Поделиться

ФЕДЕРАЛЬНОЕ КАЗЕННОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ №151
ФЕДЕРАЛЬНОЙ СЛУЖБЫ ИСПОЛНЕНИЯ НАКАЗАНИЙ
(ФКП образовательное учреждение №151)
Методическое пособие
для обучающихся по профессии Рабочий по комплексному
обслуживанию зданий и сооружений
по дисциплине Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации.
2023г
Составил:
Голощапов В.Н. преподаватель ФКП образовательного учреждения №151
Методическое пособие для обучающихся по подготовке к теоретической части по профессии Рабочий по комплексному обслуживанию зданий и сооружений по дисциплине Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
ОГЛАВЛЕНИЕ
|
Методическое пособие по теме урока: Виды и назначение санитарно-технических систем и оборудования |
|
|
Методическое пособие по теме урока: Гибка труб общие понятия, виды гнутых деталей |
|
|
Методическое пособие по теме урока : Инструменты и оборудование для выполнения гнутия деталей |
|
|
Методическое пособие по теме урока Последовательность изготовления гнутых деталей |
|
|
Методическое пособие по теме урока : Гибка труб в холодном и горячем состоянии |
|
|
Методическое пособие по теме урока: Гибка пластмассовых труб |
|
|
Методическое пособие по теме урока : Практическая работа № 1 Выполнить резку металлического листа ручным инструментом. |
|
|
Методическое пособие по теме урока : Практическая работа № 2 Выполнить резку металлического листа ручным инструментом. |
|
|
Методическое пособие по теме урока : Общие понятия, затачивание сверл, ручное и механизированное сверление |
|
|
Методическое пособие по теме урока : Инструменты, приспособления и материалы для сверления |
|
|
Методическое пособие по теме Процесс сверления, основные приемы, сверление по разметке |
|
|
Методическое пособие по теме урока : Практическая работа № 3 Выполнить разметку металлического листа под сверление отверстий |
|
|
Методическое пособие по теме урока: Инструменты и приспособления для нарезания резьбы |
|
|
Методическое пособие по теме урока: Резьбовые соединения |
|
|
Методическое пособие по теме урока: Практическая работа № 4 Выполнить нарезание наружной резьбы плашкой и клуппом |
|
|
Методическое пособие по теме урока: Способы соединений стальных труб |
|
|
Методическое пособие по теме урока: Раструбные соединения |
|
|
Методическое пособие по теме урока: Сортамент труб, фитингов, фасонных частей, арматуры и средства крепления |
|
|
Методическое пособие по теме урока: Практическая № 5 Выполнить изготовления сгонов разных диаметров |
|
|
Методическое пособие по теме урока: Раструбное соединение пластмассовых труб |
|
|
Методическое пособие по теме урока: Соединение пластмассовых труб с трубами из других материалов |
|
|
Методическое пособие по теме урока: Соединение пластмассовых труб на клею |
|
|
Методическое пособие по теме урока: Соединение асбестоцементных труб, керамических труб, бетонных и железобетонных труб |
|
|
Методическое пособие по теме урока: Виды арматуры. Запорная, предохранительная, регулирующая арматура |
|
|
Методическое пособие по теме урока: Практическая работа № 6 Выполнить изготовление прокладки, для фланцевого соединения парового отопления и холодной воды |
|
|
Методическое пособие по теме урока: Ревизия и испытание арматуры |
|
|
Методическое пособие по теме урока: Измерительные штриховые инструменты методом сравнения. Понятие монтажных чертежей |
|
|
Методическое пособие по теме урока: Комплект технической документации устройств газоснабжения, систем отопления |
|
|
Методическое пособие по теме урока: Практическая работа № 7 Выполнить реставрацию вентиля на 40мм |
|
|
Методическое пособие по теме урока: Чертежи внутреннего водопровода, канализации, внутренних устройств газоснабжения и отопления |
|
|
Методическое пособие по теме урока: Общие сведения об отоплении. Принцип устройства систем централизованного отопления |
|
|
Методическое пособие по теме урока: Системы отопления с естественной циркуляцией воды |
|
|
Методическое пособие по теме урока: Системы отопления с насосной циркуляцией воды |
|
|
Методическое пособие по теме урока: Двухтрубные и однотрубные системы отопления с насосной циркуляцией воды |
|
|
Методическое пособие по теме урока: Практическая: № 8 Изготовить ленточный и проволочный хомут |
|
|
Методическое пособие по теме урока: Системы отопления тупиковые и с попутным движением воды |
|
|
Методическое пособие по теме урока: Удаление воздуха из систем отопления |
|
|
Методическое пособие по теме урока: Монтаж трубопроводов |
|
|
Методическое пособие по теме урока: Монтаж нагревательных приборов |
|
|
Методическое пособие по теме урока: Источники водоснабжения. Очистка водопроводной воды |
|
|
Методическое пособие по теме урока: Схемы городского водоснабжения |
|
|
Методическое пособие по теме урока: Общие сведения о внутреннем водопроводе |
|
|
Методическое пособие по теме урока: Системы внутреннего водопровода: разводящие сети трубопроводов |
|
|
Методическое пособие по теме урока: Приборы для измерения расхода воды и давления. Врезка водопровода в действующие сети |
|
|
Методическое пособие по теме урока: Монтаж водопроводных стояков и подводок к водоразборным точкам |
|
|
Методическое пособие по теме урока: Практическая работа: №9 Выполнить измерение трубы с помощью штангенциркуля |
|
|
Методическое пособие по теме урока: Системы горячего водоснабжения: -открытая схема централизованного водопровода горячей воды |
|
|
Методическое пособие по теме урока: Системы горячего водоснабжения:- схема централизованного (закрытого) водопровода горячей воды |
|
|
Методическое пособие по теме урока: Распределительные и циркуляционные водопроводные сети горячего водопровода |
|
|
Методическое пособие по теме урока: Монтаж трубопроводов горячего водоснабжения. Монтаж внутренней сети водоотведения |
|
|
Методическое пособие по теме урока: Испытания внутреннего водопровода. Системы водоотведения |
|
|
Методическое пособие по теме урока: Система водостоков здания. Испытание систем водоотведения |
|
|
Методическое пособие по теме урока: Зачет |
|
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.1 Виды и назначение санитарно-технических систем и оборудования. Гибка труб. Резание металла.
Методическое пособие по теме урока: Виды и назначение санитарно-технических систем и оборудования
Основными конструктивными элементами системы отопления являются:
теплоисточник (теплообменник при централизованном теплоснабжении) — элемент для получения теплоты;
теплопроводы — элемент для переноса теплоты от теплоисточника к отопительным приборам;
отопительные приборы — элемент для теплопередачи в помещения.
По расположению основных элементов системы отопления подразделяются на местные и центральные.
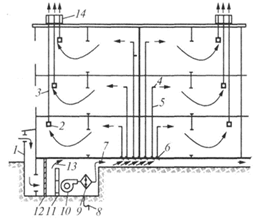
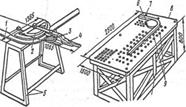
В местных системах для отопления одного помещения все три основных элемента конструктивно объединяются в одной установке, непосредственно в которой происходят получение, перенос и теплопередача в помещение (рисунок ниже). Теплопереносящая рабочая среда нагревается горячей водой, паром, электричеством или при сжигании какого-либо топлива.
 Принципиальная
схема системы воздушного отопления здания
Принципиальная
схема системы воздушного отопления здания
1 - приточная шахта; 2 - вентиляционная решетка; 3 - вытяжной канал; 4 - насадка или отверстие для выхода нагретого воздуха; 5 - приточный канал; 6 - регулировочный клапан; 7 - общий канал для подачи нагретого воздуха; 8 - выпуск в канализацию; 9 - увлажнительная установка; 10 - центробежный вентилятор; 11 - калориферы; 12 - фильтр; 13 - обводной клапан; 14 - теплоутилизатор
Примером местной системы отопления является газовоздушный отопительный агрегат. Тепловая энергия, получаемая при сжигании газообразного топлива в горелке, передается в поверхностном теплообменнике теплоносителю воздуху, нагнетаемому вентилятором. Горячий воздух по теплопроводам — каналам (путь указан на рисунке стрелками) выпускается в помещение после очистки в фильтре. Охладившиеся продукты сгорания газа удаляются (штриховые стрелки) через дымоход в атмосферу.
В местной системе отопления, использующей электрическую энергию, теплопередача может осуществляться с помощью жидкого или газообразного теплоносителя либо без него непосредственно через твердую среду.
Теплопроводы центральных систем подразделяют на магистрали (подающие, по которым подается теплоноситель, и обратные, по которым отводится охладившийся теплоноситель), стояки (вертикальные трубы или каналы) и ветви (горизонтальные трубы или каналы), связывающие магистрали с подводками к отопительным приборам (с ответвлениями к помещениям при теплоносителе воздухе).
Примером центральной системы является система отопления зданий с собственной котельной, если отопительные приборы размещены во всех помещениях здания.
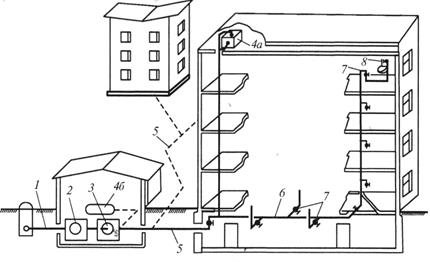
Центральная система отопления называется районной, когда группа зданий отапливается из отдельно стоящей центральной тепловой станции. Теплообменники и отопительные приборы системы здесь также разделены: теплоноситель (например, вода) нагревается на тепловой станции, перемещается по наружным и внутренним (внутри зданий) теплопроводам в отдельные помещения каждого здания к отопительным приборам и, охладившись, возвращается на станцию.
В современных системах теплоснабжения гражданских зданий от ТЭЦ и крупных тепловых станций используются два теплоносителя:
Первичным теплоносителем обычно служат вода, пар или газообразные продукты сгорания топлива. Если, например, первичная высокотемпературная вода нагревает вторичную воду, то такую центральную систему отопления, строго говоря, следует именовать водо-водяной. Аналогично могут существовать водовоздушная, пароводяная, паровоздушная, газовоздушная и другие системы центрального отопления.
Классификация и применение систем водоснабжения. Водоснабжением называется совокупность мероприятий по обеспечению различных потребителей водой в необходимом количестве и требуемого качества.
Водопровод - комплекс инженерных сооружений и устройств для получения воды из природных источников, ее очистки, транспортирования к различным потребителям в необходимом количестве и требуемого качества.
Бесперебойная подача воды из наружной водопроводной сети и распределение ее между потребителями внутри здания осуществляется системой внутреннего водоснабжения. Границей между наружной сетью и системой внутреннего водоснабжения служит водомерный узел, учитывающий расход воды в одном или нескольких зданиях.
Системы холодного внутреннего водопровода предназначены для подачи воды температурой менее 30 °С. По назначению водопровод разделяют на следующие виды:
хозяйственно-питьевой водопровод — подает воду для питья, приготовления пищи, проведения санитарно-гигиенических процедур (умывание, мойка продуктов, стирка белья, промывка унитазов). Вода в системе должна быть питьевого качества и соответствовать требованиям ГОСТ 2872—82*;
противопожарный — служит для предупреждения распространения огня в здании и его тушения;
производственный — применяют для технологических целей — промывки материалов, охлаждения машин, оборудования, в производственных процессах;
 поливочный —
подает воду для поливки зеленых насаждений, мойки тротуаров, полов и
оборудования.
поливочный —
подает воду для поливки зеленых насаждений, мойки тротуаров, полов и
оборудования.
Для уменьшения строительных и эксплуатационных затрат системы водоснабжения могут быть объединенными: хозяйственно-питьевые и противопожарные, хозяйственно-питьевые и поливочные и др.
Элементы системы внутреннего (холодного) водопровода
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.1 Виды и назначение санитарно-технических систем и оборудования. Гибка труб. Резание металла.
Методическое пособие по теме урока: Гибка труб общие понятия, виды гнутых деталей.
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Особенности процесса гибки
 Каждый
металл обладает своими особенностями, без их учета невозможно придать
металлическому прокату сложную форму. На изгибаемую трубу воздействуют
радиальные и тангенциальные силы.
Каждый
металл обладает своими особенностями, без их учета невозможно придать
металлическому прокату сложную форму. На изгибаемую трубу воздействуют
радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
 Способы
сгибания труб
Способы
сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения. После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта. Специфика горячей технологии. Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле: L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.
Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
· изготовление шаблона;
· набивка песком;
· разметка участка;
· нагрев;
· изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.1 Виды и назначение санитарно-технических систем и оборудования. Гибка труб. Резание металла.
Методическое пособие по теме урока:
Инструменты и оборудование для выполнения гнутия деталей
В качестве инструментов при гибке листового материала толщиной от 0,5 мм,
полосового и пруткового материала толщиной до 6,0 мм применяют стальные
слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г,
молотки с мягкими вставками, деревянные молотки, плоскогубцы и круглогубцы. Выбор
инструмента зависит от материала заготовки, размеров ее сечения и конструкции
детали, которая должна получиться в результате гибки.
Гибку молотком производят в слесарных плоскопараллельных тисках с использованием оправок (рисунок ), форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
 Молотки
с мягкими вставками и деревянные молотки - киянки применяют для
гибки тонколистового материала толщиной до 0,5 мм, заготовок из цветных
металлов и предварительно обработанных заготовок. Гибку производят в тисках с
применением оправок и накладок (на губки тисков) из мягкого материала.
Молотки
с мягкими вставками и деревянные молотки - киянки применяют для
гибки тонколистового материала толщиной до 0,5 мм, заготовок из цветных
металлов и предварительно обработанных заготовок. Гибку производят в тисках с
применением оправок и накладок (на губки тисков) из мягкого материала.
 Плоскогубцы и
круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм
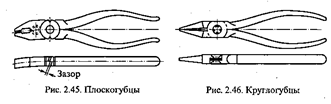
и проволоки. Плоскогубцы (рисунок 53) предназначены для захвата и удержания
заготовок в процессе гибки. Они имеют прорезь чжоло шарнира. Наличие прорези
позволяет производить откусывание проволоки. Круглогубцы (рисунок 54) также
обеспечивают захват и удержание заготовки в процессе тибки и, кроме того,
позволяют производить гибку проволоки.
Плоскогубцы и
круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм
и проволоки. Плоскогубцы (рисунок 53) предназначены для захвата и удержания
заготовок в процессе гибки. Они имеют прорезь чжоло шарнира. Наличие прорези
позволяет производить откусывание проволоки. Круглогубцы (рисунок 54) также
обеспечивают захват и удержание заготовки в процессе тибки и, кроме того,
позволяют производить гибку проволоки.
 Ручная
гибка в тисках - сложная и трудоемкая операция, поэтому для снижения трудовых
затрат и повышения качества ручной гибки используют различные приспособления.
Эти приспособления, как правило, предназначены для выполнения узкого круга операций
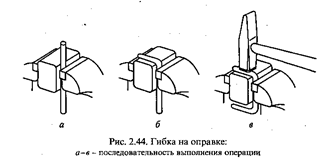
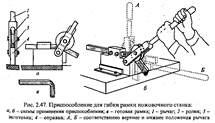
и изготавливаются специально для них. На рисунке 55 показано приспособление для
гибки угольника ножовки. Перед началом гибки ролик 2 гибочного
приспособления смазывают машинным маслом. Рычаг 1 с гибочным роликом 2 отводят
в верхнее положение А. Заготовку вставляют в отверстие,
образовавшееся между роликом 2 и
оправкой 4. Рычаг 1 перемещают в нижнее
положение Б, придавая заготовке 3 заданную форму.
Ручная
гибка в тисках - сложная и трудоемкая операция, поэтому для снижения трудовых
затрат и повышения качества ручной гибки используют различные приспособления.
Эти приспособления, как правило, предназначены для выполнения узкого круга операций
и изготавливаются специально для них. На рисунке 55 показано приспособление для
гибки угольника ножовки. Перед началом гибки ролик 2 гибочного
приспособления смазывают машинным маслом. Рычаг 1 с гибочным роликом 2 отводят
в верхнее положение А. Заготовку вставляют в отверстие,
образовавшееся между роликом 2 и
оправкой 4. Рычаг 1 перемещают в нижнее
положение Б, придавая заготовке 3 заданную форму.
Наиболее сложной операцией является гибка труб. Необходимость в гибке труб возникает в процессе сборочных и ремонтных операций. Гибку труб производят как в холодном, так и в горячем состоянии. Для предупреждения появления деформаций внутреннего просвета трубы в виде складок и сплющивания стенок гибку осуществляют с применением специальных наполнителей. Эти особенности обусловливают применение при гибке труб некоторых специфических инструментов, приспособлений и материалов.
Приспособления для нагрева труб. Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ), в пламенных печах или горнах, газоацетиленовымигорелками или паяльными лампами непосредственно на месте гибки. Наиболее рациональным методом нагрева является нагрев ТВЧ, при котором нагрев осуществляется в кольцевом индукторе под действием магнитного поля, создаваемого токами высокой частоты. Наполнители при гибке труб выбирают в зависимости от материала трубы, ее размеров и способов гибки. В качестве наполнителей используют:
· песок - при гибке труб диаметром от 10 мм и более из отожженной стали с радиусом гибки более 200 мм, если она осуществляется и в холодном, и в горячем состоянии; труб диаметром свыше 10 мм из отожженной меди и латуни при радиусе гибки до 100 мм в горячем состоянии;
· канифоль - при гибке в холодном состоянии труб из отожженных меди и латуни при радиусе гибки до 100 мм.
Применение наполнителя при гибке труб не требуется, если они изготовлены из отожженной стали, имеют диаметр до 10 мм и радиус гибки более 50 мм. Гибка в этом случае производится в холодном состоянии. Также без наполнителя гнут в холодном состоянии трубы из латуни и меди диаметром до 10 мм при радиусе гибки свыше 100 мм. Без наполнителя производят гибку труб в специальных приспособлениях, где противодавление, препятствующее появлению деформаций внутреннего просвета трубы, создается другими способами.
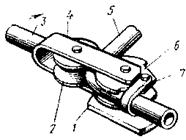
Простейшим приспособлением для гибки труб является плита, закрепляемая на верстаке или в тисках, с отверстиями, в которых устанавливаются штифты. Штифты выполняют роль упоров, необходимых при гибке трубы. Применяются также роликовые приспособления различных конструкций.
1. Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
При гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
При гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.; Для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды — для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки; При ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски; При ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.; При ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;При гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.1 Виды и назначение санитарно-технических систем и оборудования. Гибка труб. Резание металла.
Методическое пособие по теме урока: Последовательность изготовления гнутых деталей.
Гнутые детали изготовляют в такой последовательности: трубы размечают, отрезают, а затем осуществляют их гибку.
 При
разметке труб в монтажных условиях используют измерительный (складной метр,
рулетку) и разметочный (карандаш, мел, чертилку) инструмент. На заготовительных
предприятиях применяют разметочно-отрезные устройства в виде разметочного
снопа, объединенного с трубоотрезным станком. Длину заготовки для гнутой детали
определяют в зависимости от вида детали по таблицам, приведенным в специальной
литературе.
При
разметке труб в монтажных условиях используют измерительный (складной метр,
рулетку) и разметочный (карандаш, мел, чертилку) инструмент. На заготовительных
предприятиях применяют разметочно-отрезные устройства в виде разметочного
снопа, объединенного с трубоотрезным станком. Длину заготовки для гнутой детали
определяют в зависимости от вида детали по таблицам, приведенным в специальной
литературе.
Отрезку труб в монтажных условиях выполняют вручную ножовкой, труборезом или механизированным способом с помощью трубореза СТД-120, позволяющий отрезать трубы Dу = 15...32 мм. На заготовительных предприятиях применяют трубоотрезные станки, на которых труба перерезается диском, приводимым в движение электродвигателем.
Гибка металлических труб осуществляется в холодном или горячем состоянии на ручных и приводных станках. Трубы больших диаметров при изгибе нагревают, что позволяет снизить усилие, необходимое для изгиба, и предотвратить разрывы стенок, так как металл при нагреве становится более пластичным.
 При гибке труб
диаметром до 32 мм, чтобы исключить их деформацию, тщательно подбирают размеры
гибочных роликов и оправок; трубы большего диаметра гнут, набивая их сухим
кварцевым песком. Радиусы гиба должны быть больше минимально допустимых
(2...3,5 мм наружных диаметров изгибаемой трубы).
При гибке труб
диаметром до 32 мм, чтобы исключить их деформацию, тщательно подбирают размеры
гибочных роликов и оправок; трубы большего диаметра гнут, набивая их сухим
кварцевым песком. Радиусы гиба должны быть больше минимально допустимых
(2...3,5 мм наружных диаметров изгибаемой трубы).
При гибке шовных труб шов располагают в месте наименьших деформаций, т. е. по средней линии изгиба трубы или несколько внутрь её.
Гибку труб в холодном состоянии осуществляют на ручном станке Вольнова, предназначенном для труб диаметром до 20 мм при радиусе гиба более 50 мм. Применяют также комбинированные станки Вольнова с тройными роликами для гибки на одном станке труб диаметром 15, 20 и 25 мм. Трубогибочные станки с винтовым и гидравлическим приводами позволяют снизить усилие при гибке. Для гибки труб различных диаметров (до 40 мм) станки снабжаются сменными секторами,
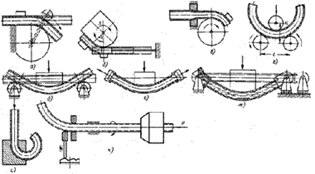
Гибку труб в горячем состоянии производят путем нагрева места изгиба и последующего поворота конца трубы вокруг оправки. При этом изгибаемую трубу набивают песком и один ее конец закрепляют в прижиме или тисках. Радиус изгиба применяют не менее диаметра трубы, а длину нагреваемой части при α = 90° — не менее 6 диаметров; при α =• 60° — 4 диаметра; при α = 45° — 3 диаметра.
При гибке трубопроводов большого
диаметра (более 50 мм) в некоторых случаях применяют складчатые отводы. Для
этого на трубе намечают места нагрева и образования складок. Затем оба конца
трубы закрывают деревянными пробками, укладывают на стенд, нагревают место
первой складки, после чего изгибают трубу до образования первой 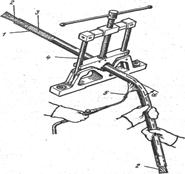 складки.
Полученную складку охлаждают и приступают к образованию следующей и т. д. до
получения требуемого отвода.
складки.
Полученную складку охлаждают и приступают к образованию следующей и т. д. до
получения требуемого отвода.
Штамповку металлических труб применяют в целях повышения качества и сокращения трудовых затрат при заготовке стандартных деталей санитарно-технических систем. Для этого предварительно отрезают трубу необходимой длины и на ней нарезают резьбу. Затем подготовленные трубы в количестве: до 15 шт. одновременно укладывают на матрицу гидравлического пресса. Пресс включают в работу и путем обжатия пуансоном трубам придают требуемую форму. Штампованные детали имеют одинаковые размеры отдельных частей и лучший вид по сравнению с однотипными деталями, которые обрабатывались на трубогибочных станках.
 Гибку пластмассовых
труб выполняют в нагретом (размягченном) состоянии на трубогибочных
станках или шаблонах, закрепляемых в приспособлениях (рис. 4.7).
Гибку пластмассовых
труб выполняют в нагретом (размягченном) состоянии на трубогибочных
станках или шаблонах, закрепляемых в приспособлениях (рис. 4.7).
При гибке труб на трубогибочных станках зазор между обжимным роликом и трубой должен быть не более 10 % наружного диаметра трубы. Трубы нагревают воздухом в электропечах или ваннах, заполненных глицерином. Режим нагрева зависит от материала труб и толщины стенки.
При гибке стенки пластмассовые труб могут смяться. Чтобы этого не произошло, в трубу до нагрева помещают различные наполнители, в качестве которых применяют резиновый жгут, гибкий металлический или резиновый шланг, набитый песком. Наружный диаметр жгута или шланга должен быть на 1...2 мм меньше внутреннего диаметра изгибаемой трубы. Резиновый шланг, набитый песком, рекомендуется применять при гнутье труб диаметром более 50 мм. Наполнять трубы песком не следует, так как в дальнейшем требуется очистка внутренней поверхности труб от прилипшего песка.
Допускается гибка труб без наполнителя, если отношение толщины стенки трубы к ее наружному диаметру составляет не менее 0,06, а также если радиус гнутья более З,5..4 наружных диаметров трубы.
При изготовлении отводов угол изгиба принимают на 9...10° больше, чем требуется, так как труба несколько разгибается после снятия ее с шаблона или приспособления.
Пластмассовые трубы, подвергнутые гибке, охлаждают до температуры 28°С сжатым воздухом или водой в фиксированном положении.
 Гибка листового
металла — одна из распространенных операций холодного и горячего
деформирования. Она отличается малой энергоемкостью, и при правильной
разработке техпроцесса позволяет успешно производить из плоских заготовок
пространственные изделия различной формы и размеров
Гибка листового
металла — одна из распространенных операций холодного и горячего
деформирования. Она отличается малой энергоемкостью, и при правильной
разработке техпроцесса позволяет успешно производить из плоских заготовок
пространственные изделия различной формы и размеров
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую. Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.1 Виды и назначение санитарно-технических систем и оборудования. Гибка труб. Резание металла.
Методическое пособие по теме урока: Гибка труб в холодном и горячем состоянии.
Гибка труб: «холодный» и «горячий» способы
Гибка труб своими руками допустима лишь в разовых случаях. Если процесс сборки металлоконструкции или трубопровода предполагает использование большого количества «гнутых» труб, то процесс деформации изделий лучше всего проводить на особых станках – трубогибах.
ГИБКА ТРУБ СТАЛЬНЫХ ИЛИ ПЛАСТИКОВЫХ: СПОСОБЫ РЕАЛИЗАЦИИ ПРОЦЕССА
По большому счету, существует всего два способа деформации трубного проката:
холодная гибка труб
деформация разогретых изделий
Первый способ – «холодная» гибка – возможен только в том случае, если деформируемая труба изготавливается из достаточно пластичного материала, способного менять свою форму под влиянием внешних сил.
Поэтому «холодную» гибку, как правило, практикуют при деформации относительно небольших металлических труб (за исключением труб из чугуна).
 Правда, гибка труб из нержавеющей стали (или любых
других труб с повышенной кольцевойжесткостью) вынуждает нас задействовать в
этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем
согнуть только очень пластичные трубы из меди или алюминия.
Правда, гибка труб из нержавеющей стали (или любых
других труб с повышенной кольцевойжесткостью) вынуждает нас задействовать в
этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем
согнуть только очень пластичные трубы из меди или алюминия.
Впрочем, «мягкие» пластиковые трубы такому способу гибки не поддаются даже на трубогибах. Ведь, несмотря на декларируемую мягкость, пластиковые трубы либо не обладают достаточной пластичностью для такого способа деформации, либо у них нет кольцевой жесткости, достаточной для удержания изделия в согнутом состоянии (полиэтиленовые изделия без армирующего каркаса).
Исключение можно сделать только для комбинированных материалов на основе полиэтилена — гибку металлопластиковых труб выполняют только «холодным» способом. Внутри такой трубы находится армирующий пояс из алюминия – в процессе деформации гнут именно его и форму после гибки удерживает именно он.
Горячая гибка – возможна практически в любом случае. Ведь в разогретом состоянии пластичность любого материала повышается на порядок. Например, высокотемпературная гибка стальных труб (или изделий из любого другого металла) осуществляется очень просто: трубу просто нагревают в месте деформации и сгибают руками. То есть станки или механические трубогибы, в этом случае, нам уже не понадобятся.
С пластиком, в данном случае, опять возникают проблемы. Горячая деформация невозможна в принципе – полимерные трубы теряют свою кольцевую жесткость при нагреве выше 250 градусов Цельсия. То есть, в процессе горячей деформации такая труба просто растечется по поверхности.
Ну, а теперь, когда мы познакомились со способами деформации, давайте перейдем от теории к практике и разберем, как гнуть трубы «холодным» и «горячим» способом.
↑ХОЛОДНАЯ ГИБКА – ОСНОВНЫЕ ЭТАПЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Используя холодную гибку, трубы можно согнуть практически под любым углом. Но сделать это можно всего двумя способами: вручную и с помощью специальных механизмов. Причем и сами механизмы могут использовать либо электрическую или иную энергию, либо энергию мускульной силы оператора.
К основным способам ручной деформации относятся следующие варианты:
· наматывание изделия на шаблон
· деформация изделия на опорах
 Причем первый
способ допустим только в том случае, если материал трубы будет достаточно
пластичным. Ну а второй способ можно использовать и для более жестких труб.
Причем первый
способ допустим только в том случае, если материал трубы будет достаточно
пластичным. Ну а второй способ можно использовать и для более жестких труб.
Первый вариант – наматывание на шаблон – реализуется следующим способом. На первом этапе процесса гибки трубу нужно заполнить каким-либо сыпучим веществом. Поэтому в изделие засыпают песок (можно соль) или заливают воду, которую охлаждают до состояния льда. Сыпучее вещество не позволит измениться профилю трубы.
Далее мы берем калибр – округлую и твердую поверхность – и гнем трубу, наматывая изделия вокруг калибра. Само изделие, при этом, удерживается за края мерного отрезка, а гнется только середина.
По такой методике осуществляется гибка труб из дюраля или латуни, или иного материала с достаточно высокой пластичностью. Сам изгиб получается относительно ровным, но такая технология сопровождается большими объемами отходов. Ведь даже гибка медных труб – очень пластичных изделий – требует достаточно большого рычага. Следовательно, согнув участок в середине мерного отрезка, мы будем вынуждены избавиться от «рукоятей» — концов, за которые держались в процессе загиба.
Второй вариант – деформация на опорах – реализуется следующим способом:
· Сгибаемое изделие устанавливают на две точечные опоры. Центр трубы, при этом, находится над пустотой.
· Далее мы наносим удары в центральную точку, равноудаленную от двух опор. И под влиянием этих ударов труба немного сгибается. Причем саму трубу можно немного сдвигать, перенося центральную точку на пока еще недеформированный участок.
 Подобная
технология гибки труб грешит неаккуратностью – с внешней стороны изделия несут насебе следы ударов, а их поперечное сечение
отклоняется от первоначального профиля. При таком способе
возможно образование складки на внутренней поверхности загибасебе следы ударов,
а их поперечное сечение отклоняется от первоначального профиля. Кроме того,
«лишний» металл соберется в складку на внутренней поверхности загиба. Поэтому
холодная гибка на двух опорах – это не наш метод.Правда, используя различные
ручные приспособления для гибки труб, мы можем исправить эту ситуацию. Для
этого нам нужны: ножовка по металлу, линейка и сварочный аппарат. Линейкой мы
отмеряет несколько точек на трубе (в месте загиба изделия), ножовкой делаем
надрезы в теле трубы. А сварочным аппаратом завариваем швы после завершения
деформации на опорах. И никакого деформирования тела или профиля изделия –
лишний металл мы уже удалили, сделав надрезы ножовкой.
Подобная
технология гибки труб грешит неаккуратностью – с внешней стороны изделия несут насебе следы ударов, а их поперечное сечение
отклоняется от первоначального профиля. При таком способе
возможно образование складки на внутренней поверхности загибасебе следы ударов,
а их поперечное сечение отклоняется от первоначального профиля. Кроме того,
«лишний» металл соберется в складку на внутренней поверхности загиба. Поэтому
холодная гибка на двух опорах – это не наш метод.Правда, используя различные
ручные приспособления для гибки труб, мы можем исправить эту ситуацию. Для
этого нам нужны: ножовка по металлу, линейка и сварочный аппарат. Линейкой мы
отмеряет несколько точек на трубе (в месте загиба изделия), ножовкой делаем
надрезы в теле трубы. А сварочным аппаратом завариваем швы после завершения
деформации на опорах. И никакого деформирования тела или профиля изделия –
лишний металл мы уже удалили, сделав надрезы ножовкой.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.1 Виды и назначение санитарно-технических систем и оборудования. Гибка труб. Резание металла.
Методическое пособие по теме урока: Гибка пластмассовых труб.
Свойства пластикового трубопровода
Все
пластиковые трубы можно поделить по материалу их изготовления: они производятся
из полимеров, полиэтилена, поливинилхлорида. Перечисленные материалы обладают
хорошими гигиеническими показателями, поэтому отлично применяются для
обустройства сети теплоснабжения, а также для организации водопровода в
квартире.
Не всегда получается самостоятельно согнуть материал, поэтому приходится использовать популярные методы
Чтобы согнуть самостоятельно пластиковую трубу необходимо подробнее узнать о ее свойствах:
При нагревании пластиковую трубу можно аккуратно согнуть, потому, как она обладает хорошими показателями эластичными. Изделия из гнущегося поливинилхлорида при производстве могут изначально сматывать в кольца – в таком виде они поступают в продажу.
Условия для сгиба ПВХ трубы
Пластик отлично сгибается, если на него воздействовать определенными показателями температуры. Важно соблюсти несколько условий для изгиба: разогревание участка до 75 градусов в том месте, где будет произведен изгиб; воздействие на элемент с помощью парообразных веществ. Чтобы не покупать массу ненужных фитингов, которые требуют внимательности при установке, мастера зачастую используют различные методики изгиба. При работе с нагретым воздухом, который будет воздействовать на пластик, следует проявлять осторожность: можно не только полностью сжечь место нагрева, но и обжечь руки. В данном деле важно производить манипуляции аккуратно и постепенно.
Бывает сложно добиться идеального изгиба, поэтому перед тем, как приступить к работе, рекомендуется тщательно продумать все будущие повороты трубопровода. Заранее стоит потренироваться сгибать изделие на небольшом отрезке.
Основные методы сгибания изделий из ПВХ
Использование трубогиба необходимо лишь в тех случаях, когда согнуть пластиковую трубу самостоятельно не получается. Это касается изделий большого диаметра, которые предназначены для обустройства канализации.
Современные мастера успешно пользуются методом нагрева с помощью фена, применяют песок, проволоку и оправу для создания необходимых поворотов в конструкции трубопровода.
Использование фена
Температура плавления изделий из ПВХ стартует от 140 градусов Цельсия, однако такие показатели могут полностью расплавить элемент, лишив его целостности и основных технических характеристик. Чтобы этого не произошло, рекомендуется использовать строительный фен для постепенного нагрева изделия из ПВХ. Полипропиленовые трубы также подвергаются плавлению при высоких температурах, следовательно, их можно согнуть аналогичным методом:
 Вот, что может случиться, если действовать не по правилам:
такой материал нельзя использовать для трубопровода
Вот, что может случиться, если действовать не по правилам:
такой материал нельзя использовать для трубопровода
Важно не допустить сильного плавления и нагрева до температуры 170 градусов. В таком случае пластик станет расплавленным и непригодным для дальнейшего использования. После остывания трубы на шаблоне ее монтируют в трубопровод.
Применение песка для сгиба трубы
При использовании песка не потребуется применять строительный фен. Суть методики заключается в разогреве соли или речного песка на противне. Происходит разогрев до нужной температуры, с помощью черпака состав засыпают в трубу. Вся процедура выглядит так:
Когда сыпучее вещество, разогретое до необходимой температуры, поместили внутрь, оно начинает воздействовать на жесткость пластика. Постепенно происходит плавление, поэтому сгибание происходит легко. Здесь также желательно применять специальный шаблон для изгиба, чтобы поворот получился ровным. Если результат не соответствует требованиям, использовать такой элемент нельзя по безопасности.
Сгибаем пластиковую трубу с помощью проволоки
Изгибать трубопроводы можно с помощью металлической проволоки. В данном случае используется два варианта работы: применение кусочков проволоки; применение металлической пружины. Чтобы согнуть трубу ПВХ для отопления или водопровода в домашних условиях с помощью проволоки, необходимо вооружиться отрезками металлического материала по длине отрезка трубы. Заготовленные кусочки вставляются внутрь, полностью заполняя ее внутренний диаметр. Если не закрыть все отверстие проволокой, будет создавать ненужное давление, провоцирующее неправильный изгиб. Таким способом можно согнуть материал только при условии наличия опоры.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.1 Виды и назначение санитарно-технических систем и оборудования. Гибка труб. Резание металла.
Методическое пособие по теме урока: Практическая работа № 1 Выполнить резку металлического листа ручным инструментом.
Резка металла представляет собой процесс разделения материала на части. Таким способом производится раскрой металлических листов или отрезка сортового проката. Воздействием режущего инструмента на металл создаются заготовки для дальнейшей обработки. По разработанным чертежам формируется конфигурация поверхности. Для обработки металла резанием необходимо оборудование. Это могут быть ручные инструменты, механические станки или приспособления, обеспечивающие нагрев материала.
Ручная резка металла
Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты:
ножницы; ножовка; лобзик; болгарка.
Механическая резка металла
Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие.
При резке используются такие виды оборудования: ленточная пила; гильотина; дисковый станок.
Металл режут ручными или механическими ножовками, а также ручными и механическими, рычажными, параллельными и дисковыми (круглыми) пилами.
Крупный сортовой металл (круглый, полосовой, угловой, двутавровый и т.п.) разрезают на приводных ножовках и дисковых пилах, а также электрической и газовой резкой, листовой металл — ручными и приводными ножницами, трубы — вручную ножовкой и труборезом (механическую резку осуществляют на специальных станках).
Для резки закаленной стали и твердых сплавов применяют тонкие дисковые шлифовальные круги, а также анодно-механический и электроискровой способы резки металлов.
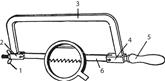 Устройство ручной ножовки. Ручная ножовка (рис. 1)
состоит из станка (рамки), в котором закреплено ножовочное полотно.
Устройство ручной ножовки. Ручная ножовка (рис. 1)
состоит из станка (рамки), в котором закреплено ножовочное полотно.
Ножовочные полотна изготовляют из инструментальной стали марок 9ХС, У10, У10А, У12, У12А или мягкой углеродистой стали (У8, У8А, У9 и У9А) с последующей цементацией зубьев. Ножовочное полотно термически обработано так, что нижняя рабочая часть полотна с зубьями термически обработана с большей твердостью, чем верхняя. Такая термическая обработка уменьшает поломки ножовочного полотна при работе. Ножовочные полотна изготовляют с мелким и крупным зубом. Количество зубьев на 25 мм длины ножовочного полотна колеблется от 15 до 32. Зубья полотна разводят в разные стороны, чтобы уменьшить трение полотна о боковые поверхности обрабатываемой заготовки и исключить заклинивание полотна в пропиле. Величина развода зубьев должна быть такой, чтобы ширина пропила была больше толщины ножовочного полотна на 0,25–0,5 мм.
Разводят зубья отгибанием каждых двух смежных зубьев в противоположные стороны на 0,25–0,6 мм. Применяют развод мелких зубьев созданием волны вдоль нижней части полотна. Амплитуда и шаг волны зависят от толщины полотна и размера зубьев.
Для резки мягких и вязких металлов (медь, латунь) применяют ножовочные полотна с шагом зубьев — 1 мм, твердых металлов (сталь, чугун) — 1,6 мм, мягкой стали — 2 мм. Для слесарных работ обычно применяют ножовочные полотна, у которых на длине 25 мм размещается 15 зубьев.
Прорезание шлицов в головках мелких винтов под отвертку производят ножовками с тонким полотном (толщина 0,8 мм). В головках более крупных винтов шлицы прорезают обыкновенной ножовкой. Широкие шлицы в крупных винтах прорезают полотнами толщиной 1,5–3 мм или в ножовку вставляют одновременно два-три полотна нормальной толщины.
Процесс резки ножовкой. Прежде чем приступить к работе, нужно выбрать ножовочное полотно, сообразуясь с твердостью, формой и размером разрезаемого материала. Необходимо также проверить, правильно ли вставлено полотно в рамку: зубья должны быть направлены остриями от рукоятки, натяжение полотна должно быть достаточно сильным, но не чрезмерным, так как это может вызвать поломку полотна.
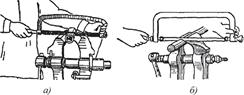 Положение корпуса и рук слесаря при работе должно быть
таким, как показано на рис. 2, а. Другой способ захвата рамки приведен на рис.
2, б (разница — в положении пальцев).
Положение корпуса и рук слесаря при работе должно быть
таким, как показано на рис. 2, а. Другой способ захвата рамки приведен на рис.
2, б (разница — в положении пальцев).
Во время резки ножовку держат преимущественно в горизонтальном положении. Движения должны быть плавными, без рывков и с таким размахом, чтобы работало почти все полотно, а не только его середина (нормальный размах не менее 2/3 длины ножовочного полотна).
Усилие нажима на ножовку зависит от твердости обрабатываемого металла и его размеров. В среднем усилие должно соответствовать 1 кг на 0,1 мм толщины полотна.
Нажимать на станок необходимо обеими руками, при этом наибольшее давление оказывать левой рукой, а движение станка осуществлять главным образом правой рукой, приложенной к его ручке. При холостом ходе на ножовку не нажимают. При работе ножовочным станком нужно делать не более 40–50 ходов в минуту. При более быстром темпе полотно нагревается и быстрее затупляется.
Если в начале резки ножовка скользит по поверхности, то место распиливания надрубают зубилом или надрезают ребром напильника.
При резке деталей, имеющих острые ребра, необходимо обеспечивать плавный заход зубьев в металл и не допускать подпрыгивания станка при переходе от зуба к зубу. В противном случае зубья выламываются из полотна и процесс резки оказывается невозможным.
Ручной ножовкой чаще всего работают без охлаждения. Для уменьшения трения полотна о стенки пропиливаемой канавки его полезно смазывать машинным маслом, густой смазкой из сала или графитной мазью, в состав которой входят 2 части сала и 1 часть графита. При механической резке приводную ножовку необходимо охлаждать жидкостью — мыльной водой или эмульсией.
Слабое натяжение полотна иногда способствует «уводу» его в сторону. При уводе полотна следует начать резку в новом месте — с обратной стороны. Попытка выправить косую прорезь приводит к поломке полотна.
Для более продолжительного использования ножовочного полотна рекомендуется вначале разрезать им мягкие материалы, а затем, после некоторого затупления зубьев, — более твердые.
 При поломке хотя бы одного зуба работу ножовкой следует
прекратить, иначе произойдет поломка смежных зубьев и быстрое затупление всех
остальных. Для восстановления режущей способности ножовки, у которой выкрошился
зуб, необходимо на точиле или шлифовальном круге сточить дватри соседних с ним
зуба по линии. Если во время резания сломалось старое, сработавшееся ножовочное
полотно, то нельзя продолжать работу новой ножовкой, так как ширина пропила для
нового полотна окажется мала и оно не войдет в прорезь. В этом случае
поворачивают изделие и начинают резание в другом месте.
При поломке хотя бы одного зуба работу ножовкой следует
прекратить, иначе произойдет поломка смежных зубьев и быстрое затупление всех
остальных. Для восстановления режущей способности ножовки, у которой выкрошился
зуб, необходимо на точиле или шлифовальном круге сточить дватри соседних с ним
зуба по линии. Если во время резания сломалось старое, сработавшееся ножовочное
полотно, то нельзя продолжать работу новой ножовкой, так как ширина пропила для
нового полотна окажется мала и оно не войдет в прорезь. В этом случае
поворачивают изделие и начинают резание в другом месте.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.1 Виды и назначение санитарно-технических систем и оборудования. Гибка труб. Резание металла.
Методическое пособие по теме урока: Практическая работа № 2 Выполнить разметку металлического листа под сверление отверстий. Разметка отверстий для сверления металла является одним из важных этапов работы. От того, насколько точно и правильно будет выполнена разметка, зависит качество и точность самого сверления. Первым этапом процесса разметки отверстий является измерение и определение требуемых координат. Необходимо точно измерить расстояния между отверстиями, а также расстояние от края до отверстий. Для этого рекомендуется использовать металлическую рейку и точный измерительный инструмент. После определения координат следует отметить точки сверления на металле. Для этого можно использовать специальные металлические или стеклянные карандаши, а также мелкие клейкие ленты. Важно помнить, что отметки должны быть четкими и видны без проблем во время сверления.
Еще одним важным аспектом разметки является обеспечение стабильности металла при сверлении. Для этого рекомендуется зафиксировать металл на рабочей поверхности, например, с помощью тисков или зажимов. Это позволит избежать смещения металла и деформаций при сверлении.
Разметка отверстий для сверления металла является важным этапом в процессе работы. Правильно выполненная разметка поможет избежать ошибок и получить качественный результат. Перед началом разметки необходимо определить место, где будут располагаться отверстия. Важно учесть размеры и форму детали, а также требования проекта или чертежа. Расстояния между отверстиями и их размеры должны быть точно отмечены.
Далее можно использовать различные методы для разметки отверстий. Одним из таких методов является применение центровочной точки. Она позволяет определить точку сверления с высокой точностью. Помимо центровочной точки, можно использовать рейсмусовую линейку или специальный инструмент для разметки.
Также следует помнить, что перед разметкой необходимо защитить поверхность металла от возможных повреждений. Для этого можно использовать клейкую ленту или маркер для разметки. Важно, чтобы разметка была четкой и не смазывалась при сверлении.
Правильная разметка отверстий для сверления металла является важным шагом в процессе работы. Следуя этим советам, вы сможете выполнить разметку точно и получить качественный результат.
Подготовка инструментов
Перед началом работы с металлом необходимо правильно подготовить инструменты. Важно убедиться, что сверлильный станок или сверло надежно закреплены. Отверстия должны быть расположены точно по требуемым координатам, чтобы исключить возможность ошибки.
Для точной разметки отверстий необходимо использовать маркер или центрировочный стержень. Он поможет пометить точку начала сверления и избежать смещения инструмента. Чтобы сделать более устойчивую и точную разметку, можно использовать центральные отметки и шаблоны для отверстий разных размеров.
Также для работы с металлом необходимо использовать специальные сверла, которые предназначены для сверления данного материала. Их отличие в том, что они имеют более твердый и острой конец для работы с металлом. Кроме того, необходимо регулярно проверять состояние сверла и заменять его при необходимости. Помимо этого, для более точного сверления стоит использовать смазку, такую как специальное сверлильное масло. Оно помогает уменьшить трение между сверлом и металлом, что позволяет получить более точное отверстие и увеличить срок службы сверла.
Наконец, перед началом работы с металлом необходимо надеть защитные очки и перчатки. В процессе сверления металла могут возникать искры и металлические стружки, которые могут причинить вред глазам и коже. Поэтому важно обеспечить безопасность и надеть соответствующую защиту перед началом работы.
Определение точек разметки
Перед началом сверления отверстий в металле необходимо определить точки разметки. Это основной этап, который требует внимания и точности. Зависит от правильности разметки, насколько точно и аккуратно будет выполнено сверление.
Для определения точек разметки есть несколько способов. Во-первых, можно использовать шаблон или готовый макет, который соответствует форме и размеру детали, на которой будет производиться сверление. Шаблон обычно изготавливают из бумаги или тонкого картона. Он помогает определить точки просверливания и расположение отверстий относительно друг друга.
Во-вторых, можно использовать лекало или специальный инструмент для разметки. Они позволяют точно указать место, глубину и угол сверления. Лекало удобно использовать при разметке отверстий с заданным шагом или углом наклона. Также можно использовать линейку с делениями или уровень для определения вертикали или горизонтали.
Еще одним методом определения точек разметки является применение специальных средств разметки, таких как краска, мел или маркер. Нанесение точек на поверхность металла с помощью этих средств позволяет легко видеть места, где будет производиться сверление. Для более точной разметки можно использовать штангенциркуль или другой инструмент для измерений.
 Использование
шаблона и ручной разметки
Использование
шаблона и ручной разметки
Для правильного размещения отверстий при сверлении металла может быть использована комбинация шаблона и ручной разметки. Этот метод позволяет точно определить место расположения отверстий с учетом всех требуемых параметров.
Шаблон, как правило, является физическим объектом, которым можно касаться и манипулировать. Он изготавливается из материала, который можно сверлить (например, дерево или пластик) и имеет отверстия, соответствующие тем, которые вы хотите сделать в металле.
Первым шагом в использовании шаблона является его размещение на поверхности металла. Затем нужно обозначить контуры или ребра шаблона, используя ручной инструмент, такой как маркер или центровочная игла. Это поможет создать точные места для сверления отверстий.
После того, как контуры шаблона были обозначены, можно приступить к сверлению. Руководствуясь обозначенными контурами, нужно сначала создать углубление на поверхности металла, используя центрирующую иглу. Затем можно использовать сверло, чтобы продолжить сверлить отверстие в нужном месте.
При использовании шаблона и ручной разметки очень важно быть внимательным и точным. Неправильное размещение отверстий может привести к неправильному соединению деталей или к повреждению самого металла. Кроме того, ручная разметка может быть сложной задачей, требующей хорошего зрения и умения работать с ручными инструментами.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.2 Сверление отверстий и нарезание резьбы
Методическое пособие по теме урока: Общие понятия, затачивание сверл, ручное и механизированное сверление.
Заточка сверл
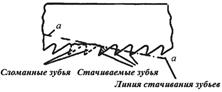
При обработке рабочая часть сверла изнашивается, а режущая громка затупляется. У спиральных сверл износ происходит преимущественно по задней поверхности уголка на пересечении заборного конуса с ленточками сверла (рисунок 80, а), причем в ряде случаев он сопровождается срезанием уголков и части ленточек, что приводит к образованию на ленточках сверла цилиндрических участков (рисунок 80, б), либо участков со встречным конусом (рисунок 80, в), что приводит к защемлению сверл в отверстии и их поломке. Достаточно часто при сверлении отверстий в литых, кованных и термически обработанных деталях наблюдается изнашивание сверл с образованием проточек на ленточках (рисунок 80, г). При сверлении сталей повышенной вязкости может происходить налипание на ленточки материала заготовки. Повышенное изнашивание сверл, оснащенных пластинами из твердого сплава, по ленточкам и уголкам (рисунок 80, д) резко сокращает число возможных заточек и приводит к их выкрошиванию и поломкам. Сверла, изношенные по рабочей части, выбраковываются.
Для восстановления режущих свойств сверл и обеспечения качественной обработки отверстий их режущие кромки затачивают по мере затупления. Заточку режущих кромок сверл на рабочем месте выполняют на заточных станках. Централизованная заточка спиральных сверл осуществляется на специальных заточных участках или в заточных цехах на специальном оборудовании.
 а - по задней поверхности; б, в, г
- по ленточке; д - твердосплавных
сверл; hy - износ по оси; h3 - износ затылованнои
части; hл - износ ленточки; L - линейный износ
уголка; φ1 - угловой износ сверла
а - по задней поверхности; б, в, г
- по ленточке; д - твердосплавных
сверл; hy - износ по оси; h3 - износ затылованнои
части; hл - износ ленточки; L - линейный износ
уголка; φ1 - угловой износ сверла
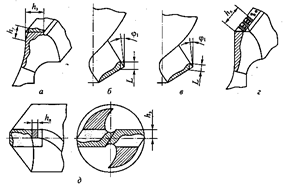
При сверлении отверстий диаметром от 12 до 80 мм в стальном литье по литейной корке используется одинарная заточка с подточкой перемычки - поперечной кромки
При сверлении отверстий диаметром от 12 до 80 мм в стали и стальном литье со снятой литейной коркой используется одинарная заточка с подточкой перемычки и ленточки
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье по литейной корке применяется двойная заточка с подточкой перемычки
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье со снятой литейной коркой выполняется двойная заточка с подточкой перемычки и ленточки
Основные правила заточки сверл
1.Необходимо отрегулировать положение подручника заточного станка таким образом, чтобы между ним и периферией заточного круга был зазор не менее 2 мм. Следует проверить наличие и исправность экрана заточного станка.
2.Необходимо соблюдать следующие требования к заточке сверл:
заточку следует производить периферией заточного круга;
в левой руке должна находиться режущая часть сверла режущими кромками вверх, в правой руке - хвостовик сверла;
кисть левой руки должна опираться на подручник станка.
3. При заточке следует периодически проверять правильность заточки сверла по специальному шаблону (рисунок 82):
длина режущих кромок должна быть одинаковой;
угол заточки при вершине сверла должен соответствовать шаблону;
углы между кромками и боковой поверхностью сверла должны быть одинаковыми;
углы заострения кромок должны быть равны и соответствовать шаблону.
4. Необходимо заправить режущие кромки сверла на бруске.
5. Необходимо произвести пробное сверление отверстия заточенным сверлом:
• стружки от обеих режущих кромок должны быть одинаковой толщины (проверять визуально);
· диаметр просверленного отверстия должен точно соответствовать диаметру сверла;
· отверстие не должно смещаться более чем на 0,2 мм (проверка осуществляется по контрольным рискам).
6. Необходимо соблюдать следующие требования правил безопасности:
· заточку сверл малого диаметра надо производить на мелкозернистом круге;
· запрещается выполнять заточку сверл на заточном станке без подручника и с неисправным защитным кожухом или без него;
· категорически запрещается осуществлять заточку сверл «на весу», т.е. без использования подручника;
· обязательно, особенно при заточке сверл большого диаметра, опускать защитный экран, при отсутствии экрана заточку сверл производить с использованием защитных очков во избежание попадания абразивной пыли в глаза.
Ручное сверление предполагает использование таких инструментов, как: Механическая дрель. Для сверления используется механическая сила человека. Электрическая дрель. Может осуществлять обычное и ударно-поворотное сверление. Работает от электрической сети. При механизированном сверлении сверление производится на сверлильных станках. В случаях, когда деталь установить на станок невозможно или когда отверстия расположены в труднодоступных местах, сверление ведут при помощи ручных дрелей,
Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента - сверла, совершающего вращательное и поступательное движения относительно своей оси.
Сверление применяется для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепежные болты, заклепки, шпильки и т. д.; для получения отверстий под нарезание резьбы, развертывание и зенкерование.
Рассверливанием называется увеличение размера отверстия в сплошном материале, полученного литьем, ковкой, штамповкой или Другими способами.
Сверлением и рассверливанием можно получить отверстие с точностью по 10-му, в отдельных случаях по 11-му квалитету и шероховатостью поверхности. Когда требуется более высокое качество поверхности отверстия, его (после сверления) дополнительно зенкеруют и развертывают.
Точность сверления в отдельных случаях может быть повышена благодаря тщательному регулированию станка, правильно заточенному сверлу или сверлением через специальное приспособление, называемое кондуктором.
Сверла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками из твердых сплавов.
Общие сведения. На сверлильных станках могут быть выполнены следующие работы:
сверление сквозных и глухих отверстий;
рассверливание отверстий ;
зенкерование, позволяющее получить более высокий квалитет и меньшую шероховатость поверхности отверстий по сравнению со сверлением;
растачивание отверстий, осуществляемое резцом на сверлильном станке;
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.2 Сверление отверстий и нарезание резьбы
Методическое пособие по теме урока: Инструменты, приспособления и материалы для сверления
Сверление- основной способ получения сквозных и глухих отверстий в сплошном материале заготовки. В качестве инструмента используется сверло. Обработка производится на сверлильных и токарных станках. На сверлильных станках сверло совершает вращательное движение и продольное вдоль оси отверстия, а заготовка закреплена на столе станка. На токарных станках обрабатываемая деталь закрепляется в патрон и совершает вращательное движение, сверло крепится в заднюю бабку станка и совершает поступательное движение вдоль оси отверстия.
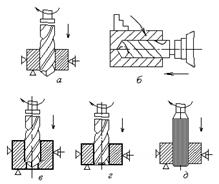 Рис. Схемы: а, б - сверления, в – рассверливания,
г-зенкерования, д- развертывания
Рис. Схемы: а, б - сверления, в – рассверливания,
г-зенкерования, д- развертывания
Диаметр просверливаемого отверстия можно увеличить сверлом большего размера. Такие операции называют рассверливанием. При сверлении обеспечивается сравнительно невысокая точность и качество поверхности.
Для получения отверстий более высокой точности и меньшей шероховатости поверхности выполняются зенкерование и развертывание. Зенкерованием обрабатывают предварительно полученные отверстия многолезвийным инструментом зенкером, который имеет более жесткую рабочую часть. Число зубьев не менее трех.
Развертыванием можно исправить неточности формы отверстия. Развертки- многолезвийный инструмент, срезающий очень тонкие слои с обрабатываемой поверхности.
Назначение сверления: Сверление необходимая операция для получения отверстий в различных материалах при их обработке, целью которой является:
Изготовление отверстий под нарезание резьбы, зенкерование, развёртывание или растачивание.
Изготовление отверстий (технологических) для размещения в них электрических кабелей, анкерных болтов, крепёжных элементов и др.
Отделение (отрезка) заготовок из листов материала.
Ослабление разрушаемых конструкций.
Закладка заряда взрывчатого вещества при добыче природного камня.
Операции сверления производятся на следующих станках:
Вертикально-сверлильные станки.
Горизонтально-сверлильные станки.
Вертикально-расточные станки.
Горизонтально-расточные станки.
Вертикально-фрезерные станки.
Горизонтально-фрезерные станки.
Универсально-фрезерные станки.
Токарные станки (сверло неподвижно а обрабатываемая заготовка вращается).
Токарно-затыловочные станки (сверление вспомогательная операция, сверло неподвижно).
Для облегчения процессов резания материалов применяют следующее:
Охлаждение (вода, эмульсии, олеиновая кислота, углекислый газ, графит).
Ультразвук (ультразвуковые вибрации сверла увеличивают производительность и дробление стружки).
Подогрев (ослабляет твёрдость труднообрабатываемых материалов).
Удар (при ударно-поворотном сверлении (бурении) камня, бетона).
Протягивание- высокопроизводительный метод обработки деталей разнообразных форм, обеспечивающим высокую точность формы и размеров обрабатываемой поверхности. Из-за высокой стоимости инструмента - протяжки, протягивание применяют в крупносерийном производстве. В протяжке каждый режущий зуб больше последующего на определенную величину. Процесс резания при протягивании производится на протяжных вертикального и горизонтального исполнений станках при поступательном движении инструмента относительно неподвижной заготовки за один проход.
Отверстия различной геометрической формы протягивают на горизонтально-протяжных станках для внутреннего протягивания. Размеры отверстий от 5 до 250 мм.
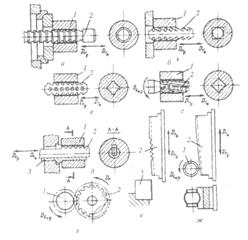 Рис..
Схемы протягирания: 1-обрабатываемая деталь,2 – протяжка; а…д- внутреннее
протягивание; з…ж- на ружнее протягивание
Рис..
Схемы протягирания: 1-обрабатываемая деталь,2 – протяжка; а…д- внутреннее
протягивание; з…ж- на ружнее протягивание
Цилиндрические отверстия протягивают после сверления, растачивания или зенкерования. Шпоночные и шлицевые пазы протягивают протяжками, форма которых в поперечном сечении соответствует профилю протягиваемого отверстия.
Наружные поверхности различной геометрической формы протягивают на вертикально-протяжных станках для наружного протягивания.
Протягивание применяется в крупносерийном и массовом производстве металлоизделий, и редко в мелкосерийном и единичном. Протяжки различных конструкций — наружные, внутренние, и дорны, являются одними из наиболее дорогих инструментов для выполнения металлообработки. Подчас каждая протяжка при своем изготовлении требует наивысшей точности и правильного расчета. Это обусловлено тем, что инструмент при протягивании работает в наиболее тяжёлых и суровых условиях огромных нагрузок (растяжение, сжатие, изгиб, абразивное и адгезионное выкрашивание лезвий протяжки). Протягиванию предшествуют подготовительные операции металлообработки, такие как сверление, зенкерование, развертывание, вырубка (т. е. для проведения протягивания требуется достаточно точно обработанная поверхность заготовки).
Дорнование (дорнирование) – вид обработки заготовок без снятия стружки. Сущность дорнования сводится к перемещению в отверстии заготовки с натягом жёсткого инструмента – дорна. Размеры поперечного сечения инструмента больше размеров поперечного сечения отверстия заготовки на величину натяга.
Станки для протягивания:
· Горизонтально-протяжные станки: Все виды внутреннего и наружного протягивания заготовок.
· Пресса: Обработка отверстий дорнами (прошивка, формообразование, калибровка).
Виды протягивания:
Внутреннее протягивание. Наружное протягивание. Дорнование. Накаливание.
Сверлением чаще всего производят выборку круглых отверстий и гнезд под шипы, шурупы, болты.
Сверла, которые используют столяры и плотники, отличаются от тех, что применяют для сверления металла и других материалов. У них по-другому заточены режущие кромки, и находятся они главным образом в нижней части сверла.
Центровое сверло с плоской головкой (перовое сверло, «перка») используется для сверления цилиндрических отверстий под вставные круглые шипы.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.2 Сверление отверстий и нарезание резьбы
Методическое пособие по теме урока: Процесс сверления, основные приемы, сверление по разметке
Сверление по разметке
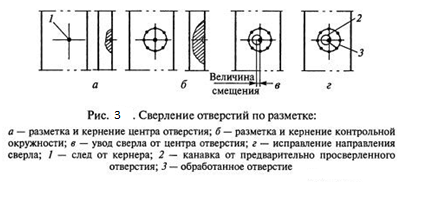
Сверление по разметке применяют в единичном и мелкосерийном производствах, когда изготовление кондукторов экономически неоправданно из-за небольшого числа обрабатываемых деталей. В этом случае к сверловщику поступают размеченные заготовки с нанесенными на них контрольными окружностями и центром будущего отверстия (рис. 3, а). В некоторых случаях разметку производит сверловщик.
 Сверление
по разметке производят в два этапа: сначала предварительное сверление, а затем
— окончательное. Предварительное сверление производят с ручной подачей,
высверливая небольшое отверстие (0,25d). После этого отводят обратно шпиндель и
сверло, удаляют стружку, проверяют совмещение окружности надсверленного
отверстия с разметочной окружностью.
Сверление
по разметке производят в два этапа: сначала предварительное сверление, а затем
— окончательное. Предварительное сверление производят с ручной подачей,
высверливая небольшое отверстие (0,25d). После этого отводят обратно шпиндель и
сверло, удаляют стружку, проверяют совмещение окружности надсверленного
отверстия с разметочной окружностью.
Если предварительное отверстие просверлено правильно (рис. 3, б), сверление следует продолжить и довести до конца, а если отверстие ушло в сторону (рис. 3, в), то производят соответствующую корректировку: прорубают узким зубилом (крейцмейселем) две-три канавки 2 с той стороны от центра, куда нужно сместить сверло (рис. 3, г). Канавки направляют сверло в намеченное кернером место. После исправления смещения продолжают сверление до конца.
Сверление по кондуктору
Для направления режущего инструмента и фиксирования заготовки соответственно требованиям технологического процесса применяют различные кондукторы. Постоянные установочные базы приспособления и кондукторные втулки, обеспечивающие направление сверлу, повышают точность обработки. При сверлении по кондуктору сверловщик выполняет несколько простых приемов (устанавливает кондуктор, заготовку и снимает их, включает и выключает подачу шпинделя).
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки уменьшается скачкообразно. Если не уменьшить в это время скорость подачи сверла, то оно, заклиниваясь, может сломаться. Особенно часто это случается при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом одно к другому. Поэтому сверление сквозного отверстия производят с большой скоростью механической подачи шпинделя. В конце сверления нужно выключить скорость подачи и досверлить отверстие вручную со скоростью, меньшей, чем механическая. При сверлении с ручной подачей инструмента скорость подачи перед выходом сверла из отверстия следует также несколько уменьшить, сверление необходимо производить плавно. Известны три основных способа сверления глухих отверстий.
А. Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения скорости подачи шпинделя при достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции необходимо его отрегулировать на заданную глубину сверления.
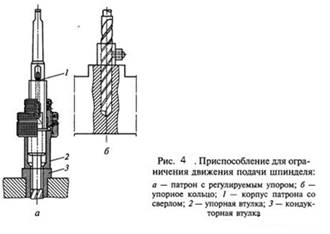
Б. Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22, а) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. Шпиндель станка перемещается вниз до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении по кондуктору) или в поверхность заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1...0,5 мм.
 В. Если не требуется большая точность глубины сверления и
нет указанного патрона, то можно использовать упор в виде втулки, закрепленный
на сверле (рис. 4, б), или на сверле отметить мелом глубину отверстия. В
последнем случае шпиндель подают до тех пор, пока сверло не углубится в
заготовку до отметки.
В. Если не требуется большая точность глубины сверления и
нет указанного патрона, то можно использовать упор в виде втулки, закрепленный
на сверле (рис. 4, б), или на сверле отметить мелом глубину отверстия. В
последнем случае шпиндель подают до тех пор, пока сверло не углубится в
заготовку до отметки.
Глубину сверления глухого отверстия периодически проверяют глубиномером, но этот способ требует дополнительных затрат времени, так как приходится выводить сверло из отверстия, удалять стружку и после измерения вновь вводить его в отверстие. Разметка отверстий для сверления металла является одним из важных этапов работы. От того, насколько точно и правильно будет выполнена разметка, зависит качество и точность самого сверления. В данной статье мы рассмотрим основные этапы процесса разметки, а также поделимся полезными советами, которые помогут вам достичь наилучших результатов. Первым этапом процесса разметки отверстий является измерение и определение требуемых координат. Необходимо точно измерить расстояния между отверстиями, а также расстояние от края до отверстий. Для этого рекомендуется использовать металлическую рейку и точный измерительный инструмент. После определения координат следует отметить точки сверления на металле. Для этого можно использовать специальные металлические или стеклянные карандаши, а также мелкие клейкие ленты. Важно помнить, что отметки должны быть четкими и видны без проблем во время сверления. Еще одним важным аспектом разметки является обеспечение стабильности металла при сверлении. Для этого рекомендуется зафиксировать металл на рабочей поверхности, например, с помощью тисков или зажимов. Это позволит избежать смещения металла и деформаций при сверлении.
Разметка отверстий для сверления металла является важным этапом в процессе работы. Правильно выполненная разметка поможет избежать ошибок и получить качественный результат. Перед началом разметки необходимо определить место, где будут располагаться отверстия. Важно учесть размеры и форму детали, а также требования проекта или чертежа. Расстояния между отверстиями и их размеры должны быть точно отмечены. Далее можно использовать различные методы для разметки отверстий. Одним из таких методов является применение центровочной точки. Она позволяет определить точку сверления с высокой точностью. Помимо центровочной точки, можно использовать рейсмусовую линейку или специальный инструмент для разметки. Также следует помнить, что перед разметкой необходимо защитить поверхность металла от возможных повреждений. Для этого можно использовать клейкую ленту или маркер для разметки. Важно, чтобы разметка была четкой и не смазывалась при сверлении.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.2 Сверление отверстий и нарезание резьбы
Методическое пособие по теме урока: Практическая работа № 3 Выполнить разметку металлического листа под сверление отверстий
Правильная разметка металла перед сверлением — важная задача, с помощью которой можно гарантировать точность и качество работы. Разметка металла позволяет определить место сверления, установить точку входа сверла и создать противодавление для предотвращения скольжения инструмента при сверлении. Перед тем как приступить к разметке, необходимо убедиться, что металл чистый и не покрыт жиром, грязью или защитной пленкой. Используйте чистящее средство и тряпку для удаления любого загрязнения.Важно помнить, что разметка должна быть четкой и видной, чтобы минимизировать возможность ошибок при сверлении. Используйте рулетку или шаблон для определения точки входа сверла и отмерьте нужное расстояние от края металла. Можно также использовать технику маркировки, где сначала вырезают бумажный шаблон и производят отметки на металле с его помощью. Если вам нужно произвести несколько сверловок на одном предмете, рекомендуется использовать специальные угольники или линейки для создания параллельных линий разметки. Таким образом, вы сможете удерживать инструмент в нужном положении и повторять разметку на разных участках металла с высокой точностью. Не забывайте также о безопасности при работе с металлом. Носите защитные очки, перчатки и другие средства индивидуальной защиты. Имейте в виду, что некоторые металлы могут быть трудно сверлить, поэтому необходимо выбирать правильный инструмент и настраивать его на оптимальные параметры. Значение разметки металла Разметка металла перед сверлением является важной процедурой, которая позволяет получить точное и качественное сверло. Она играет ключевую роль в обеспечении правильного расположения отверстий и предотвращении ошибок в процессе сверления. Первое значение разметки металла — это точность. Правильная разметка гарантирует, что отверстия будут расположены именно там, где требуется. Это особенно важно при работе с металлом, так как его сверление является довольно точной операцией. С помощью разметки можно определить точные координаты отверстий и расстояние между ними. Второе значение разметки металла — это безопасность. Правильная разметка позволяет предотвратить повреждение материала и инструментов в процессе сверления. Также она помогает избежать случайного повреждения других элементов конструкции, например, если требуется сверлить рядом с каким-либо уже установленным элементом. Третье значение разметки металла — это эффективность. Правильная разметка значительно ускоряет процесс сверления, так как позволяет работать более точно и без ошибок. Она также помогает избежать дополнительной обработки и затрат времени на исправление ошибок. Итак, разметка металла перед сверлением имеет несколько значений: точность, безопасность и эффективность. Она является важным этапом подготовки перед сверлением и необходима для получения качественного результата. Почему важно размечать металл перед сверлением Разметка металла перед сверлением является неотъемлемой частью процесса подготовки к работе. Она позволяет точно определить место сверления, что является ключевым шагом при выполнении любых металлообрабатывающих операций. Во-первых, разметка помогает избежать погрешностей при сверлении и сохранить высокую точность рабочей поверхности. Если металл не размечен, оператор может по ошибке начать сверление в неправильном месте, что может привести к непредсказуемым результатам и повреждению оборудования или самого металла.
 Во-вторых, разметка
облегчает процесс сверления и повышает производительность труда. Благодаря
точной и четкой разметке оператору гораздо проще ориентироваться при сверлении,
а также избегать ненужных перемещений и простоев.
Кроме того, разметка металла является основой для последующих операций
обработки. Например, если необходимо создать отверстия в определенном порядке
или с фиксированным расстоянием между ними, разметка позволит оператору точно
выполнить эти меры и получить необходимый результат. В
целом, правильная разметка металла перед сверлением является важным шагом для
обеспечения точности, эффективности и безопасности процесса металлообработки.
Она позволяет избежать ошибок и повреждений, а также упрощает выполнение
дальнейших операций.
Инструменты для разметки. Перед
сверлением металла необходимо правильно разметить его поверхность, чтобы
отметить места, где будут располагаться отверстия. Для этой задачи существует
ряд специализированных инструментов, которые помогут выполнить разметку
максимально точно и аккуратно.
1. Ручка маркерная – это один из наиболее распространенных инструментов
для разметки металла. Маркерные ручки обладают водостойкими чернилами, которые
хорошо видны на металлической поверхности и не смазываются при сверлении. Они
позволяют делать четкие и контрастные отметки.
2. Центровой автомат – это инструмент, который используется для разметки
центров отверстий. Он позволяет определить точку центра отверстия на металле,
что очень важно при сверлении. Центровые автоматы обычно имеют острые концы и
удобные ручки для удержания.
3. Рейка с отверстиями – это
инструмент, который помогает создать ровные и параллельные отверстия на
металле. Рейка обычно имеет металлическую или пластиковую основу с нанесенными
на нее отверстиями разного диаметра. Это позволяет выбрать нужный диаметр
отверстия и сделать метки на металле.
4. Эксцентрик – это инструмент, который используется для разметки отверстий на
круглых предметах, таких как трубы или штанги. Эксцентрик представляет собой
металлическую пластинку с чертежом отверстия на ней. Ее можно закрепить на
круглом предмете и использовать в качестве направляющей для сверления.
5. Штангенциркуль – это инструмент, который используется для измерения
расстояний и создания точных меток на металле. Штангенциркуль обычно имеет два
подвижных конца, которые позволяют измерять длину и ширину предмета. Он также
может быть использован для разметки параллельных линий на металле.
Выбор инструмента зависит от конкретной задачи и предпочтений мастера. Однако,
правильная разметка является одним из ключевых этапов перед сверлением металла
и помогает получить аккуратный и качественный результат. Поэтому следует
выбирать качественные инструменты и проводить разметку с максимальной точностью
и вниманием.Разметка листовых заготовок
осуществляется с целью указания границ обработки и рационального раскроя листа
для наиболее полного использования металла. Разметка производится на
разметочных столах или плитах. При достаточном масштабе производства
используются прогрессивные методы разметки, например фотопроекционный. Для
контроля длины используются металлические рулетки (ГОСТ 7502-69, 3-й класс) со
следующими отклонениями по шкале: до 1000 мм ±0,4 мм, до 2000 мм ±0,8 мм и до
5000 мм ±2,0 мм.
Во-вторых, разметка
облегчает процесс сверления и повышает производительность труда. Благодаря
точной и четкой разметке оператору гораздо проще ориентироваться при сверлении,
а также избегать ненужных перемещений и простоев.
Кроме того, разметка металла является основой для последующих операций
обработки. Например, если необходимо создать отверстия в определенном порядке
или с фиксированным расстоянием между ними, разметка позволит оператору точно
выполнить эти меры и получить необходимый результат. В
целом, правильная разметка металла перед сверлением является важным шагом для
обеспечения точности, эффективности и безопасности процесса металлообработки.
Она позволяет избежать ошибок и повреждений, а также упрощает выполнение
дальнейших операций.
Инструменты для разметки. Перед
сверлением металла необходимо правильно разметить его поверхность, чтобы
отметить места, где будут располагаться отверстия. Для этой задачи существует
ряд специализированных инструментов, которые помогут выполнить разметку
максимально точно и аккуратно.
1. Ручка маркерная – это один из наиболее распространенных инструментов
для разметки металла. Маркерные ручки обладают водостойкими чернилами, которые
хорошо видны на металлической поверхности и не смазываются при сверлении. Они
позволяют делать четкие и контрастные отметки.
2. Центровой автомат – это инструмент, который используется для разметки
центров отверстий. Он позволяет определить точку центра отверстия на металле,
что очень важно при сверлении. Центровые автоматы обычно имеют острые концы и
удобные ручки для удержания.
3. Рейка с отверстиями – это
инструмент, который помогает создать ровные и параллельные отверстия на
металле. Рейка обычно имеет металлическую или пластиковую основу с нанесенными
на нее отверстиями разного диаметра. Это позволяет выбрать нужный диаметр
отверстия и сделать метки на металле.
4. Эксцентрик – это инструмент, который используется для разметки отверстий на
круглых предметах, таких как трубы или штанги. Эксцентрик представляет собой
металлическую пластинку с чертежом отверстия на ней. Ее можно закрепить на
круглом предмете и использовать в качестве направляющей для сверления.
5. Штангенциркуль – это инструмент, который используется для измерения
расстояний и создания точных меток на металле. Штангенциркуль обычно имеет два
подвижных конца, которые позволяют измерять длину и ширину предмета. Он также
может быть использован для разметки параллельных линий на металле.
Выбор инструмента зависит от конкретной задачи и предпочтений мастера. Однако,
правильная разметка является одним из ключевых этапов перед сверлением металла
и помогает получить аккуратный и качественный результат. Поэтому следует
выбирать качественные инструменты и проводить разметку с максимальной точностью
и вниманием.Разметка листовых заготовок
осуществляется с целью указания границ обработки и рационального раскроя листа
для наиболее полного использования металла. Разметка производится на
разметочных столах или плитах. При достаточном масштабе производства
используются прогрессивные методы разметки, например фотопроекционный. Для
контроля длины используются металлические рулетки (ГОСТ 7502-69, 3-й класс) со
следующими отклонениями по шкале: до 1000 мм ±0,4 мм, до 2000 мм ±0,8 мм и до
5000 мм ±2,0 мм.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.2 Сверление отверстий и нарезание резьбы
Методическое пособие по теме урока: Инструменты и приспособления для нарезания резьбы
Резьбовые соединения очень широко применяют в машиностроении, поэтому инструмент для изготовления резьб является одним из самых распространенных.
Резьбы различают:
по расположению витков — наружные и внутренние;
по направлению винтовой линии — правые и левые;
по форме профиля канавки — треугольные, трапецеидальные, прямоугольные, упорные и специальные;
по направлению образующей — цилиндрические и конические;
по системе размеров — метрические и дюймовые.
В зависимости от размеров резьбы, типа производства и конструкции деталей используют разные виды резьборежущего инструмента:
резьбовые резцы (стержневые и фасонные однониточные и многониточные);
метчики (ручные, машинные, гаечные, станочные, инструментальные, маточные и т.д.);
круглые плашки;
резьбонарезные головки;
резьбовые фрезы.
Инструмент для нарезания резьбы
Осевой многолезвийный инструмент для образования и обработки внутренней резьбы называется метчиком, наружной — плашкой.
Ручные метчики применяют для нарезания внутренней резьбы.
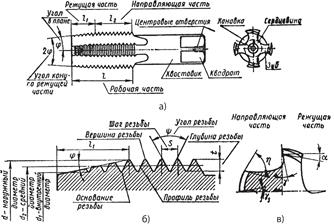 Рабочая
часть метчика длиной f разделяется на режущую (заборную) и направляющую
(калибрующую) части длинами соответственно l1 и l2 (рис. 1, а). Резцы
режущей части имеют главные кромки, расположенные на конической поверхности, и
вспомогательные кромки, являющиеся частью резьбового профиля (рис. 1, б).
Направляющая часть служит для направления метчика и самоподачи путем
ввинчивания, а также является резервом при переточках. Угол конуса режущей
части зависит от угла в плане φ, который назначается равным 5° — для
ручных, 3°30′ — для гаечных и 6°30′ — для машинных метчиков.
Направляющая часть имеет обратную конусность для уменьшения трения и устранения
опасного заклинивания метчика в отверстии.
Рабочая
часть метчика длиной f разделяется на режущую (заборную) и направляющую
(калибрующую) части длинами соответственно l1 и l2 (рис. 1, а). Резцы
режущей части имеют главные кромки, расположенные на конической поверхности, и
вспомогательные кромки, являющиеся частью резьбового профиля (рис. 1, б).
Направляющая часть служит для направления метчика и самоподачи путем
ввинчивания, а также является резервом при переточках. Угол конуса режущей
части зависит от угла в плане φ, который назначается равным 5° — для
ручных, 3°30′ — для гаечных и 6°30′ — для машинных метчиков.
Направляющая часть имеет обратную конусность для уменьшения трения и устранения
опасного заклинивания метчика в отверстии.
Длину заборной части метчика принимают для чернового метчика равной 45 S, для среднего — 2,55 S и для чистового — (1,5–2,0) S, где S — шаг нарезаемой резьбы. Машинные метчики изготовляют с коротким заборным конусом, равным (1,5–2) S.
Передние углы метчиков выбирают в зависимости от обрабатываемого материала по следующим данным:
· для стали мягкой γ = 12–15°;
· стали средней твердости γ = 8–10°;
· стали твердой γ = 5°;
· чугуна и бронзы γ = 0–5°;
· легких сплавов γ = 25–30° (рис. 1, в).
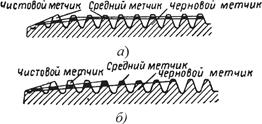 Хвостовая часть
метчика предназначена для закрепления его в воротке или патроне и для передачи
крутящего момента.
Ручные метчики
выпускаются комплектами. В комплект входят три метчика, которые делят по
назначению на черновой, средний и чистовой. Черновой нарезает резьбу, снимая
при этом до 60% металла; средний дает более точную резьбу, снимая до 30%
металла; третий (чистовой) метчик производит окончательное нарезание и
калибровку резьбы, снимая до 10% металла.
Для нарезания трубных и мелких метрических резьб
используют комплект из двух метчиков.
Метчики
в комплекте отличаются друг от друга профилем резьбы и длиной заборной части.
По конструкции режущей части различают два типа метчиков — цилиндрические и
конические (рис. 2; а, б).
Рис. 2. Образование
режущей поверхности в комплекте метчиков: а — цилиндрической
конструкции, б — конической конструкции
Хвостовая часть
метчика предназначена для закрепления его в воротке или патроне и для передачи
крутящего момента.
Ручные метчики
выпускаются комплектами. В комплект входят три метчика, которые делят по
назначению на черновой, средний и чистовой. Черновой нарезает резьбу, снимая
при этом до 60% металла; средний дает более точную резьбу, снимая до 30%
металла; третий (чистовой) метчик производит окончательное нарезание и
калибровку резьбы, снимая до 10% металла.
Для нарезания трубных и мелких метрических резьб
используют комплект из двух метчиков.
Метчики
в комплекте отличаются друг от друга профилем резьбы и длиной заборной части.
По конструкции режущей части различают два типа метчиков — цилиндрические и
конические (рис. 2; а, б).
Рис. 2. Образование
режущей поверхности в комплекте метчиков: а — цилиндрической
конструкции, б — конической конструкции
При цилиндрической конструкции метчиков все три инструмента комплекта имеют разные диаметры. У чистового метчика полный профиль резьбы. Диаметр среднего метчика меньше нормального на 0,6 глубины нарезки, а диаметр чернового меньше диаметра резьбы на полную глубину нарезки.
Длину заборной части, учитывая распределение работы по нарезанию резьбы между тремя метчиками комплекта, устанавливают в соотношении 4:2:1. Таким образом, у чернового метчика длина заборной части равна 6–7 ниткам, у среднего — 3– 3,5 и у чистового — 1,5–2 ниткам. Цилиндрическая конструкция метчика обеспечивает срезание вершинами зубьев стружки в виде широких площадок. При конической конструкции метчиков все три инструмента комплекта имеют одинаковый диаметр и полный профиль резьбы с различной длиной заборных частей. Резьба в пределах заборной части делается конической и дополнительно срезается по вершинам зубьев на конус. У конических метчиков заборная часть равна: у чернового метчика – всей длине рабочей части, у среднего – половине этой длины, у чистового – двум ниткам. Конические метчики применяются обычно при нарезании сквозных отверстий. Глухие отверстия нарезаются цилиндрическими метчиками. Задняя (затылочная) поверхность (рис. 1, в) режущих зубьев затылуется по спирали, что позволяет сохранять постоянный профиль зубьев после их переточек. Воротки и клуппы. Нарезание резьбы ручными метчиками осуществляется с помощью воротков, которые надеваются на квадратные концы хвостовиков.

Рис. 3. Двухсторонний вороток: а, а1, а2 — отверстия под хвостовики метчиков
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.2 Сверление отверстий и нарезание резьбы
Методическое пособие по теме урока: Резьбовые соединения
1. Общие сведения
Резьбовые соединения – это разъемные соединения деталей с помощью резьбы или резьбовых крепежных деталей – винтов, болтов, шпилек, гаек.
Резьба образуется путем нанесения на поверхность деталей винтовых канавок с сечением согласно профилю резьбы. Образованные таким образом выступы носят название витков.
При сборке и разборке резьбового соединения крепежные винты поворачивают или удерживают от поворота соответствующим инструментом (ключом, отверткой) или непосредственно рукой за головку винта.
Болт – крепежная деталь в виде стержня с головкой и резьбой, на которую навинчивают крепежную гайку
Гайка – это деталь с резьбовым отверстием, навинчиваемая на винт и имеющая форму, приспособленную для захвата ключом или рукой.
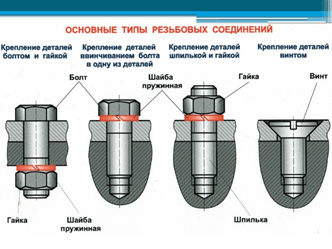 Достоинства
резьбовых соединений:
Достоинства
резьбовых соединений:
возможность создания больших осевых сил благодаря клиновому действию резьбы;
возможность фиксирования зажима в любом положении благодаря самоторможению;
небольшие габариты и простота изготовления; надежность и удобство сборки и разборки;
возможность точной установки соединяемых деталей и любой степени затяжки крепежными деталями.
Недостаток – наличие концентратов напряжения, понижающих их прочность.
2.Основные параметры резьбы
Косновным параметрам резьбы относятся
диаметр резьбы (винта и гайки): наружный d, D; средний d2, D2;
внутренний d1, D1;
профиль резьбы – это профиль выступа и канавки резьбы в плоскости ее осевого сечения;
угол профиля α – угол между смежными боковыми сторонами резьбы осевого смещения;
рабочая высота профиля h, по которой соприкасаются витки винта и гайки;
Детали в машинах, механизмах, приборах, а также аппаратах и сооружениях каким-либо образом соединены друг с другом. Данные соединения выполняют различные функции, и разделяются, в первую очередь, на два типа: подвижные и неподвижные.
Соединение неподвижное — соединение деталей, обеспечивающее неизменность их взаимного положения при работе. Например, сварные, соединения с помощью крепежных изделий и др. Соединение подвижное — соединение, при котором детали имеют возможность относительного перемещения в рабочем состоянии. Например, зубчатое соединение.
Неподвижные и подвижные соединения, в свою очередь, подразделяются на разъемные и неразъемные в зависимости от возможности демонтажа соединения.
Соединение неразъемное — соединение, которое нельзя разъединить без нарушения формы деталей или их соединяющего элемента. Например, соединение сварное, паяное, заклепочное и др.
Соединение разъемное — соединение, которое можно многократно разъединять и соединять, не деформируя при этом ни соединяемые, ни крепежные детали. Например, резьбовое соединение болтом, винтом, клиновое, шпоночное, зубчатое, и др.
Данная статья посвящена обзору резьбовых соединений, с разнообразием которых приходится довольно часто сталкиваться в повседневной жизни.
Резьбовое соединение — соединение деталей при помощи резьбы. Все знают, что такое резьба, все ее видели. Многим так же известно, что резьбы отличаются между собой, так как они имеют разные размеры, шаг и так далее. Однако не многие представляют, чем это регламентировано, а также что существует не только привычная для нас метрическая резьба цилиндрической формы, но и многие другие ее виды.
 1. Понятие резьбы
1. Понятие резьбы
По назначению резьбы делятся на крепежные (в неподвижном соединении) и ходовые или кинематические (в подвижном соединении). Часто крепежные резьбы несут в себе вторую функцию — уплотнения резьбового соединения, обеспечения его герметичности, такие резьбы называются крепежно-уплотнительными. Еще существуют специальные резьбы, которые имеют специальное назначение.
В зависимости от формы поверхности, по которой нарезается резьба, она может быть цилиндрической или конической.
В зависимости от расположения поверхности резьба может быть наружной (нарезанная на стержне) или внутренней (нарезанная в отверстии).
В зависимости от формы профиля различают резьбу треугольную, трапециевидную, прямоугольную, круглую, специальную.
Треугольная резьба подразделяется на метрическую, трубную, коническую дюймовую, трапециевидная резьба — на трапецеидальную, упорную, упорную усиленную.
По величине шага различают резьбу крупную, мелкую и специальную.
По числу заходов резьбы делятся на однозаходные и многозаходные.
Профили резьбы характеризуются следующими особенностями:
• метрическая резьба имеет профиль в виде равностороннего треугольника с углом при вершине 60°. Выступы и впадины резьбы притуплены (ГОСТ 9150-2002).
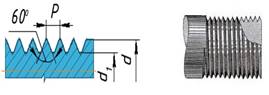 Метрическая резьба
бывает цилиндрической и конической.
Метрическая резьба
бывает цилиндрической и конической.
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.2 Сверление отверстий и нарезание резьбы
Методическое пособие по теме урока: Практическая работа № 4 Выполнить нарезание наружной резьбы плашкой и клуппом
Нарезание резьб. Нарезание наружной резьбы
Инструмент. Наружную резьбу нарезают плашками вручную и на станках
В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Круглые плашки (лерки) изготовляют цельными и разрезными.
Цельная плашка представляет собой стальную . закаленную гайку, в которой через резьбу 1 прорезаны сквозные продольные отверстия, образующие режущие кромки и служащие для выхода стружки. С обеих сторон плашки имеются заборные части 2 длиной 1'/г...2 нитки. Эти плашки применяют при нарезании резьбы диаметром До 52 мм за один рабочий ход.
Диаметры цельных круглых плашек предусмотрены стандартом: для метрической резьбы - от 1 до 76 мм, для дюймовой - от 1/ i трубной — от '/в До 1V* " •
Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке.
Разрезные плашки в отличие от цельных имеют прорезь (0,5...1,5 мм), позволяющую регулировать диаметр резьбы в пределах 0,1...0,25 мм. Вследствие пониженной жесткости нарезаемая этими плашками резьба имеет недостаточно точный профиль.
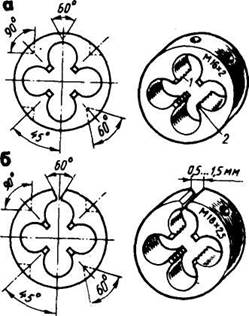 Процесс нарезания резьбы. При нарезании резьбы
плащкой надо иметь в виду, что в процессе образования профиля резьбу металл
изделия, особенно сталь, медь и др., "тянется", диаметр стержня,
увеличивается. Вследствие этого усиливается давление на поверхность плашки, что
приводит к ее нагреву и прилипанию частиц металла, поэтому резьба получается
рваной.
Процесс нарезания резьбы. При нарезании резьбы
плащкой надо иметь в виду, что в процессе образования профиля резьбу металл
изделия, особенно сталь, медь и др., "тянется", диаметр стержня,
увеличивается. Вследствие этого усиливается давление на поверхность плашки, что
приводит к ее нагреву и прилипанию частиц металла, поэтому резьба получается
рваной.
При выборе диаметра стержня под наружную резьбу следует руководствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу. Хорошее качество резьбы можно получить в том случае, если диаметр стержня меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет значительно меньше требуемого, то резьба получится неполной; если же диаметр стержня будет больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время нарезания зубья плашки вследствие перегрузки могут сломаться.
При нарезании резьбы плашкой вручную стержень закрепляют в тисках так, чтобы его конец, выступающий над уровнем губок, был на 20..25 мм больше длины нарезаемой части . Для обеспечения врезания на верхнем конце стержня снимают фаску.
 Прием
нарезания резьбы плашкой.
Затем на стержень накладывают закрепленную в клупп плашку и с небольшим нажимом
вращают клупп так, чтобы плашка врезалась примерно на одну-две нитки. После
этого нарезаемую часть стержня смазывают маслом и вращают клупп с равномерным
давлением на обе рукоятки так, как при нарезании метчиком, т.е. один-два
оборота вправо и пол-оборота влево.
Для предупреждения брака и поломки зубьев плашки необходим" следить за
перпендикулярным положением- плашки по отношению к стержню: плашка должна
врезаться в стержень без перекоса.
Нарезанную наружную резьбу проверяют резьбовыми микрометрами или резьбовыми
калибрами-кольцами и резьбовыми шаблонами.
Прием
нарезания резьбы плашкой.
Затем на стержень накладывают закрепленную в клупп плашку и с небольшим нажимом
вращают клупп так, чтобы плашка врезалась примерно на одну-две нитки. После
этого нарезаемую часть стержня смазывают маслом и вращают клупп с равномерным
давлением на обе рукоятки так, как при нарезании метчиком, т.е. один-два
оборота вправо и пол-оборота влево.
Для предупреждения брака и поломки зубьев плашки необходим" следить за
перпендикулярным положением- плашки по отношению к стержню: плашка должна
врезаться в стержень без перекоса.
Нарезанную наружную резьбу проверяют резьбовыми микрометрами или резьбовыми
калибрами-кольцами и резьбовыми шаблонами.
Плашками вручную нарезают резьбу по 8...9-му квалитетам. Нарезание резьбы клуппами проводят в следующем порядке. Устанавливают в клупп плашки и раздвигают их на размер несколько больший, чем диаметр нарезаемой заготовки. Зажимают заготовку в тисках в вертикальном положении и запиливают на торце ласку; надевают клупп на стержень заготовки и плотно сдвигают плаш.
Клупп с плашками, смазанными смешанным или осерненным маслом, поворачивают на 1... 1 1/2 оборота по часовой стрелке, затем на 1/4 ...1./2 оборота обратно. Нарезав резьбу, клупп перемещают, вращая его в обратную сторону для схода на конец стержня; затем поджимают плашку винтом и проходят резьбу вторично.
Проверяя резьбу калибром или гайкой (в крайнем случае), повторяют нарезание до получения резьбы нужного размера. По окончании работы плашки вынимают из клуппа, очищают от стружки, тщательно протирают и смазывают маслом.
Прогрессивные способы нарезания и законтривания резьбы. Многие детали машин (тракторов, автомобилей, металлорежущих и других станков) соединяют с помощью резьбовых соединений. Трудоемкость процесса нарезания резьбы уменьшают различными способами.
Находят применение закаленные самовыдавливающие винты, которыми через пробитые отверстия соединяют листовые детали.
На Волжском автомобильном заводе широко применяют закаленные самонарезающиеся винты для чугунных и стальных деталей. Винты при вращении с подачей выдавливают резьбовые канавки.
На этом же заводе применяют самоконтрящие резьбовые соединения - шестигранную головку, имеющую выточки на нижнем торце, а на верхнем — лунки и радиальные канавки, и болты с зубчатым буртиком. Их использование значительно сокращает трудоемкость сборочных работ.
Для предотвращения отвинчивания болтов применяют клеи (анаэробные смолы) типа ТЕН-3, которые рекомендуются для стопорения соединений, работающих в условиях вибрационной нагрузки.
 Клуппы
по форме напоминают плашку, только, у них есть еще дополнительные элементы:
планшайбы, прижимные кольца и прижимные болты. В них заготовка фиксируется
очень надежно, и удается добиться высокоточной резьбы. Эти инструменты используются
для нарезания дюймовой резьбы на водопроводных трубах.
Клуппы
по форме напоминают плашку, только, у них есть еще дополнительные элементы:
планшайбы, прижимные кольца и прижимные болты. В них заготовка фиксируется
очень надежно, и удается добиться высокоточной резьбы. Эти инструменты используются
для нарезания дюймовой резьбы на водопроводных трубах.
Чтобы нарезать резьбу плашкой или клуппом, нужно закрепить инструмент в специальном держателе. Затем он центрируется на заготовке и наворачивается на нее, вращение создается за счет вращения рукояти держателя. Первые режущие кромки нарезают «черновую» резьбу, а остальные уже доводят ее до чистовой. Наворачивание должно быть плавным, без резких движений и излишних усилий, тогда витки резьбы будут аккуратными.
Трубный клупп – компактный инструмент, предназначенный для формирования внешней резьбы на трубах. Изделие отличается удобством эксплуатации и простой конструкцией, посредством которой удается в короткие сроки и качественно нарезать элемент вручную.
Клупп представляет собой упрощенный вариант плашки, конструкция которого не содержит дорогих элементов, за счет чего изделие считается доступным для домашнего использования.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.3 Способы соединения труб, чугунных труб. Ревизия, притирка, испытание арматуры
Сварное соединение труб
Резьбовой способ соединения стальных труб
Фланцевое соединение
Соединение труб с помощью муфты и контргайки
Безопасная работа трубопроводной системы зависит от качественного соединения всех ее элементов: труб, компенсаторов, арматуры и измерительных устройств. В зависимости от назначения и эксплуатационных условий, выбирают наиболее подходящий способ монтажа.
Все виды соединений труб можно разделить на две основные группы:
Разъемные;
Неразъемные.
Возможность разобрать часть трубопровода и заменить детали важна в местах разводки, где устанавливают большое число фитингов, фланцев, измерительной и регулирующей аппаратуры. С помощью разъемных соединений к трубопроводам подключают теплообменники, котлы, промышленные установки. В системах ХВС и ГВС широко применяют такую стыковку. Это снижает расходы на монтаж и обслуживание сетей.
 Сварные
конструкции относят к неразъемным. Этот способ соединения зарекомендовал себя
благодаря низкой металлоемкости, малому гидравлическому сопротивлению,
надежности в системах с повышенным давлением и транспортировке агрессивных
сред.
Сварные
конструкции относят к неразъемным. Этот способ соединения зарекомендовал себя
благодаря низкой металлоемкости, малому гидравлическому сопротивлению,
надежности в системах с повышенным давлением и транспортировке агрессивных
сред.
Сварное соединение труб
С помощью сварки можно соединить детали трубопровода под любым углом, создать монолитную конструкцию, в которой все элементы неразрывно связаны на молекулярном уровне. Сегодня технологии развиваются в двух направлениях:
Сварка плавлением: все виды электродуговой, газовой и электросварки;
Сварка давлением: контактная, ультразвуковая. плазменная и др.
При монтаже протяженных трубопроводных линий требуется привлечение больших трудовых ресурсов и оборудования. Наибольшее распространение получила электродуговая сварка на постоянном и переменном токе. В зависимости от сложности поставленной задачи применяют следующие виды:
Без защиты: простым или стабилизирующим электродом;
Со шлаковой защитой: под флюсом, для оцинкованных труб;
Со шлагазовой защитой;
В среде защитных газов: для предотвращения окисления при нагреве;
Комбинированные методы.
Резьбовой способ соединения стальных труб
Для установки труб и арматуры с резьбой не требуется дополнительных инструментов. Этот метод эффективен в следующих случаях:
Для организации инженерных систем внутри помещений;
Для секций малого диаметра;
Для коммунальных сетей водоснабжения и теплоснабжения;
В трубопроводах с давлением до 1,6 МПа.
Шаг нарезки: расстояние между одноименными точками;
 Глубина
канавок: разница диаметров;
Глубина
канавок: разница диаметров;
Направление: правое или левое
Для элементов трубопровода применяют требования стандарта ГОСТ 6357-81, в котором установлены размеры, допуски и классы точности. Для обеспечения герметичности резьбовых соединений используют уплотнители, способные выдерживать температуру среды: сантехническую льняную или асбестовую прядь, специальные пасты.
Главным недостатком способа является повышенное давление на первый виток резьбы (на него приходится до 50% нагрузок).
Кроме этого: быстрый износ при частых разборках, способность к самоотвинчиванию при вибрационных воздействиях.
Фланцевое соединение
 Фланцы используют
для соединения сегментов, арматуры, аппаратуры. Один комплект включает в себя 2
ответных фланца, уплотнители и детали крепежа: гайки со шпильками или болтами.
Способ монтажа зависит от конструктивных особенностей.
Фланцы используют
для соединения сегментов, арматуры, аппаратуры. Один комплект включает в себя 2
ответных фланца, уплотнители и детали крепежа: гайки со шпильками или болтами.
Способ монтажа зависит от конструктивных особенностей.
Виды фланцев:
По способу крепления:
Соединение труб с помощью муфты и контргайки
 Это
один из самых простых способов соединения двух неподвижных стальных труб:
воспользоваться им может любой человек, не обладающий знаниями и навыками.
Деталь называется сгон и представляет собой отрезок трубы, на один конец
которой нанесена длинная резьба, а на другой — короткая. В комплекте
поставляются муфта и гайка.
Это
один из самых простых способов соединения двух неподвижных стальных труб:
воспользоваться им может любой человек, не обладающий знаниями и навыками.
Деталь называется сгон и представляет собой отрезок трубы, на один конец
которой нанесена длинная резьба, а на другой — короткая. В комплекте
поставляются муфта и гайка.
Процесс монтажа: Участок с короткой резьбой обрабатывают льном и пастой, вкручивают в трубопровод; На свободный конец сгона навинчивают контргайку и муфту; Участок с длинной резьбой обматывают льном, наносят пасту и совмещают с трубопроводом; Накручивают муфту на трубу и фиксируют ее положение гайкой с помощью разводного ключа.
Обычно их устанавливают в местах течей, что позволяет избежать сложного ремонта. После этого участок становится разборным, что облегчает дальнейшее обслуживание. Метод нельзя применять в системах высокого давления и при транспортировке агрессивных сред.
Сгоны очень надежны, срок их службы достигает 50 лет.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.3 Способы соединения труб, чугунных труб. Ревизия, притирка, испытание арматуры
Методическое пособие по теме урока: Раструбные соединения
Раструбный способ соединения.
Раструб — это монтажное расширение, предназначенное для создания надежного соединения. Принцип основан на том, что в трубу большего диаметра вставляют конец трубы, имеющей меньшее сечение. Герметизируют соединение путем использования уплотнителя, помещаемого в раструб или склеивания составом, устойчивым к воде. Раструбные стыки чугунных труб уплотняют: тремя витками просмоленной пряди с последующей заделкой цементно-песчаной или асбесто-цементной смесью; резиновыми кольцами или самоуплотняющимися манжетами, а в аварийных ситуациях — свинцом.
Перед стыковкой трубы осматривают, очищают от грязи, наплавов металла и остатков формовочной массы в раструбах и на гладких концах труб и выявляют трещины, при обнаружении которых трубы отбраковывают.
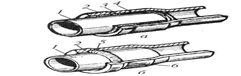 Стыкуют
раструбные трубы, вдвигая гладкий конец укладываемой трубы в раструб уложенной;
затем трубы центруют. Собранный стык закрепляют четырьмя — шестью деревянными
или металлическими клиньями
Стыкуют
раструбные трубы, вдвигая гладкий конец укладываемой трубы в раструб уложенной;
затем трубы центруют. Собранный стык закрепляют четырьмя — шестью деревянными
или металлическими клиньями
После этого стык законопачивают тремя последовательно вводимыми жгутами белой, а затем просмоленной пряди. Вначале жгуты уплотняют ручной конопаткой и молотком, а затем, после удаления клиньев, пневматическим рубильно-чеканочным молотком Оставшуюся незаполненной кольцевую раструбную щель зачеканивают цементно-песчаной или асбестоце-ментной смесью, увлажняемой перед употреблением 10... 12 % воды без перерыва до полного заполнения раструба. Готовый стык покрывают увлажненной рогожей или мешковиной на 72 ч.
Свинец для заделки стыков используют горячим (расплавленным) или холодным (в виде полос, лент или свинцовой шерсти). Расплавленный свинец заливают в литник — воронку, образуемую после укладки впритык к торцу раструба пенькового или асбестового жгута, смазанного глиной, или металлической кольцевой обоймы. Для выхода газа и паров рядом с литником в глиняной обмаЗке прокалывают отверстие диаметром 5...6 мм. После остывания свинца в стыке жгут с обмазкой снимают и зачеканивают свинец в раструбе электрическим или пневматическим рубиль-но-чеканочным молотком.
При уплотнении резиновыми манжетами или кольцами пряди не применяют. После подготовки труб к сборке сначала в раструб ранее уложенной трубы вводят резиновый самоуплотняющийся манжет (за счет отверстий в нем, которые позволяют расширяться манжету под рабочим давлением воды), слегка смазанный солидоло-графитовой смазкой, и совмещают его с профилем раструба Затем с помощью сборочного приспособления вводят в раструб гладкий конец укладываемой трубы.
Стыки чугунных раструбных труб диаметром до 600 мм на таких уплотнителях собирают механизированным способом с помощью гидродомкратной установки.
Раструбы керамических труб конопатят просмоленной пеньковой прядью и заделывают асфальтовой мастикой или цементно-песчаной смесью. Соединяют керамические трубы коническими кольцами из битумно-асфальтовых мастик наносимых при заготовке труб в цехах трубозаготовительных заводов. При монтаже поверхности колец обильно смачивают растворителем (бензином, бензолом) и соединяют трубы.
Керамические трубы, доставляемые на трассу и укладываемые в траншею
Бетонные и железобетонные раструбные трубы соединяют на просмоленной пряди с заделкой цементно-песчаным или асбестоцементным раствором (рис.
XII.5, к), по той же технологии, что и керамические. Железобетонные раструбные напорные трубы изготовляют с предварительно напряженной кольцевой арматурой (рис. XII.5, л).
Уплотняют стыки этих труб резиновыми кольцами, которые удерживаются в раструбе благодаря наличию специального буртика-упора на гладком конце трубы. Трубу вводят в раструб ранее уложенной, надевают натяжное устройство (рис. XI 1.5, м) и вдвигают ее в раструб так, чтобы не было перекоса и соблюдался зазор между торцами 15... ...20 мм.
Раструбные пластмассовые трубы собирают на клею или резиновых кольцах, уплотняемых специальной мастикой.
Подготовка винипластовых труб к соединению на клею, кроме обычных операций, включает еще образование раструба (эти трубы поставляются промышленностью без раструбов, с гладкими концами). Концы трубы нагревают горячим воздухом до пластичного состояния (примерно до 180 °С) и калибруют на оправке. Соприкасающиеся поверхности стыкуемых труб предварительно зачищают, обтирают метиленхлоридом и после просыхания покрывают тонким слоем клея, который готовят из перхлор-виниловой смолы, растворенной в ди-хлорэтиле. Через 15...20 мин трубы соединяют.
![]() Рис..
Устройство раструбных соединений труб:
Рис..
Устройство раструбных соединений труб:
чугунных: а — конопатка и сборка стыка; б — зачеканка стыка; в — стык с самоуплотняющимися резиновыми кольцами; г— последовательность операций ручного уплотнения резиновыми кольцами; д— то же, гидравлическим приспособлением; керамических: е — асфальтовой мастикой и стальным кольцом; ж — то же, мастичными кольцами; железобетонных напорных: и — с предварительно напряженной арматурой, уплотняемых резиновым кольцом; л — то же, с металлическим стальным цилиндром; железобетонных безнапорных: к — асбестоцементной смесью; м — ручное приспособление для сборки железобетонных труб; / — пристыковываемая труба; 2 — клинья; 3 — пространство для асбестоцементной смеси; 4 — жгуты просмоленной пряди; 5 — уложенная труба; 6 — кольцевой зазор; 7 — щуп для проверки зазора; 8 — пневматический молоток с конопаткой (чеканкой); 9 — резиновый манжет с отверстиями (резиновые кольца); 10 — чеканка; // — конопатка; 12 — шланги гидросистемы; 13 — крюк с блоком крана; 14 — траверса с подвесками; 15 — хомуты; 16 — клещи; 11 — тяги; 18 — канаты; 19 — упорный диск (наголовник); 20 — гидродомкрат; 21 — площадка; 22— обойма; 23 — стальное кольцо с литником; 24 — мастика; 25 — мастичные ..кольца; ','26 — напряженная арматура; 27 — асбестоцементное уплотнение; 28 — стальной цилиндр
звеньями из двух — пяти труб, соединяют на цементнопесчаном или асбесто-цементном растворе (жесткое соединение).
Раструб – воронкообразное расширение на одном конце канализационной трубы. Благодаря этому расширению можно правильно и быстро выполнить монтаж труб. Как правило, раструбное соединение используется на трубах из:
чугуна;
поливинилхлорида;
керамики;
стали.
У асбестоцементных и бетонных труб такое соединение тоже иногда используется, но довольно редко. Суть монтажа состоит в том, что один конец трубопровода просто вставляется в воронкообразное расширение на конце соседней трубы. Чтобы соединение было герметичным, используются дополнительные методы гидроизоляции места стыковки. Выбор того или иного метода зависит от материала, из которого сделаны трубы.
Важно: такой способ стыковки труб используется при монтаже как наружных, так и внутренних сетей канализации.
Что касается керамических и чугунных труб, то для соединения раструбных элементов в единую систему используется один из двух способов:
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.3 Способы соединения труб, чугунных труб. Ревизия, притирка, испытание арматуры
Методическое пособие по теме урока: Сортамент труб, фитингов, фасонных частей, арматуры и средства крепления
Сортамент труб стальных по ГОСТу 10704
Сортамент представляет собой совокупность разнообразных прокатных профилей, что отличаются между собой по размерам и форме, составу продукции, по маркам и некоторым другим параметрам. Отечественный рынок представлен огромным разнообразием самых различных марок и моделей, куда входит не только проволока, профнастил, черный и цветной металл, но и трубы.
![]() Сортамент
труб стальных подразумевает изделия, что отличаются по форме сечения — они
бывают овальные, круглые, каплевидные, прямоугольные и квадратные. Также
отличаются они методом обработки поверхности и в соответствии с данным
основанием они делятся на полированные, обточенные и шлифованные.
Сортамент
труб стальных подразумевает изделия, что отличаются по форме сечения — они
бывают овальные, круглые, каплевидные, прямоугольные и квадратные. Также
отличаются они методом обработки поверхности и в соответствии с данным
основанием они делятся на полированные, обточенные и шлифованные.
В зависимости от назначения они бывают общего и целевого назначения, то есть для геологоразведки, бурения, для нужд химической промышленности, также есть виды котельные, подшипниковые, нержавеющие, насосно-компрессорные и другие.
В зависимости от покрытия выпускаются модели с металлическим и неметаллическим покрытием. Как видите, сортамент стальных труб весьма широк. Любые вариации вы найдёте у нас по ценам ниже, чем в среднем по региону, так как в своей деятельности мы не привлекаем посредников. Выбирая любые вариации, вы можете быть уверены, что они точные, надежные, полностью соответствуют ГОСТам. Соответствие ГОСТам подтверждают документы на каждую партию.
Для удобства выбора вся продукция представлена в каталоге, там же вы можете посмотреть и прайс лист. Кроме того, модели отличаются в зависимости от диаметра наружной поверхности, в зависимости от толщины стенок и длины. Самая распространенная длина составляет от 4 до 13 метров.
Трубопроводы обеспечивают выполнение бытовых и производственных нужд населения. Однако для их создания потребуется использование только проверенных и качественных креплений. Чтобы не проиграть в выборе, большинство специалистов стараются изучить полный сортамент фитингов.
![]() Преимущества
и недостатки стальных деталей Трубы из стали отличаются множеством достоинств:
Широкий диапазон эксплуатационных температур. Прочностные характеристики металл
утрачивает при температурах выше 500°, таким образом, значения в 100° и даже в
200° труба выдерживает без проблем. При этом в таком режиме трубопровод может
эксплуатироваться годами. Доступность материала. Стандартные изделия из
конструкционной стали, а так же трубы, изготовленные из нержавеющей стали,
можно приобрести практически везде. Высокая прочность и сопротивляемость
продольным и поперечным нагрузкам. Максимальное давление для магистралей из
стали может измеряться десятками атмосфер. Корме того фитинги и трубы крайне сложно
повредить. Трубопровод из стали очень прочен и надежен, однако он не лишен и
недостатков. Так детали из стали прогреваются очень быстро. Это очень хорошо
для отопительных систем и плохо для транспортировки жидкостных и газовых сред,
которая должна осуществляться в режиме стабилизированной температуры. В
последнем случае носитель довольно быстро остывает, труба остывает еще быстрее.
При отрицательных температурах деталь может лопнуть, не справившись с
расширением остывающей жидкости. Чтобы предотвратить это явление трубы из стали
обычно защищают с помощью систем подогрева или накрывают утеплителем. Также,
без защиты сталь покрывается тонким слоем ржавчины уже через несколько часов
эксплуатации. Это не страшно для ее прочности, но качество транспортируемой
воды ухудшается. Ее невозможно использовать в качестве питьевой, кроме того
возрастает риск образования илистых отложений, которые легко накладываются на
рыхлую ржавчину. Эксплуатационные характеристики изделия необратимо ухудшаются.
Для предотвращения этих неприятных явлений требуется специальная защита.
Преимущества
и недостатки стальных деталей Трубы из стали отличаются множеством достоинств:
Широкий диапазон эксплуатационных температур. Прочностные характеристики металл
утрачивает при температурах выше 500°, таким образом, значения в 100° и даже в
200° труба выдерживает без проблем. При этом в таком режиме трубопровод может
эксплуатироваться годами. Доступность материала. Стандартные изделия из
конструкционной стали, а так же трубы, изготовленные из нержавеющей стали,
можно приобрести практически везде. Высокая прочность и сопротивляемость
продольным и поперечным нагрузкам. Максимальное давление для магистралей из
стали может измеряться десятками атмосфер. Корме того фитинги и трубы крайне сложно
повредить. Трубопровод из стали очень прочен и надежен, однако он не лишен и
недостатков. Так детали из стали прогреваются очень быстро. Это очень хорошо
для отопительных систем и плохо для транспортировки жидкостных и газовых сред,
которая должна осуществляться в режиме стабилизированной температуры. В
последнем случае носитель довольно быстро остывает, труба остывает еще быстрее.
При отрицательных температурах деталь может лопнуть, не справившись с
расширением остывающей жидкости. Чтобы предотвратить это явление трубы из стали
обычно защищают с помощью систем подогрева или накрывают утеплителем. Также,
без защиты сталь покрывается тонким слоем ржавчины уже через несколько часов
эксплуатации. Это не страшно для ее прочности, но качество транспортируемой
воды ухудшается. Ее невозможно использовать в качестве питьевой, кроме того
возрастает риск образования илистых отложений, которые легко накладываются на
рыхлую ржавчину. Эксплуатационные характеристики изделия необратимо ухудшаются.
Для предотвращения этих неприятных явлений требуется специальная защита.
![]() Виды
и классификация фитингов Для сборки трубопроводов различных конфигураций
используются фитинги. Они надежны, конструктивно просты и не создают
дополнительных проблем в эксплуатации. В продаже можно найти детали,
позволяющие работать с трубами различных диаметров: от 16 и до 110 мм. Нужно
помнить, что: Элементы диаметром от 16 и до 63 мм могут использоваться только
для систем, предельное давление в которых – 16 атм. Детали размером от 75 и до
110 мм предназначены для конструкций, максимальное давление в которых не
превышает 10 атм. Фитинги при необходимости позволяют соединять детали,
выполненные из разных материалов, но с аналогичной резьбой, а так же
конструкции с различными диаметрами.
Виды
и классификация фитингов Для сборки трубопроводов различных конфигураций
используются фитинги. Они надежны, конструктивно просты и не создают
дополнительных проблем в эксплуатации. В продаже можно найти детали,
позволяющие работать с трубами различных диаметров: от 16 и до 110 мм. Нужно
помнить, что: Элементы диаметром от 16 и до 63 мм могут использоваться только
для систем, предельное давление в которых – 16 атм. Детали размером от 75 и до
110 мм предназначены для конструкций, максимальное давление в которых не
превышает 10 атм. Фитинги при необходимости позволяют соединять детали,
выполненные из разных материалов, но с аналогичной резьбой, а так же
конструкции с различными диаметрами.
Назначение соединительных элементов для труб из стали указывается в маркировке деталей. Различают несколько типов фитингов: Крестовины. Предназначены для выполнения разветвления четырех труб. Отличаются наличием расположенных под углом друг к другу четырех выходов. Чаще всего они располагаются под прямым углом друг к другу. Угольники. Используются для изменения направления магистрали в горизонтальной или же вертикальной плоскости. Угол уклона варьируется от 45° и до 90°. Тройники. Деталь аналогична крестовине, но имеет только три выхода. Выпускаются модели для деталей с равнозначными, а так же для изделий с разными диаметрами. Муфты. Соединительные элементы, предназначенные для монтажа прямых участков магистралей. Выпускаются изделия с равнозначными выходами, а так же с различающимися по диаметру патрубками. Существует две классификации деталей. Одна из них основывается на габаритах труб и предполагает деление сортамента изделий на множество типоразмеров. Вторая предполагает выделение нескольких типов по способу монтажа соединительных элементов.
![]() Фитинги
под монтаж на сварку Отличительной особенностью таких элементов является
наличие хотя бы одного «чистого» торца, на котором нет ни резьбы, ни каких-либо
других креплений. Он предназначен для нанесения сварного шва. Для закрепления
элемента выполняются следующие операции: Детали укладываются на сварочный стол
и точно совмещаются. После чего они «прихватываются» двумя точечными швами.
Фитинг выравнивается относительно центральной оси трубы. Для этого используется
специальное приспособление – калибр. Разделка между трубой и фитингом
заполняется сварочным швом, который выполняется перемещением электрода по линии
стыка.
Фитинги
под монтаж на сварку Отличительной особенностью таких элементов является
наличие хотя бы одного «чистого» торца, на котором нет ни резьбы, ни каких-либо
других креплений. Он предназначен для нанесения сварного шва. Для закрепления
элемента выполняются следующие операции: Детали укладываются на сварочный стол
и точно совмещаются. После чего они «прихватываются» двумя точечными швами.
Фитинг выравнивается относительно центральной оси трубы. Для этого используется
специальное приспособление – калибр. Разделка между трубой и фитингом
заполняется сварочным швом, который выполняется перемещением электрода по линии
стыка.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.3 Способы соединения труб, чугунных труб. Ревизия, притирка, испытание арматуры
Методическое пособие по теме урока: Практическая № 5 Выполнить изготовления сгонов разных диаметров
Обычно трубы крепятся между собой, а также присоединяются к сантехнике и газовым конструкциям при помощи муфт, внутри которых сделана резьба. Но в том случае, когда эти участки расположены слишком близко друг к другу, воспользоваться муфтой не получится, так как направление резьбы будет совпадать. Иными словами, возникнет ситуация, когда пытаются соединиться неповоротные детали. Может случиться и так, что сварка будет невозможна. Поэтому всегда имеет смысл воспользоваться сгонами – специальными промежуточными отрезками для трубопровода, обеспечивающими качественное соединение и защищающими от протечек.
![]() Сгон
выглядит как отрезок трубы, с обеих сторон которого выполнена резьба. Отрезок
должен быть обязательно прямой либо угловой. С короткой стороны резьба состоит
из 5 витков, а с длинной – из 20 витков и более, вплоть до 30. Коротким концом
сгон подключается к патрубку оборудования, например, газового котла или
батареи, длинным – стыкуется с другой трубой. По длинной резьбе также «идет»
муфта подобранного размера с контргайкой.
Сгон
выглядит как отрезок трубы, с обеих сторон которого выполнена резьба. Отрезок
должен быть обязательно прямой либо угловой. С короткой стороны резьба состоит
из 5 витков, а с длинной – из 20 витков и более, вплоть до 30. Коротким концом
сгон подключается к патрубку оборудования, например, газового котла или
батареи, длинным – стыкуется с другой трубой. По длинной резьбе также «идет»
муфта подобранного размера с контргайкой.
На другую трубу помещается муфта с уплотнителем для герметизации, который прижимается контргайкой. В качестве последнего может выступать льняная пакля, сантехническая нить либо другие материалы.
Сгоны выполняются из металла, часто «усиливаются» цинковым покрытием. Если требуется достойный внешний вид труб, есть возможность приобрести элементы с никелированным покрытием. Часто на маркировке сгона указывается две цифры, например, 75/76. Это говорит, что внешний диаметр изделия составляет 76 миллиметров, а внутренний – 75 миллиметров. Параметры (длина витков резьбы, ее диаметр и размер сгона в дюймах) должны соблюдаться по ГОСТу и соответствовать габаритам установленного трубопровода, например, 25 миллиметрам (1 дюйму). Максимальный диаметр сгона составляет 50 миллиметров, минимальный – 15 миллиметров. Если диаметр самого трубопровода больше, то решение задачи осуществляется, благодаря использованию фланцев.
Максимальная длина фитинга составляет 160 миллиметров (для диаметра в 50 мм), а минимальная – 110 миллиметров (для диаметра в 15 мм). Эти показатели опять же можно найти в ГОСТе. Однако на практике реальность часто не соответствует стандартам, поэтому лучше самостоятельно все измерять и покупать детали нужной длины.
Существует классификация сгонов в зависимости от сферы их применения: короткие, длинные и компенсирующие. Последние применяются для сантехники, батарей и других устройств с целью минимизации отклонений в пределах 5 сантиметров, обнаружившихся в ходе установки. Длина коротких сгонов составляет от 10 до 15 сантиметров, а длинных – порядка 30 сантиметров. Длина компенсирующих сгонов варьируется от 13 до 17 сантиметров.
Длинная резьба у короткого вида составляет от 5 до 9 сантиметров, а короткая – от 9 до 17 миллиметров. Вообще, размеры короткой стороны одинаковы у всех типов сгонов. Длинная сторона длинных сгонов также варьируется от 5 до 9 сантиметров. Длинная сторона компенсирующих сгонов составляет от 7.5 до 10 сантиметров.
К основным плюсам эксплуатации сгонов относятся:
![]() Самостоятельное
изготовление
Самостоятельное
изготовление
Обычно сгоны производятся из стали, преимущественно оцинкованной. Если же элемент устанавливается на индивидуальный водопровод, из которого поступает вода, пригодная для питья, то предпочтение отдается латуни и нержавеющей стали. Максимально длительный срок использования специалисты отмечают у сгона из нержавеющей стали. Они заверяют, что этот материал продержится в четыре раза дольше, чем углеродистая стали в два раза дольше, чем оцинкованная.
Также сгон можно сделать из бронзовой, медной и чугунной трубки. В зависимости от выбранного материала будут определяться и возможные рабочие условия, и срок службы, и стоимость изделия. Например, медный сгон не будет подвергаться температурным колебаниям и ультрафиолетовому излучению. Что касается цены, то один из самых дешевых вариантов – алюминиевый элемент. В два раза дороже придется заплатить за деталь из цинка, в три раза дороже – за фитинг из нержавеющей стали. Сгон вполне возможно изготовить собственноручно. Иногда это делается, чтобы сэкономить время и деньги, а иногда, чтобы компенсировать отсутствие в магазине детали нужной длины. Обычно самостоятельно делается только трубка, а муфта с контргайкой берутся из другого набора. При выборе подходящего материала следует помнить, что труба должна обладать стенками значительной толщины.
Рассмотрим алгоритм изготовления сгона в домашних условиях.
![]() Сгоны
для труб – это соединительный фитинг, изготовленный в виде отреза трубы с
резьбой на концах. Для удобства монтажа резьба на сгоне различается по длине и
размерам. Сгоны могут быть использованы при строительстве водопроводов,
газопроводов, отопительных и канализационных систем. Как самостоятельно
подобрать наиболее оптимальное для конкретной ситуации устройство и произвести
его монтаж
Сгоны
для труб – это соединительный фитинг, изготовленный в виде отреза трубы с
резьбой на концах. Для удобства монтажа резьба на сгоне различается по длине и
размерам. Сгоны могут быть использованы при строительстве водопроводов,
газопроводов, отопительных и канализационных систем. Как самостоятельно
подобрать наиболее оптимальное для конкретной ситуации устройство и произвести
его монтаж
Многие, особенно начинающие сантехники, причисляют к разновидностям сгонов такие фитинги, как бочата и резьбы. Однако данное утверждение ошибочно.
Бочонок представляет собой отрез трубы с резьбой на концах. В отличие от сгона на трубу с обеих сторон наносится одинаковая по длине и размерам резьба. Предназначается такое устройство для соединения труб без сварки.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.3 Способы соединения труб, чугунных труб. Ревизия, притирка, испытание арматуры
Методическое пособие по теме урока: Раструбное соединение пластмассовых труб
Помимо чугунных элементов стали применять в системе внутреннего водоснабжения и внутренней канализации части из различного полиэтилена и полипропилена. Это обусловлено высокой стойкостью к воздействию воды и влажности, а также из-за гладкой внутренней стороны, что обеспечивает наилучшее скольжение воды и стек канализационных вод.
Из-за хорошей пластичности такой материал легко приобретает нужную форму и геометрию в условиях ограниченного пространства. В раструбах пластмассовых труб установлены уплотнительные прорезиненные кольца, что облегчает монтаж и дает необходимую герметичность. После ввода трубы проверить правильность установки просто нужно провернуть один элемент вокруг другого, а кольцо будет в нужном желобке.
![]() Для
соединения таких труб могут использовать специальный клей и инструмент. В таком
случае подготавливают концы труб придают им шероховатую поверхность при помощи
шкурки. Далее поверхности обезжиривают, обрабатывая специальным средством, а
затем наносят клей и плотно и сильно сжимают концы труб до полного склеивания.
Для
соединения таких труб могут использовать специальный клей и инструмент. В таком
случае подготавливают концы труб придают им шероховатую поверхность при помощи
шкурки. Далее поверхности обезжиривают, обрабатывая специальным средством, а
затем наносят клей и плотно и сильно сжимают концы труб до полного склеивания.
Но пластмассовые трубы имеют несколько недостатков. Одним из них является непереносимость механического воздействия и под действием больших сил материал может сломаться. Вторым можно отметить, что при низких температурах материал приобретает хрупкость и может ломаться при монтаже в таких условиях. Еще одним недостатком является пластичность и удлинение при воздействии на трубу высоких температур, что нельзя сказать о чугунных элементах.
. Исходя из этого, пластмассовые элементы можно применять в водоснабжении и канализации только в помещении. Из-за широкого использования пластмассовых элементов в канализации необходимо помнить о некоторых особенностях. Так, для обеспечения герметичности стыка канализационного выхода и трубы используют резиновые кольца, а потом стык замазывают цементом на треть высоты раструба. В месте стыка сифона с пластмассовой трубой используют резиновый элемент, который входит в раструб. Зная тонкости и аспекты соединения некоторых конструкций из чугуна или пластмассы, можно выполнить работу по замене систем и их частей на новый, собственными силами и с наименьшими затратами.
В числе главных особенностей пластиковых труб более низкие цена и вес, увеличенный срок службы, лёгкость монтажа. Особенно обращает на себя внимание возможность подсоединить трубы без пайки или с ней, но более быстрым способом, чем металлических аналогов.
Разберемся, какие бывают варианты соединения полипропиленовых труб, как применить различные технологии сборки в домашних условиях.
Полипропиленовые трубы: способы соединения
Выбор технологии сборки пластикового трубопровода зависит от типа изделий и их свойств. Способы, применяемые для стыковки секций, разделяются на две большие группы:
Первая — «горячая».
Здесь предполагается сварка или пайка, то есть нагрев материала для изменения агрегатного состояния. Данный метод используется для образования наплавления в месте стыка, и обеспечивает отсутствие протечек и равномерное распределение механических нагрузок.
![]() Сварная стыковка —
это, прежде всего, неразъёмный тип монтажа. Такой тип соединения труб является
капитальным, используется до истечения срока годности изделий. Этот метод чаще
применяется, чтобы добиться высокой прочности трубопровода. Пайка производится
при помощи специального оборудования или подручного инструмента.
Сварная стыковка —
это, прежде всего, неразъёмный тип монтажа. Такой тип соединения труб является
капитальным, используется до истечения срока годности изделий. Этот метод чаще
применяется, чтобы добиться высокой прочности трубопровода. Пайка производится
при помощи специального оборудования или подручного инструмента.
Метод соединения полипропиленовых труб способом пайки
Предполагает соединение полипропиленовых труб без пайки. Этот способ используется, когда необходима быстрая стыковка, при отсутствии навыков сварки.
Метод монтажа в этом варианте — разъемный или резьбовой. Его можно применять при соединении тонких труб, полипропилена с металлом. При использовании этого «холодного» способа применяются соединительные элементы — полипропиленовые фитинги, размеры и габариты которых подбираются под основное изделие – трубы.
Зная, как соединить полипропиленовые трубы без пайки, можно заранее подобрать элементы, подходящие под условия эксплуатации, и обеспечить быструю сборку.
![]() «Горячий»
метод стыковки: варианты сварки
«Горячий»
метод стыковки: варианты сварки
При использовании этого способа применяют 2 варианта сварки:
Первый способ используется при сварке труб диаметром более 40 мм. Второй — на трубах, имеющих диаметр от 16 до 40 мм. Фитинг в этом случае нужен не только для корректировки направления прокладки труб, но и как запас материала для плавления.
Конфигурации муфт подбирают, исходя из особенностей трубопровода. Встречаются следующие разновидности переходников:
Также применяются следующие элементы:
Механический метод стыковки без пайки: варианты соединений
Пайка как метод стыковки секций трубопроводов чаще используется при шефмонтаже на производстве. В быту наиболее популярны технологии экспресс монтажа без сварки.
Проверенная временем практика стыковки без использования специального инструмента обеспечивает высокое качество соединения пластиковых труб без пайки с помощью муфт.
В основе широко известного метода применение фасонных деталей. С их помощью можно не только обеспечивать продолжение контура водопровода, но и изменение его направления, распределения рабочей среды или перекрытие потока.
Преимущества технологии монтажа без разогрева:
Готовые изделия из полипропилена этим способом соединить дешевле, чем металлические за счет малой стоимости фитингов.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.3 Способы соединения труб, чугунных труб. Ревизия, притирка, испытание арматуры
Методическое пособие по теме урока: Соединение пластмассовых труб с трубами из других материалов
В связи со свойствами пластмассовых труб (большой температурный коэффициент линейного расширения, низкая прочность и жесткость) для надежной работы трубопроводов большое значение имеет правильное соединение их с трубопроводами из других материалов.
Соединение с чугунными напорными раструбными трубами выполняют с помощью резиновых колец с последующим заполнением раструба раствором расширяющегося цемента. При отсутствии колец допускается заделка раструба смоляной прядью и расширяющимся цементом, при этом внутрь пластмассовой детали запрессовывают в нагретом состоянии отрезок стальной трубы. Поверхность труб из ПВХ на длине раструба следует очистить растворителем, покрыть слоем клея и обсыпать песком, а поверхность труб из ПВП и ПНП оплавить и покрыть песком.
Соединение с чугунными канализационными трубами 1 производят с помощью полиэтиленового переходного патрубка 4, на конце которого имеется раструб 5 с резиновым кольцом 6, обеспечивающим плотное соединение с пластмассовой трубой.
![]() Рис.
7.10 - Соединение пластмассовых труб с трубами из других материалов
Рис.
7.10 - Соединение пластмассовых труб с трубами из других материалов
а — с чугунной, б — трубы из ПВХ с трубой из ПВП (ПНП);
1 — чугунная труба, 2— смоляная прядь, 3— цемент, 4— патрубок, 5— раструб, 6— резиновое кольцо, 7— полиэтиленовая труба, 8— клей,
9 — труба из ПВХ
Соединение труб 9 из ПВХ с полиэтиленовыми трубами 7 (рис. 7.10, б) осуществляется с помощью переходного патрубка 4, который приклеивают к трубе 9 и уплотняют резиновым кольцом 6 на полиэтиленовой трубе 7.
Соединение со стальными трубами водоразборной и трубопроводной арматуры выполняют с помощью фланцев и накидных гаек.
При прокладке канализации или обустройстве водопровода следует знать, как соединить пластиковую трубу с металлической. Разберём такие варианты стыка, как безрезьбовой и резьбовой, с помощью сварки, муфт или «краба». Рассмотрим их отличия, где их лучше применять, какие есть различия у материалов, их свойствах и как они влияют на тип соединения. Ознакомимся с вариантами нарезных креплений и какая от них польза.
![]() Перед
соединением труб из металла и пластика следует рассмотреть их по отдельности.
Перед
соединением труб из металла и пластика следует рассмотреть их по отдельности.
Чаще всего для обогрева и канализации в помещениях используются трубы из чугуна, стали, меди и пластика. Медные более «мягкие» в обработке, но и стоимость у них выше, поэтому широкого распространения они не получили.
Металлические делятся на такие подвиды:
Пластиковые трубы делаются из таких материалов:
Полиэтилен. Он очень мягкий и пластичный, но непригоден для воды с высокой температурой – при +80 °С начинается деформация материала и появляются течи.
Полипропилен. Свободно выдерживает температуру воды до +90 °С, что позволяет использовать такие трубы даже для систем отопления. Полипропилен отличается небольшим весом, что делает его монтаж удобным.
Поливинилхлорид. Его используют для производства канализационных труб, так как для отопления и водоснабжения этот материал непригоден.
На заметку! Температура теплоносителя в отопительных системах не превышает 85 °C, а если нет жестоких морозов, то достаточно и около 60 °C, а для тёплого пола и 25–35 °C.
![]() Металл и пластик
соединяют в нескольких ситуациях:
Металл и пластик
соединяют в нескольких ситуациях:
Способы соединений
Во всех случаях может использоваться как резьбовое соединение труб, так и безрезьбовое. Первый вариант крепления надёжный и устойчивый, а второй более популярен, так как с ним не нужно тратить много сил на зачистку и создание резьбы, если её не было до этого. Под каждую систему способ крепления выбирается индивидуально – универсального нет.
Соединение ПВХ и металла фитингом
![]() Проще всего,
задача, как соединить металлическую трубу с полипропиленовой, решается использованием
резьбового фитинга. У этого приспособления с одной стороны есть резьба нужного
диаметра, чтобы вкручивать в металлическую трубу. На противоположной стороне
расположена муфта, с которой впоследствии будет спаян пластик. Фитинги делаются
либо прямыми, либо поворотными, с помощью которых удобно делать изгибы или
разветвления в системе.
Проще всего,
задача, как соединить металлическую трубу с полипропиленовой, решается использованием
резьбового фитинга. У этого приспособления с одной стороны есть резьба нужного
диаметра, чтобы вкручивать в металлическую трубу. На противоположной стороне
расположена муфта, с которой впоследствии будет спаян пластик. Фитинги делаются
либо прямыми, либо поворотными, с помощью которых удобно делать изгибы или
разветвления в системе.
Провести переход металла на полипропилен (ПП) очень просто:
Первым этапом снимается муфта с металлической трубы там, где будет стык. Если её нет, то трубу необходимо разрезать, смазать конец солидолом, а после этого сделать насечку резьборезом. Получившийся конец тщательно зачищается наждачной бумагой и вытирается. Далее нужно выполнить герметизацию предполагаемого стыка (намотать ФУМ-ленту и промазать все это силиконом). Важно помнить, что по периметру резьбы не должно быть больше 2 слоёв герметика, и край ленты следует направить по её ходу.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.3 Способы соединения труб, чугунных труб. Ревизия, притирка, испытание арматуры
Методическое пособие по теме урока: Соединение пластмассовых труб на клею
Современный рынок строительных материалов наполнен полимерной продукцией для создания водопроводных и канализационных систем. Среди технологий для создания прочных и герметичных узловых соединений выделяется метод, где применяется клей для ПВХ труб. Рассмотрим особенности способа холодной или горячей сварки. Ознакомимся с причинами и методами устранения неисправностей пластикового трубопровода. После прочтения статьи устройство коммуникаций будет выполнено в короткие сроки на высоком качественном уровне.
![]() Изделия
из непластифицированного поливинилхлорида характеризуются жесткостью и высокой
прочностью. Полые с круглым сечением материалы также выделяются герметичностью,
сроком службы свыше 50 лет (достигает векового показателя). Для монтажа
коммуникаций чаще применяется клей для полипропиленовых труб.
Изделия
из непластифицированного поливинилхлорида характеризуются жесткостью и высокой
прочностью. Полые с круглым сечением материалы также выделяются герметичностью,
сроком службы свыше 50 лет (достигает векового показателя). Для монтажа
коммуникаций чаще применяется клей для полипропиленовых труб.
Краткое техническое описание
ПВХ трубы обладают инертностью к коррозии, большинству химических реагентов и биологической активности. Подобные свойства пользуются спросом в обустройстве водопроводных и канализационных систем. Здесь полезны и другие характеристики, такие как:
· гладкость стенок обуславливает низкое гидравлическое сопротивление, отсутствие налета и наростов от солей с жирами (снаружи легко выполнять уборку);
· безопасность для человека, животных и растений.
Также стоит отметить доступные цены и простой монтаж. Последнее подразумевает легкий раскрой, эластичность и способ скрепления отдельных элементов. Здесь достаточно иметь набор недорогих фитингов и клей для канализационных или водопроводных труб ПВХ.
Монтаж изделий
Сборка коммуникационных магистралей выполняется тремя способами: посредством раструбов, болтов или с использованием сопутствующих деталей. В первом случае применяются трубы для канализационных систем. С одной стороны они выполнены с утолщением, внутренний диаметр при этом совпадает с наружным основной части. То есть каналы или углы с тройниками просто вставляются друг в друга. Для герметичности соединений дополнительно стенки промазывают клеем для пластиковых труб.
В случае с вентиляционными системами склеивание не обязательно, можно ограничиться уплотнительными средствами. Здесь актуально иное соединение – фланцевое. Методика применима к трубам большого диаметра (ввод в здание, установка клапанов, задвижек, кранов).
Вторая методика распространяется на водопроводные изделия относительно малого диаметра. Здесь дополнительно используются фитинги. К ним относятся соединители (под разным углом), тройники, переходники с разными торцевыми диаметрами. Здесь для монтажа может понадобиться не только клей, но специальный утюжок для работ с полимерными трубами и фаскосниматель. За счет прочного и герметичного соединения (при соблюдении правил) метод иначе называется химической сваркой.
Виды клея для труб ПВХ
Различаются не только полимерные изделия между собой. Для монтажа труб также применяются средства с разными свойствами и правилами использования. Рассмотрим, чем склеить канализационную пластиковую трубу или водопроводную.
Принцип действия
Клеящий состав содержит химически активный растворитель. Он вступает в реакцию с полимерной основой изделий, за счет чего поливинилхлорид размягчается. Такие стенки между собой в процессе быстрого затвердевания полимеризуются образуя монолитное соединение.
![]() Здесь
нужно отметить разнородный состав клеевых средств. Чтобы не ошибиться с выбором,
можно обратиться к рекомендациям производителя конкретного типа труб. Как
правило, различия сводятся к трем вариантам: для ПВХ или хлорированного
поливинилхлорида, полипропилена.
Здесь
нужно отметить разнородный состав клеевых средств. Чтобы не ошибиться с выбором,
можно обратиться к рекомендациям производителя конкретного типа труб. Как
правило, различия сводятся к трем вариантам: для ПВХ или хлорированного
поливинилхлорида, полипропилена.
Обзор материалов для склейки ПВХ
Классификация клеевых средств ведется наряду с назначением относительно состава изделий и их прочности. Здесь к мягким основам относят водонапорные образцы и гофрированные. Другой вариант – твердый. Это могут быть фитинги или сифоны.
Второй критерий выбора клея для ПВХ труб и фитингов – условия рабочих температур при монтаже. Так, существуют варианты для горячего сплавления и холодной сварки. Первые материалы относятся к группе легковоспламеняемых и горючих, небезопасных для кожного покрова.
Технология монтажа здесь предполагает использование паяльника и сварочного оборудования для полимерных изделий круглого сечения. С помощью первого выполняется нагрев торцевых частей труб до +260 градусов по Цельсию.
Для холодной сварки могут применяться универсальные или специализированные составы.
![]() Первые рассчитаны
на работу со всеми полимерными изделиями (например, линолеум), вторые только на
ПВХ и его модификации. Такая методика больше подходит для раструбного типа
соединений. Здесь особенно важно проследить за чистотой контактирующих стенок,
чтобы адгезия была равномерной, результат оказался прочным и герметичным.
Первые рассчитаны
на работу со всеми полимерными изделиями (например, линолеум), вторые только на
ПВХ и его модификации. Такая методика больше подходит для раструбного типа
соединений. Здесь особенно важно проследить за чистотой контактирующих стенок,
чтобы адгезия была равномерной, результат оказался прочным и герметичным.
Еще один критерий выбора – время схватывания материалов. Так, к средствам для холодной сварки можно отнести клей момент для полипропилена. Для формирования соединений здесь достаточно 4-х минут при комнатной температуре или одной при +40 градусах по Цельсию. Составы для горячего склеивания высыхают за 30 минут, затвердевают за 2,5 часа. На завершение процесса полимеризации требуются сутки.
Способы и средства для ремонта трубопровода из ПВХ
Во время эксплуатации трубопровода или проведения монтажных работ полностью исключить вероятность образования протечек невозможно. В таком случае нужно найти решение срочного ремонта изделий либо восстановления герметичности в соединительных узлах. Рассмотрим, какой клей или герметик момент для полипропилена подойдут для таких целей. Для поиска проблем и решений часто помогает определение первопричин. Чаще это разгерметизация стыковочного шва. Чтобы предупредить или минимизировать риски появления «просветов», нужно проследить за: температурным режимом в процессе пайки; степенью надежности фиксации гаечного крепежа или обжимных фитингов;
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.3 Способы соединения труб, чугунных труб. Ревизия, притирка, испытание арматуры
Методическое пособие по теме урока: Соединение асбестоцементных труб, керамических труб, бетонных и железобетонных труб
![]() Как соединить асбестовые трубы –
надёжные и практичные варианты Асбестоцементные трубы имеют достаточно широкую
сферу применения: они используются для монтажа наружных трубопроводов, печных и
каминных дымоходов, при строительстве колодцев, обустройстве вентиляционных и оросительных
систем и в ряде других сфер. Соответственно, востребованными являются и методы
их соединения, без которых не может обойтись монтаж ни одного значимого
сооружения или конструкции.
Как соединить асбестовые трубы –
надёжные и практичные варианты Асбестоцементные трубы имеют достаточно широкую
сферу применения: они используются для монтажа наружных трубопроводов, печных и
каминных дымоходов, при строительстве колодцев, обустройстве вентиляционных и оросительных
систем и в ряде других сфер. Соответственно, востребованными являются и методы
их соединения, без которых не может обойтись монтаж ни одного значимого
сооружения или конструкции.
Требования к соединениям между
асбестоцементными трубами Подобно любой другой монтируемой конструкции, к
соединениям асбестоцементных труб предъявляется ряд технологических, инженерных
и других условий, основные из которых следующие: Простота способа стыковки.
Данное требование связано с тем, что асбестоцементные трубы, как правило,
представляют собой тяжёлые изделия, монтаж которых и без того затруднителен.
Поэтому упрощённый процесс стыковки способен несколько компенсировать
трудоёмкость сборки в целом. Герметичность и прочность соединения. Подобное
условие является общим для трубопроводов любого типа, и асбестоцементные трубы
в этом плане не являются исключением. Расположение соединяемых трубных изделий
строго по одной продольной оси. Поскольку асбестоцемент является относительно
хрупким материалом, одноосевое размещение труб при монтаже играет очень большую
роль, предотвращая хрупкость конструкции в целом. В некоторых типах соединений
между такими трубами допускаются минимальные отклонения от оси, но очень
незначительные. Химическая пассивность предназначенных для транспортировки по
трубопроводу материалов по отношению к асбоцементу. Это важное условие, иначе
спустя некоторое время наступает изменение физико-химических свойств
конструкции, а затем и выход её из строя. Устойчивость стыковых зон и элементов
соединения по отношению к рабочему давлению, температуре и прочим условиям, в
которых предполагается эксплуатация трубопровода. Само качество и надёжность
конструкции в большой степени зависят от того, насколько прочно и технически
грамотно выполнены соединения между трубами. Если же говорить конкретно о
способах соединения асбестоцементных труб, то их существует несколько.
Разновидности соединений при монтаже асбестоцементных трубопроводов Все виды
соединений асбестоцементных труб между собой подразделяются на раструбные и
муфтовые. Раструбные соединения применяются довольно редко и только в тех
случаях, когда монтируемый трубопровод не предназначен для эксплуатации под
большим давлением. Герметизация подобных соединений затруднительна из-за
большого веса и заметной хрупкости труб, и это препятствует сборке
трубопроводных конструкций с высокой надёжностью.
Муфтовые соединения асбестоцементных труб являются наиболее востребованными, и
в свою очередь имеют несколько разновидностей: посредством двубортной
асбоцементной муфты и резинового кольца; посредством безнапорной
асбестоцементной муфты; посредством чугунной фланцевой муфты «Жибо»;
посредством полиэтиленовой муфты МПТ. Как видно из названий упомянутых
способов, существуют различные варианты муфтовых приспособлений для соединения
асбестоцементных труб в единую трубопроводную систему. Указанные разновидности
соединительных муфтовых изделий охватывают не только возможности того, как
соединить асбестовую трубу с асбестовой, но и способы стыковки с изделиями из
других материалов. Монтаж посредством каждой из этих муфт имеет свои
особенности и области применения, на которых следует остановиться отдельно.
Соединение керамических труб
![]() В некоторых случаях для сооружения наружных сетей
канализации и водопровода используются керамические раструбные трубы (а также
бетонные и асбестоцементные, правда, значительно реже). Раструбные соединения
таких труб следует производить аналогично раструбным соединениям чугунных труб:
зазоры между внутренней поверхностью раструбов и наружной поверхностью ровных
концов труб заделайте на 2/3 просмоленным жгутом из прядей пеньки или льна, а
оставшуюся 1/3 – цементным раствором или асбестоцементной смесью. Кроме того, в
этом случае вместо этих растворов можно использовать мастику такого состава:
асфальтовая мастика – 6 весовых частей, нефтяной битум БН-111 – 4 весовые
части. Непосредственно перед заделкой зазора подогрейте мастику до
жидкотекучего состояния. При заделке вертикальных соединений залейте мастику в
зазор.
В некоторых случаях для сооружения наружных сетей
канализации и водопровода используются керамические раструбные трубы (а также
бетонные и асбестоцементные, правда, значительно реже). Раструбные соединения
таких труб следует производить аналогично раструбным соединениям чугунных труб:
зазоры между внутренней поверхностью раструбов и наружной поверхностью ровных
концов труб заделайте на 2/3 просмоленным жгутом из прядей пеньки или льна, а
оставшуюся 1/3 – цементным раствором или асбестоцементной смесью. Кроме того, в
этом случае вместо этих растворов можно использовать мастику такого состава:
асфальтовая мастика – 6 весовых частей, нефтяной битум БН-111 – 4 весовые
части. Непосредственно перед заделкой зазора подогрейте мастику до
жидкотекучего состояния. При заделке вертикальных соединений залейте мастику в
зазор.
Трубы из бетона (затвердевшая смесь цемента, песка, гравия и воды) изготовляют по чертежам отдельных ведомств диаметром 200... 1000 мм, длиной 1... 2 м. Чтобы повысить прочность изделий, бетон усиливают стальной арматурой; такие трубы называют железобетонными. Самую большую прочность имеют железобетонные трубы с предварительно напряженной арматурой.
Железобетонные трубы выпускают двух видов: напорные и безнапорные. Производство железобетонных труб состоит из следующих технологических операций: приготовление бетонной смеси, подготовка форм, бетонирование труб (с уплотнением бетона вибрированием или центробежным способом), тепловая обработка, извлечение готовых труб из форм, выдержка в камере с целью упрочнения бетона.
Железобетонные напорные трубы производят диаметром условного прохода Dy от 500 до 1600 мм, длиной 5 м. В зависимости от рабочего давления в трубопроводе напорные трубы подразделяют на три класса: 1- Рр= 1,5 МПа; 2 - Рр= 1 МПа; 3 - Рр= 0,5 МПа. Эти трубы изготавливают из бетона класса не менее В40, который армируют предварительно напряженной арматурой. Эти трубы используют для прокладки подземных трубопроводов, транспортирующих жидкости, которые по своему химическому составу неагрессивны по отношению к бетону, арматуре и уплотнительным резиновым кольцам стыковых соединений. Применение железобетонных напорных труб позволяет значительно уменьшить расход металла, стоимость трубопроводных коммуникаций и эксплуатационные расходы в сравнении с металлическими. Стыки напорных труб герметизируют резиновыми кольцами, которые помещают между внутренней поверхностью раструба и буртиком, расположенным на конце трубы.
![]() Железобетонные безнапорные
трубы предназначены для прокладки подземных безнапорных трубопроводов,
транспортирующих самотеком бытовые жидкости и атмосферные сточные воды, а также
грунтовые воды и производственные жидкости, которые по своему химическому
составу неагрессивны по отношению к бетону труб.
Железобетонные безнапорные
трубы предназначены для прокладки подземных безнапорных трубопроводов,
транспортирующих самотеком бытовые жидкости и атмосферные сточные воды, а также
грунтовые воды и производственные жидкости, которые по своему химическому
составу неагрессивны по отношению к бетону труб.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.3 Способы соединения труб, чугунных труб. Ревизия, притирка, испытание арматуры
Методическое пособие по теме урока: Виды арматуры. Запорная, предохранительная, регулирующая арматура
Назначение и функции запорной арматуры
Изделия запорной арматуры относятся к специальному типу изделий для трубопроводных магистралей, назначение которых заключается в оперативном регулировании скорости потока рабочего носителя для обеспечения заданных параметров технологического процесса. Действие запорной арматуры направлено на закрытие, открытие, смену направления и скорости движения рабочего газа/жидкости. Кроме того, к запорной арматуре следует отнести спускные и контрольные изделия, служащие для сброса носителя из трубопроводных систем, технологических аппаратов, и подачи носителя в контрольно-измерительные приборы.
![]()
Арматура данного типа присутствует во всех трубопроводных магистралях промышленных производств, технических объектах бытового назначения (отопление, газо-, водоснабжение, канализация и т.д.), и составляет не менее 80% от общего количества используемых изделий в магистрали. Наибольшее распространение в качестве запорных элементов получили задвижки, вентили, краны, клапаны и затворы.
Выбор материалов, из которых изготавливаются данные детали, в настоящее время достаточно широк:
· металлы (титан, алюминий);
· сплавы (чугун, сталь, бронза);
· полимерные и синтетические материалы, например, поливинилиденфторид (ПВДФ), хлорированный поливинилхлорид (ХПВХ), полиэтилен (ПЭ), полипропилен (ПП).
При выборе запорного изделия руководствуются следующими техническими характеристиками: присоединительный диаметр, назначение и материал, из которого изготавливается корпус и рабочая часть трубопровода, скорость закрытия. Специальные требования: продолжительные сроки службы, высокая прочность, надёжность, безопасность, коррозионная устойчивость материала к рабочей среде, герметичность, простота монтажа и удобство эксплуатации.
Следует отметить, что рабочая среда трубопровода достаточно быстро повреждает изделия запорной арматуры, происходит истирание уплотнительных элементов, износ, коррозионные процессы, поэтому необходимо своевременно проводить технический контроль оборудования, промывку систем магистралей, ремонт или замену изделия.
Функции, выполняемые данным типом арматуры обширны: регулирующая, распределительно-смесительная, предохранительная, защитная, запорная, фазоразделительная.
Предохранительная арматура предназначена предохранять трубопроводы, насосы, различные аппараты и сосуды от аварий (разрывов) при повышении давления выше максимально допустимой величины путем сброса рабочей среды. При превышении установленного давления они автоматически открываются, а при достижении нормального — закрываются.
В качестве предохранительной арматуры применяют предохранительные клапаны.
По способу уравновешивания давления различают рычажные и пружинные предохранительные клапаны. В первом случае рабочее давление для клапана устанавливается положением груза на рычаге, во втором — регулируется сжатием пружины. Поскольку при срабатывании предохранительного клапана поступление рабочей среды в объект не прекращается, пропускная способность предохранительного клапана должна быть достаточной, чтобы сброс среды превосходил поступление.
Процесс работы предохранительного клапана можно схематично разделить на пять этапов:
5) При достижении рабочего давления клапан плотно закрывается и протечка среды прекращается.
![]() Предохранительный
клапан является одним из наиболее ответственных устройств арматуры, поскольку
неудовлетворительная работа его может повлечь за собой очень тяжелые
последствия. Поэтому выбор размеров предохранительных клапанов и их
обслуживание осуществляются в соответствии с положениями, установленными
Госгортехнадзором.
Предохранительный
клапан является одним из наиболее ответственных устройств арматуры, поскольку
неудовлетворительная работа его может повлечь за собой очень тяжелые
последствия. Поэтому выбор размеров предохранительных клапанов и их
обслуживание осуществляются в соответствии с положениями, установленными
Госгортехнадзором.
Запорно-регулирующей (трубопроводной) арматурой называются устройства, предназначенные для перекрытия или распределения потока среды, регулирования различных параметров технологических процессов (давления, напора, температуры, количества подаваемого вещества и т.д.). Регулирование технологических процессов осуществляется за счёт изменения расхода транспортируемой среды.
Классифицироваться запорно-регулирующая арматура может абсолютно по-разному, в зависимости от области применения, температурного режима работы, способу присоединения к трубопроводу (муфтовая, цапковая, штуцерная и др.), и даже по способу управления. Мы же с вами рассмотрим, как классифицируется запорно-регулирующая арматура по шести ее видам.
1. Регулирующая арматура.
Регулирующая арматура регулирует параметры рабочей среды в трубопроводе, изменяя ее расход. К этому виду относят различные регулирующие клапаны, регуляторы уровня жидкости, регуляторы давления и т. д.
2. Распределительно-смесительная арматура.
Распределительно-смесительная арматура, в свою очередь, подразделяющаяся на трехходовую и многоходовую, применяется для распределения рабочей среды в трубопроводах по различным направлениям или для их смешения. Именно к этому виду относятся бытовые смесители, смешивающие холодную и горячую воду. Кроме этого, к этому виду причисляют распределительные краны и клапаны.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.3 Способы соединения труб, чугунных труб. Ревизия, притирка, испытание арматуры
Методическое пособие по теме урока: Практическая работа № 6 Выполнить изготовление прокладки, для фланцевого соединения парового отопления и холодной воды.
Уплотнитель фланцевого стыка применяют для закрытия щели между деталями при некотором усилии. Оно необходимо, чтобы прокладка не вывалилась, при этом давление и температура внутри отличаются на порядок от этих же показателей снаружи. Укладываемый слой ликвидирует возможные неровности, которые невооружённым глазом не сразу заметны. Если бы не они, то прокладка вообще не была бы нужна, однако идеальных фланцев, без неровностей, не существует.
![]() Благодаря
прокладке устраняется утечка жидкости из системы сосудов и
трубопроводов. Прокладка для фланцев играет ту же роль, что и уплотнитель
в крышке бака. Твёрдость ее должна оказаться заметно меньше, чем у зажимного
материала (фланцы). Это достигается в целях предотвращения повреждения крепежа
(болтов и гаек). Чтобы прокладка не разгерметизировалась в процессе
постепенного износа (она испытывает на себе постоянное прижимное усилие со
стороны поверхности фланцев), крепёж должен подбираться с учётом данной
особенности. Во избежание периодического подкручивания под гайки кладут т.
н. гроверные (пружинящие) шайбы, представляющие собой нарезанные витки пружины.
Благодаря
прокладке устраняется утечка жидкости из системы сосудов и
трубопроводов. Прокладка для фланцев играет ту же роль, что и уплотнитель
в крышке бака. Твёрдость ее должна оказаться заметно меньше, чем у зажимного
материала (фланцы). Это достигается в целях предотвращения повреждения крепежа
(болтов и гаек). Чтобы прокладка не разгерметизировалась в процессе
постепенного износа (она испытывает на себе постоянное прижимное усилие со
стороны поверхности фланцев), крепёж должен подбираться с учётом данной
особенности. Во избежание периодического подкручивания под гайки кладут т.
н. гроверные (пружинящие) шайбы, представляющие собой нарезанные витки пружины.
![]() Прежде
чем классифицировать эти комплектующие по конкретным видам, уплотнительные
прокладки стоит разграничить по основным типам: комбинированные,
металлические и неметаллические. Форма исполнения – не только плоская
круглая, но и линзовая (равномерное утолщение по окружности при отдалении от
краёв материала) – такие иногда применяют для фланцев-заглушек с целью повысить
диапазон оказываемого изнутри давления. Так, паронитовые прокладки выдерживают
температуру эксплуатации -50… 500 по Цельсию, на что не способна резина: та
рассыпается при значительном морозе и начинает прогорать при температуре 150…
200 градусов.
Прежде
чем классифицировать эти комплектующие по конкретным видам, уплотнительные
прокладки стоит разграничить по основным типам: комбинированные,
металлические и неметаллические. Форма исполнения – не только плоская
круглая, но и линзовая (равномерное утолщение по окружности при отдалении от
краёв материала) – такие иногда применяют для фланцев-заглушек с целью повысить
диапазон оказываемого изнутри давления. Так, паронитовые прокладки выдерживают
температуру эксплуатации -50… 500 по Цельсию, на что не способна резина: та
рассыпается при значительном морозе и начинает прогорать при температуре 150…
200 градусов.
Неметаллические
Простейший вариант для приёмных труб, трубопроводов различного назначения – резиновые. Однако чтобы они не прилипали к фланцевым соединениям, например, в системе горячего водоснабжения и отопления, используют графитовую прослойку. Применение чисто графитовых прокладок тоже допускается, однако при этом графит имеет свойство ломаться и растрескиваться при малейшем смещении, чьё направление перпендикулярно его плоскости расположения.
Прокладочный материал может быть и паронитовым (термостойким), и фторопластовым (негорючий пластик, напоминающий флюорокарбон для лесок). Используются и композитные (комбинированные) листовые материалы.
Для металлических труб, включая стальные, берут преимущественно резиновые и фторопластовые фланцевые обкладки. Линзовые нашли особое применение для фланцев с приподнятой поверхностью.
Помимо резины, для изготовления неметаллических прокладок применяют арамид, стекловолокно, эластомер (резиновые или каучуковые компоненты), тефлон. Полнопрофильные вкладки подойдут для плоских фланцев, не имеющих отбортовок, воротков и т. д. Уплотнители с плоским кольцом используют преимущественно с фланцевыми деталями, имеющими соединительный выступ. Маркируется вся эта продукция по системе ASME B16.21 (стандарт, используемый при определении прокладочного материала из неметалла).
![]() Полуметаллические
Полуметаллические
Чисто резиновые, не имеющие металлических колец/канавок, относят лишь к неметаллическим. Т. н. полуметалл подразумевает использование прокладки для придания ей упругости и достаточной прочности в сочетании с совместимостью и полной герметизацией стыка. Полуметаллические прокладки представляют собой элементы со спирально навитыми составляющими. В частности, резиновые и графитовые образцы бывают усилены металлической основой.
«Полуметалл» подходит для использования при высоких температурах и давлениях. Прокладки чисто из резины, паронита и графита попросту раскрошились бы, к примеру, от температуры в 150 градусов и давления в 30 атмосфер: предел температурной прочности резины не превышает 140 градусов, после чего она попросту начинает подгорать, слипается с фланцем и постепенно обугливается. Полуметаллические прокладки применяют на фланцах с наружной и внутренней винтовыми нарезками, а также на фланцевых комплектах, одна поверхность которых обладает шипами, вторая – пазами. Маркировка полуметаллических экземпляров производится по всё той же схеме ASME B16.20. Прокладки из паронита учитываются и по ГОСТ 15180-1986.
Металлические
Металлические изделия являются неметаллизированными, как это произошло бы в случае выделки полуметаллических уплотнителей, а представляют собой окольцованные соединения. Поверхность фланцев при этом должна быть максимально гладкой – это предотвратит утечки жидких сред из трубопроводной системы. Количество металлов представлено как одним, так и несколькими. Принцип действия таких соединений основан на зажатии более твёрдым сплавом относительно мягкого металла, при этом последний повторяет все неровности первого. Поэтому верный подбор материалов здесь крайне важен: несоответствие металлической составляющей фланца или прокладки чревато протечкой.
Основной силой здесь является затяжка болтами. Маркировка прокладочно-фланцевых окольцевателей осуществляется по стандарту ASME B16.20. Металлические прокладки выпускаются также овального сечения – для фланцев, чья форма не круглая, а такая же.
Размеры
![]() В основном на
рынке соединительных частей для трубопроводов наибольшим спросом пользуются
прокладки под фланцы Ду50 и Ду80 – они применяются для организации
бойлерной в системе отопления, где установлены краны-задвижки вращательного (не
вентильного) типа.
В основном на
рынке соединительных частей для трубопроводов наибольшим спросом пользуются
прокладки под фланцы Ду50 и Ду80 – они применяются для организации
бойлерной в системе отопления, где установлены краны-задвижки вращательного (не
вентильного) типа.
Для паронитовых прокладок нормированы варианты исполнения А, Б, В, Г и Д. Фланцевая парность используется по следующей схеме: В (1); E (2) и F (3); C (4) и D (5); L (8) и M (9); B (1) и D (5), только в этом случае соединение окажется очень плотным. Проход сегмента трубопровода, в котором имеются фланцы с прокладками, нормируется исходя из давления внутренней среды. Так, для давления в 0,25 мегапаскаля и варианта исполнения прокладки А используется проход в 10… 3000 мм. Показатель в мегапаскалях – максимум давления, который превышать нельзя. Для 0,63 МПа проход составит 10… 2400 мм.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.3 Способы соединения труб, чугунных труб. Ревизия, притирка, испытание арматуры
Методическое пособие по теме урока: Ревизия и испытание арматуры
Арматура технологических трубопроводов - наиболее ответственный элемент коммуникаций, поэтому на предприятиях должны быть приняты необходимые меры по организации постоянного и тщательного надзора за исправностью арматуры, а также за своевременным и высококачественным проведением ревизии и ремонта.
При применении арматуры с сальниками особое внимание следует обращать на набивочный материал - качество, размеры, правильность укладки в сальниковую коробку.
Набивку для сальников выбирают в соответствии с ГОСТ 5152.
Асбестовая набивка, пропитанная жировым составом и прографиченная, может быть использована для рабочих температур не выше 200°С, так как при более высоком нагреве жировые вещества вытекают и плотность сальника быстро снижается.
Для температур выше 200°С и давлений до 25 МПа (250 кгс/см ) можно применять прографиченную асбестовую набивку. При этом каждое кольцо должно быть пересыпано слоем сухого чистого графита толщиной не менее 1 мм.
Для высоких температур рекомендуется применение специальных набивок, в частности асбометаллических, пропитанных особыми составами, стойкими к разрушению и вытеканию под влиянием транспортируемой среды и высокой температуры.
Для давлений свыше 32 МПа (320 кгс/см ) и температуры более 200°С применение специальных набивок согласно п. 9.3.24 обязательно.
Сальниковая набивка арматуры должна быть изготовлена из плетеного шнура квадратного сечения со стороной, равной ширине сальниковой камеры. Из такого шнура на оправке должны быть нарезаны заготовки колец со скошенными под углом 45° концами.
Кольца набивки следует укладывать в сальниковую коробку вразбежку линий разреза с уплотнением каждого кольца. Высота сальниковой набивки должна быть такой, чтобы грундбукса в начальном положении входила в сальниковую камеру не более чем на 1/6 - 1/7 ее высоты, но не менее чем на 5 мм.
Сальники следует подтягивать равномерно без перекоса грундбуксы.
Для обеспечения плотности сальникового уплотнения необходимо следить за чистотой поверхности шпинделя и штока.
Прокладочный материал для уплотнения соединения крышки с корпусом арматуры следует выбирать с учетом химического воздействия на него транспортируемой среды, а также в зависимости от давления и температуры согласно п. 2.2.26 настоящих Правил.
![]() Ход
шпинделя в задвижках и вентилях должен быть плавный, а затвор при закрывании
или открывании арматуры должен перемещаться без заедания.
Ход
шпинделя в задвижках и вентилях должен быть плавный, а затвор при закрывании
или открывании арматуры должен перемещаться без заедания.
Предохранительные клапаны необходимо обслуживать в соответствии с отраслевыми инструкциями и указаниями завода-изготовителя.
Для создания плотности запорную арматуру следует закрывать с нормальным усилием. Не допускается применять добавочные рычаги при открывании и закрывании арматуры.
Ревизию и ремонт трубопроводной арматуры, в том числе и обратных клапанов, а также приводных устройств арматуры (электро-, пневмо-, гидропривод, механический привод), как правило, производят в период ревизии трубопровода.
Ревизию и ремонт арматуры следует производить в специализированных мастерских или на ремонтных участках. В отдельных случаях по усмотрению технического надзора допускается ревизия арматуры путем ее разборки и осмотра непосредственно на месте установки (приварная арматура, крупногабаритная, труднодоступная и т.д.).
При ревизии арматуры, в том числе и обратных клапанов, должны быть выполнены следующие работы:
а) внешний осмотр;
б) разборка и осмотр состояния отдельных деталей;
в) осмотр внутренней поверхности и при необходимости контроль неразрушающими методами;
г) притирка уплотнительных поверхностей;
д) сборка, опробывание и опрессовка на прочность и плотность.
При планировании ревизии и ремонта арматуры следует в первую очередь проводить ревизию и ремонт арматуры, работающей в наиболее сложных условиях, при этом соблюдать принцип чередования. Результаты ремонта и испытания арматуры оформляются актом.
Какие существуют испытания трубопроводной арматуры?
Разделяют категории испытаний, методы основных (обязательных) испытаний и контроля и критерии оценки результатов основных испытаний. Испытания регламентирует ГОСТ 33257-2015 «Арматура трубопроводная. Методы контроля и испытаний». Ключевые понятия представлены в едином стандарте - ГОСТ 24856-14 «Арматура трубопроводная. Термины и определения».
Основными методами испытаний в сфере ТПА являются: испытания на прочность, плотность, герметичность по отношению к окружающей среде, герметичность затвора, функционирование, проводимые при всех видах контрольных испытаний арматуры. Чтобы разбираться в тематике, стоит познакомиться с определениями:
![]() Испытательный
стенд — комплекс технологических систем, оборудования, средств измерения,
оснастки, средств механизации и автоматизации, а также коллективных средств
защиты, обеспечивающих безопасное проведение испытаний арматуры. На
испытательном стенде расположено вспомогательное оборудование для проведения
тех или иных испытаний.
Испытательный
стенд — комплекс технологических систем, оборудования, средств измерения,
оснастки, средств механизации и автоматизации, а также коллективных средств
защиты, обеспечивающих безопасное проведение испытаний арматуры. На
испытательном стенде расположено вспомогательное оборудование для проведения
тех или иных испытаний.
Метод испытания — правила применения определенных принципов и средств испытания арматуры.
Метод контроля — правила применения определенных принципов и средств контроля арматуры.
Виды испытаний трубопроводной арматуры
Методы контроля разделяют на визуальный (соответствие арматуры чертежам и нормативным документам, правильность маркировки, состояние соединительных поверхностей, швов и качество покрытия и т.д.) и измерительный (проверяют соотношение заявленную толщину стенки, общие габариты, массу и т.д.). Встречаются разрушающие и неразрушающие методы контроля. При первом, проводятся механические испытания, проверка коррозионной стойкости, растяжимость детали, сжатие, воздействие различных температур и т.д. При неразрушающем способе контроля, проводится диагностика радиографических, магнитометрическая дефектоскопия сварных швов, тепловой и др. Разделяют три основных категории испытаний: основные, дополнительные и специальные.
Основные, они же обязательные гидравлические и пневматические испытания, где проверяется совокупность операций на предмет общей работоспособности детали и подтверждение работы ее основных функций. Также, это могут быть испытания: на прочность и плотность, проверка герметичности и отдельно - поверка на герметичность затвора.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.4. Способы измерения диаметров труб, фитингов и арматуры, прокладочных материалов. Техническая документация монтажно-сборочных работ
Методическое пособие по теме урока: Измерительные штриховые инструменты методом сравнения. Понятие монтажных чертежей
Измерительные штриховые инструменты имеют штрихи, расстояние между которыми обычно выражено в миллиметрах или в долях миллиметра. Размер штриховой меры определяется кратчайшим расстоянием между двумя штрихами. Штриховыми Инструментами можно измерять изделия различных форм и размеров, поэтому такой инструмент относится, к категории многомерного.
К многомерным инструментам относятся:
Измерительная металлическая линейка. Предназначена для определения линейных размеров различных заготовок и изделий с точностью, не превышающей ±0,5 мм. Линейка представляет собой тонкую стальную полосу, изготовленную из инструментальной углеродистой стали У7 или У8. На одной из широких сторон этой полосы на расстоянии 1 мм друг от друга слева направо нанесены деления (масштабная шкала). На некоторых линейках наносятся более мелкие деления (0,5 мм).
![]() Складные метры. Складные метры представляют собой
линейки, предназначенные для линейных измерений. Складной метр состоит из
нескольких коротких одинаковых линеек (звеньев), шарнирно соединенных между
собой. На линейках нанесены миллиметровые, полусантиметровые и сантиметровые
деления.
Складные метры. Складные метры представляют собой
линейки, предназначенные для линейных измерений. Складной метр состоит из
нескольких коротких одинаковых линеек (звеньев), шарнирно соединенных между
собой. На линейках нанесены миллиметровые, полусантиметровые и сантиметровые
деления.
Длина складных метров равна 1 м и реже - 2 м, длина звена - 100 мм. Стальные метры изготовляются из инструментальной углеродистой стали марок У7-У8, а иногда из твердых пород дерева. Точность измерения складными метрами может быть в пределах до 1 мм. При износе шарнирных соединений и с уменьшением четкости штриховых линий точность измерения складными метрами уменьшается. Приемы пользования складными метрами сходны с приемами пользования измерительными металлическими линейками.
Рулетки. Применяются для измерения больших длин в тех случаях, когда не требуется большой точности.
Для измерения деталей и узлов машин небольшой длины (до 2 м) применяются металлические рулетки, у которых стальная лента выдвигается из металлической оправы автоматически и по выдвижении не сгибается. Точность измерений ±0,25 - ±0,5 мм.
Для измерения больших длин применяются рулетки, представляющие собой стальную или холщовую ленту длиной 2; 5; 10; 15; 20 м и более, помещенную в металлический или кожаный футляр. На лентах длиной до 5 м обычно наносятся миллиметровые деления, а на лентах длиной свыше 5 м - сантиметровые деления. Из кожаного или металлического футляра лента вытягивается за свободный конец, а по окончании работы свертывается вращением рукоятки, имеющейся в футляре.
Штангенинструменты
Штангенинструменты – измерительные приборы прямого действия, в которых в качестве отсчетного устройства используется шкала измерительной линейки (штанга) с делениями через 1 мм, а отсчитывание частей деления на этой основной шкале производится с помощью вспомогательной (дополнительной) шкалы - нониуса.
Нониус, как вспомогательная шкала, имеет небольшое число интервалов (10-20) по сравнению с основной шкалой. Первый штрих нониуса является началом вспомогательной шкалы и одновременно указателем значения размера на основной шкале. Если первый (нулевой) штрих нониуса совпадает с каким-либо штрихом основной шкалы, то отсчитывают целое значение размера только по основной шкале. Если же нулевой штрих нониуса не совпадает ни с одним штрихом основной шкалы, то отсчет получается из двух частей. Целое значение размера, кратное 1 мм, берут по основной шкале по ближайшему меньшему значению (слева от нулевого штриха нониуса) и добавляют дробное значение размера по нониусу в зависимости от того, какое деление нониуса совпадает с каким-нибудь делением основной шкалы.
Нониус выполняется с модулями γ=1 (с=0,1 мм) и γ=2 (с=0,05 мм).
1. Штангенциркули предназначены для измерения наружных и внутренних размеров, а также для разметки. Они выпускаются нескольких типов и моделей: (показываю разные модели)
2. Штангенглубиномеры предназначены для измерения глубин пазов, отверстий, а также высот выступов. Штангенрейсмасы предназначены для измерения высот, уступов и разметки размеров.
Методику проверки на погрешность и снятия показаний будем отрабатывать на следующем практическом занятии.
Микрометр - это измерительное средство с корпусом в виде скобы и двухточечной схемой измерения, в котором перемещение одной из точек определяется с помощью резьбовой пары - винта и гайки.
Для того чтобы произвести снятие размеров нужно во-первых проверить микрометр на погрешность и если она есть то произвести его настройку (методика настройки описывается в технической документации к прибору). Как произвести замер! Нужно зажать деталь между подвижной и неподвижной пяткой вращая барабан за трещотку, до того момента пока она не начнет проскальзывать, затянуть стопорный винт, убрать испытуемый образец, и прочитать размер. По нижней шкале расположенной на стебле отсчитываются целые (цена одного деления 1мм), по шкале на барабане отсчитываются сотые доли, винтовая пара выкручивается на 1 мм за два оборота барабана, за один оборот 0,50мм.
При разработке рабочих чертежей предусматривают: а) оптимальное применение стандартных и покупных изделий, а также изделий, освоенных производством и соответствующих современному уровню техники; б) рационально ограниченную номенклатуру резьб, шлицев и других конструктивных элементов, их размеров, покрытий и т.д.; в) рационально ограниченную номенклатуру марок и сортаментов материалов, а также применение наиболее дешевых и наименее дефицитных материалов; г) необходимую степень взаимозаменяемости, наивыгоднейшие способы изготовления и ремонта изделий, а также их максимальное удобство обслуживания в эксплуатации.
Рабочие чертежи на бумажном носителе (в бумажной форме) и электронные чертежи могут быть выполнены на основе электронной модели детали и электронной модели сборочной единицы (ГОСТ 2.052).
При ссылках в чертежах изделий серийного и массового производства на технические условия последние должны быть зарегистрированы в установленном порядке (в государствах, где государственная регистрация технических условий обязательна).
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.4. Способы измерения диаметров труб, фитингов и арматуры, прокладочных материалов. Техническая документация монтажно-сборочных работ
Методическое пособие по теме урока: Комплект технической документации устройств газоснабжения, систем отопления
Область применения 1.1 Настоящий стандарт распространяется на эксплуатацию сетей газопотребления, транспортирующих природный газ по ГОСТ 5542 давлением: - до 0,005 МПа включительно домов жилых одноквартирных, жилых многоквартирных зданий, общественных и производственных зданий; - до 0,6 МПа включительно производственных зданий; - до 1,2 МПа включительно производственных зданий, в которых величина давления газа обусловлена требованиями производства. Требования распространяются на теплогенераторные и автономные источники теплоснабжения, интегрированные в жилые многоквартирные, общественные, производственные, административные и бытовые здания; отдельно стоящие котельные, а также газоиспользующее оборудование, в том числе бытовое, общественных и производственных зданий. 1.2 Настоящий стандарт устанавливает требования к составу и оформлению эксплуатационной документации в процессе эксплуатации сетей газопотребления. 1.3 Настоящий стандарт не распространяется на индивидуальные, групповые баллонные и резервуарные установки сжиженных углеводородных газов. 1.4 Настоящий стандарт предназначен для применения юридическими лицами и индивидуальными предпринимателями, осуществляющими эксплуатацию, переустройство, реконструкцию сетей газопотребления объектов, перечисленных в 1.1, а также физическими лицами, осуществляющими эксплуатацию сети газопотребления на законных основаниях.
![]() Нормативные
ссылки В настоящем стандарте использованы нормативные ссылки на следующие
документы: ГОСТ 12.0.004 Система стандартов безопасности труда. Организация
обучения безопасности труда. Общие положения ГОСТ 12.2.063 Арматура
трубопроводная. Общие требования безопасности ГОСТ 5542 Газы горючие природные
промышленного и коммунально-бытового назначения. Технические условия ГОСТ Р
53865 Системы газораспределительные. Термины и определения ГОСТ Р 54983 Системы
газораспределительные. Сети газораспределения природного газа. Общие требования
к эксплуатации. Эксплуатационная документация ГОСТ Р 58095.0 Системы газораспределительные.
Требования к сетям газопотребления. Часть 0. Общие требования ГОСТ Р
58095.3-2018 Системы газораспределительные. Требования к сетям газопотребления.
Часть 3. Металлополимерные газопроводы СП 54.13330.2016 "СНиП 31-01-2003
Здания жилые многоквартирные" СП 55.13330.2016 "СНиП 31-02-2001 Дома
жилые одноквартирные" СП 60.13330.2016 "СНиП 41-01-2003 Отопление,
вентиляция и кондиционирование воздуха
Нормативные
ссылки В настоящем стандарте использованы нормативные ссылки на следующие
документы: ГОСТ 12.0.004 Система стандартов безопасности труда. Организация
обучения безопасности труда. Общие положения ГОСТ 12.2.063 Арматура
трубопроводная. Общие требования безопасности ГОСТ 5542 Газы горючие природные
промышленного и коммунально-бытового назначения. Технические условия ГОСТ Р
53865 Системы газораспределительные. Термины и определения ГОСТ Р 54983 Системы
газораспределительные. Сети газораспределения природного газа. Общие требования
к эксплуатации. Эксплуатационная документация ГОСТ Р 58095.0 Системы газораспределительные.
Требования к сетям газопотребления. Часть 0. Общие требования ГОСТ Р
58095.3-2018 Системы газораспределительные. Требования к сетям газопотребления.
Часть 3. Металлополимерные газопроводы СП 54.13330.2016 "СНиП 31-01-2003
Здания жилые многоквартирные" СП 55.13330.2016 "СНиП 31-02-2001 Дома
жилые одноквартирные" СП 60.13330.2016 "СНиП 41-01-2003 Отопление,
вентиляция и кондиционирование воздуха
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов
3 Термины и определения В настоящем стандарте применены термины по ГОСТ 21.001, ГОСТ 21.110. ГОСТ 21.114. а также следующие термины с соответствующими определениями.
3.1 система: Комплекс функционально связанных между собой оборудования, установок (блоков), устройств, изделий, трубопроводов и (или) воздуховодов.
3.2 система вентиляции и кондиционирования воздуха: Инженерная система здания, обеспечивающая технологический процесс поддержания в помещениях заданного воздухообмена и (или) микроклимата.
3.3 система отопления: Инженерная система здания, обеспечивающая искусственный обогрев помещений в целях возмещения в них тепловых потерь и поддержания на заданном уровне требуемого температурного режима.
3.4 чертеж систем: Чертеж, определяющий относительное расположение функционально связанных между собой оборудования, установок (блоков), трубопроводов и (или) воздуховодов и других частей проектируемых систем.
3.5 установка: Условное наименование комплекса взаимосвязанного оборудования и (или) устройств и, при необходимости, трубопроводов (воздуховодов), присоединенных к оборудованию установки системы.
3.6 чертеж установок: Чертеж, содержащий упрощенное изображение установок, определяющий их конструкцию, размеры, взаимное расположение и обозначение элементов установок и другие необходимые данные.
4 Общие положения 4.1 Рабочую документацию систем отопления, вентиляции и кондиционирования выполняют в соответствии с требованиями настоящего стандарта. ГОСТ 21.101 и других взаимосвязанных стандартов Системы проектной документации для строительства (СПДС).
4.2 В состав рабочей документации систем отопления, вентиляции и кондиционирования (далее — системы) включают; - рабочие чертежи, предназначенные для производства строительно-монтажных работ (далее — основной комплект рабочих чертежей марки ОВ); - эскизные чертежи общих видов нетиповых изделий, конструкций, устройств, монтажных блоков (далее — эскизные чертежи общих видов нетиповых изделий); - спецификацию оборудования, изделий и материалов; - опросные листы и габаритные чертежи (при необходимости); - локальную смету (при необходимости).
4.3 В состав основного комплекта рабочих чертежей марки ОВ включают; - общие данные по рабочим чертежам; - чертежи (планы и разрезы) систем; - схемы систем; - чертежи (планы и разрезы) и схемы установок систем. В состав основного комплекта рабочих чертежей марки ОВ допускается включать: - прямоугольные изометрические проекции систем, полученные визуализацией электронной модели здания (сооружения); - рабочие чертежи встроенных тепловых пунктов при диаметре ввода теплоносителя до 150 мм.
4.4 Рабочие чертежи систем очистки пылевоздушных смесей и пылеудаления допускается выполнять в виде отдельного основного комплекта рабочих чертежей марки ПУ (пылеудаление).
4.5 Системам и установкам систем вентиляции, кондиционирования и воздушного отопления присваивают обозначение, состоящее из марки, принимаемой по таблице 1. и порядкового номера системы (установки) в пределах марки.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.4. Способы измерения диаметров труб, фитингов и арматуры, прокладочных материалов. Техническая документация монтажно-сборочных работ
Методическое пособие по теме урока: Практическая работа № 7 Выполнить реставрацию вентиля на 40мм
В каждом доме или квартире имеются водопровод, подводящий холодную и горячую воду, а также система отопления, состоящая из труб и радиаторов. Для проведения ремонта или замены отдельных участков трубопроводов требуется перекрытие жидкости, которое осуществляется при помощи вентиля. Состояние устройства рекомендуется постоянно контролировать и при необходимости своевременно проводить ремонт вентиля. В противном случае при чрезвычайных обстоятельствах можно затопить не только свою квартиру, но и помещения, расположенные ниже.
Устройство вентиля
На водопроводных и отопительных системах могут быть установлены два типа вентилей:
Рабочим элементом шарового вентиля является шар, расположенный внутри корпуса. Шар имеет пропускное отверстие. Если вентиль открыт, то шар повернут отверстием к потоку воды. В закрытом положении шар поворачивается к воде глухой стороной. Разворот запорного элемента производится при помощи рукояти.

Возможные неисправности и способы их устранения
Устройство требует ремонта, если: вентиль не перекрывает воду. Причинами возникновения неисправности могут быть: износ уплотнительной прокладки, служащей запорным устройством; отсоединение запорного клапана от шпинделя; перегиб шпинделя; загрязнение вентиля отложениями, содержащимися в воде;
Течет или капает вентиль. Основными причинами подобной неисправности могут быть: образование трещины на корпусе устройства; отсутствие или недостаточное количество сальниковой набивки.
Замена прокладки и очистка корпуса
Чтобы отремонтировать вентиль своими руками при износе прокладки, потребуются следующие инструменты и материалы:
Резина и ножницы требуются для самостоятельного изготовления уплотнительной прокладки. Если известно, какая прокладка установлена на шпинделе, то можно приобрести готовое изделие в сантехническом магазине.
Замена прокладки производится по следующей схеме:
2.Пассатижами откручивается гайка, фиксирующая прокладку;
3.Снимается шайба и вышедшая из строя прокладка;
4.Вырезается кусок резины, размеры которого немного больше размеров клапана;
5.В центре отрезанного куска резины проделывается отверстие;
6.Резина насаживается на клапан и фиксируется гайкой;
7.Ножницами по кругу клапана обрезаются излишки резины. Готовая прокладка должна полностью соответствовать размерам клапана;
![]() 8. При помощи ножа
производится прочистка корпуса вентиля. Рекомендуется аккуратно удалить все
отложения не только в корпусе устройства, но и резьбовом соединении;
8. При помощи ножа
производится прочистка корпуса вентиля. Рекомендуется аккуратно удалить все
отложения не только в корпусе устройства, но и резьбовом соединении;
9. Кран-букса насаживается на резьбу;
10. Производится герметизация соединения, после чего можно полностью зафиксировать устройство.
![]() Замена
сальниковой набивки
Замена
сальниковой набивки
![]() Если
течет вентиль крана, то в большинстве случаев проблемой является отсутствие или
излишнее уплотнение сальниковой набивки. Для ремонта потребуются: разводной или
гаечный ключ соответствующего размера; сальниковая набивка; нож или плоская
отвертка для уплотнения. В этой ситуации произвести ремонт вентиля своими
руками можно по следующей схеме: Перекройте водоснабжение системы;
Снимите рукоять вращения;
Открутите фиксирующую гайку. При ослаблении фиксации рекомендуется удерживать
шпиндель в одном положении; Снимите уплотнительное кольцо, фиксирующее
набивку; При
помощи ножа или отвертки удалите старую набивку;
Нанесите и утрамбуйте новый герметизирующий материал; Соберите
кран в обратном порядке.
Если
течет вентиль крана, то в большинстве случаев проблемой является отсутствие или
излишнее уплотнение сальниковой набивки. Для ремонта потребуются: разводной или
гаечный ключ соответствующего размера; сальниковая набивка; нож или плоская
отвертка для уплотнения. В этой ситуации произвести ремонт вентиля своими
руками можно по следующей схеме: Перекройте водоснабжение системы;
Снимите рукоять вращения;
Открутите фиксирующую гайку. При ослаблении фиксации рекомендуется удерживать
шпиндель в одном положении; Снимите уплотнительное кольцо, фиксирующее
набивку; При
помощи ножа или отвертки удалите старую набивку;
Нанесите и утрамбуйте новый герметизирующий материал; Соберите
кран в обратном порядке.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 1 Оборудования санитарно-технических систем
Тема 1.4. Способы измерения диаметров труб, фитингов и арматуры, прокладочных материалов. Техническая документация монтажно-сборочных работ
Методическое пособие по теме урока: Чертежи внутреннего водопровода, канализации, внутренних устройств газоснабжения и отопления
ОБЩИЕ ТРЕБОВАНИЯ
1.1. Рабочие чертежи водопровода и канализации выполняют в соответствии с требованиями настоящего стандарта и других стандартов СПДС.
1.2.* В рабочие чертежи водопровода и канализации включают: База нормативной документации: www.complexdoc.ru 2 эскизные чертежи общих видов нетиповых конструкций систем водопровода и канализации (далее именуемых чертежами общих видов); чертежи общих видов нестандартных (нетиповых) конструкций систем водопровода и канализации (далее именуемые системами); ведомость потребности в материалах для систем; спецификацию оборудования
1.3. В состав основного комплекта рабочих чертежей марки ВК включают: общие данные; чертежи (планы и схемы) систем; чертежи (планы, разрезы и схемы) установок систем. Допускается совмещение чертежей марки ВК с чертежами внутреннего газопровода.
1.4. Для обозначения систем принимают буквенно-цифровые обозначения по ГОСТ 21.106-78. Установкам систем присваивают обозначение, состоящее из номера установки в пределах системы и обозначения системы (например, 1В6, 2В6).
1.5.* В наименованиях вводов водопровода и выпусков канализации на планах, фрагментах и узлах, а также на схемах указывают обозначение системы и номер ввода (выпуска) в пределах системы, например: Ввод В1-1, Ввод В1-2, Выпуск К1-1, Выпуск К1-2. Стояки систем обозначают маркой «Ст» с добавлением обозначения системы и порядкового номера стояка в пределах системы, например: Ст В1-1, Ст В1-2. В необходимых случаях допускается проставлять порядковые номера санитарных приборов (независимо от назначения и типа прибора), пожарных и поливочных кранов, водосточных воронок или указывать на схемах систе
1.6. Обозначение диаметра трубопровода наносят на полке линии-выноски. В том случае, когда на полке линии-выноски наносят буквенно-цифровое обозначение трубопровода, диаметр трубопровода указывают под полкой линии выноски
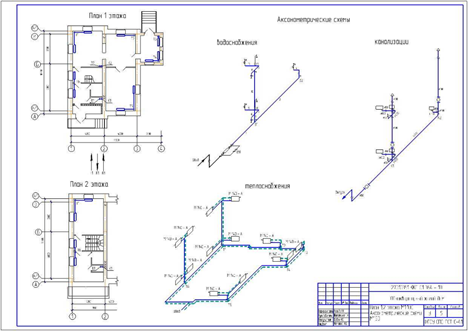
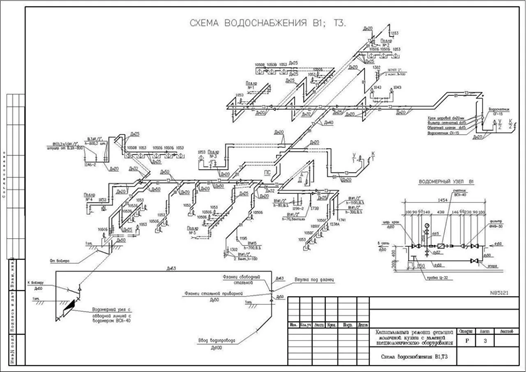
Системы внутреннего водопровода (хозяйственно-питьевого, производственного, противопожарного) устраивают с целью обеспечения водой производственных, вспомогательных, жилых и общественных зданий, оборудуемых соответствующими системами канализации. Система хозяйственно-питьевого водоснабжения (хозяйственно-питьевой водопровод) подаёт воду для питья, приготовления пищи, проведения санитарно-гигиенических процедур. Вода в данной системе должна быть питьевого качества и удовлетворять требованиям ГОСТ 2874-82 * . Система противопожарного водоснабжения (противопожарный водопровод) служит для локализации огня, предупреждения распространения его в здании тушения. Система производственного водоснабжения (производственный водопровод) подает воду для технологических целей: промывки материалов, охлаждения машин, агрегатов, оборудования, питания водой котлов, производственных аппаратов, для использования в различных производственных процессах. Требования к качеству воды в производственном водопроводе определяются технологическим процессом.
Система поливочного водопровода (поливочный водопровод) подаёт воду для поливки зеленых насаждений вокруг здания, мойки тротуаров, полов и оборудования внутри зданий. Для уменьшения строительных и эксплуатационных затрат устраивают объединенные системы водоснабжения: хозяйственно-питьевые – противопожарные, производственно–противопожарные, хозяйственно-питьевые – поливочные и т.д. Выбор системы водоснабжения в здании – раздельной или объединенной – зависит от его назначения, санитарно-гигиенических, противопожарных требований
применяемой технологии производства, технико-экономических показателей. При этом учитывают количество воды, подаваемое каждой системой, требуемые давления в системе. Например, в жилых зданиях высотой до 12 этажей устраивают только хозяйственно-питьевой водопровод; от 12 до 16 этажей – объединенный хозяйственно-питьевой и противопожарный водопровод; при высоте более 16 этажей – раздельные хозяйственно-питьевой и противопожарный водопроводы. В зависимости от температуры транспортируемой воды различают системы холодного водоснабжения (tB1< 30 оС) и системы горячего водоснабжения (tТ3 = 50 оС - 75 оС).
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.1. Технология эксплуатации системы отопления здания
Методическое пособие по теме урока: Общие сведения об отоплении. Принцип устройства систем централизованного отопления
Характеристика систем отопления
К конвективному относят отопление, при котором температура внутреннего воздуха поддерживается на более высоком уровне, чем радиационная температура помещения, понимая под радиационной усредненную температуру поверхностей, обращенных в помещение, вычисленную относительно человека, находящегося в середине этого помещения. Это широко распространенный способ отопления.
Лучистым называют отопление, при котором радиационная температура помещения превышает температуру воздуха. Лучистое отопление при несколько пониженной температуре воздуха (по сравнению с конвективным отоплением) более благоприятно для самочувствия человека в помещении (например, до 18-20 °с вместо 20-22 °с в помещениях гражданских зданий).
Конвективное или лучистое отопление помещений осуществляется специальной технической установкой, называемой системой отопления. Система отопления — это совокупность конструктивных элементов со связями между ними, предназначенных для получения, переноса и передачи теплоты в обогреваемые помещения здания.
![]() Рисунок
1. Схема системы отопления: 1 — теплогенератор или теплообменник и основные типы теплообменных
аппаратов ;
2 — подача топлива или подвод первичного теплоносителя; 3 — подающий
теплопровод; 4 — отопительный прибор; 5 — обратный теплопровод.
Рисунок
1. Схема системы отопления: 1 — теплогенератор или теплообменник и основные типы теплообменных
аппаратов ;
2 — подача топлива или подвод первичного теплоносителя; 3 — подающий
теплопровод; 4 — отопительный прибор; 5 — обратный теплопровод.
Перенос по теплопроводам может осуществляться с помощью жидкой или газообразной рабочей среды. Жидкая (вода или специальная незамерзающая жидкость — антифриз) или газообразная (пар, воздух, продукты сгорания топлива) среда, перемещающаяся в системе отопления, называется теплоносителем.
Система отопления для выполнения возложенной на нее задачи должна обладать определенной тепловой мощностью. Расчетная тепловая мощность системы выявляется в результате составления теплового баланса в обогреваемых помещениях при температуре наружного воздуха.
Текущие (сокращенные) теплозатраты на отопление имеют место в течение почти всего времени отопительного сезона, поэтому теплоперенос к отопительным приборам должен изменяться в широких пределах. Этого можно достичь путем изменения (регулирования) температуры и (или) количества перемещающегося в системе отопления теплоносителя.
Требования к системе отопления
Санитарно-гигиенические: поддержание заданной температуры воздуха и внутренних поверхностей ограждений помещения во времени, в плане и по высоте при допустимой подвижности воздуха, ограничение температуры на поверхности отопительных приборов;
Экономические: оптимальные капитальные вложения, экономный расход тепловой энергии при эксплуатации;
Архитектурно-строительные: соответствие интерьеру помещения, компактность, увязка со строительными конструкциями, согласование со сроком строительства здания;
Производственно-монтажные: минимальное число унифицированных узлов и деталей, механизация их изготовления, сокращение трудовых затрат и ручного труда при монтаже;
Эксплуатационные: эффективность действия в течение всего периода работы, надежность (безотказность, долговечность, ремонтопригодность) и техническое совершенство, безопасность и бесшумность действия.
Деление требований на пять групп условно, так как в них входят требования, относящиеся как к периоду проектирования и строительства, так и эксплуатации здания.
Наиболее важны санитарно-гигиенические и эксплуатационные требования, которые обусловливаются необходимостью поддерживать заданную температуру в помещениях в течение отопительного сезона и всего срока службы системы отопления здания.
Классификация систем отопления
Системы отопления по расположению основных элементов подразделяются на местные и центральные.
В местных системах для отопления, как правило, одного помещения все три основных элемента конструктивно объединяются в одной установке, непосредственно в которой происходит получение, перенос и передача теплоты в помещение. Теплопереносящая рабочая среда нагревается горячей водой, паром, электричеством или при сжигании какого-либо топлива.
Еще одним примером местной системы отопления могут служить отопительные печи, конструкции и расчет которых будут рассмотрены.
В местной системе отопления с использованием электрической энергии теплопередача может осуществляться с помощью жидкого или газообразного теплоносителя либо без него непосредственно от разогретого твердого элемента.
Центральными называются системы, предназначенные для отопления группы помещений из единого теплового центра. В тепловом центре находятся теплогенераторы (котлы) или теплообменники. Они могут размещаться непосредственно в обогреваемом здании (в котельной или местном тепловом пункте) либо вне здания — в центральном тепловом пункте (ЦТП), на тепловой станции (отдельно стоящей котельной) или ТЭЦ.
Теплопроводы центральных систем подразделяют на магистрали (подающие, по которым подается теплоноситель, и обратные, по которым отводится охладившийся теплоноситель), стояки (вертикальные трубы или каналы) и ветви (горизонтальные трубы или каналы), связывающие магистрали с подводками к отопительным приборам (с ответвлениями к помещениям при теплоносителе воздухе).
Примером центральной системы является система отопления здания с собственным тепловым пунктом или котельной, принципиальная схема которой не будет отличаться от схемы на рисунке 1, если отопительные приборы размещены во всех обогреваемых помещениях этого здания.
Центральная система отопления называется районной, когда группа зданий отапливается из отдельно стоящей центральной тепловой станции. Теплогенераторы, теплообменники и отопительные приборы системы здесь также разделены: теплоноситель (например, вода) нагревается на тепловой станции, перемещается по наружным и внутренним (внутри здания) теплопроводам в отдельные помещения каждого здания к отопительным приборам и, охладившись, возвращается на тепловую станцию (рисунок 2).
![]() Рисунок
2. Схема районной системы отопления: 1 — приготовление первичного теплоносителя;
2 — местный тепловой пункт; 3 и 5 — внутренние подающие и обратные
теплопроводы; 4 — отопительные приборы; б и 7 — наружный подающий и обратный
теплопроводы; 8 — циркуляционный насос наружного теплопровода
Рисунок
2. Схема районной системы отопления: 1 — приготовление первичного теплоносителя;
2 — местный тепловой пункт; 3 и 5 — внутренние подающие и обратные
теплопроводы; 4 — отопительные приборы; б и 7 — наружный подающий и обратный
теплопроводы; 8 — циркуляционный насос наружного теплопровода
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.1. Технология эксплуатации системы отопления здания
Методическое пособие по теме урока: Системы отопления с естественной циркуляцией воды
В схеме с естественной циркуляцией вода движется по системе под действием конвекции, самотеком. Котел в такой системе находится в нижней точке дома. Нагретая вода, будучи легче холодной, поднимается вверх. Она проходит через радиаторы и, остывая, опускается вниз, в котел. При использовании энергонезависимого котла такая схема будет работать даже без электричества.
Принципы процесса естественной циркуляции
![]()
![]() Процесс движения
воды в контуре отопления без применения циркуляционного насоса происходит в
силу естественных физических законов. Понимание природы этих процессов позволит
грамотно разработать проект системы отопления для типовых
и нестандартных случаев.
Максимальная разность гидростатического давления Основное физическое
свойство любого теплоносителя (воды или антифриза), которое способствует его
движению по контуру при естественной циркуляции – уменьшение плотности при
увеличении температуры. Плотность горячей воды меньше, чем холодной и
поэтому возникает разница в гидростатическом давлении теплого и холодного
столба жидкости. Холодная вода, стекая к теплообменнику, вытесняет горячую
вверх по трубе.
Процесс движения
воды в контуре отопления без применения циркуляционного насоса происходит в
силу естественных физических законов. Понимание природы этих процессов позволит
грамотно разработать проект системы отопления для типовых
и нестандартных случаев.
Максимальная разность гидростатического давления Основное физическое
свойство любого теплоносителя (воды или антифриза), которое способствует его
движению по контуру при естественной циркуляции – уменьшение плотности при
увеличении температуры. Плотность горячей воды меньше, чем холодной и
поэтому возникает разница в гидростатическом давлении теплого и холодного
столба жидкости. Холодная вода, стекая к теплообменнику, вытесняет горячую
вверх по трубе.
Движущей силой воды в контуре при естественной циркуляции является перепад гидростатического давления между холодным и горячим столбами жидкости
Отопительный контур дома можно условно разделить на несколько фрагментов. По «горячим» фрагментам вода направляется вверх, а по «холодным» – вниз. Границами фрагментов являются верхняя и нижняя точка системы отопления.
Главной задачей при моделировании системы с естественной циркуляциейводы является достижение максимально возможной разницы между давлением столба жидкости в «горячем» и «холодном» фрагментах.
Классическим для естественной циркуляции элементом водяного контура является коллектор разгона (главный стояк) – вертикальная труба, направленная вверх от теплообменника.
Коллектор разгона должен иметь максимальную температуру, поэтому его утепляют на всей протяженности. Хотя, если высота коллектора не велика (как для одноэтажных домов), то можно не проводить утепление, так как вода в нем не успеет остыть.
Обычно систему проектируют таким образом, чтобы верхняя точка коллектора разгона совпадала с верхней точкой всего контура. Там устанавливают выход на бак-расширитель открытого типа или клапан для отвода воздуха, если используют мембранный бак.
Тогда длина «горячего» фрагмента контура является минимально возможной, что приводит к уменьшению теплопотерь на этом участке.
Также желательно, чтобы «горячий» фрагмент контура не сочетался с длительным участком, транспортирующим остывший теплоноситель. В идеале нижняя точка водяного контура совпадает с нижней точкой теплообменника, помещенного в устройство нагрева.
Чем ниже в системе отопления расположен котел, тем меньше гидростатическое давление столба жидкости в горячем фрагменте контура
![]() Для
«холодного» сегмента водяного контура тоже есть свои правила, увеличивающие
давление жидкости:
Для
«холодного» сегмента водяного контура тоже есть свои правила, увеличивающие
давление жидкости:
· чем больше теплопотери на «холодном» участке отопительной сети, тем ниже температура воды и больше ее плотность, поэтому функционирование систем с естественной циркуляцией возможно только при значительной теплоотдаче;
· чем больше расстояние от нижней точки контура к подключению радиаторов, тем больше участок столба воды с минимальной температурой и максимальной плотностью.
Чтобы обеспечить выполнение последнего правила, часто печь или котел устанавливают в самой нижней точке дома, например, в подвале. Таким размещением котла обеспечивают максимально возможное расстояние между нижним уровнем радиаторов и точкой входа воды в теплообменник.
Однако высота между нижней и верхней точками водяного контура при естественной циркуляции не должна быть слишком большой (на практике не более 10 метров). Печь или котел, нагревают только теплообменник и нижнюю часть коллектора разгона.
Если этот фрагмент незначителен относительно всей высоты водяного контура, то падение давления в «горячем» фрагменте контура будет несущественным и процесс циркуляции не будет запущен.
![]() Минимизация
сопротивления движению воды
Минимизация
сопротивления движению воды
При проектировании системы с естественной циркуляцией необходимо учитывать скорость движения теплоносителя по контуру. Во-первых, чем быстрее скорость, тем быстрее будет происходить передача тепла по системе «котел – теплообменник – водяной контур – радиаторы отопления – помещение». Во-вторых, чем быстрее скорость жидкости через теплообменник, тем меньше вероятность ее закипания, что особенно важно при печном отоплении. В системах отопления с принудительной циркуляцией скорость движения воды в основном зависит от параметров циркуляционного насоса. При водяном отоплении с естественной циркуляцией скорость зависит от следующих факторов: разницы давления между фрагментами контура в нижней его точке; гидродинамического сопротивления отопительной системы Способы обеспечения максимальной разницы давления были рассмотрены выше. Гидродинамическое сопротивление реальной системы не поддается точному расчету по причине сложной математической модели и большого числа входящих данных, точность которых трудно гарантировать. Тем не менее, существуют общие правила, соблюдение которых позволит уменьшить сопротивление отопительного контура.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.1. Технология эксплуатации системы отопления здания
Методическое пособие по теме урока: Системы отопления с насосной циркуляцией воды
Принцип работы системы с принуждением
Циркуляционный насос — это небольшой электрический прибор, который устроен предельно просто. Внутри корпуса находится крыльчатка, она вращается и придает теплоносителю, циркулирующему по системе, необходимое ускорение. Электромотор, обеспечивающий вращение, потребляет совсем немного электроэнергии, всего 60-100 Вт.
Наличие такого устройства в системе значительно упрощает ее проектирование и монтаж. Принудительная циркуляция теплоносителя позволяет использовать отопительные трубы малого диаметра, расширяет возможности при выборе котла отопления и радиаторов.
![]() Очень
часто система, изначально созданная с расчетом на естественную циркуляцию, работает неудовлетворительно
из-за низкой скорости движения теплоносителя по трубам, т.е. низкого
циркуляционного напора. В этом случае установка насоса поможет решить проблему.
Очень
часто система, изначально созданная с расчетом на естественную циркуляцию, работает неудовлетворительно
из-за низкой скорости движения теплоносителя по трубам, т.е. низкого
циркуляционного напора. В этом случае установка насоса поможет решить проблему.
Однако не следует слишком увлекаться скоростью воды в трубах, поскольку она не должна быть чрезмерно высокой. Иначе со временем конструкция может просто не выдержать дополнительного давления, на которое она не рассчитана.
Для жилых помещений рекомендованы следующие предельные нормы скорости передвижения теплоносителя:
· при условном проходе трубы в размере 10 мм — до 1,5 м/с;
· при условном проходе трубы в размере 15 мм — до 1,2 м/с;
· при условном проходе трубы в размере 20 мм или больше — до 1,0 м/с;
· для подсобных помещений жилых домов — до 1,5 м/с;
· для зданий вспомогательного назначения — до 2,0 м/с.
В системах с естественной циркуляцией расширительный бак обычно ставят на подачу. Но если конструкция будет дополнена циркуляционным насосом, обычно рекомендуется переместить накопитель на обратку.
![]() Устройство
циркуляционного насоса очень простое, задача этого прибора — придать
теплоносителю ускорение, достаточное для преодоления гидростатического
сопротивления системы
Устройство
циркуляционного насоса очень простое, задача этого прибора — придать
теплоносителю ускорение, достаточное для преодоления гидростатического
сопротивления системы
Кроме того, вместо открытого бачка следует поставить закрытый. Только в небольшой квартире, где отопительная система имеет небольшую протяженность и простое устройство, можно обойтись без такой перестановки и пользоваться старым расширительным баком.
Расчеты для принудительных систем отопления
Правильно
организованная система с принудительной циркуляцией требует сложных инженерных
расчетов. Но некоторые формулы позволяют оценить состояние системы и составить
более точное представление о необходимых переделках, особенно если речь идет о
небольшом доме или квартире. Мощность отопительного оборудования обычно
подбирают исходя из размеров помещений, которые предполагается отапливать.
Обычно производители рекомендуют: чтобы расход теплоносителя, учтенный в литрах
в минуту, соответствовал количеству киловатт мощности котла. Это означает, что
для котла на 40 Вт наиболее подходящим будет расход теплоносителя в размере 40
л/мин. Подобным же образом рассчитывают расход воды для
отдельной комнаты или группы помещений. В этом случае ориентируются на
совокупную мощность установленных на ![]() участке радиаторов.
участке радиаторов.
Диаметр отопительных труб определяется в соответствии с установленным расходом теплоносителя:
· при расходе в 5,7 л/мин необходимы полудюймовые трубы;
· при расходе в 15 л/мин необходимы трубы на три четверти дюйма;
· при расходе в 30 л/мин необходимы дюймовые трубы;
· при расходе в 53 л/мин необходимы трубы на дюйм с четвертью;
· при расходе в 83 л/мин необходимы полуторадюймовые трубы;
· при расходе в 170 л/мин необходимы двухдюймовые трубы;
· при расходе в 320 л/мин необходимы трубы на два с половиной дюйма и т.п.
Чтобы определить параметры подходящего циркуляционного насоса, необходимо измерить протяженность всего отопительного контура, к которому его будут подключать. Для десяти метров системы нужен напор насоса в размере 0,6 м. Путем несложных вычислений получаем, что для системы длиной 60 метров понадобится насос на 3,6 м.
Однако эти параметры верны только для системы, в которой правильно подобран диаметр труб, как было указано выше. Если использованы слишком узкие коммуникации, понадобится взять более мощный насос, чтобы преодолеть избыточное гидравлическое давление, возникающее в системе из-за неправильного выбора труб.
Системы отопления с принудительной циркуляцией различаются следующим образом:
· как одно- или двухтрубные (вариант подключения труб к радиаторам);
· с вертикальным стояками или горизонтальным магистралями;
· тупиковые или с попутным движением теплоносителя
· с верхней или нижней разводкой.
Однотрубные системы встречаются все реже, поскольку их недостатки значительно превышают достоинства. Это очень простой вариант, при котором радиаторы соединяются последовательно. Теплоноситель поочередно проходит через каждый отопительный прибор, постепенно остывая.
Очевидно, что при такой схеме первые радиаторы будут нагревать комнату лучше, чем те, что расположены в конце системы. Приходится устанавливать на завершающем отрезке магистрали больше радиаторов, чем в начале, чтобы сгладить разницу температур.
Такое устройство крайне неудобно, поскольку нельзя отключить только один радиатор в случае поломки, придется сливать теплоноситель из всего контура. Двухтрубная схема предполагает подключение каждого радиатора параллельно с помощью двух труб к общей магистрали.
Разумеется, для этого придется использовать больше материалов, общая стоимость и время для монтажа будут выше, чем при использовании однотрубного варианта.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.1. Технология эксплуатации системы отопления здания
Методическое пособие по теме урока: Двухтрубные и однотрубные системы отопления с насосной циркуляцией воды
Однотрубная система отопления получила широкое распространение в советский период массового жилищного строительства. Схематическое решение позволяло экономить значительные материальные средства, одновременно снижая трудозатраты на монтажные работы. Самостоятельное изготовление отопления по однотрубной схеме возможно только после тщательного изучения принципов работы и нюансов монтажа.
Общие сведения об однотрубных схемах отопления
Основные сферы применения однотрубных схем – разные по этажности дома с небольшим количеством радиаторов в одном контуре. Например, в высотках от стояка отходят не более трёх радиаторов на этаж. В частном секторе такие системы наиболее эффективны в одно- и двухэтажных частных домах с площадью до 150 м2.
![]() Достоинства
и отрицательные стороны
Достоинства
и отрицательные стороны
Правильно подобрать систему отопления можно только исходя из условий эксплуатации, учитывая положительные и отрицательные стороны всех типов конструкции.
Преимущество
Экономия материалов и меньшие трудозатраты по сравнению с двухтрубными вариантами.
Компактность – трубы легче скрыть в пол или стену
Гидравлическая устойчивость, постоянная теплоотдача элементов. Низкая инерционность – для заполнения магистралей, требуется меньшее количество теплоносителя, который быстрее прогревается. Допускается монтаж терморегулирующей арматуры на каждый радиатор. Отсекающие краны и байпасы батарей позволяют заменить радиатор без остановки системы. Простая конструкция, доступная для самостоятельного монтажа при имеющемся грамотном гидравлическом расчёте. Недостатки Неравномерность прогрева радиаторов – последние батареи в контуре прогреваются хуже первых, так как теплоноситель к ним поступает уже охлаждённым
Сложный гидравлический расчёт, требующий основательного изучения методики проведения
Трудности с обустройством самотёчной схемы подачи теплоносителя (без установки циркуляционного насоса)
Сложность балансировки при пусконаладочных работах — даже при точном гидравлическом расчёте иногда приходится донастраивать систему
Минимизировать отрицательные стороны помогает установка в конце контура радиаторов с большим количеством секций, обязательный монтаж байпасов, разделение системы на несколько ветвей.Главный отличительный признак однотрубных разводок – все батареи в контуре включены последовательно, а отводная труба от предыдущей батареи подключается к входу последующей. После последнего радиатора в контуре теплоноситель возвращается в котёл.
В двухтрубных системах с верхней разводкой каждый нагревательный прибор обслуживается подающим и обратным трубопроводами. Если не учитывать охлаждение воды в трубах, то можно считать, что во все нагревательные приборы вода поступает с одинаковой температурой.
![]() Рис.
93. Схема двухтрубной системы отопления с насосной циркуляцией и нижней
разводкой:
Рис.
93. Схема двухтрубной системы отопления с насосной циркуляцией и нижней
разводкой:
1 — котел, 2 — подающий трубопровод, 3 — обратный трубопровод, 4 — подающие стояки, 5 — обратные стояки, 6 — расширительная труба, 7 — расширительный сосуд, 8 — воздухосборник, 9 — воздушные краны, 10 — центробежный насос
В двухтрубных системах отопления с нижней разводкой (рис. 93) подающую 2 и обратную 3 магистрали прокладывают в подвальной части здания или в специальных каналах, сделанных в полу первого этажа. В-этих системах теплоноситель поступает в нагревательные приборы не сверху вниз, как в системах с верхней разводкой подающей магистрали, а снизу вверх. В остальном система работает по тому же принципу, что и при верхней разводке подающей магистрали.
Воздух из системы с нижней разводкой подающей магистрали удаляется посредством воздушной линии, присоединяемой к стоякам и отводящей воздух к воздухосборнику 8 или через воздушные краны 9.
Для регулирования теплоотдачи приборов в двухтрубных системах на подводках к нагревательным приборам устанавливают краны двойной регулировки, а на подающих и обратных стояках в местах присоединения их к магистральным линиям устанавливают пробковые сальниковые краны для отключения стояков на случай ремонта. Расширительный сосуд 7, так же как и в системе с верхней разводкой, присоединяют к обратной магистрали перед насосом.
Двухтрубные системы отопления с нижней разводкой в сравнении с системами с верхней разводкой имеют следующие преимущества: сокращается количество трубопроводов, проходящих в неотапливаемых помещениях, а следовательно, уменьшаются непроизводительные потери тепла; монтаж системы и пуск тепла можно производить поэтажно по мере возведения здания; в процессе обслуживания системы отключение отдельных стояков на случай аварии более удобно, так как краны на подающем и обратном стояках расположены в одном месте.
В двухтрубной разводке горячий теплоноситель подаётся по одной ветви контура, а возвращается по другой, отсюда и происходит название.
![]() Преимущество. Одинаковая
температура теплоносителя во всех радиаторах. Регулировка теплоотдачи каждой
батареи. Небольшое гидравлическое сопротивление.
Преимущество. Одинаковая
температура теплоносителя во всех радиаторах. Регулировка теплоотдачи каждой
батареи. Небольшое гидравлическое сопротивление.
Работоспособность всей системы при поломке одного или нескольких радиаторов. Использование в зданиях большой этажности. Гибкость вариантов подводки – в полу, в стенах, вдоль стен, под потолком и за фальшпотолком
Недостатки.
Повышенный расход труб – к радиатору необходимо вести 2 ветки, подводящую и отводящую
Большой диаметр труб стояка и подводки к первым в контуре радиаторам
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.1. Технология эксплуатации системы отопления здания
Методическое пособие по теме урока: Практическая: № 8 Изготовить ленточный и проволочный хомут.
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.1. Технология эксплуатации системы отопления здания
Методическое пособие по теме урока: Системы отопления тупиковые и с попутным движением воды
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.1. Технология эксплуатации системы отопления здания
Методическое пособие по теме урока: Удаление воздуха из систем отопления
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.1. Технология эксплуатации системы отопления здания
Методическое пособие по теме урока: Монтаж трубопроводов
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.1. Технология эксплуатации системы отопления здания
Методическое пособие по теме урока: Монтаж нагревательных приборов
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Источники водоснабжения. Очистка водопроводной воды
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Схемы городского водоснабжения
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Общие сведения о внутреннем водопроводе
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Системы внутреннего водопровода: разводящие сети трубопроводов
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Приборы для измерения расхода воды и давления. Врезка водопровода в действующие сети
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Монтаж водопроводных стояков и подводок к водоразборным точкам
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Практическая работа: №9 Выполнить измерение трубы с помощью штангенциркуля
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Системы горячего водоснабжения: -открытая схема централизованного водопровода горячей воды
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Системы горячего водоснабжения:- схема централизованного (закрытого) водопровода горячей воды
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Распределительные и циркуляционные водопроводные сети горячего водопровода
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Монтаж трубопроводов горячего водоснабжения. Монтаж внутренней сети водоотведения
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Испытания внутреннего водопровода. Системы водоотведения
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Система водостоков здания. Испытание систем водоотведения
Технология выполнения простых работ при монтаже и ремонте систем отопления, водоснабжения и канализации
Раздел 2. Эксплуатационные работы и монтаж систем отопления водоснабжения и водоотведения
Тема 2.2. Технология эксплуатации системы водоснабжения и водоотведения здания Методическое пособие по теме урока: Зачёт
Скачано с www.znanio.ru

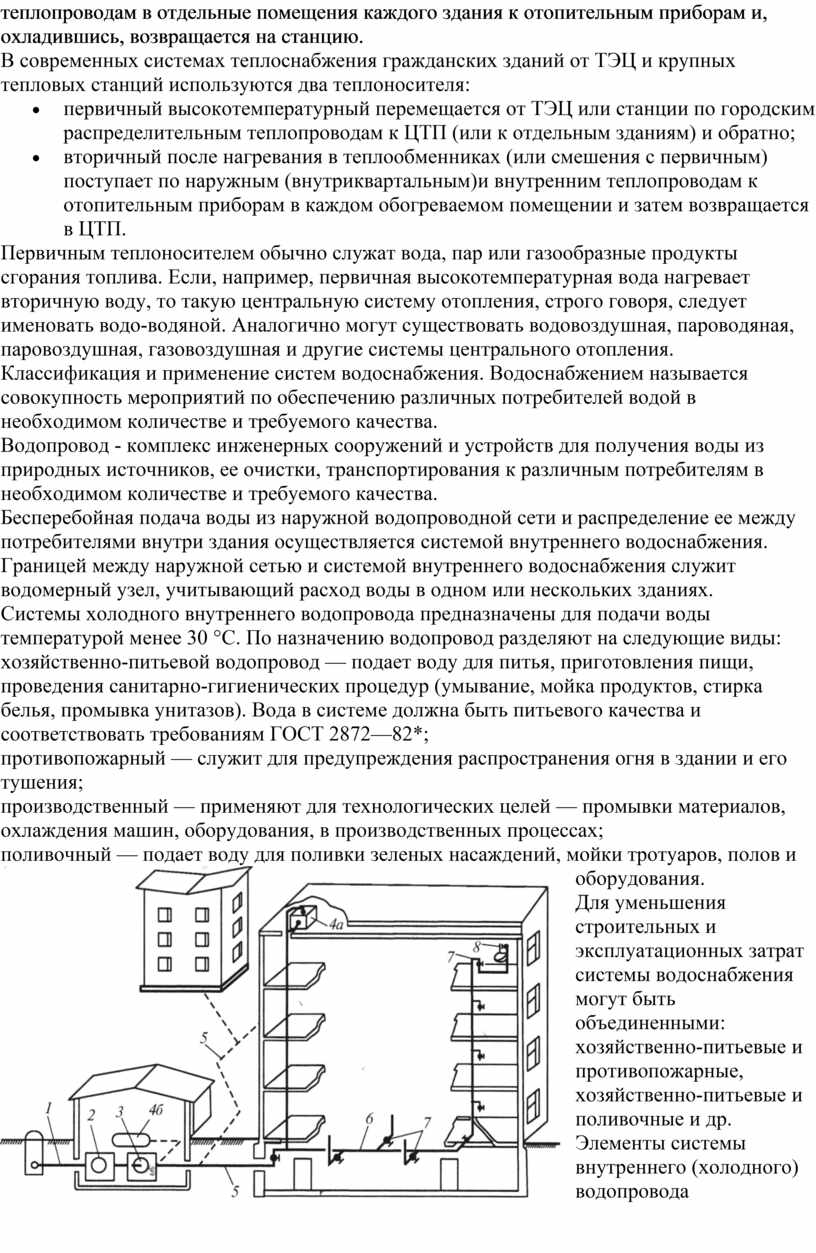

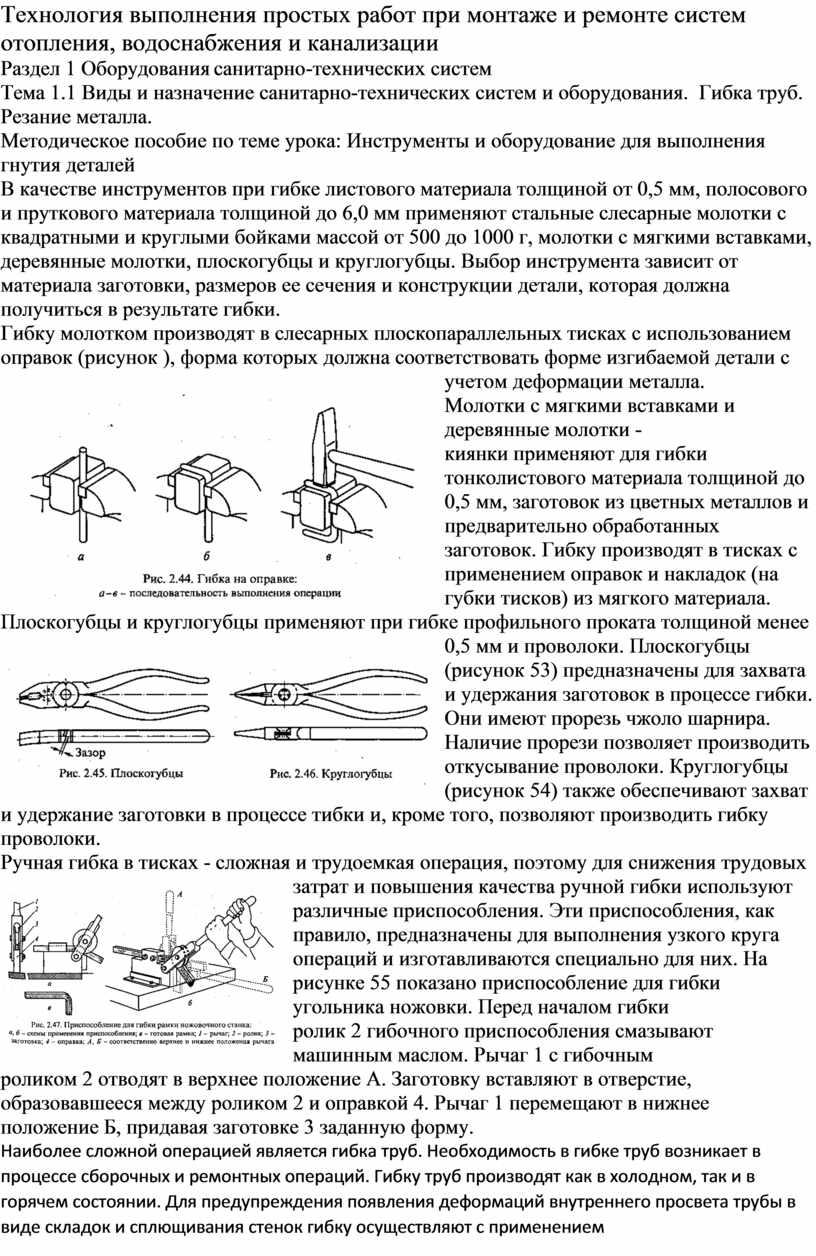
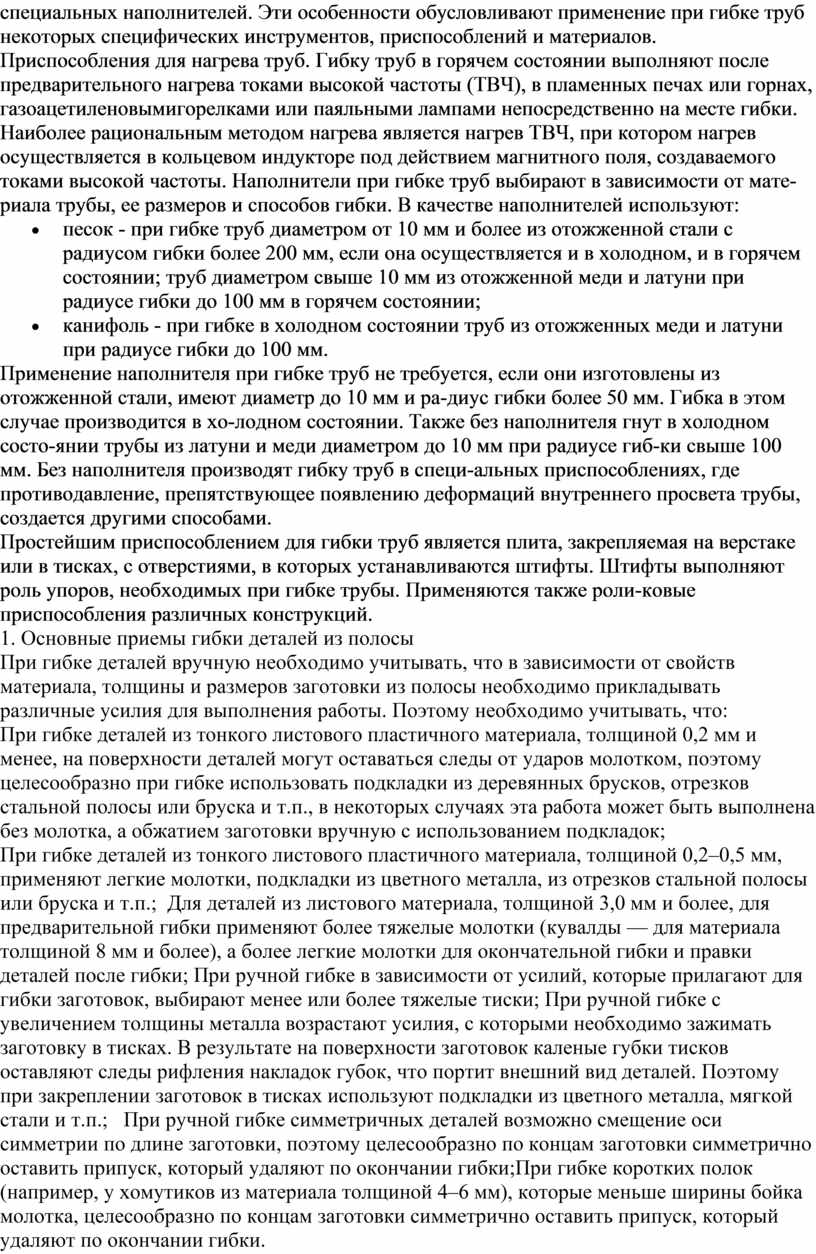

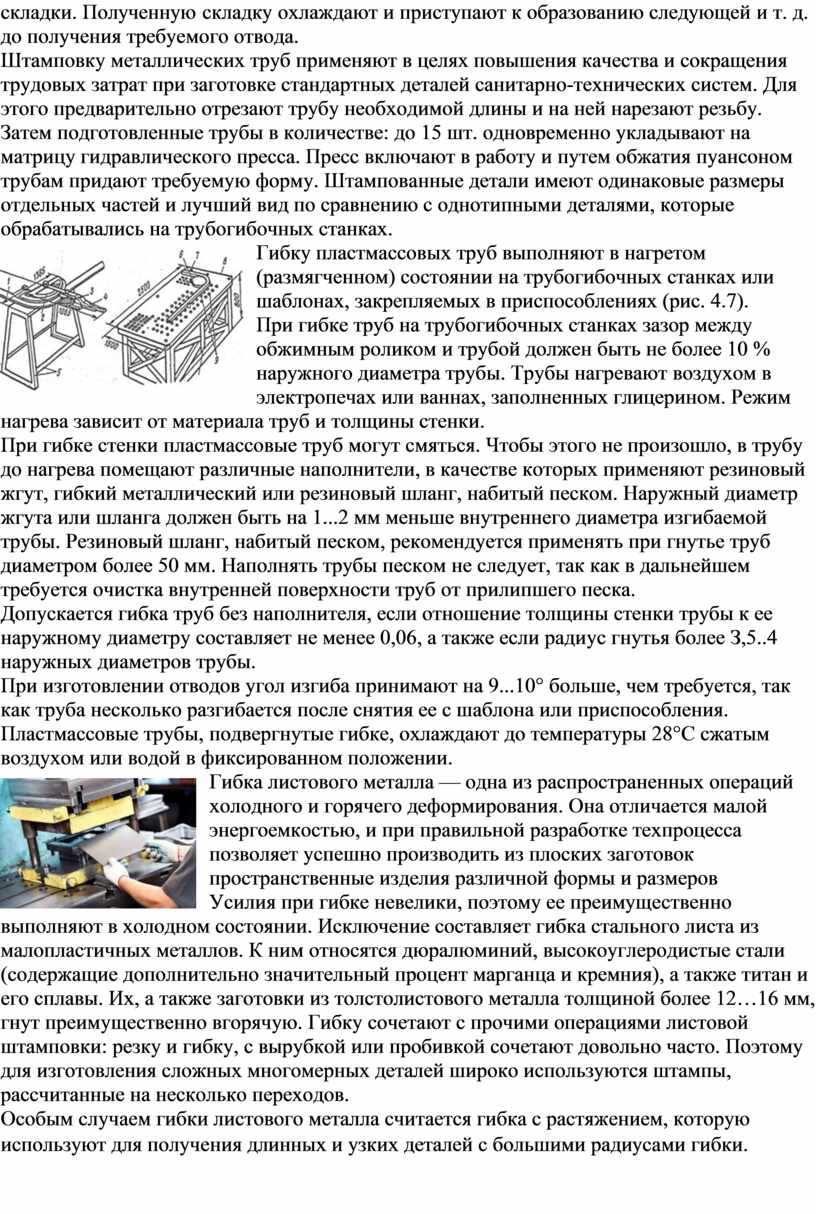
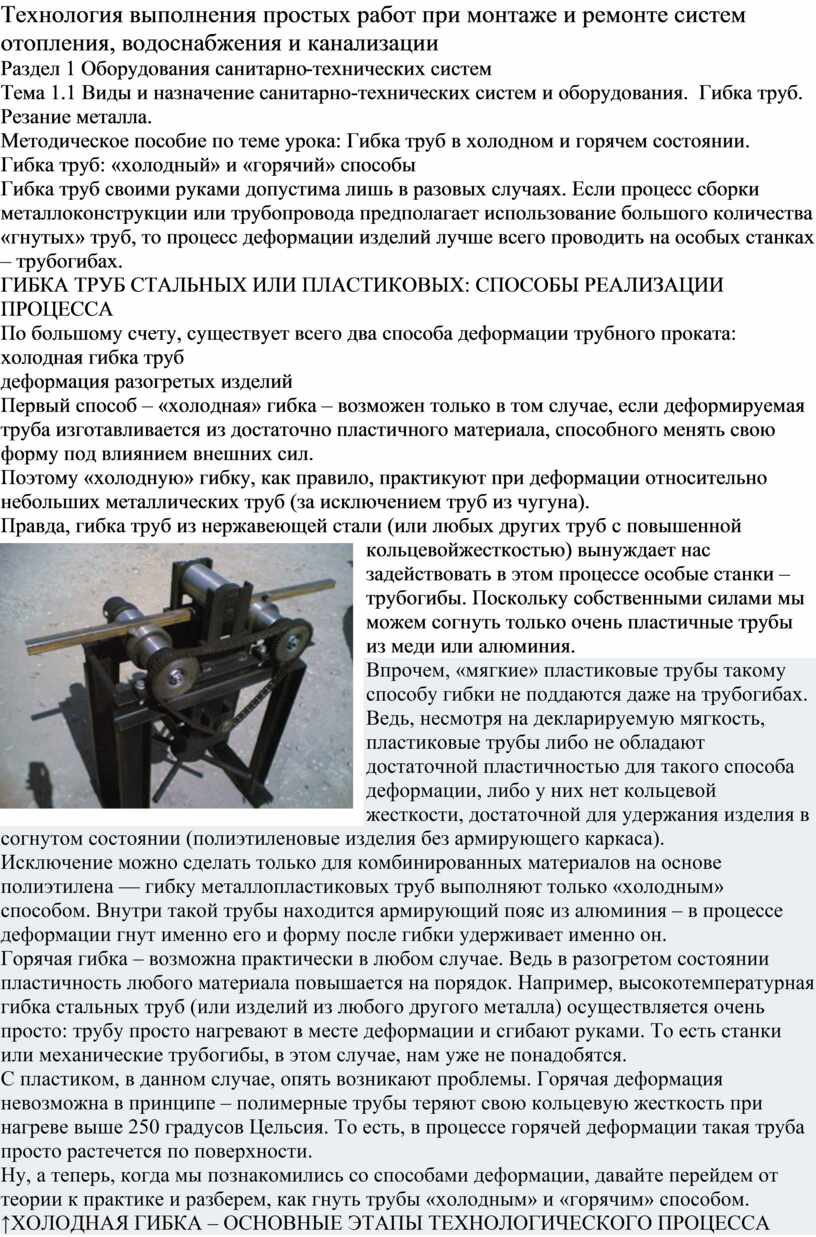
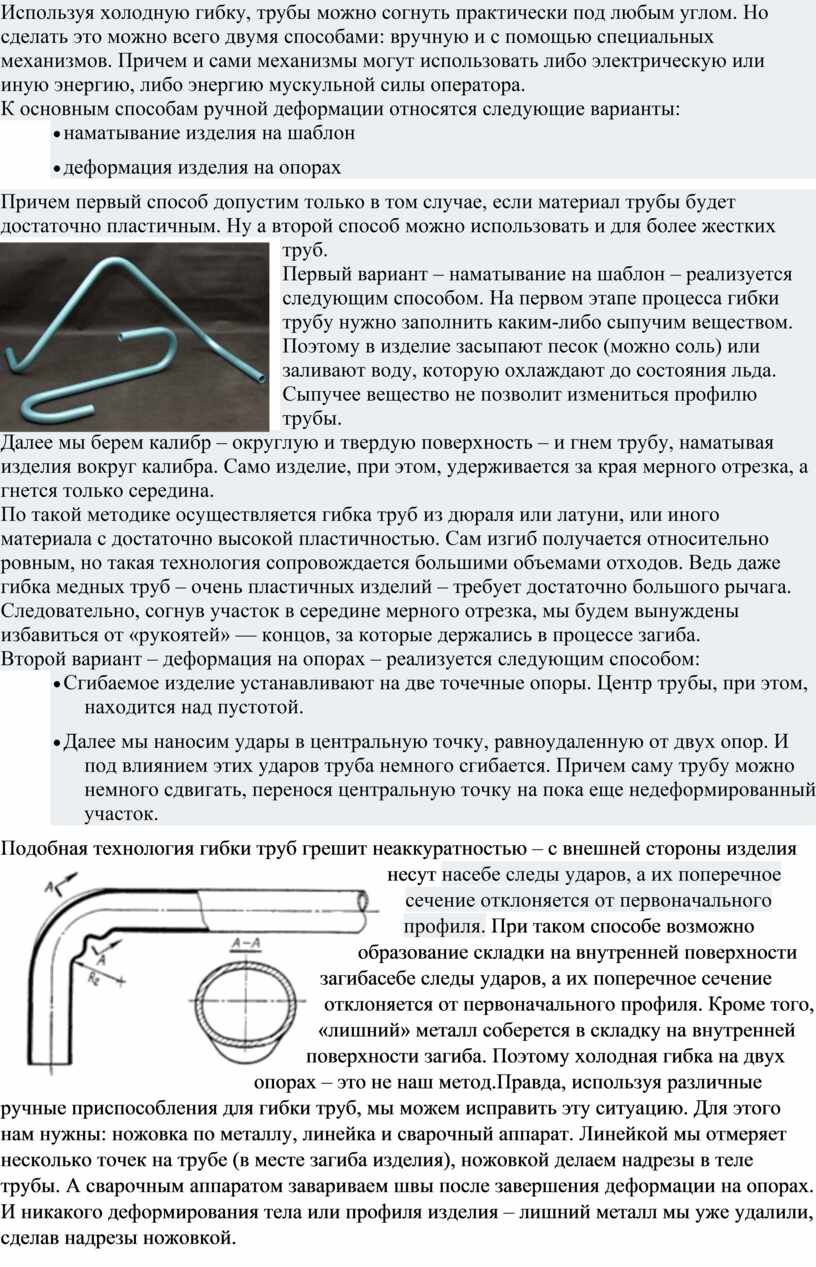
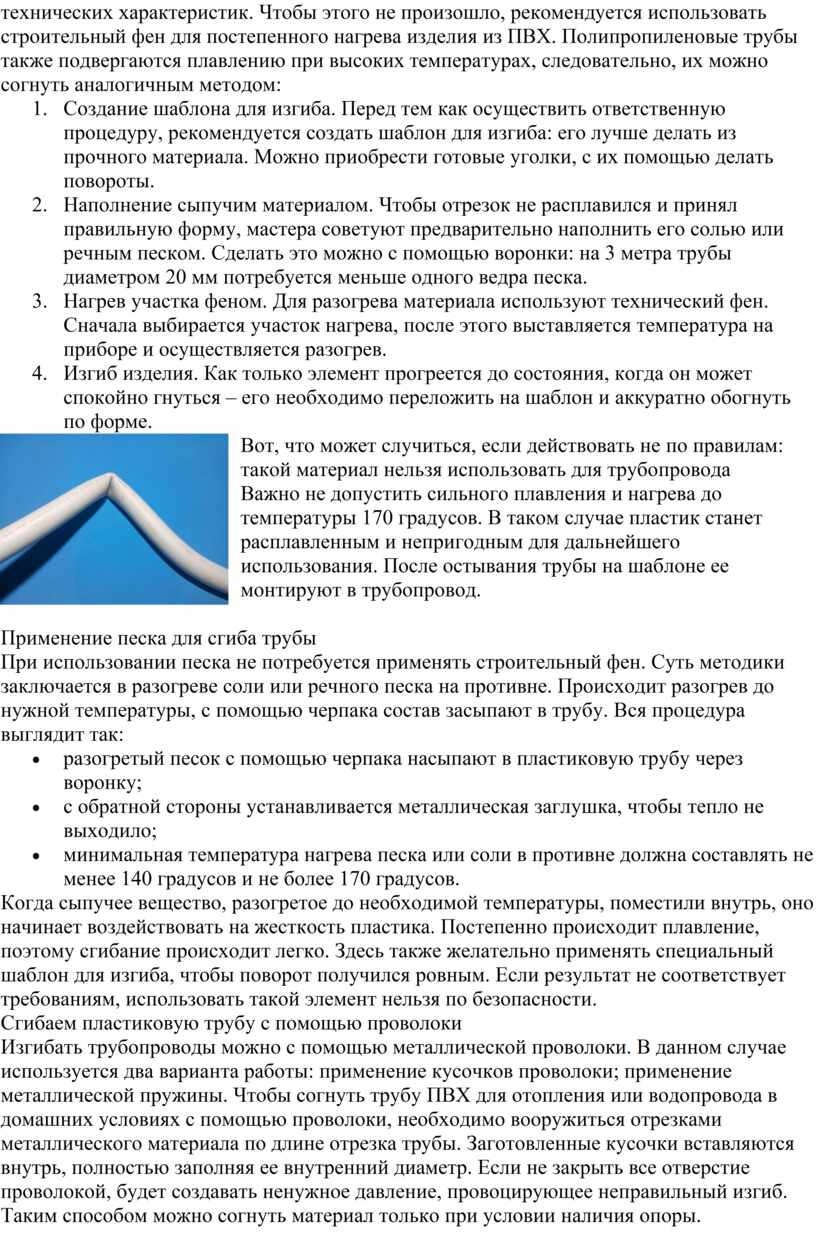
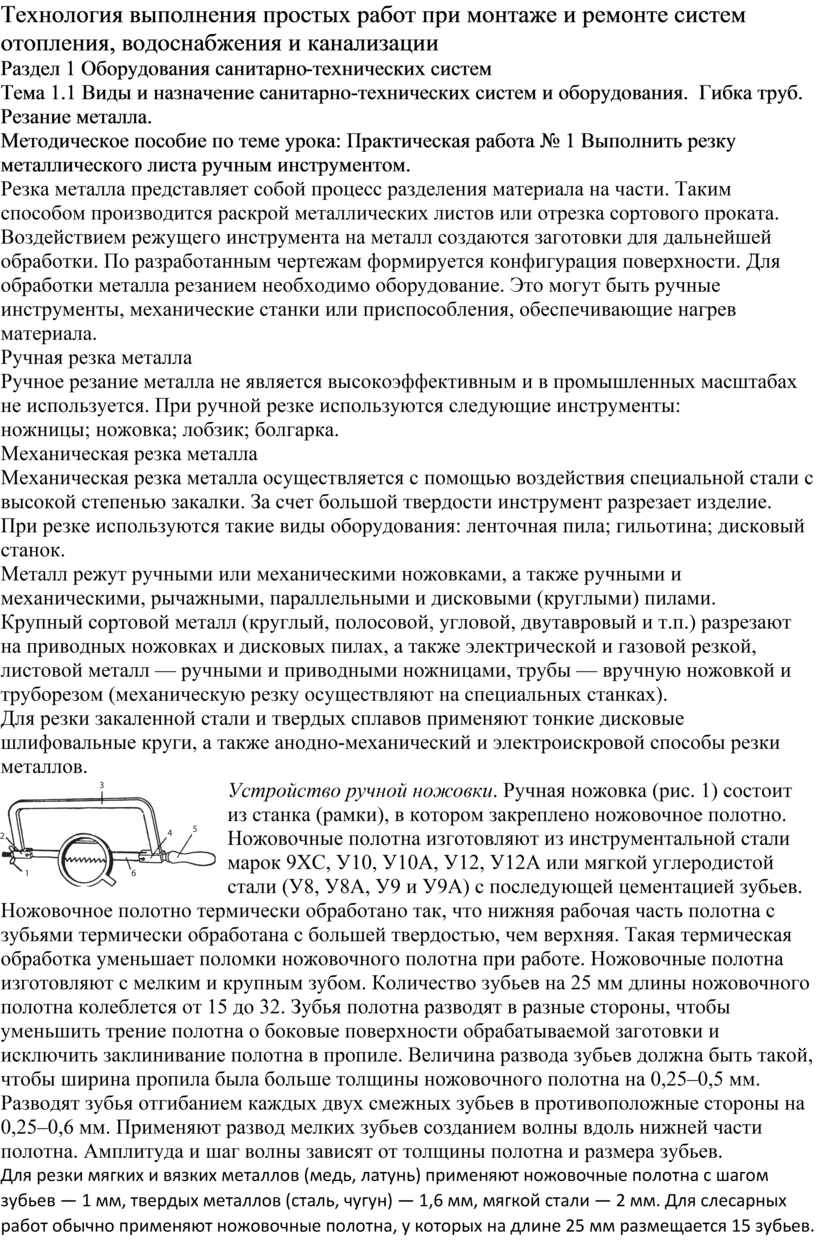
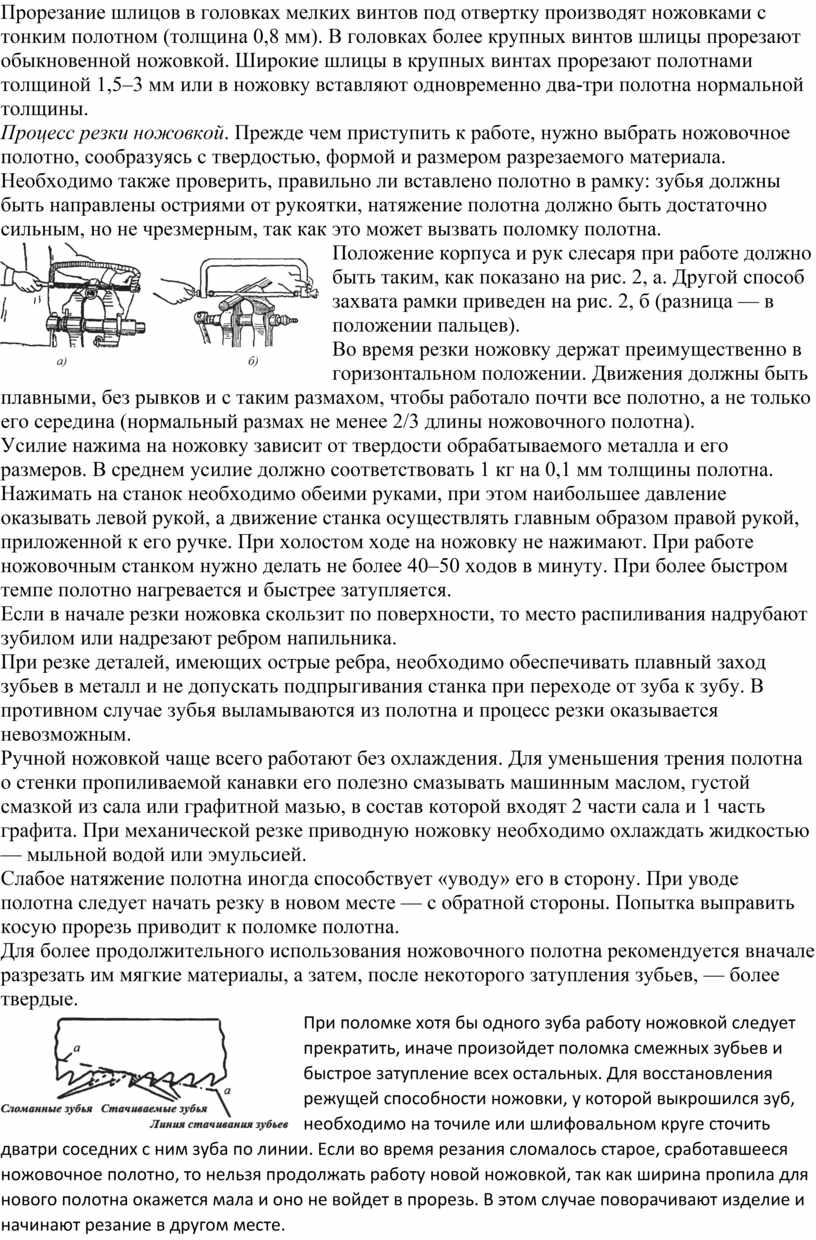
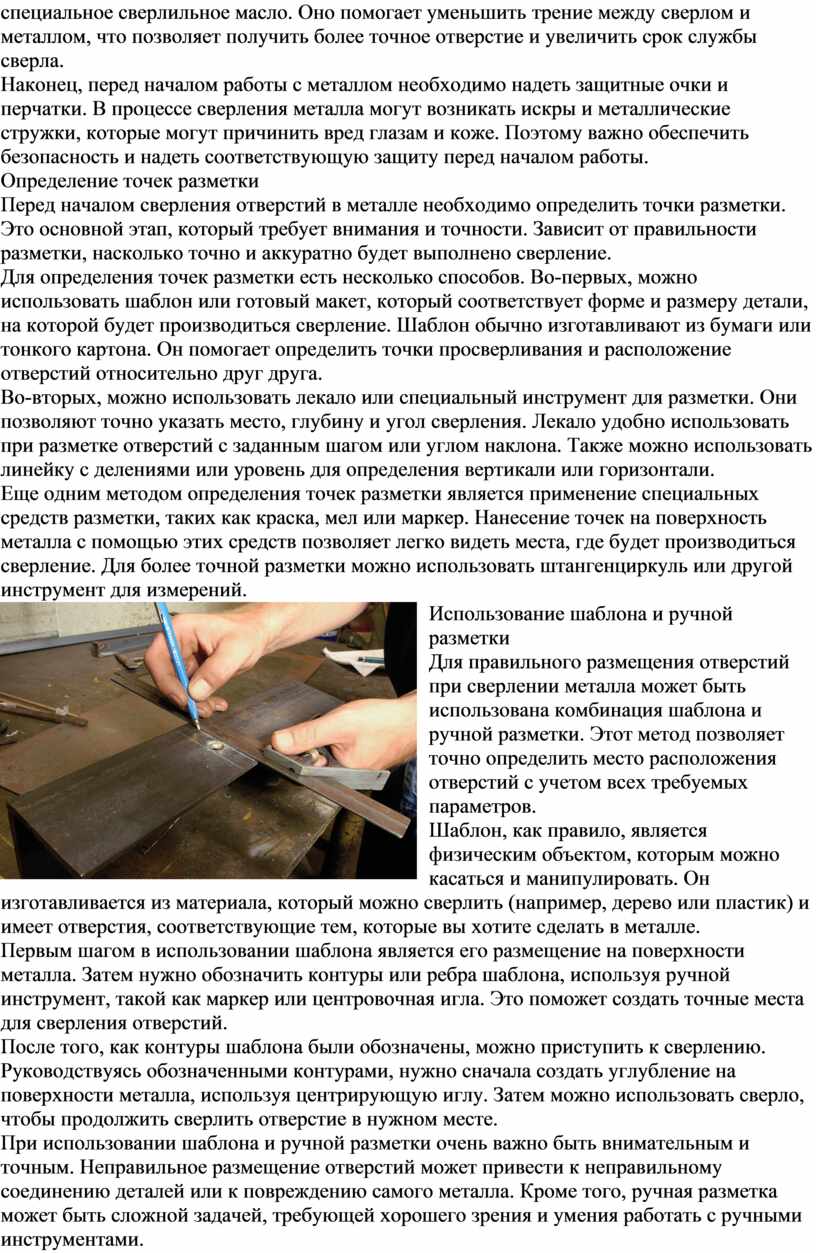
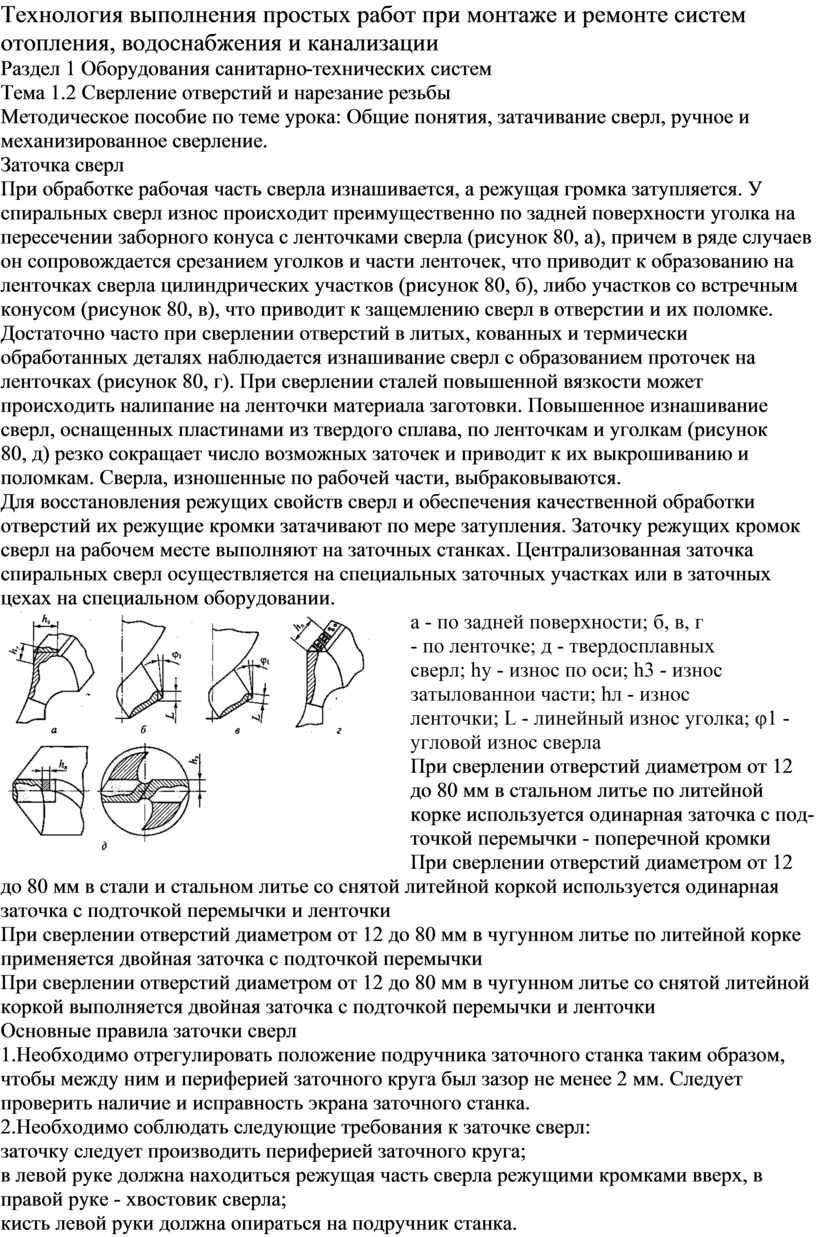
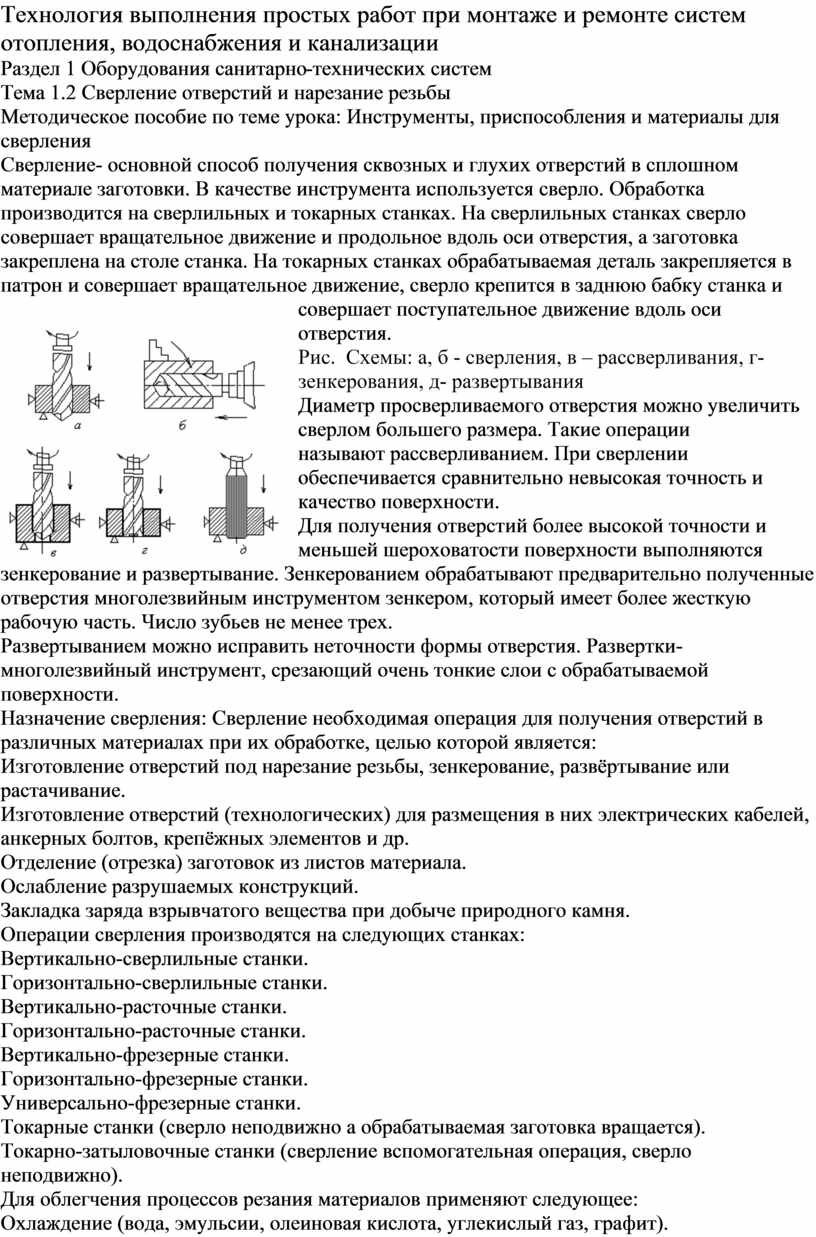
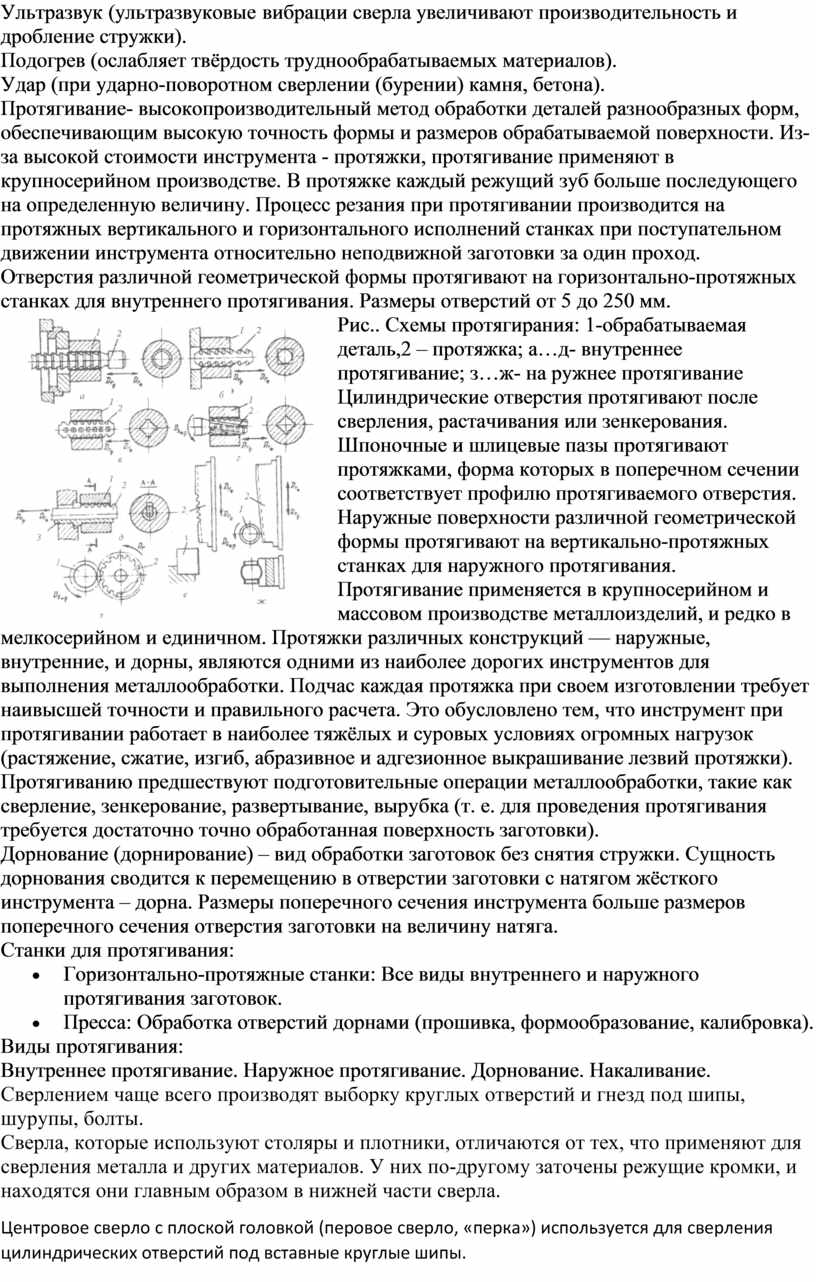
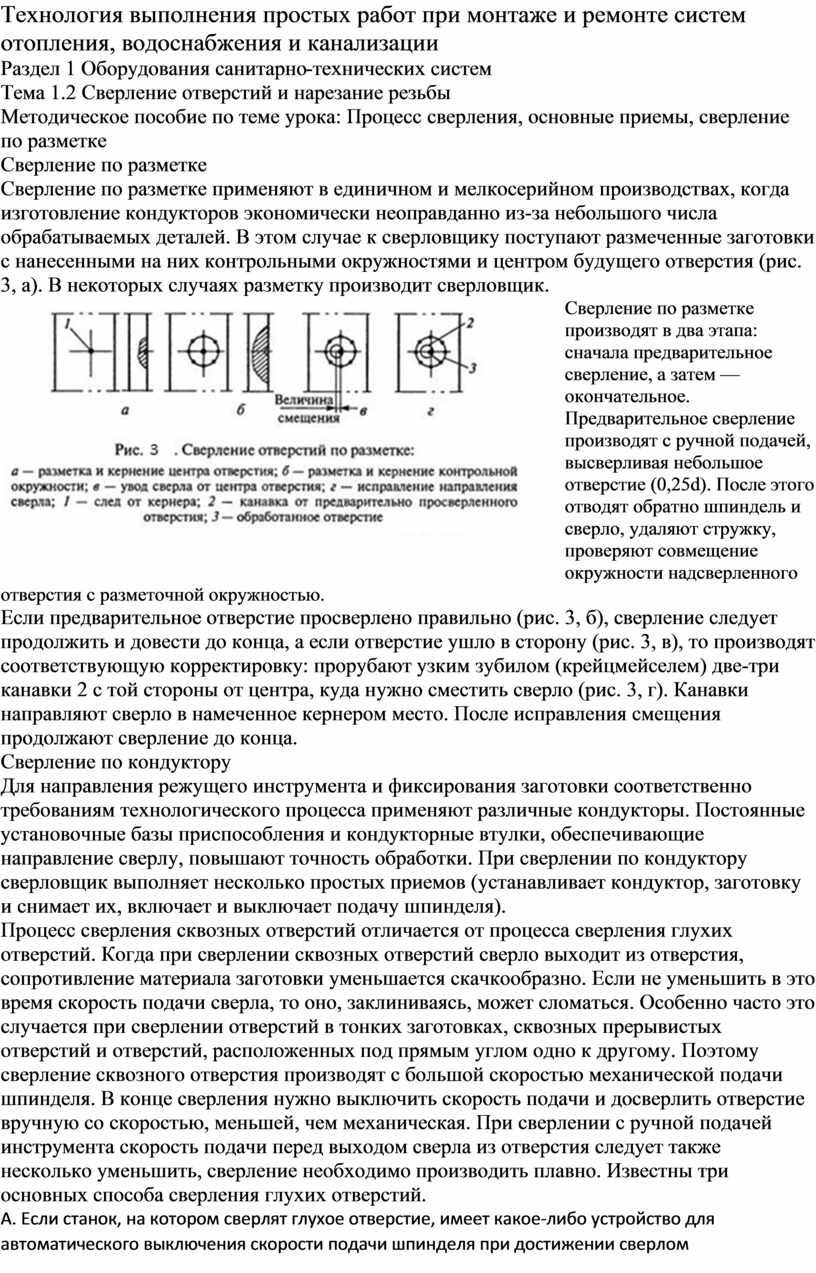

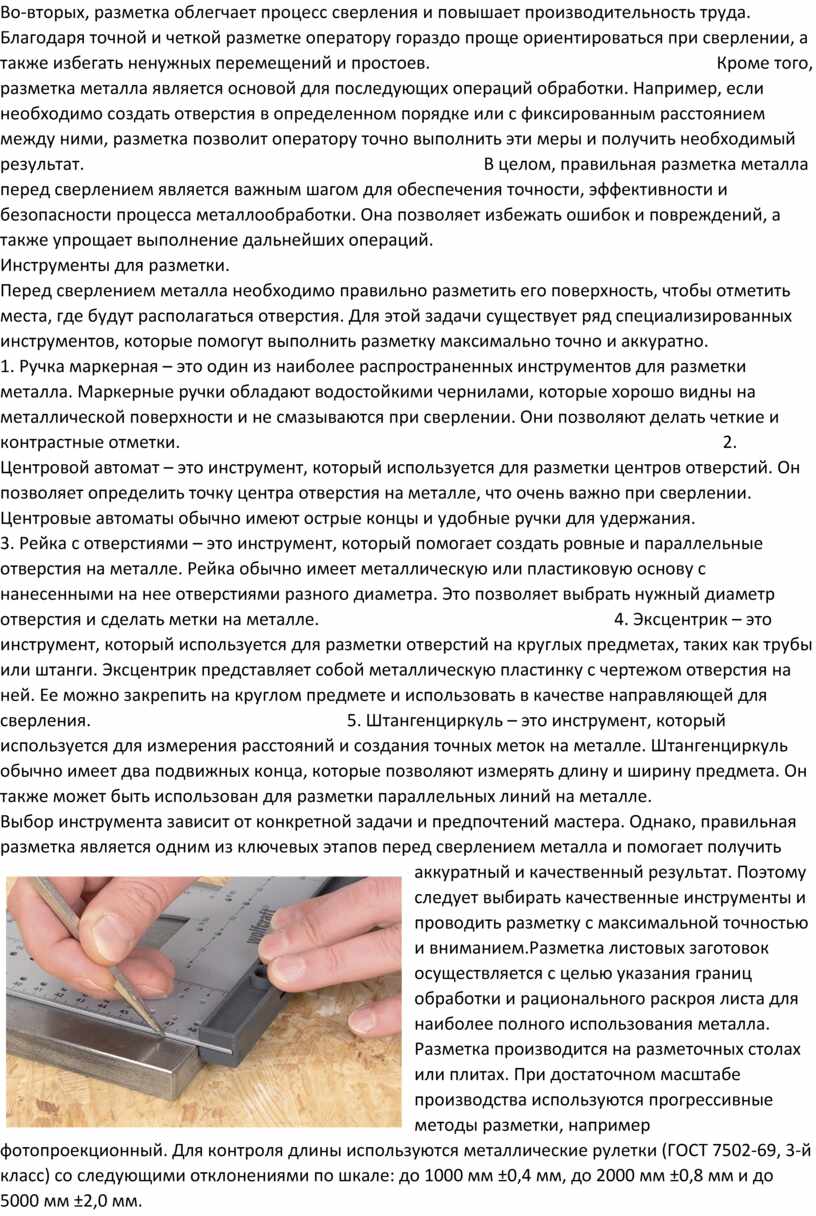
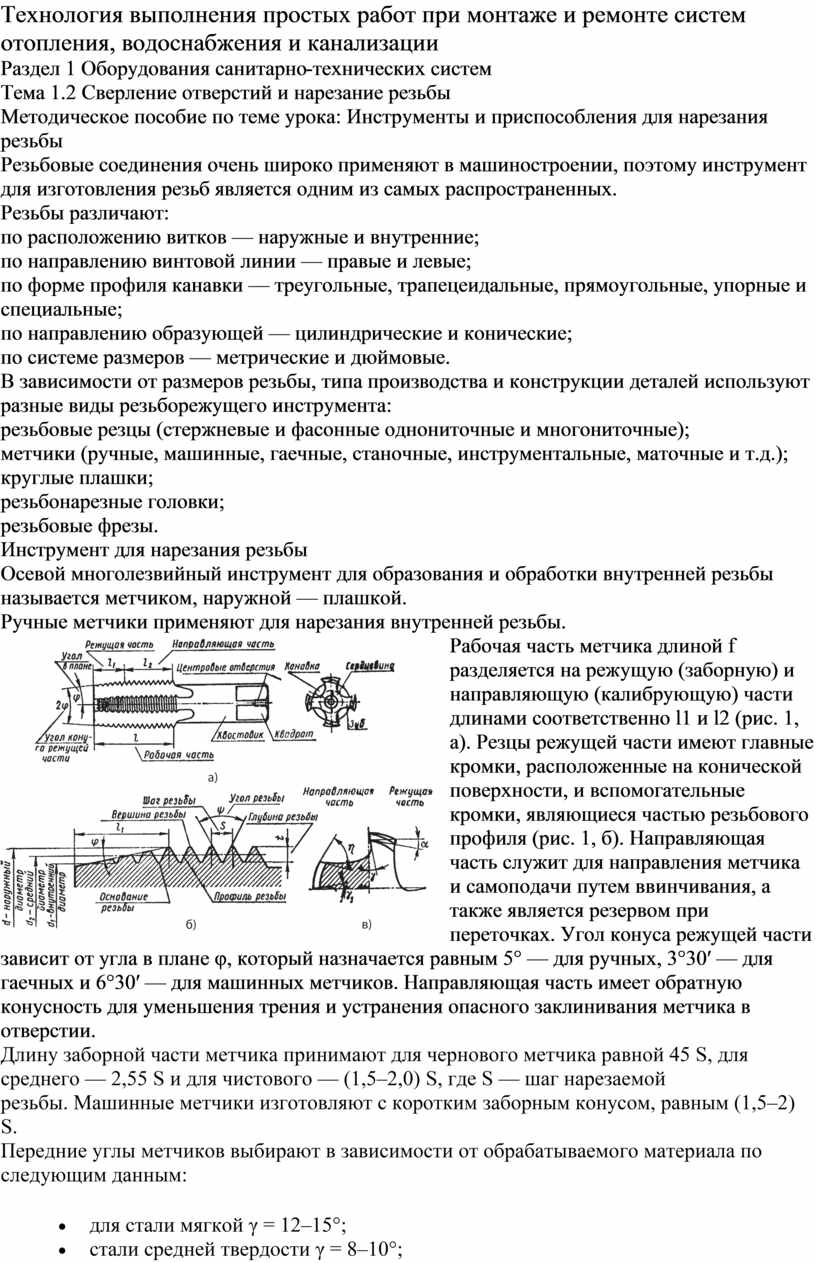
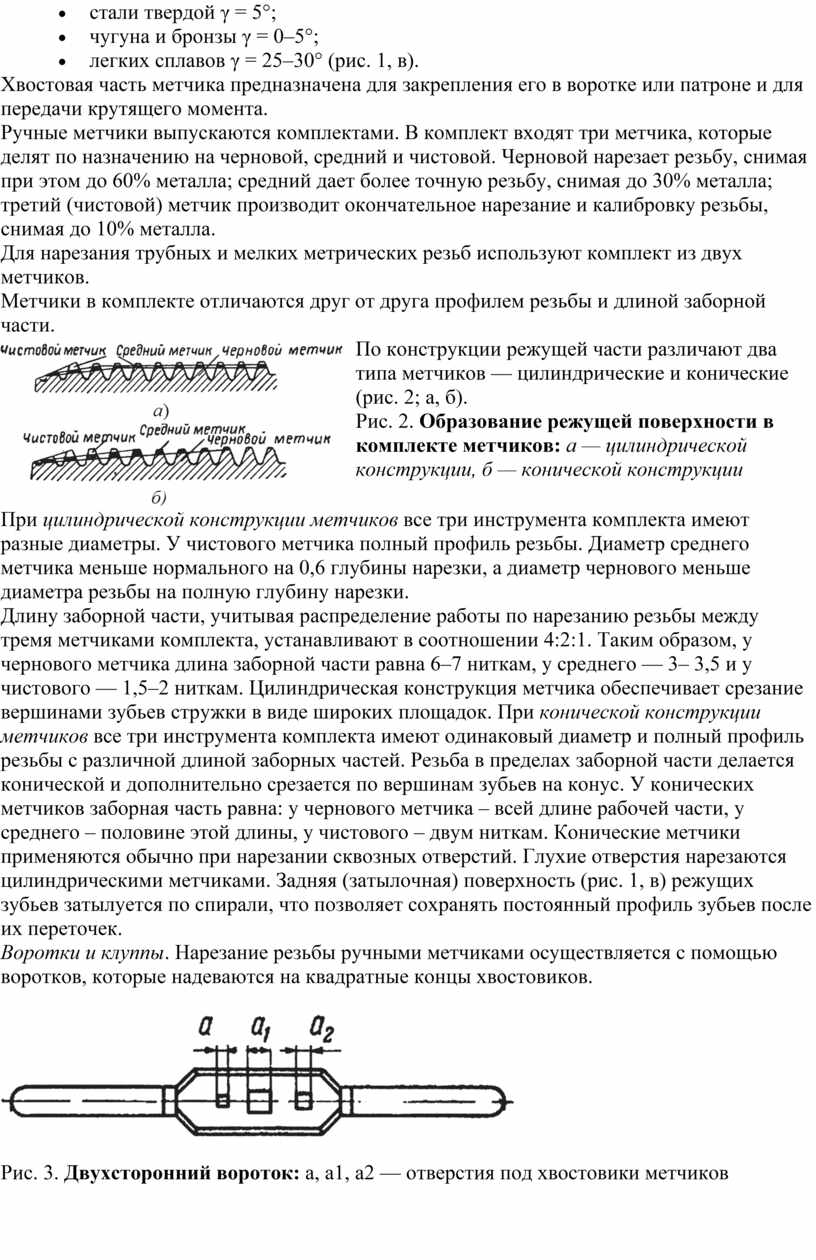
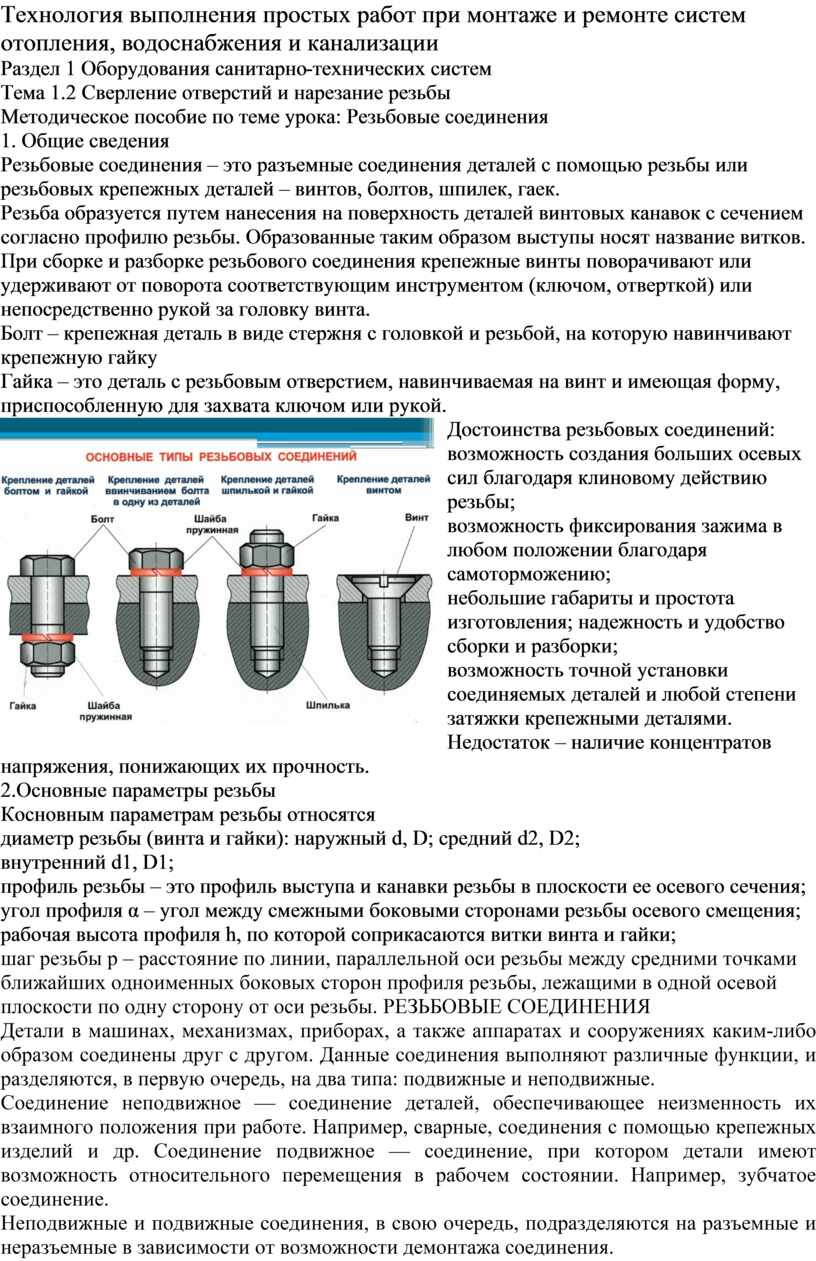
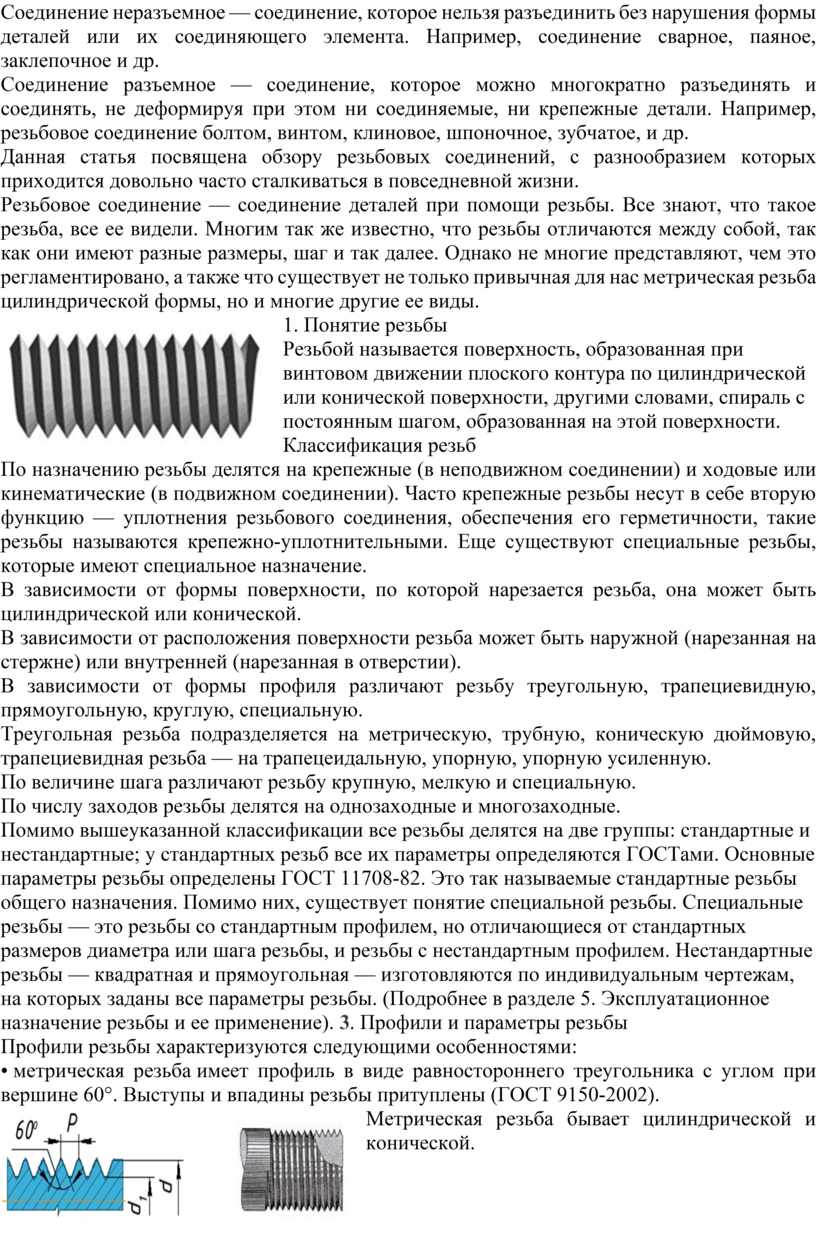

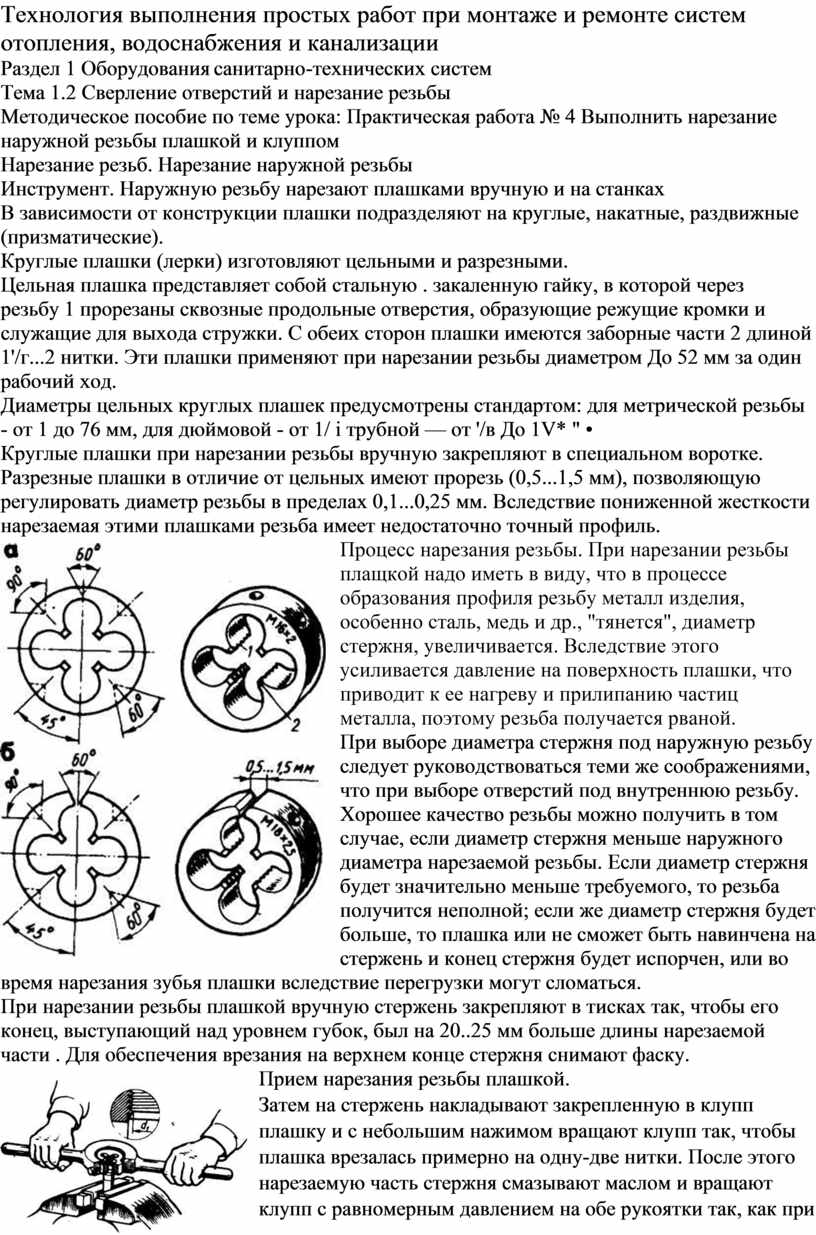
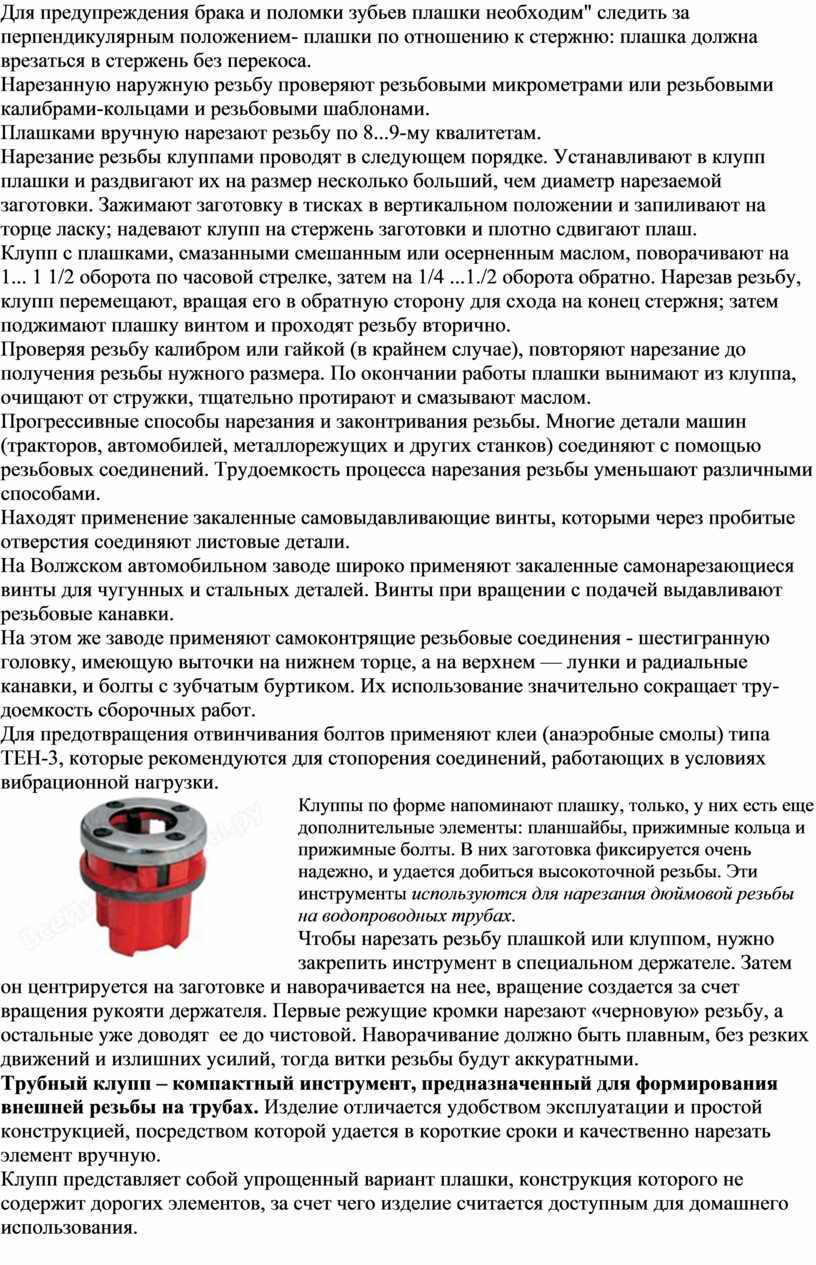
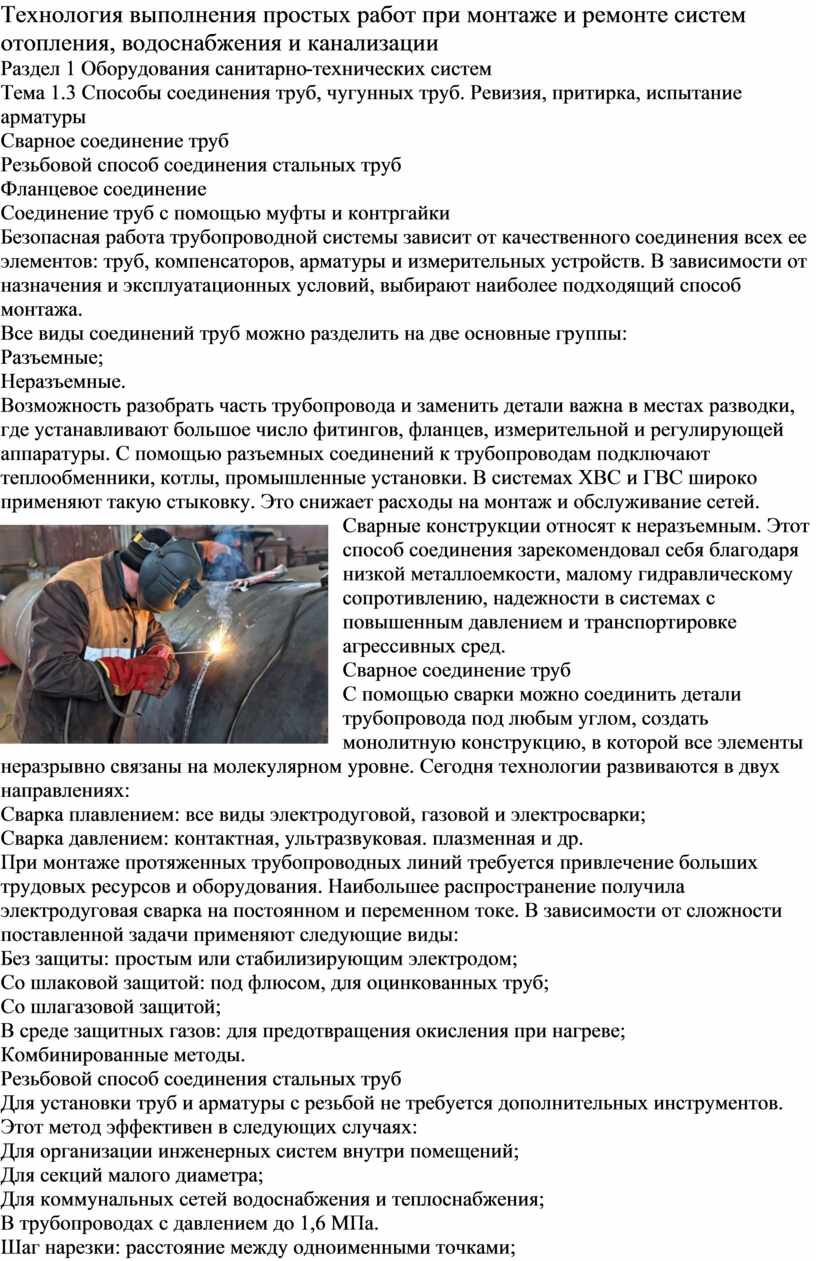

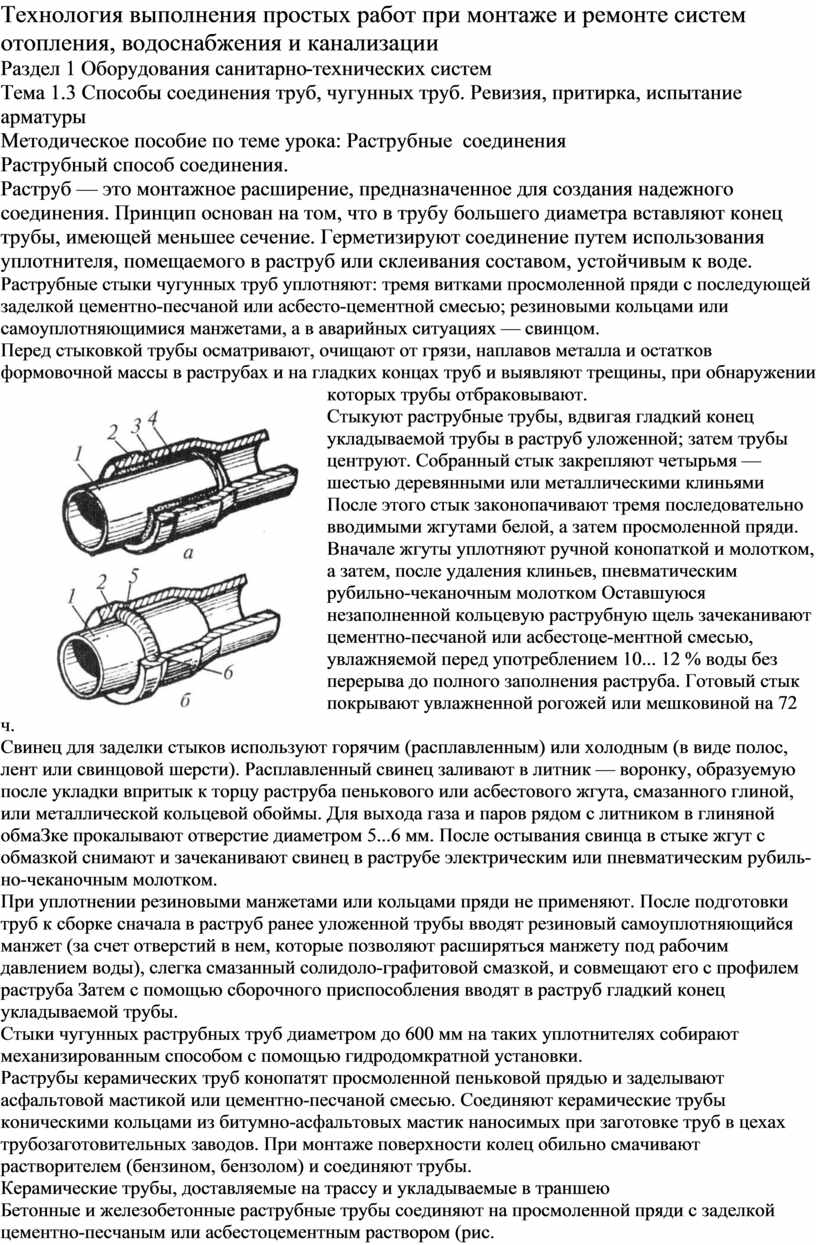

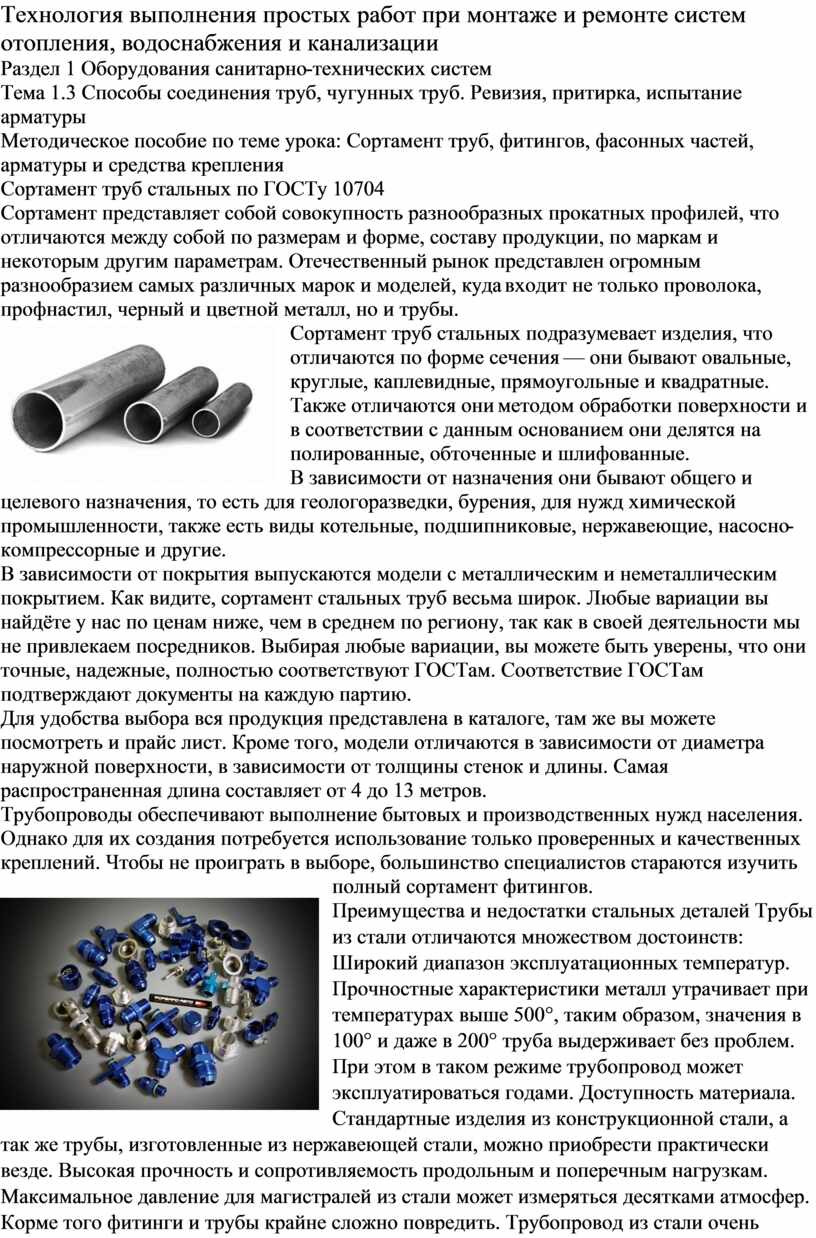

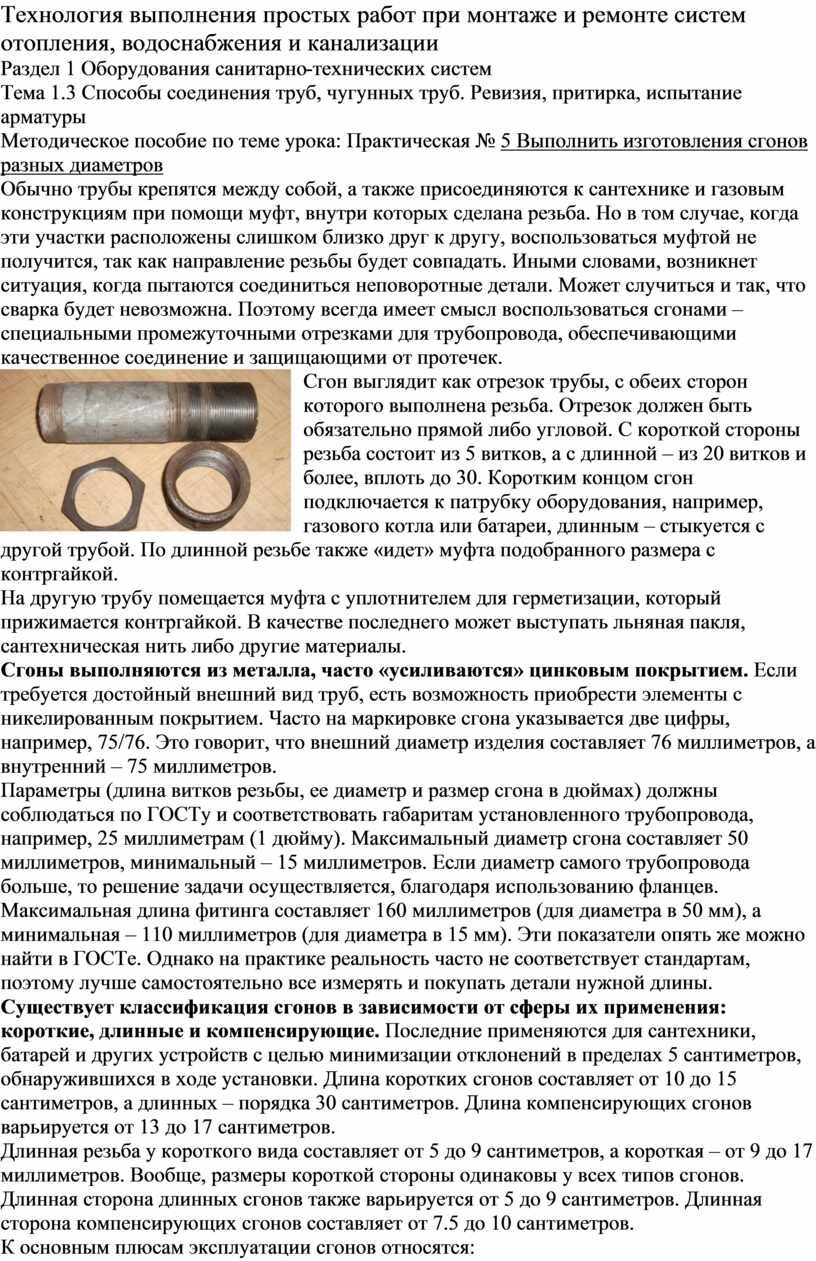
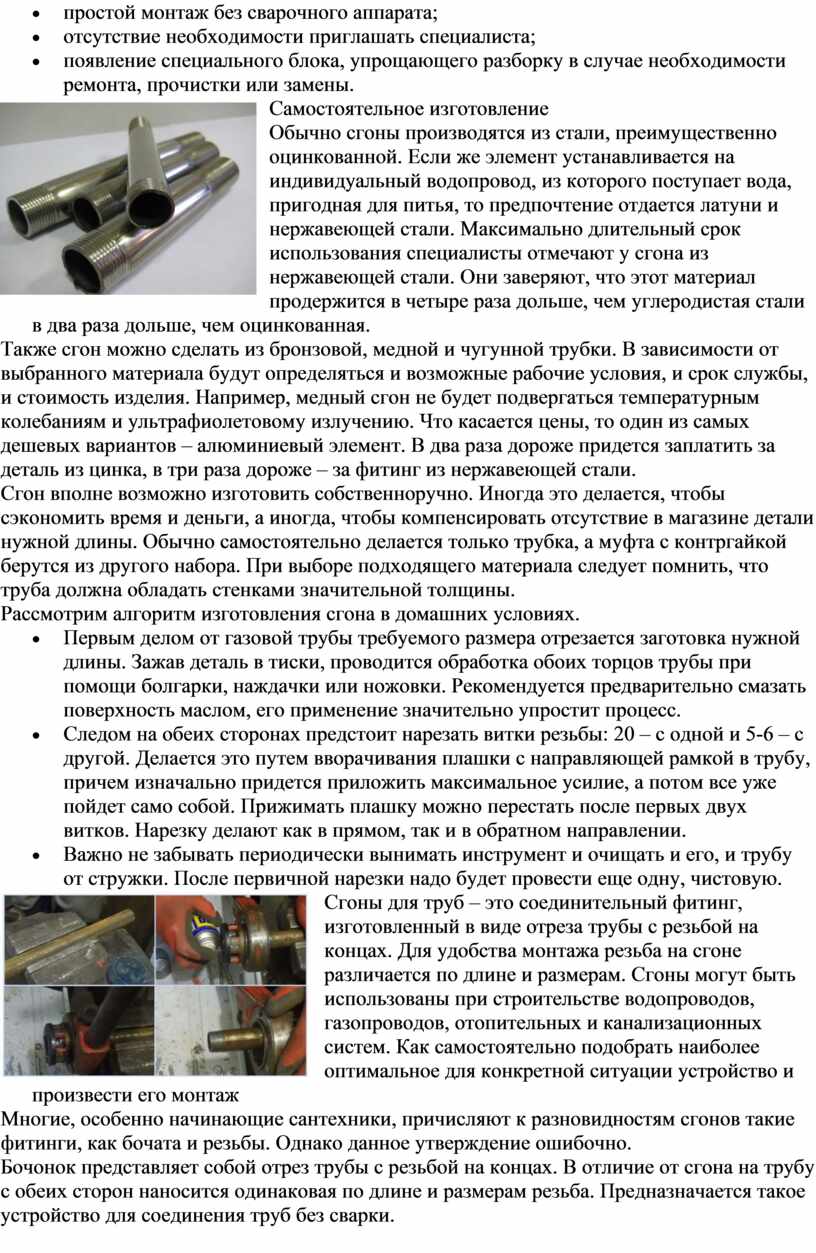
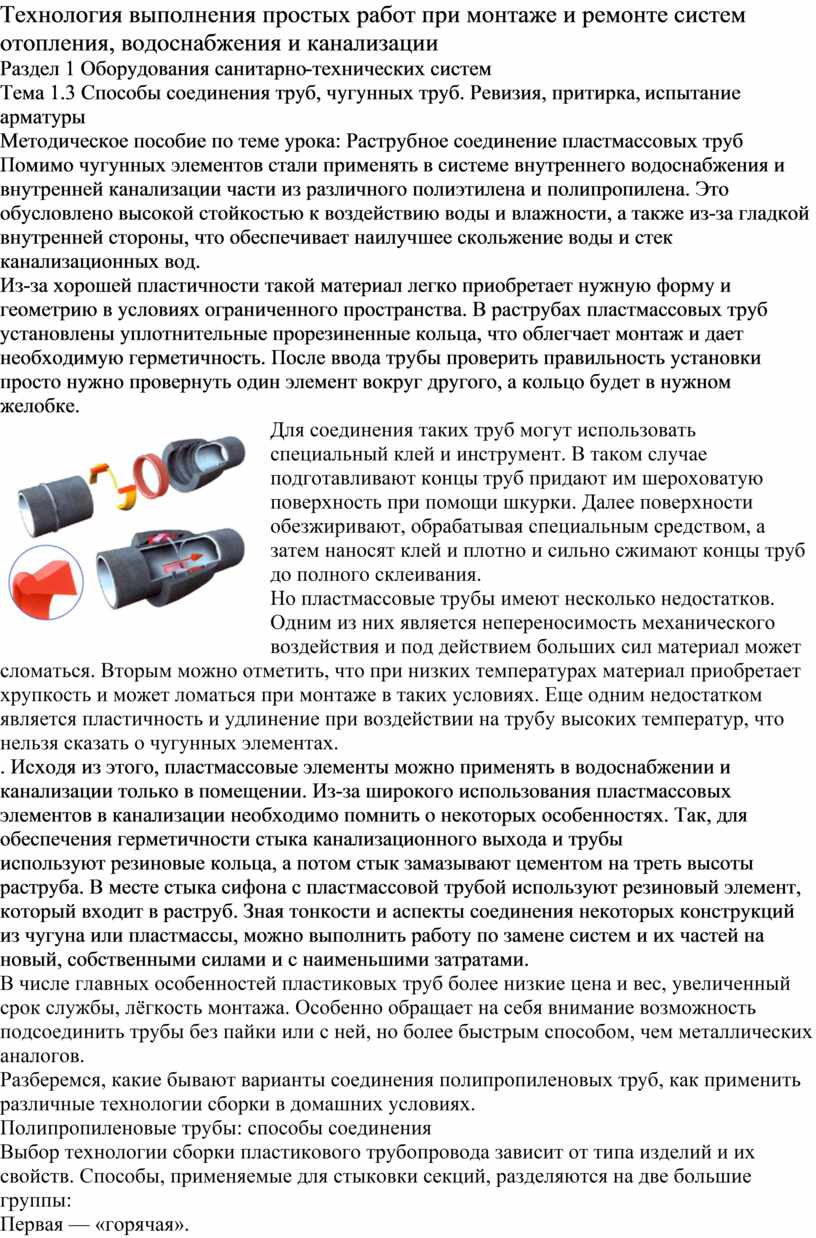
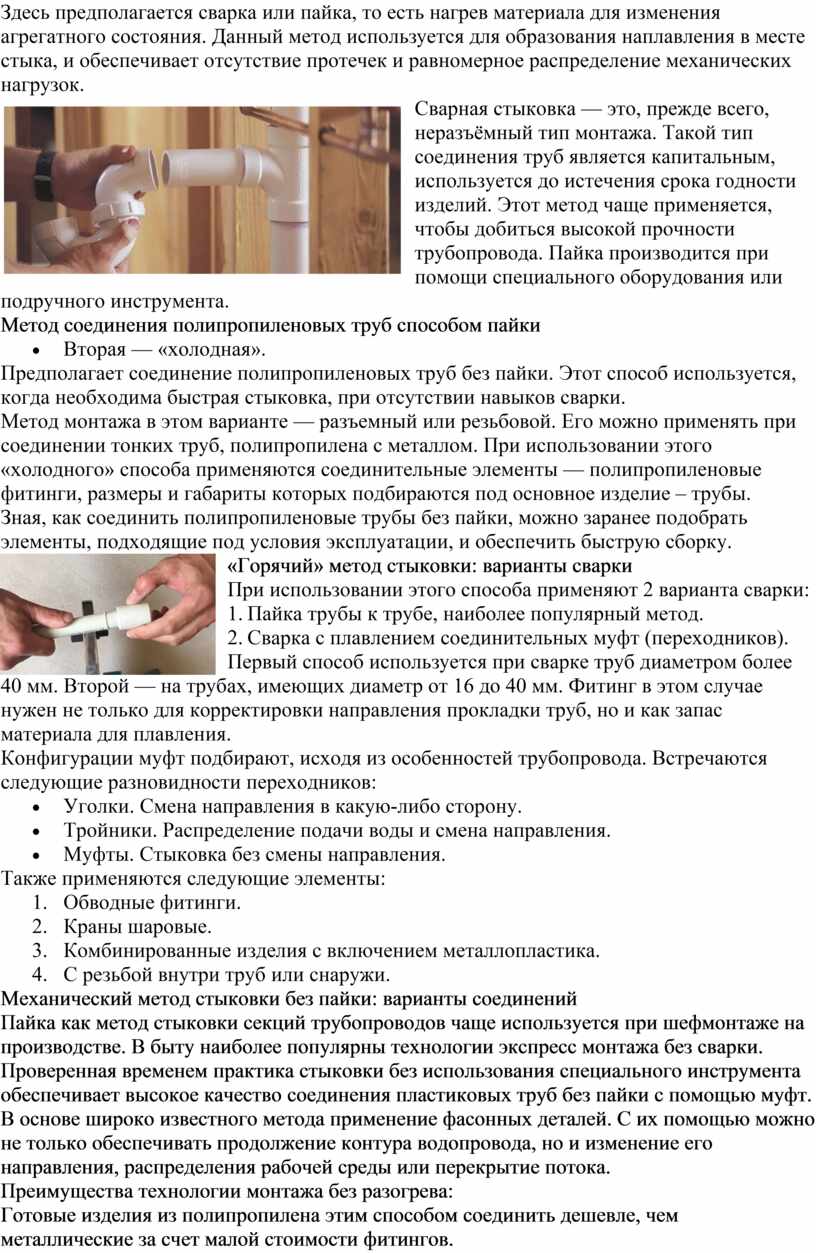
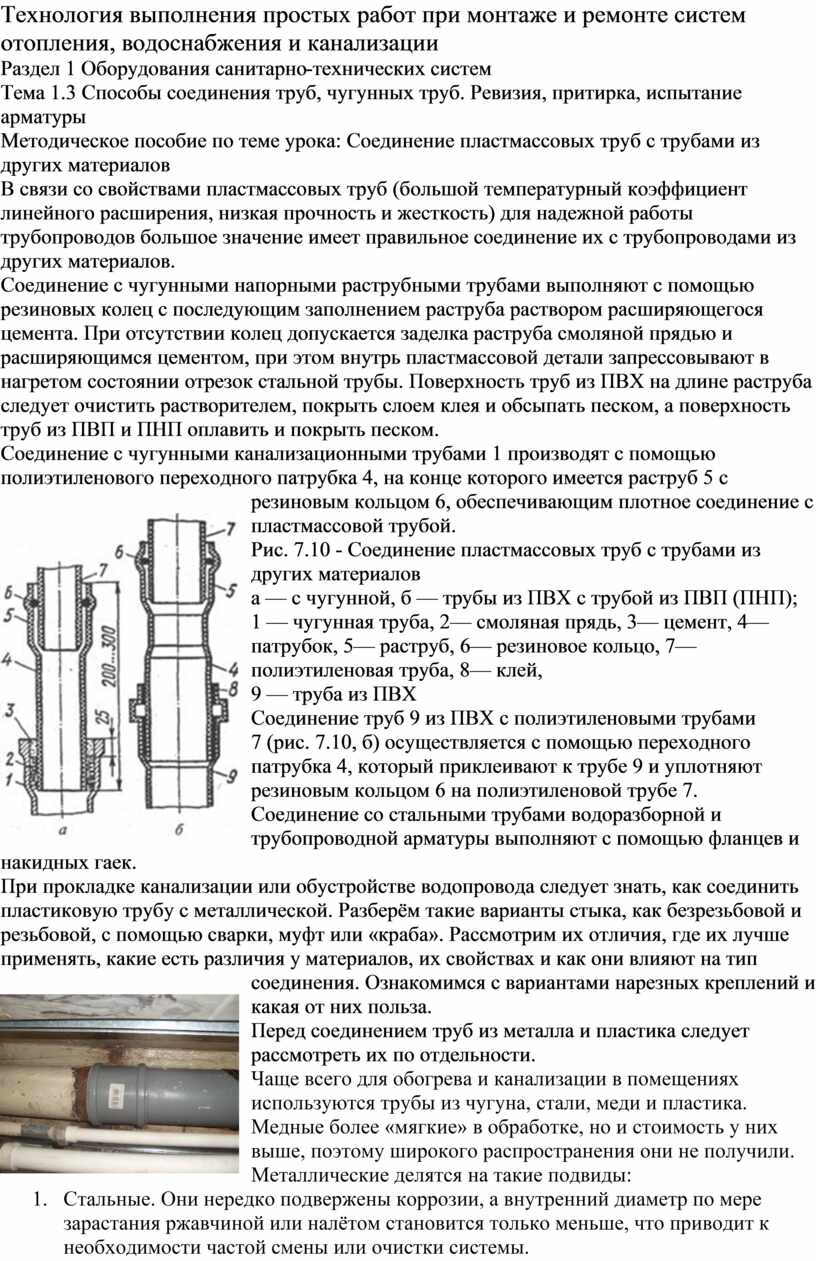
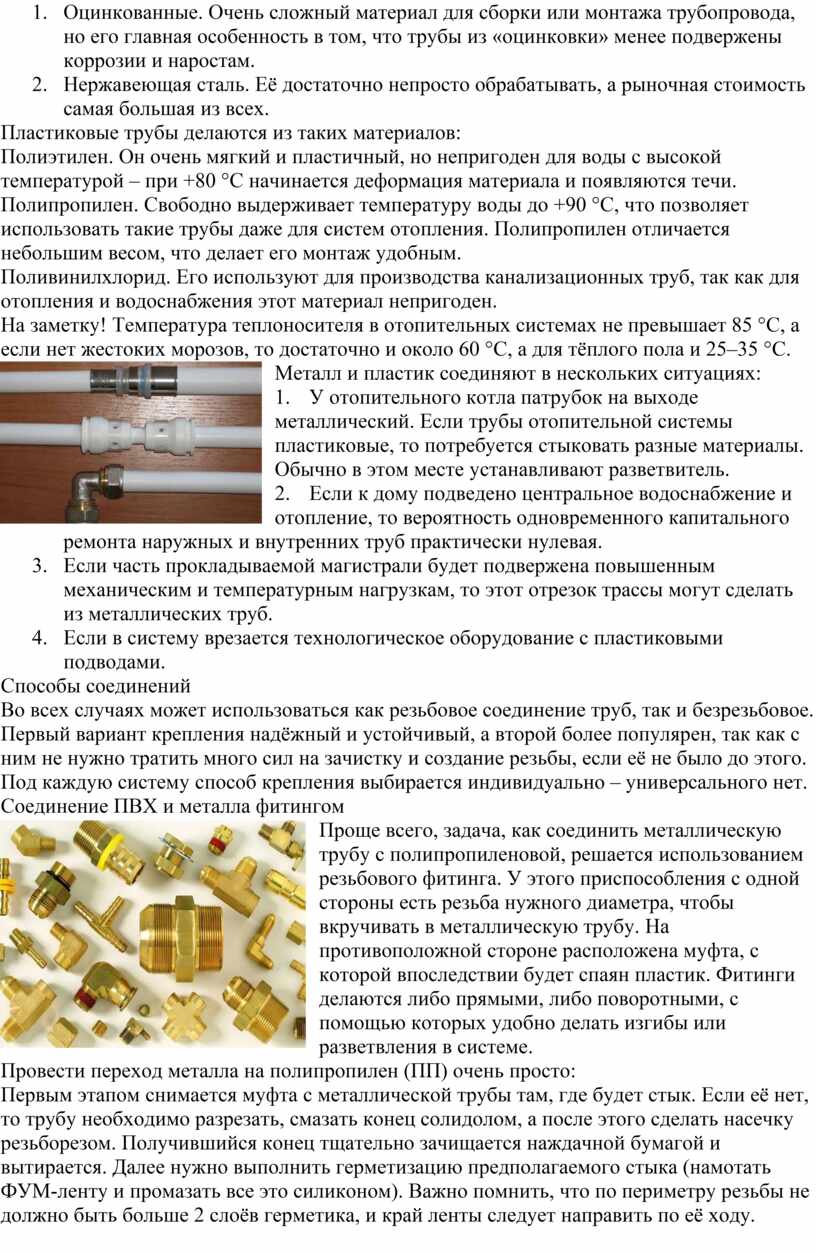
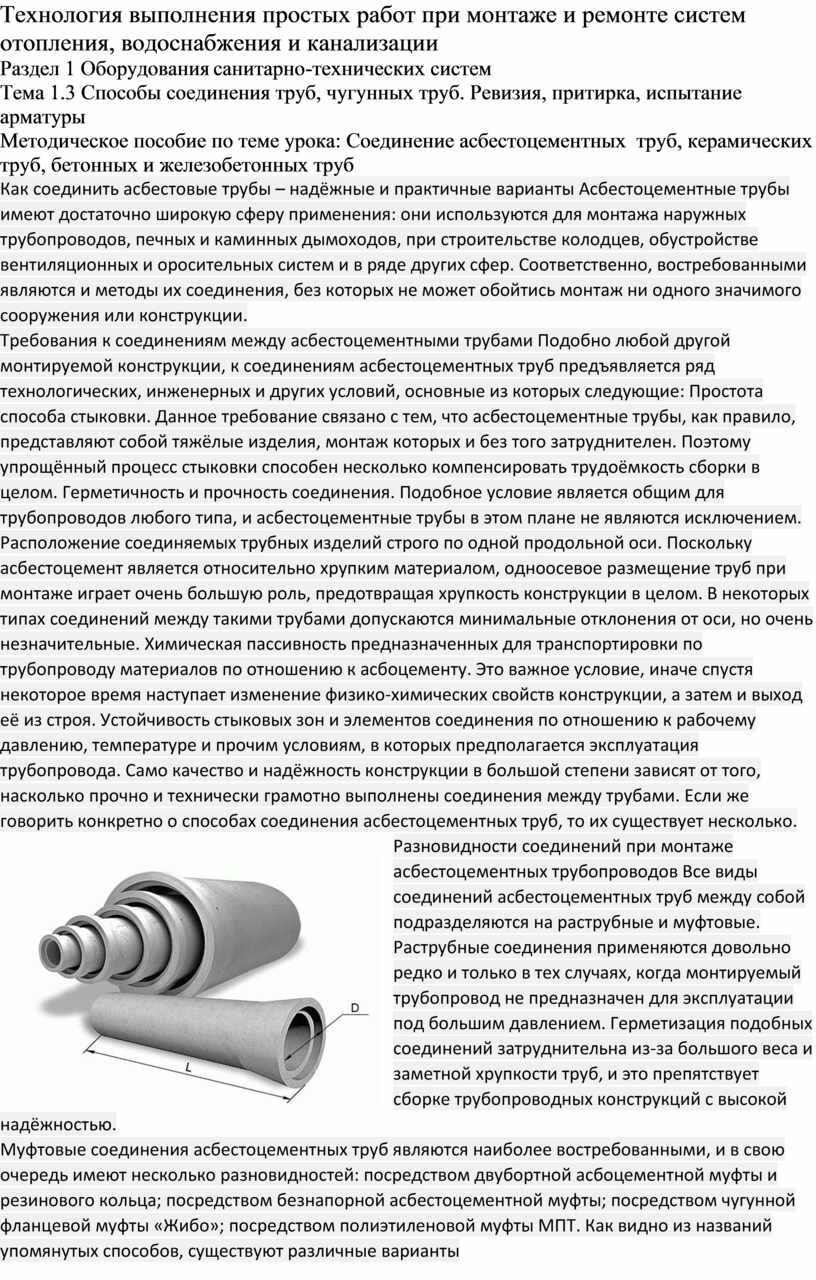
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.