Поделиться

УПРАВЛЕНИЕ ОБРАЗОВАНИЯ ЮЖНО – КАЗАХСТАНСКОЙ ОБЛАСТИ
ЮЖНО – КАЗАХСТАНСКИЙ ПОЛИТЕХНИЧЕСКИЙ КОЛЛЕДЖ
Кафедра электроэнергетических дисциплин

МЕТОДИЧЕСКАЯ УКАЗАНИЯ
по дисциплине: «Общепромышленные потребители и их электроснабжение»
Рассмотрено
на заседании кафедры
электроэнергетических дисциплин
Протокол № _____от________
Председатель ПЦК___________
Шымкент, 2018
Программой предмета «Электротехнические материалы» предусматривается изучение свойств, областей применения, способов получения конструкционных и электротехнических материалов, применяемых в электротехнических устройствах.
Предназначены для студентов специальности 0911013 «Техническая эксплуатация, обслуживание и ремонт электрического и электромеханического зданий».
Перспективы развития энергетической и электромашиностроительной отрасли промышленности
Энергетика сегодня является важнейшей движущей силой мирового экономического прогресса, и от ее состояния напрямую зависит благополучие миллиардов жителей планеты.
Энергопотребление в начале XXI века демонстрирует устойчивую тенденцию роста во всех регионах и странах мира. За тридцать пять лет (с 1971 по 2006 год) энергопотребление выросло более чем в 2 раза, лишь за последние 10 лет оно увеличилось на 11%. Если посмотреть на структурные составляющие мировой энергетики, то можно видеть, что на 86,8% потребности обеспечиваются за счет полезных ископаемых энергоносителей – угля, нефти, газа и урана, и только 13,2% приходится на долю альтернативных энергоносителей. При этом тенденции изменения в составе энергетических ресурсов на глобальном уровне развиваются крайне медленными темпами. Так, с 1980 г. доля нефти в общей структуре энергоресурсов снизилась с 46 до 35%. По расчетам МЭА, к 2030 году доля нефти в общей структуре потребления энергоресурсов снизится всего лишь на 1%. В отдельных странах структура потребления энергоресурсов может меняться и более быстрыми темпами, что является следствием прово-димой государством стратегии, изменений в запасах природных иско-паемых, реак-цией на изменение цен на энергоносители. Так, например, предпринятые Францией и Бельгией меры по развитию атомной энер-гетики позволили заметно снизить долю потребления нефти и угля. Во многих странах открытие залежей природного газа и завершение строительства международных трубопроводов (например, Германия и Вели-кобритания) также привели к снижению потребления нефти и угля в общей структуре энергопотребления в этих странах. Вместе с тем, по оценкам экспертов, уже через два десятилетия будет остро ощущаться нехватка углеводородных топлив для производства энергии в мире. На этом этапе только атомная энергетика спо-собна удовлетворить всевозрастающие глобальные потребности чело-вечества в энергии на тысячелетия без создания характерной для угле-водородных видов топлива выбросов парниковых газов, что оказывает глобальные негативные последствия на климат планеты.
Развитие атомной энергетики – неизбежный процесс в перспективе если не для всех, то для большинства стран мира. Другой вопрос: ко-гда, какими темпами и в каких масштабах должна та или иная страна развивать свою атомную энергетику.
За прошедшее время ядерная энергетика достигла высоких техни-ческих и экономических показателей. В настоящее время в мире эксплуатируется 442 энергоблока АЭС, сооружается 30 энергоблоков. Установленная мощность всех указанных энергоблоков составляет около 370 ГВт(э), при этом эксплуатационный опыт составляет 12 тысяч реакторолет. В 2002 году на АЭС было наработано 2574,2 млрд квт.ч электроэнергии, что составляет 17% от всей вырабатываемой электроэнергии в мире. В 16 странах доля ядерной энергетики превышает 25%. Во Франции же она составляет около 80%. Таким образом, анализ мировых тенденций развития мировой энергетики показывает, что имеет место постепенный, но устойчивый пере-ход к атомной энергетике. Вполне очевидно, что и развитие казахстанской энергетики рано или поздно пойдет по этому пути. К этой необходимости приведут не только истощение со временем невозобновляемых энергоресурсов, не-смотря на их громадные запасы, но и экологическая составляющая, связанная с ограничениями по парниковым выбросам и соблюдением международных стандартов по охране окружающей среды. При этом в перспективе будет расти потребность в электроэнергии, что создает жесткий баланс ее потребления и может быть связано с тенденцией к устойчивому дефициту. Как показывает анализ современного состояния электроэнергетики страны, в настоящее время уже сегодня преобладающей в структуре электропотребления Северной и Западной зон является промышленность (около 70%). В структуре электропотребления Южной зоны доля промышленности составляет 38%, доля коммунально-бытового потреб-ления - 37%. При этом велики потери и в электрических сетях, которые сегодня составляют 10% от выработки электроэнергии. Вместе с тем огромную и возрастающую нагрузку на энергетику Казахстана уже сегодня накладывает задача диверсификации экономики и ускоренного развития ее обрабатывающего сектора. Еще одним фактором возрастания нагрузки на энергетику является проблема выживания и развития малых городов, которых в Казахстане насчитывается около 60. И главная проблема здесь - их электро- и те-плоснабжение. Малые города, удаленные от топливных и энергетических источников, имея стратегическую демографическую значимость, сталкиваются с целым рядом проблем:
- отсутствие энергетических ресурсов для обеспечения устойчивого социально-экономического развития;
- необходимость ежегодных бюджетных дотаций для проведения отопительного сезона;
- ухудшение социально-экономической ситуации при снижении объемов производства или остановке градообразующих предприятий. Все это существенно ухудшает демографическую ситуацию в этих городах, вызывает нерегулируемую миграцию.
Таким образом, хотим мы того или нет, но мы стоим перед альтернативой в лице атомной энергетики. При этом анализ показывает, что атомная энергетика имеет ряд преимуществ. Во-первых, это принесет снижение экологической нагрузки. Так, например, замена угольной ТЭЦ мощностью 2000 МВт на эквивалентную АЭС с водоохлаждаемыми реакторами приводит к сокращению потребления угля на 11,5 млн тонн в год; выбросов золы - на 3,6-4,9 млн тонн в год, СО2 - на 24,2-28,9 млн тонн в год, SOх-на 115 тыс. тонн в год, NOх - на 210 тыс. тонн в год и естественных радионуклидов - в 40 раз.
Во-вторых, по оценкам ОЭСР, атомная электро-энергия заметно дешевле электроэнергии, выработанной При сопоставлении ядерного топлива с углем и газом, при низких затратах на добычу и транспортировку органического топлива, цена электроэнергии примерно одинакова. Важнейшим преимуществом ядерной энергетики является стабильность цен на электроэнергию в течение длительного периода времени. Структура затрат на производство электроэнергии в атомной энергетике существенно отличается от структуры формирования цен в других видах энергетики. Это связано с тем, что себестоимость атомной электроэнергии определяется в основном капитальными вложениями в строительство АЭС, а не топливными затратами, в отличие от нефти, газа и угля. Топливная составляющая в общей стоимости электроэнергии, вырабатываемой АЭС, не более 25%, а для ТЭС, работающих на органическом топливе, на уровне 50-80%. Данное обстоятельство при-водит к повышенной устойчивости цены на атомную электроэнергию по отношению к колебаниям цены на топливо. Так, двукратное увеличение стоимости топлива (газ, уголь, уран) для себестоимости электроэнергии, вырабатываемой на этих энергоисточниках, приводит к увеличению себестоимости электроэнергии на АЭС на 9%, на угольных ТЭС - на 31%, на газовых - на 66%.
В-третьих, на базе атомной энергетики можно решить и проблему малых городов. Обеспечение устойчивого развития малых территориальных образований может быть осуществлено за счет предоставления им высоконадежных и эффективных, практически не зависящих от колебаний цен на топливо, региональных источников тепло- и электро-снабжения на базе малых АТЭЦ, способствующих и ускоренному раз-витию предприятий местного малого бизнеса.
С точки зрения развития энергетики реализация такой программы означала бы ввод в экс-плуатацию атомных энергоисточников суммар-ной тепловой мощностью 3-4 ГВт, что позволяет рассматривать строи-тельство атомных станций малой мощности как существенную состав-ляющую программы развития атомной энергетики Казахстана.
Основная задача освещения – создание приемлемых условий видимости, исходя из конкретных целей и задач, что достигается путем подбора светильников с оптимальными светотехническими характеристиками.
· Световой поток (F) – мощность оптического излучения источника света, оцененная в соответствии с относительной спектральной чувствительностью среднего человеческого глаза. Единица измерения – люмен (лм).
· Сила света (I) – пространственная плотность светового потока, испускаемого в заданном направлении, равная отношению светового потока к величине телесного угла, в котором равномерно распределено излучение. Единица измерения – кандела (кд).
· Освещенность (Е) – величина светового потока, приходящаяся на единицу освещаемой поверхности (1лм/1м2). Единица измерения – люкс (лк).
· Яркость (L) – отношение силы света, излучаемого поверхностью, к площади её проекции на плоскость, перпендикулярную оси наблюдения. Единица измерения – кандела на квадратный метр (кд/м2).
· Световая отдача (Ŋ) – эффективность преобразования потребленной электроэнергии в свет видимого спектрального диапазона. Единица измерения – люмен на ватт (лм/вт).
· Цветовая температура (Тс) – температура, при которой абсолютно черное тело испускает излучение того же цветового тона, что и рассматриваемое излучение. Единица измерения – Кельвин (К). В практическом смысле этот параметр характеризует оттенок белого света, излучаемого осветительным прибором. С увеличением цветовой температуры в излучении возрастает доля синей составляющей цветового спектра и уменьшается доля красной составляющей. Например, цветовая температура теплого белого света соответствует 2 500–3 500 К, нейтрального – 3 500–4 000 К, холодного – 4 500–6 000 К.
· Индекс цветопередачи (Ra или CRI) – параметр, характеризующий степень соответствия естественного цвета тела видимому (кажущемуся) цвету этого тела при освещении его данным источником света. Максимальное значение Ra составляет 100 единиц. Чем ниже значение Ra, тем хуже цветопередача.
· Видимое излучение (видимый свет) – диапазон электромагнитного излучения, воспринимаемый глазом. В него входят электромагнитные волны длиной 380–780 нм. Чувствительность зрительных органов к излучению с разными длинами волн неодинакова – оптимальное восприятие света приходится на длину волны в 555 нм (желто-зеленая область спектра). Человек лучше всего видит середину диапазона излучения, хуже – его края.
· КСС (кривая силы света) – угловое распределение в пространстве светового потока от источника света. Наиболее распространенные типы КСС для внутреннего освещения: К (концентрированная, угол раскрытия светового потока 35⁰), Г (глубокая, угол раскрытия 60⁰), Д (косинусная, угол раскрытия 120⁰).
Чтобы организовать качественную систему освещения, нужно не только знать основные светотехнические понятия, но и понимать, как они связаны с конструктивными особенностями осветительного оборудования.
Как правило, источник света функционирует не отдельно, а как часть осветительного прибора. В итоге световой поток, проходящий через оптическую систему и плафон, теряет свою интенсивность. Чтобы отразить количественную величину световых потерь, используется такое понятие, как КПД – коэффициент полезного действия светильника. В паспортах осветительного оборудования параметры светового потока и КПД указываются с учетом типа осветительного прибора. В случае с традиционными светильниками, где используются различные съемные лампы, можно обозначить только КПД прибора. Если известен поток лампы и КПД, покупатель может самостоятельно рассчитать световой поток светильника. В руководстве к светодиодным системам, как правило, указывается световой поток светильника, с учетом всех внутренних потерь. Однако некоторые производители вместо светового потока светодиодного светильника указывают световой поток применяемых светодиодных источников света – на это обязательно нужно обращать внимание при изучении характеристик светодиодного оборудования.
Одна из главных задач осветительного прибора – правильно распределить световой поток в окружающем пространстве. К примеру, свет от лампы практически равномерно распределяется во все стороны, но для ряда задач световой поток нужно направить на конкретный объект или плоскость. Направление светового потока светильника показывает КСС, которая определяет зону максимально интенсивного излучения. Чтобы избежать бесполезного рассеивания светового потока, в конструкции светильников с традиционными съемными лампами предусмотрены специальные отражатели, концентрирующие свет в нужном месте. Световой поток светодиодов изначально обладает определенной направленностью (угол раскрытия 120-130⁰), поэтому для формирования требуемой КСС используется вторичная оптика, которая может устанавливаться как на одиночные светодиоды, так и на светодиодные модули. Одна из наиболее прогрессивных оптических систем – система вторичной оптики, встроенной в защитное стекло. Таким образом, LED-светильнику не требуется дополнительное место под установку отражателей, поэтому корпус прибора имеет компактные размеры и эргономичную форму.
Также КСС светильников влияет на качество освещения, в частности, на ослепляющий эффект. Несоответствие этого параметра установленным нормативам приводит к ухудшению общей видимости, снижает контрастное восприятие объектов.
К важным параметрам светильников относятся не только количественные, но и качественные показатели освещения. Такие как: индекс цветопередачи, цветовая температура и коэффициент пульсации света.
Индекс цветопередачи (Ra). Человек видит не сами предметы, а отраженный от них свет, поэтому восприятие цвета может зависеть от того, какой тип лампы освещает поверхность. Индекс цветопередачи указывает разницу в передаче цветов при освещении предмета реальным и эталонным источником света с Ra=100. При организации внутреннего и наружного освещения рекомендуется использовать светильники с определенным значением Ra. Например, для наружного освещения подходят приборы с низким индексом цветопередачи (Ra ≥ 20), ведь чтобы ориентироваться на улице, достаточно различать большие предметы. Согласно СП52.13330.2011 для офисных и торговых помещений требуется использовать светильники с Ra > 80 – при освещении такого качества сотрудники смогут различать мелкие детали и точные цвета объектов.
Цветовая температура. Этот показатель позволяет подобрать светильники с излучением нужного оттенка. Например, приборы с цветовой температурой теплого белого света (2 500–3 500 К) создают комфортное освещение в жилых помещениях. Светильники с нейтральным светом (3 500–4 000 К) снижают уровень производственного травматизма и являются оптимальным вариантом для освещения промышленных объектов. Приборы с холодным белым излучением (4 500–6 000 К) создают контрастное освещение, подходящее для торговых и выставочных залов.
Коэффициент пульсации светового потока. Согласно ГОСТ Р 54945-2012 «Здания и сооружения. Методы измерения коэффициента пульсации освещенности» мерцание светильника должно находиться на уровне 300 Гц и выше. При более низких показателях пульсация светового потока видима невооруженным взглядом, что приводит к утомлению зрения персонала, повышает уровень травматизма. В традиционных светильниках снижение коэффициента пульсации достигается за счет использования электромагнитных и электронных ПРА (пускорегулирующих аппаратов), которые обеспечивают работу ламп на более высоких частотах. В LED-светильниках светодиоды питаются от драйвера с эффективным преобразователем переменного тока в постоянный, поэтому световой поток вообще не имеет видимого мерцания.
Перечисленные параметры качества света особенно важно учитывать при организации уличных и промышленных осветительных систем. Световое оборудование с нужными характеристиками позволит организовать такую систему освещения, которая снизит нагрузку на зрение и поможет обеспечить безопасность людей.
Классификация источников света.Часть 1. Лампы накаливания и галогенные лампы |
|
|
Термоизлучение. Нагревание провода при прохождении электрического тока до как можно высокой температуры. Лучше всего подходит для этого элемент вольфрам с наивысшей среди металлов температурой плавления (3683 K). Пример: лампы накаливания и галогенные лампы накаливания. Газовый разряд. В закрытой стеклянной емкости, наполненной инертными газами, парами металла и редкоземельными элементами, при возникновении напряжения появляется дуговой разряд. Возникающие при этом свечения газообразных наполнителей дают желаемую цветность света. Пример: ртутные, металлогалогенные и натриевые лампы. Люминесцентный процесс. Под действием электрического разряда закаченные в стеклянную трубку пары ртути начинают излучать невидимые ультрафиолетовые лучи, которые попадая на нанесенный на внутреннюю поверхность стекла люминофор, преобразуется в видимый свет. Пример: люминесцентные лампы, компактные люминесцентные лампы, Light Emitting Diodes (LEDs). Разные типы ламп различаются по таким параметрам, как световая отдача, спектральными характеристиками (например, цветопередачей), электрическими характеристиками (рабочее напряжение, потребляемая мощность), конструктивными характеристиками (размеры), сроком службы и стоимостью.
Классификация источников света Лампы накаливания Лампы накаливания являются типичными теплоизлучателями. В их запаянной, заполненной вакуумом или инертным газом, колбе вольфрамовая спираль под действием электрического тока накаляется до высокой температуры (около 2600-3000 K), в результате чего излучается тепло и свет. Большая часть этого излучения находится в инфракрасном диапазоне.
Световая отдача ламп накаливания в диапазоне от 25 до 1000 Вт составляет примерно от 9 до 19 лм/Вт для ламп со средним сроком службы 1000 ч. Наибольшее большинство ламп накаливания предназначены для светильников внутреннего и наружного освещения в сетях переменного тока с номинальным напряжением 220 В, 127 В частоты 50 Гц. Лампы накаливания различаются мощностью и типом колб. Лампы накаливания производятся в классической шарообразной форме, так и с меньшими габаритными размерами с колбой формы «Грибок» и «Свеча». Прозрачные лампы излучают красивый сочный свет, а светорассеивающее покрытие дает равномерное распределение света и исключает эффект ослепления. Выпускаются лампы, которые адаптированы к колебаниям напряжения в сети, рассчитанные на повышенное напряжение (230-240 В) (при повышении напряжения в сети на 10%, срок службы обычных ламп сокращается в 3 раза), что позволяет дольше сохранять их технические характеристики. Продолжительность горения ламп накаливания при нормальном напряжении не менее 1000ч, для ламп напряжения 127-135 В - 2500 ч., для ламп МО - 700 ч. Основные особенности ламп накаливания: 1. Изготовление в широком сортаменте, на самые разные мощности и напряжения и различных типов, приспособленных к определенным условиям применения 2. Непосредственное включение в сеть без дополнительных аппаратов 3. Работоспособность (хотя и с резко изменяющимися характеристиками) даже при значительных отклонениях напряжения сети от номинального 4. Незначительное (около 15%) снижение светового потока к концу срока службы 5. Почти полная независимость от условий окружающей среды (вплоть до возможности работать погруженной в воду), в том числе от температуры 6. Компактность Недостатки ламп накаливания: низкая световая отдача, преобладание в спектре излучений желто-красной части спектра, ограниченный срок службы, большая зависимости характеристик ламп накаливания от подводимого напряжения (так как с повышением напряжения возрастает температура нити накала, и , как следствие, свет становиться белее, быстро возрастает световой поток и несколько медленнее световая отдача, резко уменьшается срок службы). Основными характеристиками лампы накаливания являются номинальные значения напряжения, мощности, светового потока, срок службы, а также габаритные размеры. Наиболее употребительные типы цоколей ламп накаливания: Е – резьбовой, Bs – штифтовой одноконтактный, Bd штифтовой двухконтактный. Обозначение ламп накаливания: Г - газополная моноспиральная (аргоновая); Б - биспиральная с аргоновым наполнением; БК - биспиральная с криптоновым наполнением; МТ - матированная; 125-135, 220-230, 230-240 - диапазон напряжений в вольтах; 25-500 - номинальная мощность в ваттах; 1 - 12 - отличительная особенность от базовой модели. Например: Б 230-240-40-1, МО 36-100 Изготавливаются и большое число других типов ламп накаливания: лампы рудничные, для метро, для светофоров, проекционные, для фотографии, миниатюрные и сверхминиатюрные, коммутационные, зеркальные (лампы-светильники с зеркальными или диффузными отражающими слоями в колбе) и другие. Галогенные лампы накаливания
Вольфрамо-галогенный цикл. Существенные характеристики лампы накаливания - световая отдача и срок службы - в основном определяются температурой спирали: чем выше температура спирали, тем выше световая отдача, но тем короче срок службы. Сокращение срока службы является последствием быстро растущей c поднятием температуры скорости испарения вольфрама, которая приводит с одной стороны, к потемнению колбы, а с другой - к прожиганию спирали. Потемнение колбы можно эффективно предотвратить с помощью галогенной добавки к газу-наполнителю, которая в процессе вольфрамо-галогенного цикла не дает уже испаренному вольфраму осесть на стенках колбы. Испаренный из спирали в процессе работы лампы вольфрам попадает в результате диффузии или конвекции в температурную область (T1 1400 K) и там снова распадаются. Часть вольфрама снова восстанавливается на спирали, но уже на новом месте. Нормальный вольфрамо-галогенный цикл приводит т.о. лишь к предотвращению потемнения колбы, но не к увеличению срока службы, который закончится в результате разрыва спирали на возникших "горячих ячейках".
Галогенные лампы накаливания выпускаются мощностью до 20 кВт. Сегодня производители предлагают огромный выбор галогенных ламп – на любой вкус и для разных целей. Есть лампы мощностью 5–150 Вт для пониженного напряжения 12–24 В, а также мощностью 25–250 Вт (одноцокольные со стандартными цоколями Е14 и Е27) и 100–500 Вт (двухцокольные), рассчитанные на сетевое напряжение 220–230 В. Можно использовать галогенные лампы, имеющие внешние стеклянные отражатели со специальным интерференционным покрытием – оно пропускает инфракрасное излучение, благодаря чему создается "холодный" пучок. Лампы с внешним алюминиевым отражателем образуют "глубокие" (с углом рассеяния 30–100) и "широкие" (с углом рассеяния до 600) пучки света. Приведем основные преимущества галогенных ламп по сравнению с обычными лампами накаливания: -более высокая световая отдача – в некоторых случаях она доведена до 25 лм/Вт, что в 2 раза выше, чем у ламп накаливания; -большая долговечность – их срок службы в 2–4 раза выше, чем у ламп накаливания; -меньшие размеры – у низковольтных галогенных ламп (12 В, 100 Вт) диаметр колбы в 5 раз меньше, чем у ламп накаливания той же мощности; -более богатый спектр излучения – у галогенных ламп свет более "белый", чем у ламп накаливания (за счет более высокой температуры нагрева – 30000 К против 28000 К у обычной лампы); -регулируемость светового потока, причем при пониженном напряжении световой поток сохраняет достаточную "белизну". Первые два пункта говорят об очевидных экономических плюсах галогенных ламп: если такой источник света установить вместо традиционной лампы накаливания, но с теми же параметрами излучения, потребляемая мощность световой точки будет снижена в среднем на 20–40%. Однако это не единственное преимущество галогенных ламп. Их малые размеры, почти миниатюрность, позволяют создавать совершенно новые светильники, например так называемого акцентирующего освещения, – специально сконструированная система отражателя позволяет настолько усилить поток света, что это дает дизайнерам дополнительные возможности в оформлении помещения.
Электротермические установки
3.2.1. Настоящая глава распространяется на электротермическое оборудование и электротермические установки всех видов, эксплуатируемые у Потребителей. Устройство и расположение электротермических установок должны соответствовать требованиям государственных стандартов и правил устройства электроустановок. 3.2.2. При эксплуатации электротермических установок следует руководствоваться технологическими инструкциями и режимными картами, а также положениями настоящей главы Правил. 3.2.3. При эксплуатации электротермических установок должны соблюдаться требования других разделов настоящих Правил, касающихся эксплуатации отдельных элементов, входящих в состав таких установок, трансформаторов, электродвигателей, преобразователей, распределительных устройств, конденсаторных установок, устройств релейной защиты и средств автоматики, измерительных приборов и др. Все Потребители обязаны в установленном порядке до начала проектирования и монтажа оформить разрешение на использование электротермической нагрузки в установленном порядке. Электротермические установки должен обслуживать электротехнологический персонал. Обязанности электротехнического персонала и персонала, обслуживающего электротехнологическое оборудование, должны быть разделены у Потребителя в установленном порядке. Группа по электробезопасности электротехническому и электротехнологическому персоналу присваивается в соответствии с правилами. 3.2.4. Температура нагрева шин и контактных соединений, плотность тока в проводниках вторичных токопроводов электротермических установок должны периодически контролироваться в сроки, обусловленные местными инструкциями, но не реже 1 раза в год. Температуру нагрева следует измерять в летнее время. 3.2.5. Сопротивление изоляции вторичных токопроводов и рабочих токоведущих элементов электропечей и электротермических устройств (электронагревателей сопротивления, индукторов и др.) должно измеряться при каждом включении электротермической установки после ремонта и в других случаях, предусмотренных местными инструкциями. 3.2.6. Качество охлаждающей воды должно систематически контролироваться в соответствии с требованиями инструкций по эксплуатации оборудования. 3.2.7. Сопротивление электрической изоляции изолирующих прокладок, предотвращающих соединение с землей через крюк или трос кранов и талей, обслуживающих установки электронагревательных устройств сопротивления прямого действия, а также ферросплавных печей с перепуском самоспекающихся электродов без отключения установок, должно периодически проверяться в сроки, устанавливаемые ответственным за электрохозяйство Потребителя в зависимости от местных условий, но не реже 1 раза в год. 3.2.8. Оперативное обслуживание оборудования электротермических установок на высоте более 2,0 метров от уровня пола помещения должно производиться со стационарных рабочих площадок. 3.2.9. Приемка электротермической установки после ее монтажа должна осуществляться на основании результатов пробной эксплуатации и горячих испытаний, проводимых в соответствии с программой, входящей в техническую документацию электротермической установки.
Характеристика, виды, принцип работы индукционных печей
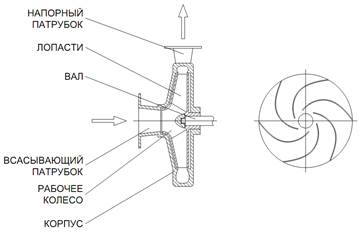
В индукционных печах металл нагревается токами, возбуждаемыми в непеременным полем индуктора. По существу индукционные печи также являются печами сопротивления, но отличаются от них способом передачи энергии нагреваемому металлу. В отличие от печей сопротивления электрическая энергия в индукционных печах превращается сначала в электромагнитную, затем снова в электрическую и, наконец, в тепловую. При индукционном нагреве тепло выделяется непосредственно в нагреваемом металле, поэтому использование тепла оказывается наиболее полным. С этой точки зрения эти печи — наиболее совершенный тип электрических печей. Индукционные печи бывают двух типов: с сердечником и без сердечника тигельные. В печах с сердечником металл находится в кольцевом желобе вокруг индуктора, внутри которого проходит сердечник. В тигельных печах внутри индуктора располагается тигель с металлом. Применить замкнутый сердечник в этом случае невозможно. В силу ряда электродинамических эффектов, возникающих в кольце металла вокруг индуктора, удельная мощность канальных печей ограничивается определенными пределами. Поэтому эти печи используют преимущественно для плавления легкоплавких цветных металлов и лишь в отдельных случаях применяют для расплавления и перегрева чугуна в литейных цехах. Удельная мощность индукционных тигельных печей может быть достаточно высока, а силы, возникающие в результате взаимодействия магнитных печей металла и индуктора, оказывают в этих печах положительное воздействие на процесс, способствуя перемешиванию металла. Бессердечниковые индукционные печи применяют для выплавки специальных, особенно низкоуглеродистых сталей и сплавов на основе никеля, хрома, железа, кобальта. Рисунок 2. Конструкция индукционной печи а - конструктивное оформление; 1 - индуктор, 2 - крепление витков индуктора, 3 - каркас, 4 - изоляция, 5 - подовая плита, 6 - тигель, 7 - цапфы, 8 - крышка б - футеровка тигля; 1 - подовая плита, 2 - тигель, 3 - воротник, 4 - сливной желоб, 5 - огнеупорная обмазка Важным достоинством тигельных печей являются простота конструкции и малые габариты. Благодаря этому они могут быть полностью помещены в вакуумную камеру и в ней возможно по ходу плавки обрабатывать металл вакуумом. Как вакуумные сталеплавильные агрегаты индукционные тигельные печи получают все более широкое распространение в металлургии качественных сталей. Рисунок 3. Схематическое изображение индукционной канальной печи (а) и трансформатора
Общее описание дуговой электропечи В обозначении дуговой сталеплавильной печи, как правило, присутствует её ёмкость в тоннах (например, ДСП-12). Диапазон печей варьируется от 1 до 400 тонн. Температура в ДСП может достигать 1800 °C. Дуговая сталеплавильная печь (ДСП) состоит из плавильной ванны (рабочего пространства), регулятора мощности дуги и вспомогательных технологических механизмов, позволяющих открыть (закрыть) свод печи, собрать шлак и выпустить расплавленный металл. Регулирование мощности электрической дуги производится программно-адаптивным регулятором, который с помощью привода перемещает электроды в вертикальной плоскости. Известны регуляторы электрической дуги с электромеханическим приводом, которые вследствие своей инерционности не получили большого распространения и сейчас практически полностью вытеснены регуляторами с электрогидравлическим приводом. Как правило, ДСП имеет индивидуальное электроснабжение через так называемый «печной» трансформатор, подключенный к высоковольтной линии электропередач. Мощность трансформатора может достигать 180 МВА. Его вторичное напряжение находится в пределах от 50 до 300 В (в современных печах до 1200 В), а первичное от 6 до 35 кВ (для высокомощных печей до 110 кВ). Вторичное напряжение регулируется при помощи ступенчатого переключателя, который сохраняет свою работоспособность так же и в режиме плавки. Плавка стали производится в рабочем пространстве печи, которое ограничено сверху куполообразным сводом, снизу и с боков, соответственно, сферическим подом и стенками, кожух которых изнутри выложен огнеупорным материалом. Съёмный свод может быть набран из огнеупорных кирпичей, опирающихся на опорное кольцо, или, как и стенки печи, может быть сделан из водоохлаждаемых панелей. Через три симметрично расположенных в своде отверстия в рабочее пространство введены токопроводящие графитовые электроды, которые с помощью специальных механизмов могут перемещаться вверх и вниз. Печь обычно питается трёхфазным электрическим током, также существуют печи постоянного тока. Современная мощная дуговая печь используется преимущественно как агрегат для плавки шихты и получения жидкого полупродукта, который дальнейшей обработкой доводят до требуемого химического состава.
История Впервые в мире возможность использования дуги для плавления металлов была показана В. В. Петровым в 1803 году. Петров показал, что с помощью такой дуги можно не только расплавлять металлы, но и восстанавливать их из окислов, нагревая их в присутствии углеродистых восстановителей. Кроме того, ему удалось получить сваривание металлов в электрической дуге. · 1810 г. Сэр Гемфри Дэви провёл экспериментальную демонстрацию горения дуги · 1853 г. Пишон попытался построить электротермическую печь · 1878-79 г. Сэр Вильгельм Сименс получил патент на электрическую печь дугового типа · 1899 г. Первая дуговая сталеплавильная печь прямого действия, построенная Эру. Хотя ДСП применялись во время второй мировой войны для получения сплавов стали, широкое распространение получила только после её окончания. Процесс выплавки Переливание металла в промежуточный ковш Плавка в ДСП, после осмотра печи и ремонта пострадавших участков футеровки (заправка), начинается с завалки шихты. В современные печи шихту загружают сверху при помощи загрузочной бадьи (корзины). Для предохранения подины от ударов крупными кусками шихты на дно бадьи загружают мелкий лом. Для раннего шлакообразования в завалку вводят известь 2-3 % от массы металлической шихты. После окончания завалки в печь опускают электроды, включают высоковольтный выключатель и начинают период плавления. На данном этапе возможна поломка электродов (при плохой проводимости между электродом и шихтой исчезает электрическая дуга и электрод упирается в непроводящий кусок шихты). Регулирование отдаваемой мощности осуществляется изменением положения электродов (длины электрической дуги) либо напряжения на электродах. После периода расплавления в печи образуется слой металла и шлака. Шлак скачивают через шлаковую летку (рабочее окно), постоянно присаживая шлакообразующие, в течение всего периода плавления, с целью удаления фосфора из расплава. Шлак вспенивают углеродсодержащими материалами для закрытия дуг, для лучшей его скачиваемости и уменьшения угара металла. Выпуск готовой стали и шлака в стальковш осуществляется через сталевыпускное отверстие и жёлоб путём наклона рабочего пространства (или, если печь оборудована вместо жёлоба донным выпуском, то через него). Рабочее окно, закрываемое заслонкой, предназначено для контроля за ходом плавки (замер температуры металла и отбор пробы химического состава металла). Также рабочее окно может использоваться для подачи шлакообразующих и легирующих материалов (на малых печах). На современных сверхмощных печах подача шлакообразующих во время плавки осуществляется через специальное отверстие в своде конвейерной подачей. Углеродистые материалы для вспенивания шлака подаются в печь либо порционно через свод, либо вводятся инжекционными горелками струей сжатого воздуха. Перед выпуском и во время выпуска в стальковш добавляются легирующие и раскислители, а при отсекании печного шлака еще и шлакообразующие материалы. Преимущества ДС] Использование электрической энергии (электрического тока), возможность расплавить шихту (металлолом) практически любого состава, точное регулирование температуры металла и его химического состава подтолкнуло промышленность к использованию ДСП в ходе второй мировой войны для производства легированной стали, качественного литья и, как следствие, деталей оружия и боеприпасов. Сегодня дуговые сталеплавильные печи производят различные сорта сталей и чугунов, а также могут являться источником сырья (полупродукта) для АКП и МНЛЗ.
ПРИНЦИП ДУКЦИОННЫХ ПЕЧЕЙ. ПРИНЦИП ИНДУКЦИОННОГО НАГРЕВА
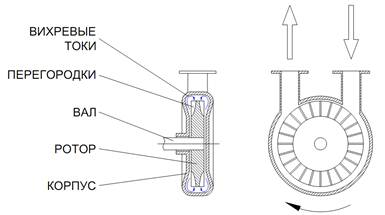
Принцип индукционного нагрева заключается в преобразовании энергии электромагнитного поля, поглощаемой электропроводным нагреваемым объектом, в тепловую энергию. В установках индукционного нагрева электромагнитное поле создают индуктором, представляющим собой многовитковую цилиндрическую катушку (соленоид). Через индуктор пропускают переменный электрический ток, в результате чего вокруг индуктора возникает изменяющееся во времени переменное магнитное поле. Это - первое превращение энергии электромагнитного поля, описываемое первым уравнением Максвелла. Нагреваемый объект помещают внутрь индуктора или рядом с ним. Изменяющийся (во времени) поток вектора магнитной индукции, созданной индуктором, пронизывает нагреваемый объект и индуктирует электрическое поле. Электрические линии этого поля расположены в плоскости, перпендикулярной направлению магнитного потока, и замкнуты, т. е. электрическое поле в нагреваемом объекте носит вихревой характер. Под действием электрического поля, согласно закону Ома, возникают токи проводимости (вихревые токи). Это - второе превращение энергии электромагнитного поля, описываемое вторым уравнением Максвелла. В нагреваемом объекте энергия индуктированного переменного электрического поля необратимо переходит в тепловую. Такое тепловое рассеивание энергии, следствием чего является нагрев объекта, определяется существованием токов проводимости (вихревых токов). Это - третье превращение энергии электромагнитного поля, причем энергетическое соотношение этого превращения описывается законом Ленца—Джоуля. Описанные превращения энергии электромагнитного поля дают
возможность: На величину напряженности электрического поля в нагреваемом объекте оказывают влияние два фактора: величина магнитного потока, т. е. число магнитных силовых линий, пронизывающих объект (или сцепленных с нагреваемым объектом), и частота питающего тока, т. е. частота изменений (во времени) магнитного потока, сцепленного с нагреваемым объектом. Это дает возможность выполнить два типа установок индукционного нагрева, которые различаются и по конструкции и по эксплуатационным свойствам: индукционные установки с сердечником и без сердечника. По технологическому назначению установки индукционного нагрева подразделяют на плавильные печи для плавки металлов и нагревательные установки для термической обработки (закалки, отпуска), для сквозного нагрева заготовок перед пластической деформацией (ковкой, штамповкой), для сварки, пайки и наплавки, для химико-термической обработки изделий и т. д. По частоте изменения тока, питающего установку
индукционного нагрева, различают: Установки индукционного нагрева с сердечником В плавильной печи (рис. 1) цилиндрический
многовитковый индуктор, изготовленный из медной профилированной трубки,
насаживают на замкнутый сердечник, набранный из листовой электротехнической
стали (толщина листов 0,5 мм). Вокруг индуктора размещают огнеупорную
керамическую футеровку с узким кольцевым каналом (горизонтальным или
вертикальным), где находится жидкий металл. Необходимым условием работы
является замкнутое электропроводное кольцо. Поэтому невозможно расплавить отдельные
куски твердого металла в такой печи. Для пуска печи приходится в канал
заливать порцию жидкого металла из другой печи или оставлять часть жидкого
металла от предыдущей плавки (остаточная емкость печи). В стальном магнитопроводе индукционной канальной печи замыкается большой рабочий магнитный поток и лишь небольшая часть полного магнитного потока, создаваемого индуктором, замыкается через воздух в виде потока рассеяния. Поэтому такие печи успешно работают на промышленной частоте (50 Гц). В настоящее время существует большое число типов и конструкций таких печей, разработанных во ВНИИЭТО (однофазные и многофазные с одним и несколькими каналами, с вертикальным и горизонтальным закрытым каналом разной формы). Эти печи применяют для плавки цветных металлов и сплавов со сравнительно низкой температурой плавления, а также для получения высококачественного чугуна. При плавке чугуна печь используют либо в качестве копильника (миксера), либо в качестве плавильного агрегата. Конструкции и технические характеристики современных индукционных канальных печей приведены в специальной литературе. Установки индукционного нагрева без сердечника В плавильной печи (рис. 2) расплавляемый металл находится в керамическом тигле, помещенном внутрь цилиндрического многовиткового индуктора. Индуктор изготовляют из медной профилированной трубки, через которую пропускают охлаждающую воду. Узнать подробнее о конструкции индуктора можно здесь. Отсутствие стального сердечника приводит к резкому увеличению магнитного потока рассеяния; число магнитных силовых линий, сцепляемых с металлом в тигле, будет крайне мало. Это обстоятельство требует соответствующего увеличения частоты изменения (во времени) электромагнитного поля. Поэтому для эффективной работы индукционных тигельных печей приходится питать их токами повышенной, а в отдельных случаях и высокой частоты от соответствующих преобразователей тока. Подобные печи имеют очень низкий естественный коэффициент мощности (cos φ=0,03-0,10). Поэтому необходимо применять конденсаторы для компенсации реактивной (индуктивной) мощности. В настоящее время имеется несколько типов индукционных тигельных печей, разработанных во ВНИИЭТО в виде соответствующих размерных рядов (по емкости) высокой, повышенной и промышленной частоты, для плавки стали (тип ИСТ).
Преимуществами тигельных печей являются следующие: выделяющееся непосредственно в металле тепло, высокая равномерность металла по химическому составу и температуре, отсутствие источников загрязнения металла (помимо футеровки тигля), удобство управления и регулирования процесса плавки, гигиеничность условий труда. Кроме этого, для индукционных тигельных печей характерны: более высокая производительность вследствие высоких удельных (на единицу емкости) мощностей нагрева; возможность плавить твердую шихту, не оставляя металл от предыдущей плавки (в отличие от канальных печей); малая масса футеровки по сравнению с массой металла, что уменьшает аккумуляцию тепловой энергии в футеровке тигля, снижает тепловую инерцию печи и делает плавильные печи этого типа исключительно удобными для периодической работы с перерывами между плавками, в частности для фасонно-литейных цехов машиностроительных заводов; компактность печи, что позволяет достаточно просто изолировать рабочее пространство от окружающей среды и осуществлять плавку в вакууме или в газовой среде заданного состава. Поэтому в металлургии широко применяют вакуумные индукционные тигельные печи (тип ИСВ). Наряду с преимуществами у индукционных тигельных печей имеются следующие недостатки: наличие относительно холодных шлаков (температура шлака меньше температуры металла), затрудняющих проведение рафинировочных процессов при выплавке качественных сталей; сложное и дорогое электрооборудование; низкая стойкость футеровки при резких колебаниях температуры вследствие небольшой тепловой инерции футеровки тигля и размывающего действия жидкого металла при электродинамических явлениях. Поэтому такие печи применяют для переплава легированных отходов с целью снижения угара элементов.
РЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ — ВЕКТОРНЫЙ, ОДНОФАЗНЫЙ, СХЕМЫ И ИНСТРУКЦИИДля стабилизации электрического тока используются различные устройства. Предлагаем рассмотреть, что такое электромашинный преобразователь частоты, как работает высоковольтный, тиристорный и однофазный прибор, его назначение, где можно купить, а также схема, как его сделать своими руками. ОБЩАЯ ИНФОРМАЦИЯПростейший преобразователь напряжения тока или частоты (ПЧ) – это электромагнитный, электронный или электромеханический прибор, который преобразует переменный ток одной частоты в переменный ток другой. Устройство может также изменить напряжение, но для этого необходимо использовать специальные настройки и компоненты. На нашем рынке они представлены такими марками и типами как CSACS550, ACS800, Aqua, ATV, ATV312, ATV61, CIMR, Commander, Control, Cue, Drive, F740, Fdu40, Frenic, Frn, Fuji, Hvac, IC5, Innovert, Keb, L100, L200, L300p, Matlab, Micromaster, Mini, N100, N50, N700e, Nxs, Pr6000, Prostar, S11, Schneider, Sinamics, Smd, Unidrive, Vector, Vfs11, Winner, Yaskawa.
Преобразователь напряжение-частота широко используется для того, чтобы сохранить энергию механических систем, к примеру, двигателя, насоса, вентилятора и т.д. Выбираются приборы в соответствии с кривыми двигателя для обеспечения оптимальной скорости и нагрузки, транзисторный преобразователь может помочь сэкономить энергию двигателя, снижая потери энергии и увеличивая КПД. Это достигается путем преобразования фиксированной частоты входящего переменного тока напряжения в постоянный ток, а затем, варьируя частоту переконвертировать его обратно в переменное напряжение, используя биполярные транзисторы с изолированным затвором (IGBT). Бывают преобразователи высокой частоты таких видов: 1. Работающие при помощи звена постоянного тока; 2. Работающие с непосредственной связью. В основном используется первый тип электропривода, т.к. он обеспечивает двойное преобразование частоты вращения двигателя, при этом контролируется как вход сигнала, так и выход. Рассмотрим подробнее их принцип действия.
ПРИНЦИП РАБОТЫ И ХАРАКТЕРИСТИКИПреобразователь частоты для асинхронных двигателей работает путем преобразования входного синусоидального напряжения переменного тока в напряжение постоянного тока, а затем его изменения обратно в переменное напряжение. Это преобразование происходит с помощью либо кремниевых выпрямителей или IGBT-транзисторов. Напряжение постоянного тока включается с помощью транзисторов для создания постоянного выходного напряжения переменного тока (так называемый инвертор). Транзисторы могут включать и выключать питание, чтобы создать нужное напряжение сигнала тока, который обеспечивает питание двигателя. Частота, на которой происходит переключение (несущая), варьируется в зависимости от серии и компании, которой изготовлен преобразователь напряжения и частоты (Vacon, Mitsubishi, Toshiba, Altivar, FDU, Danfoss – Данфосс, Delta Hyundai, Emotron, ABB, Lenze, Hitachi, Siemens, Omron, Electric и т.д.)
Статический трехфазный ПЧ имеет шесть диодов в качестве мостового выпрямителя переднего плана, которые преобразуют переменный ток в постоянный. ПЧ может также иметь 12 диодов — два комплекта на фазу (2 × 2 × 3 = 12 импульсов), или 18 диодов — три набора на фазу (3 × 2 × 3 = 18 импульсов) и т.д. Один набор диодов подается от трансформатора дельта, чтобы создать фазовый сдвиг на стороне источника переменного тока между двумя выпрямителями, чем уменьшить гармонику и отразить сигнал назад к входу напряжения. 1. 6-диодный преобразователь наиболее часто используется в строительной сфере. Суммарныйкоэффициент гармонических искажений, отраженный обратно к источнику, может быть выше, чем поступающий на входящие контакты. Вы можете установить встроенную катушку индукционного типа, чтобы уменьшить отражение гармоника обратно в точку сцепления. ПЧ снижает искажение тока в источнике. 2. 12-импульсный преобразователь повышенной частоты (его еще называют, плавный) может отменить отражение гармоник обратно к источнику. Фазы сдвига трансформатора могут быть настроены для уменьшения гармонических искажений на входных клеммах. 3. 18-импульсный силовой преобразователь использует как синхронный, так и асинхронный двигатель. Он обеспечивает низкий уровень гармонических искажений в электрической сети, благодаря поэтапной отмене первичных гармоник (5-м и 7-м) и гармоник высокого порядка, которые могут привести к резонансу на емкостных и индуктивных нагрузках (например, фильтрах, трансформаторах и т. д.). Их стоимость зачастую очень высокая, поэтому используются они только в производственных цехах. КНИ на входных клеммах может быть менее 5%, поэтому ниже общее напряжение гармонических искажений будет реализовано в источнике, в зависимости от схемы импеданса. Часто этот прибор цифровой, что значительно облегчает работу с ним. Основные характеристики: · Напряжение – 220-480 В; · Защита Ip54; · Температурный барьер для нормальной работы – от +10 до -40 градусов; · Мощность – от 1 кВт. Также существует двухзвенный преобразователь (ТТПТ, ТОШИБА, УХЛ4, ТПЧ, ТРИОЛ), матричный и векторный прибор, он состоит из ПЧ переменного тока и напряжения для создания нужной амплитуды. Обеспечивает пуск в течение 2 секунд от включения, дорогой, в последнее время теряет свою актуальность. Этот ПЧ выполнен коммутацией естественного типа, оснащен отдельным источником напряжения с повышенной частотой. У него достаточно узкий круг использования, в основном это городские или квартальные электростанции. В зависимости от области использования, нужно выбрать оптимальный преобразователь, иначе Вы не только переплатите за устройство, но и можете подвергнуть опасности жизни своих близких и работников. Обязательно перед покупкой должна быть прочитана документация, проверена мощность и пропускные способности. Настройка и сборка преобразователей может производиться продавцом-консультантом непосредственно на месте покупки.
Для чего нужен преобразователь: для подключения и работы лифтов (ПЧВН, ППЧВ), регулировки частоты станочного двигателя (к примеру, VLT, VFD), автомобильного мотора (Мицубиси, Opel Omega – Омега) и т.д. ОПИСАНИЕ САМОСТОЯТЕЛЬНОГО ПОДКЛЮЧЕНИЯПредлагаем рассмотреть, как можно самому собрать и подключить простой самодельный инверторный преобразователь частоты для небольшого трехфазного электродвигателя в виде подробной инструкции. Рассмотрим создание ПЧ на примере двигателя с частотой 400Гц и напряжением электрической сети 27 Вольт. Обмотки соединены в звезду, благодаря чему средняя точка каждой выведена наружу, это позволяет существенно упростить микросхему: нужно три выходных сигнала, и один выходной ключ на каждую из фаз. Электрическая схема подключения показана на фото ниже:
Данное устройство состоит из таких компонентов: генератор, формирующий импульсы, ключи на составных транзисторах и электрического двигателя.
Руководство, по которому можно подключить преобразователь частоты двигателя, имеет вид упрощенной схемы. На чертеже изображен двигатель, который управляется несколькими ключами. Механические контакты показаны как элементы полупроводникового типа. Питается двигатель при помощи постоянного напряжения. Естественно нельзя одновременно открывать нижние и верхние ключи, иначе произойдет короткое замыкание, и мощность ВПЧ потока упадет до нуля, чтобы это предотвратить, нужно подключить преобразователь таким образом, чтобы при открытии нижнего ключа верхний закрывался. Для осуществления такой технологии используются специальные контроллеры, образующие мертвую зону. Временной интервал для мертвой зоны нужно рассчитать таким образом, чтобы гарантировать успешное закрытие всех транзисторов верхнего ряда, только тогда вероятность образования сквозных токов будет сведена к минимуму. Ключами с гальванической связью управляет драйвер на составном резисторе, для этого часто устанавливают дополнительный оптрон для каждого ключа или канала (как и показано на схеме), эта деталь на данном чертеже выполняет роль еще одного инвертора. Чтобы питать каждый драйвер, нужно использовать специальный выпрямитель, который в свою очередь, запитан от обмотки привода. Возможно, это является одним из недостатков схемы. Для управления длительности мертвой зоны данный преобразователь напряжения и частоты использует конденсатор. Этот прибор относится к типу универсал, его можно подсоединять к любым двигателям, мощность которые не превышает 10 кВт. РЕМОНТ И ОБСЛУЖИВАНИЕЕсли ПЧ не работает на полную мощность, то рекомендуем проверить тормозной резистор для преобразователя частоты, в таблице ниже даны оптимальные показатели. В том случае, если данные Вашей детали не совпадают с ними, то необходима замена резистора:
Система может дать сбой, если Вы выбрали очень мощный ПЧ для слабой сети. Дело в том, что большинство деталей преобразователя предназначено для постоянного напряженного состояния, если уровень сигнала не доходит до минимальных показателей ПЧ, то он не будет работать. Есть два варианта: · Техническое испытание; · Проверка схемы выпрямления. Также можно попробовать поискать проблемы своими силами, при помощи мультиметра: 1. Проверьте уровень сигнала, если на преобразователе написано, что необходимо напряжении в 380 Вольт, а подается только 220 – то работать прибор не будет; 2. Проверьте правильность подключения преобразователя к порту и плотность всех прочих соединений; 3. В процессе эксплуатации, преобразователь напряжения и частоты нельзя подвергать воздействию воды и резким перепадам температуры; 4. На цифровых приборах есть возможность вывести причину поломки на экран, производитель указывает как вызвать эту функцию в инструкции; 5. Проверьте напряжение, не должно быть разрывов или сильных перепадов.
Электрооборудование сварочных установокПри неудовлетворительных показаниях сопротивления изоляции возможно, что изоляция необязательно повреждена, а просто отсырела. При этом электродвигатели и аппараты подвергаются сушке. Имеются специальные сушильные шкафы. Малые двигатели можно просушивать софитами с лампами накаливания. ГЛАВА 6. ЭЛЕКТРООБОРУДОВАНИЕ СВАРОЧНЫХ УСТАНОВОК 6.1. Виды электрической сварки Сваркой называется процесс получения неразъемного соединения материалов путем местного нагрева свариваемых кромок деталей до пластического или расплавленного состояния. Прочность сварного соединения обеспечивается атомными или молекулярными связями. Важное значение имеет при этом взаимная диффузия атомов свариваемых материалов. Современная сварочная техника располагает большим разнообразием способов сварки. Наибольшее распространение получила электрическая дуговая сварка, при которой местный нагрев свариваемых кромок осуществляется теплом электрической дуги. Электродуговая сварка, при которой расплавление металла свариваемых кромок деталей и электрода (или присадочного металла) производится за счет тепла, выделяемого электрической дугой, выполняется вручную, полуавтоматически и автоматически. Ручная дуговая сварка может производиться двумя способами: способом Бенардоса и способом Славянова. Сварку способом Бенардоса осуществляют следующим образом. Свариваемые кромки изделия приводят в соприкосновение. Между неплавящимся электродом (угольным, графитовым или вольфрамовым) и изделием возбуждают электрическую дугу. Кромки изделия и вводимый в зону дуги присадочный материал нагревают до плавления и получают ванночку расплавленного металла. После затвердевания ванночки образуется сварной шов. Данный способ используется, как правило, при сварке цветных металлов или их сплавов, а также при наплавке твердых сплавов. Сварку способом Славянова выполняют с помощью плавящегося электрода. Электрическая дуга возбуждается между металлическим (плавящимся) электродом и свариваемыми кромками изделия. Получается общая ванна расплавленного металла, которая, охлаждаясь, образует сварной шов. Автоматическая и полуавтоматическая сварка под флюсом осуществляется путем механизации основных движений, выполняемых сварщиком, — подачи электрода вдоль его оси в зону дуги и перемещения его вдоль свариваемого шва. При полуавтоматической сварке механизирована подача электрода вдоль его оси в зону дуги, а перемещение электрода вдоль свариваемого шва производит сварщик вручную. При автоматической сварке механизированы все операции, необходимые для процесса сварки. Расплавленный металл защищен от воздействия кислорода и азота воздуха специальным гранулированным флюсом. Высокая производительность и хорошее качество швов обеспечили широкое применение автоматической и полуавтоматической сварки под флюсом. Электрическая контактная сварка производится при помощи тепла, выделяемого током при прохождении через свариваемые кромки изделия. При этом в месте соприкосновения кромок выделяется наибольшее количество тепла, разогревающее их до сварочного состояния. Завершается сварка последующим сдавливанием свариваемых кромок. 6.2. Основные требования к источникам питания сварочной дуги Электродуговая сварка начинается с короткого замыкания сварочной цепи — контакта между электродом и деталью. При этом происходит выделение теплоты и быстрое разогревание места контакта. Эта начальная стадия требует повышенного напряжения сварочного тока. В процессе сварки при переходе капель электродного металла в сварочную ванну происходят очень частые короткие замыкания сварочной цепи. Вместе с этим изменяется длина сварочной дуги. При каждом коротком замыкании напряжение тока падает до нулевого значения. Для последующего восстановления дуги необходимо напряжение порядка 25…30 В. Такое напряжение должно быть обеспечено за время не более 0,05 с, чтобы поддержать горение дуги в период между короткими замыканиями. Следует учесть, что при коротких замыканиях сварочной цепи развиваются большие токи (токи короткого замыкания), которые могут вызвать перегрев в проводке и обмотках источника тока. Эти условия процесса сварки в основном и определили требования, предъявляемые к источникам питания сварочной дуги. Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требованиям: 1. Напряжение холостого хода должно быть достаточным для легкого возбуждения дуги и в то же время не должно превышать нормы техники безопасности. Для однопостовых сварочных генераторов напряжение холостого хода не должно быть более 80 В, а для многопостовых — не более 60 В. Для сварочных трансформаторов установлено наибольшее допустимое напряжение 70 В при сварочной силе тока более 200 А и напряжение 100 В при сварочной силе тока менее 100 А. 2. Напряжение горения дуги (рабочее напряжение) должно быстро устанавливаться и изменяться в зависимости от длины дуги, обеспечивая устойчивое горение сварочной дуги. С увеличением длины дуги напряжение должно быстро возрастать, а с уменьшением — быстро падать. Время восстановления рабочего напряжения от 0 до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) должно быть менее 0,05 с. 3. Значение силы тока короткого замыкания не должно превышать сварочное значение силы тока более чем на 40…50%. При этом источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения. 4. Мощность источника тока должна быть достаточной для выполнения сварочных работ. Кроме того, необходимы устройства, позволяющие регулировать значение сварочной силы тока в требуемых пределах. Сварочное оборудование должно отвечать требованиям ГОСТов. 6.3. Сварочные преобразователи постоянного тока Сварочные преобразователи постоянного тока подразделяют на следующие группы: По количеству питаемых постов — однопостовые, предназначенные для питания одной сварочной дуги; многопостовые, питающие одновременно несколько сварочных дуг. По способу установки — стационарные, устанавливаемые неподвижно на фундаментах; передвижные, монтируемые на тележках. По роду двигателей, приводящих генератор во вращение, — машины с электрическим приводом; машины с двигателем внутреннего сгорания (бензиновым или дизельным). По способу выполнения — однокорпусные, в которых генератор и двигатель вмонтированы в единый корпус; раздельные, в которых генератор и двигатель установлены на единой раме, а привод осуществляется через специальную соединительную муфту. Наибольшее распространение в строительстве получили однопостовые генераторы с расщепленными полюсами, работающие по принципу использования магнитного потока якоря для получения падающей внешней характеристики. На рис. 6.1 показана схема сварочного генератора такого типа. Генератор имеет четыре основных и два дополнительных полюса. При этом одноименные основные полюсы расположены рядом, составляя как бы один раздвоенный полюс. Обмотки возбуждения имеют две секции: нерегулируемую 2 и регулируемую 1. Нерегулируемая обмотка расположена на всех четырех основных полюсах, а регулируемая помещена только на поперечных полюсах генератора. В цепь регулируемой обмотки воз буждения включен реостат 3.
На дополнительных полюсах расположена сериесная обмотка 4. По нейтральной линии симметрии между разноименными полюсами на коллекторе генератора расположены основные щетки а и Ь, к которым подключается сварочная цепь. Дополнительная щетка с служит для питания обмоток возбуждения. Грубое регулирование производится смещением щеточной траверсы, на которой расположены все три щетки генератора. Если сдвигать щетки по направлению вращения якоря, то размагничивающее действие потока якоря увеличивается и величина сварочной силы тока уменьшается. При обратном сдвиге размагничивающее
действие уменьшается и сварочная сила тока увеличивается. Более плавное и точное регулирование силы тока производят реостатом, включенным в цепь обмотки возбуждения. Увеличивая или уменьшая реостатом силу тока возбуждения в обмотке поперечных полюсов, изменяют магнитный поток Фд, тем самым изменяются напряжение тока генератора и величина сварочного тока. Кроме генераторов с размагничивающим действием реакции якоря применяют сварочные генераторы, у которых падающая внешняя характеристика и ограничение величины силы тока короткого замыкания обеспечивается размагничивающим действием последовательной обмотки возбуждения, включенной в сварочную цепь. Принципиальная схема такого генератора представлена на рис. 6.2. Генератор имеет две обмотки: обмотку возбуждения 1 и размагничивающую обмотку 2. Обмотка возбуждения питается либо от основной и дополнительной щеток (а и с), либо от специального источника тока с постоянным напряжением. Поэтому магнитный поток Фв, создаваемый этой обмоткой, постоянный и не зависит от нагрузки генератора. Размагничивающая обмотка включена последовательно с обмоткой якоря так, что при горении дуги сварочный ток, проходя через обмотку, создает магнитный поток Фп, направленный против потока Фв. В последнее время большое применение в сварочном производстве получили выпрямительные сварочные установки. Они преобразуют переменный ток в постоянный при помощи селеновых, германиевых или кремниевых выпрямителей.
Сварочные трансформаторы генераторы выпрямителиСварочные трансформаторы подключаются к сети переменного тока. Их назначение — питание сварочной дуги и регулирование сварочного тока. Основные области применения — ручная сварка и автоматическая сварка под флюсом. Упрощенная электрическая схема трансформатора такова: на сердечнике из трансформаторной стали размещены первичная и вторичная обмотки. Ток в сети идет сначала через первичную обмотку, намагничивает сердечник, создавая в нем переменный магнитный поток, который, в свою очередь, индуктирует ток во вторичной обмотке. На рис. представлен сварочный трансформатор ТСК-500. Первичная обмотка его неподвижна, а вторич-
Рис. Сварочный трансформатор ТСК-500 ная передвигается по сердечнику. Перемещением вторичной обмотки регулируется сварочный ток. В нижней части сердечника 4 находится первичная обмотка 2, состоящая из двух катушек, расположенных на двух стержнях магнитопровода. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка 3, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обметок соединены параллельно. Вторичная обмотка, жестко соединенная с плитой , перемещается по сердечнику с помощью винта 6, с которым она связана, и рукоятки 5, находящейся на крышке кожуха трансформатора. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 5 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, индуктивное сопротивление и магнитный поток рассеяния растут и сварочныйток уменьшается. Ток со вторичной обмотки поступает на выход 7. Пределы регулирования сварочного тока 165—650 А. Для повышения коэффициента мощности сварочный трансформатор ТСК-500 имеет в первичной цепи конденсатор большой мощности. Сварочные генераторы — это в принципе те же генераторы постоянного тока, но которые благодаря своим специальным характеристикам могут обеспечить устойчивость горения сварочной дуги. Это достигается тем, что магнитный поток генератора изменяется в зависимости от величины сварочного тока. В сварочных генераторах съем напряжения для питания электрической дуги осуществляется непосредственно с зажимов угольных щеток на коллекторе. Сварочные агрегаты приводятся в движение двигателями внутреннего сгорания, а в сварочных преобразователях генератор приводится в движение электродвигателем. Сварочные выпрямители представляют собой соединение сварочного трансформатора (с регулирующим устройством) и блока выпрямителей. Помимо этого в комплект выпрямителя может быть подключен и дроссель. Его цель — получение внешней падающей характеристики. В принципе действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. В сварочных выпрямителях используют трехфазную ростовую схему выпрямления, дающую меньшую импульсацию выпрямленного напряжения, более равномерную загрузку питающей сети переменного тока и лучшее использование трансформатора, питающего выпрямитель
.Рис. Схема подключения трехфазного выпрямителя. /— понижающий трансформатор; 2— блок кремниевых (селеновых) выпрямителей; 3 — электрод; 4 — свариваемый металл Отсутствие вращающихся частей делает установки более простыми и надежными в эксплуатации, чем генераторы постоянного тока. Охарактеризуем вкратце некоторые типы выпрямителей. Выпрямители типа ВДГ применяют для механизированной сварки в углекислом газе. Они имеют дистанционное переключение режимов сварки. Универсальные сварочные выпрямители типа ВДУ предназначены для ОДНОПОСТОЕОЙ механизированной сварки в углекислом газе и под флюсом. Их используют также для ручной дуговой сварки электродами. Выпрямители типа ВДГИ служат для импульсно-ду-говой сварки плавящимся электродом в защитных газах. Многопостовые сварочные выпрямители типа ВКСМ, МДМ, ВДУМ рассчитаны на номинальные длительные токи 1000—5000 А. Число постов определяют по номинальной силе тока одного поста и коэффициенту одновременности нагрузки, равному 0,6—0,7. Например, выпрямитель ВДУМ-4Х401УЗ используют для питания четырех сварочных постов при механизированной сварке в углекислом газе и ручной дуговой сварке.
Разновидности мостовых крановВведениеЛиквидация ручных погрузочно-разгрузочных работ, исключение тяжёлого ручного труда при выполнении основных и вспомогательных производственных операций, комплексная механизация и автоматизация производственных процессов во всех областях народного хозяйства немыслимы без использования широкого комплекса подъёмно – транспортных машин. Современные поточные технологические и автоматизированные линии, межцеховой и внутрицеховой транспорт, погрузочно-разгрузочные операции на складах и перевалочных пунктах органически связаны с применением разнообразных типов подъёмно – транспортных машин и механизмов, обеспечивающих непрерывность и ритмичность производственных процессов. Поэтому применение данного оборудования во многом определяет эффективность современного производства, а уровень механизации технического производства – степень совершенства и производительность предприятия. При современной интенсивности производства нельзя обеспечить его устойчивый ритм без согласованной и безотказной работы средств транспортирования сырья, полуфабрикатов и готовой продукции на всех стадиях обработки и складирования. Одним из разновидностей подъёмно – транспортных машин является краны мостового типа. Об этих кранах мы и поговорим. Общие сведенияМостовые краны (кран опорный, кран подвесной) применяют в цехах ремонтных предприятий и производственных цехах предприятий строительной индустрии. Конструкции специальных мостовых кранов весьма разнообразны. Эти краны (кран мостовой опорный, кран подвесной однобалочный) могут быть поступательно перемещающимися по крановым рельсам или вращающимися вокруг вертикальной оси. К вращающимся кранам относятся хордовые, радиальные и поворотные. Поступательно перемещающимися мостовые краны имеют однобалочные и двухблочные мосты с нормальной длиной пролёта или увеличенной до 40-60 м. Грузоподъёмность этих машин составляет 400-500 т и более. Поступательно перемещающиеся мостовые краны (кран опорный, кран подвесной) часто снабжают крюками, скобами либо специальными грузозахватными устройствами (магнитами, грейферами, механическими клещами). Мостовые краны (кран мостовой однобалочный, кран балка подвесная) снабжены тележками, предназначенными для подъёма и перемещение груза вдоль пролёта. Тележки могут перемещаться по рельсам, закреплённые на верхних или нижних поясах мостов. Тележки, передвигающиеся по нижним поясам мостов, могут перемещаться по переходным мостикам из одного пролёта цеха в рядом расположенный. Переходные мостики с рельсами для тележек расположены под подкрановыми балками и имеют троллеи для питания электродвигателей. Тележки, перемещающиеся по верхним и нижним поясам балок мостов, могут быть снабжены поворотными стрелами, опорно-поворотными устройствами и поворотными частями, вращающимися вокруг вертикальных осей. На поворотных осях расположены стрелы, снабженные грузозахватными устройствами. Механизмы мостового крана (кран мостовой опорный, кран подвесной однобалочный) обеспечивают три движения: подъём груза, передвижение тележки и передвижение моста. Механизм подъёма представляет собой лебёдку, связанную со сдвоенным полиспастом; при грузоподъёмности более 10 т. Краны (кран опорный, кран подвесной) оснащают двумя самостоятельными механизмами подъёма – главным и вспомогательным, имеющим грузоподъёмность, равную приблизительно 0.25 основной, и используемым для подъёма малых грузов с большой скоростью. Механизм подъёма грейферного крана (кран мостовой однобалочный, кран балка подвесная) выполняют в виде двух одинаковых подъёмных независимых механизмов, электродвигатели которых управляются двумя контроллерами, имеющими общую рукоять управления. Механизм передвижения тележки имеет два холостых и два приводных колеса, вращаемых электродвигателем через редуктор. Классификация мостовых крановРадиальный кранРадиальный кран (кран мостовой однобалочный, кран балка подвесная), вращающийся относительно одной из своих опор, имеет длину пролёта, равную радиусу кольцевой рабочей площадки, которую он обслуживает. Ось вращения моста закреплена на опоре, смонтированной в центральной части рабочей площадки и прикрепленной к потолку здания. Тележка предназначена для обслуживания той площади кольца, которая меньше площади кольца радиусом с учетом тех расстояний, на которые тележка не может подходить к ходовой ведущей тележке, перемещающейся по кольцевому рельсу, к опоре. Хордовый кранХордовый кран (кран мостовой опорный, кран подвесной однобалочный) так же, как и радиальный, перемещается по одному кольцевому рельсу. Ходовые колеса закреплены на ходовых тележках, несимметрично расположенных относительно балок моста. Тележка моста предназначена для обслуживания меньшей площади кольца при том же радиусе, как у радиального крана. Поворотный кранПоворотный мостовой кран (кран опорный, кран подвесной) имеет длину моста крана, равную – диаметра кольцевого рельса. Тележка, перемещаясь по балкам моста, обслуживает большую площадь, чем радиальный кран, так как может поднимать грузы в центре рабочей площадки. В этом кране ходовые тележки и перемещаются в противоположные стороны при повороте моста относительно центра окружности кольцевого рельса. Ходовые колеса так же, как и в других кранах, имеют оси, ориентированные по радиусу кольцевой рабочей площадки. Кольцевой кранДля обеспечения движения колес наружной и внутренней ходовых тележек без скольжения ходовые наружные и внутренние колеса выполняют с разными диаметрами или частотой вращения, пропорциональной радиусам R min и R max. Магнитные краныМагнитные краны предназначены для подъёма и транспортирования ферромагнитных материалов (скрапа, стружки, листового и профильного проката, изложниц для разливки стали и т.д.) Эти краны снабжены грузовыми электромагнитными, подвешиваемыми на крюковой подвеске или траверсе( на гибком или жестком подвесе), расположенной в продольном или поперечном направлении относительно моста. Грузоподъёмность магнитных кранов составляет от 5 до 40 т, скорость подъёма 14-20 м/мин. Наиболее распространенными являются металлоконструкции с листовыми одностенчатыми главными балками и вспомогательными фермами, а также двухблочные коробчатые конструкции, обладающие высоким сопротивлением усталости. Магнитный кран состоит из моста с механизмом передвижения, одной или двух тележек с механизмом подъёма и передвижения, подъёмных магнитов и кабины, подвешиваемой к металлоконструкции моста. Механизмы передвижения этих кранов и их тележек не имеют отличий по сравнению с механизмами мостовых кранов общего назначения. В последнее время все большее распространение получают механизмы передвижения кранов с разделенным приводом каждой стороны моста. Однобалочные мостовые краныВ зависимости от типа
привода различают однобалочные мостовые краны (кран мостовой однобалочный,
кран балка подвесная) Однобалочные мостовые краны с электрическим приводом разделяются на опорные и подвесные. Грузоподъёмность опорных кранов (кран мостовой однобалочный, кран балка подвесная) – 5 т, пролёт – 25.5 м. Грузоподъёмность однобалочных подвесных мостовых кранов – 5 т., пролёт – 34.8 м. Краны (кран мостовой опорный, кран подвесной однобалочный) грузоподъёмностью до 5 т оборудуются электроталями, управляемыми с пола: на кранах большей грузоподъёмности устанавливаются обычные механизмы подъёма мостовых кранов (кран опорный, кран подвесной,) опорной конструкции и управляются с неподвижной или подвижной кабины. Скорость передвижения кранов (кран мостовой однобалочный, кран балка подвесная), управляемых с пола, не превышает 0.53 м/с : скорость передвижения кранов, управляемых с кабины, достигает 1м/с. В качестве несущей балки однобалочных кранов (кран мостовой опорный, кран подвесной однобалочный) подвесной конструкции применяют, как правило, двутавр. В необходимых случаях несущую балку усиливают вертикальной шпренгельной конструкцией и горизонтальной фермой. Балки подвешивают к ходовым кареткам, которые перемещаются по подкрановым двутавровым направляющим. Половина опорных кареток – приводные. Стыковку несущих балок соседних пролётов осуществляют с помощью специальных замков, предотвращающих переход тележки на соседний полет при открытом замке. Подвесные мостовые краны существенно легче опорных мостовых кранов (кран опорный, кран подвесной) той же грузоподъёмности. К тому же они позволяют использовать практически всю полезную площадь производственного помещения. Двухбалочные мостовые краныВ зависимости от типа привода различают двухбалочные мостовые краны (кран мостовой, кран балка подвесная) с ручным и электрическим приводом. Мостовые краны (кран мостовой опорный, кран подвесной) бывают с коробчатыми, сплошностенчатыми главными балками, с решетчатыми главными и вспомогательными балками. Наиболее распространены мостовые краны с коробчатыми главными балками. Такой кран (кран опорный, кран подвесной) представляет собой конструкцию, состоящую из балочного или ферменного моста, опирающийся на поперечные концевые балки, в которых закреплены ходовые колеса, приводимые во вращение механизмом передвижения крана. Мост перемещается по подкрановым путям (вдоль цеха), уложенным на подкрановые балки, опирающиеся на колонны здания. По мосту передвигается тележка. Аппаратура управления размещается в кабине. Питание крана (кран опорный, кран подвесной) электроэнергией осуществляется через главные троллеи, расположенные вдоль подкрановой балки. Для обслуживания их на мосту крана (кран мостовой однобалочный, кран балка подвесная) имеется площадка. Крановые решетчатые мосты изготовляют с помощью ручной сварки, а сплошностенчатые – автоматической или полуавтоматической сварки. Тележка представляет собой конструкцию, состоящую из сварной рамы, одного или двух механизмов подъёма, механизма передвижения. Тележки мостовых кранов с одним и двумя механизмами подъёма соединяется с редуктором обычно с помощью промежуточного вала. Это обеспечивает более равномерное распределение давлений на ходовые колеса тележки. Механизмы передвижения, как правило, выполняются по схеме с тихоходным валом. Питание механизмов тележки осуществляется с помощью специальных токоведущих шин троллеев или гибкого кабеля. Грузоподъёмность мостовых двухбалочных кранов общего назначения – Q=5…500 т. Общие устройстваТележкаТележка мостового крана (кран мостовой опорный, кран подвесной однобалочный) На раме тележки размещены механизмы главного и вспомогательного подъёма и механизм передвижения тележки. Механизм главного подъёма имеет электродвигатель, соединенный длинным валом-вставкой с редуктором. Полумуфта, соединяющая вал-вставку с входным валом редуктора, используется в качестве тормозного шкифа колодочного тормоза, имеющего привод от электрогидравлического толкателя. Выходной вал редуктора соединен зубчатой муфтой с барабаном. Опоры верхних блоков полиспаста и уравнительные блоки расположены на верхней поверхности рамы, что облегчает их обслуживание и увеличивает возможную высоту подъёма. В качестве ограничителя высоты подъёма применен шпиндельный выключатель, выключающий ток при достижении крюковой подвеской крайних верхнего и нижнего положений. Механизм вспомогательного подъёма имеет аналогичную кинематическую схему (двигатель, редуктор, барабан, конечный выключатель). Оба механизма подъёма оборудованы крюковыми подвесками (20 – для главного и 16 – для вспомогательного подъёма). Механизм передвижения тележки состоит из двигателя, тормоза, вертикального зубчатого редуктора, двух ведущих и двух холостых ходовых колес. На раме тележки укреплена линейка, воздействующая в крайних положениях на конечный выключатель, ограничивающий путь передвижения тележки. ТроллиТролли обычно изготовляют
из прокатной стали углового профиля. Для подачи тока на кран применяют
токосъемы скользящего типа, прикрепляемые к металлоконструкции крана (кран
опорный, кран подвесной) башмаки которых скользят по троллеям при перемещении
мостового крана (кран мостовой однобалочный, кран балка подвесная). Для
обслуживания цеховых троллеев на кране (кран мостовой однобалочный, кран
балка подвесная) ТраверсыПри перегрузке длинномерных грузов (листов, сортового проката) грузоподъёмные электромагниты блокируют на траверсах, к которым их подвешивают посредством грузовых цепей. Траверса с тележкой крана соединена с помощью гибкого или жесткого подвеса. При гибком подвесе траверсы подвешены на кантах, направленных от механизма подъёма. При большой длине траверс (6-16м.) требуется значительное расстояние между барабанами. Траверсы представляют собой коробчатые балки постоянного, а при большой длине – переменного сечения. Траверсы подвешивают на крюки подвесок крана, к нижней их части присоединены 2-4 магнита. При непосредственной подвеске четырех магнитов к траверсе возможно отсутствие контакта двух магнитов с неплоской поверхностью груза. Для обеспечения надёжного контакта всех магнитов с грузом магниты попарно связывают рычажно-балансирной системой. При такой системе могут работать как четыре магнита, так и два средних при отключении крайних. При больших скоростях поступательного перемещения магнитных кранов рационально применять гибкие канатные подвесы траверс, благодаря которым уменьшается раскачивание груза в одном или двух направлениях. ЗаключениеСовременные подъёмно–транспортные машины (кран опорный, кран подвесной) характеризуется широким диапазоном грузоподъёмности, габаритов обслуживаемых площадей, высокой Количественных ограничений по базовым параметрам для современных подъёмно–транспортных машин не существует. Их создают для любых условий возможного применения. Имеются только экономические ограничения. Сложные тяжёлые машины стоят дорого и применять их целесообразно лишь в том случае, если можно загрузить настолько, чтобы они окупались за реальный срок эксплуатации до морального и физического износа. Базовыми направлениями развития подъёмно – транспортного оборудования являются совершенствование приводов машин и механизмов, направленное на расширение диапазона регулирования скоростей, повышение их КПД и надёжности, разработка новых конструктивных решений (кран мостовой однобалочный, кран балка подвесная), в частности, c использованием встроенных планетарных устройств с термически обработанными долговечными зубчатыми колесами. Металлоконструкции кранового оборудования следует совершенствовать путем применения качественного металла с целью, как снижения металлоемкости конструкции, так и повышения долговечности. Для снижения массы кранов и повышения технологичности изготовления создаются новые прогрессивные конструкции мостов кранов: основные балки мостов (кран мостовой опорный, кран подвесной однобалочный) выполняются двухстенными, но со стенками разной толщины, с размещением под тележечного рельса над внутренней, более толстой, стенкой, что позволяет, и разместить в балках электроаппаратуру крана; расширяется применение трубчатых и штампованных профилей, а в ряде случаев и легких металлов; повышается качество применяемых материалов и совершенствуется технология производства деталей. Размещение мостовых кранов (кран опорный, кран подвесной) в здании должно обеспечить возможность нормального и безопасного их обслуживание, что требует наличия определенных зазоров между краном и элементами здания даже при его некотором деформировании. Тенденции развития кранов следующие: увеличение выпуска кранов большой грузоподъёмности при снижении выпуска кранов (кран мостовой опорный, кран подвесной однобалочный) малой грузоподъёмности, расширение применения гидравлического привода и специализированного электропривода, применение кранов (кран опорный, кран подвесной) манипуляторов для выполнения массовых строительных работ – погрузочно-разгрузочных и монтажных. Развитие всех отраслей народного хозяйства в настоящее время определяется, прежде всего, машиностроением – новыми машинами, интенсифицирующими производственны процессы, обеспечивающими резкое повышение производительности труда. Это можно достигнуть, не только и не столько копируя и улучшая существующие в мировой практике модели, сколько создавая принципиально новые машины, базирующиеся на передовых достижениях техники.
Общие сведения об электрооборудовании крана
Электрооборудование крана по назначению подразделяется на основное -оборудование электроприводов механизмов крана и вспомогательное-оборудование рабочего и ремонтного освещения, электрообогрева и вентиляции. К основному электрооборудованию относятся: электродвигатели; аппараты управления электродвигателями — контроллеры, командоконтроллеры, контакторы, магнитные пускатели, реле управления; аппараты регулирования частоты вращения электродвигателей – пускорегулирующие реостаты, тормозные машины; аппараты управления тормозами – тормозные электромагниты и электрогидравлические толкатели; аппараты электрической защиты — защитные панели, автоматические выключатели, максимальные и тепловые реле, предохранители, распределительные ящики и другие аппараты, обеспечивающие токовую и нулевую защиту электродвигателей; аппараты механической защиты — конечные выключатели и ограничители грузоподъемности, обеспечивающие защиту крана и его механизмов от перехода крайних положений и перегрузки; полупроводниковые выпрямители, преобразующие переменный ток в постоянный, которым питаются обмотки возбуждения тормозных машин, обмотки магнитных усилителей, а также силовые цепи и цепи управления некоторых кранов; генераторы переменного и постоянного тока, применяемые на некоторых кранах в качестве источников питания для всего электрооборудования или электрооборудования приводов отдельных механизмов; аппараты и приборы, используемые для различных переключений и контроля в силовых цепях и цепях управления, — кнопки, рубильники, выключатели, переключатели, измерительные приборы. К зспомогательному оборудованию относятся: осветительные приборы (.светильники, прожекторы), приборы, электрообогрева (электропечи, нагреватели), приборы звуковой сигнализации (звонки, сирены), а также аппараты управления и защиты (трансформаторы, вы к л ю чатели, пре дохра ните ли и т. д.), установленные в цепях освещения и отопления. Работа электрооборудования грузоподъемных кранов отличается рядом специфических особенностей. К ним относятся: повторно-кратковременный режим работы, частые изменения направления вращения (реверс), необходимость регулирования частоты вращения привода, значительные перегрузки, вибрация, затрудненный доступ для обслуживания и ремонта, а для башенных кранов также работа в условиях загрязненности, влажности, значительного перепада температур. Поэтому электрооборудование должно обладать повышенной прочностью, высококачественной изоляцией и надежной защитой от окружающей среды. Этому требованию отвечают машины и аппараты специального кранового исполнения. Однако на некоторых кранах применяют электрические машины и аппараты общего (не кранового) исполнения. Начала катушек соединены в звезду на роторе, а концы подведены к трем контактным кольцам, укрепленным на валу ротора. На кольца наложены угольные (графитовые) щетки, закрепленные в неподвижных щеткодержателях. Нажимом щетки на кольцо осуществляется скользящий токосъем, т.е. вращающаяся обмотка ротора может быть соединена с неподвижным реостатом, находящимся вне двигателя. Двигатели с короткозамкнутым ротором применяются в электроприводе, где не требуется регулировать частоту вращения, или в качестве второго (вспомогательного) двигателя для получения пониженных скоростей механизмов крана. Недостатком электродвигателей с короткозамкнутым ротором является большой пусковой ток, в 5…7 раз превышающий ток двигателя при работе с номинальной нагрузкой. Двигатели с фазным ротором используются в приводе, где требуется регулировать частоту вращения. Включение в цепь ротора пускорегулирующего реостата позволяет уменьшить пусковой ток, увеличить пусковой момент и изменить механическую характеристику двигателя. Двигатель постоянного тока также состоит из двух основных частей: неподвижного корпуса (станины) и вращающегося якоря с коллектором. На станине укреплены главные полюсы с обмоткой возбуждения и дополнительные.
6 П2.1.081 Д 79 УДК G21.874.002.52-83 РЕДАКЦИОННАЯ КОЛЛЕГИЯ: Большам Я. М., | Долгов А. Н.| , Ежков В. В., Каминский Е. А., Мандрыкин С. А., Синьчугов Ф. И., Смирнов А. Д., Устинов П. И. Дубовский К. Н. Д 79 Электрооборудование мостовых кранов. М., «Энергия», 1970. 88 с. с илл. (Б-ка электромонтера. Вып. 296). В брошюре приведены сведения об устройстве мостовых краиов, необходимые для обслуживания и ремонта электрического оборудова ния кранов. Даны рекомендации по обслуживанию электроблокировки и приборов безопасности. Приводятся положения по правильному обслуживанию кранов. Брошюра предназначена для электромонте ров, обслуживающих мостовые электрические краны. 3-3-10 104-69 6П2.1.081 Дубовский Краснослав Николаевич Электрооборудование мостовых кранов Редактор Г. Г 1. ОБЩИЕ СВЕДЕНИЯ ОБ УСТРОЙСТВЕ МОСТОВЫХ КРАНОВ Мостовые краны называются так потому, что их не сущие конструкции выполнены в виде моста, перекину того через пролет цеха. На концевых балках моста укреплены ходовые колеса, служащие для передвиже ния вдоль цеха или по специальной эстакаде по под крановым путям. Мостовые краны могут быть одно балочные и двухбалочные, с ручным или машинным (электрическим) приводом, с кабиной управления, а также управляемые с пола (земли) или специального пульта. В зависимости от типа грузозахватного органа мостовые краны подразделяют на крюковые (с одним или двумя крюками), магнитные и грейферные. Однобалочные мостовые краны (кран-балки) состоят из прокатной двутавровой балки, прикрепляемой по концам к концевым поперечным балкам, снабженным ходовыми колесами (рис. 1). В качестве грузовой те лежки здесь используется ручная или электрическая таль, перемещающаяся по нижней полке двутавро вой балки. При больших пролетах главная балка уси ливается фермами (вертикальными и горизонталь ными). Тельфер представляет собой грузоподъемный меха низм (подвесная лебедка) для подъема и перемещения его вдоль однорельсового пути. Грузоподъемность при меняемых электроталей колеблется от 0,1 до 15 Т. Электротельферы разделяют на три группы: с вмонти рованным в грузовой барабан двигателем; с параллель но расположенными осями барабана и двигателя; с со осным расположением узлов механизма подъема. Тельферы с вмонтированным в барабан двигателем и с параллельно расположенными осями барабана и двигателя имеют плохое охлаждение двигателя и тор моза, быстрый износ опорных роликов и трудность про изводства монтажа. Существенными недостатками тель- 3 w w w w Рис. 1. Общий вид однобалочного мостового крана. 1 — главные (продольные) балки; 2 — концевые (поперечные) балки; 3 — тельфер. «* феров с 'параллельно расположенными осями двигателя и барабана являются большой размер их по ширине, невозможность отдельного изготовления редуктора, плохое центрирование картера редуктора относительно корпуса и наличие опор на подшипниках качения. Тельфер состоит из асинхронного двигателя подъема груза, корпуса тельфера с грузовым барабаном, редук тора, колодочного или дискового тормоза, каната, крюковой подвески, тележек (ведущей и ведомой) и двух двигателей передвижения. Каждый из .перечислен ных узлов является самостоятельным, что позволяет быстро производить сборку, разборку и замену узлов. Корпус тельфера представляет собой цилиндрическую сварную коробку из листовой стали толщиной 5 мм, на концах которой имеются фланцы с отверстиями под болты для крепления с одной стороны двигателя подъ ема груза, а с другой — картера редуктора. В верхней части корпуса параллельно друг другу приварены две щеки с ребрами, с помощью которых тельфер подве шивается к траверсе тележки передвижения. В нижней части корпуса, с одной его стороны имеется окно для пропуска грузового каната, а с другой приварена скоба, к которой на пальце крепится подвеска уравнительного блока. Блок и ветви грузового каната, наматываемые на барабан, расположены от вертикальной оси корпуса на одинаковом расстоянии. Благодаря этому зев крю ка тельфера находится точно на вертикальной оси кор пуса и крюк, будучи нагруженным, не перекосит тель фер. В корпусе размещен грузовой барабан, установ ленный своими ступицами на подшипниках качения двигателя подъема с одной стороны и на полом валу редуктора — с другой. Полый вал редуктора, на шлице вой поверхности которого крепится барабан, является валом последней ступени редуктора и в то же время служит для пропуска вала-шестерни первой ступени редуктора, передающей усилие с вала двигателя и трансмиссионного вала. Последний расположен в поло сти грузового барабана и соединен с валом двигателя и валом-шестерней первой ступени редуктора шлицевы ми муфтами. Барабан отлит из серого чугуна и на по верхности имеет спиральные канавки, обеспечивающие правильную укладку каната. На барабан наматывают одновременно две ветви каната. Чтобы крюк не переме щался вдоль барабана, канавки нарезаны от концов 5 к середине барабана, благодаря чему одна вегвь нама тывается справа налево, а другая — слева направо. Двухбалочные мостовые краны (рис. 2) состоят из четырех основных частей: моста с механизмом передви жения /, тележки 2, кабины 4 и электрооборудования. Мост и грузовая тележка имеют самостоятельные меха низмы передвижения. Мост передвигается на ходовых колесах по подкрановым 'путям, уложенным по подкра новым балкам 3 вдоль цеха, а тележка перемещается на колесах по рельсам, уложенным вдоль моста крана. На тележке располагается и механизм подъема, слу жащий для вертикального перемещения груза. Обычно на тележках мостовых кранов грузоподъемностью свыше 15 Г устанавливается не один, а два механизма подъема — главный и вспомогательный. Вызвано это тем, что поднимать грузы малого веса крюком невы годно, так как расходуется лишняя энергия и скорость подъема очень мала Грузоподъемность крана, имею щего два механизма подъема, обозначается дробным числом, где в числителе указывается грузоподъемность главного, а в знаменателе — вспомогательного подъема, например 15/3, 30/5 и т. д. Наличие двух подъемов, на пример в 100 и 20 Г, не дает права поднимать обоими крюками одновременно 120 Т. Грузоподъемность крана считается только по главному подъему и составляет в данном случае не более 100 Т. У кранов с подъемным электромагнитом на грузовой тележке устанавливается барабан для наматывания кабеля, питающего электро магнит. Барабан имеет кольцевой токоприемник, и для обеспечения равенства скорости кабеля и крюка кине матически связан с валом редуктора грузового бараба на. У грейферных кранов на teлeж кe устанавливаются два одинаковых подъемных механизма, один из кото рых предназначен для подъема, а второй для замыка ния грейфера. Мост крана и его механизм передвижения. Мост крана состоит из жестко соединенных главных и конце вых балок. Главные балки располагаются 'перпенди кулярно, а концевые — параллельно подкрановым пу тям. Мосты кранов обычно изготовляют из стали марки Ст. 3 при помощи сварки. Главные балки выполняют в виде сплошных (одностенчатых или двухстенчатых) балок или решетчатых ферм. Мостовой кран первого типа выполняется из двух балок коробчатого сечения, 6 • # Рис. 2. Общий вид двухбалочного мостового крана. скрепленных концевыми балками. Внутри с целью при дания нм жесткости устанавливают косынки (диа фрагмы). Мостовой кран второго типа состоит из двух главных (вертикальных), непосредственно воспринима ющих нагрузку, двух вспомогательных (вертикальных) и четырех горизонтальных ферм, две из которых распо ложены в плоскости верхних поясов главных ферм и две — в плоскости нижних поясов. Каждая половина моста, состоящая из четырех ферм, крепится к конце вым двухступенчатым балкам. Мост крана передвига ется на ходовых колесах, .приводимых в движение ме ханизмом передвижения, смонтированным непосредст венно на мосту. Передача движения от двигателя, установленного на мосту к ходовым колесам крана, осуществляется с помощью трансмиссионного вала и зубчатых передач. Трансмиссионный вал состоит из отдельных звеньев длиной 4—6 м, соединенных жест кими муфтами. Обычно не все ходовые колеса крана соединены с двигателем. Ходовые колеса, соединенные с двигателем, называются приводными, а не соединен ные — холостыми. В зависимости от скорости вращения трансмиссион ного вала различают следующие механизмы передвиже ния моста (рис. 3): с тихоходным трансмиссионным валом. При этой схеме в средней части моста устанав ливается двигатель механизма передвижения /, вал которого муфтой 2 соединен с цилиндрическим редукто ром 3. Тормоз механизма устанавливается на соедини тельной муфте 2 или на специальном тормозном шкиве 5 на противоположном валу двигателя. Выходной вал редуктора соединен с трансмиссионным валом 4, состо ящим из отдельных секций; со среднеходовым трансмиссионным в ал о м. В этой схеме зубчатые передачи находятся не в одном месте, а разделены на две ступени: одна у двигателя, а вторая— у ходовых колес. Эта схема при меняется чаще всего на старых кранах. Выходные валы редукторов с помощью муфт соеди няют непосредственно с валами ходовых колес. В последнее время широко применяется схема меха низма передвижения с раздельным приводом. В этой схеме ходовые колеса концевой балки моста приводятся в движение самостоятельным двигателем. При этом между приводами, расположенными на раз- 8 ffil т ЗгеflUl_ щ щ «и тИ1f-f И LMJ4 In# Ч^Ч Jj 1 (П)ни|Р Рис. 3. Схемы механизмов передвижения мостовых кранов а — с тихоходной трансмиссией; б — со среднеходовой трансмиссией; в — С быстроходным вJ Рис. 33. Схема панели типа ТС. Р22 55 го положения командоконтроллера. В первом положении «Вперед» замыкается контакт Кб командоконтроллера и получает питание катушка контактора В. Включаются контакторы В и М. Статор двигателя Д подключается вместе с тормозным магнитом ТМ, открывающим тор моз. При включении контактора 1П отключается часть сопротивления, затем по мере поворота контроллера замыкаются контакторы ступеней ускорения 1У, 2У, ЗУ и 4У. Д ля смягчения механической характеристики двигателя небольшая часть сопротивления в каждой ф а зе (P I—Р4, Р2—Р5, РЗ—Р6) остается невыключенной, что желательно для хорошей работы электропривода. Смягчение механических характеристик двигателя способствует при возникновении механических перегру зок более плавной и безударной работе привода. По схеме предусмотрено два тормозных 'Положения (тормо жение противовключением). В этих положениях спуска двигатель по схеме включен на подъем («Вперед»), но под действием тяжелого груза фактически происходит движение вниз. Создаваемый двигателем тормозной мо мент не дает в этом случае грузу падать. В электропри воде кранов с силовыми .кулачковыми контроллерами, а такж е и с контакторными панелями (магнитными контроллерами) преобладает спуск груза со сверхсин- хронной скоростью, т. е. чем больше сопротивление включено в роторную цепь, тем больше будет скорость одного и того же груза. Во избежание этого в панелях типа ТС выполнена блокировка блок-контактами Н и 4У (8—27), не позволяющая отпасть контактору 4У, пока не разорвется цепь К8 или не отпадет контак тор Н. Д ля предупреждения включения контактора В при полностью выведенном пусковом сопротивлении ротора служит включенный последовательно с катуш кой контакта В блок-конт-акт контактора 4У. Пока замкнут контактор 4У и зашунтировано почти все соп ротивление роторной цепи, включить двигатель в тор мозной режим невозможно (такое включение вызвало бы бросок тока и механический уцар). В дальнейшем блок-контакт 4У размыкается, но это не вызывает от ключения двигателя, так как цепь уже зашунтирована блок-контактом В (20—21). Простейшим контроллером постоянного тока явля ется кулачковый типа НП-101 (рис. 34), предназначен ный для управления двигателями механизмов передвн- 56 жения крана. Для отключения Двигателя от сети при срабатывании конечного выключателя, снижении на пряжения и других причин, обычно служит линейный контактор Л, установленный отдельно или являющийся частью защитной панели. Контакты 1—2 обеспечивают нулевую блокировку. При повороте маховика контрол лера из нулевого в положение « В п е р е д » замыкаются и/тм назад Вперед S S 4 3 2 / I 0 ! / 2 3 4 5 & m I i4 - ;r ~ T r i> U iI ll От т? Т Т п т т Н п "i[i J ti n i* I n r пГпг - T f ' i\J I -„ 4- l|P i f t Ti P f f -HUr-)-1}- Wit a Л Л 1ПГ1D t i +У7/ -Л 2 -fS Рис. 34. Схема управления двига телями постоянно го тока с по мощью контролле ра типа НП-101. контакты 4— 5 (в положении « Н а з а д » — контакты 3—4), чем создается цепь питания катушки контакто ра JI на все время, пока не разомкнуты контакты од ного из конечных выключателей КВ или КН. После того как получила питание катушка контактора Л и этот контактор сработал, замкнется цепь тормозного магнита ШТМ и механический тормоз откроется. Если вместо магнита ШТМ с параллельным питанием (шун- товой) применяется магнит с последовательным пита нием катушки СТМ (сериесный), то он присоединяется за обмоткой ПО последовательного возбуждения дви гателя (показано на схеме пунктиром). Помимо вклю- 5—2279 57 чения тормозного магнита происходят следующие про цессы. Размыкается цепь электрического торможения, состоящая из обмотки якоря двигателя Я2 Я1, обмотки дополнительных полюсов Д П и сопротивления Р7—Р8. Создается цепь питания двигателя при движении вперед Л 1—Л11— Я 2— Я 1— Д П сопротивление P I—Р6—об мотка возбуждения П О — тормозной магнит СТМ-Л2. При магните ШТМ его обмотка подключается через два контакта Л (для облегчения условий разрыва) к сети Л1 и Л2. При движении назад меняется после довательность подключения якоря Л 1—Л11—Д П — Я /—Я2—P I—Р6 и т. д. Этим обеспечивается перемена направления вращения двигателя. При постепенном переходе с первого к последующим положениям конт роллера вне зависимости от направления вращения постепенно шунтируются ступени сопротивления Р1— Р2, Р2—РЗ, РЗ—Р4, Р4—Р5, Р5—Р6. Таким образом, в шестом положении контроллера двигатель выходит на естественную характеристику. Отдельные узловые схемы объединяются в общие схемы электрооборудования, так как краны имеют не один, а несколько двигателей. Схема защитной панели переменного тока для нескольких двигателей, а также подключение к ним нескольких двигателей приведены ниже (см. рис. 35). 5. РЕКОМЕНДУЕМЫЕ ИЗМЕНЕНИЯ В ЭЛЕКТРИЧЕСКИХ СХЕМАХ ДЕЙСТВУЮЩИХ КРАНОВ Мостовые краны выпускаются с опробованными, стандартными электрическими схемами, которые опи саны выше. Однако в зависимости от количества уста новленных на одном .подкрановом пути кранов, в связи с вступлением в действие «Правил устройства и безо пасной эксплуатации кранов» *, а также при заменах аппаратов управления, производимых в процессе экс плуатации, возникает необходимость в изменениях электрических схем действующих кранов. Так, напри мер, электроприводы кранов должны иметь дополни тельную нулевую блокировку, предупреждающую са- мозапуск двигателей .после перерыва в подаче напря жения, и блокировку, не позволяющую включать ли * Д ля краткости в дальнейшем будем называть просто П ра вила. 58 нейный контактор, когда контроллеры установлены в рабочее положение. Согласно ст. 149 Правил, у грузоподъемных машин с электрическим приводом при контроллерном и ко мандоконтроллерном управлении включение контакто ра, подающего напряжение на грузоподъемную маши ну, должно быть возможно лишь только в том случае, если все контроллеры и командоконтроллеры находятся в нулевом положении. Контактор в некоторых схемах имеет возможность включаться не при нулевом поло жении командоконтроллера при наличии исправной ну левой блокировки. Защита при исчезновении напряжения отключает двигатель при значительном снижении напряжения в сети или его исчезновении. Последнее не влечет за собой аварии, но внезапное появление напряжения мо жет вызвать недопустимый самозапуск двигателей. Асинхронные двигатели с фазным ротором и двигатели постоянного тока не могут пускаться в ход без пуско вых сопротивлений. Поэтому при исчезновении напря жения двигатели должны обязательно отключаться от сети, а при внезапном появлении напряжения их пуск производится .по обычным правилам из нулевого поло жения контроллера постепенным переводом его в рабо чее положение. Защита при исчезновении напряжения обычно осу ществляется катушкой линейного контактора крановой защитной панели. При исчезновении напряжения кон тактор выключается, а для последующего включения его при появлении напряжения машинист должен сна чала поставить все контроллеры крана в нулевое по ложение, затем нажатием кнопки защитной панели вновь включить ее линейный контактор. Для осущест вления нулевой блокировки во всех .контроллерах име ются контакты вспомогательного тока, замкнутые толь ко в нулевом положении контроллера и разомкнутые во всех рабочих положениях. Через эти контакты конт роллеров и пусковую кнопку защитой панели подается ток в катушку линейного контактора защитной панели. Если какой-либо из контроллеров не поставлен в нулевое положение, то контакты его нулевой блоки ровки разорвут цепь питания катушки линейного кон тактора и контактор защитной панели при нажатии кнопки не включится, Б* 69 /2$f \ля frt J11 /В рз / В „У С О ОI Г* = s r ^ j Контроллер ffT—2003 W ± Ъ н •f 1 т Рис. 35. Схема управления двигателями с барабанным и магнитным контролле рами. В схемах с магнитными контроллерами, управляе мых командоконтроллерами, нет линейного контактора и нулевая защита осуществляется при помощи блоки ровочного реле. Это реле, в отличие от линейного кон тактора, контактов силовой цепи не имеет и является промежуточным. Этим же реле осуществляется защита при исчезновении напряжения. Таким образом, когда на кране установлены барабанные и кулачковые или только магнитные контроллеры, электрические схемы «отвечают требованиям безопасности и требованиям Правил. Контроллеры подбирают в зависимости от ре ж им а работы. Так жак механизм подъема и закрыва ния челюстей грейфера мостового крана работает в тя желом режиме, то часто эти механизмы управляются •магнитными контроллерами через командоконтролле- ры, а остальные механизмы, которые не работают ■в тяжелом режиме, управляются кулачковыми или «барабанными контроллерами. Получается своего рода -смешанная электрическая схема (рис. 35), где слева показано управление барабанным, а справа — магнит- мым контроллером. Электрическая схема с барабанным контроллером работает следующим образом. При включении рубиль ника Pi ток через предохранитель и кнопку пуска КП подается на палец 12 на рейке контроллера. Так как штурвал находится в нулевом .положении, медные сег менты замыкают проводники, которые подведены к пальцам 1 и 2, а такж е 3, 4 и 5 (что видно на раз вертке барабана контроллера). Через палец 2 ток воз вращ ается обратно, проходя через нулевые контакты всех контроллеров, ключ-марку, аварийный выключа тель, контакт люка, контакты максимального реле, электромагнитную катушку линейного контактора и че рез предохранитель попадает в фазу Л1. Образуется замкнутая цепь. При нажатии на пусковую кнопку за мыкается цепь электромагнитной катушки, включается контактор и его два блок-контакта (2—4, 12—3). П аль цы 3, 4 и 5 при любом рабочем положении штурвала контроллера обеспечивают включение двух конечных выключателей. Это видно из развертки контроллера, согласно которой эти три сегмента замкнуты. Теперь ток проходит, минуя пусковую кнопку, прямо через блок-контакты, конечный выключатель и через пальцы 3 и 4 или 5 и 4 возвращается в фазу JI1 прежним пу 61 тем. После того как замкнутся рабочие контакты" контактора, при первом положении контроллера «Впе ред» палец Л3{, к которому подходит напряжение от третьей фазы, замыкается пальцем СЗ третьей фазы обмотки двигателя. В то же время пальцы Л11 и С1 включают вторую фазу обмотки двигателя. Так как од на фаза обмотки двигателя соединяется с сетью, без захода в контроллер, то все три фазы становятся вклю ченными и ротор двигателя начинает вращаться. 'В первом положении контроллера пальцы, к которым подводятся провода от цепи ротора, не замкнуты и сопротивления полностью включены в ротор. Чтобы пе ременить направление его вращения, штурвал вращают в противоположном направлении, т. е. « Н а з а д » . При переходе штурвала через нулевое положение линейный контактор не отключится, а фазы поменяются местами. Пальцы на рейке теперь будут соединяться иначе: Л31 с С1 через немаркированный палец, а Л11 с ЛЗ, в связи с чем изменится направление вращения ротора двига теля. Двигатель остановится, если штурвал возвратить в нулевое положение, а также при срабатывании конеч ного выключателя, максимального реле, при выключе нии аварийного рубильника или контакта люкаг двери и ключ-марки. Таким образом, при такой схеме обеспечивается ну левая блокировка, исключается возможность включе ния линейного контактора, когда коьтроллер предва рительно не будет установлен в нулевое положение. Оправа показана схема управления двигателем с по мощью магнитного контроллера типа ТС, приводимого в действие «омандоконтроллером. Как видно из схемы, электродвигатель Д подклю чается к сети через рубильник Рг и контакторы В или Я, включенные по реверсивной схеме, цепь управления питания — через рубильник Р3 (узловая схема дейст вия этого контроллера рассматривалась в § 4). Если поставить рукоятку командоконтроллера магнитного контроллера в любое промежуточное положение, то при нажатии на пусковую кнопку на защитной панели линейный контактор включится. При исправном реле РБ двигатель не включится, но при износе кулачков может произойти самопроизвольное включение двига теля, причем даже не «а всех промежуточных положе- ниях контроллера. Чтобы исключить возможность пус* 62 ка Двигателя при перерыве в подаче напряжения и ис ключить возможность включения главного контактора при такой смешанной схеме, необходимо соединить две цепи управления, как показано на схеме пунктирной линией. Для этой цели используют свободный контакт командоконтроллера и устанавливают его так, чтобы он был замкнут в нулевом положении рукоятки коман доконтроллера. Теперь при нажатии на пусковую кноп ку электрический ток будет проходить также и через °и с 36. Существующая схема управления краном с раздельным при водом передвижения. размыкающий контакт командоконтроллера, и если ру коятка не будет установлена в нулевое положение, то линейный контактор на защитной панели не включится. Таким образом, смешанная электрическая схема, ко торая нашла широкое применение на мостовых грей ферных кранах, при управлении краном барабанным (кулачковым) и магнитным контроллером будет .приве дена в соответствие с требованием Правил. На рис. 35 размыкающий контакт условно вынесен отдельно, в действительности используют свободный контакт контроллера, для чего освобождают контакты концевого выключателя низа, так как он не использу ется (или контактора М, присоединив обмотки катуш ки магнита параллельно статору двигателя). Необхо димо помнить, что при включенном линейном контак торе JI этот контакт будет под током, даж е если будут отключены рубильники Р2 и Pj. Краны с раздельным приводом передвижения уп равляются по схеме, приведенной на рис. 32. Как видно pwjrepaff Родъем ff мост Tejie.wt КМ г п лгт~г О М т ? РП
Особенности электропривода и выбор мощности двигателей компрессоров и вентиляторов
Для механизмов данной группы типичен продолжительный режим работы, поэтому их электроприводы, как правило, нереверсивные, с редкими пусками. В отличие от механизмов непрерывного транспорта компрессоры и вентиляторы имеют небольшие пусковые статические моменты – до 20 – 25% от номинального. В зависимости от назначения, мощности и характера производства, где установлены механизмы этой группы, они могут требовать или небольшого, но постоянного подрегулирования производительности при отклонении параметров воздуха (газа) от заданных значений, или же регулирования производительности в широких пределах. Производительность компрессоров, вентиляторов и воздуходувок можно изменять тремя способами: изменением угловой скорости приводного двигателя, изменением сопротивления магистрали (трубопровода) с помощью задвижки, а также конструктивным изменением рабочих органов механизма в процессе регулирования (поворотные лопатки в вентиляторах и т.п.) Для вентиляционных установок цеховых помещений и большинства поршневых компрессоров не требуется регулирования угловой скорости приводных двигателей. Поэтому здесь применяют асинхронные двигатели с короткозамкнутым ротором и синхронные двигатели. При мощности более 50 – 100 кВт привод с синхронным двигателем оказывается экономически выгоднее, чем привод с асинхронным двигателем. Хотя синхронные двигатели сложнее по устройству и дороже, чем асинхронные, применение их целесообразнее для одновременного улучшения предприятия. Поскольку поршневой компрессор при работе создаёт на валу периодически изменяющийся момент сопротивления, это вызывает колебания ротора синхронного двигателя. Чтобы уменьшить такие колебания и устранить возможность выпадания двигателя из синхронизма, для привода поршневых компрессоров применяют специальные тихоходные синхронные двигатели ( до 26,2–31,4 рад/с) с большой перегрузочной способностью, повышенным моментом инерции ротора и большими значениями входного (синхронизирующего) момента. При достаточной мощности питающей сети производится прямой пуск асинхронных и синхронных двигателей. В тех случаях, когда сеть не позволяет осуществить прямой пуск, применяют различные способы ограничения пускового тока, например пуск двигателя через автотрансформатор или реакторы. Если необходимо регулирование скорости механизмов с вентиляторным характером нагрузки на валу, например вентиляторов и дымососов котельных, то применяют асинхронные двигатели с фазным ротором, а также приводы с асинхронными двигателями с короткозамкнутым ротором и дросселями в цепи статора или с электромагнитной муфтой скольжения, устанавливаемой между двигателем и механизмом. При выборе мощности
двигателя для компрессоров и вентиляторов, как и для всех механизмов с
продолжительным режимом работы и постоянной нагрузкой, требуемую мощность
двигателя Мощность двигателя
поршневого компрессора
где
Мощность двигателя
вентилятора где По формуле (2) определяется и мощность двигателя центробежного компрессора. 3. Автоматизация работы вентиляторных и компресорных установок Вентиляторные и компрессорные установки промышленных предприятий в основном предназначаются для обслуживания определённых технологических процессов, поэтому их производительность зависит от потребления воздуха (газа) в ходе работы производственного участка и изменений внешних условий, например температуры, влажности воздуха, запылённости. Эти установки достаточно просто поддаются автоматизации путём применения специальной аппаратуры, которая даёт сигнал об изменении режима работы и производит соответствующее переключение в схеме управления без участия обслуживающего персонала; задача последнего сводится лишь к периодическому контролю действия аппаратов и профилактике.
Компрессоры, компрессорное оборудованиеКомпрессор является устройством, предназначенным для подачи сжатого газа. Данное оборудование широко используются для самых разнообразных целей, начиная от промышленного производства и заканчивая медициной. Конструктивно компрессор представляет собой механизм, который нагнетает и подает воздух под избыточным давлением, сила которого обычно зависит от типа устройства и его мощностных характеристик. Наиболее распространенными на сегодняшний день являются поршневые, роторно-пластинчатые и винтовые компрессоры, каждый из которых обладает своими отличительными особенностями и используется в определенных сферах применения. Однако существуют и другие виды компрессорного оборудования с более сложной конструкцией и другими рабочими параметрами. Конструктивно компрессоры делят на устройства объемного и динамического действия. К первому типу относятся поршневые, спиральные, мембранные, винтовые, роторно-пластинчатые, трохоидные и жидкостнокольцевые компрессоры, а также агрегаты с частичным внутренним сжатием. Ко второму типу относятся осевые, вихревые и центробежные. · Центробежные компрессоры. Азотные компрессоры. · Вихревые компрессоры · Осевые компрессоры · Винтовые компрессоры. Винтовые компрессорные установки · Роторно-пластинчатые компрессоры · Поршневые компрессоры · Спиральные компрессоры · Передвижные компрессоры · Компрессорное оборудование для водорода, агрессивных газов, кислорода · Дожимная компрессорная станция · Получение сжатого воздуха · Установки для получения азота · Мембранные компрессоры · Вакуумное компрессорное оборудование · Расчет и подбор компрессорного оборудования · Основные характеристики компрессора. Производительность компрессора. Мощность компрессора · Сферы использования компрессоров · Дополнительная информация и оборудование o Сжатие и транспортировка газов. Компрессоры и вентиляторы o Центробежные воздуходувки и газодувки o Турбодетандеры o Турбовентиляторы. Расчет и подбор вентиляторов o Воздуходувки ротационные o Пневмопочта. Станция (система) пневмопочты o Турбины Центробежные компрессоры. Азотные компрессоры
Центробежные компрессоры обладают достаточно простой конструкцией, в состав которой входят подводящее устройство, импеллер (рабочее колесо), диффузор и выходное устройство. Принцип работы таких компрессоров заключен в следующем алгоритме: импеллер разгоняет сжимаемую среду, а диффузор преобразует кинетическую энергию потока в потенциальную энергию давления. По своим конструктивным особенностям центробежные компрессоры разделяются на одновальные/многовальные, односторонние/двухсторонние, одноноправленные/противоположнонаправленные и одноступенчатые/многоступенчатые. Их рабочие колеса могут быть закрытыми, открытыми и полуоткрытыми. Преимуществами центробежных компрессоров считают высокую степень сухого сжатия и большую производительность при меньшем давлении нагнетания, чем в поршневых агрегатах. Также они обладают компактными габаритами, чистой и равномерной подачей газа, возможностью непосредственного соединения с газовыми/паровыми турбинами и быстроходными электрическими двигателями. Отсутствие вибраций и плавность хода позволяют ограничиться сооружением легких фундаментов и не использовать ресиверы в процессе эксплуатации. При этом газ не загрязняется смазкой, поскольку она применяется исключительно для смазки редукторов и подшипников. Основной недостаток центробежного компрессорного оборудования заключается в зависимости степени повышения давления в отдельной его ступени от плотности газа и других его физических характеристик на входе. Так, чтобы сжать легкие газы до более значительных давлений, необходимо большое число ступеней. Кроме этого, данный вид компрессоров обладает меньшим КПД и производительностью по сравнению с осевыми компрессорами.
Конструкция воздушного центробежного компрессора:
1. Вход воздуха в компрессор; 2. Аэродинамическая улитка для снижения турбулентности и потерь; 3. Электрический двигатель; 4. Панель управления; 5. Очистка на месте выходного охладителя; 6.
Очистка на месте промежуточного охладителя Вихревые компрессоры
Конструктивно вихревое компрессорное оборудование представляет собой рабочее колесо с равномерно расположенными по его окружности лопатками, а также всасывающий и нагнетательный каналы, разделенные специальным отсекателем. Вихревые компрессоры преобразовывают энергию по динамическому принципу действия, являясь максимально эффективным способом получения вакуума или давления, а также перемещения больших объемов воздуха в определенных условиях. По сути, данный вид компрессорной техники работает как многоступенчатый компрессор – при том, что большинство таких агрегатов являются одноступенчатыми. Преимуществами вихревых компрессоров являются износостойкость, отсутствие загрязнения подаваемого чистого воздуха, простая конструкция, дешевое производство и удовлетворительная технологичность. Они способны работать в любом диапазоне изменения параметров рабочего режима, кроме этого, в них отсутствует явление помпажа – пульсации воздушного потока при подаче, сопровождаемой обратными выбросами во всасывающий патрубок, от которого часто страдают центробежные компрессорные машины. Еще одним преимуществом данных компрессоров считается максимальная эффективность, достигаемая в условиях относительно малых окружных скоростей и частот, в результате чего вихревые компрессоры можно изготавливать без мультипликаторов. Специалисты ценят их за отсутствие необходимости в постоянном мониторинге и техобслуживании, а также за возможность установки в любой плоскости без появления вибраций. Недостатков у вихревых компрессоров не так много, а наиболее существенным минусом считается их низкий КПД, обусловленный конструктивными особенностями. Однако при малых мощностях такой КПД позволяет не только упростить, но и значительно удешевить рабочий процесс. Осевые компрессоры
Осевое компрессорное оборудование представляет собой разновидность турбокомпрессоров (агрегатов динамического действия), отличающуюся тем, что сжатие в нем проходит вдоль оси вала. Конструкция осевых компрессоров может быть одноступенчатой и многоступенчатой, кроме этого, она может различаться по типу лопаток. С помощью осевых компрессоров можно сжимать любые газы, также они подходят в качестве начальных ступеней для использования в составе компрессора комбинированного действия. По принципу действия осевые компрессоры схожи с осевыми насосами или вентиляторами. К их главным преимуществам относят: высокие показатели надежности и эксплуатационной гибкости, надежную осевую/радиально-осевую конструкцию, плавный ход и равномерность подачи, а также высокий объемный расход и отсутствие загрязнения нагнетаемой среды и вибрационных эффектов. При этом осевые компрессоры весьма просты в техобслуживании и не требуют частого дорогостоящего ремонта, являясь экономически выгодным решением. Недостатками осевой компрессорной техники являются те же минусы, что присущи центробежным компрессорам, при этом основным различием являются более высокие значения ее верхнего и нижнего пределов производительности. Более подробно об осевых компрессорах Винтовые компрессоры. Винтовые компрессорные установки
Винтовые компрессоры – высокопроизводительные компрессоры объемного действия с поршнем в виде винта. Рабочие органы винтового компрессора – ведущий и ведомый винтовые роторы, вращающиеся навстречу друг другу, в то время как пространство между ними и корпусом сокращается /уменьшается. Ведущий ротор соединен с электродвигателем. Каждый винтовой элемент компрессора имеет постоянную степень повышения давления. Степень повышения давления зависит: длины элементов, шага, формы выпускного отверстия. Благодаря тому, что в винтовых компрессорах отсутствуют клапаны, различные механические силы, он может работать при высокой скорости вращения вала, конструкция компрессора позволяет получить высокое значение потока.
Основным конструктивным элементом данного вида компрессоров является винт. Количество винтов в компрессоре может варьироваться в зависимости от типа, также винты могут быть симметричными и ассиметричными. Данный вид компрессорного оборудования делится на безмасляные агрегаты, агрегаты с мокрым сжатием и маслозаполненные агрегаты. Винтовые компрессоры являются уравновешенными, а газораспределение происходит в них принудительным образом. В промышленности такие компрессоры широко используют как источник сжатого воздуха общепромышленного назначения с большим диапазоном давлений и производительности. Также их часто применяют для сжатия аммиака и фреона, используемого в холодильном оборудовании. К основным преимуществам винтовых компрессоров относят малый уровень шума/вибрации, что позволяет использовать их в любом помещении или здании. Также винтовую компрессорную технику можно применять с лубрикаторной смазкой, существенно сокращающей расход масла и минимизирующей загрязнение воздуха. Данные тип компрессорного оборудования более предпочтителен при работе с пневматическими инструментами новых поколений, а автоматизированные системы контроля и управления позволяют обслуживать винтовые компрессоры без участия человека. Немаловажным преимуществом является также наличие и возможность воздушного охлаждения, исключающего потребность в установке иных приспособлений, отводящих избыток тепла. Также нельзя не отметить их высокую экономичность. Платой за набор преимуществ винтовых компрессоров для них является ряд менее значимых недостатков. Так данный вид техники требует использования эффективного охладителя и отделителя масла, отсутствие которых может привести к поломке и дорогостоящему ремонту. Поэтому работы, для проведения которых достаточно небольшой производительности и не предъявляются повышенные требования к режиму подачи, рекомендуется выполнять с помощью более простых в эксплуатации поршневых компрессоров. Более
подробно о винтовых компрессорах Роторно-пластинчатые компрессоры
Конструктивно роторно-пластинчатый компрессор представляет собой ротор, эксцентрично смещенный по отношению к вертикальной/горизонтальной оси статора. В его пазах расположены пластины, которые прижимаются к стенке статора в процессе вращения под воздействием газовых и центробежных сил. Данная категория компрессорного оборудования может быть безмасляной, маслозаполненной и с капельной смазкой. В безмасляных роторно-пластинчатых компрессорах применяются пластины из графита, тогда как в маслозаполненных обычно используют металлические элементы. За счет уравновешенности такие компрессоры востребованы для эксплуатации в передвижных установках, кроме этого, их часто используют в качестве вакуум-насосов. Из основных достоинств роторно-пластинчатых компрессоров можно упомянуть относительную простоту производства (по сравнению с винтовыми компрессорами), наличие двигателя пониженных оборотов, делающего агрегат бесшумным, а также большой рабочий ресурс, достигающий десятков тысяч часов. Также роторно-пластинчатые компрессоры высоко ценятся за свою максимальную ремонтопригодность (в отличие от других типов), минимальный уровень вибраций и, как следствие, отсутствие требований к фундаменту. Цены на данное компрессорное оборудование намного ниже, чем цены на все остальные виды компрессоров. Единственным существенным недостатком роторно-пластинчатых компрессоров считается лишь возникающее в процессе работы трение пластины о статор, в результате чего отмечается 30%-ная потеря мощности. К недостаткам также можно отнести необходимость регулярной чистки масловлагоотделителя, периодически требующего замены. Поршневые компрессоры
Поршневое компрессорное оборудование эксплуатируется уже более ста лет. Его простая конструкция состоит из клапанов, коленвала, блока цилиндров и шатунно-поршневой группы. Работа компрессора такого типа проходит с возникновением инерционных сил, которые вызывают возвратно-поступательные движения поршней, в результате чего появляются вибрации, уменьшаемые с помощью противовесов коленчатого вала. Для увеличения плавности работы поршневого компрессора следует использовать маховик. При создании поршневой многоступенчатой техники используют оппозитную, V-образную, Г-образную или W-образную конструктивную схему. Наиболее уравновешенной считается оппозитная схема, тогда как к наиболее компактным решениям относят угловую схему. Также конструктивно компрессоры могут разделяться на крейцкопфные и безкрейцкопфные – первый вариант обычно применяют для безмасляного сжатия и цилиндров с двухсторонним действием. Для упрощения конструкции многоступенчатого компрессора высокого давления часто используют поршни двойного действия. К числу преимуществ поршневых компрессоров относят высокую ремонтоспособность, что обусловлено их простой конструкцией. При своевременном и регулярном техобслуживании такое оборудование может служить десятилетиями. Также значительным преимуществом поршневых компрессоров является простота производства, непосредственно влияющая на общую стоимость – при наличии оптимальных технических характеристик компрессор данного типа стоит гораздо меньше других своих «собратьев». К основным недостаткам поршневых компрессоров относят повышенную шумность и возникающие в ходе работы вибрации. За счет этого компрессоры данного типа необходимо устанавливать в отдельном помещении (здании) и на специально предназначенном для него фундаменте.Более подробно о поршневых компрессорах Спиральные компрессоры
Спиральные компрессоры состоят из двух спиралей – неподвижной, закрепленной внутри корпуса агрегата, и подвижной, совершающей круговые движения и оснащенной противоповоротным устройством. Специально подобранный профиль позволяет образовывать между обеими спиралями камеры, внутри которых происходит перемещение газа. Обычно спиральное компрессорное оборудование применяют для безмаслянного сжатия газов, которое широко используется в бытовом и коммерческом кондиционировании, тепловых насосах, компьютерных центрах и автономном холодильном оборудовании. Преимуществами спиральных компрессоров являются: равномерная подача газа, снижение нагрузки на двигатель в момент запуска, высокий уровень надежности и малая шумность. Кроме этого спиральные компрессоры обладают высокой энергоэффективностью (КПД до 86%), отличной уравновешенностью, износостойкостью, большим диапазоном быстроходности, малой долей протечек и отсутствием «мертвого» объема. Также данный тип компрессорного оборудования способен работать с дозарядкой, на любом газе, на любом хладагенте и даже с капельной жидкостью. К основным недостаткам спиральных компрессоров относят их относительно невысокую производительность и сложную технологию производства. Так для изготовления такого агрегата необходимы фрезерные станки с ЧПУ, на которых будут вытачиваться спиралевидные детали. Также производство спирального компрессора требует обстоятельного расчета осевых, тангенциальных и центробежных сил, а также безукоризненной балансировки ротора. Кроме этого при отсутствии нагнетательного клапана в спиральном компрессоре будет происходить постоянные недосжатия и пересжатия газа, что приведет к его дополнительным потерям. Передвижные компрессорыКомпрессор оснащен: · Панель управления; · Система автоматического контроля производительности; · Система холодного запуска; · Двухступенчатый воздушный фильтр; · Автоматическая система отключения и защиты; · Световые сигналы остановки, поворота, задний свет; · Датчики для индикации неисправностей; · Визуальный указатель уровня топлива; · Указатель давления на нагнетании; · Указатель давления масла двигателя; · Датчик температуры воды двигателя; · Часомер; · На компрессоре имеются запираемые инструментальные ящики с каждой стороны. Более подробно о передвижных компрессорах Компрессорное
оборудование для кислого газа, водорода,
|
|
Класс взрывоопасности помещений по ПУЭ |
Исполнение электрооборудования |
|
B-I |
Взрывонепроницаемое или продуваемое под избыточным давлением |
|
B-II |
То же |
|
B-Ia, B-I6 |
Любое взрывозащищенное, но в исполнении защищенном или брызгозащищенном |
|
B-IIa |
Закрытое обдуваемое или продуваемое исполнение |
|
В-Iг |
Любое взрывозащищенное исполнение для соответствующих категорий и групп взрывоопасных смесей |
При выборе конструкций машин и аппаратов
учитывают степень пожарной опасности помещений, где они будут установлены.
Правилами устройства электрооборудования определена классификация этих
помещений.
Источник: https://znaytovar.ru/s/Klassifikaciya-proizvodstv-i-po.html
Лек 28
ВВЕДЕНИЕ
Основным сырьём для коксохимической промышленности служат угли. Структура и
строение углей могут быть изучены при помощи микроскопа. Грубая структура
угля, обнаруживаемая невооруженным глазом, называется макроструктурой. Обычный
микроскоп позволяет видеть тонкую структуру угля,
называемую микроструктурой.
В углях можно различить более или менее однородную блестящую массу
(витрен),сероватую массу (дюрен), содержащую различные включения, волокнистую
часть (фюзен), похожую на древесный уголь, и минеральные включения. Витрен,
дюрен и фюзен — основные компоненты угля, представляющие
его петрографический состав.
При использовании каменных углей для коксования необходимо знать также их
технический состав, спекаемость, коксуемость, распределение минеральных
примесей в классах углей поих крупности и насыпной вес угольной шихты.
Под техническим составом топлива обычно подразумевают данные,
характеризующие техническую применимость топлива. Технический состав угля
определяется содержанием влаги и минеральных примесей, выходом летучих
веществ, содержанием серы и фосфора, углерода, водорода и азота, а также
теплотой сгорания топлива.
1. Технология коксохимическогопроизводства
Влажность углей
При нагревании угля до 100 – 105°С из него испаряется вода. Количество
испаренной воды при этих условиях обычно выражают в процентах к весу топлива
и называют содержанием влаги в углях, или короче —влажностью
углей. Содержание минеральных примесей в угле характеризуется
его зольностью. Зольность топлива определяется по выходу остатка
после сжигания угля при температуре 800°С. Зольностьугля, как и влажность,
выражается в процентах к его весу. Чем меньше зольность исходной шихты, тем
меньше зольность получаемого металлургического кокса.
Выход летучих веществ
Представляет собой количество образовавшихся газообразных продуктов в
результате различных химических реакций в процессе термического разложения
топлива. Выход летучих веществ характеризует химический возраст (зрелость)
углей.Чем меньше выход летучих веществ из углей, тем выше их возраст.
Спекаемость углей
Так называется способность смеси угольных зерен образовывать при нагревании
без доступа воздуха спекшийся или сплавленный нелетучий остаток. Спекание
углей — результат процессов термической деструкции, вызывающий переход их в
пластическое состояние с последующим образованием полукокса, протекает
главным образом взоне температур 400 – 450°С.
Коксуемость углей
Обуславливается совокупностью всех процессов, которые протекают при нагреве
их до более высоких температур (1000 – 1100°С) и включают, кроме процессов
спекания, упрочнение и усадку материала полукокса и кокса, образование трещин
и другие явления. Поэтому коксуемостью называют способность угля
самостоятельно или в смеси с другими углями приопределенных условиях
подготовки и нагревания до высоких температур образовывать кусковой пористый
материал — кокс, обладающий определенной крупностью и механической
прочностью.
Таким образом, понятия "спекаемость" и "коксуемость"
различны. В первом случае мы имеем дело со способностью углей спекаться, а во
втором — со способностью углей давать металлургический кокс.
Группы углей обычно обозначаютсяначальными буквами их названий.
Буквами Д, Г, Ж, К, О, С и Т обозначены: длиннопламенные,
газовые, жирные, коксовые, отощенные, спекающиеся и тощие угли.
Вышеприведенный ряд углей характеризуется увеличением степени их химической
зрелости (возраста). Часто для обозначения групп углей применяют их сочетание
или дополнительные индексы, подразделяющие группы углей на подгруппы.
Систематизация углей по группам имаркам представляет собой
их классификацию.
Подготовка углей к коксованию
Качество полученного кокса зависит в значительной мере от подготовки углей и
правильности составления угольной шихты. На коксохимические заводы уголь
поступает обычно с многих шахт и углеобогатительных фабрик, и специалист
должен не только знать свойства и состав углей, но и умело...
лек30
9. Электрооборудование доменных цехов
205. Необходимо соответствие
электрооборудования и его эксплуатации.
206. Электроснабжение доменных цехов
выполняется в соответствии с требованиями ПУЭ по первой категории.
207. Небронированные кабели и провода в
производственных помещениях прокладываются в стальных трубах.
208. Кабельные трассы, проложенные на
внутренних стенах рабочей площадки печи, защищаются от прямого воздействия
расплавленного металла и газов.
209. Помещения машинных залов и
распределительных устройств оборудуются принудительной вентиляцией с подачей
чистого воздуха и его подогревом в холодное время. Вентиляция этих помещений
обеспечивает избыточное давление воздуха.
210. Стены помещений распределительных
устройств разливочных машин и воздухонагревателей предусматриваются
теплоизолированные.
211. В машинных залах печей места установки
лебедок и электрооборудования отделяются остекленной перегородкой.
212. Все неизолированные токоведущие части
электрооборудования, установленного вне электротехнических помещений,
оборудуются сплошными ограждениями, снятие или открывание которых возможно
при помощи ключей или инструментов.
213. Для сменного персонала службы
оборудования (электриков, механиков) предусматриваются помещения,
оборудованные вентиляцией, отоплением, прямой телефонной связью с диспетчером
цеха и связью АТС.
214. На печах для безопасного обслуживания
тельферов и кран-балок воздухонагревателей устраиваются площадки.
215. Для ремонта и замены электродвигателей
массой более 80 кг предусматриваются грузоподъемные средства.
216. Электрооборудование для исследовательских
работ, установленное на площадках, расположенных на шахте печи, защищается от
попадания на него воды и шихтовых материалов.
217. Здания и сооружения доменного цеха
оборудуются молниезащитой.
^ 20.
Применение радиоактивных веществ
218. Использование радиоактивных веществ в
доменном производстве осуществляется в соответствии с технологическим
регламентом.
219. Транспортирование, хранение, учет и
работа с радиоактивными веществами производятся с соблюдением санитарных
правил и норм «Санитарно-гигиенические требования по обеспечению радиационной
безопасности», утвержденные приказом Министра здравоохранения Республики
Казахстан от 31 января 2003 года № 97.
220. Выбор и закладка радиоактивных веществ
производится с учетом времени службы исследуемого объекта, с тем, чтобы к
началу ремонта активность заложенных веществ не превышала нормы.
В случае ремонта обследуемого объекта раньше
времени периода полураспада радиоактивного вещества применяются защитные меры
и средства (защитные экраны, манипуляторы для извлечения материалов и тому
подобное).
Способ и порядок закладки радиоактивных
препаратов заранее разрабатываются и утверждаются техническим руководителем
организации по согласованию с органами санитарного контроля.
221. При разборке футеровки печи, в которую
заложены радиоактивные вещества для контроля за ее разгаром, производство
взрывных работ не допускается. Удаление загрязненной радиоактивными
веществами футеровки производится путем вырубки с применением мер для защиты
воздуха от загрязнения радиоактивной пылью.
Удаленную футеровку, загрязненную
радиоактивной пылью, собирают в контейнеры для радиоактивных отходов и
отправляют на пункты захоронения.
222. Введением в кладку печи счетчиков,
измеряющих радиоактивность, исключается опасность прорывов чугуна, шлака или
просачивания газов. Радиоактивные препараты, помещаются в кладку печи, в
металлической оболочке, расплавляющейся при соприкосновении с жидким чугуном.
223. При проведении работ, связанных с
растворением радиоактивных веществ в продуктах плавки, принимаются меры
против облучения людей радиоактивным металлом и шлаком дозами, превышающими
допустимые. Для этого до введения радиоактивных веществ в продукты плавки
определяется предельно-допустимая их концентрация и рассчитывается
максимальная активность.
224. Для растворения в продуктах плавки
используются вещества с коротким периодом полураспада с таким расчетом, чтобы
они успели распасться прежде, чем готовая продукция выйдет с завода. В
зависимости от вида излучения отдается предпочтение бета-активным веществам с
большой энергией частиц.
225. Выходящие с завода металл и шлак, в
которых растворены радиоактивные вещества, контролируются дозиметрическими
приборами. При обнаружении в этих материалах концентрации радиоактивных
веществ выше допустимых норм, их подвергают захоронению как радиоактивные
отбросы.
226. При установке контролирующих приборов с
радиоактивными веществами предусматривается соответствующая защита,
обеспечивающая уровень радиации на рабочих местах в пределах допустимой
санитарной нормы.
227. Все возможные виды внешнего
радиоактивного излучения, из мест закладки радиоактивных препаратов,
контролируются соответствующими дозиметрическими приборами.
228. Персонал, работающий с радиоактивными
изотопами, допускается к работе после обучения.
^ 21.
Профилактические осмотры и ремонты
агрегатов и оборудования
229. Общие требования:
1) оборудование доменных цехов подвергается
осмотрам и ремонтам (текущим и капитальным) в сроки, предусмотренные
графиками, утвержденными техническим руководителем организации. Основные
агрегаты после капитального ремонта вводятся в эксплуатацию после приемки их
комиссией, назначенной техническим руководителем организации с участием
представителя территориального подразделения уполномоченного органа. Приемка
оборудования оформляется актом.
Проведение ремонтов в доменном производстве
предусматривается в соответствии с Общими требованиями промышленной
безопасности. Часть 1, часть 2, утвержденными приказом Министра по
чрезвычайным ситуациям Республики Казахстан от 29 декабря 2008 года № 219.
Не допускается приемка в эксплуатацию
агрегатов и оборудования с отступлениями от настоящих Требований;
2) агрегаты и оборудование, остановленные на
ремонт, отключаются от действующего оборудования и трубопроводов (газа, пара,
воздуха и другое);
3) перед ремонтом оборудования отключается
подача электроэнергии к электроприемникам, электросхемы разбираются, а на
пусковых устройствах и рукоятках рубильников вывешивается плакат «Не
включать! Работают люди». Снимать предупредительный плакат и включать
оборудование и трубопроводы в работу допускается с разрешения руководителя
работы (лица контроля).
Допуск людей в зону ремонта без защитных касок
не допускается;
4) в каждой организации составляется перечень
работ выполняемых по нарядам-допускам, с оформлением проекта организации
работ. Наладочные работы и осмотры механизмов в действии осуществляются в
соответствии с технологическим регламентом организации;
5) при производстве ремонтных работ на высоте
безопасный доступ к местам работы обеспечивается путем устройства лестниц,
рештовок, подвесных площадок или люлек, соответствующих СНиП РК 1.03-05-2001.
На рештовках указывается их грузоподъемность.
В случае выполнения работ на высоте в два и
более ярусов между ними устраиваются прочные перекрытия. При выполнении работ
на высоте без рештовок и люлек применяются предохранительные пояса.
Рештовки, лестницы, подвесные площадки и
люльки после сооружения принимаются комиссией с оформлением акта приемки;
6) все проемы в площадках, перекрытиях
ограждаются перилами с обортовкой, а люки для прохода людей закрываются
крышками на петлях;
7) сбрасывание с высоты различных материалов и
деталей оборудования не допускается;
8) необходимо механизировать подъем и
перемещение тяжестей (деталей оборудования, конструкций, строительных
материалов и тому подобное) при ремонтах.
Не допускается использование газопроводов и их
несущих колонн как опоры для подъема груза;
9) при организации строительной площадки для
ремонтных работ и размещении складов материалов предусматриваются переходы
через железнодорожные пути.
При складировании леса, кирпича и других
строительных материалов необходимо соблюдать следующие требования:
площадка - ровная и чистая;
кирпич складывается с перевязкой в штабели
высотой не более 1,8 м, а тяжеловесный огнеупорный кирпич - высотой не более
1,4 м;
проходы между штабелями материалов имеют
ширину не менее 1 м, огнеупорные материалы защищаются от увлажнения,
порошковые материалы хранятся отдельно в закрытых помещениях или закромах,
исключающих возможность их загрязнения и увлажнения;
10) в проектах организации ремонтных работ
предусматриваются безопасные проходы к рабочим местам, мастерским, к местам
отдыха рабочих и другие. За состоянием проходов и мест отдыха в течение всего
времени производства ремонта организовывается систематический контроль. Места
производства ремонтных работ и все проходы освещаются согласно действующим
нормам; систематически убирается мусор и отходы материала;
11) кислород к месту производства
автогенно-сварочных работ подводится от распределительной рампы. Подача
кислорода в баллонах допускается в исключительных случаях с соблюдением
требований подпункта 14) пункта 124;
12) при повышении концентрации вредных
примесей в воздухе на участке ведения ремонтных работ выше допустимых норм,
все работающие на этом участке выводятся в безопасные места;
13) разборка лесов производится сверху вниз по
этажам и ярусам. Не допускается применение других способов. По мере разборки
все элементы лесов опускаются вниз на тросах или канатах при помощи блоков и
лебедок. Перед разборкой леса очищаются от мусора. Разборка лесов
производится под наблюдением лица контроля;
14) после окончания ремонтных работ у каждого
агрегата убирается мусор, оставшиеся материалы, восстанавливаются все
ограждения, а оборудование окрашивается в соответствии с ремонтной
ведомостью.
По окончании ремонтных работ проводится учет
людей, работавших внутри печи, в засыпном аппарате, в воздухонагревателях,
пылеуловителях и тому подобное;
15) для хранения оборудования и запаса деталей
в цехе предусматриваются складские помещения, оборудованные грузоподъемными
средствами и подъездными путями.
230. Ремонт засыпных аппаратов и колошниковых
устройств:
1) ремонты засыпных аппаратов и колошниковых
устройств производятся с соблюдением следующих требований:
на проведение каждого ремонта большого конуса
и чаши составляется проект организации работ, предусматривающий меры
безопасности и утвержденный техническим руководителем организации;
при необходимости загрузка материалов в печь
прекращается;
работы производятся не менее чем двумя
рабочими с назначением ответственного лица по наряду-допуску и под
наблюдением газоспасателя;
2) смена засыпных аппаратов и защитных
сегментов производятся при остановке печи с зажиганием газа на колошнике, с
засыпкой шихты гранулированным шлаком или мелкой рудой. При этом сопла
снимаются, а фурмы плотно забиваются огнеупорной массой.
Производство работ допускается при постоянном
контроле газоспасателей и систематическом отборе проб воздуха на содержание
вредных примесей.
231. Ремонт доменных печей, воздухонагревателей
и пылеуловителей:
1) перед каждой остановкой доменной печи на
капитальный ремонт составляется проект организации работ по ремонту печи,
утвержденный техническим руководителем организации и техническим
руководителем ремонтной организации, и проект организации работ по остановке
и задувке печи, утвержденный техническим руководителем организации;
2) одновременно с капитальными ремонтами и
реконструкцией доменных печей выполняются капитальные ремонты
воздухонагревателей. Воздухонагреватели, нуждающиеся в безотлагательных
ремонтах, ремонтируются, не ожидая ремонта доменных печей;
3) после отключения и остановки доменной печи
пылеуловители и газопроводы пропариваются и вентилируются;
4) кожухи доменных печей после капитального
ремонта или реконструкции, кожухи воздухопроводов, пылеуловителей и
воздухонагревателей после капитальных ремонтов перед вводом в эксплуатацию
испытываются на прочность и плотность в соответствии со СНиП РК 5.04-18-2002.
Воздухонагреватели в случае сохранения в них футеровки испытанию на плотность
не подвергаются;
5) при капитальных ремонтах кладка лещади и
стен горна восстанавливается полностью в соответствии с проектной толщиной.
Не допускается оставление в лещади и фундаменте чугунного козла;
6) при производстве капитальных ремонтов
наружные поверхности воздухопроводов, воздухонагревателей, пылеуловителей и
других металлоконструкций окрашиваются;
7) работы, связанные с нахождением рабочих
внутри печи, производятся с соблюдением следующих требований:
вентиляцией рабочих мест обеспечивается
содержание вредных веществ в воздушной среде в соответствии с требованиями
санитарных норм; состояние воздушной среды контролируется до начала ремонтных
работ и в процессе их выполнения;
для людей, работающих внутри печи,
предусматриваются помосты или подвесные люльки; производство работ, стоя на
материалах не допускается;
исключается падение и обрушение зависших
шихтовых материалов, огнеупорной кладки и металлоконструкций на работающих; о
производстве работ в газоопасных местах заблаговременно извещается
газоспасательная служба;
8) до начала ремонта доменной печи площадь
вокруг печи, площадки и лестницы печи, воздухонагревателей, пылеуловителей и
другого оборудования очищается от пыли и мусора;
Скачано с www.znanio.ru

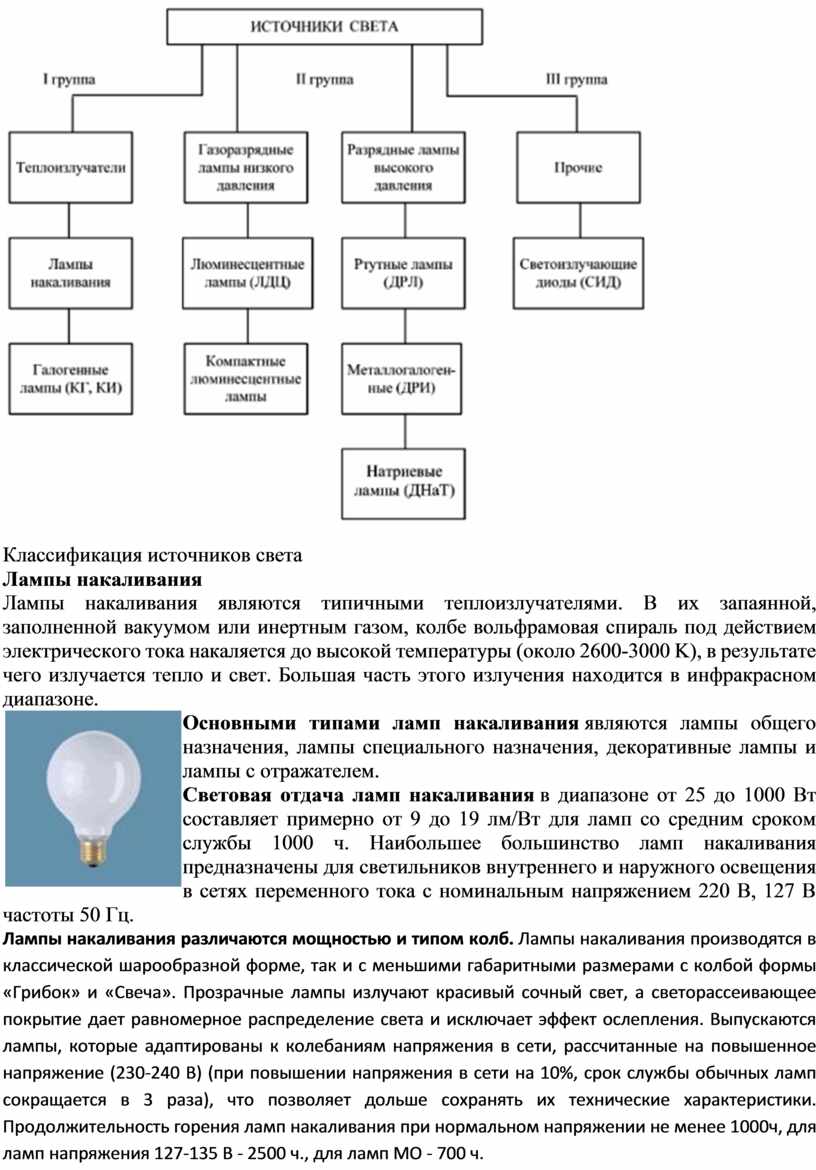
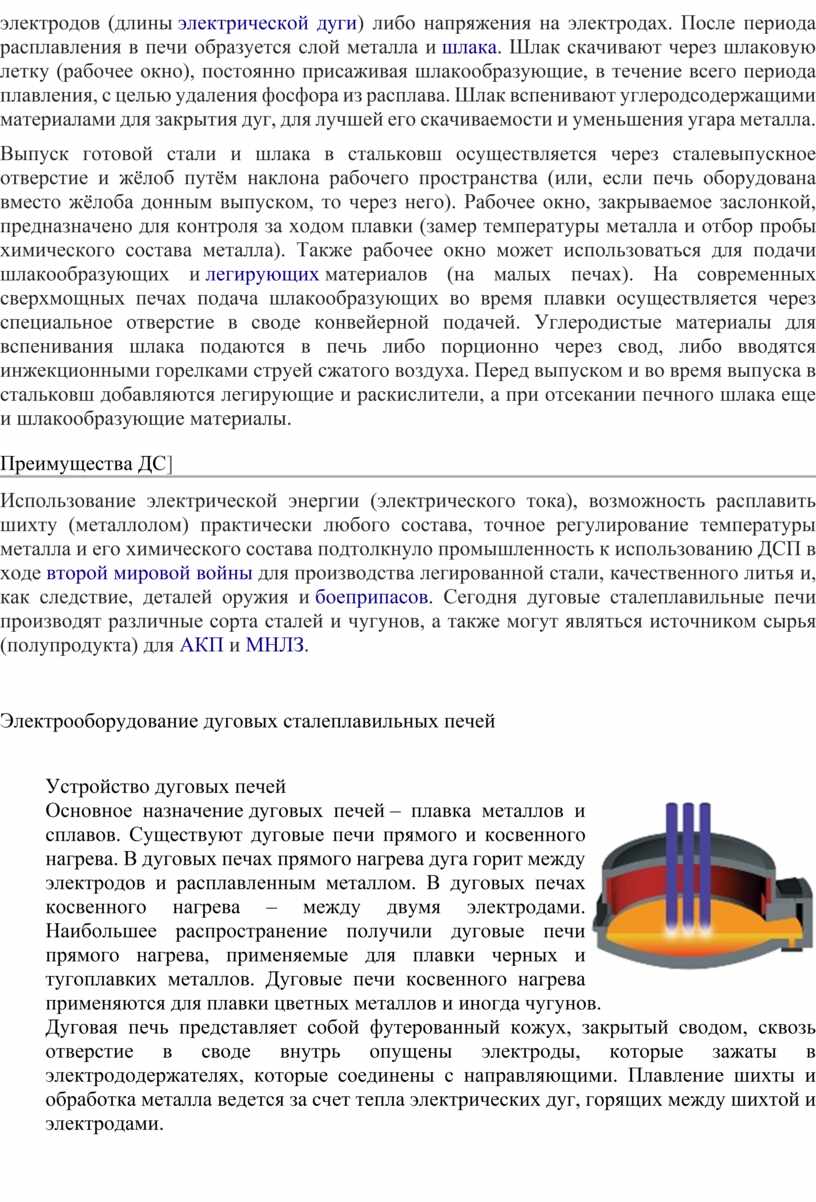
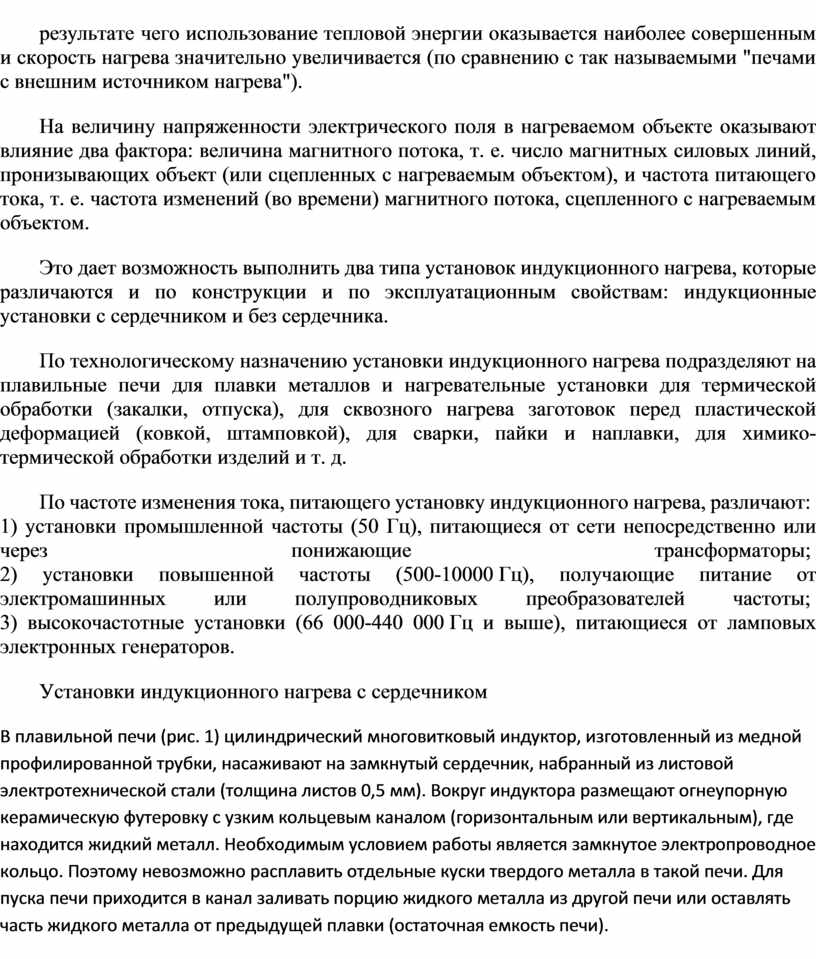
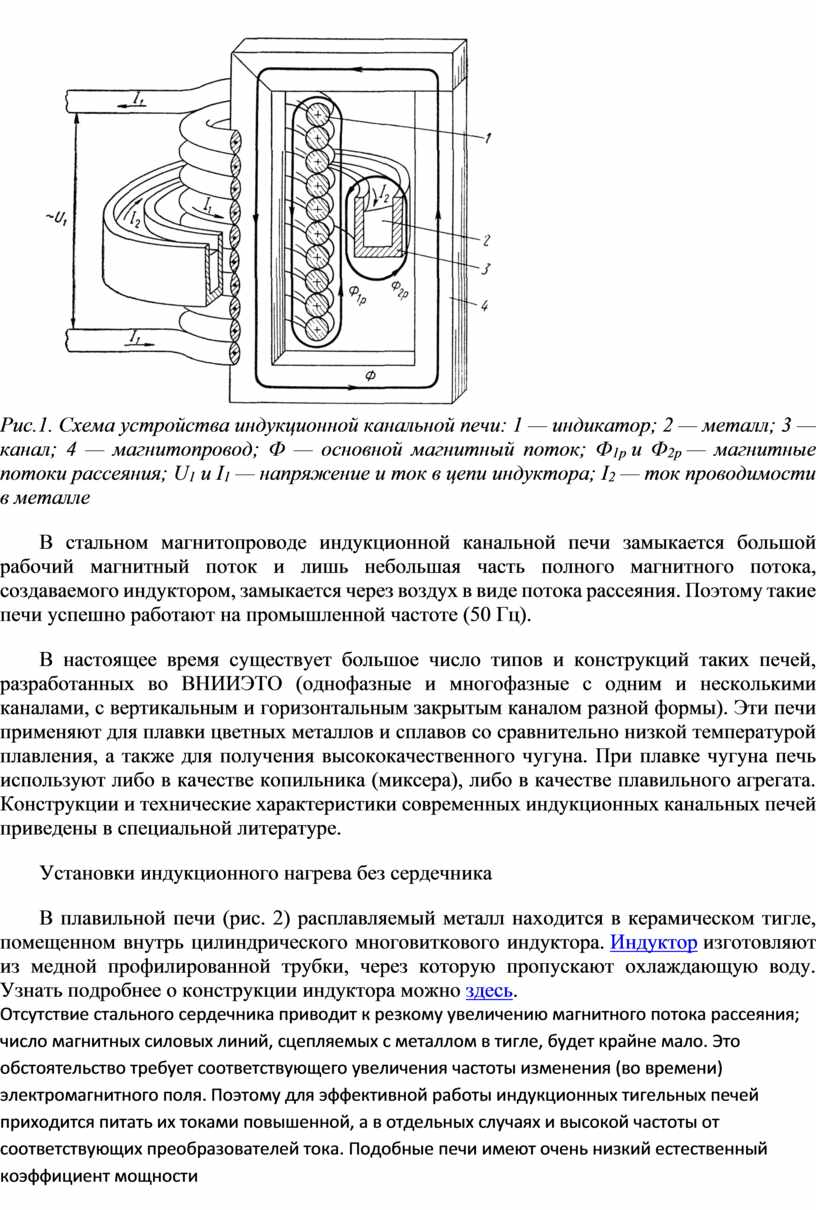



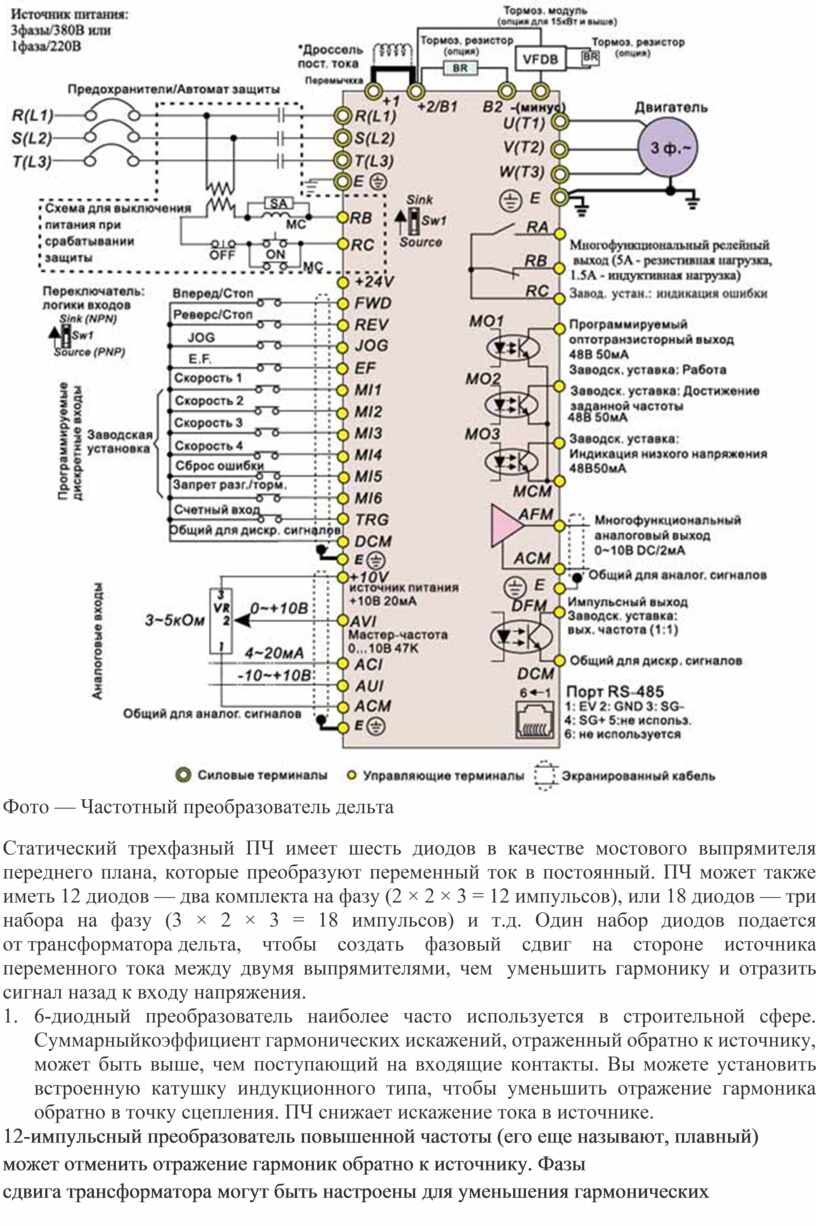
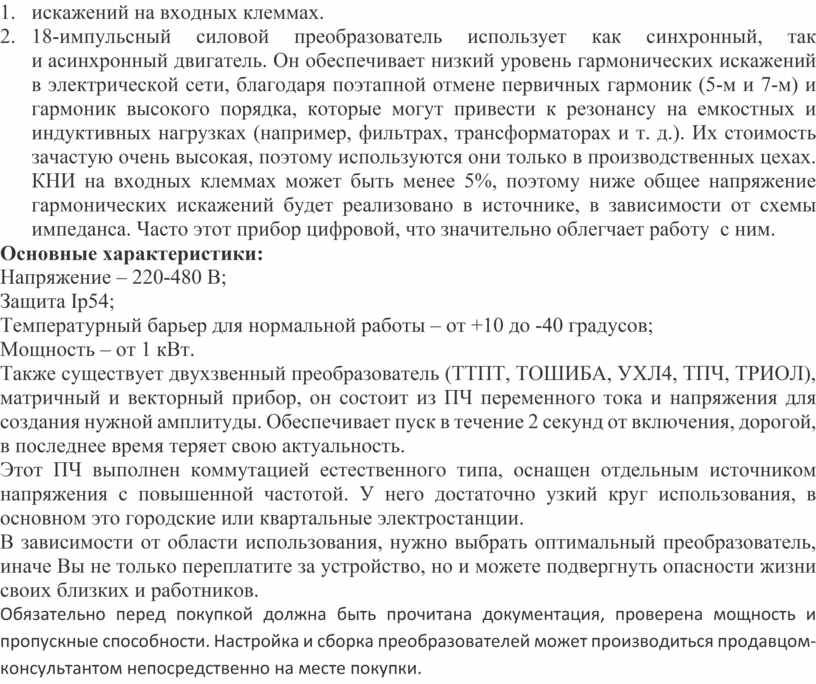
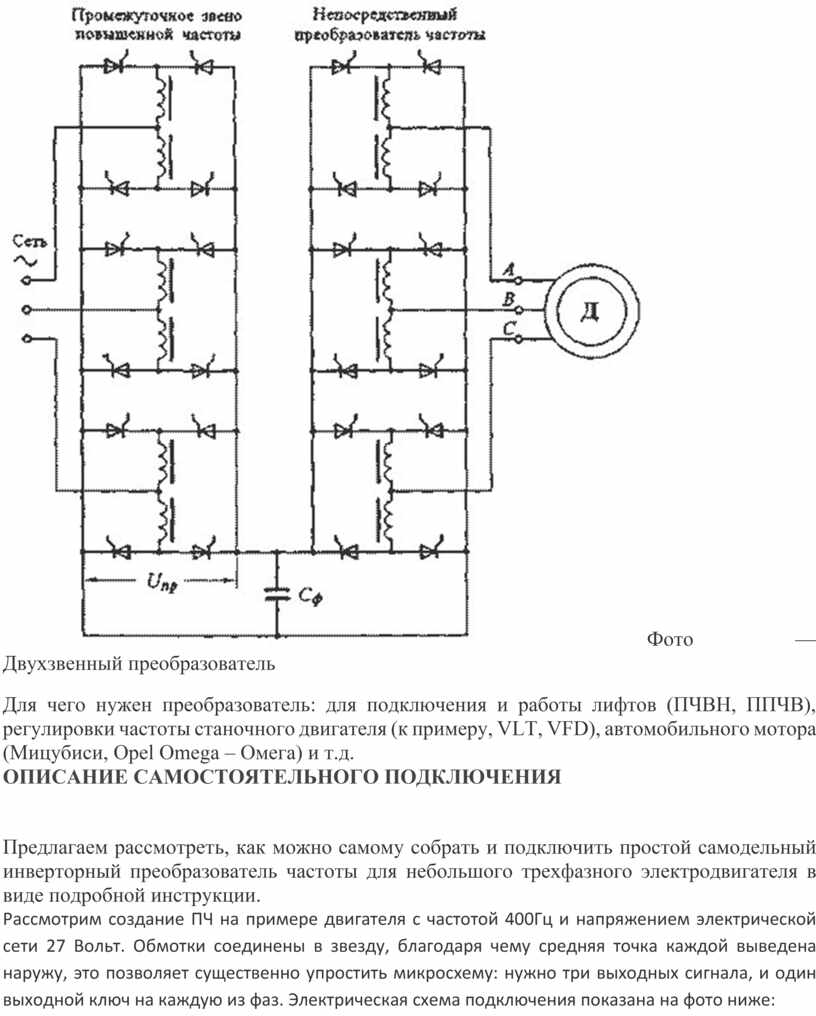
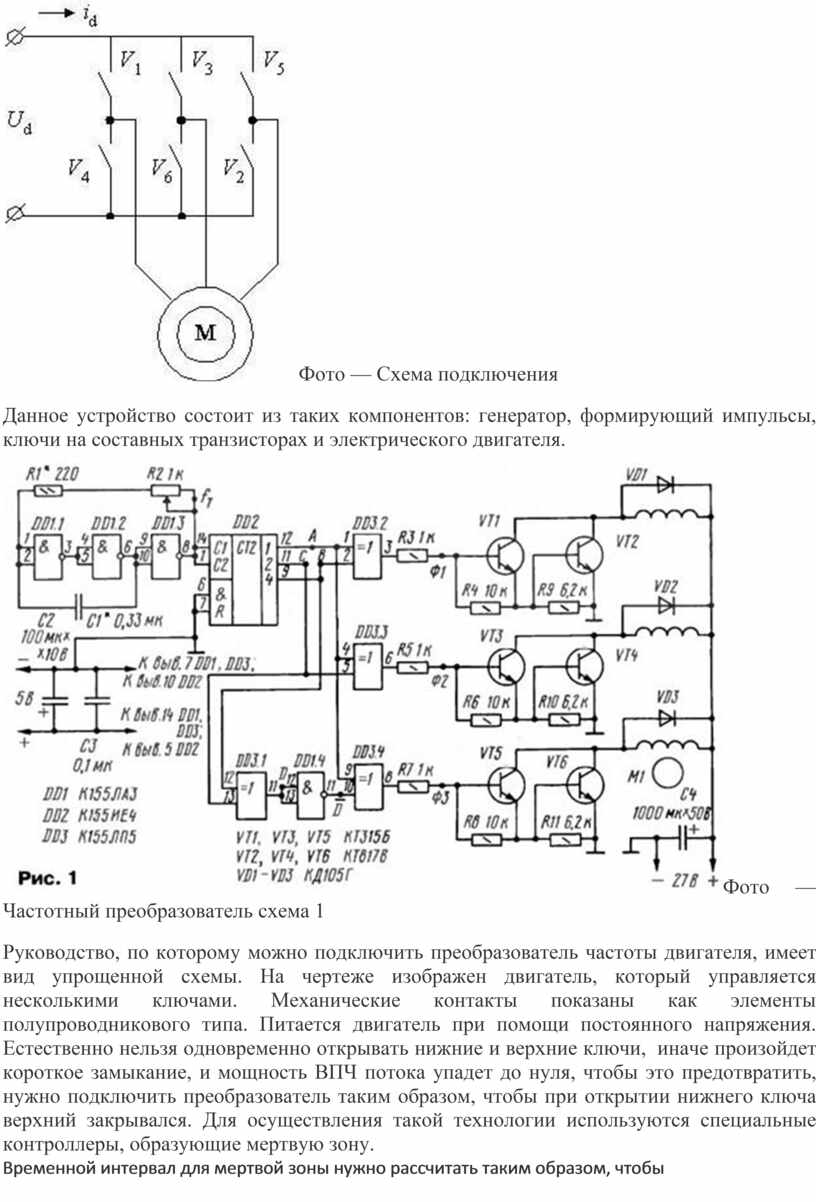
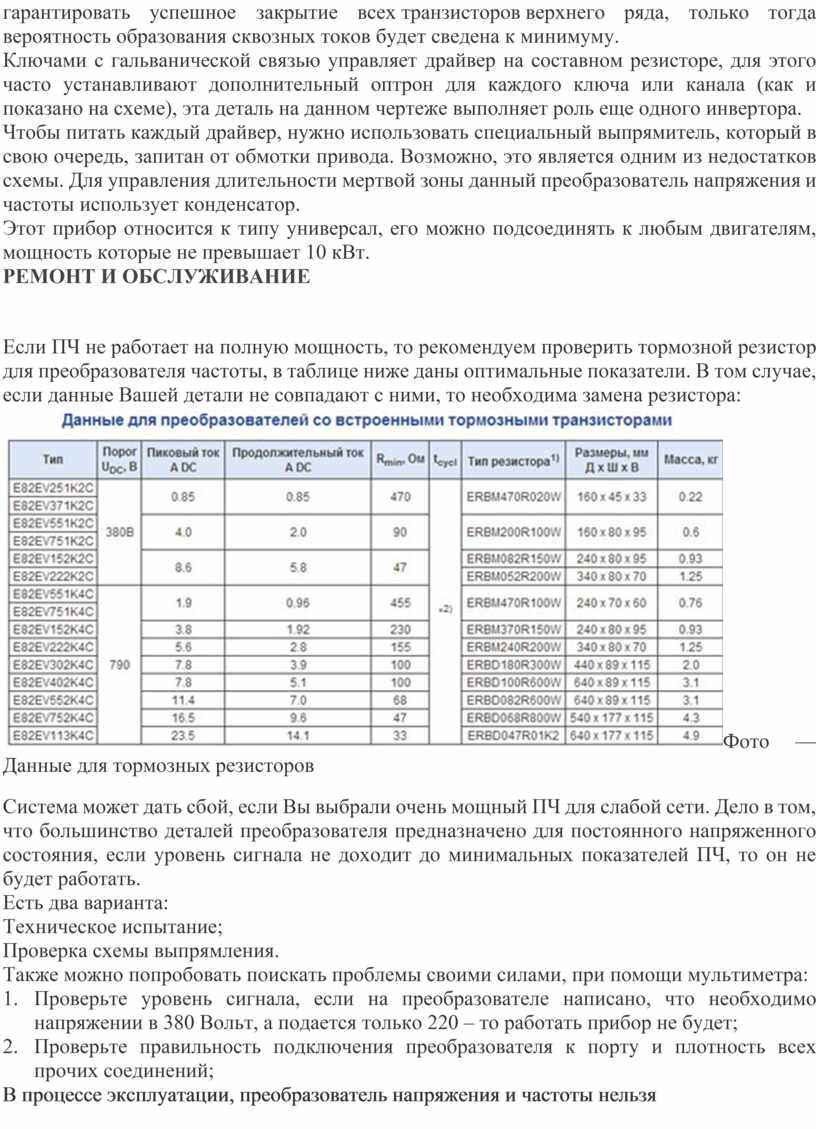
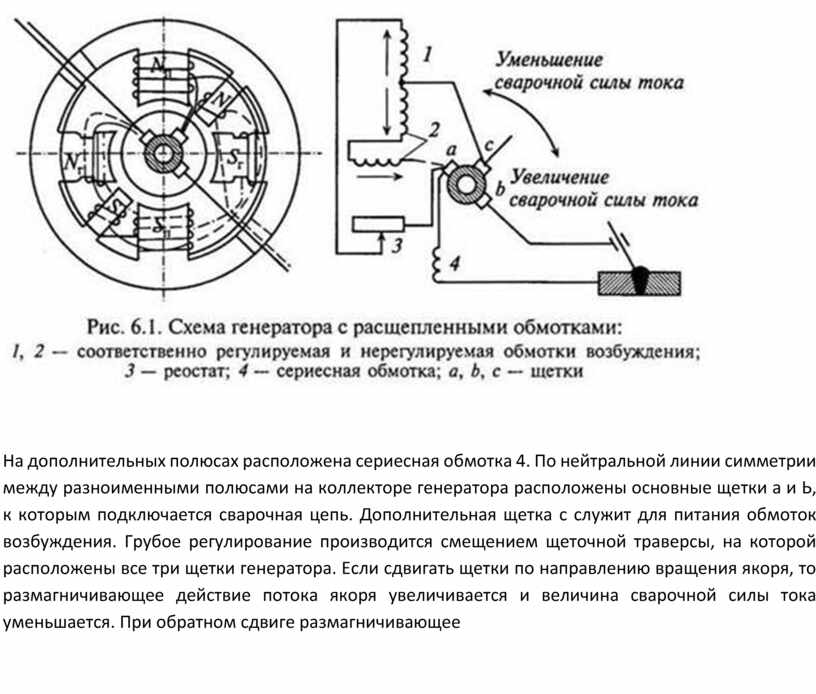
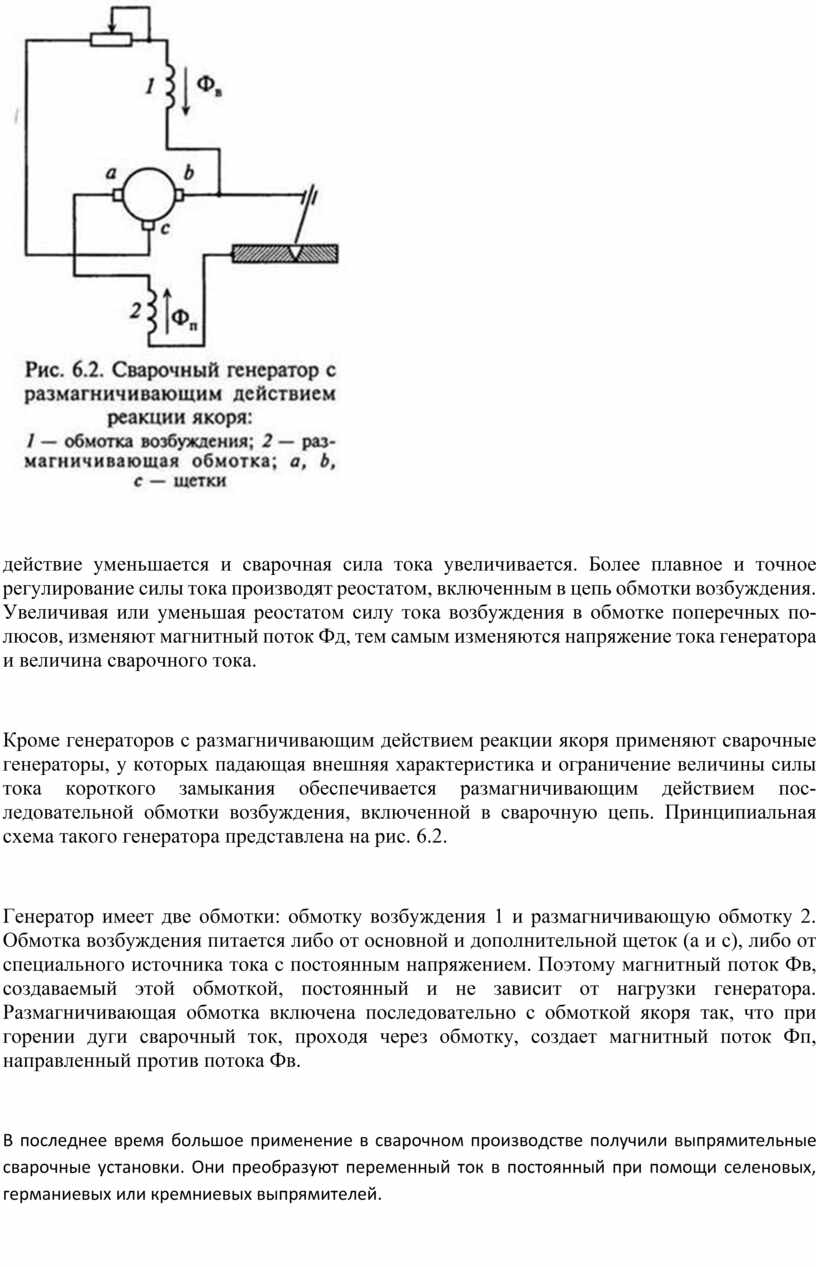

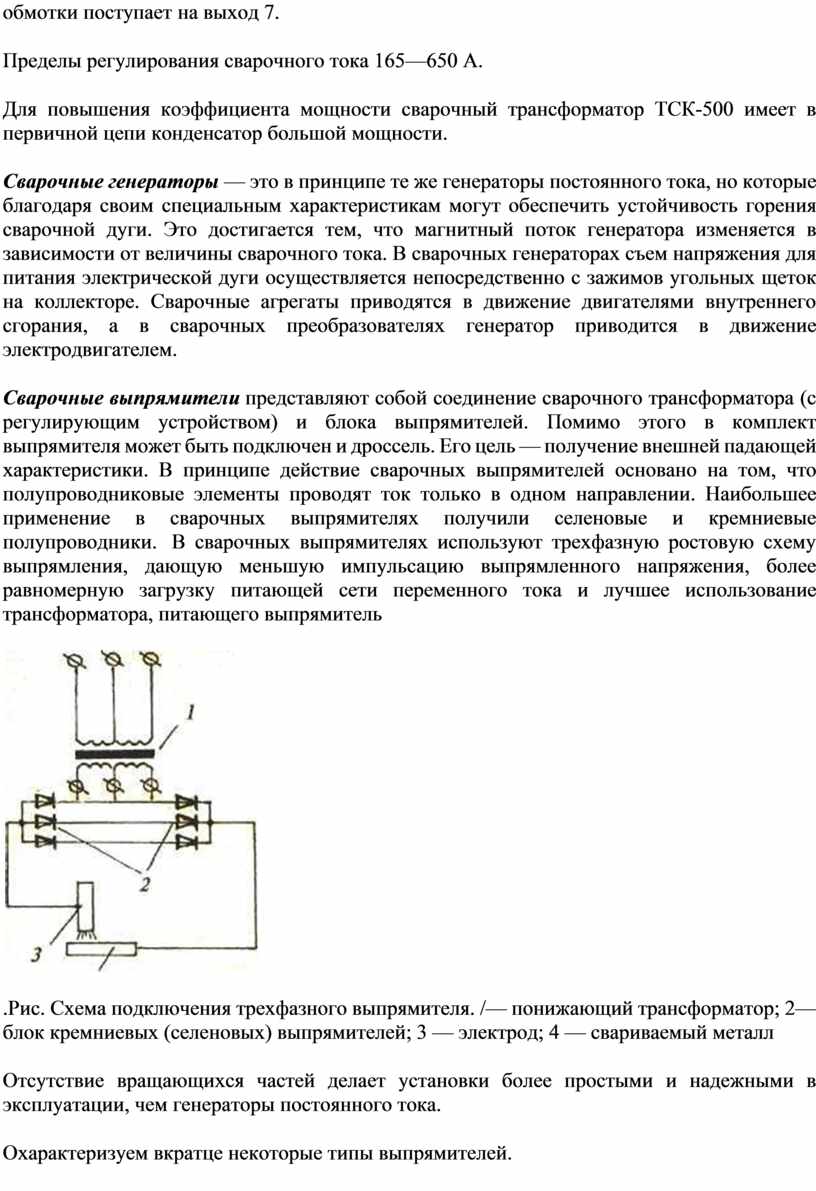
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
 Принципиально различают три способа
производства света: термоизлучение, газовый разряд низкого и высокого
давления.
Принципиально различают три способа
производства света: термоизлучение, газовый разряд низкого и высокого
давления.
 Основными типами ламп накаливания
Основными типами ламп накаливания Галогенные лампы накаливания по структуре
и принципу действия сравнимы с лампами накаливания. Но они содержат в
газе-наполнителе незначительные добавки галогенов (бром, хлор, фтор, йод) или
их соединения. С помощью этих добавок возможно в определенном температурном
интервале практически полностью устранить потемнение колбы (вызванное
испарением атомов вольфрама) и обусловленное этим уменьшение светового
потока. Поэтому размер колбы в галогенных лампах накаливания может быть
сильно уменьшен, вследствие чего с одной стороны можно повысить давление в
газе-наполнителе, и с другой стороны становится возможным применение дорогих
инертных газов криптон и ксенон в качестве газов-наполнителей.
Галогенные лампы накаливания по структуре
и принципу действия сравнимы с лампами накаливания. Но они содержат в
газе-наполнителе незначительные добавки галогенов (бром, хлор, фтор, йод) или
их соединения. С помощью этих добавок возможно в определенном температурном
интервале практически полностью устранить потемнение колбы (вызванное
испарением атомов вольфрама) и обусловленное этим уменьшение светового
потока. Поэтому размер колбы в галогенных лампах накаливания может быть
сильно уменьшен, вследствие чего с одной стороны можно повысить давление в
газе-наполнителе, и с другой стороны становится возможным применение дорогих
инертных газов криптон и ксенон в качестве газов-наполнителей. Галогенные лампы накаливания отличаются
особой компактностью, существенно более белым светом, улучшенной
цветопередачей, двойным сроком службы.
Галогенные лампы накаливания отличаются
особой компактностью, существенно более белым светом, улучшенной
цветопередачей, двойным сроком службы.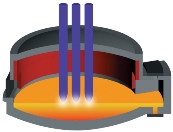 Основное назначение
Основное назначение Установка дуговой печи включает в
свой состав, кроме собственно печи и ее механизмов с электро- или
гидроприводом, также комплектующее электрооборудование: печной
трансформатор, токопроводы от трансформатора к электродам дуговой печи —
так называемую короткую сеть, распределительное устройство (РУ) на стороне
высшего напряжения трансформатора с печными выключателями; регулятор
мощности; щиты и пульты управления, контроля и сигнализации;
программирующее устройство для управления режимом работы печи и др.
Установка дуговой печи включает в
свой состав, кроме собственно печи и ее механизмов с электро- или
гидроприводом, также комплектующее электрооборудование: печной
трансформатор, токопроводы от трансформатора к электродам дуговой печи —
так называемую короткую сеть, распределительное устройство (РУ) на стороне
высшего напряжения трансформатора с печными выключателями; регулятор
мощности; щиты и пульты управления, контроля и сигнализации;
программирующее устройство для управления режимом работы печи и др. В этой связи для установок печей
характерно наличие специальной печной подстанции с трансформатором и РУ. В
новых установках применяются шкафы комплектных распределительных устройств
(КРУ), выполненных по унифицированным схемам. Печные подстанции располагают
в непосредственной близости от печей. Щиты и пульты управления для
установок дуговых сталеплавильных печей емкостью до 12 т размещают в
пределах печной подстанции с обслуживанием пультов из цеха (с рабочей
площадки). Для более крупных печей могут предусматриваться отдельные
пультовые помещения с удобным, обзором рабочих окон печей.
В этой связи для установок печей
характерно наличие специальной печной подстанции с трансформатором и РУ. В
новых установках применяются шкафы комплектных распределительных устройств
(КРУ), выполненных по унифицированным схемам. Печные подстанции располагают
в непосредственной близости от печей. Щиты и пульты управления для
установок дуговых сталеплавильных печей емкостью до 12 т размещают в
пределах печной подстанции с обслуживанием пультов из цеха (с рабочей
площадки). Для более крупных печей могут предусматриваться отдельные
пультовые помещения с удобным, обзором рабочих окон печей. Короткая сеть
дуговой печи состоит из ошиновки в трансформаторной камере, гибкой
кабельной гирлянды, трубошин, электрододержателя и электрода,
перемещающихся вместе с кареткой. На дуговых печах емкостью до 10 т
используют схему «звезда на электродах», когда вторичные обмотки печного
трансформатора соединены в треугольник на выходе из камеры. Другие схемы
короткой сети, позволяющие уменьшить ее реактивное сопротивление, применяют
на более мощных печах.
Короткая сеть
дуговой печи состоит из ошиновки в трансформаторной камере, гибкой
кабельной гирлянды, трубошин, электрододержателя и электрода,
перемещающихся вместе с кареткой. На дуговых печах емкостью до 10 т
используют схему «звезда на электродах», когда вторичные обмотки печного
трансформатора соединены в треугольник на выходе из камеры. Другие схемы
короткой сети, позволяющие уменьшить ее реактивное сопротивление, применяют
на более мощных печах. В печах емкостью более 20 т с целью
увеличения производительности и облегчения труда сталеваров
предусматриваются устройства для перемешивания жидкой ванны металла,
основанные на принципе бегущего магнитного поля. Под днищем печи из
немагнитного материала размещается статор с двумя обмотками, токи которых-
сдвинуты по фазе на 90°. Создаваемое статорными обмотками бегущее поле
приводит в движение слои металла. При переключении обмоток возможно
изменение направления движения металла. Частота тока в статоре
перемешивающего устройства от 0,3 до 1,1 Гц. Питание устройства
производится от электромашинного преобразователя частоты.
В печах емкостью более 20 т с целью
увеличения производительности и облегчения труда сталеваров
предусматриваются устройства для перемешивания жидкой ванны металла,
основанные на принципе бегущего магнитного поля. Под днищем печи из
немагнитного материала размещается статор с двумя обмотками, токи которых-
сдвинуты по фазе на 90°. Создаваемое статорными обмотками бегущее поле
приводит в движение слои металла. При переключении обмоток возможно
изменение направления движения металла. Частота тока в статоре
перемешивающего устройства от 0,3 до 1,1 Гц. Питание устройства
производится от электромашинного преобразователя частоты. В установках дуговых печей
используются специально предназначенные для них трехфазные- масляные трансформаторы.
Мощность печного трансформатора является после емкости вторым важнейшим
параметром дуговой печи и определяет длительность расплавления металла, что
в значительной степени сказывается на производительности печи. Полное время
плавки стали в дуговой печи составляет до 1—1,5 ч для печей емкостью до 10
т и до 2,5 ч для печей емкостью до 40 т.
В установках дуговых печей
используются специально предназначенные для них трехфазные- масляные трансформаторы.
Мощность печного трансформатора является после емкости вторым важнейшим
параметром дуговой печи и определяет длительность расплавления металла, что
в значительной степени сказывается на производительности печи. Полное время
плавки стали в дуговой печи составляет до 1—1,5 ч для печей емкостью до 10
т и до 2,5 ч для печей емкостью до 40 т. Для обеспечения возможности
регулирования напряжения дуговых печей питающие их трансформаторы выполняют
с несколькими ступенями низкого напряжения, обычно с переключением отпаек
обмотки высокого напряжения (12 ступеней и более). Трансформаторы мощностью
до 10000 кВ-А снабжены переключающим устройством ПБВ. Более мощные
трансформаторы имеют переключающее устройство РПН. Для небольших печей
применяют две — четыре ступени, а также простейший способ регулирования
напряжения — переключение обмотки высокого напряжения (ВН) с треугольника
на звезду.
Для обеспечения возможности
регулирования напряжения дуговых печей питающие их трансформаторы выполняют
с несколькими ступенями низкого напряжения, обычно с переключением отпаек
обмотки высокого напряжения (12 ступеней и более). Трансформаторы мощностью
до 10000 кВ-А снабжены переключающим устройством ПБВ. Более мощные
трансформаторы имеют переключающее устройство РПН. Для небольших печей
применяют две — четыре ступени, а также простейший способ регулирования
напряжения — переключение обмотки высокого напряжения (ВН) с треугольника
на звезду. Все трансформаторы для питания
дуговых печей снабжают газовой защитой. Газовая защита, как основная защита
печного трансформатора, выполнена двухступенчатой: первая ступень
воздействует на сигнал, вторая отключает установку.
Все трансформаторы для питания
дуговых печей снабжают газовой защитой. Газовая защита, как основная защита
печного трансформатора, выполнена двухступенчатой: первая ступень
воздействует на сигнал, вторая отключает установку. Рассмотрение
конструкций позволяет показать на возможные способы регулирования её
электрического режима:
Рассмотрение
конструкций позволяет показать на возможные способы регулирования её
электрического режима: Дуговые
сталеплавильные печи являются мощным и неприятным потребителем для
энергосистемы. Она работает с низким коэффициентом мощности = 0,7 – 0,8,
потребляемая из сети мощность меняется в течение плавки, а эл. режим
характеризуется частыми толчками тока, вплоть до обрыва дуги
эксплуатационных коротких замыканиях. Дуги генерируют высокочастотные
гармоники, нежелательные для других потребителей и вызывающие
дополнительные потери в питающей сети.
Дуговые
сталеплавильные печи являются мощным и неприятным потребителем для
энергосистемы. Она работает с низким коэффициентом мощности = 0,7 – 0,8,
потребляемая из сети мощность меняется в течение плавки, а эл. режим
характеризуется частыми толчками тока, вплоть до обрыва дуги
эксплуатационных коротких замыканиях. Дуги генерируют высокочастотные
гармоники, нежелательные для других потребителей и вызывающие
дополнительные потери в питающей сети.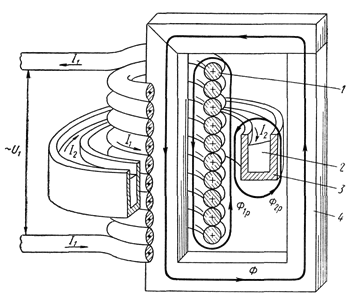



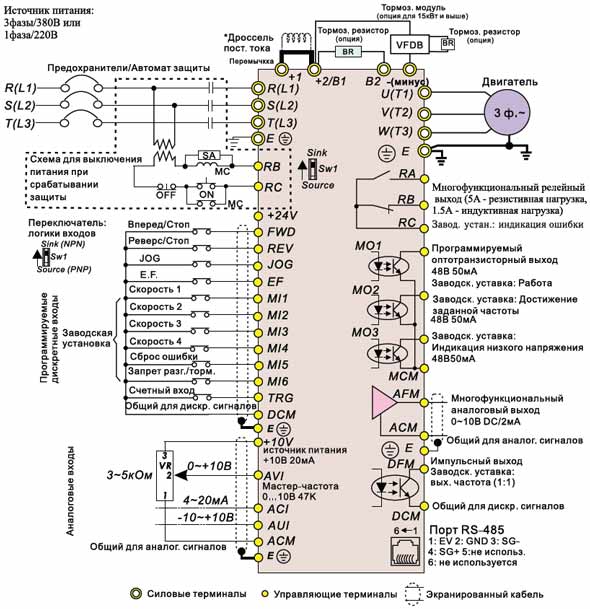
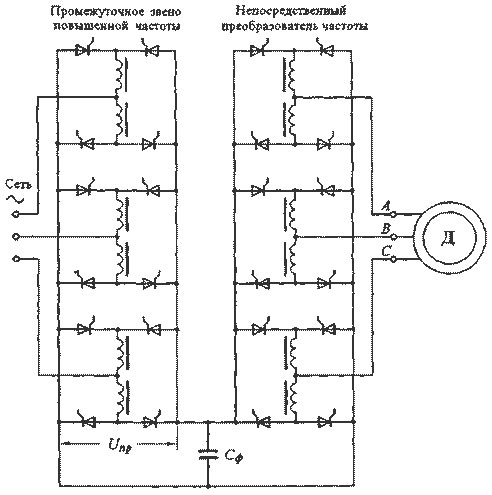
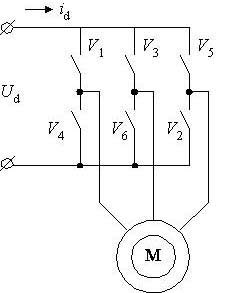
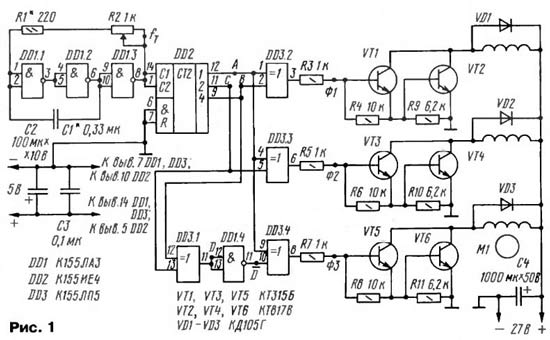


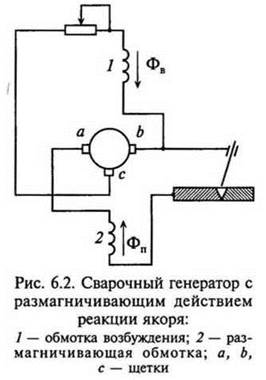
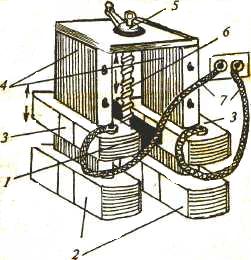
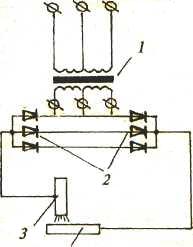


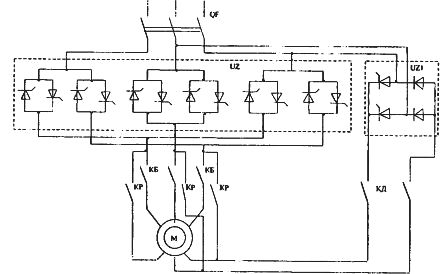

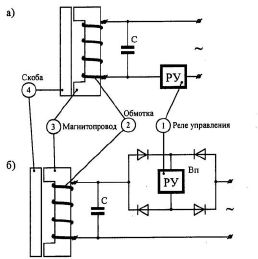


 находят
по мощности на валу механизма с учётом потерь в промежуточных механических
передачах.
находят
по мощности на валу механизма с учётом потерь в промежуточных механических
передачах. ,
кВт определяют по приближённой формуле(1)
,
кВт определяют по приближённой формуле(1)
 ;
;  –
работа,
–
работа,  ,
изотермического и адиабатического сжатия 1
,
изотермического и адиабатического сжатия 1  атмосферного
воздуха давлением
атмосферного
воздуха давлением  Па
до требуемого давления
Па
до требуемого давления  ,
Па; для давлений до
,
Па; для давлений до  значения
А указаны ниже:
значения
А указаны ниже:

 –
КПД механической передачи между компрессором и двигателем, его значения лежат
в пределах 0,9 – 0,95;
–
КПД механической передачи между компрессором и двигателем, его значения лежат
в пределах 0,9 – 0,95;  ,
кВт можно вычислить по формуле:
,
кВт можно вычислить по формуле:  (2)
(2) ;
Н – напор (давление) газа, Па;
;
Н – напор (давление) газа, Па;  –
КПД вентилятора, равный 0,5 – 085 для осевых, 0,4 – 0,7 для центробежных
вентиляторов;
–
КПД вентилятора, равный 0,5 – 085 для осевых, 0,4 – 0,7 для центробежных
вентиляторов;  –
КПД механической передачи;
–
КПД механической передачи;