Поделиться

Тема: Технические измерения при слесарной обработке
Задачи урока: Изучить основные способы технических измерений применяемые в слесарной обработки
Контрольные вопросы (ответить письменно в тетради)
1. Как устроен штангенциркуль и как им надо производить
измерение?
2. Как построен нониус с точностью отсчета 0,02
мм?
3. В чем заключается измерение?
4. Какие применяются измерительные единицы?
5. Что такое значение величины?
6. Что называется мерами и эталонами?
7. Какие существуют методы измерения и в чем они
заключаются?
Помимо основных рабочих инструментов, слесарь должен иметь также необходимые контрольно-измерительные инструменты для определения и проверки размеров. К таким инструментам относятся масштабная (измерительная) линейка, рулетка, штангенциркуль, кронциркуль, нутромер, угольники, малки.

Рис. 1. Масштабная (измерительная) линейка с миллиметровыми (верхняя шкала) и дюймовыми (нижняя шкала) делениями
Масштабная (измерительная) линейка (рис. 1, а) применяется для измерения наружных и внутренних линейных размеров и расстояний. На нее нанесены деления — Штрихи — обычно через каждый миллиметр, а иногда через полмиллиметра. Кроме тсго, иногда наносится дюймовая шкала.
щим образом. Целые миллиметры отсчитываются по делениям, нанесенным на штанге. Если нулевое деление нониуса точно совпадает с каким-либо делением на штанге, то это значит, что губки штангенциркуля раздвинуты точно на указанную данным делением штанги величину. Если же нулевое деление нониуса не совпадает ни с каким делением на штанге, то поступают следующим образом: отсчитывают число целых миллиметров по штанге, как указано выше; затем определяют, какое деление нониуса совпадает с любым делением на штанге. Совпавшее деление нониуса укажет число десятых долей миллиметра.
На рис. 4 показано, как надо пользоваться штангенциркулем.
Ниже приводятся примеры измерений штангенциркулем для тренировочных упражнений.
Пример 1. Поставить на штангенциркуле размер 35 мм. Целые миллиметры отсчитываются по совпадению нулевого деления нониуса с делениями на штанге штангенциркуля. Устанавливают нулевое деление нониуса точно против 35-го деления штанги. Полученный раствор губок будет равен 35 мм.
Пример 2. Поставить на штангенциркуле размер 25,4 мм. Для этого устанавливают нулевое деление нониуса против 25-го деления штанги, затем передвигают подвижную губку вправо до совпадения четвертого деления нониуса с ближайшим делением штанги. Полученное расстояние между губками будет 25,4 мм.
Пример 3. Измерить диаметр валика. Наружные поверхности измеряются длинными губками штангенциркуля. Измеряемый предмет, легко нажимая, помещают между измерительными поверхностями губок. Это положение закрепляют стопорным винтом. Размер определяется показанием нониуса. Предположим, нулевое деление нониуса оказалось между 12 и 13-м делениями штанги и с делением на штанге совпадает, допустим, 7-е деление нониуса. Тогда диаметр валика равен 12,7 мм.
Пример 4. Измерить диаметр отверстия. Внутренние размеры деталей измеряют короткими губками штангенциркуля. Вставив губки в отверстие, их раздвигают до легкого соприкосновения со стенками отзерстия; установленное положение закрепляют стопорным винтом. По нониусу читают результаты измерения. Допустим, нулевое деление нониуса оказалось между 30 и 31-м делениями штанги, а с делением на штанге совпало 3-е деление нониуса,— измеренный диаметр отверстия равен 30,3 мм.
Пример 5. Измерить глубину уступа детали. Глубину измеряют стержнем глубиномера штангенциркуля. Торцовую часть штанги ставят на измеряемую деталь, затем перемещают подвижную губку вниз, пока конец глубиномера не упрется в дно или уступ детали. Отсчет измерения делается так же, как и в предыдущих примерах.
Кронциркуль и нутромер служат для измерения линейных размеров с последующим их отсчетом по масштабной линейке. Наружные размеры измеряются кронциркулем, внутренние—нутромером. Различие между кронциркулем и нутромером состоит только в форме их ножек. Кронциркуль имеет кривые ножки, а нутромер — прямые, с изогнутыми наружу концами. Ножки кронциркуля и нутромера закреплены на одной оси так, что могут вокруг нее вращаться обязательно с некоторым, не очень большим трением, не спадая после замера.
Кронциркуль и нутромер изготовляют из стали У7—У8; их измерительные концы на длине около 20 мм закаливают.
При измерении детали кронциркулем или нутромером берут инструмент правой рукой за шарнирную часть и раздвигают ножки приблизительно на проверяемый размер. Затем легкими ударами сближают ножки так, чтобы они прикасались губками к поверхности измеряемой детали без качки и без просвета. При этом инструмент надо держать строго перпендикулярно к оси измеряемой детали.
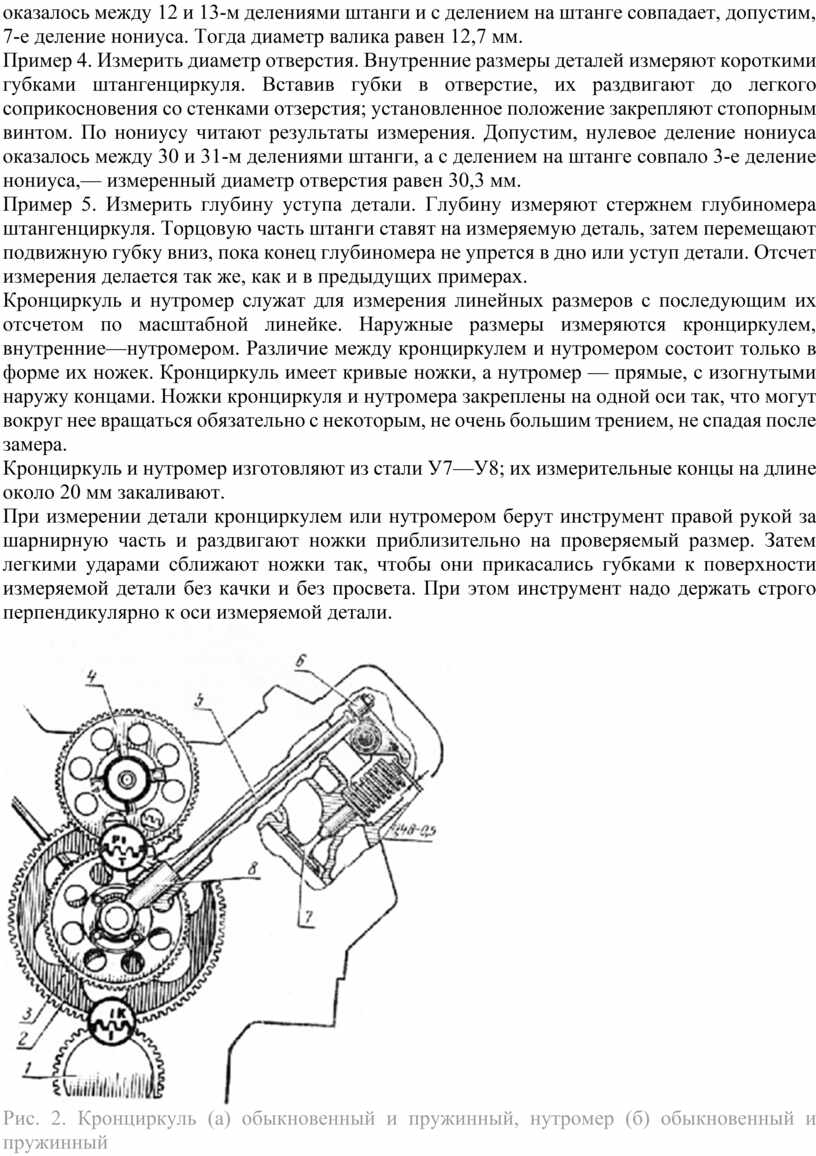
Рис. 2. Кронциркуль (а) обыкновенный и пружинный, нутромер (б) обыкновенный и пружинный
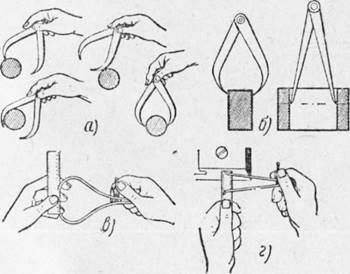
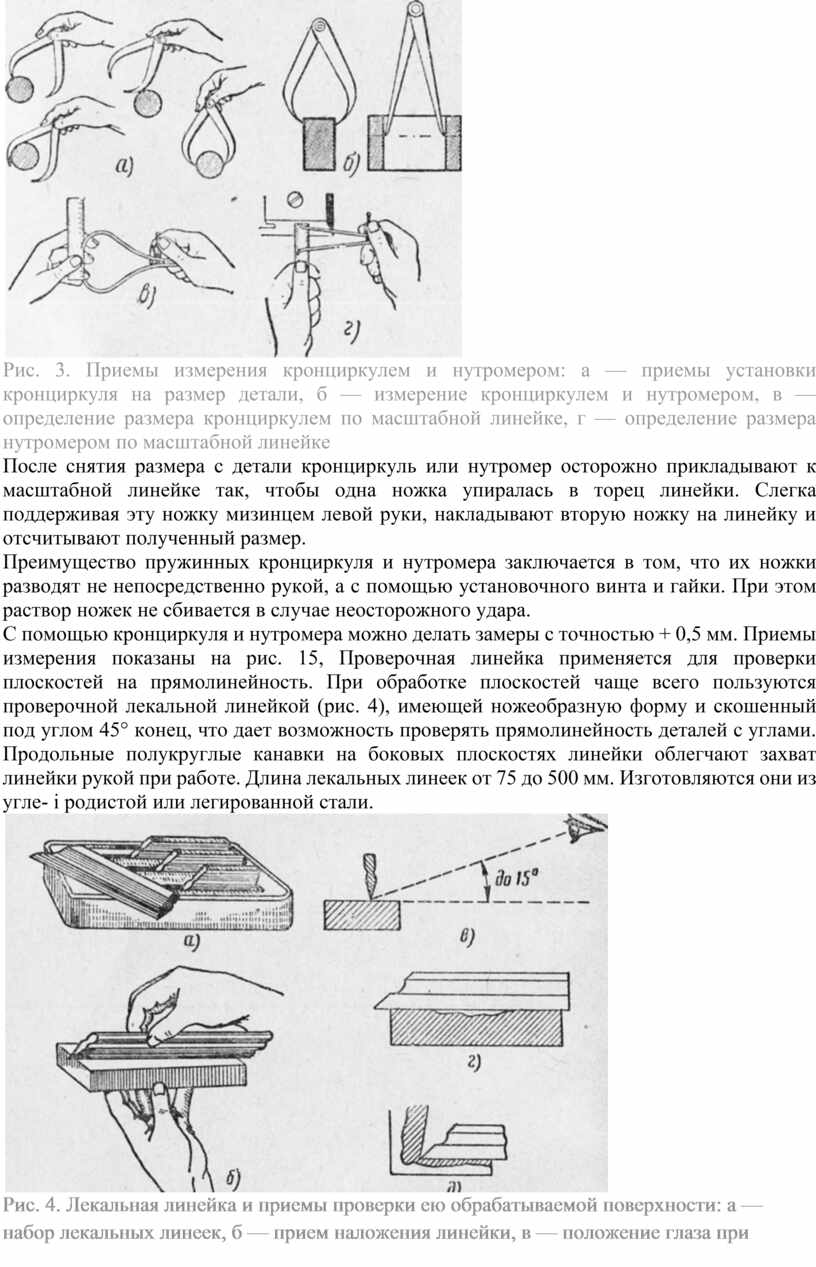
Рис. 3. Приемы измерения кронциркулем и нутромером: а — приемы установки кронциркуля на размер детали, б — измерение кронциркулем и нутромером, в — определение размера кронциркулем по масштабной линейке, г — определение размера нутромером по масштабной линейке
После снятия размера с детали кронциркуль или нутромер осторожно прикладывают к масштабной линейке так, чтобы одна ножка упиралась в торец линейки. Слегка поддерживая эту ножку мизинцем левой руки, накладывают вторую ножку на линейку и отсчитывают полученный размер.
Преимущество пружинных кронциркуля и нутромера заключается в том, что их ножки разводят не непосредственно рукой, а с помощью установочного винта и гайки. При этом раствор ножек не сбивается в случае неосторожного удара.
С помощью кронциркуля и нутромера можно делать замеры с точностью + 0,5 мм. Приемы измерения показаны на рис. 15, Проверочная линейка применяется для проверки плоскостей на прямолинейность. При обработке плоскостей чаще всего пользуются проверочной лекальной линейкой (рис. 4), имеющей ножеобразную форму и скошенный под углом 45° конец, что дает возможность проверять прямолинейность деталей с углами. Продольные полукруглые канавки на боковых плоскостях линейки облегчают захват линейки рукой при работе. Длина лекальных линеек от 75 до 500 мм. Изготовляются они из угле- i родистой или легированной стали.
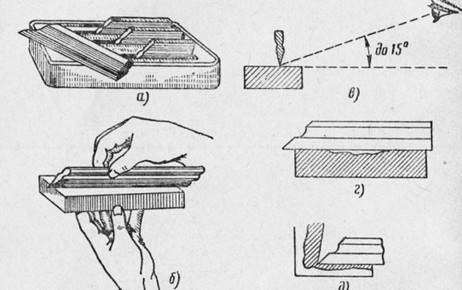
Рис. 4. Лекальная линейка и приемы проверки ею обрабатываемой поверхности: а — набор лекальных линеек, б — прием наложения линейки, в — положение глаза при проверке поверхности линейкой, г — проверка линейкой открытой поверхности, д — проверка поверхности в углах
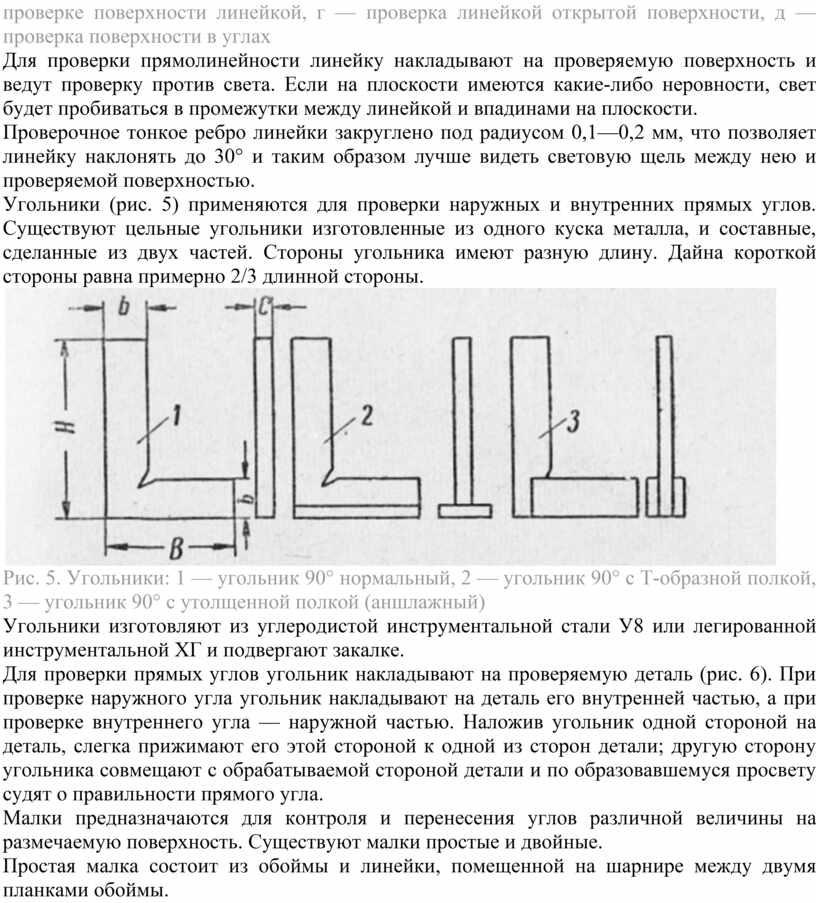
Для проверки прямолинейности линейку накладывают на проверяемую поверхность и ведут проверку против света. Если на плоскости имеются какие-либо неровности, свет будет пробиваться в промежутки между линейкой и впадинами на плоскости.
Проверочное тонкое ребро линейки закруглено под радиусом 0,1—0,2 мм, что позволяет линейку наклонять до 30° и таким образом лучше видеть световую щель между нею и проверяемой поверхностью.
Угольники (рис. 5) применяются для проверки наружных и внутренних прямых углов. Существуют цельные угольники изготовленные из одного куска металла, и составные, сделанные из двух частей. Стороны угольника имеют разную длину. Дайна короткой стороны равна примерно 2/3 длинной стороны.
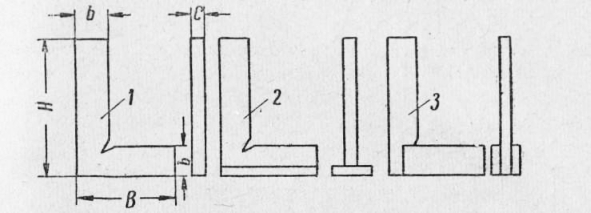
Рис. 5. Угольники: 1 — угольник 90° нормальный, 2 — угольник 90° с Т-образной полкой, 3 — угольник 90° с утолщенной полкой (аншлажный)
Угольники изготовляют из углеродистой инструментальной стали У8 или легированной инструментальной ХГ и подвергают закалке.
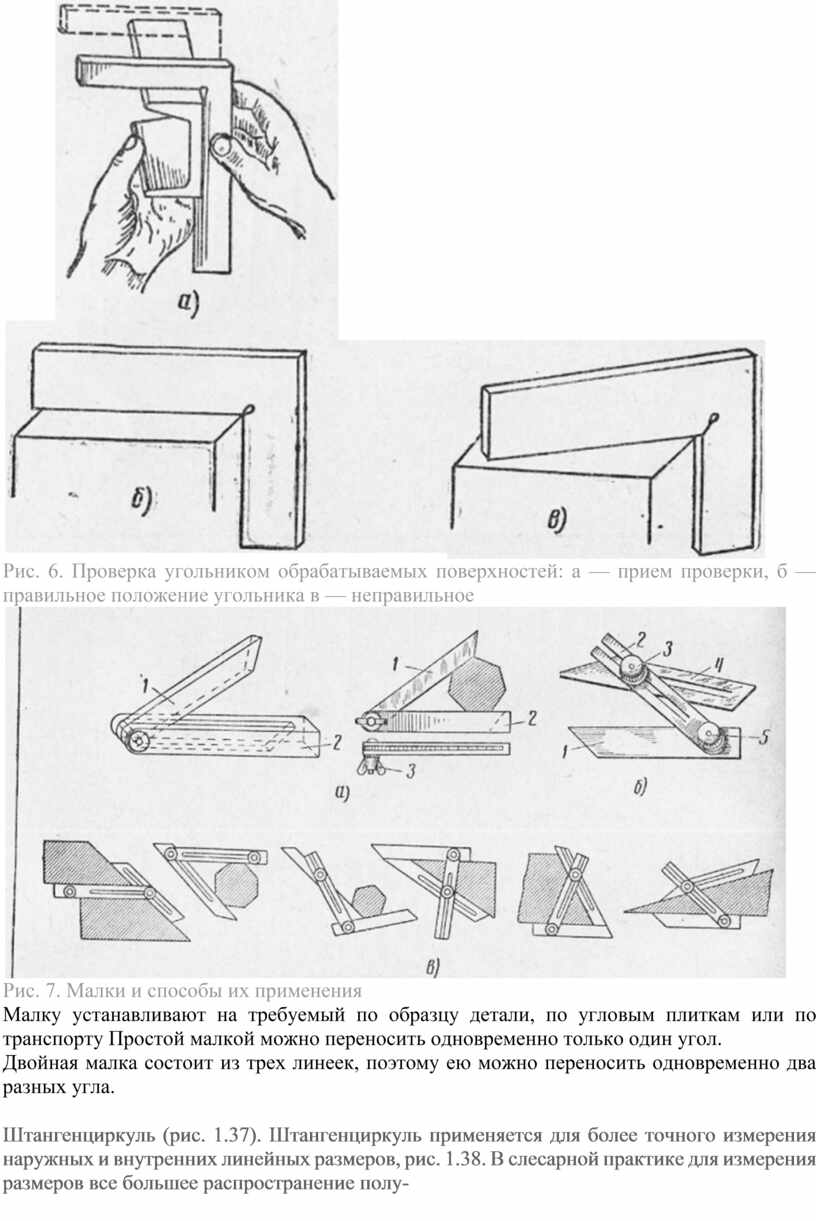
Для проверки прямых углов угольник накладывают на проверяемую деталь (рис. 6). При проверке наружного угла угольник накладывают на деталь его внутренней частью, а при проверке внутреннего угла — наружной частью. Наложив угольник одной стороной на деталь, слегка прижимают его этой стороной к одной из сторон детали; другую сторону угольника совмещают с обрабатываемой стороной детали и по образовавшемуся просвету судят о правильности прямого угла.
Малки предназначаются для контроля и перенесения углов различной величины на размечаемую поверхность. Существуют малки простые и двойные.
Простая малка состоит из обоймы и линейки, помещенной на шарнире между двумя планками обоймы.
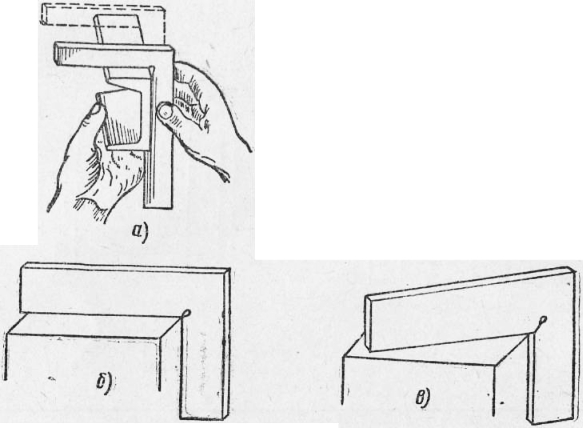
Рис. 6. Проверка угольником обрабатываемых поверхностей: а — прием проверки, б — правильное положение угольника в — неправильное
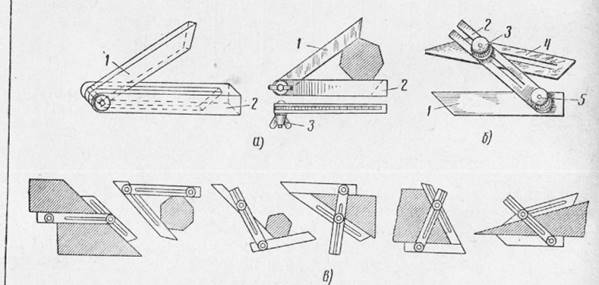
Рис. 7. Малки и способы их применения
Малку устанавливают на требуемый по образцу детали, по угловым плиткам или по транспорту Простой малкой можно переносить одновременно только один угол.
Двойная малка состоит из трех линеек, поэтому ею можно переносить одновременно два разных угла.
Штангенциркуль (рис. 1.37). Штангенциркуль применяется для более точного измерения наружных и внутренних линейных размеров, рис. 1.38. В слесарной практике для измерения размеров все большее распространение полу-
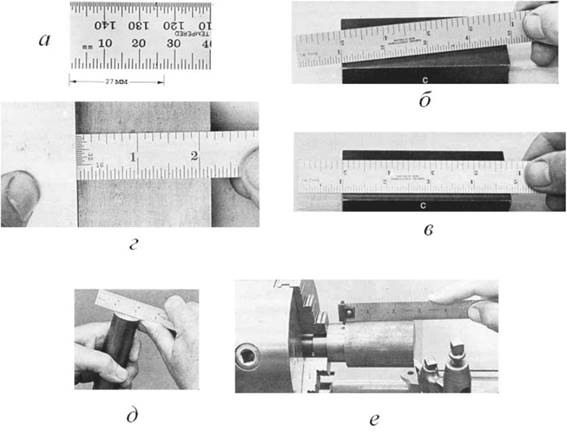
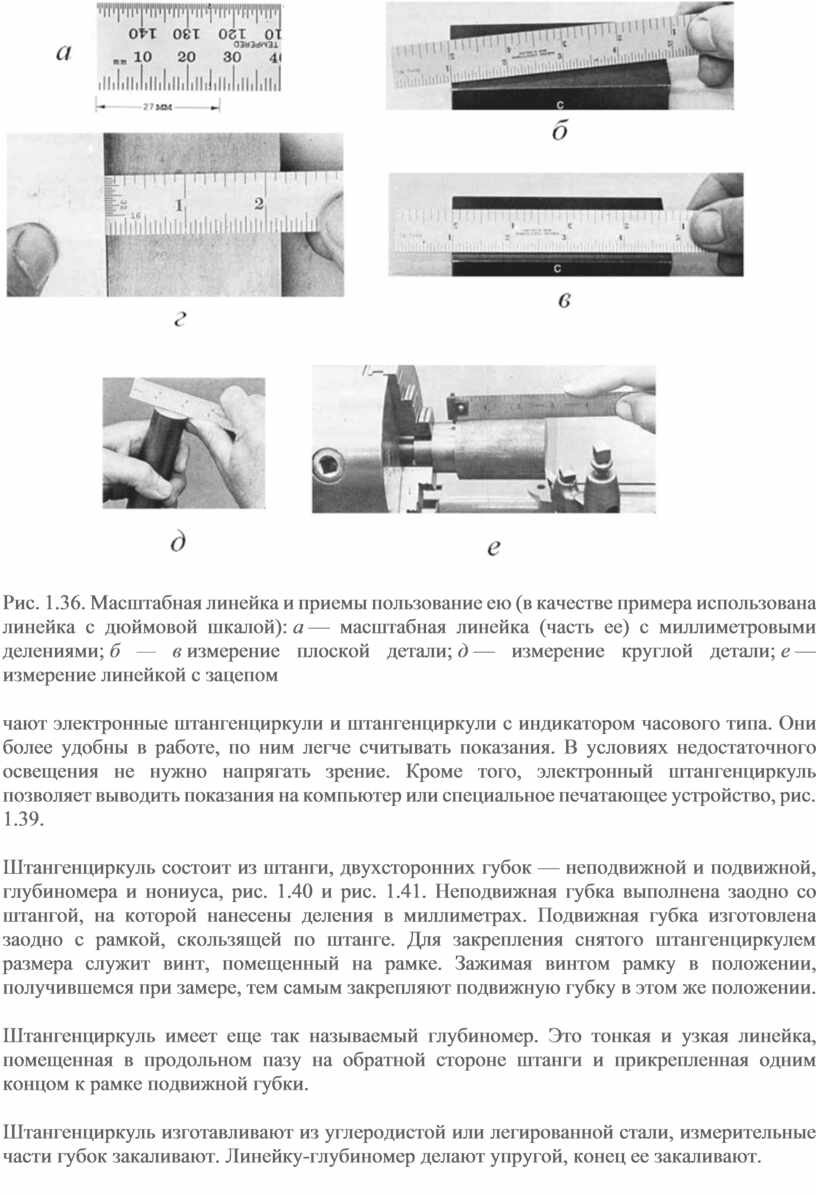
Рис. 1.36. Масштабная линейка и приемы пользование ею (в качестве примера использована линейка с дюймовой шкалой): а — масштабная линейка (часть ее) с миллиметровыми делениями; б — в измерение плоской детали; д — измерение круглой детали; е — измерение линейкой с зацепом
чают электронные штангенциркули и штангенциркули с индикатором часового типа. Они более удобны в работе, по ним легче считывать показания. В условиях недостаточного освещения не нужно напрягать зрение. Кроме того, электронный штангенциркуль позволяет выводить показания на компьютер или специальное печатающее устройство, рис. 1.39.
Штангенциркуль состоит из штанги, двухсторонних губок — неподвижной и подвижной, глубиномера и нониуса, рис. 1.40 и рис. 1.41. Неподвижная губка выполнена заодно со штангой, на которой нанесены деления в миллиметрах. Подвижная губка изготовлена заодно с рамкой, скользящей по штанге. Для закрепления снятого штангенциркулем размера служит винт, помещенный на рамке. Зажимая винтом рамку в положении, получившемся при замере, тем самым закрепляют подвижную губку в этом же положении.
Штангенциркуль имеет еще так называемый глубиномер. Это тонкая и узкая линейка, помещенная в продольном пазу на обратной стороне штанги и прикрепленная одним концом к рамке подвижной губки.
Штангенциркуль изготавливают из углеродистой или легированной стали, измерительные части губок закаливают. Линейку-глубиномер делают упругой, конец ее закаливают.
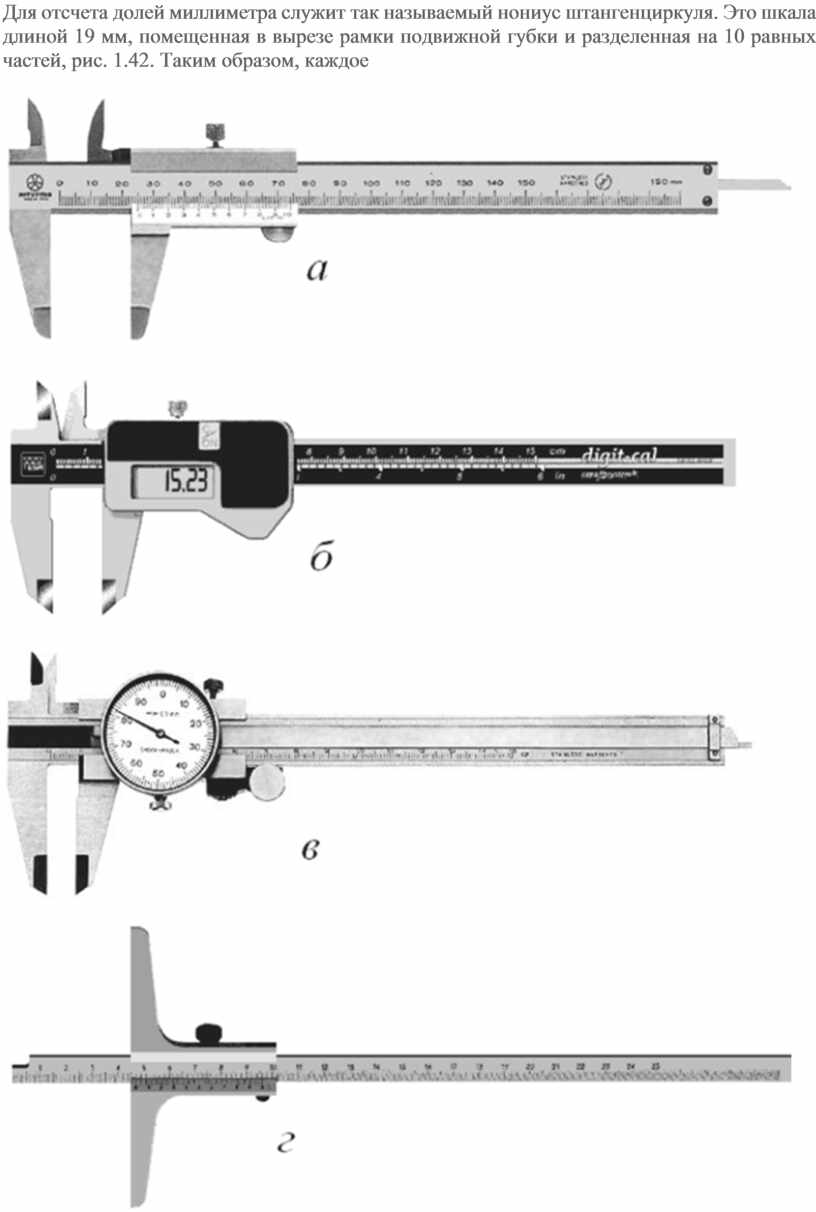
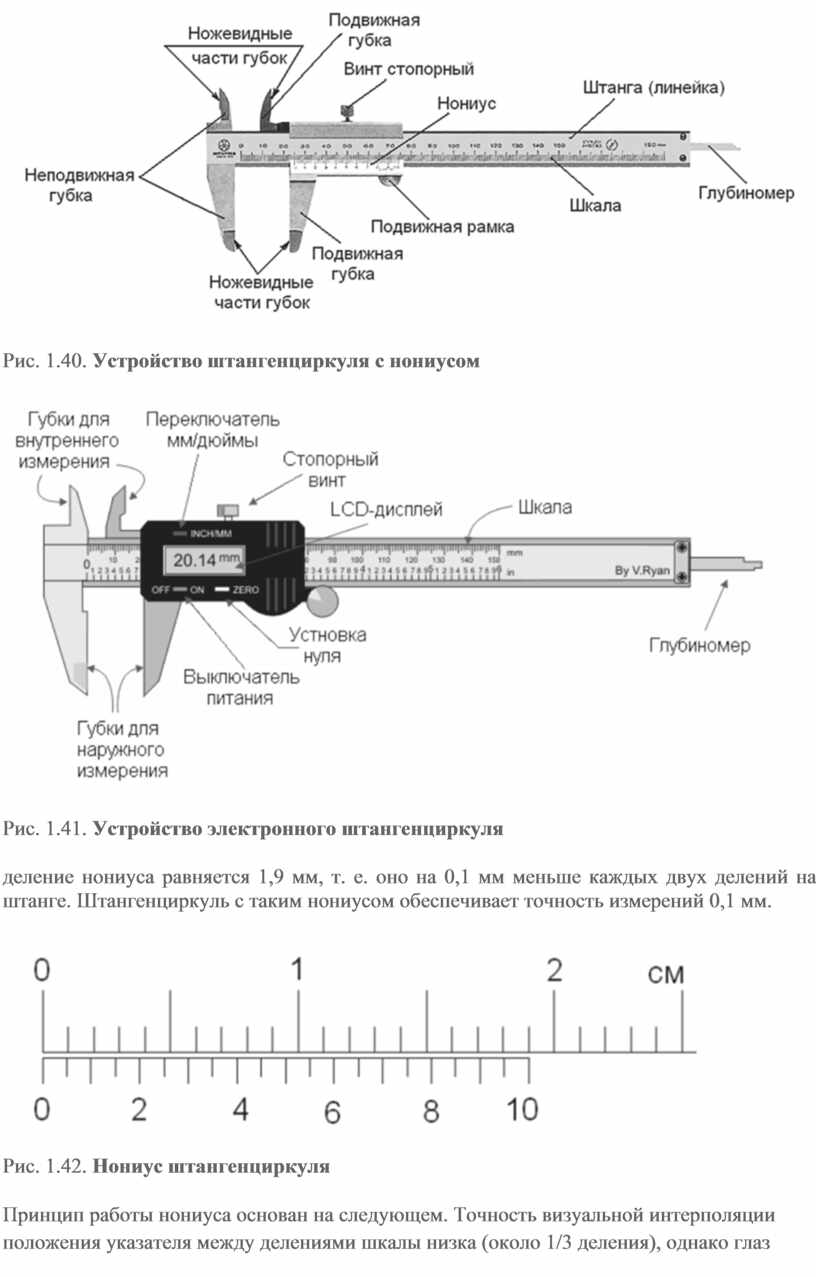
Для отсчета долей миллиметра служит так называемый нониус штангенциркуля. Это шкала длиной 19 мм, помещенная в вырезе рамки подвижной губки и разделенная на 10 равных частей, рис. 1.42. Таким образом, каждое
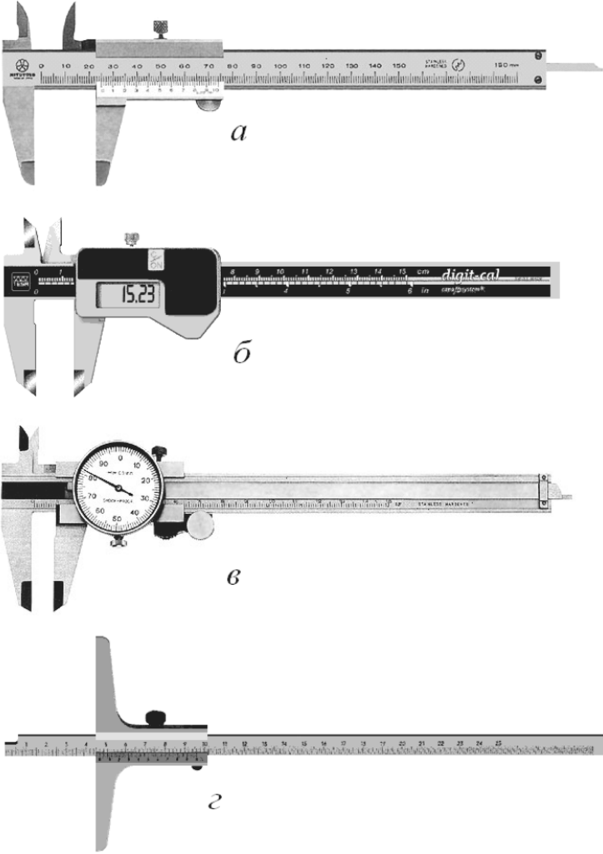
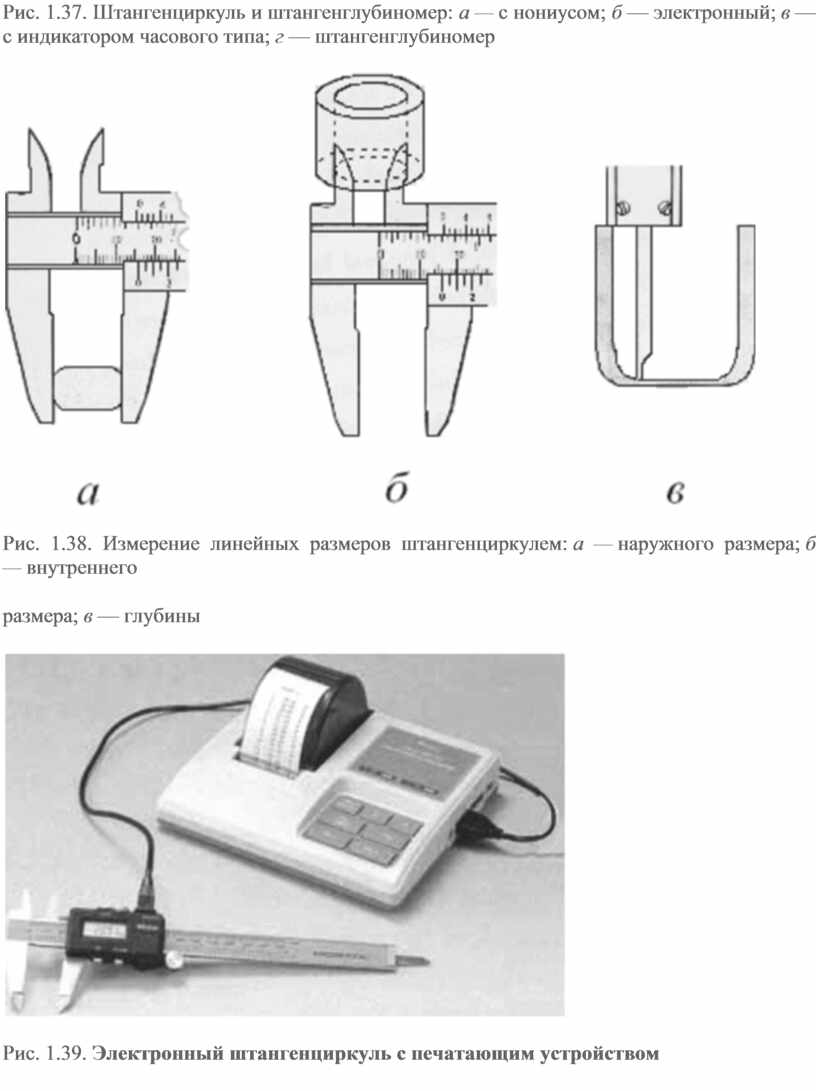
Рис. 1.37. Штангенциркуль и штангенглубиномер: а — с нониусом; б — электронный; в — с индикатором часового типа; г — штангенглубиномер
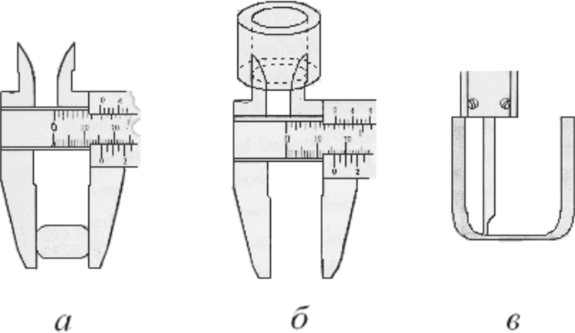
Рис. 1.38. Измерение линейных размеров штангенциркулем: а — наружного размера; б — внутреннего
размера; в — глубины
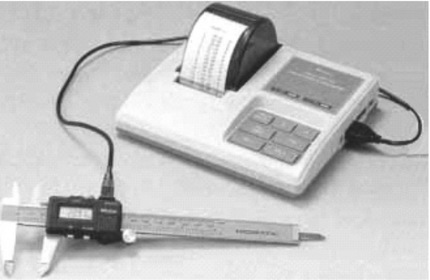
Рис. 1.39. Электронный штангенциркуль с печатающим устройством
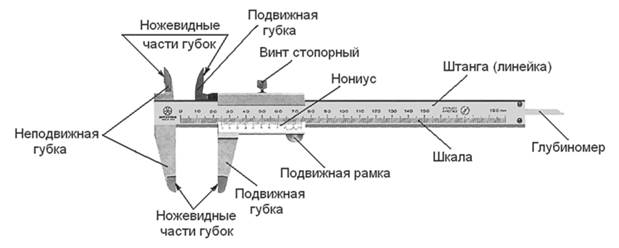
Рис. 1.40. Устройство штангенциркуля с нониусом
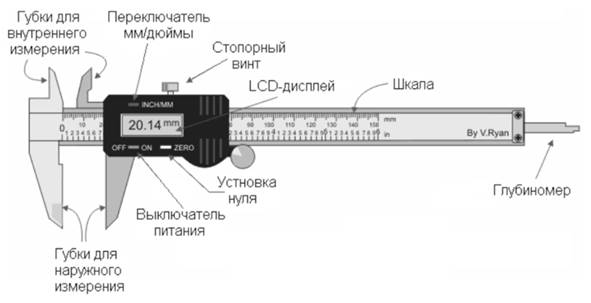
Рис. 1.41. Устройство электронного штангенциркуля
деление нониуса равняется 1,9 мм, т. е. оно на 0,1 мм меньше каждых двух делений на штанге. Штангенциркуль с таким нониусом обеспечивает точность измерений 0,1 мм.
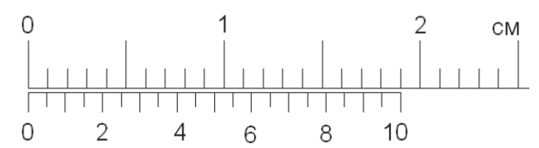
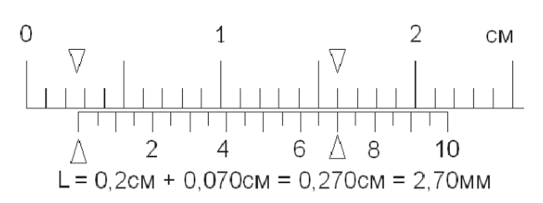
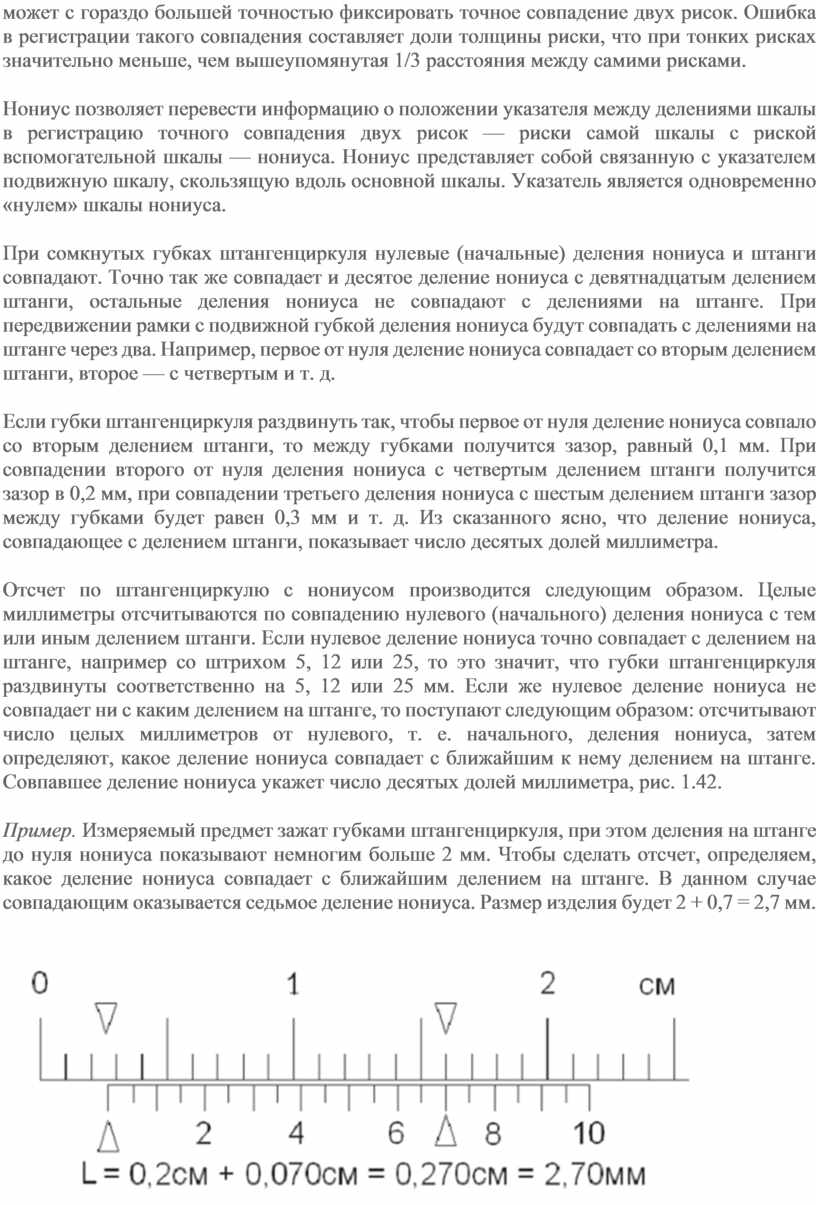
Рис. 1.42. Нониус штангенциркуля
Принцип работы нониуса основан на следующем. Точность визуальной интерполяции положения указателя между делениями шкалы низка (около 1/3 деления), однако глаз может с гораздо большей точностью фиксировать точное совпадение двух рисок. Ошибка в регистрации такого совпадения составляет доли толщины риски, что при тонких рисках значительно меньше, чем вышеупомянутая 1/3 расстояния между самими рисками.
Нониус позволяет перевести информацию о положении указателя между делениями шкалы в регистрацию точного совпадения двух рисок — риски самой шкалы с риской вспомогательной шкалы — нониуса. Нониус представляет собой связанную с указателем подвижную шкалу, скользящую вдоль основной шкалы. Указатель является одновременно «нулем» шкалы нониуса.
При сомкнутых губках штангенциркуля нулевые (начальные) деления нониуса и штанги совпадают. Точно так же совпадает и десятое деление нониуса с девятнадцатым делением штанги, остальные деления нониуса не совпадают с делениями на штанге. При передвижении рамки с подвижной губкой деления нониуса будут совпадать с делениями на штанге через два. Например, первое от нуля деление нониуса совпадает со вторым делением штанги, второе — с четвертым и т. д.
Если губки штангенциркуля раздвинуть так, чтобы первое от нуля деление нониуса совпало со вторым делением штанги, то между губками получится зазор, равный 0,1 мм. При совпадении второго от нуля деления нониуса с четвертым делением штанги получится зазор в 0,2 мм, при совпадении третьего деления нониуса с шестым делением штанги зазор между губками будет равен 0,3 мм и т. д. Из сказанного ясно, что деление нониуса, совпадающее с делением штанги, показывает число десятых долей миллиметра.
Отсчет по штангенциркулю с нониусом производится следующим образом. Целые миллиметры отсчитываются по совпадению нулевого (начального) деления нониуса с тем или иным делением штанги. Если нулевое деление нониуса точно совпадает с делением на штанге, например со штрихом 5, 12 или 25, то это значит, что губки штангенциркуля раздвинуты соответственно на 5, 12 или 25 мм. Если же нулевое деление нониуса не совпадает ни с каким делением на штанге, то поступают следующим образом: отсчитывают число целых миллиметров от нулевого, т. е. начального, деления нониуса, затем определяют, какое деление нониуса совпадает с ближайшим к нему делением на штанге. Совпавшее деление нониуса укажет число десятых долей миллиметра, рис. 1.42.
Пример. Измеряемый предмет зажат губками штангенциркуля, при этом деления на штанге до нуля нониуса показывают немногим больше 2 мм. Чтобы сделать отсчет, определяем, какое деление нониуса совпадает с ближайшим делением на штанге. В данном случае совпадающим оказывается седьмое деление нониуса. Размер изделия будет 2 + 0,7 = 2,7 мм.
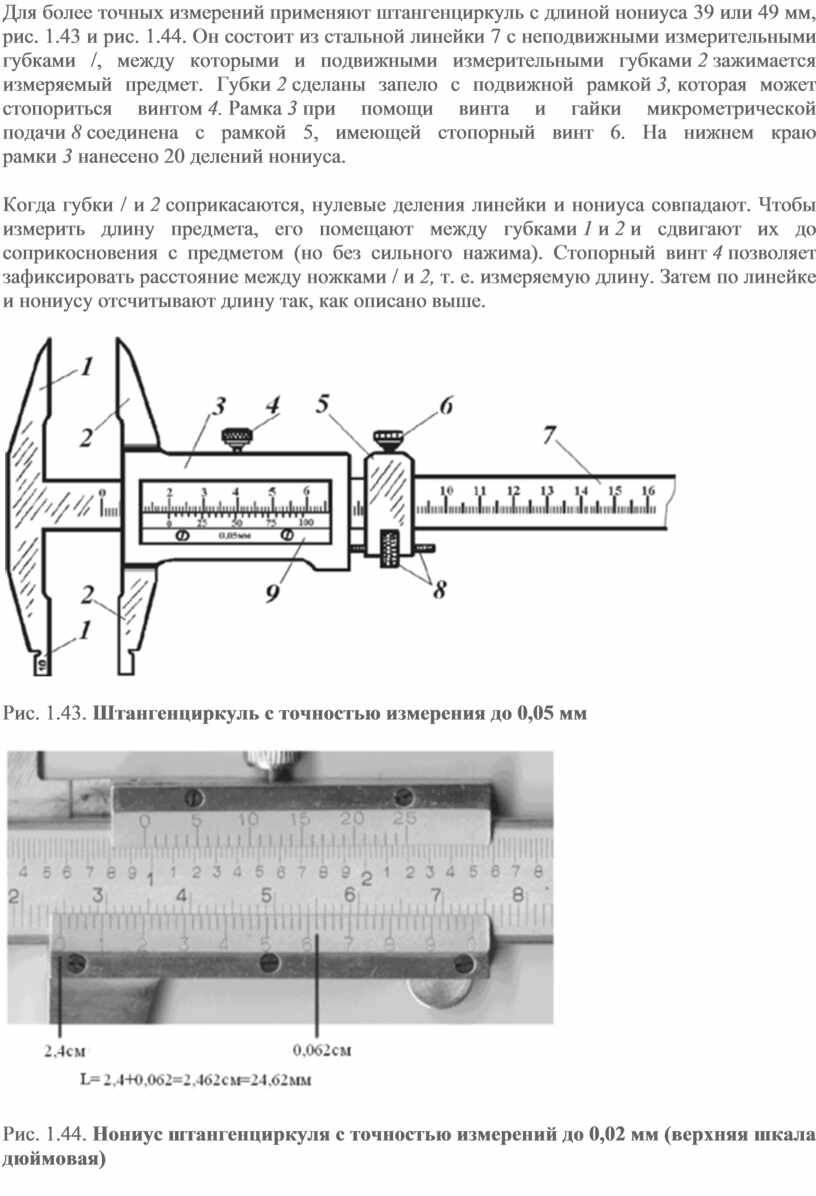
Для более точных измерений применяют штангенциркуль с длиной нониуса 39 или 49 мм, рис. 1.43 и рис. 1.44. Он состоит из стальной линейки 7 с неподвижными измерительными губками /, между которыми и подвижными измерительными губками 2 зажимается измеряемый предмет. Губки 2 сделаны запело с подвижной рамкой 3, которая может стопориться винтом 4. Рамка 3 при помощи винта и гайки микрометрической подачи 8 соединена с рамкой 5, имеющей стопорный винт 6. На нижнем краю рамки 3 нанесено 20 делений нониуса.
Когда губки / и 2 соприкасаются, нулевые деления линейки и нониуса совпадают. Чтобы измерить длину предмета, его помещают между губками 1 и 2 и сдвигают их до соприкосновения с предметом (но без сильного нажима). Стопорный винт 4 позволяет зафиксировать расстояние между ножками / и 2, т. е. измеряемую длину. Затем по линейке и нониусу отсчитывают длину так, как описано выше.

Рис. 1.43. Штангенциркуль с точностью измерения до 0,05 мм
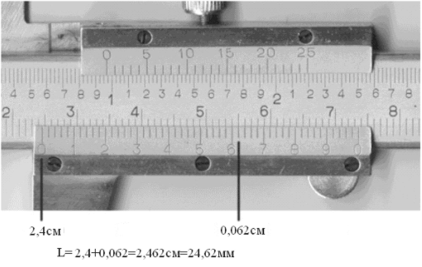
Рис. 1.44. Нониус штангенциркуля с точностью измерений до 0,02 мм (верхняя шкала дюймовая)
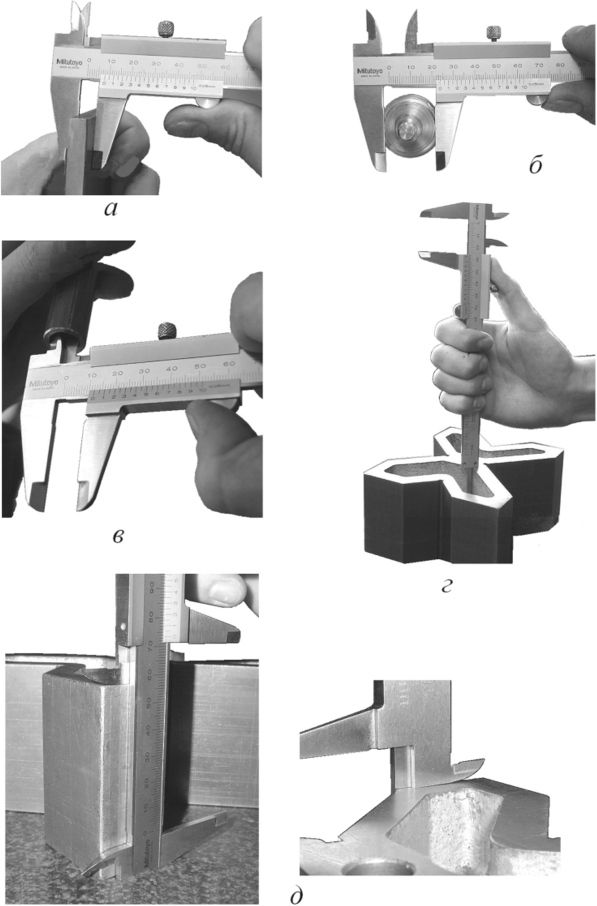
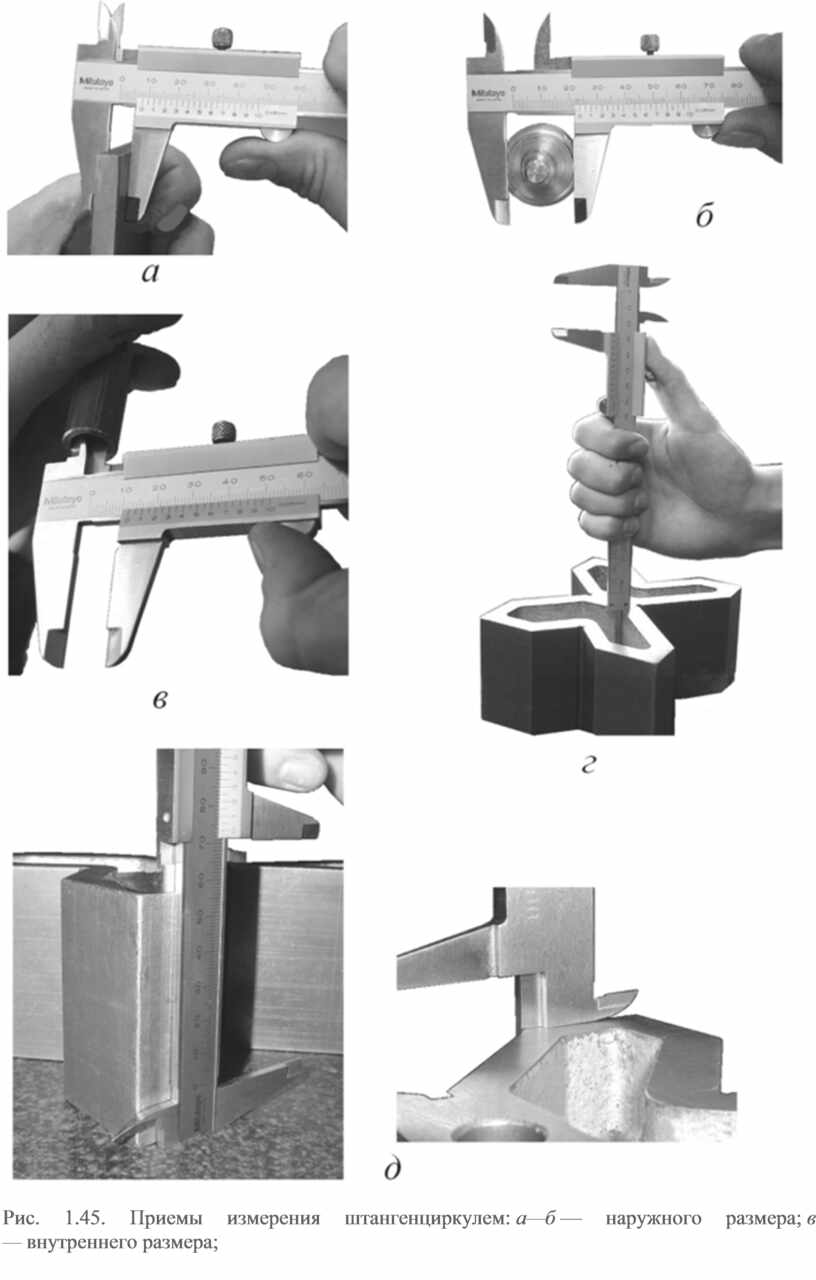
Рис. 1.45. Приемы измерения штангенциркулем: а—б — наружного размера; в — внутреннего размера;
г — глубины выемки; д — высоты изделия
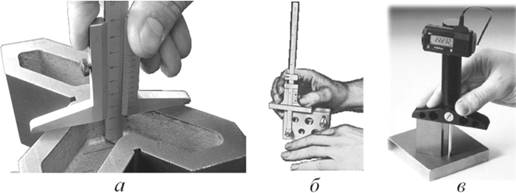
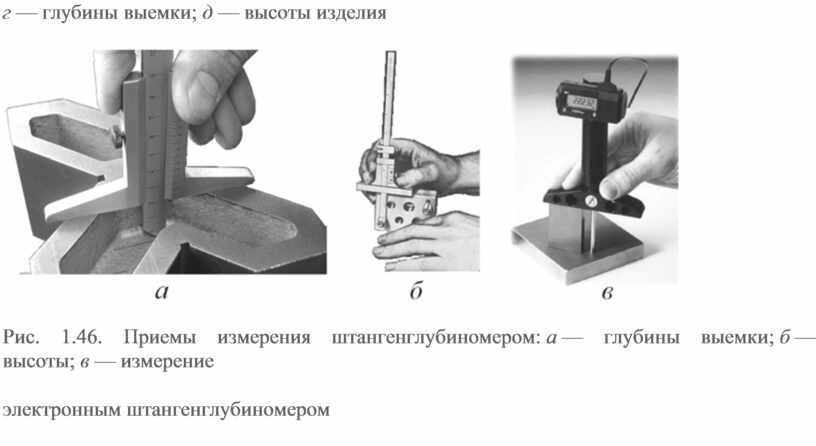
Рис. 1.46. Приемы измерения штангенглубиномером: а — глубины выемки; б — высоты; в — измерение
электронным штангенглубиномером
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.