Поделиться

Литниковые системы в стоматологии
Отделение стоматологии ортопедической Медицинского колледжа РУТ(МИИТ)

Литниковая система- это система каналов, через которые расплавленный металл поступает из тигля в рабочую полость литейной формы
Задачи литниковой системы
транспортировка жидкого металла к отливке,
контроль скорости движения расплава,
создание условий для нормального воздушного обмена между полостью объекта литья и внешней средой,
предотвращение усадочных раковин в объектах литья путём формирования соответствующего градиента температуры в литейной полости и питания отливки при затвердевании сплава.


Воска для литья



Основные элементы литниковой системы.

Литниковая воронка
Элемент литниковой системы, предназначенный для начального формирования потока расплава.
Форма литниковой воронки должна обеспечивать плавное и быстрое поступление расплава в литниковые каналы.
Литниковый канал
Элемент литниковой системы, соединяющий воронку (конус) с коллектором или непосредственно с объектами литья.
Литниковый канал (каналы) должны быть расположены в зоне максимальных температур опоки с целью предупреждения преждевременного охлаждения металла в них и замедления потока расплава.
Количество литниковых каналов (1, 2, 3…) зависит от характеристик отливаемой работы. Чем массивнее отливка тем большее количество каналов может потребоваться для обеспечения высокоточного литья.
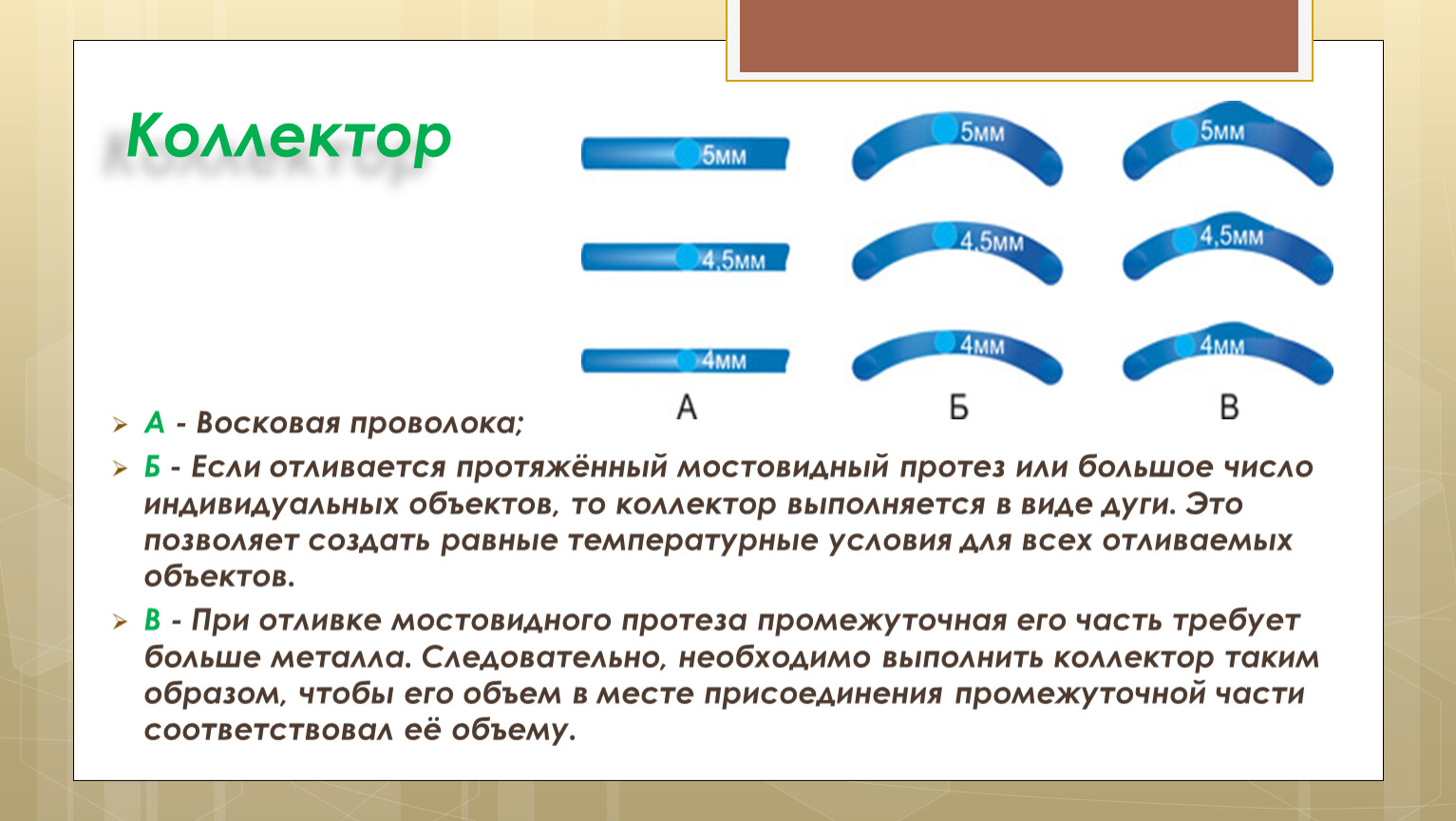
Коллектор
А - Восковая проволока;
Б - Если отливается протяжённый мостовидный протез или большое число индивидуальных объектов, то коллектор выполняется в виде дуги. Это позволяет создать равные температурные условия для всех отливаемых объектов.
В - При отливке мостовидного протеза промежуточная его часть требует больше металла. Следовательно, необходимо выполнить коллектор таким образом, чтобы его объем в месте присоединения промежуточной части соответствовал её объему.
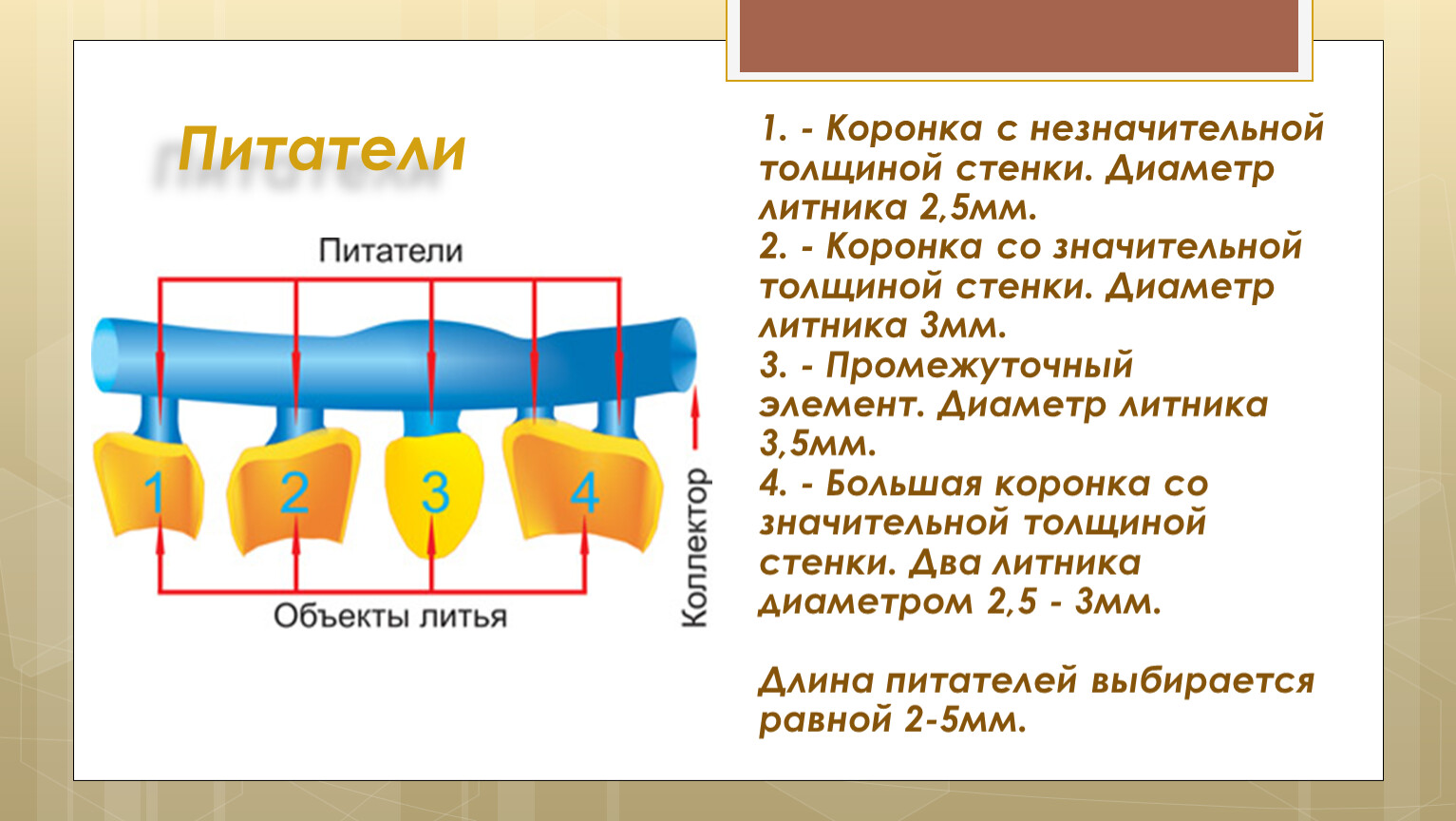
Питатели
1. - Коронка с незначительной толщиной стенки. Диаметр литника 2,5мм. 2. - Коронка со значительной толщиной стенки. Диаметр литника 3мм. 3. - Промежуточный элемент. Диаметр литника 3,5мм. 4. - Большая коронка со значительной толщиной стенки. Два литника диаметром 2,5 - 3мм. Длина питателей выбирается равной 2-5мм.
Общие принципы проектирования литниковой системы.
Расположение элементов литниковой системы в опоке - важнейший критерий для обеспечения качественного литья.
Объекты литья должны охлаждаться в первую очередь и поэтому должны быть размещены вне теплового центра опоки.
Правильным считается их размещение на минимальном расстоянии от боковой поверхности опоки и её дна.
Литниковый канал (каналы) и коллектор должны охлаждаться в последнюю очередь и, следовательно, должны быть расположены максимально близко к термическому центру опоки.

Виды литниковых систем:
Без коллекторная

Непосредственное питание объектов литья- такое строение литниковой системы, при котором каждая отливаемая деталь прикрепляется литниковым каналом непосредственно к заливочной воронке.
Применяют при литье отдельных объектов -одиночных коронок, промежуточных элементов.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.