Поделиться

Практическое занятие № 19
Разбор ситуаций по техническому обслуживанию цепных конвейеров.
Цель работы: знать правильность безопасного обслуживания цепных конвейеров.
Что необходимо выполнить студенту для получения зачета
Изучить данную методическую разработку.
Выполнить конспект.
Ответить на контрольные вопросы.
Защитить практическую работу.
Общие сведения по изучаемой теме
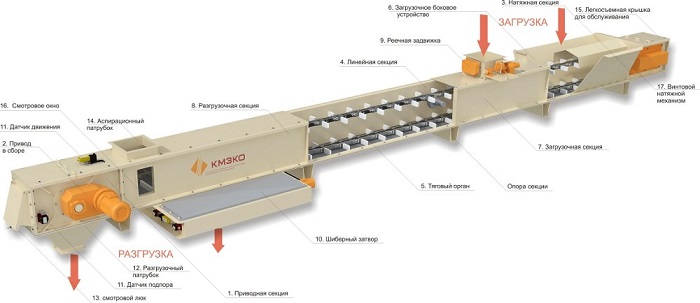
Конвейер цепного типа имеет в своей конструкции приводную, натяжную и промежуточную секции, а также непосредственный исполнительный орган ‒ скребковую цепь. Приводная секция представляет собой короб прямоугольного сечения, где за счет подшипниковых опор смонтирован вал и звездочка. Входной вал цепного перегружателя и выходной вал редуктора соединяются посредством зубчатой муфты. Передача крутящего момента от электродвигателя на редуктор происходит через ременную передачу. Промежуточные отделения «набираются» из коробов прямоугольного сечения, которые устанавливаются внутрь роликов и футеровки, смонтированной на дне. Количественный состав промежуточных отделений в перегружателе непосредственно зависит необходимой длины для осуществления технологического процесса или операции. Разгрузочное отверстие представляет собой «воронку» ‒ сварную металлоконструкцию прямоугольного сечения, которая монтируется на приводной станции, в нижнем отсеке конвейера. Загрузочная воронка имеет вид сварной металлоконструкции квадратного профиля, которая монтируется в любой удобной области конвейера за счет выполнения вырезания отверстия в крышке под номинальный размер самой воронки. Исключением является область стыкования крышек. Натяжная секция имеет вид короба прямоугольного профиля, где на подшипниковых опорах смонтирован вал и звездочка. Для выполнения натяжения цепной передачи вал и звездочка перемещаются вдоль оси направляющих при помощи двух натяжных винтов. Скребковый механизм оснащается специальной цепью, к внешним пластинам которой за счет болтовых соединений крепятся скребки.
Виды (классификация) цепных конвейеров
§ вертикальные конвейеры – имеют в своей конструкции дополнительные приспособления (крючки, полки и т.п.) для перемещения грузов. Чаще всего используются для транспортировки материалов между этажами для обеспечения непрерывного;
§ горизонтальные транспортеры – используются для перемещения кусковых и мелкодисперсных материалов;
§ наклонные перегружатели – используются под углом не более 45º. В зависимости от угла наклона подбирается и привод для такого вида механического оборудования.
В процессе эксплуатации скребкового конвейера его техническое обслуживание, текущие ремонты и устранение возможных неисправностей и отказов производят в соответствии с Руководством по техническому обслуживанию и текущему ремонту оборудования с применением нарядов-рапортов. Согласно системе ППР техническое обслуживание включает в себя ежесменное, ежесуточное, еженедельное и ежемесячное технические обслуживания, в которые входят работы по смазке, регулировке, очистке, осмотру и проверке состояния и действия всех сборочных единиц конвейера. Например, 1-й ремонтный осмотр скребкового конвейера СПК301 производят после выдачи 40 тыс. т калийной руды, а 2-й — после выдачи 120 тыс. т руды. Плановые текущие ремонты данного конвейера выполняют в следующей последовательности: 1-й — после выдачи 240 тыс. т руды, 2-й — 360 тыс. т. Капитальный ремонт конвейера выполняют спустя 12 мес. работы или после доставки 480 тыс. т калийной руды. Основные правила безопасности: перед запуском конвейера следует убедиться в исправности защитных кожухов привода и ограждений и подать предупредительный звуковой сигнал; рабочий пуск конвейера производят через 5—7 с после предупредительного звукового сигнала; не допускается работа конвейера с неправильно собранной тяговой цепью, скрученными отрезками цепи и деформированными скребками, с открытыми замковыми соединениями рештачного става, незатянутыми болтовыми соединениями привода. Все работы по ремонту и обслуживанию скребкового конвейера производят при выключенном и заблокированном пускателе.
Рассмотрим основные положения, связанные с эксплуатацией конвейеров. Заслуживают внимания следующие вопросы:
Узел привода - элемент всех конвейерных систем. Это механическое устройство, которое с помощью своего электродвигателя приводит в движение конвейерную цепь через червячный или зубчатый передаточные механизмы. Узлы привода с подвижной рамой, которая позволяет двигателю, редуктору и передаточному механизму перемещаться, обычно считаются более предпочтительными по сравнению с узлами привода, в которых используются неподвижные рамы.
Узел привода располагают таким образом, чтобы тяговое усилие прилагалось к секции конвейера с максимальной нагрузкой. Он часто монтируется в местах подъема. Поскольку узлы привода имеют множество движущихся частей и должны смазываться, необходимо, чтобы к ним имелся легкий доступ для обслуживания. Кроме того, узел привода может быть расположен перед моечным агрегатом или между участками загрузки и выгрузки, где присутствует только пустая цепь. Размеры узла привода выбирают на основании максимального расчетного тягового усилия цепи.
Тяговое усилие цепи характеризует то усилие, которое необходимо для обеспечения движения цепи по всей производственной системе. Оно является функцией максимального веса детали, транспортируемой цепью, расстояния между деталями, общей длины цепи, изменений высоты системы. Усилие, создаваемое узлом привода, должно превышать максимальное усилие, которое требуется для движения цепи. Узлы привода могут развивать усилие от 40 до 1400 Н и более, в зависимости от типа и размеров транспортируемых изделий. В некоторых случаях для длинных цепей или больших нагрузок может потребоваться более одного узла привода. В таком случае используется контрольная система распределения тягового усилия между этими узлами привода.
При движении цепей, имеющих большую длину, множество горизонтальных поворотов, изменений высоты, подверженных резким изменениям нагрузки от смешанных деталей или при неудовлетворительной смазке, могут возникать колебания скорости и толчки. Поскольку такие явления могут привести к образованию дефектов покрытия, конвейер следует конструировать таким образом, чтобы устранить или свести к минимуму колебания скорости и толчки в движении цепи в системе нанесения покрытий.
Для каждой замкнутой конвейерной линии требуется устройство для поддержания натяжения цепи, необходимого для оптимальной производительности. Подтягивание цепи необходимо при провисании цепи. Ослабление или провисание цепи может быть вызвано движением деталей вниз при изменении высоты, неравномерной загрузкой цепи или растяжением в результате продолжительного использования. Устройства натяжения цепей бывают следующих типов:
Устройства натяжения цепи следует всегда располагать после узла привода, в непосредственной близости от него.
Во многих случаях требуется, чтобы детали находились на разной выоте при прохождении различных участков производственного процесса. Гибкость, которую обеспечивают конвейерные системы с изменениями высоты, позволяет разместить узлы для загрузки и выгрузки деталей на оптимальной высоте. Детали могут проходить через агрегат подготовки поверхности, камеру нанесения порошка или печь на высоте, желательной для пользователя. Для конвейерных систем с непрерывным движением цепи и свободно-приводных конвейеров эти изменения высоты осуществляются по криволинейным участкам дорожек конвейеров в вертикальной плоскости (см. рис.16). Возможность скольжения деталей при прохождении ленточного конвейера по наклонным участкам нужно обязательно исключить.
Другим средством транспортировки деталей при изменении высоты на ручных или свободно-приводных системах является использование тали. Таль может вертикально поднимать и опускать деталь в установленном месте. В системах транспортировки деталей с непрерывным движением цепи не могут использоваться механизмы подъема/опускания, поскольку деталь поддерживается на непрерывно движущейся конвейерной цепи.
Любой конвейер должен поддерживаться соответствующей опорной конструкцией. Ленточный или цепной конвейер обычно просто присоединяется анкерным креплением к полу производственного помещения или технологическому оборудованию. Различные подвесные конвейеры могут поддерживаться потолочными стальными конструкциями, либо стальными колоннами, поднимающимися с пола, либо комбинацией этих конструкций. Любые потолочные опорные конструкции должны быть прикреплены к стальному каркасу здания.
Для обеспечения безопасности персонала вокруг подвесного конвейера рекомендуется иметь защитное ограждение. Оно требуется в тех случаях, когда просвет под ограждением составляет не менее 2 м. Ограждение служит для защиты персонала, находящегося под конвейером, от падения деталей или крюков, которые могут сорваться с подвесного конвейера.
Ограждение может выполняться из проволочной сетки, сетки из прутьев или листового металла, в зависимости от размеров и массы деталей. Размеры защитного ограждения должны выбираться таким образом, чтобы детали самых больших размеров, свешивающиеся с конвейера, проходили над ограждением с достаточным просветом, включая места горизонтальных поворотов и изменений высоты, с учетом возможного раскачивания и вращения деталей.
Каждый тип конвейерных систем требует смазки для обеспечения нормального функционирования. Недостаток смазки уменьшает срок службы, приводит к неустойчивой работе конвейера, увеличивает необходимое тяговое усилие для движения цепи и вероятность остановки вследствие преждевременного выхода из строя тех или иных частей конвейера.
Ручные конвейеры требуют смазки только тележек и переключателей дорожек. Ленточный конвейер нуждается в смазке подшипников. В конвейерах с непрерывным движением цепи и свободно-приводных смазывают цепи, все движущиеся части, включая соединительные звенья и подшипники. Смазка особенно важна для тех цепей, которые должны переносить детали через моечные участки и печи. Естественно, в каждом конвейере кроме компонентов механизма, несущих нагрузку, в смазке нуждаются редуктор или коробка передач.
В тех случаях, когда конвейер проходит через печь, нужна высокотемпературная консистентная смазка, выбирать ее следует с особой тщательностью. Цепи подвесных конвейеров должны поставляться с масленкой или устройством автоматической смазки. Автоматические масленки наиболее предпочтительны для установок, которые работают строго по таймеру.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1 Из каких основных узлов состоит цепной конвейер?
2 Какую форму имеет натяжная секция?
3 Чем снабжен скребковый механизм?
4 Перечислите виды скребковых конвейеров.
5 В связи с чем производится техническое обслуживание, текущие ремонты и устранение возможных неисправностей?
6 Что такое узел привода?
7 Что характеризует тяговое усилие цепи?
8 Каких типов бывают устройства натяжения цепи?
9 Чем должен поддерживаться любой конвейер?
10 Что должно быть установлено для обеспечения безопасности персонала?

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.