В производстве крепежных изделий используются несколько технологий изготовления гайки - точение, горячая штамповка, холодная штамповка и др. Все технологии придают изделию определенную форму (круглая, четырехугольная, шестигранная), но основная составляющая гайки - это резьба, которая является основой для создания крепежных соединений. Применимость гайки в тех или иных сферах обуславливается формой и размерами, а также механическими свойствами.
Токарная обработка детали «Гайка специальная»
В производстве крепежных изделий используются несколько технологий
изготовления гайки точение, горячая штамповка, холодная штамповка и др. Все
технологии придают изделию определенную форму (круглая, четырехугольная,
шестигранная), но основная составляющая гайки это резьба, которая является основой
для создания крепежных соединений. Применимость гайки в тех или иных сферах
обуславливается формой и размерами, а также механическими свойствами.
Основной критерий механических свойств гайки, определяющий ее класс прочности
это напряжение от пробной нагрузки Sp, Н/мм2, в соответствии с ГОСТ Р 526282006
«Гайки. Механические свойства и методы испытаний» или ГОСТ Р ИСО 898
«Механические свойства крепежных изделий из углеродистых и легированных сталей.
Часть 2. Гайки установленных классов прочности с крупным и мелким шагом резьбы»
(планируется ввести в 2016 году). Этот показатель зависит от многих факторов, основными
из которых являются характеристики сырья, технология изготовления, операция
термической обработки. В настоящее время наибольшее распространение получили
стальные гайки, изготовленные по технологии холодной объемной штамповки (высадки) на
четырехпозиционных или пятипозиционных прессах из круглого проката
низкоуглеродистой стали (гайки класса прочности 5 и 6) и из проката углеродистой
«Материалы, используемые для изготовления детали, расходный материал».
Для изоготавления детали «Гайка специальная» выбираем сталь 45. Эта сталь
относится к конструкционным углеродистым качественным сталям. Благодаря высокой
выносливости и терпимости к значительным перепадам температуры, сталь 45 применяется
при производстве редукторов. Из данной стали изготавливают валышестерни и зубчатые
колёса, редукторы и т.д. Сталь 45 является относительно дешёвым металлом, что
позволяет производить из неё и цепные приводные звёздочки. После соответствующей
термообработки обеспечивают долгую работоспособность деталей.
Механические свойства в зависимости от сечения
sB, МПа
d5, %
y, % KCU, Дж/м2
s0,2, МПа
Сечение, мм
Закалка 850 °С, отпуск 550 °С. Образцы вырезались из центра заготовок.
15
30
75
640
540
440
780
730
690
16
15
14
50
45
40
98
78
59100 200 300 400 500 600 700 800 900
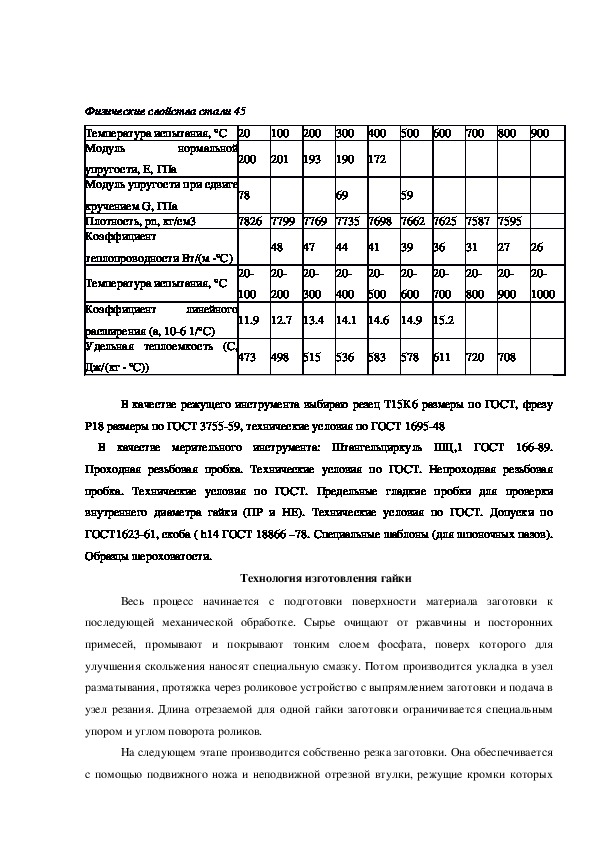
Физические свойства стали 45
нормальной
Температура испытания, °С 20
Модуль
упругости, Е, ГПа
Модуль упругости при сдвиге
кручением G, ГПа
Плотность, pn, кг/см3
Коэффициент
78
теплопроводности Вт/(м ∙°С)
Температура испытания, °С
Коэффициент
линейного
расширения (a, 106 1/°С)
Удельная теплоемкость (С,
Дж/(кг ∙ °С))
200 201 193 190 172
69
59
7826 7799 7769 7735 7698 7662 7625 7587 7595
20
48
20
47
20
44
20
41
20
39
20
36
20
31
20
27
20
26
20
100
200
300
400
500
600
700
800
900
1000
11.9 12.7 13.4 14.1 14.6 14.9 15.2
473 498 515 536 583 578 611 720 708
В качестве режущего инструмента выбираю резец Т15К6 размеры по ГОСТ, фрезу
Р18 размеры по ГОСТ 375559, технические условия по ГОСТ 169548
В качестве мерительного инструмента: Штангельциркуль ШЦ,1 ГОСТ 16689.
Проходная резьбовая пробка. Технические условия по ГОСТ. Непроходная резьбовая
пробка. Технические условия по ГОСТ. Предельные гладкие пробки для проверки
внутреннего диаметра гайки (ПР и НЕ). Технические условия по ГОСТ. Допуски по
ГОСТ162361, скоба ( h14 ГОСТ 18866 –78. Специальные шаблоны (для шпоночных пазов).
Образцы шероховатости.
Технология изготовления гайки
Весь процесс начинается с подготовки поверхности материала заготовки к
последующей механической обработке. Сырье очищают от ржавчины и посторонних
примесей, промывают и покрывают тонким слоем фосфата, поверх которого для
улучшения скольжения наносят специальную смазку. Потом производится укладка в узел
разматывания, протяжка через роликовое устройство с выпрямлением заготовки и подача в
узел резания. Длина отрезаемой для одной гайки заготовки ограничивается специальным
упором и углом поворота роликов.
На следующем этапе производится собственно резка заготовки. Она обеспечивается
с помощью подвижного ножа и неподвижной отрезной втулки, режущие кромки которыхвыполнены скругленными и достаточно острыми. После подается отрезанная заготовка в
штамповочный узел. Здесь деталь проходит несколько штамповочных позиций с
окончанием формирования шестигранной формы, выполнением фасок и отверстия
требуемого размера. И завершает процесс нарезания внутренней резьбы в гайконарезном
автомате с помощью гаечных метчиков, содержащих режущую и калибрующую части.