План-конспект урока технология
Тема программы: “Обработка наружных цилиндрических и торцовых поверхностей”.
Тема урока: “Обработка наружных цилиндрических поверхностей”. Понятие о резьбе и ее элементах.
Цели урока:
обучающая: ознакомить учащихся с приемами обработки наружных цилиндрических поверхностей; ознакомить с правилами работы измерительных инструментов при токарных операциях. дать понятие о резьбе, ее элементах, классификации резьб. углубить полученные знания по теме и систематизировать их; Нарезать резьбу плашками
развивающая: развить умение у учащихся обобщать теоретические знания по обработке наружных цилиндрических поверхностей и умению переносить их на практические действия;
воспитывающая: воспитать у учащихся чувство ответственности за качество своей продукции, бережное отношение к изделиям, инструментам и оборудованию, измерительным приборам, экономному расходованию сырья и электроэнергии.
Тип урока: комбинированный, самостоятельная работа
Материально-техническое оснащение: токарные станки, заготовки, набор резцов, линейки, штангенциркули. образцы с различными видами резьб
Методическое оснащение: инструкционные карты, плакаты, чертежи, учебные пособия, карточки, мел, доска. учебники: 1) Денежный «Токарное дело», 2) В. А. Слепинин «Руководство для обучения токарей по металлу».
Технологическая карта урока технология
План-конспект урока технология
МБОУ СОШ №12 Учитель технологии Попова Л.Е
Тема программы: “Обработка наружных цилиндрических и торцовых
поверхностей”.
Тема урока: “Обработка наружных цилиндрических поверхностей”. Понятие
о резьбе и ее элементах.
Цели урока:
обучающая: ознакомить учащихся с приемами обработки наружных
цилиндрических поверхностей; ознакомить с правилами работы
измерительных инструментов при токарных операциях. дать понятие о
резьбе, ее элементах, классификации резьб. углубить полученные знания по
теме и систематизировать их; Нарезать резьбу плашками
развивающая: развить умение у учащихся обобщать теоретические знания
по обработке наружных цилиндрических поверхностей и умению переносить
их на практические действия;
воспитывающая: воспитать у учащихся чувство ответственности за
качество своей продукции, бережное отношение к изделиям, инструментам и
оборудованию, измерительным приборам, экономному расходованию сырья и
электроэнергии.
Тип урока: комбинированный, самостоятельная работа
Материально-техническое оснащение: токарные станки, заготовки, набор
резцов, линейки, штангенциркули. образцы с различными видами резьб
Методическое оснащение: инструкционные карты, плакаты, чертежи,
учебные пособия, карточки, мел, доска. учебники: 1) Денежный «Токарное
дело», 2) В. А. Слепинин «Руководство для обучения токарей по металлу».
Технологическая карта урока технология
Средства
обучения
Деятельность
Мастера п/о
№
I
1.1
1.2
1.3
II
2.1
2.2
2.2.
1
2.2.
Название этапа
Организационная
часть
Приветствие
Проверка
учащихся по
журналу
Проверка
готовности
учащихся к
занятиям
Вводный
инструктаж
Сообщение темы
урока
Повторение
пройденного
материала по теме
«Обработка
наружных
поверхностей»
Приёмы обработки
наружных
цилиндрических
поверхностей
Ознакомить с
Задача этапа
Врем
я
5 мин Метод
беседа,
форма
обучения
групповая
Журнал
группы
45
мин
15
мин
Беседа,
фронтально-
групповая
форма
обучения
Демонстраци
я наглядных
пособий
Стенды,
макеты
Иллюстрация Плакаты
Учащихся
Встают
Откликают
ся на свою
фамилию
Приветствует
Зачитывает
фамилии
учащихся,
отмечает
отсутствующих
Проверяет
наличие
спецодежды
Мастер сообщает
тему урока
Задает вопрос и
вызывает
учащегося для
ответа
Отвечают
на
вопросы2
2.2.
3
2.3
2.3.
1
2.3.
2
2.3.
3
2.3.
4
2.4
2.4.
1
2.4.
2
2.4.
3
2.5
правилами
обработки
заготовок
проходными
резцами.
Ознакомить с
правилами
обработки
заготовок резцами
.
Объяснение
нового материала
по теме
«Обработка
наружных
цилиндрических
поверхностей»
Понятие о резьбе
и её элементах.
Нарезание резьбы.
Сущность
процесса
Обработка
наружных
цилиндрических
поверхностей
Ознакомить с
основными
приемами
обработки
наружных
цилиндрических
поверхностей,
ознакомить с
правилами
работы.
Токарные резцы
Ознакомить с
правилами
обработки
заготовок резцами
с пластинами из
твердых сплавов
Закрепление
нового материала
Какова сущность
процесса
обработки
наружных
цилиндрических
поверхностей?
Правила ТБ в
процессе
обработки
наружных
цилиндрических
поверхностей?
Особенности
обработки
наружных
цилиндрических
поверхностей?
Инструктаж по ТБ,
выдача заданий и
Демонстраци
я наглядных
пособий
Стенды
20
мин
Групповая
форма
обучения
Рассказ-
объяснение
Плакаты,
инструкцион
ные карты
Мастер
рассказывает и
объясняет,
используя плакаты
Слушают,
наблюдаю
т и
конспекти
руют
Инструмент,
заготовки
Демонстраци
я, личный
показ,
рассказ-
объяснение
Наглядно
демонстрирует
выполнение
производственных
операций
Рассказ-
объяснение
Мастер
рассказывает и
объясняет
15
мин
Беседа
Фронтальная
форма
обучения
Задает вопрос и
вызывает
учащегося для
ответа
Отвечают
на
вопросы
15
мин
Фронтально-
групповая
Журнал по
ТБ,
Мастер проводит
инструктаж по ТБ,
Расписыва
ются врасстановка
учащихся по
рабочим местам
форма
обучения
инструкцион
но-
технологичес
киекарты
указывает
учащимся их
рабочие места
Инструменты
, заготовки,
ин-
струкционые
карты
Следит за
соблюдением
учащимися правил
ТБ
Самостоятел
ьная работа
учащихся,
упражнения
Наблюдение,
фронтально-
групповая и
индивидуаль
ная формы
журнале
по ТБ и
занимают
рабочие
места
Выполняю
т задания
согласно
инструкци
онных
карт
Обращают
ся к
мастеру
при
возникнов
ении
затруднен
ий
Демонстри
руют свои
изделия
Записываю
т
Учащиеся
убирают
свои
рабочие
места
Обходит рабочие
места, при
необходимости
инструктирует
учащихся
Мастер
анализирует
проделанную
работу учащихся
Оценивает работу
Выставляет
оценки
Озвучивает
домашнее задание
Проверяет
качество уборки
III
3.1
3.2
IV
4.1
180
мин
Текущий
инструктаж
Выполнение
производственных
работ на рабочих
местах учащимися
Обход рабочих
мест с целью
текущего
инструктирования
учащихся
Заключительный
инструктаж
Анализ
деятельности
учащихся
25
мин
4.2
Проверка работ
4.3
4.4
4.5
Выставление
оценок
Выдача
домашнего
задания: тема
«Резка металла»
Уборка рабочего
места
Беседа
Беседа,
демонстраци
я,
фронтально-
групповая
форма
обучения
Беседа
Записи
мастера
Готовые
изделия
учащихся
Журнал
Беседа
Литература
Объяснение нового материала Содержание:
Наиболее распространенными соединениями деталей машин являются
резьбовые. Широкое применение резьбовых соединений в машинах и
механизмах объясняется их простотой и надежностью» удобством регу-
лирования затяжки, а также возможностью их разборки и повторной сборки
без замены детали.
Резьба бывает наружной и внутренней. Деталь (стержень) с наружной
резьбой называется винтом, а с внутренней — гайкой.
Эти резьбы изготовляют на станках и вручную с помощью метчиков и
плашек.
В зависимости от направления подъема витков на цилиндрической
поверхности резьба может быть правой
Основные элементы резьбы:
1. Профиль резьбы – можно увидеть, если смотреть на винт сбоку, либо
мысленно разрезать болт или гайку по их оси.
и левой.2. Виток (нитка) резьбы – часть резьбы, образуемая при одном полном
обороте профиля.
3. Угол профиля – угол между боковыми сторонами профиля резьбы (у
метрической 600, у дюймовой 550)
4. Высота (глубина резьбы) и профиля – расстояние от вершины резьбы до
основания профиля, измеренное перпендикулярно оси болта.
5. Шаг резьбы – расстояние между параллельными сторонами или
вершинами двух рядом лежащих витков, измеренное вдоль оси резьбы.
( Метрическая – измеряется в мм, дюймовая – количество витков в одном
дюйме).
6. Наружный диаметр резьбы – у гаек измеряется по впадинам профиля, у
болтов по вершинам.
7. Внутренний диаметр резьбы – измеряется у болтов по впадинам профиля,
у гаек по вершинам профиля резьбы.
Основные профили резьб:
Профиль резьбы зависит от формы режущей части инструмента, с помощью
которого нарезается резьба.
1. Цилиндрическая треугольная резьба – самая распространенная резьба,
обычно ее называют крепежной, т.к. нарезают на крепежных деталях,
болтах, гайках, шпильках.
2. Трапецеидальная резьба – имеет сечение в виде трапеции с углом
профиля 300. Коэффициент трения ее мал, поэтому она применяется для
передачи движений или больших усилий в металлорежущих станках
(ходовые винты), домкратах, прессах.
3. Упорная резьба – имеет профиль в виде неравнобокой трапеции с рабочим
углом при вершине, равным 300. Эта резьба применяется в тех случаях, когда
винт должен передавать большое одностороннее движение (в винтовых
прессах, домкратах, и пр.).
4. Круглая резьба – имеет профиль, образованный двумя дугами,
сопряженными с небольшими прямолинейными участками, и, углом, равным
300. В машиностроении используется редко. Применяется в соединениях,
подвергающихся сильному износу, в загрязненной среде.
5. Прямоугольная резьба – имеет прямоугольный (квадратный профиль). Она
трудна в изготовлении, непрочная и применяется редко.
На чертежах резьбу изображают условно. Ее вычерчивают упрощенно, но по
строго установленным правилам.
Практическая работа: изучение типов резьб по образцам, составление
чертежей с деталей, содержащих ту или иную резьбу.
Нарезание резьбы плашками. Изучение техники нарезания резьбы. Контроль
качества.
Содержание:
Нарезанием резьбы называется её образование снятием стружки (а также
пластическим деформированием) на наружных или внутренних поверхностях
заготовок деталей.
Плашки
Резьбонарезная плашка это гайка, превращенная в режущий инструмент путем сверления
стружечных отверстий и формирования на зубьях режущих перьев передних и задних углов.
Плашки применяют для нарезания наружных резьб на болтах, винтах, шпильках и других
крепежных деталях. По форме наружной поверхности плашки бывают: круглые, квадратные,
шестигранные, трубные. Самое широкое применение нашли плашки круглые, как наиболее
технологичные и простые в эксплуатации. Они изготавливаются из калиброванных прутков
быстрорежущей стали на токарных прутковых станкахавтоматах. На рис. 7 показана
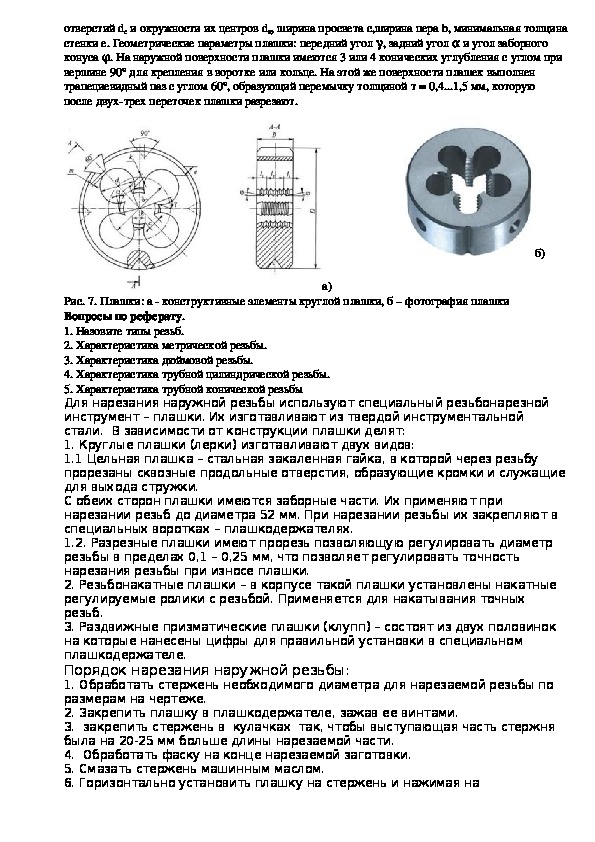
конструкция круглой плашки и ее основные конструктивные и геометрические параметры.
Конструктивные параметры: наружный диаметр плашки D толщина В, диаметры стружечныхφ
. На наружной поверхности плашки имеются 3 или 4 конических углубления с углом при
отверстий dc и окружности их центров dц, ширина просвета с,ширина пера b, минимальная толщина
стенки е. Геометрические параметры плашки: передний угол
конуса
вершине 90° для крепления в воротке или кольце. На этой же поверхности плашек выполнен
трапециевидный паз с углом 60°, образующий перемычку толщиной т = 0,4...1,5 мм, которую
после двухтрех переточек плашки разрезают.
γ
α
, задний угол
и угол заборного
б)
а)
Рис. 7. Плашки: а конструктивные элементы круглой плашки, б – фотография плашки
Вопросы по реферату.
1. Назовите типы резьб.
2. Характеристика метрической резьбы.
3. Характеристика дюймовой резьбы.
4. Характеристика трубной цилиндрической резьбы.
5. Характеристика трубной конической резьбы
Для нарезания наружной резьбы используют специальный резьбонарезной
инструмент – плашки. Их изготавливают из твердой инструментальной
стали. В зависимости от конструкции плашки делят:
1. Круглые плашки (лерки) изготавливают двух видов:
1.1 Цельная плашка – стальная закаленная гайка, в которой через резьбу
прорезаны сквозные продольные отверстия, образующие кромки и служащие
для выхода стружки.
С обеих сторон плашки имеются заборные части. Их применяют при
нарезании резьб до диаметра 52 мм. При нарезании резьбы их закрепляют в
специальных воротках – плашкодержателях.
1.2. Разрезные плашки имеют прорезь позволяющую регулировать диаметр
резьбы в пределах 0,1 – 0,25 мм, что позволяет регулировать точность
нарезания резьбы при износе плашки.
2. Резьбонакатные плашки – в корпусе такой плашки установлены накатные
регулируемые ролики с резьбой. Применяется для накатывания точных
резьб.
3. Раздвижные призматические плашки (клупп) – состоят из двух половинок
на которые нанесены цифры для правильной установки в специальном
плашкодержателе.
Порядок нарезания наружной резьбы:
1. Обработать стержень необходимого диаметра для нарезаемой резьбы по
размерам на чертеже.
2. Закрепить плашку в плашкодержателе, зажав ее винтами.
3. закрепить стержень в кулачках так, чтобы выступающая часть стержня
была на 20-25 мм больше длины нарезаемой части.
4. Обработать фаску на конце нарезаемой заготовки.
5. Смазать стержень машинным маслом.
6. Горизонтально установить плашку на стержень и нажимая наплашкодержатель вращать его до полного врезания плашки в металл.
7. Далее вращают плашкодержатель на один-два оборота по часовой
стрелке и пол-оборота против часовой стрелки для удаления стружки.
8. Обратным вращением снять плашкодержатель.
9. проверить качество резьбы гайкой или калибром.
Дефекты при нарезании резьбы
При нарезании резьбы плашкой надо иметь в виду, что в процессе
образования профиля резьбы металл изделия, особенно сталь, медь и др.,
"тянется", диаметр стержня увеличивается. Вследствие этого усиливается
давление на поверхность плашки, что приводит к ее нагреву и прилипанию
частиц металла, поэтому резьба получается рваной. Хорошее качество
резьбы можно получить в том случае, если диаметр стержня меньше
наружного диаметра нарезаемой резьбы.
Если диаметр стержня будет значительно меньше требуемого, то резьба
получится неполной; если же диаметр стержня будет больше, то плашка или
не сможет быть навинчена на стержень и конец стержня будет испорчен,
или во время нарезания зубья плашки вследствие перегрузки могут
сломаться.
Практическая работа: организация рабочего места, определение диаметра
стержня и выбор плашки. Нарезание наружной резьбы. Контроль качества.
Штангенциркуль
На сегодняшний день существует множество модификаций штангенциркуля (ШЦ). ШЦ различаются по
длине (120мм, 150мм, 200мм, 250мм и более большие), а также по своим механическим свойствам и
точностью замера.
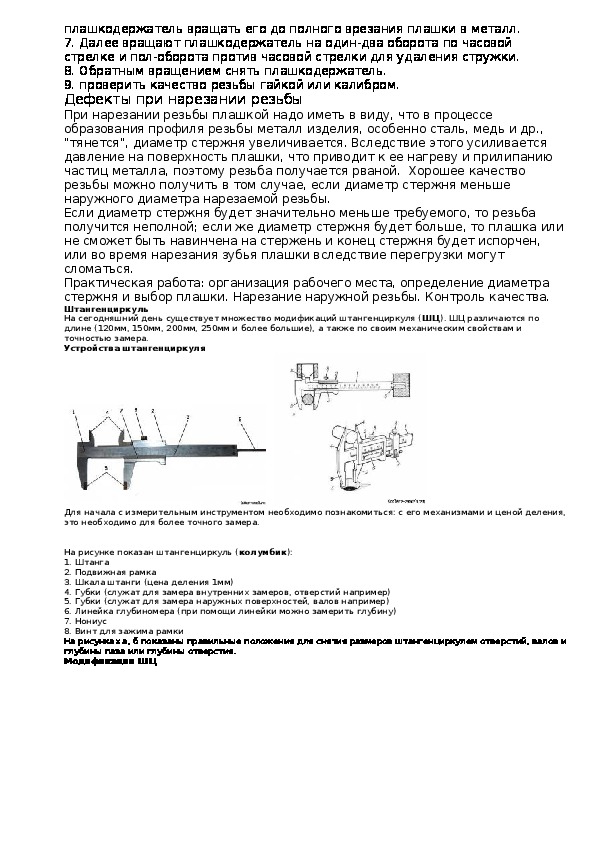
Устройства штангенциркуля
Для начала с измерительным инструментом необходимо познакомиться: с его механизмами и ценой деления,
это необходимо для более точного замера.
На рисунке показан штангенциркуль (колумбик):
1. Штанга
2. Подвижная рамка
3. Шкала штанги (цена деления 1мм)
4. Губки (служат для замера внутренних замеров, отверстий например)
5. Губки (служат для замера наружных поверхностей, валов например)
6. Линейка глубиномера (при помощи линейки можно замерить глубину)
7. Нониус
8. Винт для зажима рамки
На рисунках а, б показаны правильные положения для снятия размеров штангенциркулем отверстий, валов и
глубины паза или глубины отверстия.
Модификации ШЦЛучшей смазочно-охлаждающей жидкостью при нарезании резьбы на
стальных деталях является смесь растительных масел с керосином или
скипидаром. Почти равноценные результаты дает сульфофрезол. Эмульсия,
применяемая при этой работе, позволяет
повышать скорости резания, но меньше способствует получению чистой
поверхности резьбы, чем масло. Резьба на чугунных деталях нарезается в
большинстве случаев всухую, а при очень твердом чугуне с охлаждением
керосином. Проверка и измерение треугольной резьбы. Треугольная
резьба (как и другие) может контролироваться комплексно
(контролируются все элементы резьбы, кроме наружного диаметра болта и
внутреннего диаметра гайки) и по отдельным элементам. Комплексный
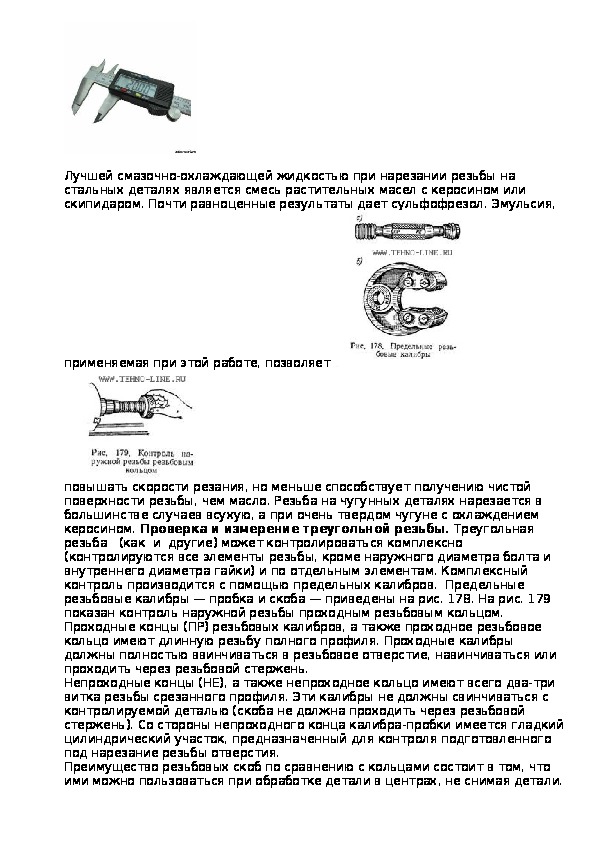
контроль производится с помощью предельных калибров. Предельные
резьбовые калибры — пробка и скоба — приведены на рис. 178. На рис. 179
показан контроль наружной резьбы проходным резьбовым кольцом.
Проходные концы (ПР) резьбовых калибров, а также проходное резьбовое
кольцо имеют длинную резьбу полного профиля. Проходные калибры
должны полностью ввинчиваться в резьбовое отверстие, навинчиваться или
проходить через резьбовой стержень.
Непроходные концы (НЕ), а также непроходное кольцо имеют всего два-три
витка резьбы срезанного профиля. Эти калибры не должны свинчиваться с
контролируемой деталью (скоба не должна проходить через резьбовой
стержень). Со стороны непроходного конца калибра-пробки имеется гладкий
цилиндрический участок, предназначенный для контроля подготовленного
под нарезание резьбы отверстия.
Преимущество резьбовых скоб по сравнению с кольцами состоит в том, что
ими можно пользоваться при обработке детали в центрах, не снимая детали.Кроме того, измерение резьбы скобой производится значительно быстрее (в
8—10 раз), чем резьбовыми кольцами. Контроль предельными калибрами
не позволяет определить действительный размер того или иного элемента
резьбы, а лишь устанавливает наличие или отсутствие недопустимых
отклонений; от установленных норм. В некоторых случаях необходимо
установить действительные размеры тех или иных элементов.
Рассмотрим, как ведутся такие измерения.
Определение шага наружной метрической резьбы и числа витков на 1" —
дюймовой резьбы — производится в простейшем случае измерением
расстояния между серединами вершин двух соседних витков. Применяемая
при этом линейка должна быть расположена параллельно оси измеряемой
резьбы.
Для большей уверенности в правильности измерения, в особенности при
мелких шагах, следует измерять не расстояние менаду серединами вершин
двух соседних витков, а расстояние между 5, 10, 20 витками и т. д. Разделив
определенное по линейке расстояние между крайними витками на число их,
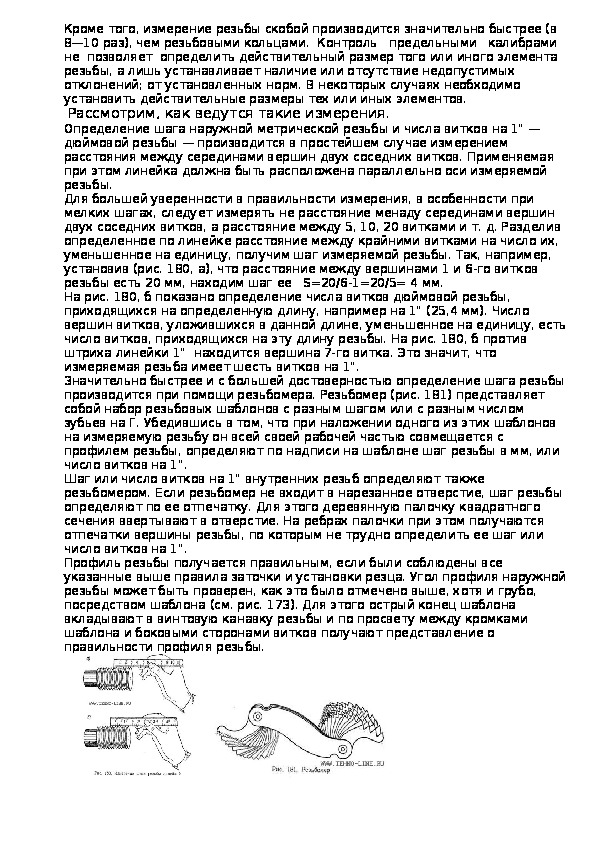
уменьшенное на единицу, получим шаг измеряемой резьбы. Так, например,
установив (рис. 180, а), что расстояние между вершинами 1 и 6-го витков
резьбы есть 20 мм, находим шаг ее S=20/6-1=20/5= 4 мм.
На рис. 180, б показано определение числа витков дюймовой резьбы,
приходящихся на определенную длину, например на 1" (25,4 мм). Число
вершин витков, уложившихся в данной длине, уменьшенное на единицу, есть
число витков, приходящихся на эту длину резьбы. На рис. 180, б против
штриха линейки 1" находится вершина 7-го витка. Это значит, что
измеряемая резьба имеет шесть витков на 1".
Значительно быстрее и с большей достоверностью определение шага резьбы
производится при помощи резьбомера. Резьбомер (рис. 181) представляет
собой набор резьбовых шаблонов с разным шагом или с разным числом
зубьев на Г. Убедившись в том, что при наложении одного из этих шаблонов
на измеряемую резьбу он всей своей рабочей частью совмещается с
профилем резьбы, определяют по надписи на шаблоне шаг резьбы в мм, или
число витков на 1".
Шаг или число витков на 1" внутренних резьб определяют также
резьбомером. Если резьбомер не входит в нарезанное отверстие, шаг резьбы
определяют по ее отпечатку. Для этого деревянную палочку квадратного
сечения ввертывают в отверстие. На ребрах палочки при этом получаются
отпечатки вершины резьбы, по которым не трудно определить ее шаг или
число витков на 1".
Профиль резьбы получается правильным, если были соблюдены все
указанные выше правила заточки и установки резца. Угол профиля наружной
резьбы может быть проверен, как это было отмечено выше, хотя и грубо,
посредством шаблона (см. рис. 173). Для этого острый конец шаблона
вкладывают в винтовую канавку резьбы и по просвету между кромками
шаблона и боковыми сторонами витков получают представление о
правильности профиля резьбы.Угол профиля внутренних резьб и его положение относительно оси резьбы
непосредственно не измеряются. Точность угла профиля, а также его
положение по отношению к оси резьбы целиком зависят от правильности
угла профиля резьбового резца и его установки на станке.
Только в особых случаях проверку профиля внутренней резьбы производят
посредством снятия слепка с проверяемой резьбы. Для этого нарезанное
отверстие заливают каким-либо легкоплавким материалом. После остывания
слепок вывертывают и проверяют профиль получившейся на нем резьбы.
Наружный диаметр наружных резьб измеряется кронциркулем с широкими
губками или штангенциркулем.
Закрепление изученного материала: письменная проверочная работа
Вопросы.
1. Каким инструментом обрабатывают детали на токарных станках?
2. Из каких основных частей состоит токарный резец?
3. Какие поверхности и кромки имеются на головке резца?
4. Назовите углы заточки резца.
5. Назовите основные виды токарных. резцов.
6. Какие работы можно выполнять проходными резцами?
7. Назовите типы резьб.
8. Характеристика метрической резьбы.
9. Характеристика дюймовой резьбы..
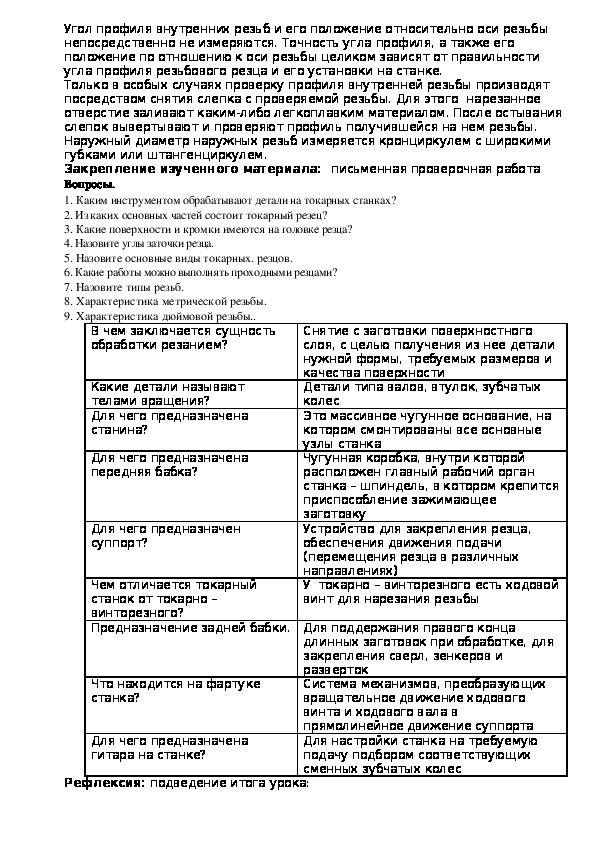
В чем заключается сущность
обработки резанием?
Какие детали называют
телами вращения?
Для чего предназначена
станина?
Для чего предназначена
передняя бабка?
Для чего предназначен
суппорт?
Чем отличается токарный
станок от токарно –
винторезного?
Предназначение задней бабки. Для поддержания правого конца
Снятие с заготовки поверхностного
слоя, с целью получения из нее детали
нужной формы, требуемых размеров и
качества поверхности
Детали типа валов, втулок, зубчатых
колес
Это массивное чугунное основание, на
котором смонтированы все основные
узлы станка
Чугунная коробка, внутри которой
расположен главный рабочий орган
станка – шпиндель, в котором крепится
приспособление зажимающее
заготовку
Устройство для закрепления резца,
обеспечения движения подачи
(перемещения резца в различных
направлениях)
У токарно – винторезного есть ходовой
винт для нарезания резьбы
длинных заготовок при обработке, для
закрепления сверл, зенкеров и
разверток
Система механизмов, преобразующих
вращательное движение ходового
винта и ходового вала в
прямолинейное движение суппорта
Для настройки станка на требуемую
подачу подбором соответствующих
сменных зубчатых колес
Что находится на фартуке
станка?
Для чего предназначена
гитара на станке?
Рефлексия: подведение итога урока:- Отметить наиболее активных учащихся в процессе проведения урока.
- Объявить оценки.
Домашнее задание: Читать конспект в тетради по теме: изучение
устройства плашки, основных узлов приспособлений для токарного станка.
Мастер п\о: Дынер Т.П..
Список литературы
1. Аронов, М.Ф., Совершенствование производственного обучения» М.Ф. Аронов. Минск:
РИПО, 2002.
2. Бергер, И.И., Токарное дело Минск: Высшая школа, 1980.
3. Голант, Е.Я., Особенности использования словесных методов обучения Е.М. Перовский. М.:
Издательский центр “Академия”, 1989.
4. Жиделев М.А., Производственное обучение в рамках ПТУ М.А. Мн.: 2000.
5. Канаш, М.И., Активизация познавательной деятельности учащихся на уроках
производственного обучения Мн.: РИПО, 2002. 38 с.: ил.
6. Кларин, М.В., Инновационные модели в зарубежных педагогических поисках» М.В.
Кларин. Минск: РИПО, 1994.
7. Колесникова, И.А., Учебный процесс и его особенности» И.А. Колесникова. М.: 2002.
8. Материаловеление Ю.М. Лахтин, В.П. Леонтьева. М.: Машиностроение, 1990. 528 с.: ил.
9. Педагогический процесс в училищах профессионально-технического образования Н.И.
Макиенко. М.: Машиностроение, 1990. 568с.:ил.
10. Мухин, С.А., Соловьев, А.А., Современные инновационные технологии обучения С.А.
Мухин, А.А. Соловьев. ГЭОТАР - Медиа, 2008. 360 с.: ил.
11. Производственное обучение М.П. Новик. - М.: Машиностроение, 1977. 720 с.: ил.
12. Методика проведения занятий производственного обучения в ПТУ И.П. Позняк. М.:2003.
540с.
13. Учение как основа становления личности Д.И. Фельдиштейн. М.: Институт практической
психологии, 1996.
14. Введение в научное исследование по педагогике М. Н. Скаткин. М.: Институт
практической педагогики, 1988.
15. Методика производственного обучения в ПТУ А.И. Титов. М.: 2006.
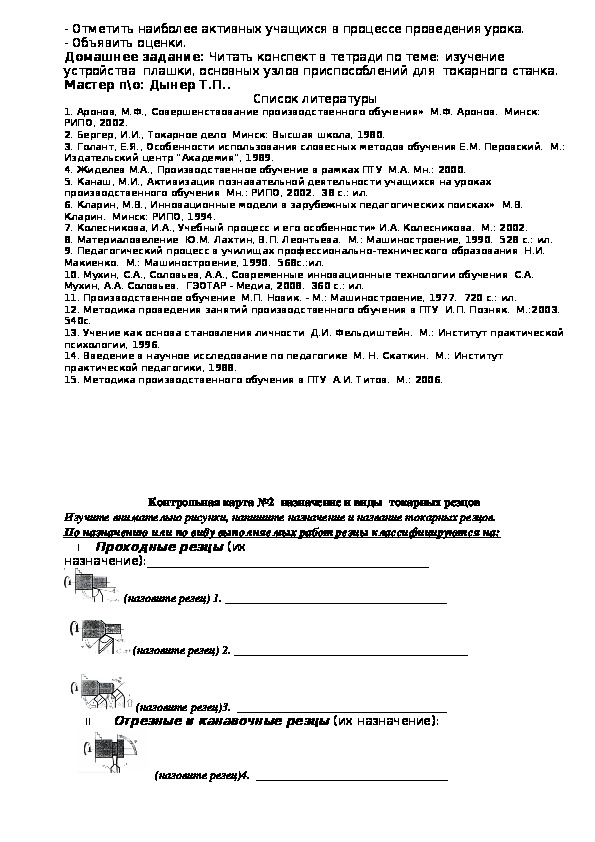
Контрольная карта №2 назначение и виды токарных резцов
Изучите внимательно рисунки, напишите назначение и название токарных резцов.
По назначению или по виду выполняемых работ резцы классифицируются на:
I Проходные резцы (их
назначение):_______________________________________________
(назовите резец) 1. _____________________________________
(назовите резец) 2. _______________________________________
(назовите резец)3. ___________________________________
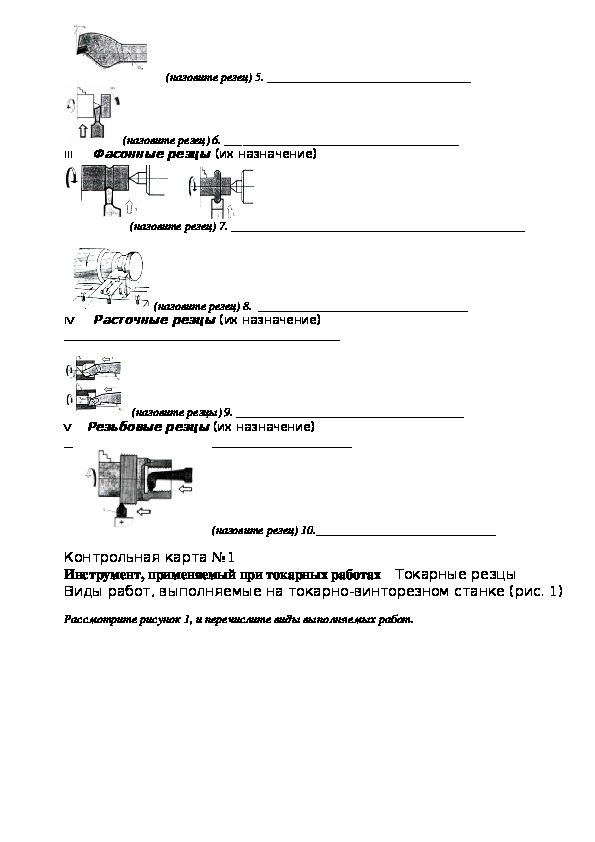
II Отрезные и канавочные резцы (их назначение):
(назовите резец)4. ________________________________(назовите резец) 5. __________________________________
(назовите резец) 6. _______________________________________
III Фасонные резцы (их назначение)
(назовите резец) 7. _________________________________________________
(назовите резец) 8. ___________________________________
IV Расточные резцы (их назначение)
______________________________________________
(назовите резцы) 9. ______________________________________
V Резьбовые резцы (их назначение)
________________________________________________
(назовите резец) 10.______________________________
Контрольная карта №1
Инструмент, применяемый при токарных работах Токарные резцы
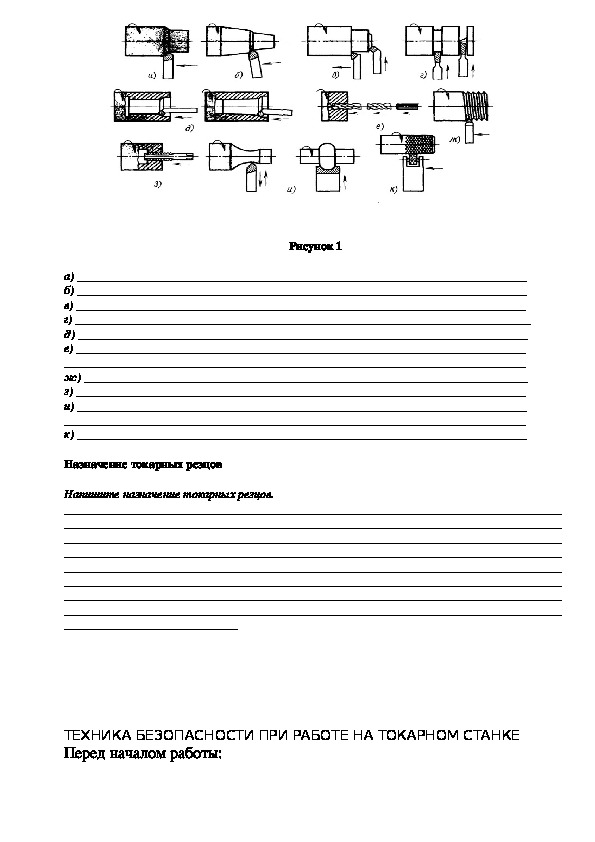
Виды работ, выполняемые на токарно-винторезном станке (рис. 1)
Рассмотрите рисунок 1, и перечислите виды выполняемых работ.Рисунок 1
а) ___________________________________________________________________________
б) ___________________________________________________________________________
в) ___________________________________________________________________________
г) ____________________________________________________________________________
д) ___________________________________________________________________________
е) ___________________________________________________________________________
_____________________________________________________________________________
ж) __________________________________________________________________________
з) ___________________________________________________________________________
и) ___________________________________________________________________________
_____________________________________________________________________________
к) ___________________________________________________________________________
Назначение токарных резцов
Напишите назначение токарных резцов.
___________________________________________________________________________________
___________________________________________________________________________________
___________________________________________________________________________________
___________________________________________________________________________________
___________________________________________________________________________________
___________________________________________________________________________________
___________________________________________________________________________________
___________________________________________________________________________________
_____________________________
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА ТОКАРНОМ СТАНКЕ
Перед началом работы: привести в порядок рабочую одежду, чтобы исключить возможность захвата ее движущимися
частями станка; убрать свободные концы косынок, платков, галстуков, манжет, концы тесемок;
спрятать волосы под головной убор; нельзя работать с забинтованными пальцами;
проверить исправность станка и заземление, подготовить и расположить в определенных местах
необходимые инструменты, приспособления и техническую документацию;
проверить устойчивость и размеры решетки под ногами, чтобы не оступиться во время работы;
залить масло во все масленки, где предусмотрена ручная смазка, смазать ходовой винт и ходовой
валик;
проверить уровень масла по контрольным глазкам в коробке скоростей (подач, фартуке),
резервуаре для масла и при недостатке долить масло;
проверить работу станка на холостом ходу, исправность органов управления станком,
электрооборудования, наличие ограждений и крепление подвижных деталей;
о замеченных неисправностях необходимо обязательно сообщить мастеру.
К работе можно приступить только после устранения обнаруженных неисправностей.
Во время работы:
использовать защитные приспособления— очки, экраны, защитные щитки;
удалять стружку с детали, станка и суппортов крючком или щеткой, а также снимать или
устанавливать детали в патроне, измерять их и заменять инструмент разрешается на
остановленном станке;
нельзя останавливать патрон руками;
перед остановкой станка выключить сначала подачу, а затем отвести резец из зоны резания;
внимательно следить за работой станка;
оберегать направляющие станины и суппорта от повреждений;
не класть детали, инструмент и другие предметы на станок;
не переключать коробку скоростей и коробку подач на ходу;
переключать станок на обратный ход только после его остановки;
включать механическую подачу только после подвода резца к детали;
при работе абразивным инструментом защищать направляющие и механизм станка от попадания
абразива;
предупреждать отводом резца или остановкой суппорта образование непрерывной ленты
стружки, ее спутывание и наматывание на детали станка;
не применять.в работе неисправных инструментов, приспособлений и случайных предметов;
обязательно отключать станок на время прекращения работы;
при прекращении подачи электроэнергии необходимо вывести инструмент из рабочего
положения и остановить станок
После окончания работы:
отключить станок от электросети;
очистить станок от стружки, пыли и др.;ветошью, смоченной в керосине, смыть со станка грязь и
засохшее масло;
смазать маслом рабочие поверхности станка для защиты их от коррозии;
о замеченных неисправностях в работе станка следует сообщить мастеру;
восстановительные и регулировочные работы необходимо проводить только после разрешения
мастера, соблюдая правила безопасности и требования паспорта станка.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА ТОКАРНОМ СТАНКЕ
Техника безопасности – это система организационных и технических
мероприятий и средств, предотвращающих воздействие на работающих
опасных и вредных производственных факторов. Основное содержание
мероприятий по технике безопасности и производственной санитарии
заключается в профилактике травматизма, т. е. предупреждении несчастных
случаев на производстве, и в частности в период прохождения учебной
практики.Каждый учащийся должен получить инструктаж о технике безопасности,
производственной санитарии и противопожарной охране.
Инструктаж на рабочем месте проводится перед допуском к работе всех для
ознакомления новых видов обработки поверхностей, а также переведенных.
До начала работы.
1) Надеть спецодежду; застегнуть рукава; спрятать волосы под головной
убор.
2) Проверить наличие и надёжность крепление защитных ограждений и
соединение защитного заземления с корпусом станка.
3) Расположить инструменты и заготовки в определённом порядке на
приставной тумбе.
4) Прочно закрепить резец и обрабатываемую деталь. Вынуть ключ из
патрона и установить на установленное место.
5) Проверить работу станка на холостом ходу и исправность пусковой
коробки путём выключения кнопок и рычагов управления.
Во время работы.
1) Строго выполнять технологию операций.
2) Во избежание травм запрещается:
· наклонять голову близко к патрону или режущему инструменту.
· предавать или принимать предметы через вращающие части станков.
· облокачиваться или опираться на станок, класть на него инструменты или
заготовки.
· измерять обрабатываемую деталь, чистить и убирать стружку со станка до
полной его остановки.
· охлаждать режущий инструмент или обрабатываемою деталь с помощью
тряпки.
· останавливать станок путём торможения рукой патрона.
· отходить от станка не выключив его.
· поддерживать и ловить рукой отрезанною деталь.
3) Зачистку детали на станке производить напильником или шкуркой
прикрепленной оправе. Рукоятка оправы должна быть с предохранительным
кольцом. При работе держать левой рукой.
4) При выключение станка необходимо отвести резец от обрабатываемой
детали.
5) При работе в центрах проверить надёжно ли закреплена задняя бабка и
следить, чтобы засверловка была достаточна, и угол ее соответствовал углу
центров.
6) Пользоваться ключами, соответствующими гайками и головками болтов.
7) Обрабатываемый пруток не должен выступать за пределы станка
8) При выключении тока в сети, во время работы, немедленно выключить
машину.
По окончанию работы.
1) Отключить суппорт, выключить электродвигатель.
2) Удалить стружку со станка при помощи щётки, из пазов станины
крючками. Сдувать стружку ртом или сметать рукой запрещается.
3) Протереть станок, смазать, привести в порядок инструменты и
индивидуальные средства защиты.
Сдать станок преподавателю.ТОКАРНОВИНТОРЕЗНЫЕ СТАНКИ
Приложение
Токарновинторезный ИЖ250
Максимальная длина обрабатываемого изделия: 500 мм
Максимальный диаметр обрабатываемой заготовки: над станиной
240 мм, над суппортом 168 мм
Максимальный диаметр прутка, обрабатываемого в патроне: 24
мм
Шаг нарезаемой резбы: метрической: 0,2-48 мм; модульной: модули 0,3-12;
дюймовой: 24-0.5 ниток на "
Токарновинторезный 16К20
Наибольший диаметр обрабатываемой заготовки:
над станиной 400 мм, над суппортом 220 мм
Наибольшая длина обрабатываемой заготовки: 750-1500 мм
Наибольшая масса устанавливаемой заготовки: закрепленного в
патроне 300 кг, закрепленного в центрах 1300 кг
Количество нарезаемых резьб, единиц:
- метрических 45, 53*
- дюймовых 28, 57*
- модульных 38
- питчевых 37- архимедовой спирали 5
Пределы шагов нарезаемых резьб:
- дюймовых, число ниток на дюйм 24…1.625
- метрических, мм 0.5-192
- модульных, модуль 0.5…48
- питчевых, питч 96..1
- архимедовой спирали, дюйм 3/8”, 7/16”
- архимедовой спирали, мм 8, 10, 12