МАСТЕР-КЛАСС
«Сварка деталей из стали стыковым многопроходным швом в нижнем положении»
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
С помощью ручной дуговой сварки выполняется большой объём сварочных работ при производстве сварных конструкций. Наибольшее применение находит ручная дуговая сварка покрытыми электродами. Наиболее удобно выполнять сварку в нижнем положении, швы получаются высокого качества, так как в этом случае... е легко выделяются неметаллические включения и газы из расплавленного металла сварочной ванны. Изучив мой мастер-класс и ответив на контрольные вопросы, вы сможете: выполнять сварку деталей из низкоуглеродистой стали стыковым многопроходным швом в нижнем положении.Изучив мой мастер-класс и ответив на контрольные вопросы, вы сможете: выполнять сварку деталей из низкоуглеродистой стали стыковым многопроходным швом в нижнем положении.
Бюджетное профессиональное образовательное учреждение Омской области
«Седельниковское училище № 65».
Материал разрешён автором для публикации на сайте «Знанио»
МАСТЕРКЛАСС
«Сварка деталей из стали стыковым многопроходным швом в нижнем
положении»
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов
и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные
работы)
Составил: Баранов Владимир Ильич
мастер производственного обученияСедельниково, Омская область, 2015
Мастеркласс
«Сварка деталей из низкоуглеродистой стали стыковым
многопроходным швом в нижнем положении»
1. Основные понятия
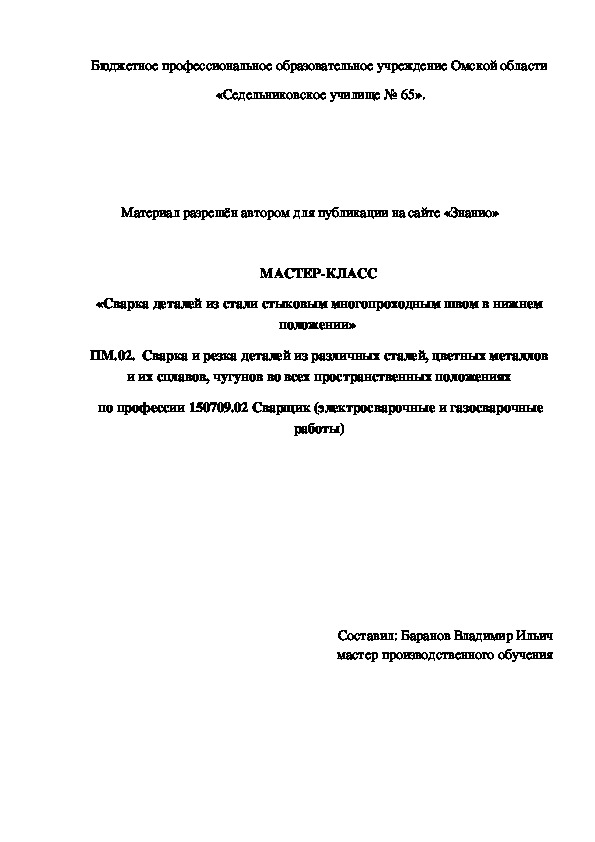
Сварной шов может быть образован в результате наплавки нескольких слоев
металла.
Слой сварного шва — часть металла сварного шва, которая состоит из
одного или нескольких валиков, расположенных на одном уровне
поперечного сечения шва.
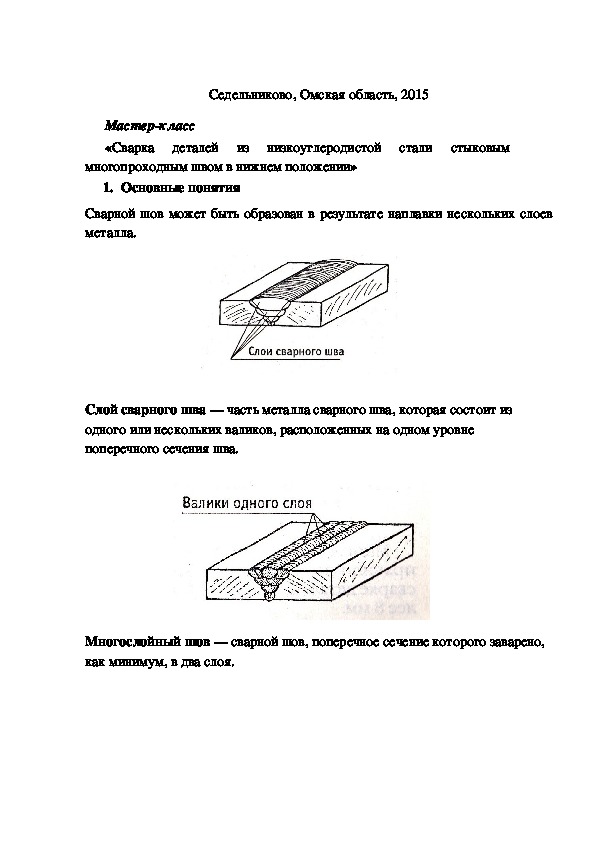
Многослойный шов — сварной шов, поперечное сечение которого заварено,
как минимум, в два слоя.Слои
наплавляемого ме
талла выполняются путем многократных проходов плавящимся
электродом. Такой шов называется многопроходным.
1, 2, 3, 4. 5 проходы.
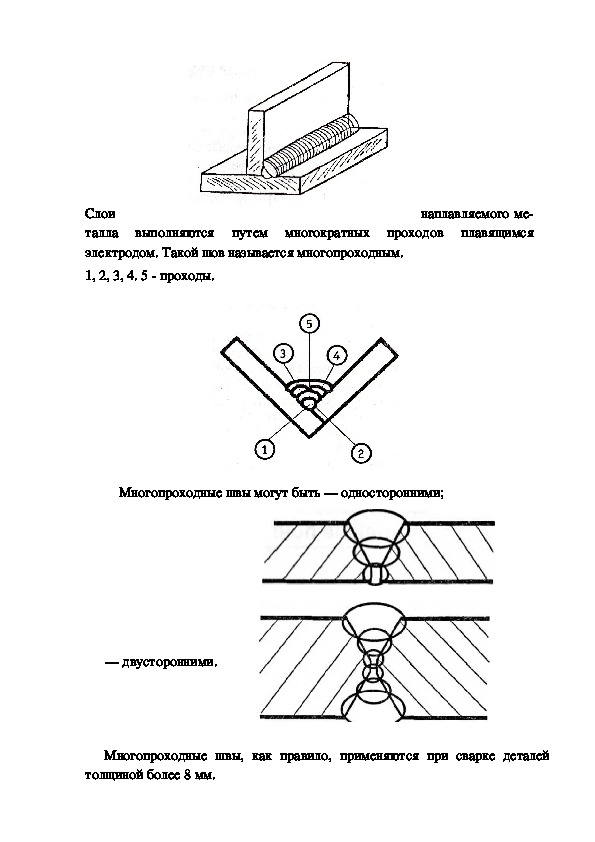
Многопроходные швы могут быть — односторонними;
— двусторонними.
Многопроходные швы, как правило, применяются при сварке деталей
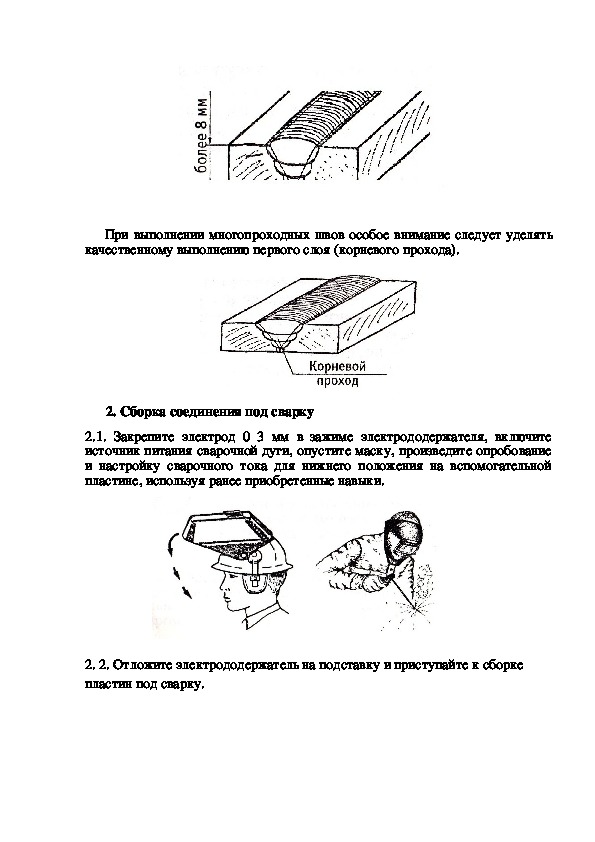
толщиной более 8 мм.При выполнении многопроходных швов особое внимание следует уделять
качественному выполнению первого слоя (корневого прохода).
2. Сборка соединения под сварку
2.1. Закрепите электрод 0 3 мм в зажиме электрододержателя, включите
источник питания сварочной дуги, опустите маску, произведите опробование
и настройку сварочного тока для нижнего положения на вспомогательной
пластине, используя ранее приобретенные навыки.
2. 2. Отложите электрододержатель на подставку и приступайте к сборке
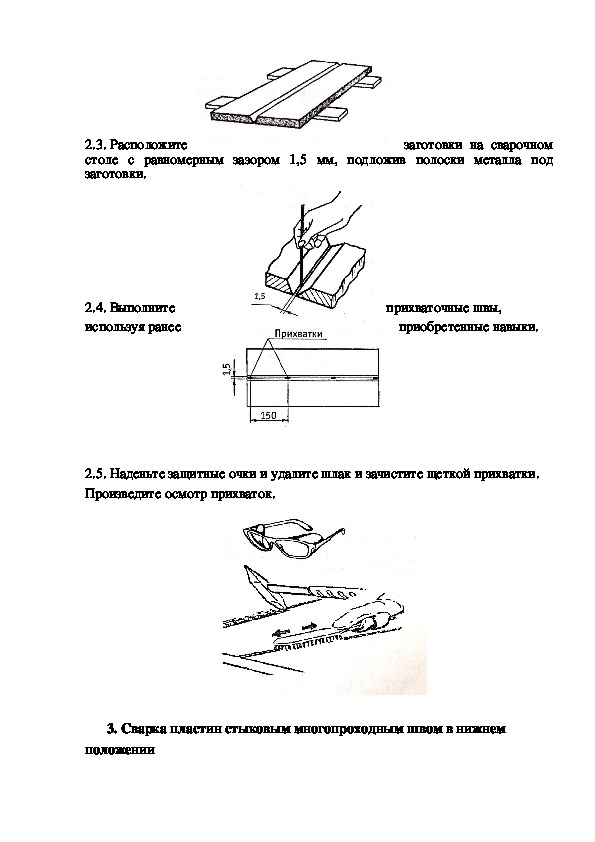
пластин под сварку.2.3. Расположите
заготовки на сварочном
столе с равномерным зазором 1,5 мм, подложив полоски металла под
заготовки.
2.4. Выполните
используя ранее
прихваточные швы,
приобретенные навыки.
2.5. Наденьте защитные очки и удалите шлак и зачистите щеткой прихватки.
Произведите осмотр прихваток.
3. Сварка пластин стыковым многопроходным швом в нижнем
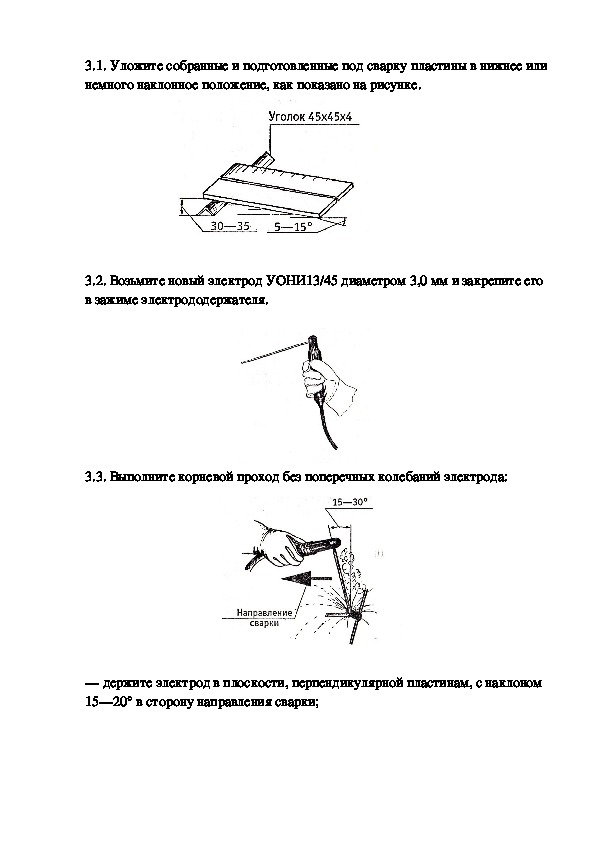
положении3.1. Уложите собранные и подготовленные под сварку пластины в нижнее или
немного наклонное положение, как показано на рисунке.
3.2. Возьмите новый электрод УОНИ13/45 диаметром 3,0 мм и закрепите его
в зажиме электрододержателя.
3.3. Выполните корневой проход без поперечных колебаний электрода:
— держите электрод в плоскости, перпендикулярной пластинам, с наклоном
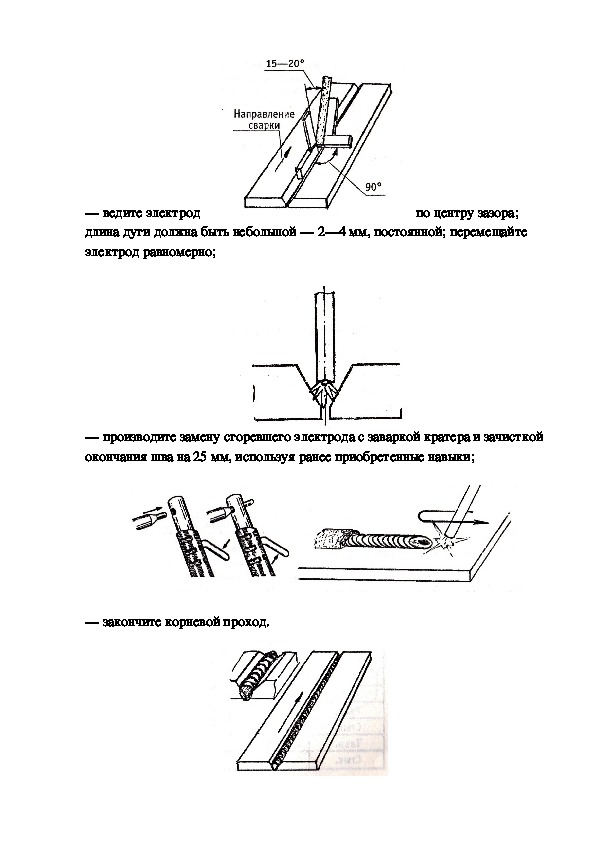
15—20° в сторону направления сварки;— ведите электрод
длина дуги должна быть небольшой — 2—4 мм, постоянной; перемещайте
электрод равномерно;
по центру зазора;
— производите замену сгоревшего электрода с заваркой кратера и зачисткой
окончания шва на 25 мм, используя ранее приобретенные навыки;
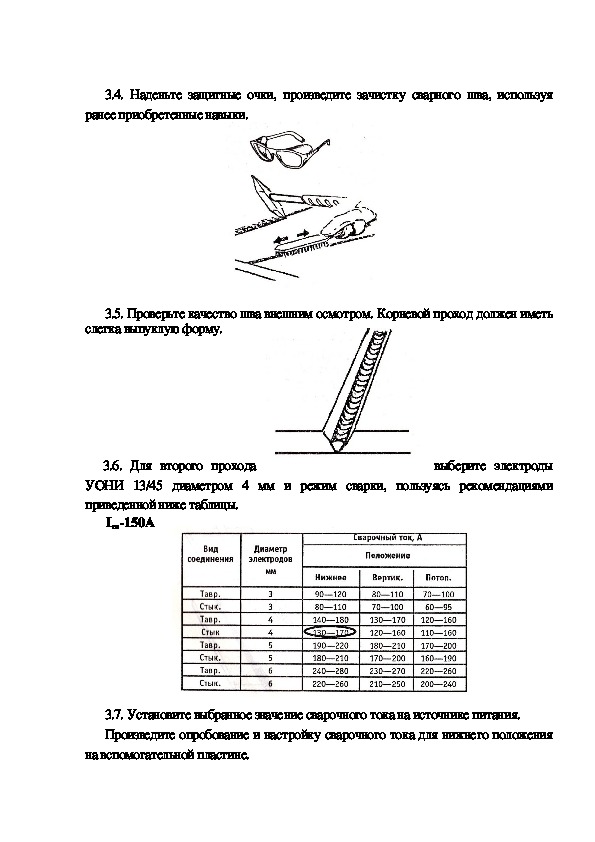
— закончите корневой проход.3.4. Наденьте защитные очки, произведите зачистку сварного шва, используя
ранее приобретенные навыки.
3.5. Проверьте качество шва внешним осмотром. Корневой проход должен иметь
слегка выпуклую форму.
3.6. Для второго прохода
выберите электроды
УОНИ 13/45 диаметром 4 мм и режим сварки, пользуясь рекомендациями
приведенной ниже таблицы.
Iсв150А
3.7. Установите выбранное значение сварочного тока на источнике питания.
Произведите опробование и настройку сварочного тока для нижнего положения
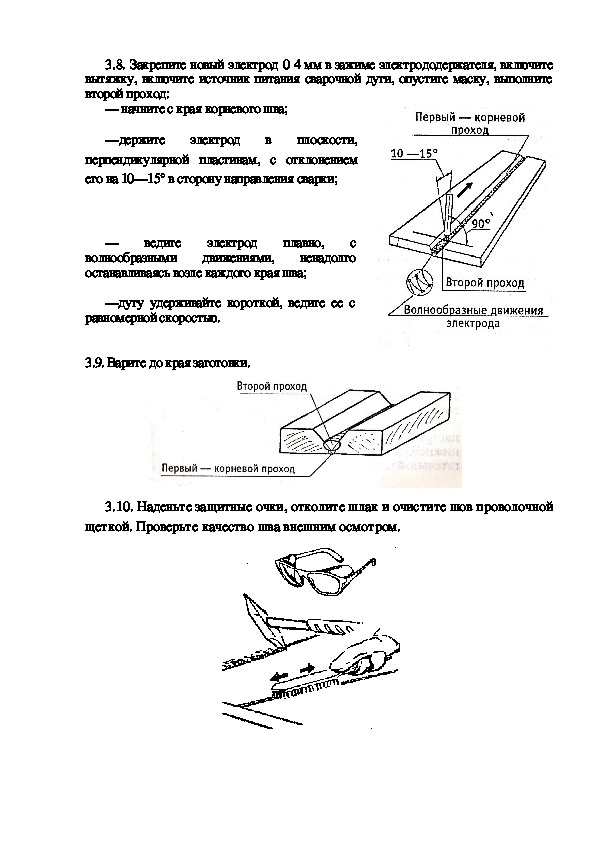
на вспомогательной пластине.3.8. Закрепите новый электрод 0 4 мм в зажиме электрододержателя, включите
вытяжку, включите источник питания сварочной дуги, опустите маску, выполните
второй проход:
— начните с края корневого шва;
—держите электрод в плоскости,
перпендикулярной пластинам, с отклонением
его на 10—15° в сторону направления сварки;
— ведите электрод плавно,
волнообразными движениями,
останавливаясь возле каждого края шва;
с
ненадолго
—дугу удерживайте короткой, ведите ее с
равномерной скоростью.
3.9. Варите до края заготовки.
3.10. Наденьте защитные очки, отколите шлак и очистите шов проволочной
щеткой. Проверьте качество шва внешним осмотром.3.11. Для дальнейших проходов выберите электроды УОНИ 13/45
диаметром 5 мм и режим сварки, пользуясь рекомендациями приведенной
ниже таблицы.
I св =200 А
4.12. Установите выбранное значение сварочного тока на источнике
питания.
Произведите опробование и настройку сварочного тока для нижнего
положения на вспомогательной пластине.
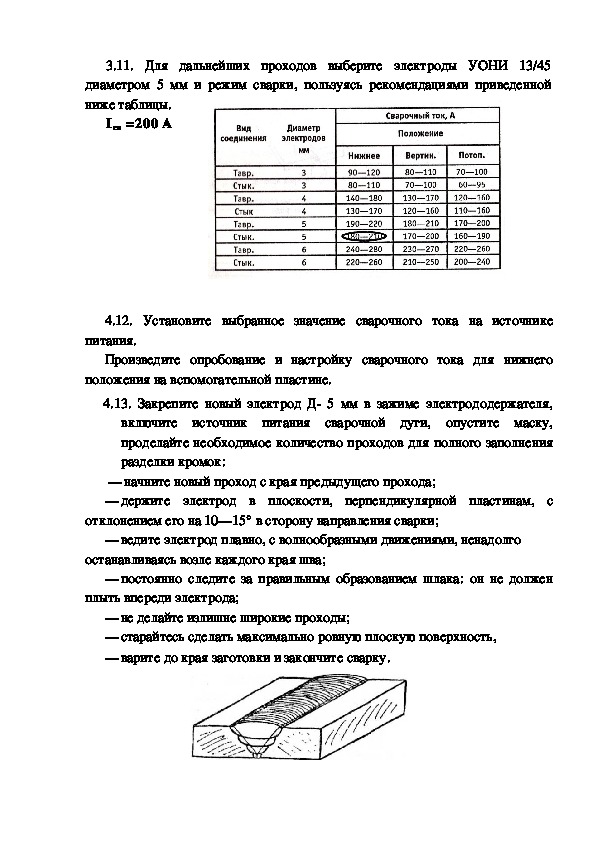
4.13. Закрепите новый электрод Д 5 мм в зажиме электрододержателя,
включите источник питания сварочной дуги, опустите маску,
проделайте необходимое количество проходов для полного заполнения
разделки кромок:
—начните новый проход с края предыдущего прохода;
—держите электрод в плоскости, перпендикулярной пластинам, с
отклонением его на 10—15° в сторону направления сварки;
—ведите электрод плавно, с волнообразными движениями, ненадолго
останавливаясь возле каждого края шва;
—постоянно следите за правильным образованием шлака: он не должен
плыть впереди электрода;
—не делайте излишне широкие проходы;
—старайтесь сделать максимально ровную плоскую поверхность,
—варите до края заготовки и закончите сварку.4.14.
Наденьте защитные очки, отколите шлак и очистите шов
проволочной щеткой.
4.15. Осмотрите шов и отметьте возможные дефекты.
Контрольные вопросы
Каждый вопрос имеет один или несколько правильных ответов. Выберите верные.
1. Для получения качественного стыкового многопроходного шва в
нижнем положении пластины перед сваркой необходимо прихватывать:
а) у краев пластин;
б) равномерно по всей длине пластины соединения;
в) можно не прихватывать.
2. Корневой проход многопроходного шва выполняется:
а) без поперечных колебаний электрода;
б) с поперечными колебаниями электрода;
в) с поперечными колебаниями по схеме «треугольник».
3.При корневом проходе многопроходного шва длина дуги должна быть:
а) 1—2 мм;
б) 2—4 мм;
в) 4—6 мм.
4.У корневого прохода многопроходного шва должна быть:
а) слегка выпуклая поверхность;б) вогнутая поверхность;
в) плоская поверхность.
5. Второй и последующие проходы многопроходного шва надо варить:
а) с поперечными колебаниями электрода;
б) при низком токе;
в) без колебаний электрода.
Список литературы
1 Галушкина В.Н. Технология производства сварных конструкций:
учебник для нач. проф. образования. – М.: Издательский центр
«Академия», 2012;
2 Овчинников В.В. Технология ручной дуговой и плазменной сварки и
резки металлов: учебник для нач. проф. образования. – М.:
Издательский центр «Академия», 2010;
3 Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования –
М.: Издательский центр «Академия», 2009;
4 Овчинников В.В. Оборудование, техника и технология сварки и резки
металлов: учебник – М.: КНОРУС, 2010;
5 Куликов О.Н. Охрана труда при производстве сварочных работ: учеб.
пособие для нач. проф. образования – М.: Издательский центр
«Академия», 2006;
6 Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф.
образования – М.: Издательский центр «Академия», 2010.