Поделиться

Утверждено
старшим мастером
Копыловой О.В
________________
План урок производственного обучения
Группа 417
Мастер производственного обучения: Дементьева А.Е
специальность; 13,01,10 Электромонтер по ремонту и обслуживанию электрооборудования (по отраслям).
Наименование: Слесарная практика.
Тема урока: Сверление зенкование и развертывание отверстий
Цель урока:
- Создание условий для ознакомления обучающихся с технологией сверления отверстий.
- Формирование новых трудовых приемов, умений, способов работы на сверлильных станках.
- Развитие познавательного интереса, творческих способностей, памяти, мышления, пространственного воображения.
- Формирование у обучающихся бережного отношения к оборудованию.
Тип урока производственного обучения.
Урок изучения трудовых приемов и навыков.
Продолжительность: 6 часов
Учебные и воспитательные задачи:
Иметь практический опыт подготовки к работе сверлильных станков. Установке заготовки и режущего инструмента. Сверление сквозных и глухих отверстий, рассверливание.
1. Организационный этап
2.Повторение материала.
-Тест
3. Вводный этап
- Сообщение темы; (вводный инструктаж)
- Для чего применяется сверление?
- Изучение устройства спиральных сверл.
- Сверлильные станки.
- Подготовка сверлильного станка к работе, крепление сверла в шпинделе сверлильного станка.
- Управление сверлильным станком и крепление заготовки.
- Заточка спиральных сверл.
- Зенкование, развертывание отверстий.
- Инструктаж по технике безопасности.
4. Основной этап практическое занятие. (Текущий инструктаж)
- Разметка заготовок.
- Настройка сверлильных станков.
- Сверление заготовок.
- Зенковка отверстий.
-Заточка сверл.
5. Заключительный этап (заключительный инструктаж)
- сообщение о достижении целей урока;
- разбор типичных ошибок, допущенных дефектов;
- сообщение оценок;
- уборка рабочих мест.
Ход урока
1. Организационный этап.
- выявление отсутствующих учащихся;
- проверка внешнего рабочего вида (соответствие одежды требованиям ТБ);
- организация внимания и готовность учащихся к уроку.
2.Повторение материала.
проверка знаний учащихся по материалу, изученному на уроках теории, а также на предыдущих уроках производственного обучения.
- Тест (приложение 3)
3. Вводный этап (вводный инструктаж)
- сообщение темы;
Показ слайда с названием темы урока (Сверление.)
(слайд 1-2.)
- ознакомление с целями;
Показ слайда. (Слайд 3)
Знания по теме сверление нужны не только для вашей будущей профессии но и в повседневной жизни.
- что называется сверлением. Показ слайда (слайд4)
- для чего применяется сверление?
(Ответы студентов.) (слайд5)
- Виды сверл. Сверла имеют различную конструкцию и назначение.
Какие, материалы вам приходилось сверлить и какие сверла применяли.
(Ответы студентов.) (слайд10)
- Изучение устройства спиральных сверл.
Раздать спиральные сверла. (Слайды рисунок элементов спирального сверла.)
- Сверлильные станки. (Слайд6-7)
Практическое изучения сверлильных станков и управление ими.
С помощью, каких механизмов сверлильного станка сверло вращается,
с помощью которого - движется поступательно?
Рассматривая ступенчатую ременную передачу сверлильного станка, целесообразно
активизировать знания учащихся о передаточное число этого механизма. Показать
зубчатую передачу на станке объяснить принцип передачи в ней вращательного
движения от ведущих колес до ведомых. Объясняя устройство реечного механизма,
сравнивает его с зубчатой передачей. При этом он указывать на одинаковые детали
(зубчатые-колеса), которые есть в обоих механизмах, и на отличную деталь
(зубчатую рейку), которой только рельсовый механизм.
В результате обсуждения учащиеся должны прийти к выводу, что зубчатая передача
- это механизм вращательного движения, так как ее зубчатые колеса (ведущие,
ведомые) осуществляют только вращательное движение, а рельсовая передача - это
механизм преобразования вращательного движения зубчатого колеса на
поступательное движение зубчатой рейки.
- Подготовка сверлильного станка к работе, крепление сверла в шпинделе сверлильного станка.
На конический
хвостовик шпинделя надевают сверлильный патрон со сверлом. Высота и опускания
шпинделя осуществляется с помощью рукоятки. Станок включается нажатием кнопки,
расположенной на щите тумбочки.
Показать ту часть станка, предназначенные для закрепления режущего инструмента
и его перемещение, демонстрация, как крепится сверло в сверлильном патроне, а
патрон - на шпинделе станка. Объяснить обучающимся, каким образом можно
получить максимальную и минимальную частоту вращения сверла, и приемы
переключения паса на ступенчатых шкивах.
- Управление сверлильным станком и крепление заготовки.
Производительность
сверления определяется двумя параметрами: скоростью резания и скоростью подачи
сверла. Сверло, вращаясь, перемещают в направлении детали, в которой выполняют
отверстие. Такое перемещение называют подачей сверла. При сверлении необходимо
контролировать, чтобы подача не была слишком большой, это может привести к
поломке сверла, особенно когда его диаметр невелик.
Перед сверлением необходимо надежно закрепить сверло в патроне.
( Демонстрация учащимся сверла с коническими и цилиндрическими хвостовиками и
объясняет приемы правильного и надежного крепления каждого из них в патроне.)
Для успешного выполнения сверлильных работ важно также умение правильно
закреплять на сверлильном станке обрабатываемые детали. Крупные детали зачастую
закрепляются на столе с помощью призм и прихватов.
( Демонстрация учащимся, каким образом следует закреплять на сверлильном
станке крупные и мелкие детали. Показать ученикам универсальные уголки и
машинные тиски и рассказать об их преимуществах перед другими устройствами для
закрепления на сверлильном станке обрабатываемых деталей.)
При сверлении необходимо обеспечить равномерную подачу сверла. В конце
сверления сквозного отверстия сверло подается легче, и, чтобы достичь
равномерной подачи, уменьшают нажатие на ручку подачи. При сквозном сверлении,
при выходе сверла из заготовки, на ее краю образуются заусенцы, за которые
может зацепиться режущая кромка сверла. Это приводит к его поломки. Для предотвращения
поломки необходимо в конце сверления под заготовку подложить деревянный брусок
и уменьшить подачу сверла.
(Демонстрация запуска станка, подведение сверла к накернёному месту детали.
Порядок сверления. Предупредить учеников об опасности от увеличения скорости
подачи при выходе сверла из сквозного отверстия.)
- Приемы сверления (Слайд8-9,11)
Сквозных и глухих отверстий. Наглядная демонстрация.
- Заточка спиральных сверл.
Спиральное сверло затачивают на электроточиле с мелкозернистым абразивным кругом. Напомним правила безопасной работы на электроточиле, которые вы изучали Перед заточкой следует отрегулировать положение подручника, опустить экран или надеть очки, проверить заземление, ограждение, качество и крепление абразивного круга.
Левой рукой , опираясь на подручник, удерживают за спиральную часть сверло на расстоянии 15 — 20 мм от его вершины. Правой рукой охватывают хвостовик, слегка прижимая сверло к абразивному кругу так, чтобы режущая кромка располагалась параллельно оси абразивного круга.
Угол заточки сверла (угол при вершине) – зависит от материала. Затем плавным движением правой руки, не отнимая от абразивного круга сверло, поворачивают его вокруг своей оси и, соблюдая правильный наклон, затачивают одну режущую кромку сверла. Так же затачивают другую режущую кромку.
При заточке периодически смачивают для охлаждения конец сверла в воде. Если сильно прижимать сверло к абразивному кругу, оно чрезмерно нагреется и станет темно-коричневым. Не следует допускать, чтобы затачиваемое сверло темнело, так как от нагрева и несвоевременного охлаждения оно подвергается отпуску.
Угол при вершине сверла надо выбирать в зависимости от твердости обрабатываемого материала. Для стали и чугуна он составляет 116 — 118°, для латуни и мягких бронз, дюралюминия — 130 — 140°, для эбонита и целлулоида — 80 — 90°.
Качество заточки сверла проверяют не только шаблонами, но и пробным сверлением. У правильно заточенного сверла диаметры его и просверленного отверстия одинаковы. Когда нет подходящего сверла нужного диаметра, используют сверла с разной длиной режущих кромок. Так, если нужно получить отверстие диаметром 10,2 мм, а имеется сверло диаметром 10 мм, то у этого сверла при заточке делают одну режущую кромку длиннее другой.
Хорошо
заточенное сверло при работе не издает звуков от трения сверла о металл
(скрежет, скрип), сильно не нагревается, входит в металл без усиленного
нажатия.
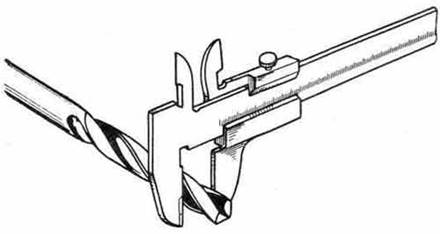
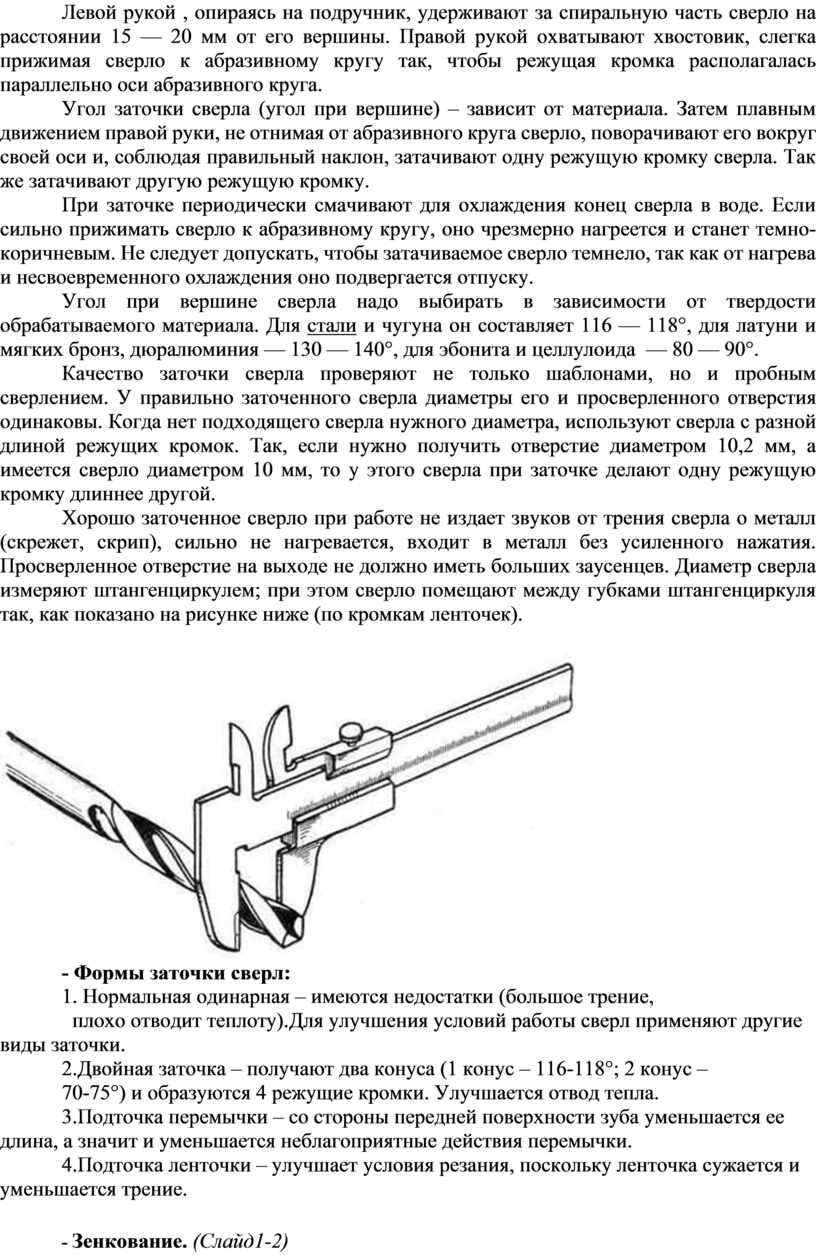
Просверленное отверстие на выходе не должно иметь больших заусенцев. Диаметр
сверла измеряют штангенциркулем; при этом сверло помещают между губками
штангенциркуля так, как показано на рисунке ниже (по кромкам ленточек).
- Формы заточки сверл:
1. Нормальная одинарная – имеются недостатки (большое трение,
плохо отводит теплоту).Для улучшения условий работы сверл применяют другие виды заточки.
2.Двойная заточка – получают два конуса (1 конус – 116-118°; 2 конус –
70-75°) и образуются 4 режущие кромки. Улучшается отвод тепла.
3.Подточка перемычки – со стороны передней поверхности зуба уменьшается ее длина, а значит и уменьшается неблагоприятные действия перемычки.
4.Подточка ленточки – улучшает условия резания, поскольку ленточка сужается и уменьшается трение.
- Зенкование. (Слайд1-2)
Зенкованием называется обработка верхней части отверстий в целях получения фасок или цилиндрических углублений, например, под потайную головку винта или заклепки. Выполняется зенкование с помощью зенковок ( 20, а, б) или сверлом большего диаметра;
- Развертывание отверстий. (Слайд 3)
Развертывание — это чистовая обработка отверстий. По своей сущности она подобна зенкерованию, но обеспечивает более высокую точность и малую шероховатость обработки поверхности отверстий. Выполняется эта операция слесарными (ручными) или станочными (машинными) развертками. Развертка состоит из рабочей части, шейки и хвостовика. Рабочая часть подразделяется на заборную, режущую (коническую) и калибрующую части. Калибрующая часть ближе к шейке имеет обратный конус (0,04—0,6) для уменьшения трения развертки о стенки отверстия. Зубья на рабочей части (винтовые или прямые) могут быть расположены равномерно по окружности или неравномерно. Развертки с неравномерным шагом зубьев используются обычно для обработки отверстий вручную. Они позволяют избежать образования так называемой огранки, т.е. получения отверстий неправильной цилиндрической формы. Хвостовик ручной развертки имеет квадрат для установки воротка. Хвостовик машинных разверток диаметром до 10 мм выполняется цилиндрическим, других разверток — коническим с лапкой, как у сверл.
- Инструктаж по технике безопасности. (Слайд12)
(Раздать каждому инструкцию приложение 4.)
4. Основной этап
Деятельность обучающих – выполнение упражнений, самостоятельная работа, формирование новых трудовых приемов, умений, способов работы.
- По эскизу произвести разметку заготовок.
Затем сделать кернером углубление на месте будущего отверстия.
- Тренируются в закреплении
сверл в патроне шпинделя сверлильного станка, его пуска и выключения, а также
в управлении им в процессе работы.
- Сверление отверстий в заготовках, соблюдая технику безопасности.
- Зенкование просверленных отверстий, применяя соответствующие способы крепления.
- Тренировка в заточке сверл.
Деятельность мастера п/о:
◘ наблюдение;
Следит за тем, чтобы студенты соблюдали правила безопасной работы на станке, объяснять что, прежде чем начать работу, необходимо занять правильную рабочую позу. Объяснение сопровождается демонстрацией.
◘ целевые обходы;
Спланировать работу, чтобы ученики работали на сверлильных станках по очереди.
◘ индивидуальное инструктирование;
Студенты охотно работают на сверлильном станке, однако некоторые из них боятся включать станок, а тем более работать на нем.
Следует внимательно изучать реакцию каждого студента при обучении работе на сверлильном станке, чтобы вовремя помочь тем, кому нужно. Во время первого подхода студента к станку необходимо обратить внимание на его реакцию. Если у него прищуренные или широко открытые глаза, дрожат руки, сморщенный лоб или высунутый язык, значит, с этим учеником необходимо работать индивидуально, чтобы помочь преодолеть его психологический барьер.
◘ коллективное инструктирование;
Только убедившись в том, что учащиеся могут работать самостоятельно, можно разрешить им приступать к выполнению работы.
◘ закрепление с учащимися новых способов, приемов работы по выполнению операции работы на сверлильных станках.
◘ прием результатов работы;
◘ оценивание;
5 Заключительный этап (заключительный инструктаж)
Заключительный инструктаж проводится в форме краткого объяснения, содержащего анализа учебной работы в течение урока.
- сообщение о достижении целей урока;
- анализ, самоанализ выполнения учебно-производственных работ или трудовых операций;
- разбор типичных ошибок, допущенных дефектов;
- анализ выполнения ТБ, норм времени;
- сообщение оценок;
- сообщение темы следующего урока;
- объяснение домашнего задания;
- уборка рабочих мест.
Список использованной литературы
Слесарное дело (Н.И.Макиенко, Москва, «Высшая школа»,2012)
Производственное обучение слесарному делу
(Л.Д. Митрофанов,Москва,«Высшая школа», 2011)
Слесарное дело (Б.С.Покровский, Москва, «Высшая школа», 2010)
Общий курс слесарного дела (Н.И.Макиенко, Москва, «Высшая школа»,2010)
Приложение 1
Тесты "Слесарная практика
Тест
1. Какой инструмент применяется для плоскостной разметки металла?
A. Чертилка
Б. Надфиль
B. Сверло
Г. Молоток
2. Какой инструмент применяется при резке металла?
А. Зубило
Б. Напильник
В. Ножовка по металлу
Г. Шабер
3. Каким инструментом режут тонкий листовой металл?
А. Напильник
Б. Ножницы
В. Ножовка
Г. Надфиль
4. Какие слесарные операции выполняют при резке металла?
А. Разметка
Б. Сверление
В. Шабрение
Г. Развертывание
5. Как удаляют опилки со слесарного станка?
А. Ветошью
Б. Рукой
В. Щеткой
Г. Сдувают
6. При опиливании металла не используют...
А. Шлифовальные круги
Б. Надфили
В. Ножовочные полотна
Г. Напильники
7. Рубку металла выполняют.
А. Надфилем
Б. Кернером
В. Зубилом
Г. Зенкером
Ключ.
|
1. А |
2. В |
3. Б |
4. А |
5. В |
6. Г |
7. В |
Приложение 3
Приспособления для сверления
• Приспособления для закрепления деталей
1. станочные (машинные) тиски
2. кондуктор – позволяет сверлить без предварительной разметки
3. ручные тиски
• Приспособления для закрепления сверл
1. сверла с цилиндрическим хвостовиком крепятся в патронах.
а) двухкулачковые
б) трехкулачковые
в) цанговые
2. сверла с коническим хвостовиком крепятся в шпиндель сверлильного станка или в переходные конические втулки.
Приложение 4
Инструкция
по охране труда для учащихся при работе на сверлильном станке
1. Общие требования безопасности.
1.1. К самостоятельной работе на сверлильном станке допускаются лица не моложе 16 лет, прошедшие соответствующую подготовку, инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья. К работе на сверлильном станке под руководством учителя допускаются учащиеся с 5-го класса, прошедшие инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья.
1.2. Обучающиеся должны соблюдать правила поведения, расписание учебных занятий, установленные режимы труда и отдыха.
1.3. При работе на сверлильном станке возможно воздействие следующих опасных производственных факторов:
- травмирование глаз отлетающей стружкой при работе без защитных очков;
- ранение рук при плохом закреплении детали;
- наматывание одежды на шпиндель станка.
1.4.При работе на станке должна использоваться следующая спецодежда и индивидуальные средства защиты: халат, фартук, защитные очки.
1.5.Обучающиеся должны соблюдать правила противопожарной безопасности.
1.6. Обучающиеся должны соблюдать порядок выполнения работы, правила личной гигиены, содержать в чистоте рабочее место.
1.7. При несчастном случае пострадавший или очевидец обязан сообщить учителю, который сообщает об этом администрации школы.
1.8. При неисправности оборудования, инструмента прекратить работу и сообщить об этом учителю.
1.9. Обучающиеся, допустившие невыполнение инструкции по охране труда, привлекаются к ответственности и со всеми обучающимися проводится внеплановый инструктаж по охране труда.
2. Требования безопасности перед началом работы.
2.1. Правильно надеть спецодежду.
2.2. Надежно закрепить сверло в патроне и обрабатываемую деталь на столе станка в тисках.
2.3. Получить разрешение учителя.
2.4. Проверить исправную работу станка на холостом ходу.
3.Требования безопасности во время работы.
3.1. Перед сверлением металла накернить центры отверстий, а деревянные заготовки и в центре отверстий наколоть шилом.
3.2. Сверло к детали подводить плавно, без усилий и рывков, и только после того, как шпиндель станка наберет полную скорость вращения.
3.3. Не наклонять голову близко к вращающемуся шпинделю станка и сверлу.
3.4. Запрещается держать руками при сверлении незакрепленную деталь в тисках, а также работать в рукавицах.
3.5. Не класть посторонние предметы на станину станка.
3.6. Не тормозить руками патрон станка или вращающееся сверло.
3.7. При сверлении крупных деревянных заготовок подложить под них на стол станка обрезок доски.
3.8. Особое внимание и осторожность проявлять в конце сверления. При выходе сверла из материала заготовки уменьшить подачу.
3.9. Не оставлять работающий станок без присмотра.
4. Требования безопасности в аварийных ситуациях.
4.1. При возникновении неисправности в работе станка, поломке сверла прекратить работу и сообщить об этом учителю.
4.2. При получении травмы сообщить учителю, который окажет первую помощь, при необходимости отправит его в ближайшее лечебное учреждение и сообщить об этом администрации школы.
5. Требования безопасности по окончании работы.
5.1. Отвести сверло от заготовки и выключить станок.
5.2. После остановки вращения сверла удалить стружку со станка с помощью щетки, а из пазов станочного стола металлическим крючком. Не сдувать стружку ртом и не сметать ее рукой.
5.3. Снять спецодежду и тщательно вымыть руки с мылом.
Скачано с www.znanio.ru

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.