Поделиться

Организация и ход урока:
1) Организационная часть: 8:30-8:35
а) Проверка наличия и готовность учащихся к занятиям.
2) Вводный инструктаж: 8:35-9:20
а) Сообщение темы и цели урока.
б) Повторение пройденного материала:
- Порядок ввода УП в память устройства.
- Порядок вывода УП.
- Порядок подготовки токарного станка с ЧПУ к работе.
- Охрана труда при работе на токарных станках с ЧПУ.
в) Изучение нового материала:
- Объяснить обучающимся значение данной темы для изготовления
качественной продукции.
- Привязка режущего инструмента к системе отсчета.
- Конспектирование нового материала.
- Охрана труда.
- Демонстрация приемов привязки режущего инструмента.
г) Закрепление нового материала:
- Охрана труда при работе на токарных станках с ЧПУ.
- Отработка обучающимися приемов размерной привязки инструмента
3) Текущий инструктаж: 9:45-14:00
Тренировочные упражнения:
- Подготовка станков к работе.
- Выдача учащимся задания на производственную практику.
- Обход рабочих мест с целью правильной организации рабочих мест,
соблюдения правил охраны труда, проверки правильности выполнения
отрабатываемых приемов и выполняемой работы, контроля качества
изготовляемой продукции.
4) Заключительный инструктаж: 14:00-14:30
- Сообщение о достижении цели урока.
- Разбор ошибок при выполнении задания.
- Анализ работ учащихся и сообщение оценок.
- Уборка рабочих мест.
- Задание на дом /конспект/.
Мастер п/о: БОРТНИКОВ В.И.
РЕЖИМ РАЗМЕРНОЙ ПРИВЯЗКИ ИНСТРУМЕНТА
Размерная привязка инструмента осуществляется по следующей методике:
1. Нажать клавишу ![]() .
.
2.Установить в патрон станка заготовку.
3. Вызвать привязываемый инструмент в рабочую позицию:
Т «номер» ![]() .
.
4. Включить вращение шпинделя:
- М40 ![]() - диапазон
- диапазон
- М3 ![]() - направление
вращения
- направление
вращения
- S500 ![]() - число
оборотов шпинделя
- число
оборотов шпинделя
5. Ввести величину рабочей подачи:
- F20 ![]()
6. Пользуясь клавишами ручного перемещения / ![]() / произвести
касание торца заготовки, перейти в режим размерной привязки
/ произвести
касание торца заготовки, перейти в режим размерной привязки ![]() , набрать
значение ,,Z0” и ввести в память устройства
, набрать
значение ,,Z0” и ввести в память устройства ![]() .
.
7. Проконтролировать правильность ввода ![]()
![]() .
.
8. Пользуясь клавишами ручного перемещения / ![]() / обточить
наружный диаметр.
/ обточить
наружный диаметр.
9. Отвести инструмент по оси Z, не изменяя его положение по оси X и выключить вращение шпинделя.
10. Измерить проточенный диаметр, перейти в режим размерной
привязки ![]() , набрать измеренную
величину «X изм.» и ввести в память
, набрать измеренную
величину «X изм.» и ввести в память ![]() .
.
11.Проконтролировать правильность ввода ![]()
![]() .
.
ТЕСТЫ НА ТЕМУ:
«РАЗМЕРНАЯ ПРИВЯЗКА ИНСТРУМЕНТА»
Каждый тест имеет один или несколько правильных ответов.
Выберите правильные
1. Для чего предназначена клавиша ![]() ?
?
а) для ввода УП
б) для привязки инструмента
в) для ввода параметров.
2. Для привязки режущего инструмента необходимо:
а) вызвать в рабочую позицию инструмент
б) включить вращение шпинделя и задать рабочую подачу
в) вызвать инструмент, вращение шпинделя, рабочую подачу.
3. Привязка режущего инструмента осуществляется:
а) по оси ,,X”
б) по оси ,,Z”
в) по координатам ,,X” и ,,Z”
4. Для чего предназначена клавиша ![]() ?
?
а) для привязки режущего инструмента
б) для ввода программы
в) для отработки программы без перемещения суппорта.
5. Для чего предназначена клавиша ![]() ?
?
а) для индикации программы
б) для вывода программы
в) для автоматической отработки.
6. Клавиша ![]() предназначена:
предназначена:
а) для ввода
б) для вывода
в) для ввода-вывода.
7. Согласно правилу расположения осей, ось X:
а) всегда располагается горизонтально
б) всегда располагается вертикально
в) совмещается с осью вращения инструмента.
8. Для обработки резьб применяют:
а) плашки
б) развертки
в) резцы.
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
КАСЛИНСКИЙ ПРОМЫШЛЕННО - ГУМАНИТАРНЫЙ ТЕХНИКУМ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПО ТЕМЕ:
Обучение работе на токарных станках с ЧПУ
Преподаватель Корсун Т.А
План
урока производственного обучения
Тема программы: Обучение работе на токарных станках с ЧПУ.
Тема урока: Коррекция режущего инструмента.
Система УЧПУ: НЦ-31
Тип урока: Урок инструктирования, урок упражнений.
Вид урока: Урок по изучению и отработке трудовых приемов и операций.
Методы изучения: Словесные, наглядные, практические.
Образовательная цель: Научить обучающихся приемам коррекции режущего инструмента на токарных станках с ЧПУ с соблюдением правил охраны труда.
Воспитательная цель: Воспитать аккуратность, внимательность, бережное отношение к инструменту и оборудованию, осознанную значимость данного материала при выполнении производственных работ.
Развивающая цель: Развивать внимательность, умение контролировать свои действия.
Методическая цель: Формирование практических умений и навыков на уроке производственного обучения.
Место проведения: Учебные мастерские ПЛ-10, токарный участок станков с ЧПУ.
Материально-техническое оснащение: Токарные станки с ЧПУ, руководство оператора, измерительный инструмент, плакаты, чертежи изделий, учебные заготовки, управляющие программы.
Организация и ход урока:
1) Организационная часть: 8:30-8:35
а) Проверка наличия и готовность учащихся к занятиям.
2) Вводный инструктаж: 8:35-9:20
а) Сообщение темы и цели урока.
б) Повторение пройденного материала:
- Последовательность привязки режущего инструмента.
- Подготовка токарного станка с ЧПУ к работе.
- Охрана труда при работе на токарных станках с ЧПУ.
в) Изучение нового материала:
- Объяснить обучающимся значение данной темы для изготовления
качественной продукции.
- Коррекция режущего инструмента.
- Конспектирование нового материала.
- Охрана труда.
- Демонстрация приемов коррекции режущего инструмента.
г) Закрепление нового материала:
- Охрана труда при работе на токарных станках с ЧПУ.
- Отработка обучающимися приемов размерной коррекции инструмента
3) Текущий инструктаж: 9:45-14:00
Тренировочные упражнения:
- Подготовка станков к работе.
- Выдача учащимся задания на производственную практику.
- Обход рабочих мест с целью правильной организации рабочих мест,
соблюдения правил охраны труда, проверки правильности выполнения
отрабатываемых приемов и выполняемой работы, контроля качества
изготовляемой продукции.
4) Заключительный инструктаж: 14:00-14:30
- Сообщение о достижении цели урока.
- Разбор ошибок при выполнении задания.
- Анализ работ учащихся и сообщение оценок.
- Уборка рабочих мест.
- Задание на дом /конспект/.
Преподаватель Корсун Т.А
РЕЖИМ КОРРЕКЦИИ ИНСТРУМЕНТА
Основным способом коррекции инструмента должна быть повторная привязка инструмента в режиме размерной привязки.
Коррекция инструмента осуществляется по следующей методике:
1.Вызвать в рабочую позицию корректируемый инструмент:
![]()
![]() «НОМЕР»
«НОМЕР» ![]()
2.Вызвать на индикацию содержимое корректора инструмента для оси Х:
![]()
3.Перейти в режим коррекции
/размерной привязки/ ![]() , мысленно
пересчитать значение корректора, набрать новое значение и ввести память:
, мысленно
пересчитать значение корректора, набрать новое значение и ввести память: ![]() « ЧИСЛО »
« ЧИСЛО » ![]() .
.
4.Проверить правильность ввода:
![]()
![]() .
.
Коррекция координаты ,, Z ” /если необходимо/ осуществляется по той же методике:
1. Высветить на индикацию
содержимое корректора инструмента для оси Z : ![]() 2.Перейти в
режим коррекции /размерной привязки/
2.Перейти в
режим коррекции /размерной привязки/ ![]() , мысленно
, мысленно
пересчитать значение корректора, набрать новое значение и ввести в
память:
![]() « ЧИСЛО »
« ЧИСЛО » ![]() .
.
3. Проверить правильность ввода:
![]()
![]() . /Таким
способом осуществляется коррекция всех необходимых инструментов./
. /Таким
способом осуществляется коррекция всех необходимых инструментов./
.
ТЕСТЫ НА ТЕМУ:
«КОРРЕКЦИЯ РЕЖУЩЕГО ИНСТРУМЕНТА»
Каждый тест имеет один или несколько правильных ответов.
Выберите правильные
1. Для коррекции режущего инструмента необходимо нажать клавишу:
а) ![]()
б) ![]()
в) ![]()
2. Для коррекции режущего инструмента необходимо:
а) вызвать в рабочую позицию инструмент
б) включить вращение шпинделя и задать рабочую подачу
в) вызвать инструмент, вращение шпинделя, рабочую подачу.
3. Коррекция режущего инструмента осуществляется:
а) по оси ,,X”
б) по оси ,,Z”
в) по координатам ,,X” и ,,Z”
4. Для чего предназначена клавиша ![]() ?
?
а) для привязки режущего инструмента
б) для коррекции режущего инструмента
в) Для редактирования программы.
5. Для чего предназначена клавиша ![]() ?
?
а) для поиска кадра программы
б) для редактирования программы
в) для покадровой отработки программы.
6. Клавиша ![]() предназначена:
предназначена:
а) для ввода
б) для вывода
в) для поиска кадра программы.
7. Для чего предназначены педали управления?
а) для включения станка
б) для перемещения суппорта
в) для перемещения пиноли задней бабки.
8. СОЖ означает:
а) жидкость для обработки
б) тип инструмента
в) марка материала.
ГОСУДАРСТВЕННОЕ ОБЛАСТНОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ЛИПЕЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПО ТЕМЕ:
← предыдущая ... 3 4 5 6 7 следующая →
Смотреть
полностью
ТЕСТЫ НА ТЕМУ:
«ОРГАНЫ УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ с ЧПУ»
Каждый тест имеет один или несколько правильных ответов.
Выберите правильные
1.Для чего предназначены педали управления?
а) Для включения станка.
б) Для перемещения (влево-вправо) суппорта.
в) Для перемещения пиноли задней бабки.
2. О чем сигнализирует символ ![]() ?
?
а) Включено питание.
б) Включен режим быстрого хода.
в) неисправность питания.
3. О чем сигнализирует горящая лампочка над клавишей «ручное управление»
а) Сбой системы ЧПУ.
б) Станок находится в режиме ручного управления.
в) Сбой в системе питания.
4. Для чего предназначена клавиша ![]() ?
?
а) Для размерной привязки режущего инструмента.
б) Для выхода суппорта в фиксированную точку.
в) Для редактирования управляющей программы.
5. Для чего предназначен маховичок?
а) Для перемещения суппорта по оси Х.
б) Для перемещения суппорта по оси Z.
в) Для включения вращения шпинделя.
6. Где расположена УЧПУ?
а) Жестко закреплено на суппорте.
б) Вне станка.
в) Закреплено на передней бабке.
7. Какой режим включается при нажатии клавиши ![]() ?
?
а) Ручное управление.
б) Вращение шпинделя.
в) Работа от маховичка.
8. Какой режим включается при нажатии клавиши ![]() ?
?
а) Ручное управление.
б) Останов вращения шпинделя.
в) Останов управляющей программы.
9. Какой режим включается при нажатии клавиши ![]() ?
?
а) Установка нулевой точки отсчета.
б) Ввод информации.
в) Изменение направления движения.
10. Какой режим включается при нажатии клавиши ![]() ?
?
а) Пуск программы.
б) Покадровая отработка
в) Ввод программы
ГОСУДАРСТВЕННОЕ ОБЛАСТНОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ЛИПЕЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПО ТЕМЕ:
ВКЛЮЧЕНИЕ СТАНКА И ПОДГОТОВКА К РАБОТЕ
г. ЛИПЕЦК-2014
Утверждаю
ст. мастер ПЛ-10
А.В.Кузнецов
План
урока производственного обучения
группы «Токарь-универсал, оператор станков с ЧПУ»
на 20 г.
Тема программы: Обучение работе на токарных станках с ЧПУ.
Тема урока: Включение станка и подготовка его к работе.
Тип урока: Урок инструктирования, урок упражнений.
Вид урока: Урок по изучению и отработке трудовых приемов и операций.
Методы изучения: Словесные, наглядные, практические.
Образовательная цель: Научить обучающихся приемам включения и подготовки станка к работе с пульта управления ,, Электроника НЦ-31”с соблюдением правил охраны труда.
Воспитательная цель: Воспитать аккуратность, внимательность, бережное отношение к инструменту и оборудованию, осознанную значимость данного материала при выполнении производственных работ с соблюдением правил охраны труда.
Развивающая цель: Развивать внимательность, умение контролировать свои действия.
Методическая цель: Формирование практических умений и навыков при работе с пультом управления. Место проведения: Учебные мастерские ПЛ-10, участок станков с ЧПУ.
Материально-техническое оснащение: токарные станки с ЧПУ, руководство оператора, плакаты.
Организация и ход урока:
1) Организационная часть: 8:30-8:35
а) Проверка наличия и готовность учащихся к занятиям.
2) Вводный инструктаж: 8:35-9:20
а) Сообщение темы и цели урока.
б) Повторение пройденного материала:
- Значение символов пульта оператора.
- Охрана труда при работе на токарных станках с ЧПУ.
в) Изучение нового материала:
- Объяснить обучающимся значение данной темы /подготовка станка к
работе/.
- Порядок подготовки станка к работе.
- Охрана труда.
г) Закрепление нового материала:
- Охрана труда.
- Порядок подготовки станка к работе.
3) Текущий инструктаж: 9:45-14:00
Тренировочные упражнения:
- Отработка приемов последовательности подготовки станка к работе .
- Обход рабочих мест с целью правильной организации рабочих мест,
соблюдения правил охраны труда, проверки правильности выполнения
отрабатываемых приемов.
4) Заключительный инструктаж: 14:00-14:30
- Сообщение о достижении цели урока.
- Разбор ошибок при выполнении задания.
- Анализ работ обучающихся и сообщение оценок.
- Уборка рабочих мест.
- Задание на дом /конспект/.
Мастер п/о: БОРТНИКОВ В.И.
ВКЛЮЧЕНИЕ СТАНКА
-Перед включением станка визуально проконтролировать заземление и
проверить наличие масла во всех маслобаках.
-Повернуть рукоятку вводного выключателя в правое положение. Нажать кнопку «Подачи напряжения». Подается напряжение на электроавтоматику станка.
Включается УЧПУ и происходит запуск резидентного проверочного теста /РПТ/.
На индикаторе подачи пульта управления отображается количество циклов проверок и тип обнаруженной неисправности.
Если устройство исправно, то постоянно идет циклическая проверка ячеек ЧПУ.
-Прерываем прохождение теста
клавишей «пуск» / ![]() /, после чего устройство готово к
работе.
/, после чего устройство готово к
работе.
-При обнаружении неисправности загораются все буквенные индикаторы и на индикаторе числа высвечивается код неисправности:
Х241ХХХ - нет параметров
Х24ХХХ1 - нет программы
Х77Х1ХХ - нет готовности станка
Для продолжения работы
необходимо сбросить ошибки клавишей /![]() /
/
и установить режим ,,ручное
управление” ![]() .
.
Для обеспечения обработки детали необходимо осуществить следующие операции:
- ввести параметры
- ввести программу
- привязку режущего инструмента
- коррекцию режущего инструмента
РЕЖИМ ВВОДА ПАРАМЕТРОВ
Для ввода параметров станка необходимо установить режим ввода параметров:
1. / ![]()
![]() М123456
М123456 ![]() (если процедура была выполнена
правильно, то набранная числовая информация сбросится)
(если процедура была выполнена
правильно, то набранная числовая информация сбросится)
2.Набрать номер параметра, его адрес и числовое значение /например №0.Р0/
3.Ввести набранное значение в
память / ![]() /. Таким методом вводятся все
/. Таким методом вводятся все
значения параметров согласно таблице.
ТАБЛИЦА ПАРАМЕТРОВ
№ 0. Р0 номер зоны архива управляющих программ
№ 1. Р0 номер квадранта программирования
№ 2. Р1000 скорость б. х. по коорд. Х в авт. режиме
№ 3. Р2000 скорость б. х. по коорд. Z в авт. режиме
№ 4. Р1000 скорость б. х. по коорд. Х в ручном режиме
№ 5. Р2000 скорость б. х. по коорд. Z в ручном режиме
№ 6. Р0 угол врезания при резьбонарезании G31
№ 7. Р0 сбег резьбы
№ 8. Р0 недобег в G73 и G72
№ 9. Р0 резерв
№ 10. Р0
№ 11. Р0
№ 12. Р0
№ 13. Р0
№ 14. Р0
№ 15. Р0
№ 12. М132500
№ 26. М1200
№ 14. F70
№ 23. Т1
№ 96. Т47070
№ 38. Т4500
№110. Т15471
№ 44. Т132000
№126. Т127
№ 37. S310
№ 38. S2
№ 39. S5270
№ 0. Т1
№ ------
№ ------
№ 12. Т1
РЕЖИМ ВЫВОДА ПАРАМЕТРОВ
Для вывода параметров /т.е. для их проверки/ необходимо произвести следующие действия:
1.Установить режим просмотра
параметров /![]() М123456
М123456 ![]() /
/
2.Набрать номер проверяемого параметра, его адрес /например №1Р/
и вывести на индикацию /![]() /.
/.
/Если высвеченное числовое значение совпадает с табличным, значит параметр введен правильно/.
РЕЖИМ КОРРЕКЦИИ ПАРАМЕТРОВ
Для коррекции параметра
необходимо корректируемый параметр вывести на индикатор /например /![]() М123456
М123456 ![]() №1Р/, произвести его сброс
№1Р/, произвести его сброс ![]() , набрать нужное
значение и ввести в память устройства
, набрать нужное
значение и ввести в память устройства ![]() .
.
ТЕСТЫ НА ТЕМУ:
«ПОДГОТОВКА СТАНКА К РАБОТЕ»
Каждый тест имеет один или несколько правильных ответов.
Выберите правильные
1.Для ввода параметров нажимается следующая последовательность клавиш:
а) ![]()
![]()
![]()
б) ![]()
![]() М123456
М123456 ![]()
в) ![]()
![]()
2. Для вывода параметров нажимается следующая последовательность клавиш:
а) ![]() М123456
М123456 ![]()
б) ![]()
![]()
в) ![]()
![]()
![]()
3. Для чего предназначена клавиша ,,относительная система отсчета” ![]() :
:
а) для размерной привязки инструмента
б) для выхода суппорта в фиксированную точку
в) для редактирования УП.
4. Какой режим включается при нажатии клавиши ![]() ?
?
а) цикл фасонной обработки
б) ускоренное перемещение
в) покадровая отработка программы..
5. Какая система ЧПУ позволяет вводить программу с пульта УЧПУ?
а) NC
б) SNC
в) HNC
6. К какому поколению относится СЧПУ ,,Электроника НЦ-31”?
а) третье
б) четвертое
в) второе
7. Что входит в состав СЧПУ?
а) станок
б) УЧПУ
в) приводы.
8. Простая латунь содержит:
а) медь
б) никель
в) цинк
ГОСУДАРСТВЕННОЕ ОБЛАСТНОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ЛИПЕЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПО ТЕМЕ:
ВВОД-ВЫВОД и КОРРЕКЦИЯ УП
г. ЛИПЕЦК-2014
«Утверждаю»
ст. мастер ПЛ-10
А.В.Кузнецов
План
урока производственного обучения
группы «Токарь-универсал, оператор станков с ЧПУ»
на 20 г.
Тема программы: Обучение работе на токарных станках с ЧПУ.
Тема урока: Ввод-вывод и коррекция управляющей программы с пульта
управления.
Система УЧПУ: Электроника НЦ-31
Тип урока: Урок инструктирования, урок упражнений.
Вид урока: Урок по изучению и отработке трудовых приемов и операций.
Методы изучения: Словесные, наглядные, практические.
Образовательная цель: Научить обучающихся практическим приемам ввода,
индикации и коррекции УП с пульта управления
системы УЧПУ- НЦ-31 с соблюдением правил
охраны труда.
Воспитательная цель: Воспитать аккуратность, внимательность, бережное
отношение к инструменту и оборудованию, осознанную
значимость данного материала при выполнении произ-
водственных задач с соблюдением правил охраны труда.
Развивающая цель: Развивать внимательность, умение контролировать свои
действия.
Методическая цель: Формирование практических умений и навыков при вводе,
индикации и коррекции УП с пульта управления.
Место проведения: Учебные мастерские ПЛ-10, участок станков с ЧПУ.
Материально-техническое оснащение:
- токарные станки с ЧПУ
- руководство оператора
- измерительный инструмент
- плакаты
- чертежи
- управляющие программы
- заготовки
Организация и ход урока:
I. Организационная часть: 8:30-8:35
а) Проверка наличия и готовность учащихся к занятиям.
II. Вводный инструктаж: 8:35-9:20
а) Сообщение темы и цели урока.
б) Повторение пройденного материала:
- Порядок подготовки станка к работе /УЧПУ 2Р22/
- Порядок подготовки станка к работе /УЧПУ НЦ-31/
- Охрана труда при работе на ток. станках с ЧПУ
в) Изучение нового материала:
- Объяснить учащимся значение данной темы /ввод, индикация и
коррекция УП/ для изготовления качественной продукции.
- Ввод, индикация и коррекция УП /УЧПУ НЦ-31/,
конспектирование.
- Охрана труда.
- Демонстрация приемов ввода- вывода и коррекции УП на станке.
г) Закрепление нового материала:
- Охрана труда.
- Отработка учащимися приемов ввода, индикации и коррекции УП.
III. Текущий инструктаж: 9:20-14:00
Тренировочные упражнения:
- Выдача учащимся задания на производственное обучение.
- Подготовка станков к работе с вводом управляющих программ.
- Обход рабочих мест с целью правильной организации рабочих мест,
соблюдения правил охраны труда, проверки правильности выполнения
отрабатываемых приемов и выполняемой работы, контроля качества
изготовляемой продукции.
4) Заключительный инструктаж: 14:00-14:30
- Сообщение о достижении цели урока.
- Разбор ошибок при выполнении задания.
- Анализ работ учащихся и сообщение оценок.
- Уборка рабочих мест.
- Задание на дом /конспект/.
Мастер п/о: БОРТНИКОВ В.И.
РЕЖИМ ВВОДА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
Для ввода УП необходимо установить режим «ввода»
нажав клавиши ![]()
![]() и с нулевого
кадра /№0/ полностью ввести управляющую программу. После набора каждого кадра
нажимается клавиша «ввод данных» /
и с нулевого
кадра /№0/ полностью ввести управляющую программу. После набора каждого кадра
нажимается клавиша «ввод данных» / ![]() /, для ввода
кадров программы в память устройства. Знак минус /-/ набирается в любой момент
ввода цифр.
/, для ввода
кадров программы в память устройства. Знак минус /-/ набирается в любой момент
ввода цифр.
При нажатии клавиш:
![]() загорается
индикатор над клавишей /
загорается
индикатор над клавишей / ![]() /
/
![]() ---------------------------------------------
/
---------------------------------------------
/ ![]() /
/
![]() ---------------------------------------------
/
---------------------------------------------
/ ![]() /
/
![]() --------------------------------------------
/
--------------------------------------------
/ ![]() /
/
![]() --------------------------------------------
/
--------------------------------------------
/ ![]() /
/
РЕЖИМ ВЫВОДА ПРОГРАММЫ
Для вывода УП /т.е. для её проверки/ необходимо
установить режим «вывода» /![]() /, затем набрать номер
кадра с которого необходимо начать проверку программы /например №0/ и вывести
на индикацию нажав клавишу, «вывод на индикацию» /
/, затем набрать номер
кадра с которого необходимо начать проверку программы /например №0/ и вывести
на индикацию нажав клавишу, «вывод на индикацию» /![]() /. По каждому нажатию
клавиши «вывод на индикацию» /
/. По каждому нажатию
клавиши «вывод на индикацию» /![]() / высвечивается
очередной кадр программы.
/ высвечивается
очередной кадр программы.
КОРРЕКЦИЯ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
Для коррекции кадров УП необходимо
вывести корректируемый кадр программы /например ![]() №10
№10 ![]() /, затем
произвести его сброс
/, затем
произвести его сброс ![]() , набрать
требуемое значение и ввести в память устройства
, набрать
требуемое значение и ввести в память устройства ![]() .
.
ТЕСТЫ НА ТЕМУ:
«ВВОД-ВЫВОД и КОРРЕКЦИЯ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ»
Каждый тест имеет один или несколько правильных ответов.
Выберите правильные
1.Для ввода программы необходимо нажать последовательность:
а) ![]()
![]()
б) ![]()
![]()
![]()
в) ![]()
![]()
![]()
2. Для вывода программы необходимо:
а) установить режим ,,ручное управление”
б) установить режим ,,ввод”.
в) установить режим ,,вывод”
3. Для стирания одного или нескольких кадров:
а) установить режим ,,ввод”
б) установить режим ,,ручное управление”
в) установить режим ,,вывод”
4. Для чего предназначена клавиша ![]() ?
?
а) для вывода программы
б) для ввода программы
в) Для редактирования программы.
5. Конструкторским документам относится:
а) чертеж детали
б) технические условия
в) маршрутная карта.
6. Резьбовые калибры предназначены:
а) для измерения наружного и внутреннего диаметра резьбы
б) измерения шага резьбы
в) для контроля годности резьбы.
7. Метчики изготовляют из:
а) жаропрочной стали
б) быстрорежущей стали
в) инструментальной стали.
8. Что означает кадр G31?
а) цикл наружной обработки
б) цикл резьбонарезания
в) цикл обработки по торцу.
ГОСУДАРСТВЕННОЕ ОБЛАСТНОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ЛИПЕЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПО ТЕМЕ:
ХРАНЕНИЕ УПРАВЛЯЮЩИХ ПРОГРАММ
г. ЛИПЕЦК-2014
Утверждаю
ст. мастер ПЛ-10
А.В.Кузнецов
План
урока производственного обучения
группы « Оператор станков с ЧПУ»
на 20 г.
Тема программы: Обучение работе на токарных станках с ЧПУ.
Тема урока: Хранение управляющих программ.
Система УЧПУ: НЦ-31
Тип урока: Урок инструктирования, урок упражнений.
Вид урока: Урок по изучению и отработке трудовых приемов и операций.
Методы изучения: Словесные, наглядные, практические.
Образовательная цель: Научить обучающихся пользованию внешним носителем информации /кассетой внешней памяти/, продолжить обучение работе на токарных станках с ЧПУ с соблюдением правил охраны труда.
Воспитательная цель: Воспитать аккуратность, внимательность, бережное отношение к инструменту и оборудованию, осознанную значимость данного материала при выполнении производственных работ.
Развивающая цель: Развивать внимательность, умение контролировать свои действия.
Методическая цель: Формирование практических умений и навыков на уроке производственного обучения.
Место проведения: Учебные мастерские ПЛ-10, токарный участок станков с ЧПУ.
Материально-техническое оснащение: Токарные станки с ЧПУ, руководство оператора, измерительный инструмент, плакаты, чертежи изделий, учебные заготовки, управляющие программы.
Организация и ход урока:
1) Организационная часть: 8:30-8:35
а) Проверка наличия и готовность обучающихся к занятиям.
2) Вводный инструктаж: 8:35-9:20
а) Сообщение темы и цели урока.
б) Повторение пройденного материала:
- Порядок ввода УП в память устройства с пульта оператора.
- Порядок вывода УП на экран пульта оператора.
- Порядок подготовки токарного станка с ЧПУ к работе.
- Охрана труда при работе на токарных станках с ЧПУ.
в) Изучение нового материала:
- Объяснить учащимся значение данной темы для изготовления
качественной продукции.
- Ввод управляющей программы с КВП.
- Вывод управляющей программы на КВП.
- Охрана труда.
- Демонстрация приемов ввода-вывода УП.
г) Закрепление нового материала:
- Охрана труда при работе на токарных станках с ЧПУ.
- Отработка учащимися приемов ввода-вывода УП.
3) Текущий инструктаж: 9:20-14:00
Тренировочные упражнения:
- Подготовка станков к работе.
- Выдача учащимся задания на производственную практику.
- Обход рабочих мест с целью правильной организации рабочих мест,
соблюдения правил охраны труда, проверки правильности выполнения
отрабатываемых приемов и выполняемой работы, контроля качества
изготовляемой продукции.
4) Заключительный инструктаж: 14:00-14:30
- Сообщение о достижении цели урока.
- Разбор ошибок при выполнении задания.
- Анализ работ учащихся и сообщение оценок.
- Уборка рабочих мест.
- Задание на дом /конспект/.
Мастер п/о: БОРТНИКОВ В.И.
ХРАНЕНИЕ УПРАВЛЯЮЩИХ ПРОГРАММ
В памяти устройства могут одновременно храниться несколько управляющих программ. Эта область памяти называется архивом. Архив разделен на зоны фиксированной длины /размер зоны равен 250 кадрам/. Всего в устройстве таких зон может быть пять (с нулевой по четвертую).
Хранение программ возможно также на кассете внешней памяти /КВП/.
В кассете внешней памяти имеется 8 зон /по 250 кадров/ с номерами от 5 до12.
Если необходимо работать с УП, находящейся в третьей зоне, необходимо ввести в параметр №0 группы Р3.
Перепись программ из одной зоны в другую осуществляется по следующей методике:
1.Нажать клавиши ![]()
![]()
![]() - индикаторы
над клавишами должны гореть.
- индикаторы
над клавишами должны гореть.
2.Набрать номер зоны, из которой переписывается УП, набрав
![]() « номер зоны
».
« номер зоны
».
3. Набрать номер зоны, в которую нужно переписать УП
М «номер зоны».
4. Нажать клавишу ![]() .
.
/Если набор произведен правильно, то над клавишей ![]() начинает
мигать индикатор/.
начинает
мигать индикатор/.
5.Осуществить перезапись, нажав
клавишу ![]() .
.
ТЕСТЫ НА ТЕМУ:
«ХРАНЕНИЕ УПРАВЛЯЮЩИХ ПРОГРАММ»
Каждый тест имеет один или несколько правильных ответов.
Выберите правильные
1. В качестве программоносителя используют:
а) жесткий диск
б) магнитная лента
в) кассета внешней памяти.
2. Для переписи программы из одной зоны в другую нажать клавиши:
а) ![]()
![]()
![]()
б) ![]()
![]()
в) ![]()
![]()
![]() .
.
3. Сколько зон в КВП для хранения УП?
а) 6
б) 8
в) 10
4. Сколько кадров в одной зоне ?
а) 240
б) 250
в) 260.
5. Для чего предназначена клавиша ![]() ?
?
а) для индикации программы
б) для ввода программы
в) для вывода программы на КВП.
6. Какой режим включается при нажатии
клавиши ![]() ?
?
а) ручное управление
б) вращение шпинделя
в) работа от маховичка.
7. Какой режим включается при нажатии
клавиши ![]() ?
?
а) пуск программы
б) покадровая отработка программы
в) отработка программы без перемещения.
8. Операция это:
а) получение новой поверхности
б) обработка детали на нескольких станках
в) законченная часть технологического процесса.
ГОСУДАРСТВЕННОЕ ОБЛАСТНОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ЛИПЕЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПО ТЕМЕ:
ПРИВЯЗКА РЕЖУЩЕГО ИНСТРУМЕНТА
К СИСТЕМЕ ОТСЧЕТА
г. ЛИПЕЦК-2014
Утверждаю
ст. мастер ПЛ-10
А.В.Кузнецов
← предыдущая 1 2 3 4 5 6 7 следующая →
Смотреть
полностью
План
урока производственного обучения
группы « Оператор станков с ЧПУ»
на 20 г.
Тема программы: Обучение работе на токарных станках с ЧПУ.
Тема урока: Привязка режущего инструмента к системе отсчета /к детали/
Система УЧПУ: НЦ-31
Тип урока: Урок инструктирования, урок упражнений.
Вид урока: Урок по изучению и отработке трудовых приемов и операций.
Методы изучения: Словесные, наглядные, практические.
Образовательная цель: Научить обучающихся приемам привязки режущего инструмента на токарных станках с ЧПУ с соблюдением правил охраны труда.
Воспитательная цель: Воспитать аккуратность, внимательность, бережное отношение к инструменту и оборудованию, осознанную значимость данного материала при выполнении производственных работ.
Развивающая цель: Развивать внимательность, умение контролировать свои действия.
Методическая цель: Формирование практических умений и навыков на уроке производственного обучения.
Место проведения: Учебные мастерские ПЛ-10, токарный участок станков с ЧПУ.
Материально-техническое оснащение: Токарные станки с ЧПУ, руководство оператора, измерительный инструмент, плакаты, чертежи изделий, учебные заготовки, управляющие программы.
Организация и ход урока:
1) Организационная часть: 8:30-8:35
а) Проверка наличия и готовность учащихся к занятиям.
2) Вводный инструктаж: 8:35-9:20
а) Сообщение темы и цели урока.
б) Повторение пройденного материала:
- Порядок ввода УП в память устройства.
- Порядок вывода УП.
- Порядок подготовки токарного станка с ЧПУ к работе.
- Охрана труда при работе на токарных станках с ЧПУ.
в) Изучение нового материала:
- Объяснить обучающимся значение данной темы для изготовления
качественной продукции.
- Привязка режущего инструмента к системе отсчета.
- Конспектирование нового материала.
- Охрана труда.
- Демонстрация приемов привязки режущего инструмента.
г) Закрепление нового материала:
- Охрана труда при работе на токарных станках с ЧПУ.
- Отработка обучающимися приемов размерной привязки инструмента
3) Текущий инструктаж: 9:45-14:00
Тренировочные упражнения:
- Подготовка станков к работе.
- Выдача учащимся задания на производственную практику.
- Обход рабочих мест с целью правильной организации рабочих мест,
соблюдения правил охраны труда, проверки правильности выполнения
отрабатываемых приемов и выполняемой работы, контроля качества
изготовляемой продукции.
4) Заключительный инструктаж: 14:00-14:30
- Сообщение о достижении цели урока.
- Разбор ошибок при выполнении задания.
- Анализ работ учащихся и сообщение оценок.
- Уборка рабочих мест.
- Задание на дом /конспект/.
Мастер п/о: БОРТНИКОВ В.И.
РЕЖИМ РАЗМЕРНОЙ ПРИВЯЗКИ ИНСТРУМЕНТА
Размерная привязка инструмента осуществляется по следующей методике:
1. Нажать клавишу ![]() .
.
2.Установить в патрон станка заготовку.
3. Вызвать привязываемый инструмент в рабочую позицию:
Т «номер» ![]() .
.
4. Включить вращение шпинделя:
- М40 ![]() - диапазон
- диапазон
- М3 ![]() - направление вращения
- направление вращения
- S500 ![]() - число оборотов шпинделя
- число оборотов шпинделя
5. Ввести величину рабочей подачи:
- F20 ![]()
6. Пользуясь клавишами ручного
перемещения / ![]() / произвести касание торца заготовки,
перейти в режим размерной привязки
/ произвести касание торца заготовки,
перейти в режим размерной привязки ![]() , набрать значение ,,Z0”
и ввести в память устройства
, набрать значение ,,Z0”
и ввести в память устройства ![]() .
.
7. Проконтролировать
правильность ввода ![]()
![]() .
.
8. Пользуясь клавишами ручного
перемещения / ![]() / обточить наружный диаметр.
/ обточить наружный диаметр.
9. Отвести инструмент по оси Z, не изменяя его положение по оси X и выключить вращение шпинделя.
10. Измерить проточенный
диаметр, перейти в режим размерной привязки ![]() , набрать измеренную
величину «X изм.» и ввести в память
, набрать измеренную
величину «X изм.» и ввести в память ![]() .
.
11.Проконтролировать
правильность ввода ![]()
![]() .
.
ТЕСТЫ НА ТЕМУ:
«РАЗМЕРНАЯ ПРИВЯЗКА ИНСТРУМЕНТА»
Каждый тест имеет один или несколько правильных ответов.
Выберите правильные
1. Для чего предназначена клавиша ![]() ?
?
а) для ввода УП
б) для привязки инструмента
в) для ввода параметров.
2. Для привязки режущего инструмента необходимо:
а) вызвать в рабочую позицию инструмент
б) включить вращение шпинделя и задать рабочую подачу
в) вызвать инструмент, вращение шпинделя, рабочую подачу.
3. Привязка режущего инструмента осуществляется:
а) по оси ,,X”
б) по оси ,,Z”
в) по координатам ,,X” и ,,Z”
4. Для чего предназначена клавиша ![]() ?
?
а) для привязки режущего инструмента
б) для ввода программы
в) для отработки программы без перемещения суппорта.
5. Для чего предназначена клавиша ![]() ?
?
а) для индикации программы
б) для вывода программы
в) для автоматической отработки.
6. Клавиша ![]() предназначена:
предназначена:
а) для ввода
б) для вывода
в) для ввода-вывода.
7. Согласно правилу расположения осей, ось X:
а) всегда располагается горизонтально
б) всегда располагается вертикально
в) совмещается с осью вращения инструмента.
8. Для обработки резьб применяют:
а) плашки
б) развертки
в) резцы.
ГОСУДАРСТВЕННОЕ ОБЛАСТНОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ЛИПЕЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПО ТЕМЕ:
КОРРЕКЦИЯ РЕЖУЩЕГО ИНСТРУМЕНТА
г. ЛИПЕЦК-2014
Утверждаю
ст. мастер ПЛ-10
А.В.Кузнецов
План
урока производственного обучения
группы « Оператор станков с ЧПУ»
на 20 г.
Тема программы: Обучение работе на токарных станках с ЧПУ.
Тема урока: Коррекция режущего инструмента.
Система УЧПУ: НЦ-31
Тип урока: Урок инструктирования, урок упражнений.
Вид урока: Урок по изучению и отработке трудовых приемов и операций.
Методы изучения: Словесные, наглядные, практические.
Образовательная цель: Научить обучающихся приемам коррекции режущего инструмента на токарных станках с ЧПУ с соблюдением правил охраны труда.
Воспитательная цель: Воспитать аккуратность, внимательность, бережное отношение к инструменту и оборудованию, осознанную значимость данного материала при выполнении производственных работ.
Развивающая цель: Развивать внимательность, умение контролировать свои действия.
Методическая цель: Формирование практических умений и навыков на уроке производственного обучения.
Место проведения: Учебные мастерские ПЛ-10, токарный участок станков с ЧПУ.
Материально-техническое оснащение: Токарные станки с ЧПУ, руководство оператора, измерительный инструмент, плакаты, чертежи изделий, учебные заготовки, управляющие программы.
Организация и ход урока:
1) Организационная часть: 8:30-8:35
а) Проверка наличия и готовность учащихся к занятиям.
2) Вводный инструктаж: 8:35-9:20
а) Сообщение темы и цели урока.
б) Повторение пройденного материала:
- Последовательность привязки режущего инструмента.
- Подготовка токарного станка с ЧПУ к работе.
- Охрана труда при работе на токарных станках с ЧПУ.
в) Изучение нового материала:
- Объяснить обучающимся значение данной темы для изготовления
качественной продукции.
- Коррекция режущего инструмента.
- Конспектирование нового материала.
- Охрана труда.
- Демонстрация приемов коррекции режущего инструмента.
г) Закрепление нового материала:
- Охрана труда при работе на токарных станках с ЧПУ.
- Отработка обучающимися приемов размерной коррекции инструмента
3) Текущий инструктаж: 9:45-14:00
Тренировочные упражнения:
- Подготовка станков к работе.
- Выдача учащимся задания на производственную практику.
- Обход рабочих мест с целью правильной организации рабочих мест,
соблюдения правил охраны труда, проверки правильности выполнения
отрабатываемых приемов и выполняемой работы, контроля качества
изготовляемой продукции.
4) Заключительный инструктаж: 14:00-14:30
- Сообщение о достижении цели урока.
- Разбор ошибок при выполнении задания.
- Анализ работ учащихся и сообщение оценок.
- Уборка рабочих мест.
- Задание на дом /конспект/.
Мастер п/о: БОРТНИКОВ В.И.
РЕЖИМ КОРРЕКЦИИ ИНСТРУМЕНТА
Основным способом коррекции инструмента должна быть повторная привязка инструмента в режиме размерной привязки.
Коррекция инструмента осуществляется по следующей методике:
1.Вызвать в рабочую позицию корректируемый инструмент:
![]()
![]() «НОМЕР»
«НОМЕР» ![]()
2.Вызвать на индикацию содержимое корректора инструмента для оси Х:
![]()
3.Перейти
в режим коррекции /размерной привязки/ ![]() , мысленно пересчитать
значение корректора, набрать новое значение и ввести память:
, мысленно пересчитать
значение корректора, набрать новое значение и ввести память: ![]() « ЧИСЛО »
« ЧИСЛО » ![]() .
.
4.Проверить правильность ввода:
![]()
![]() .
.
Коррекция координаты ,, Z ” /если необходимо/ осуществляется по той же методике:
1.
Высветить на индикацию содержимое корректора инструмента для оси Z : ![]() 2.Перейти в режим
коррекции /размерной привязки/
2.Перейти в режим
коррекции /размерной привязки/ ![]() , мысленно
, мысленно
пересчитать значение корректора, набрать новое значение и ввести в
память:
![]() « ЧИСЛО »
« ЧИСЛО » ![]() .
.
3. Проверить правильность ввода:
![]()
![]() . /Таким способом
осуществляется коррекция всех необходимых инструментов./
. /Таким способом
осуществляется коррекция всех необходимых инструментов./
.
ТЕСТЫ НА ТЕМУ:
«КОРРЕКЦИЯ РЕЖУЩЕГО ИНСТРУМЕНТА»
Каждый тест имеет один или несколько правильных ответов.
Выберите правильные
1. Для коррекции режущего инструмента необходимо нажать клавишу:
а) ![]()
б) ![]()
в) ![]()
2. Для коррекции режущего инструмента необходимо:
а) вызвать в рабочую позицию инструмент
б) включить вращение шпинделя и задать рабочую подачу
в) вызвать инструмент, вращение шпинделя, рабочую подачу.
3. Коррекция режущего инструмента осуществляется:
а) по оси ,,X”
б) по оси ,,Z”
в) по координатам ,,X” и ,,Z”
4. Для чего предназначена клавиша ![]() ?
?
а) для привязки режущего инструмента
б) для коррекции режущего инструмента
в) Для редактирования программы.
5. Для чего предназначена клавиша ![]() ?
?
а) для поиска кадра программы
б) для редактирования программы
в) для покадровой отработки программы.
6. Клавиша ![]() предназначена:
предназначена:
а) для ввода
б) для вывода
в) для поиска кадра программы.
7. Для чего предназначены педали управления?
а) для включения станка
б) для перемещения суппорта
в) для перемещения пиноли задней бабки.
8. СОЖ означает:
а) жидкость для обработки
б) тип инструмента
в) марка материала.
ГОСУДАРСТВЕННОЕ ОБЛАСТНОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ЛИПЕЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПО ТЕМЕ:
РЕЖИМ ,,АВТОМАТ”
г. ЛИПЕЦК-2014
Утверждаю
ст. мастер ПЛ-10
А.В.Кузнецов
План
урока производственного обучения
группы « Оператор станков с ЧПУ»
на 20 г.
Тема программы: Обучение работе на токарных станках с ЧПУ.
Тема урока: Автоматический режим.
Система УЧПУ: НЦ-31
Тип урока: Урок инструктирования, урок упражнений.
Вид урока: Урок по изучению и отработке трудовых приемов и операций.
Методы изучения: Словесные, наглядные, практические.
Образовательная цель: Научить обучающихся приемам работы в автоматическом режиме на токарных станках с ЧПУ с соблюдением правил охраны труда.
Воспитательная цель: Воспитать аккуратность, внимательность, бережное отношение к инструменту и оборудованию, осознанную значимость данного материала при выполнении производственных работ.
Развивающая цель: Развивать внимательность, умение контролировать свои действия.
Методическая цель: Формирование практических умений и навыков на уроке производственного обучения.
Место проведения: Учебные мастерские ПЛ-10, токарный участок станков с ЧПУ.
Материально-техническое оснащение: Токарные станки с ЧПУ, руководство оператора, измерительный инструмент, плакаты, чертежи изделий, учебные заготовки, управляющие программы.
Организация и ход урока:
1) Организационная часть: 8:30-8:35
а) Проверка наличия и готовность обучающихся к занятиям.
2) Вводный инструктаж: 8:35-9:20
а) Сообщение темы и цели урока.
б) Повторение пройденного материала:
- Способы коррекции режущего инструмента.
- Подготовка токарного станка с ЧПУ к работе.
- Охрана труда при работе на токарных станках с ЧПУ.
в) Изучение нового материала:
- Объяснить обучающимся значение данной темы для изготовления
качественной продукции.
- Что предусматривает автоматический режим.
- Отработка программы с начала и до конца.
- Покадровая отработка УП.
- Отработка программы с заданного кадра.
- Охрана труда.
г) Закрепление нового материала:
- Охрана труда при работе на токарных станках с ЧПУ.
- Отработка приемов работы в автоматическом режиме.
3) Текущий инструктаж: 9:45-14:00
Тренировочные упражнения:
- Подготовка станков к работе.
- Выдача учащимся задания на производственную практику.
- Обход рабочих мест с целью правильной организации рабочих мест,
соблюдения правил охраны труда, проверки правильности выполнения
отрабатываемых приемов и выполняемой работы, контроля качества
изготовляемой продукции.
4) Заключительный инструктаж: 14:00-14:30
- Сообщение о достижении цели урока.
- Разбор ошибок при выполнении задания.
- Анализ работ учащихся и сообщение оценок.
- Уборка рабочих мест.
- Задание на дом /конспект/.
Мастер п/о: БОРТНИКОВ В.И.
АВТОМАТИЧЕСКИЙ РЕЖИМ РАБОТЫ
Этот режим предназначен для
отладки и отработки предварительно введенной программы. В автоматический режим
устройство переходит при нажатии клавиши ![]() . Одновременно
включается подрежим покадровой работы
. Одновременно
включается подрежим покадровой работы ![]() . В автоматическом
режиме возможны следующие действия:
. В автоматическом
режиме возможны следующие действия:
-покадровая отработка программы
-отработка программы без перемещения суппорта
- автоматическая отработка программы /с начала и до конца/
-отработка программы с заданного кадра
покадровая отработка
Для отработки программы кадр за
кадром /покадровая отработка/ необходимо установить режим покадровой отработки ![]()
![]() и нажать клавишу ,,пуск”
и нажать клавишу ,,пуск” ![]() . Повторное нажатие
клавиши
. Повторное нажатие
клавиши ![]() отменяет покадровый режим, а после нажатия
клавиши ,,пуск”
отменяет покадровый режим, а после нажатия
клавиши ,,пуск”![]() программа переходит на автоматическую
отработку.
программа переходит на автоматическую
отработку.
автоматическая отработка программы
Для автоматической отработки
программы установить автоматический режим ![]() , набрать номер начала
программы «№0» и нажать клавишу ,,пуск”
, набрать номер начала
программы «№0» и нажать клавишу ,,пуск” ![]() . Для остановки
программы нажимается клавиша ,,стоп”
. Для остановки
программы нажимается клавиша ,,стоп” ![]() , для продолжения
отработки - ,,пуск”
, для продолжения
отработки - ,,пуск” ![]() .
.
отработка программы с заданного кадра
Для отработки программы с
заданного кадра необходимо в ручном режиме ![]() вывести режущий инструмент в рабочую
позицию, включить вращение шпинделя, задать необходимую рабочую подачу.
вывести режущий инструмент в рабочую
позицию, включить вращение шпинделя, задать необходимую рабочую подачу.
ТЕСТЫ НА ТЕМУ:
«АВТОМАТИЧЕСКИЙ РЕЖИМ»
Каждый тест имеет один или несколько правильных ответов.
Выберите правильные
1. Какой режим включается при нажатии клавиши ![]() ?
?
а) ввод информации
б) режим ,,автомат”
в) ручное управление
2. Автоматический режим предусматривает:
а) покадровую отработку программы
б) отработку УП с начала и до конца
в) ввод управляющей прграммы.
3. Ввод программы осуществляют:
а) с КВП
б) с клавиатуры
в) с магнитной ленты
4. Для чего предназначена клавиша ![]() ?
?
а) для ввода информации
б) для изменения направления движения
в) для размерной привязки.
5. Для чего предназначена клавиша? ![]()
а) для поиска кадра программы
б) для редактирования программы
в) для стирания памяти.
6. Клавиша ![]() предназначена:
предназначена:
а) для ввода
б) для вывода
в) для поиска кадра программы.
7. Перемещение режущего инструмента осуществляют:
а) маховичком
б) с помощью клавиш
в) в автоматическом режиме.
8. О чем сигнализирует горящие лампочки над клавишами ,,автомат” и ,,пуск” ?
а) об аварийной ситуации
б) конец отработки программы
в) отработка программы в автоматическом режиме.
ГОСУДАРСТВЕННОЕ ОБЛАСТНОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ЛИПЕЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПО ТЕМЕ:
РЕЖИМ ,,РУЧНОЕ УПРАВЛЕНИЕ”
г. ЛИПЕЦК-2014
Утверждаю
ст. мастер ПЛ-10
А.В.Кузнецов
План
урока производственного обучения
группы « Оператор станков с ЧПУ»
на 20 г.
Тема программы: Обучение работе на токарных станках с ЧПУ.
Тема урока: Режим ,, Ручное управление”
Система УЧПУ: НЦ-31
Тип урока: Урок инструктирования, урок упражнений.
Вид урока: Урок по изучению и отработке трудовых приемов и операций.
Методы изучения: Словесные, наглядные, практические.
Образовательная цель: Научить обучающихся приемам работы в ручном режиме на токарных станках с ЧПУ с соблюдением правил охраны труда.
Воспитательная цель: Воспитать аккуратность, внимательность, бережное отношение к инструменту и оборудованию, осознанную значимость данного материала при выполнении производственных работ.
Развивающая цель: Развивать внимательность, умение контролировать свои действия.
Методическая цель: Формирование практических умений и навыков на уроке производственного обучения.
Место проведения: Учебные мастерские ПЛ-10, токарный участок станков с ЧПУ.
Материально-техническое оснащение: Токарные станки с ЧПУ, руководство оператора, измерительный инструмент, плакаты, чертежи изделий, учебные заготовки, управляющие программы.
Организация и ход урока:
1) Организационная часть: 8:30-8:35
а) Проверка наличия и готовность обучающихся к занятиям.
2) Вводный инструктаж: 8:35-9:20
а) Сообщение темы и цели урока.
б) Повторение пройденного материала:
- Отработка программы с начала и до конца
- Покадровая отработка УП
- Отработка УП с заданного кадра.
- Подготовка токарного станка с ЧПУ к работе.
- Охрана труда при работе на токарных станках с ЧПУ.
в) Изучение нового материала:
- Объяснить обучающимся значение данной темы для изготовления
качественной продукции.
- Подрежим немерных перемещений.
- Подрежим выхода в фиксированную точку
- Подрежим обучения.
- Охрана труда.
- Демонстрация приемов работы в режиме ,,Ручное управление”.
г) Закрепление нового материала:
- Охрана труда при работе на токарных станках с ЧПУ.
- Отработка обучающимися приемам работы в режиме ручное управление.
3) Текущий инструктаж: 9:45-14:00
Тренировочные упражнения:
- Подготовка станков к работе.
- Выдача учащимся задания на производственную практику.
- Обход рабочих мест с целью правильной организации рабочих мест,
соблюдения правил охраны труда, проверки правильности выполнения
отрабатываемых приемов и выполняемой работы, контроля качества
изготовляемой продукции.
4) Заключительный инструктаж: 14:00-14:30
- Сообщение о достижении цели урока.
- Разбор ошибок при выполнении задания.
- Анализ работ учащихся и сообщение оценок.
- Уборка рабочих мест.
- Задание на дом /конспект/.
Мастер п/о: БОРТНИКОВ В.И.
РЕЖИМ РУЧНОГО УПРАВЛЕНИЯ
Режим ручного управления
используется для управления перемещениями суппорта от клавиш ручного управления ![]() как на быстром ходу, так и на заданной
подаче. Переход в этот режим осуществляется нажатием клавиши
как на быстром ходу, так и на заданной
подаче. Переход в этот режим осуществляется нажатием клавиши ![]() .
.
В режиме ручного управления имеются следующие подрежимы:
- немерных перемещений
- выхода в фиксированную точку
- обучения
подрежим немерных перемещений:
При нажатии клавиши ![]() устанавливается подрежим немерных
перемещений. Перемещения осуществляются нажатием одной или двух клавиш ручного
перемещения
устанавливается подрежим немерных
перемещений. Перемещения осуществляются нажатием одной или двух клавиш ручного
перемещения![]() . Для перемещения
суппорта на заданной подаче необходимо предварительно включить вращение
шпинделя и задать величину рабочей подачи.
. Для перемещения
суппорта на заданной подаче необходимо предварительно включить вращение
шпинделя и задать величину рабочей подачи.
подрежим выхода в фиксированную точку:
Фиксированная точка служит для привязки измерительной системы устройства ЧПУ и базовой поверхности станка. Эта точка служит промежуточной нулевой точкой, к которой затем осуществляется размерная привязка инструмента.
Выход в фиксированную точку производится раздельно по каждой координате:
1.Нажать ![]()
![]() .
.
2.Нажать ![]() , индикатор ручного
режима начинает пульсировать.
, индикатор ручного
режима начинает пульсировать.
3.Задать скорость вращения шпинделя и задать рабочую подачу:
- М40 ![]() - диапазон
- диапазон
- М3 ![]() - направление
вращения
- направление
вращения
- S500 ![]() - число оборотов
шпинделя
- число оборотов
шпинделя
- F20 ![]() - рабочая подача
- рабочая подача
4.Нажать ![]()
![]() .
.
5.Нажать ![]() . После выхода в
фиксированную точку пульсация
. После выхода в
фиксированную точку пульсация
индикатора режима прекращается.
Для повторения цикла по другой оси нужно повторно нажать:
![]()
![]()
![]()
![]()
Если привязка инструмента до этого не производилась, на индикаторе высветится ноль.
ТЕСТЫ НА ТЕМУ:
«РЕЖИМ ,,РУЧОЕ УПРАВЛЕНИЕ”»
Каждый тест имеет один или несколько правильных ответов.
Выберите правильные
1. Какой режим включается при нажатии
клавиши ![]() ?
?
а) ввода информации
б) автоматический режим
в) ручное управление
2. Ручной режим предусматривает:
а) покадровую отработку программы
б) работу при помощи клавиш ручного управления
в) ввод управляющей программы.
3. Для чего предназначены маховичок?
а) для перемещения суппорта по оси ,,X”
б) для перемещения суппорта по оси ,,Z”
в) для включения вращения шпинделя.
4. О чем сигнализирует светодиод над клавишей ,,ручное управление”?
а) сбой системы ЧПУ
б) станок находится в режиме ручного управления
в) сбой в системе питания.
5. Для чего предназначена
клавиша ![]() ?
?
а) ускоренного перемещения
б) пуска программы
в) стирания памяти.
6. Клавиша ![]() предназначена:
предназначена:
а) для ввода
б) для вывода
в) для поиска кадра программы.
7. Перемещение режущего инструмента осуществляют:
а) маховичком
б) с помощью клавиш
в) в автоматическом режиме.
8. Для чего предназначена
клавиша ![]() ?
?
а) вывода программы
б) ввода программы
в) изменения направления движения.
ГОСУДАРСТВЕННОЕ ОБЛАСТНОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ЛИПЕЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПО ТЕМЕ:
ОШИБКИ ВЫДАВАЕМЫЕ СИСТЕМОЙ НЦ-31
г. ЛИПЕЦК-2014
Утверждаю
ст. мастер ПЛ-10
А.В.Кузнецов
План
урока производственного обучения
группы « Оператор станков с ЧПУ»
на 20 г.
Тема программы: Обучение работе на токарных станках с ЧПУ.
Тема урока: Ошибки выдаваемые системой и методы их устранения
Система УЧПУ: НЦ-31
Тип урока: Урок инструктирования, урок упражнений.
Вид урока: Урок по изучению и отработке трудовых приемов и операций.
Методы изучения: Словесные, наглядные, практические.
Образовательная цель: Научить обучающихся методам устранения ошибок на токарных станках с ЧПУ с соблюдением правил охраны труда.
Воспитательная цель: Воспитать аккуратность, внимательность, бережное отношение к инструменту и оборудованию, осознанную значимость данного материала при выполнении производственных работ.
Развивающая цель: Развивать внимательность, умение контролировать свои действия.
Методическая цель: Формирование практических умений и навыков на уроке производственного обучения.
Место проведения: Учебные мастерские ПЛ-10, токарный участок станков с ЧПУ.
Материально-техническое оснащение: Токарные станки с ЧПУ, руководство оператора, измерительный инструмент, плакаты, чертежи изделий, учебные заготовки, управляющие программы.
Организация и ход урока:
1) Организационная часть: 8:30-8:35
а) Проверка наличия и готовность обучающзихся к занятиям.
2) Вводный инструктаж: 8:35-9:20
а) Сообщение темы и цели урока.
б) Повторение пройденного материала:
- Подрежим немерных перемещений.
- Подрежим выхода в фиксированную точку
- Подрежим обучения.
- Охрана труда при работе на токарных станках с ЧПУ.
в) Изучение нового материала:
- ошибки устраняемые оператором.
- ошибки устраняемые ремонтной службой
- охрана труда.
г) Закрепление нового материала
- ошибки устраняемые оператором.
- ошибки устраняемые ремонтной службой
- охрана труда.
3) Текущий инструктаж: 9:45-14:00
Тренировочные упражнения:
- Подготовка станков к работе.
- Выдача учащимся задания на производственную практику.
- Обход рабочих мест с целью правильной организации рабочих мест,
соблюдения правил охраны труда, проверки правильности выполнения
отрабатываемых приемов и выполняемой работы, контроля качества
изготовляемой продукции.
4) Заключительный инструктаж: 14:00-14:30
- Сообщение о достижении цели урока.
- Разбор ошибок при выполнении задания.
- Анализ работ учащихся и сообщение оценок.
- Уборка рабочих мест.
- Задание на дом /конспект/.
Мастер п/о: БОРТНИКОВ В.И.
|
Код ошибок |
Причина ошибок |
Метод устранения |
Примечание |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
x |
0 |
6 |
x |
x |
x |
x |
При вводе или выводе кадров УП используется номер, превышающий максимальный номер 249. при вводе или выводе параметров номер превышает 8. |
Нажать клавишу СБРОС и повторить операцию с правильным номером. |
В графе 2 условным знаком X обозначены затемненные разряды индикатора числа |
|
x |
2 |
0 |
x |
x |
x |
x |
При переписи в архив или из архива УП указан неправильный номер области |
Такой же |
В параметр № 0 Р попытка ввести номер зоны, превышающий допустимый |
|
x |
2 |
1 |
x |
x |
x |
x |
Испорчена УП, подлежащая переписи в другую область архива |
Нажать клавишу |
|
|
x |
0 |
4 |
x |
x |
x |
x |
Значение вводимой подачи превышает максимально допустимую |
Нажать клавишу |
|
|
x |
0 |
3 |
x |
x |
x |
x |
Неправильный буквенный адрес при вводе нулевой точки |
Нажать клавишу |
|
|
x |
0 |
7 |
x |
x |
x |
x |
Ошибка набора при вводе параметра |
Нажать клавишу |
|
|
x |
1 |
0 |
x |
x |
x |
x |
Значения люфта, вводимые в качестве параметра, превышают допустимые |
Нажать клавишу |
|
|
x |
1 |
1 |
x |
x |
x |
x |
Вводимая величина быстрого хода превышает разрешенную |
Нажать клавишу |
|
|
x |
1 |
2 |
x |
x |
x |
x |
Значение параметра № 6 Р (угол на подачу) должно быть меньше 3546 (угол 60 градусов) |
Нажать клавишу |
|
|
x |
0 |
0 |
x |
x |
x |
1 |
Ошибка в УП |
Нажать клавишу |
|
|
x |
0 |
0 |
x |
x |
x |
1 |
Выполнение 005 – запланированный аварийный останов |
Перед пуском нажать клавишу |
|
|
x |
0 |
0 |
x |
x |
1 |
x |
Сбой привода по оси x |
Нажать клавишу |
|
|
x |
0 |
1 |
x |
x |
1 |
x |
Сбой привода по оси z |
Нажать клавишу |
|
|
x |
0 |
1 |
x |
1 |
x |
x |
Ограничение по перемещению в направлении +X, -X в ручном режиме |
В режимах ручной или маховик проехать в
противоположном направлении и нажать клавишу |
|
|
x |
0 |
2 |
x |
1 |
x |
x |
Ограничение по перемещению в направлении +X, -X в автоматическом режиме |
В режиме ручной или маховик проехать в противоположном
направлении и нажать клавишу |
|
|
x |
0 |
2 |
x |
1 |
x |
x |
Ограничение по перемещению в направлении +Z, -Z в ручном режиме |
То же |
|
|
x |
0 |
9 |
x |
1 |
x |
x |
Ограничение по перемещению в направлении –Z в автоматическом режиме |
||
|
Ограничение по перемещению в направлении +Z в автоматическом режиме |
|||||||||
|
x |
7 |
7 |
x |
1 |
x |
x |
Нет сигнала «Готовность станка» |
Перейти в режим вывода. Нажать клавишу |
|
|
Нет ответа от электроавтоматики о выполнении команд M, S, T. Неисправность электроавтоматики или станка |
Нажать клавишу |
||||||||
|
x |
2 |
4 |
x |
x |
x |
1 |
Испорчена рабочая УП |
Нажать клавишу |
|
|
x |
1 |
7 |
1 |
x |
x |
x |
Отсутствует прерывание по «0» - метке КИПА |
Вызвать обслуживающий персонал |
|
|
x |
2 |
4 |
1 |
x |
x |
x |
Испорчен массив параметров |
Ввести заново параметры |
|
|
x |
2 |
5 |
1 |
x |
x |
x |
Нет прерывания от таймера после его запуска |
Вызвать обслуживающий персонал |
|
|
x |
3 |
5 |
1 |
x |
x |
x |
Нет счета таймера |
Вызвать обслуживающий персонал |
|
|
x |
9 |
2 |
1 |
x |
x |
x |
Переполнение разрядной сетки |
То же |
|
|
x |
1 |
5 |
1 |
x |
x |
x |
Незапланированное прерывание по КИПА |
Повторить запуск системы, нажав клавишу |
|
|
x |
0 |
0 |
1 |
x |
x |
x |
Неисправность станка |
Вызвать обслуживающий персонал |
|
|
x |
0 |
1 |
1 |
x |
x |
x |
Неисправность модуля ПО |
То же |
|
|
x |
0 |
2 |
1 |
x |
x |
x |
Неисправность модуля ПРЦ |
||
|
x |
0 |
4 |
1 |
x |
x |
x |
Неисправность модуля 3500 |
||
|
x |
0 |
5 |
1 |
x |
x |
x |
Неисправность модуля ЛМТ |
||
|
x |
0 |
6 |
1 |
x |
x |
x |
Неисправность модуля КЭ |
||
|
x |
0 |
7 |
1 |
x |
x |
x |
Неисправность модуля КИП |
||
|
x |
0 |
8 |
1 |
x |
x |
x |
Неисправность модуля КП |
||
|
x |
1 |
2 |
1 |
x |
x |
x |
Нет запланированного прерывания при проверке механизма прерываний модуля ПРЦ |
||
|
x |
1 |
0 |
1 |
x |
x |
x |
Модуль КВП не является специальным (тестовым) – нет передачи управления на тесты комплексной проверки УЧПУ |
Вызвать обслуживающий персонал |
|
|
x |
2 |
0 |
1 |
x |
x |
x |
Модуль КВП является специальным (тестовым) – нельзя тестировать модуль КВП |
То же |
|
|
x |
5 |
2 |
1 |
x |
x |
x |
Аппаратное прерывание по отказу питания |
||
|
x |
6 |
2 |
1 |
x |
x |
x |
Аппаратное прерывание по зависанию |
||
|
x |
7 |
2 |
1 |
x |
x |
x |
Аппаратное прерывание по не правильному :оду операции |
||
|
x |
8 |
2 |
1 |
x |
x |
x |
Неисправность слодствием которой явилось “лишнее” прерывание или неправильный вектор прерывания |
||
|
x |
9 |
9 |
1 |
x |
x |
x |
Переполнение отековой области памяти |
Возможная причина недостаточное быстро действие процессора |
|
|
x |
x |
x |
1 |
x |
x |
x |
Недостаточное быстродействие процессора |
||
|
x |
3 |
7 |
1 |
x |
x |
x |
Нет запланированного прерывание |
Нажать клавишу |
|
|
x |
6 |
6 |
x |
x |
x |
1 |
Превышение максимального номера инструмента |
Нажать клавишу |
|
|
x |
0 |
2 |
x |
x |
x |
1 |
Превышение разрядной сетки кругового интерполятора |
Уменьшить скорость интерполирование |
|
|
X |
2 |
0 |
x |
x |
x |
1 |
Превышение максимальной рабочей подачи по оси x |
Уменьшить величину оборотов шпинделя, либо изменить параметры ограничения |
|
|
x |
2 |
1 |
x |
x |
x |
1 |
Превышение максимальной рабочей подачи по оси z |
То же |
|
|
x |
2 |
4 |
x |
x |
x |
1 |
Испорчена рабочая УП |
Нажать клавишу |
|
ТЕСТЫ НА ТЕМУ:
,,ОШИБКИ ВЫДАВАЕМЫЕ СИСТЕМОЙ НЦ-31''
Каждый тест имеет один или несколько правильных ответов.
Выберите правильные
1. Ошибки по источнику возникновения подразделяются:
а) ошибки программиста
б) ошибки оператора
в) ошибки программоносителя.
2. Признак ошибки Х241ХХХ:
а) стоп подачи
б) стоп шпинделя
в) отсутствие параметров.
3. Признак ошибки Х24ХХХ1:
а) отсутствие программы
б) отсутствие параметров
в) отсутствие инструментов.
4. Признак ошибки Х77Х1ХХ:
а) отсутствие фиксированной точки
б) нет готовности станка
в) останов по конечным выключателям.
5. Признак ошибки ХХХХ1ХХ:
а) отсутствие сигнала команд M , S , T
б) отсутствие вращения шпинделя
в) не задан номер цикла.
6. Какой режим включается при нажатии
клавиши ![]() ::
::
а) ввод программы
б) продольное перемещение по оси Z
в) поперечное перемещение по оси X.
7. Технологическая команда М30:
а) конец участка программы
б) конец описания детали
в) конец программы.
8. Для остановки вращения шпинделя необходимо набрать:
а) M03
б) M05
в) M02.
ГОСУДАРСТВЕННОЕ ОБЛАСТНОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ЛИПЕЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПО ТЕМЕ:
ПОГРАММИРОВАНИЕ ПОСТОЯННЫХ ЦИКЛОВ
ПО АДРЕСУ ,,G”
г. ЛИПЕЦК-2014
Утверждаю
ст. мастер ПЛ-10
А.В.Кузнецов
План
урока производственного обучения
группы « Оператор станков с ЧПУ»
на 20 г.
Тема программы: Обучение работе на токарных станках с ЧПУ.
Тема урока: Пограммирование постоянных циклов по адресу ,, G ”
Система УЧПУ: НЦ-31
Тип урока: Урок инструктирования, урок упражнений.
Вид урока: Урок по изучению и отработке трудовых приемов и операций.
Методы изучения: Словесные, наглядные, практические.
Образовательная цель: Научить обучающихся приемам программирования постоянных циклов на токарных станках с ЧПУ с соблюдением правил охраны труда.
Воспитательная цель: Воспитать аккуратность, внимательность, бережное отношение к инструменту и оборудованию, осознанную значимость данного материала при выполнении производственных работ.
Развивающая цель: Развивать внимательность, умение контролировать свои действия.
Методическая цель: Формирование практических умений и навыков на уроке производственного обучения.
Место проведения: Учебные мастерские ПЛ-10, токарный участок станков с ЧПУ.
Материально-техническое оснащение: Токарные станки с ЧПУ, руководство оператора, измерительный инструмент, плакаты, чертежи изделий, учебные заготовки, управляющие программы.
Организация и ход урока:
1) Организационная часть: 8:30-8:35
а) Проверка наличия и готовность обучающзихся к занятиям.
2) Вводный инструктаж: 8:35-9:20
а) Сообщение темы и цели урока.
б) Повторение пройденного материала:
- ошибки устраняемые оператором.
- ошибки устраняемые ремонтной службой
- охрана труда.
в) Изучение нового материала:
- цикл нарезания резьбы
- цикл многопроходной черновой продольной обработки
- цикл многопроходной черновой поперечной обработки
- цикл глубокого сверлении
- Охрана труда при работе на токарных станках с ЧПУ
г) Закрепление нового материала
- цикл нарезания резьбы
- цикл многопроходной черновой продольной обработки
- цикл многопроходной черновой поперечной обработки
- цикл глубокого сверлении
- Охрана труда при работе на токарных станках с ЧПУ
3) Текущий инструктаж: 9:45-14:00
Тренировочные упражнения:
- Подготовка станков к работе.
- Выдача учащимся задания на производственную практику.
- Обход рабочих мест с целью правильной организации рабочих мест,
соблюдения правил охраны труда, проверки правильности выполнения
отрабатываемых приемов и выполняемой работы, контроля качества
изготовляемой продукции.
4) Заключительный инструктаж: 14:00-14:30
- Сообщение о достижении цели урока.
- Разбор ошибок при выполнении задания.
- Анализ работ учащихся и сообщение оценок.
- Уборка рабочих мест.
- Задание на дом /конспект/.
Мастер п/о: БОРТНИКОВ В.И.
ТЕХНОЛОГИЧЕСКИЕ ЦИКЛЫ
Многопроходный черновой продольный цикл G77
Цикл G77 имеет следующий формат:
![]()
![]() G77, X (X
G77, X (X ![]() )…., z ( z
)…., z ( z ![]() )…, P…,
)…, P…,
P1…, P2…,
Где: ![]() -признак,указывающий,что
установка резца на глубину резания будет происходить на ускоренном ходу.
-признак,указывающий,что
установка резца на глубину резания будет происходить на ускоренном ходу.
Если признак ![]() опущен, то
установка резца на глубину резания будет осуществляться на рабочей подаче;
опущен, то
установка резца на глубину резания будет осуществляться на рабочей подаче;
X ( X ![]() )-конечный диаметр
или общая величина припуска по X ;
)-конечный диаметр
или общая величина припуска по X ;
Z ( z ![]() ) – координата
конечной точки прохода или длина прохода по z;
) – координата
конечной точки прохода или длина прохода по z;
F- контурная рабочая подача на черновых проходах.
Формат F06 действует только в цикле. При опускании параметра F учитывается модальное значение подачи, определенное раннее в кадрах УП;
P1-припуск на проход, формат 06, задается на диаметр;
P2-величина сноса по оси z , формат P06;
P1 и P2 – всегда положительные ;
а- длина прохода до прерывания стружки. Величина определяется оперативным параметром станка № 10 группы P.
Если № TGP =0, то стружкодробления не происходит;
B-отвод инструмента на быстром ходу ( после врезания на величину a ) для обеспечения стружкодробления. Величина определяется оперативным параметром станка № 11 группы P.Величина параметра № 11P не должна быть больше параметра № TOP. Оба параметры положительные.
В заключительной стадии цикла ,когда величина припуска становится меньше или равной величине припуска на проход P1, осуществляется завистной проход без стружкодробления на подаче, заданной в УП, до выполнения цикла;
![]() -
признак, указывающий на необходимость возврата на контур в направлении раскроя
припуска (точка B ). Если признак
-
признак, указывающий на необходимость возврата на контур в направлении раскроя
припуска (точка B ). Если признак ![]() - опущен, то по
окончании цикла инструмент возвращается в исходную точку цикла.
- опущен, то по
окончании цикла инструмент возвращается в исходную точку цикла.
Многопроходный черновой поперечный цикл G78
Цикл G78 обеспечивает съем чернового припуска в поперечном направлении со стружкодроблением. Он аналогичен циклу G77 и отличается от него тем, что снятие припуска происходит в поперечном направлении.
Цикл G78 работает по схеме, приведенной на рис.29.
Формат цикла G78:
![]()
![]() G78 X (X
G78 X (X ![]() ) …, z ( z
) …, z ( z ![]() ) …, F..., F1…,F2.
) …, F..., F1…,F2.
Нарезание резьбы резцом
Многопроходный цикл резьбонарезания G31.Цикл G31 предназначен для нарезания резьбы с автоматическим распределением припуска по проходам.
Шаг резьбы выдерживается для оси, имеющей большее перемещение при резьбовом движении (рис.34).Схема отработки цикла показана на рис.35.
Цикл G31 имеет формат:
G31, X ( X ![]() )…, z ( z
)…, z ( z ![]() )…, F…, P1…, P2…,
P3…,где: X (X
)…, F…, P1…, P2…,
P3…,где: X (X ![]() )-наружный диаметр
резьбы или смещение до наружного диаметра из исходно-конечной точки цикла;
)-наружный диаметр
резьбы или смещение до наружного диаметра из исходно-конечной точки цикла;
z ( z ![]() ) – координата
конечной точки резьбы или длины резьбы;
) – координата
конечной точки резьбы или длины резьбы;
F- шаг резьбы, формат F06,диокретность задания 0,0001 мм. Диапазон нарезаемых резьб:0,0001…99,99 мм. Если F опущен, то предлагается задание шага, равного текущему значению F.
P1 – глубина резьбы ( положительная, задается на радиус, в приращениях);
P2 – глубина резания на 1 м прохода ( положительная,задается на радиус, в приращениях);
P3 – конусность резьбы ( положительная, задается на диаметр, в приращениях)/
ТЕСТЫ НА ТЕМУ:
«ПРОГРАММИРОВАНИЕ ПОСТОЯННЫХ ЦИКЛОВ ПО АДРЕСУ ,, G ”»
Каждый тест имеет один или несколько правильных ответов.
Выберите правильные
1. Цикл предназначен:
а) для удобства программирования
б) для сокращения кадров программы
в) для редактирования программы
2. Цикл черновой обработки задается по адресу:
а) G73
б) G74
в) G77.
3. Цикл G31 предназначен:
а) для черновой обработки
б) для чистовой обработки
в) для нарезания резьбы.
4. Цикл G78 предназначен:
а) для поперечной обработки
б) для продольной обработки
в) для нарезания канавок.
5. Для чего предназначен маховичок:
а) для перемещения суппорта по оси X
б) для перемещения суппорта по оси Z
в) для включения вращения шпинделя.
6. Для чего предназначены педали управления:
а) для включения станка
б) для перемещения суппорта
в) для перемещения пиноли задней бабки.
7. Шероховатость поверхности определяется:
а) сравнением с эталонами поверхности
б) микрометрами
в) профилографами.
8. Для остановки вращения шпинделя необходимо набрать:
а) M03
б) M05
в) M30.


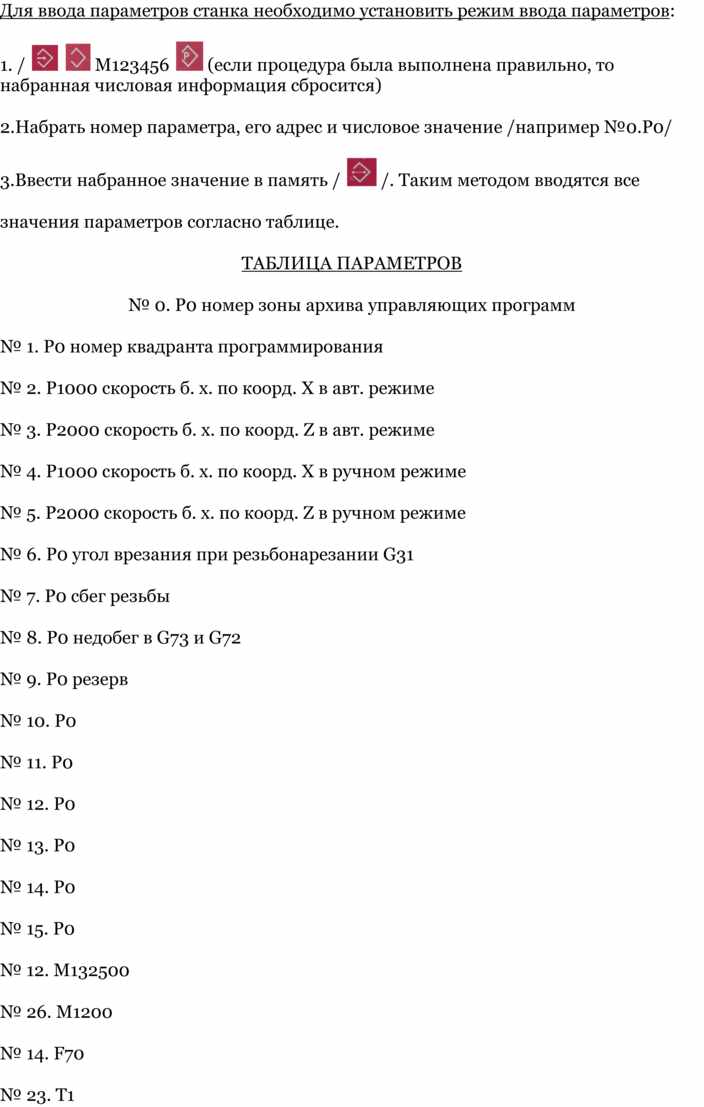
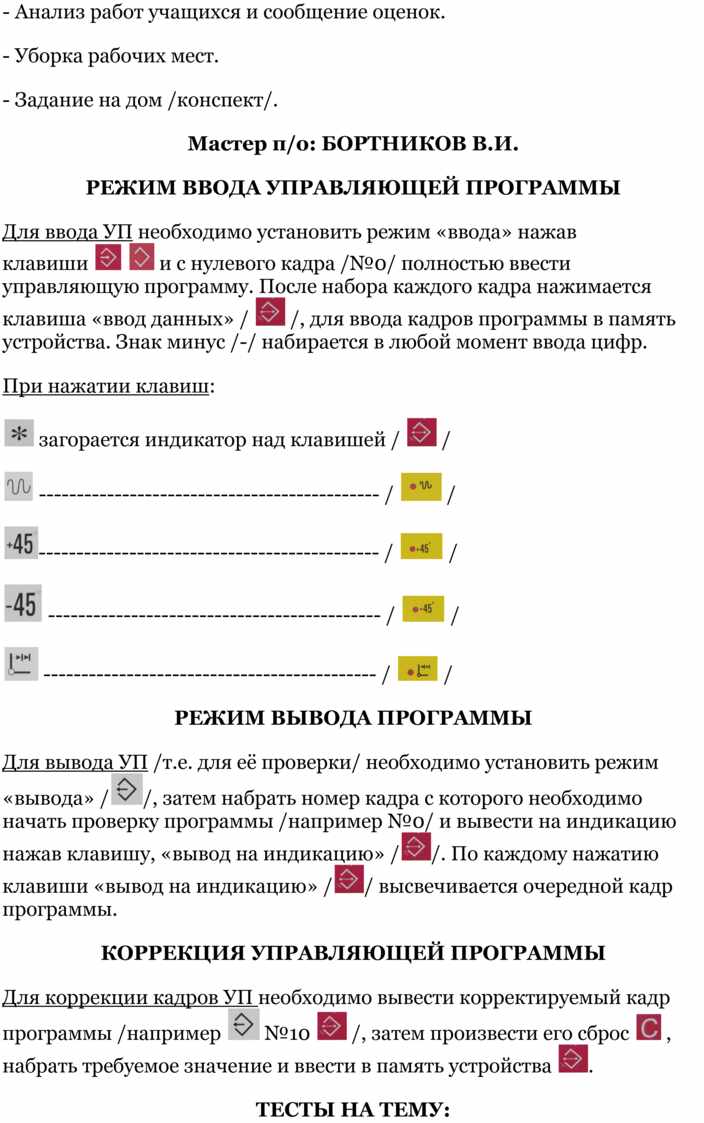
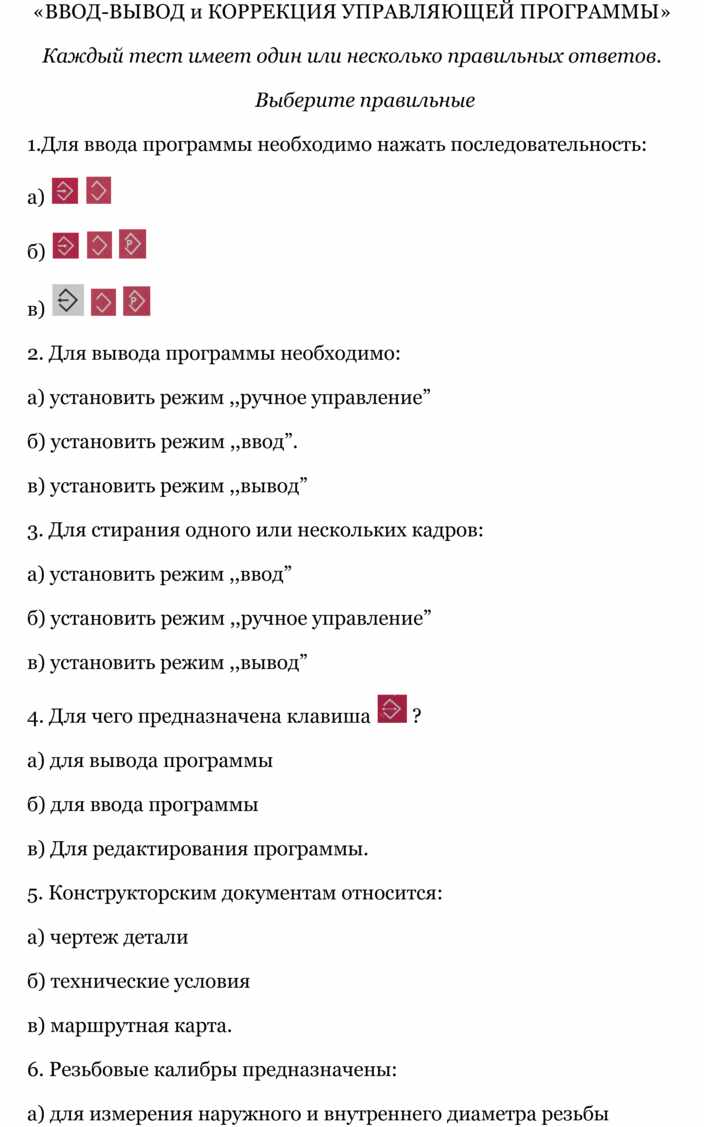
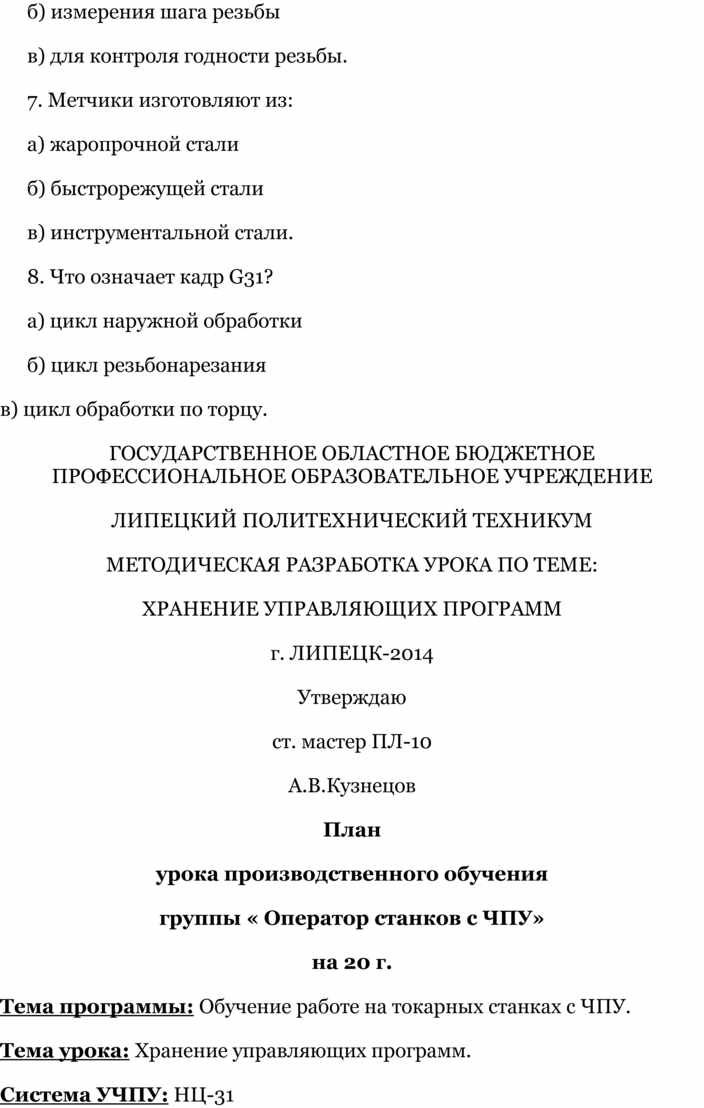
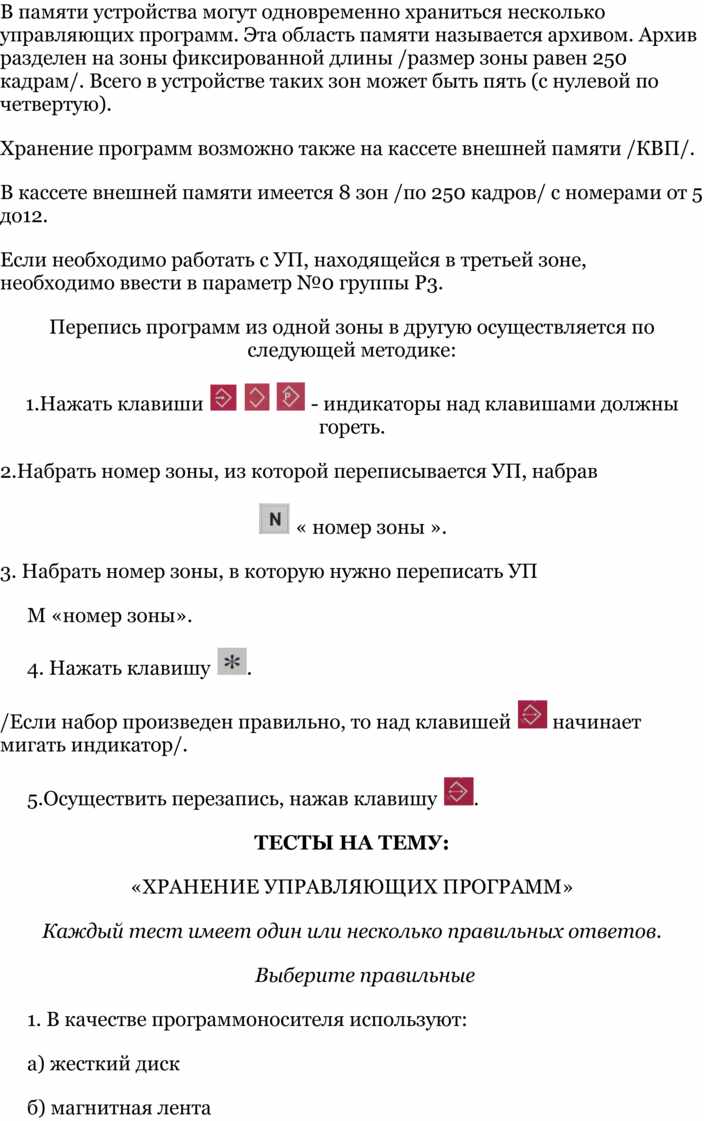
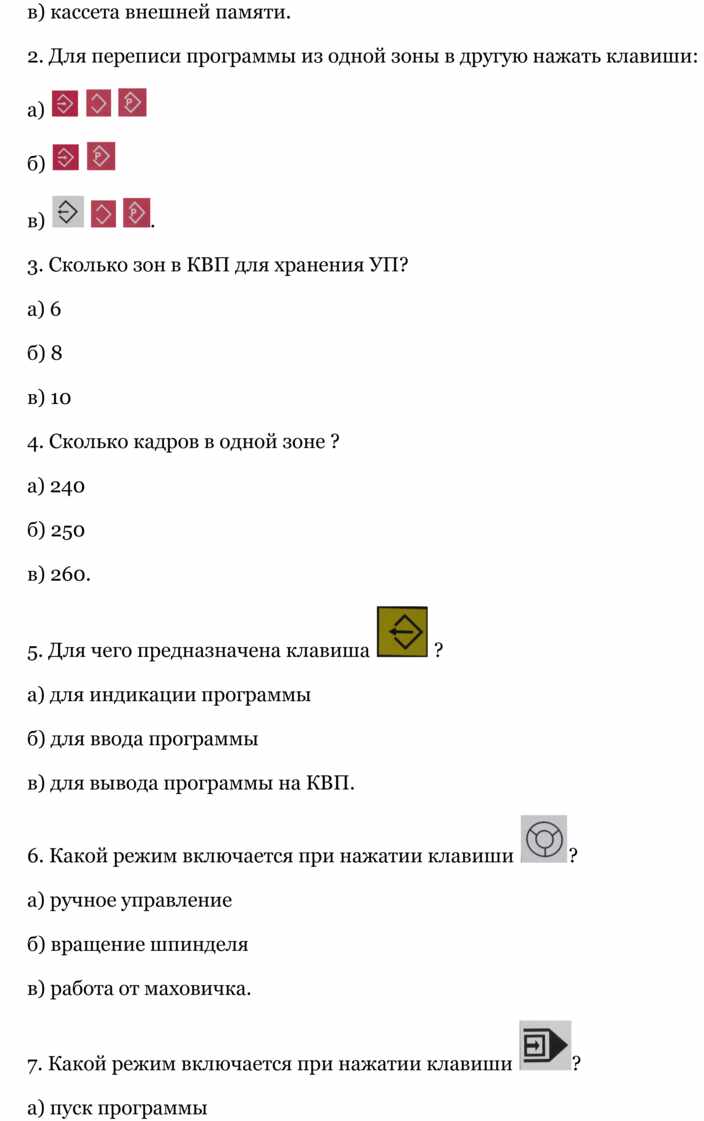
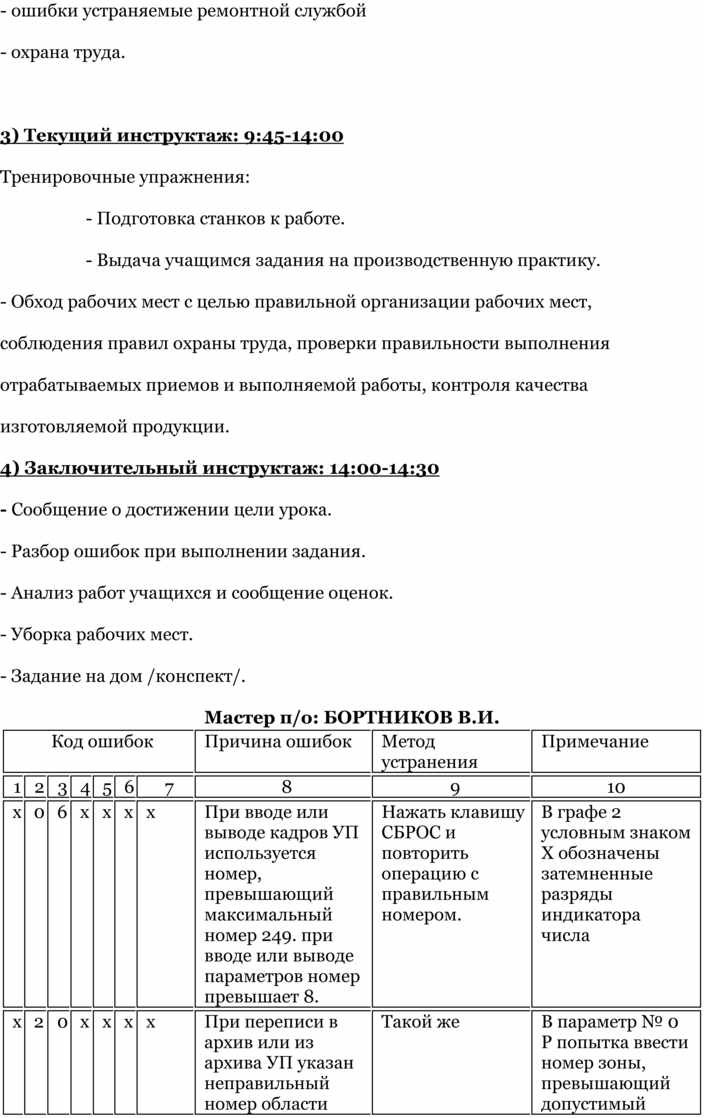
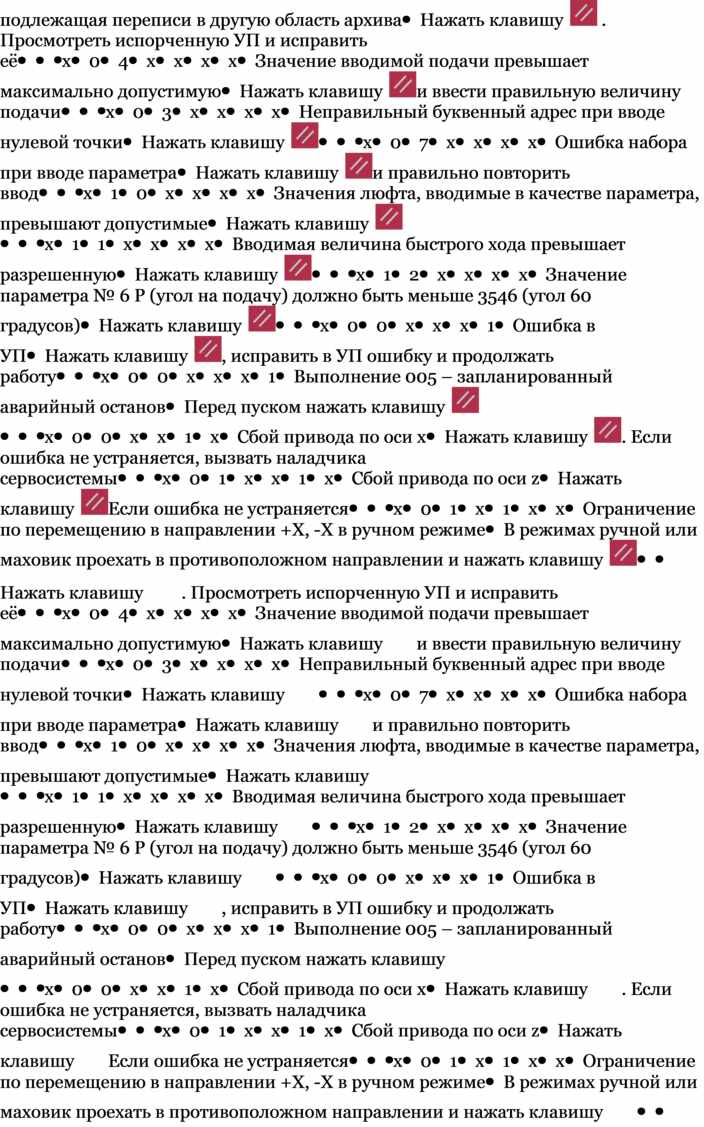
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.