-59% |
Менее 50 |
Используемые источники:
1. ТИ работы измерительными инструментами
2. ЭОР «Слесарное дело, книга «Основы измерений» на платформе Moodle. Режим доступа politex.59, дистанционное образование, СПО (очное отделение) / СД.
3. Модули ФЦИОР «Работа микрометром»
Карточка-задание
Измерение вала гладким микрометром МК
1. Измерить микрометром диаметр шейки коленчатого вала двигателя, как показано на рисунке А.2
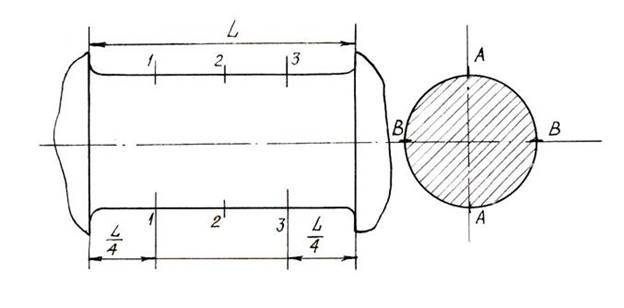
Рисунок А.2 - Схема измерения шейки коленчатого вала двигателя микрометром.
2. Заполнить таблицу А.1 - Дать заключение о годности шейки коленвала сопоставив результаты измерений с техническими условиями на ремонт коленчатого вала
Таблица А.1 – Пример заполнения таблицы
|
Направление измерений |
Плоскости измерения |
Овальность, мм |
Заключение о годности |
||
|
А-А / параллельно плоскости колена/ |
Б-В /перпендикулярно плоскости колена/ |
||||
|
Пояса измерений |
1-1 |
86,95 |
86,96 |
0,005 |
перешлифовать под Р3 |
|
2-2 |
86,94 |
86,96 |
0,01 |
||
|
3-3 |
86,93 |
86,95 |
0,01 |
||
|
Конусообразность, мм |
0,01 |
0,005 |
|||
3.Определить отклонения формы и расположения поверхности элемента вала.
4.Сделать заключение о годности элемента вала.
Подготовка к измерению
а) цилиндрическую поверхность элемента вала, который задано измерить, тщательно протереть чистой тканью для удаления налипших остатков стружки, окалины, шлама и смазочно-охлаждающей жидкости.
b) протереть микрометр чистой тканью (особенно тщательно измерительные поверхности микровинта и пятки. Проверить свободу стопора, плавность работы трещотки и легкость вращения микровинта в микрогайке и стебле.
с) проверить установленность микрометра на «ноль». Для этого проверяемый микрометр взять за скобу левой рукой около пятки и, вращая микровинт за трещотку от себя, плавно подвести его торец к торцу пятки до соприкосновения торцов, пока трещотка не провернется 3–4 раза.
ЛИСТ-ОТЧЕТ
Студента группы ______________
Дата заполнения «_____»______г.
ПРАКТИЧЕСКОЕ ЗАДАНИЕ
Измерение вала гладким микрометром МК
1.Измерение микрометром диаметр шейки коленчатого вала двигателя, как показано на рисунке Б.1
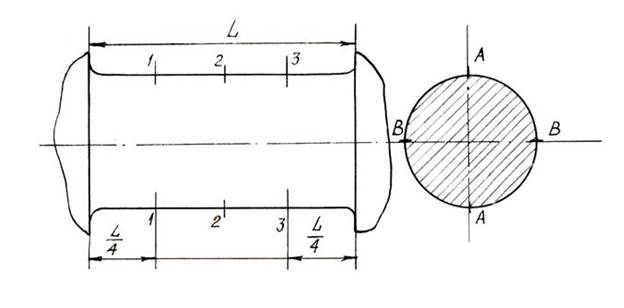
Рисунок Б.1 - Схема измерения шейки коленчатого вала двигателя микрометром.
2. Занесение полученных данных в таблицу 1
Таблица 1 – Параметры коленчатого вала
|
Направление измерений |
Плоскости измерения |
Овальность, мм |
Заключение о годности |
||
|
А-А / параллельно плоскости колена/ |
Б-В /перпендикулярно плоскости колена/ |
||||
|
Пояса измерений |
1-1 |
||||
|
2-2 |
|||||
|
3-3 |
|||||
|
Конусообразность, мм |
|||||
3. Выводы по работе
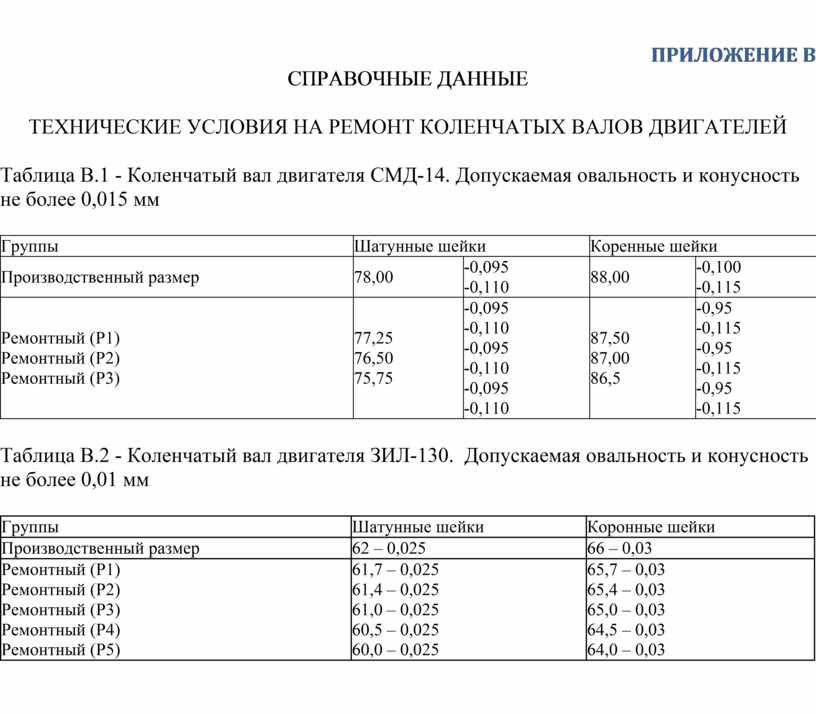
СПРАВОЧНЫЕ ДАННЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА РЕМОНТ КОЛЕНЧАТЫХ ВАЛОВ ДВИГАТЕЛЕЙ
Таблица В.1 - Коленчатый вал двигателя СМД-14. Допускаемая овальность и конусность не более 0,015 мм
|
Группы |
Шатунные шейки |
Коренные шейки |
||
|
Производственный размер |
78,00 |
-0,095 -0,110 |
88,00 |
-0,100 -0,115 |
|
1. Ремонтный (Р1) 1. Ремонтный (Р2) 1. Ремонтный (Р3) |
77,25 76,50 75,75 |
-0,095 -0,110 -0,095 -0,110 -0,095 -0,110 |
87,50 87,00 86,5 |
-0,95 -0,115 -0,95 -0,115 -0,95 -0,115 |
Таблица В.2 - Коленчатый вал двигателя ЗИЛ-130. Допускаемая овальность и конусность не более 0,01 мм
|
Группы |
Шатунные шейки |
Коронные шейки |
|
Производственный размер |
62 – 0,025 |
66 – 0,03 |
|
1. Ремонтный (Р1) 1. Ремонтный (Р2) 1. Ремонтный (Р3) 1. Ремонтный (Р4) 1. Ремонтный (Р5) |
61,7 – 0,025 61,4 – 0,025 61,0 – 0,025 60,5 – 0,025 60,0 – 0,025 |
65,7 – 0,03 65,4 – 0,03 65,0 – 0,03 64,5 – 0,03 64,0 – 0,03 |
МДК 3.1 Слесарное дело и технические измерения
(специальность 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта», выполнение работ по профессии рабочего «18511 Слесарь по ремонту автомобилей»)
Цель: формирование первоначальных умений проведения технических измерений соответствующим инструментом и приборами
Теоретические основы:
Оборудование, материалы, образцы: технологические карты «Изготовление изделий из металла», «Ремонт деталей машин», «Техническое автомобиля»
Порядок выполнения работы:
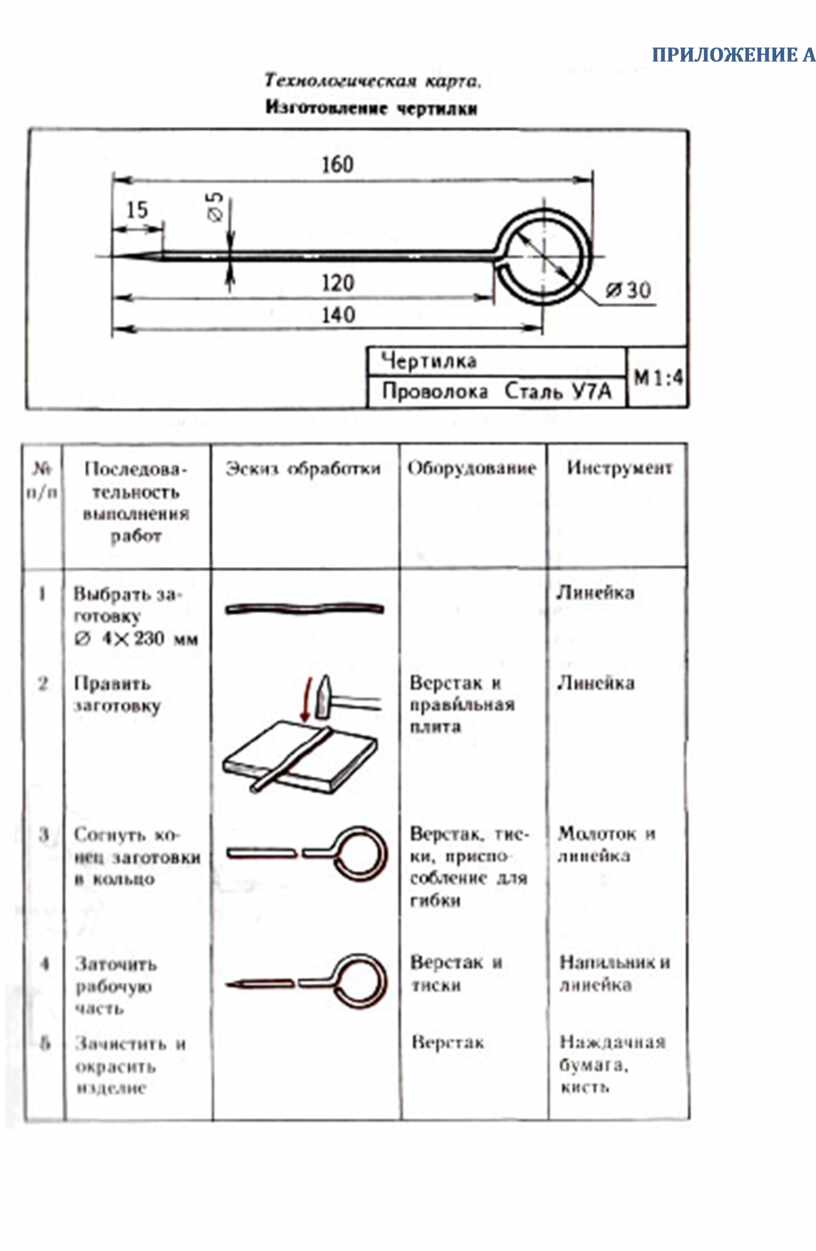
1. Познакомьтесь с содержанием технологической карты (ПРИЛОЖЕНИЕ А)
2. Опишите содержание штампа технологической карты
3. Опишите содержание основной части технологической карты
4. Сделайте выводы: в чем отличие составления технологических карт на разные виды работ
Оформление результата работы:
Рабочая тетрадь
Критерии оценивания:
|
5 |
4 |
3 |
2 |
1 |
|
Полностью описано содержание карты и правильно сделаны выводы |
Полностью описано содержание карты, не совсем верно отмечены различия |
Не полностью описано содержание карты, не совсем верно отмечены различия |
Не полностью описано содержание карты, не верно отмечены различия |
Работа не выполнена |
Используемые источники:
1. ЭОР «Слесарное дело, книга «Техническая документация» на платформе Moodle. Режим доступа politex.59, дистанционное образование, СПО (очное отделение) / СД.
2. Технологические карты «Изготовление изделий из металла», «Ремонт деталей машин», «Техническое обслуживание автомобиля»
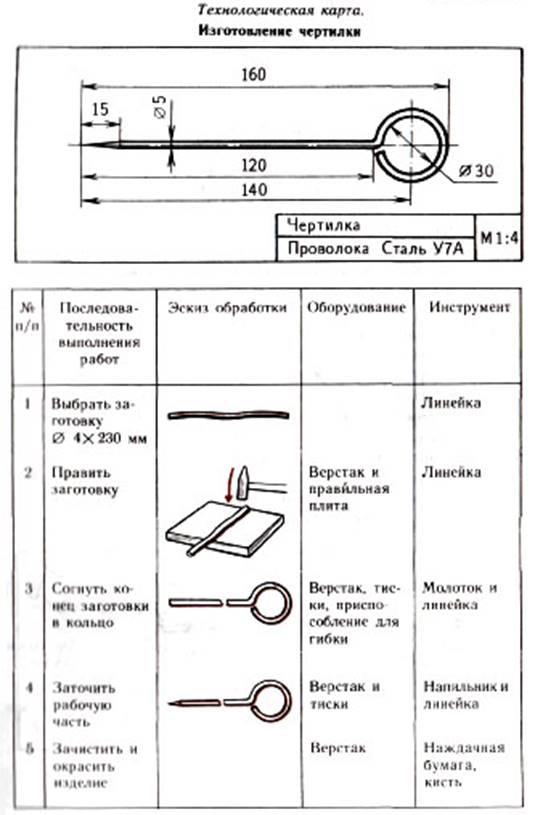
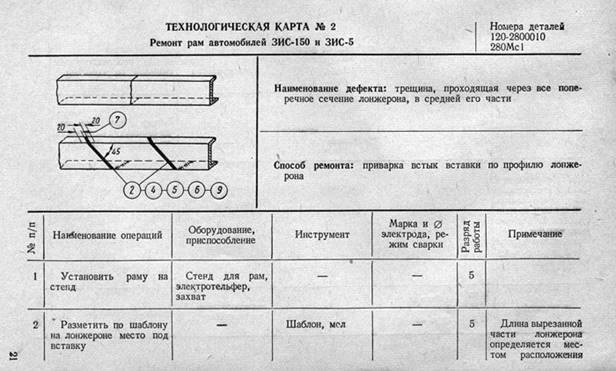
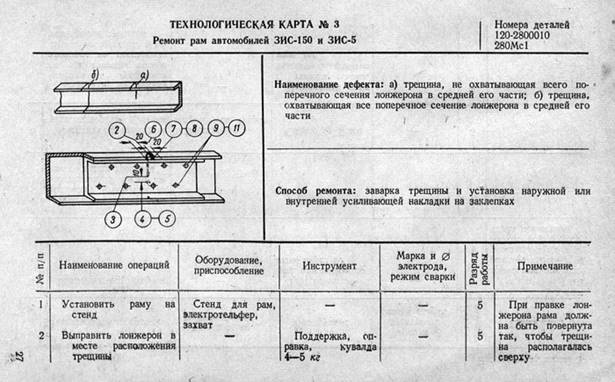
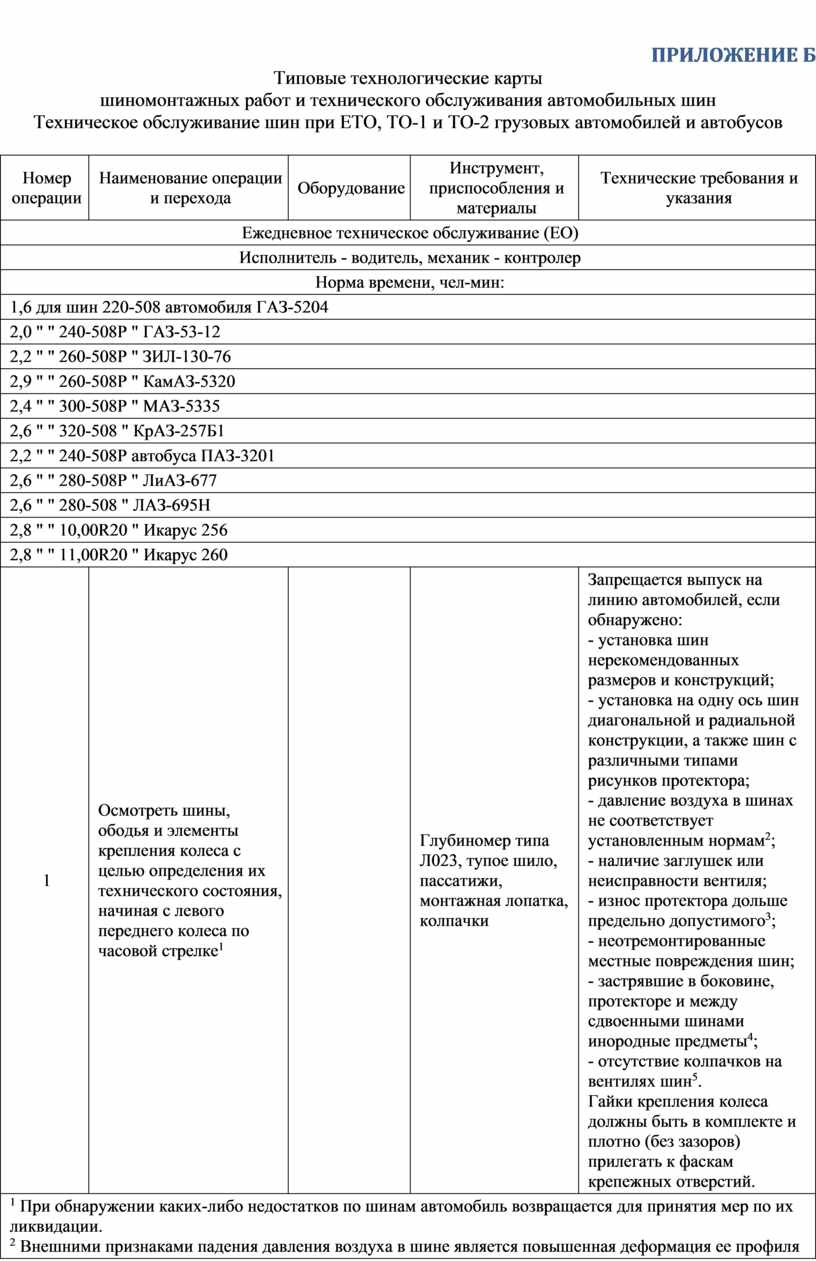
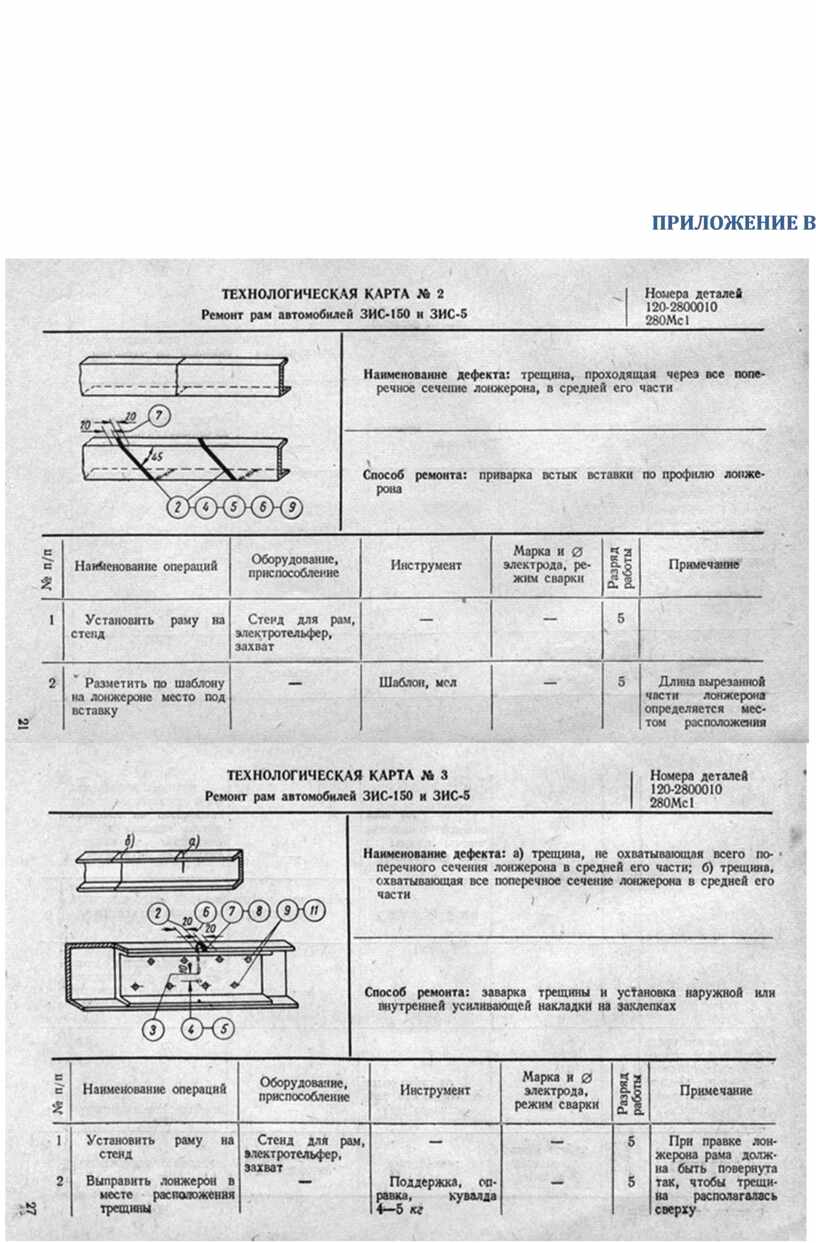
Типовые
технологические карты
шиномонтажных работ и технического обслуживания автомобильных шин
Техническое обслуживание шин при ЕТО, ТО-1 и ТО-2 грузовых автомобилей и автобусов
|
Номер операции |
Наименование операции и перехода |
Оборудование |
Инструмент, приспособления и материалы |
Технические требования и указания |
|
|
Ежедневное техническое обслуживание (ЕО) |
|||||
|
Исполнитель - водитель, механик - контролер |
|||||
|
Норма времени, чел-мин: |
|||||
|
1,6 для шин 220-508 автомобиля ГАЗ-5204 |
|||||
|
2,0 " " 240-508Р " ГАЗ-53-12 |
|||||
|
2,2 " " 260-508Р " ЗИЛ-130-76 |
|||||
|
2,9 " " 260-508Р " КамАЗ-5320 |
|||||
|
2,4 " " 300-508Р " МАЗ-5335 |
|||||
|
2,6 " " 320-508 " КрАЗ-257Б1 |
|||||
|
2,2 " " 240-508Р автобуса ПАЗ-3201 |
|||||
|
2,6 " " 280-508Р " ЛиАЗ-677 |
|||||
|
2,6 " " 280-508 " ЛАЗ-695Н |
|||||
|
2,8 " " 10,00R20 " Икарус 256 |
|||||
|
2,8 " " 11,00R20 " Икарус 260 |
|||||
|
1 |
Осмотреть шины, ободья и элементы крепления колеса с целью определения их технического состояния, начиная с левого переднего колеса по часовой стрелке1 |
Глубиномер типа Л023, тупое шило, пассатижи, монтажная лопатка, колпачки |
Запрещается выпуск на линию автомобилей, если обнаружено: - установка шин нерекомендованных размеров и конструкций; - установка на одну ось шин диагональной и радиальной конструкции, а также шин с различными типами рисунков протектора; - давление воздуха в шинах не соответствует установленным нормам2; - наличие заглушек или неисправности вентиля; - износ протектора дольше предельно допустимого3; - неотремонтированные местные повреждения шин; - застрявшие в боковине, протекторе и между сдвоенными шинами инородные предметы4; - отсутствие колпачков на вентилях шин5. Гайки крепления колеса должны быть в комплекте и плотно (без зазоров) прилегать к фаскам крепежных отверстий. |
||
|
1 При обнаружении каких-либо недостатков по шинам автомобиль возвращается для принятия мер по их ликвидации. 2 Внешними признаками падения давления воздуха в шине является повышенная деформация ее профиля и пониженная упругость боковин. 3 Минимально допустимая остаточная высота рисунка протектора установлена для шин грузовых автомобилей 1,0 мм, автобусов 2,0 мм. 4 Если не удается удалить посторонний предмет между сдвоенными шинами, необходимо ослабить гайки крепления колеса, затем удалить предмет и вновь надежно закрепить колесо. 5 Для предохранения золотников от загрязнения и повреждения на всех вентилях должны быть колпачки. |
|||||
|
Первое техническое обслуживание (ТО-1) |
|||||
|
Исполнитель - слесарь-авторемонтник 2-го разряда |
|||||
|
Норма времени, чел-мин: |
|||||
|
14,2 для шин 220-508 автомобиля ГАЗ-5204 |
|||||
|
15,4 " " 240-508Р " ГАЗ-53-12 |
|||||
|
15,7 " " 260-508Р " ЗИЛ-130-76 |
|||||
|
20,9 " " 260-508Р " КамАЗ-5320 |
|||||
|
20,2 " " 300-508Р " МАЗ-5335 |
|||||
|
20,4 " " 320-508 " КрАЗ-257Б1 |
|||||
|
15,7 " " 240-508Р автобуса ПАЗ-3201 |
|||||
|
16,4 " " 280-508Р " ЛиАЗ-677 |
|||||
|
16,4 " " 280-508 " ЛАЗ-695Н |
|||||
|
16,8 " " 10,00R20 " Икарус 256 |
|||||
|
16,8 " " 11,00R20 " Икарус 260 |
|||||
|
1 |
Осмотреть шины и ободья с целью определения их технического состояния и при необходимости: |
- |
- |
||
|
- снять с автомобиля и заменить исправными поврежденные ободья и шины, имеющие неотремонтированные местные повреждения или предельный износ рисунка протектора; |
Гайковерт И303М |
- |
Операция не входит в норму времени T0-1 и выполняется в ремонтной зоне или в специально отведенном месте. |
||
|
- удалить застрявшие в протекторе, боковинах и между сдвоенными шинами инородные предметы (камни, стекла и др.). |
- |
Тупое шило, пассатижи, монтажная лопатка |
При удалении инородных предметов между сдвоенными шинами не допускать повреждения боковин шин (особенно типа Р). |
||
|
2 |
Проверить давление воздуха в шинах (полностью остывших), начиная с левого переднего колеса, предварительно отвертывая колпачок вентиля и при необходимости: |
Воздухораздаточная колонка C413 или наконечник с манометром Ш603 или 458М2 |
- |
Фактическое замеренное давление в шинах должно фиксироваться в специальном журнале. Правильность показания манометра следует периодически проверять по контрольному манометру. Если нет возможности проверить давление воздуха во внутренней шине сдвоенных колес, необходимо снять наружное колесо. |
|
|
- вывернув золотник вентиля на 1 - 2 оборота, довести давление в шине до нормы; |
- |
Колпачок - ключ |
Перед подкачкой шины для обеспечения безопасности необходимо убедиться в исправности и правильной посадке замочного кольца. |
||
|
- ввернуть золотник вентиля до отказа. |
- |
То же |
- |
||
|
3 |
Проверить герметичность золотника вентиля, нанеся кисточкой на отверстие вентиля мыльную воду |
- |
Кисточка, банка с мыльной водой, золотник |
Если золотник не обеспечивает герметичность (появляются пузырьки воздуха) его следует заменить. |
|
|
4 |
Навернуть колпачок-ключ или надеть резиновый колпачок |
- |
Колпачок - ключ или резиновый колпачок |
Колпачок надо навертывать на вентиль до отказа. |
|
|
Второе техническое обслуживание (ТО-2) |
|||||
|
Исполнители - слесарь-авторемонтник 2-го разряда и оператор по балансировке колес |
|||||
|
Норма времени, чел-мин: |
|||||
|
144,8 для шин 220-508 автомобиля ГАЗ-5204 |
|||||
|
160,0 " " 240-508Р " ГАЗ-53-12 |
|||||
|
177,1 " " 260-508Р " ЗИЛ-130-76 |
|||||
|
217,1 " " 260-508Р " КамАЗ-5320 |
|||||
|
236,8 " " 300-508Р " МАЗ-5335 |
|||||
|
242,6 " " 320-508 " КрАЗ-257Б1 |
|||||
|
177,1 " " 240-508Р автобуса ПАЗ-3201 |
|||||
|
185,4 " " 280-508Р " ЛиАЗ-677 |
|||||
|
185,4 " " 280-508 " ЛАЗ-695Н |
|||||
|
206,6 " " 10,00R20 " Икарус 256 |
|||||
|
206,6 " " 11,00R20 " Икарус 260 |
|||||
|
Отвернуть гайки крепления колес и снять колеса |
Гайковерт И303М, стеллаж для колес Р508А или Р528А |
Баллонный ключ модели 535М |
|||
|
2 |
Осмотреть шины и ободья с целью определения их технического состояния и при необходимости: |
- |
- |
||
|
- заменить поврежденные ободья и шины, имеющие местные повреждения или предельный износ рисунка протектора; |
- |
- |
Демонтаж и монтаж шин производить только в шиномонтажном отделении |
||
|
- удалить застрявшие в протекторе, боковинах шин инородные предметы (камни, стекла и др.) |
- |
Тупое шило, пассатижи |
|||
|
3 |
Проверить давление воздуха в шинах, предварительно отвернув колпачок вентиля, и при необходимости: |
Фактическое замеренное давление в шинах должно фиксироваться в специальном журнале. Правильность показания манометра следует периодически проверять по контрольному манометру. |
|||
|
- вывернуть золотник вентиля на 1 - 2 оборота, довести давление в шине до нормы; |
Воздухораздаточная колонка С413 или наконечник с манометром Ш603 или 458М2 |
Колпачок-ключ |
Перед подкачкой шины для обеспечения безопасности необходимо убедиться в исправности и правильной посадке замочного кольца |
||
|
- ввернуть золотник вентиля до отказа. |
- |
- |
- |
||
|
4 |
Проверить герметичность золотника вентиля, нанеся кисточкой на отверстие вентиля мыльную воду |
- |
Кисточка, банка с мыльной водой, золотник |
Если золотник не обеспечивает герметичность (появляются пузырьки воздуха), его следует заменить |
|
|
5 |
Навернуть колпачок-ключ или надеть резиновый колпачок |
- |
Колпачок-ключ или резиновый колпачок |
Колпачок надо навертывать на вентиль до отказа |
|
|
6 |
Провести статическую балансировку колес |
Приспособление для статической балансировки колес грузовых автомобилей и автобусов (для бездисковых колес рис. 1, для дисковых рис. 2) |
- |
Балансировке подлежат исправные колеса в сборе. |
|
|
6.1. |
Поднять, установить и закрепить балансируемое колесо на приспособлении |
Монорельс с электротельфером ТВ-0,25, специальный захват (рис. 3) |
Гайки, гаечные ключи |
||
|
6.2. |
Дать колесу вращение рукой (рис. 4) |
- |
- |
При наличии статического дисбаланса легкая часть колеса займет верхнее положение |
|
|
6.3. |
Нанести на боковине покрышки мелом отметку (рис. 5) |
- |
Мел |
Меловую метку следует наносить в вертикальной плоскости, проходящей через ось вращения в верхней части колеса (предполагаемое самое легкое место) |
|
|
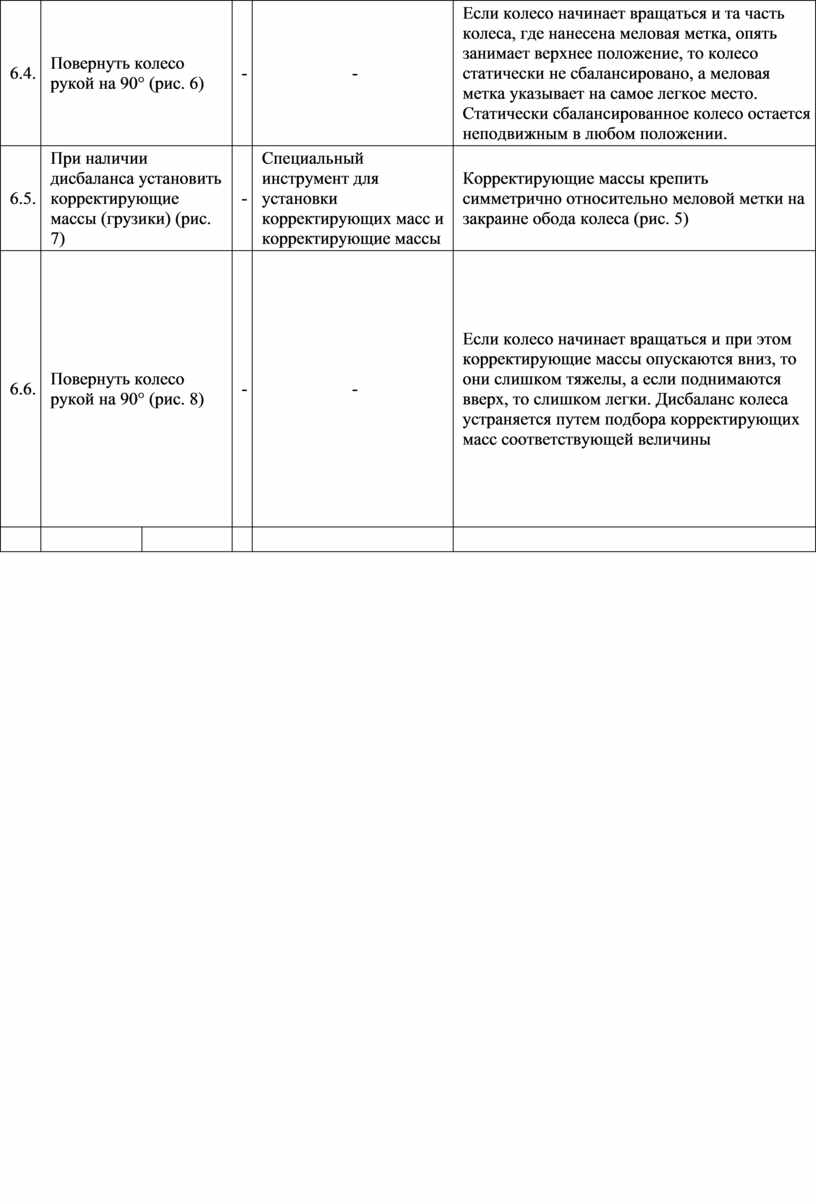
6.4. |
Повернуть колесо рукой на 90° (рис. 6) |
- |
- |
Если колесо начинает вращаться и та часть колеса, где нанесена меловая метка, опять занимает верхнее положение, то колесо статически не сбалансировано, а меловая метка указывает на самое легкое место. Статически сбалансированное колесо остается неподвижным в любом положении. |
|
|
6.5. |
При наличии дисбаланса установить корректирующие массы (грузики) (рис. 7) |
- |
Специальный инструмент для установки корректирующих масс и корректирующие массы |
Корректирующие массы крепить симметрично относительно меловой метки на закраине обода колеса (рис. 5) |
|
|
6.6. |
Повернуть колесо рукой на 90° (рис. 8) |
- |
- |
Если колесо начинает вращаться и при этом корректирующие массы опускаются вниз, то они слишком тяжелы, а если поднимаются вверх, то слишком легки. Дисбаланс колеса устраняется путем подбора корректирующих масс соответствующей величины |
|
Скачано с www.znanio.ru



Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
