Поделиться


Испытание станков.
Преподаватель: Балабанова Е.В.
Часть серийного выпуска станков помимо перечисленных испытаний подвергают выборочным испытаниям, к которым относятся измерение КПД привода станка, более глубокие испытания на виброустойчивость, проверка на уровень шума, измерения статической жесткости всех основных механизмов, проверка мощности и т. д, Перед приемочными испытаниями станок устанавливают на специальном фундаменте, при помощи регулировочных клиньев и башмаков производят выверку по уровню в продольном и поперечном направлениях, но фундаментальные болты не затягивают.
Испытания станка без нагрузки (на холостом ходу) и проверка паспортных данных. Станок испытывают постепенным включением всех его частот вращения, а также при низких, средних, наибольших и ускоренных величинах рабочих подач. На наибольшей скорости станок должен непрерывно работать не менее 1,5-2 ч для установления постоянной температуры в подшипниках шпинделя, при этом допускается нагрев подшипников качения не более 70 °С, подшипников скольжения не более 60 °С. Пусковая аппаратура, кнопки управления, блокирующие устройства, рычаги переключений должны работать надежно, без заедания и самопроизвольного смещения. Проверяются механизмы зажима заготовки и инструмента, исправность работы системы смазывания, отсутствие течи в трубопроводах, работа охлаждающей системы, электрооборудования и гидрооборудования, а также наличие и надежность действия защитных устройств техники безопасности. Механизмы станка должны работать плавно, без толчков, повышенного шума, сотрясений, вызывающих вибрацию. Измерение уровня шума производится шумомером или фонометром. Допустимый уровень шума станка в зоне рабочего места 70-80 дБ.

Затем выполняют проверку паспортных данных станка. При этом проверяют соответствие данным паспорта и чертежа:
Испытание станка в работе под нагрузкой проводят для проверки качества работы станка, правильности функционирования и взаимодействия всех его механизмов в условиях нормальной эксплуатации. Образцы обрабатывают в течение 30 мин (не менее) на средних скоростях при нагрузке до номинальной мощности с кратковременной перегрузкой до 25 % сверх номинальной мощности на черновом или чистовом режиме в зависимости от назначения станка. При этом все механизмы станка должны работать исправно; не должно наблюдаться вибраций, резкого шума, неравномерности движений. Особое внимание обращают на надежность и безопасность действия предохранительных устройств, тормозов, фрикционных муфт. Последние не должны самовыключаться и буксовать при перегрузке свыше 25 % сверх номинальной мощности.
Испытание станков на производительность проводят для операционных станков-автоматов, полуавтоматов, агрегатных станков и др. Фактическая производительность должна соответствовать указанной в паспорте.
Проверка станка на геометрическую точность и точность обрабатываемой заготовки. Точность формы и размеров обработанных на станке заготовок зависит от точности станка, инструмента, жесткости системы СПИД (станок - инструмент - приспособление - деталь) и многих других факторов. Точность станка должна соответствовать нормам точности, предусмотренным стандартом.
В объем испытания станка на точность входит измерение геометрической точности самого станка и измерение точности обработанных на нем заготовок. Средства измерения (уровни, индикаторы, микрометры и т. д.) по точности должны отвечать требованиям государственных стандартов.
Проверка точности деталей, изготовленных на станке, позволяет выявить точность станка в рабочем состоянии. Выбор образца для испытаний, а также инструмента и режимов резания производят в соответствии с типом, размерами и конструкцией испытываемого станка по соответствующим стандартам. Так, на токарных станках производят: а) обтачивание закрепленной в патроне заготовки валика диаметром не менее 1/4 высоты центров и длиной не менее высоты центров, но не более 300 мм; б) подрезку торца заготовки диаметром не менее высоты центров. Обработанный валик контролируют на отклонение от овальности и конусообразность с помощью микрометра, а у торцовой поверхности проверяют отклонение от плоскостности с помощью линейки, щупа и мерных плиток.
Полученные отклонения сравнивают с наибольшими допустимыми. При испытании горизонтальных и универсальных фрезерных станков обрабатывают торцовой фрезой три взаимно перпендикулярные поверхности заготовки из чугуна; при этом проверяют отклонение от плоскостности обработанной поверхности, отклонение от параллельности основанию и отклонение взаимной перпендикулярности с помощью поверочной линейки, щупа, индикатора и угольника.
Проверка геометрической точности станка включает проверку точности изготовления отдельных элементов станка: точность вращения шпинделей, геометрическую форму посадочных поверхностей, отклонения от прямолинейности и плоскостности направляющих поверхностей станин, стоек, колонн, отклонение от прямолинейности перемещения суппортов, точность ходовых винтов и т. д. Контролю подлежит также правильность взаимного положения и движения сборочных единиц и элементов станка.
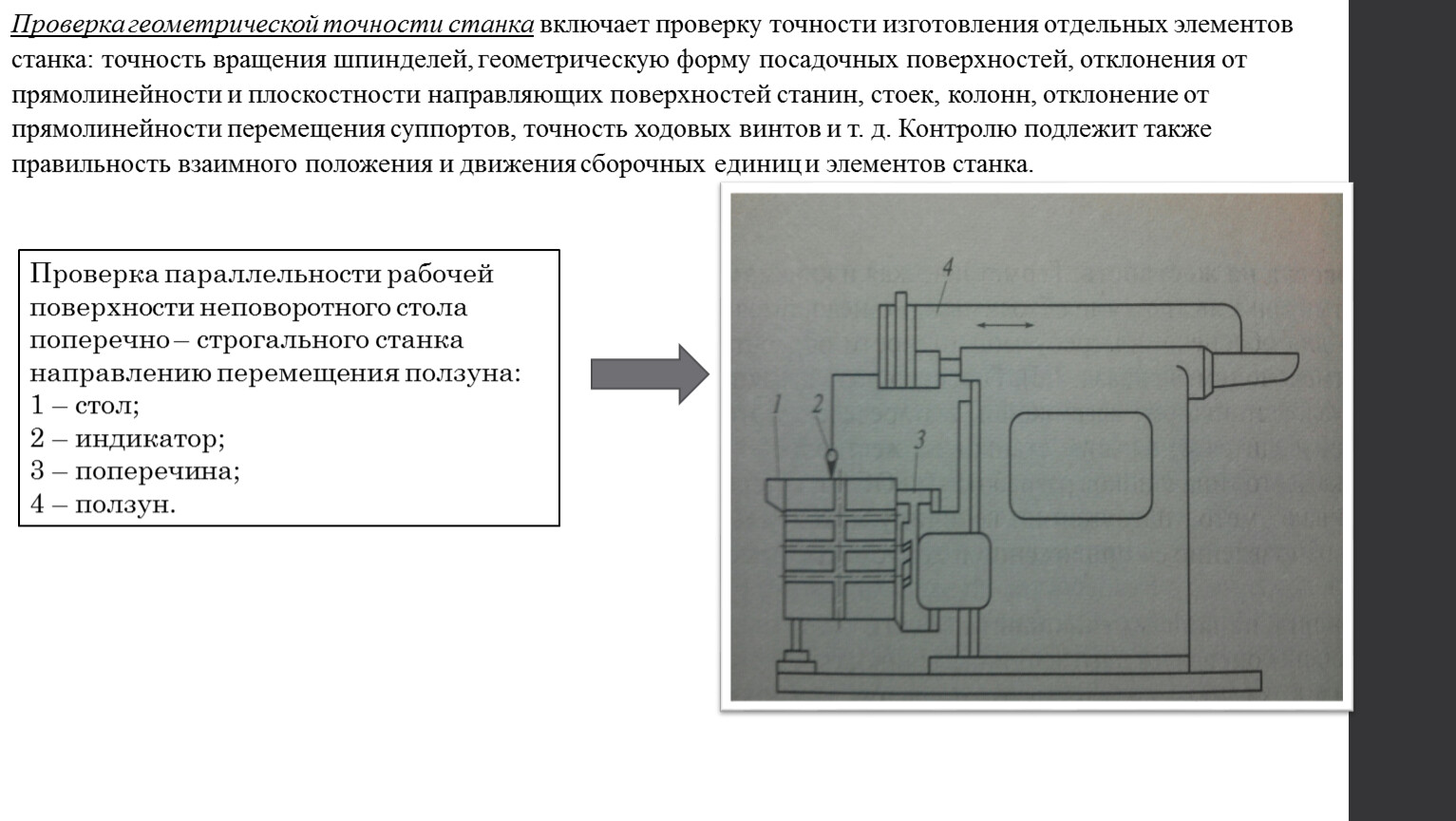
Проверка параллельности рабочей поверхности неповоротного стола поперечно – строгального станка направлению перемещения ползуна:
1 – стол;
2 – индикатор;
3 – поперечина;
4 – ползун.
Испытание станков на получение параметра шероховатости поверхности производят для станков, предназначенных для доводочных работ. Обработку производят на чистовом режиме за один рабочий ход. Параметр шероховатости поверхности обработанной детали сравнивают с параметром шероховатости эталонной детали. Для более точной оценки параметра шероховатости поверхности применяют различные приборы: профилометры, профилографы, интерферометры и т. д.
Испытания на жесткость станка. Жесткость станка определяется величиной j = P/y, где Р - прилагаемая сила; у - величина деформации. Чем выше жесткость станка, тем точнее получают размеры деталей, обрабатываемых на нем. Перед проверкой на жесткость все части станка, которые должны быть закреплены в процессе резания, также закрепляются. Затем к рабочим органам станка, несущим инструменты и заготовку, прилагают плавно возрастающую до заданного предела нагрузку и с помощью индикаторов, миниметров, уровней измеряют относительное перемещение этих рабочих органов. В качестве устройств для нагружения используют механизмы станка или специальные приборы.
Испытание станка на виброустойчивость. Вибрации в станке возникают из-за колебаний, вызываемых работающими рядом машинами; прерывистого характера процесса резания; недостаточной жесткости передач в приводах станков; недостаточной уравновешенности вращающихся частей станка или вращающейся заготовки и т. д. Вибрации при токарной обработке, например, увеличиваются при увеличении глубины резания, уменьшаются при увеличении главного угла резания в плане и переднего угла резца, при увеличении скорости резания и т. д. Испытание станков на виброустойчивость при резании сводится к определению предельной стружки и ее зависимости от скорости резания. Предельная стружка - это наибольшая ширина среза, снимаемая на станке без вибраций. Предельную стружку определяют по характерному звуку во время работы, по сильной волнистости и зазубренности сходящей стружки, по следам на обработанной поверхности.
Проверка в работе.
Проверка на шум. Одним из критериев качества изготовления и сборки станка является шум при его работе. Для обеспечения нормальных условий работы людей в производственных помещениях шум каждого станка регламентирован.
Цель проверки шумовых характеристик – установить, не превышает ли уровень шума станка допустимого значения. Допустимые значения устанавливаются в зависимости от чувствительности человеческого уха к шумам в различных частотных диапазонах (от 90 дБ – для частот ниже 350 Гц, до 75 дБ – для частот выше 4кГц.) Для оценки шума используют шумомеры, реагирующие на звук подобно человеческому уху. В состав шумомера входят микрофон, усилители, корректирующие контуры (А, В и С), набор полосовых фильтров и стрелочный измерительный прибор.
Шум измеряют обычно при наибольшей частоте вращения шпинделя. Три переключаемых контура могут изменять частотную характеристику шумомера в зависимости от уровня шума, что позволяет более объективно оценить шум проверяемого станка. Для опытных образцов проводят частотный анализ шума с помощью включения полосовых фильтров, позволяющих определить уровень шума в узких полосах частот. Для точного анализа используют октавные (отношение средних частот соседних полос 1:2) и третьоктавные ( отношение 1:1,26) фильтры. Результаты анализа представляют в виде спектра шума, показывающего уровни шума на разных частотах исследуемого диапазона.
Лабораторная работа «Испытания оборудования»
Контрольные вопросы
С какой целью проводят испытания собранного оборудования?
Какие виды испытаний оборудования производят после его общей сборки?
В чем состоит сущность испытаний оборудования на геометрическую точность?
Как осуществляются испытания станка на геометрическую точность?
Каково назначение испытаний оборудования на холостом ходу и под нагрузкой?
В каком порядке производится обработка поверхностей заготовки при проведении испытаний на точность обработки?
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.