

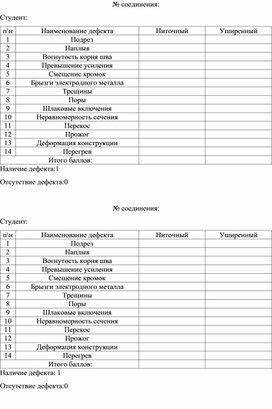
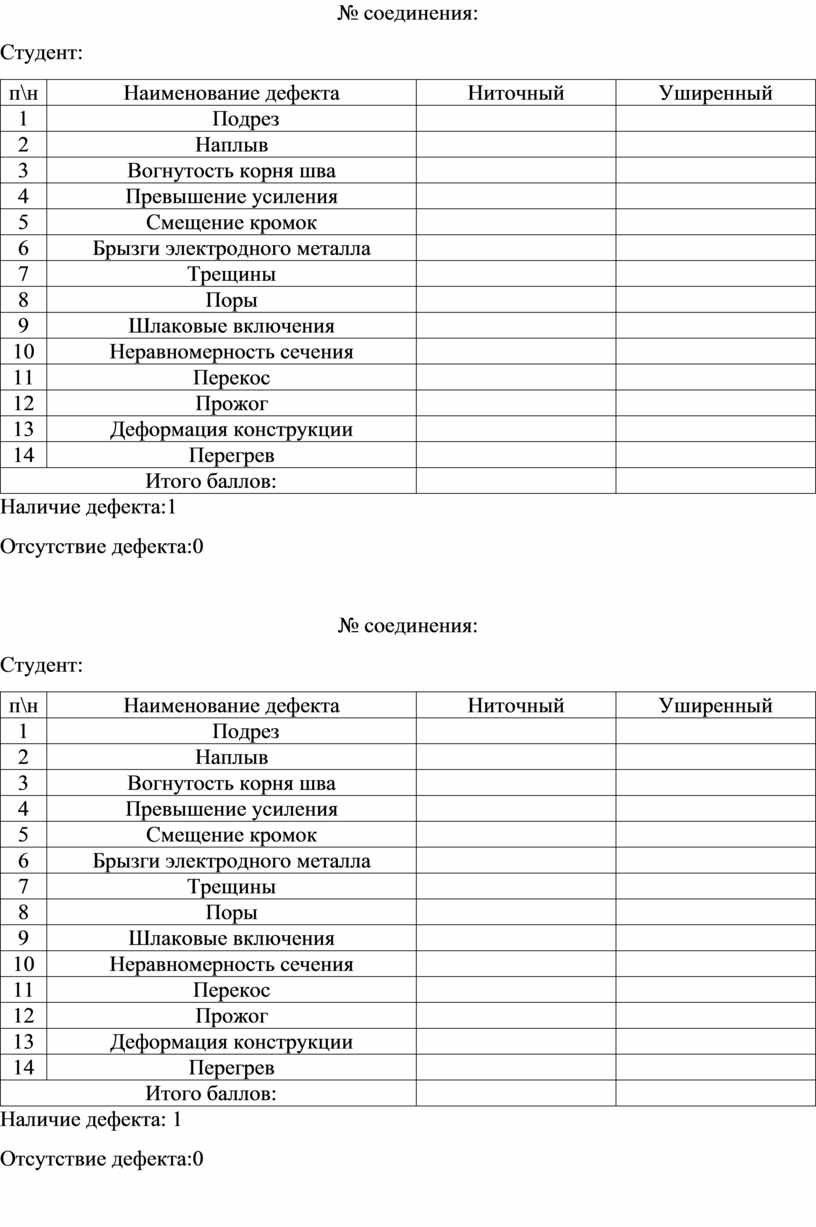
№ соединения:
Студент:
|
п\н |
Наименование дефекта |
Ниточный |
Уширенный |
|
1 |
Подрез |
|
|
|
2 |
Наплыв |
|
|
|
3 |
Вогнутость корня шва |
|
|
|
4 |
Превышение усиления |
|
|
|
5 |
Смещение кромок |
|
|
|
6 |
Брызги электродного металла |
|
|
|
7 |
Трещины |
|
|
|
8 |
Поры |
|
|
|
9 |
Шлаковые включения |
|
|
|
10 |
Неравномерность сечения |
|
|
|
11 |
Перекос |
|
|
|
12 |
Прожог |
|
|
|
13 |
Деформация конструкции |
|
|
|
14 |
Перегрев |
|
|
|
Итого баллов: |
|
|
|
Наличие дефекта:1
Отсутствие дефекта:0
№ соединения:
Студент:
|
п\н |
Наименование дефекта |
Ниточный |
Уширенный |
|
1 |
Подрез |
|
|
|
2 |
Наплыв |
|
|
|
3 |
Вогнутость корня шва |
|
|
|
4 |
Превышение усиления |
|
|
|
5 |
Смещение кромок |
|
|
|
6 |
Брызги электродного металла |
|
|
|
7 |
Трещины |
|
|
|
8 |
Поры |
|
|
|
9 |
Шлаковые включения |
|
|
|
10 |
Неравномерность сечения |
|
|
|
11 |
Перекос |
|
|
|
12 |
Прожог |
|
|
|
13 |
Деформация конструкции |
|
|
|
14 |
Перегрев |
|
|
|
Итого баллов: |
|
|
|
Наличие дефекта: 1
Отсутствие дефекта:0
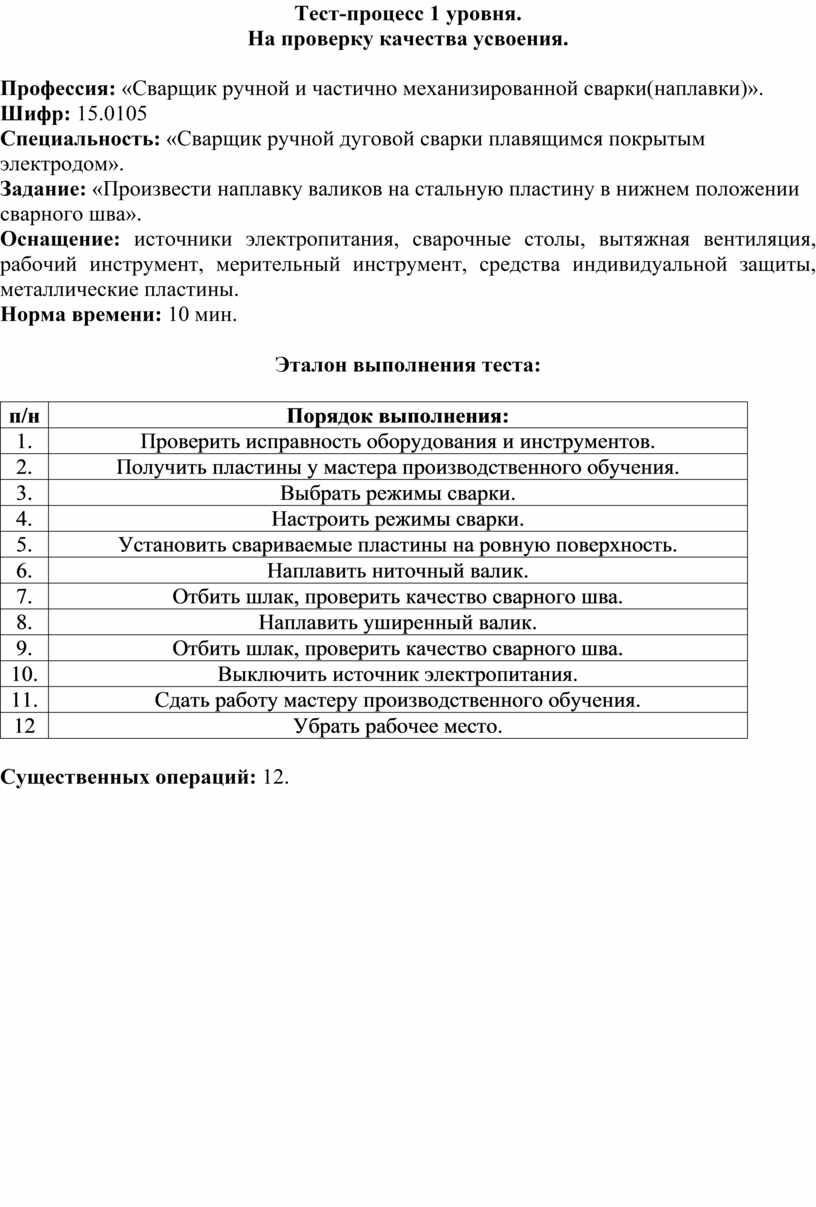
Тест-процесс 1 уровня.
На проверку качества усвоения.
Профессия: «Сварщик ручной и частично механизированной сварки(наплавки)».
Шифр: 15.0105
Специальность: «Сварщик ручной дуговой сварки плавящимся покрытым электродом».
Задание: «Произвести наплавку валиков на стальную пластину в нижнем положении сварного шва».
Оснащение: источники электропитания, сварочные столы, вытяжная вентиляция, рабочий инструмент, мерительный инструмент, средства индивидуальной защиты, металлические пластины.
Норма времени: 10 мин.
Эталон выполнения теста:
|
п/н |
Порядок выполнения: |
|
1. |
Проверить исправность оборудования и инструментов. |
|
2. |
Получить пластины у мастера производственного обучения. |
|
3. |
Выбрать режимы сварки. |
|
4. |
Настроить режимы сварки. |
|
5. |
Установить свариваемые пластины на ровную поверхность. |
|
6. |
Наплавить ниточный валик. |
|
7. |
Отбить шлак, проверить качество сварного шва. |
|
8. |
Наплавить уширенный валик. |
|
9. |
Отбить шлак, проверить качество сварного шва. |
|
10. |
Выключить источник электропитания. |
|
11. |
Сдать работу мастеру производственного обучения. |
|
12 |
Убрать рабочее место. |
Существенных операций: 12.
Тест-процесс 2 уровня.
На проверку качества усвоения.
Профессия: «Сварщик ручной и частично механизированной сварки(наплавки)».
Шифр: 15.0105
Специальность: «Сварщик ручной дуговой сварки плавящимся покрытым электродом».
Задание: «Произвести наплавку валиков на стальную пластину в нижнем положении сварного шва».
Оснащение: источники электропитания, сварочные столы, вытяжная вентиляция, рабочий инструмент, мерительный инструмент, средства индивидуальной защиты, металлические пластины.
Норма времени: 10 мин.
Эталон выполнения теста:
|
п/н |
Порядок выполнения. |
|
1 |
Проверить исправность оборудования и инструментов: |
|
1.1 |
Проверить наличие контура заземления на сварочном аппарате. |
|
1.2 |
Проверить отсутствие вмятин на корпусе сварочного аппарата. |
|
1.3 |
Проверить исправность изоляции электропроводов. |
|
1.4 |
Проверить исправность электрододержателя. |
|
1.5 |
Проверить исправность вытяжной вентиляции. |
|
1.6 |
Проверить исправность рабочего инструмента. |
|
1.7 |
Проверить комплектность пожарного щита. |
|
1.8 |
Проверить исправность индивидуальных средств защиты. |
|
1.9 |
Проверить отсутствие легковоспламеняющихся веществ, газов и жидкостей ближе 10м от места сварки. |
|
2. |
Подготовить рабочее место, инструменты и металл к сварке: |
|
2.1 |
Убрать всё лишнее из сварочной кабины. |
|
2.2 |
Разложить необходимый рабочий и мерительный инструмент на столе сварщика. |
|
2.3 |
Получить пластины у мастера производственного обучения. |
|
2.4 |
Зачистить свариваемый металл от грязи, масла и ржавчины. |
|
3. |
Выбрать и настроить режимы сварки: |
|
3.1 |
Выбрать марку и тип электрода, в зависимости от марки свариваемой стали. |
|
3.2 |
Выбрать диаметр электрода, в зависимости от толщины металла. |
|
3.3 |
Рассчитать и настроить силу сварочного тока, и напряжения на дуге, в зависимости от толщины металла, диаметра электрода и положения в пространстве сварного шва. |
|
4. |
Наплавить валики на стальную пластину толщиной 10мм в нижнем положении сварного шва. |
|
4.1 |
Включить источник электропитания. |
|
4.2 |
Уложить пластины на столе сварщика с жёстким их закреплением. |
|
4.3 |
Наплавить ниточный валик. |
|
4.4 |
Отбить шлак молотком-шлакоотбойником и зачистить сварной шов металлической щёткой, визуально осмотрев его качество и при помощи УШС. |
|
4.5 |
Наплавить уширенный валик. |
|
4.6 |
Отбить шлак молотком-шлакоотбойником, проверить визуально качество сварного соединения и при помощи УШС. |
|
5. |
По окончании работы: |
|
5.1 |
Сдать работу мастеру на проверку. |
|
5.2 |
Убрать рабочее место. |
Существенных операций:24
Конспект урока
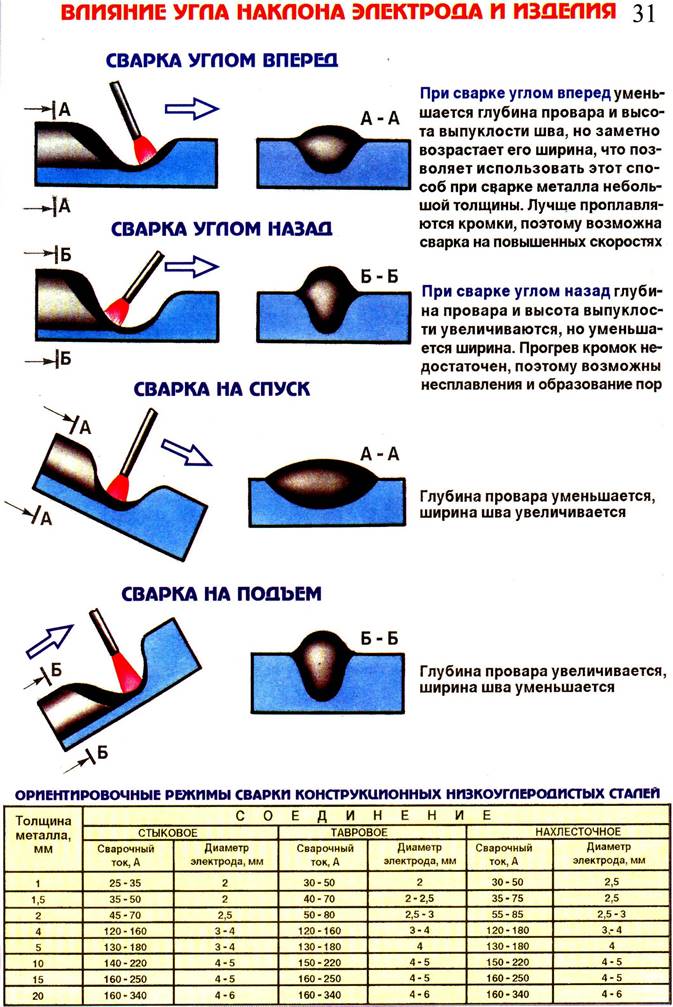
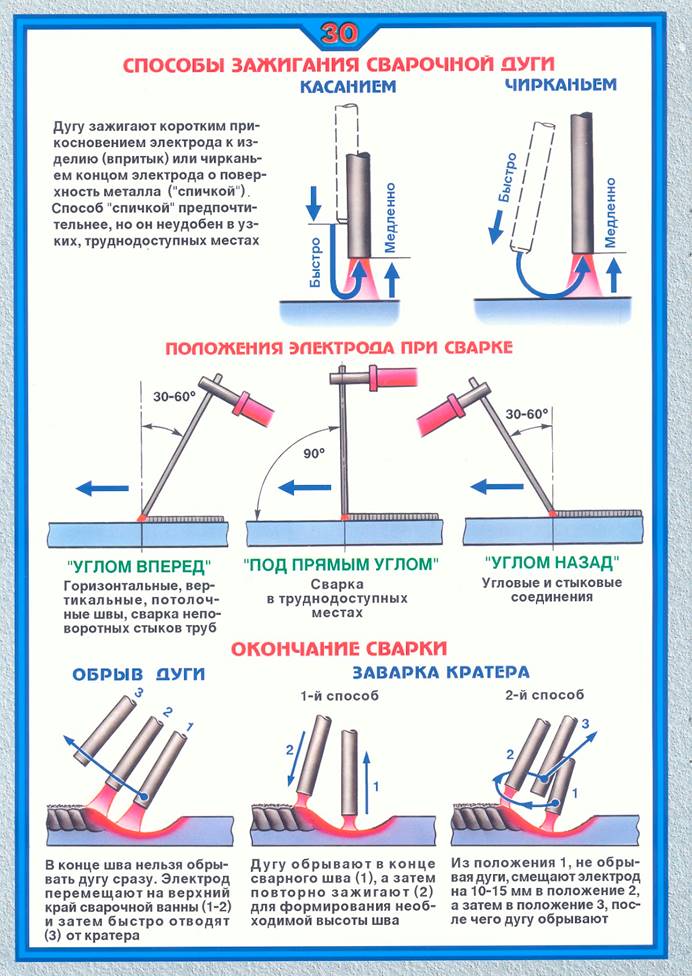
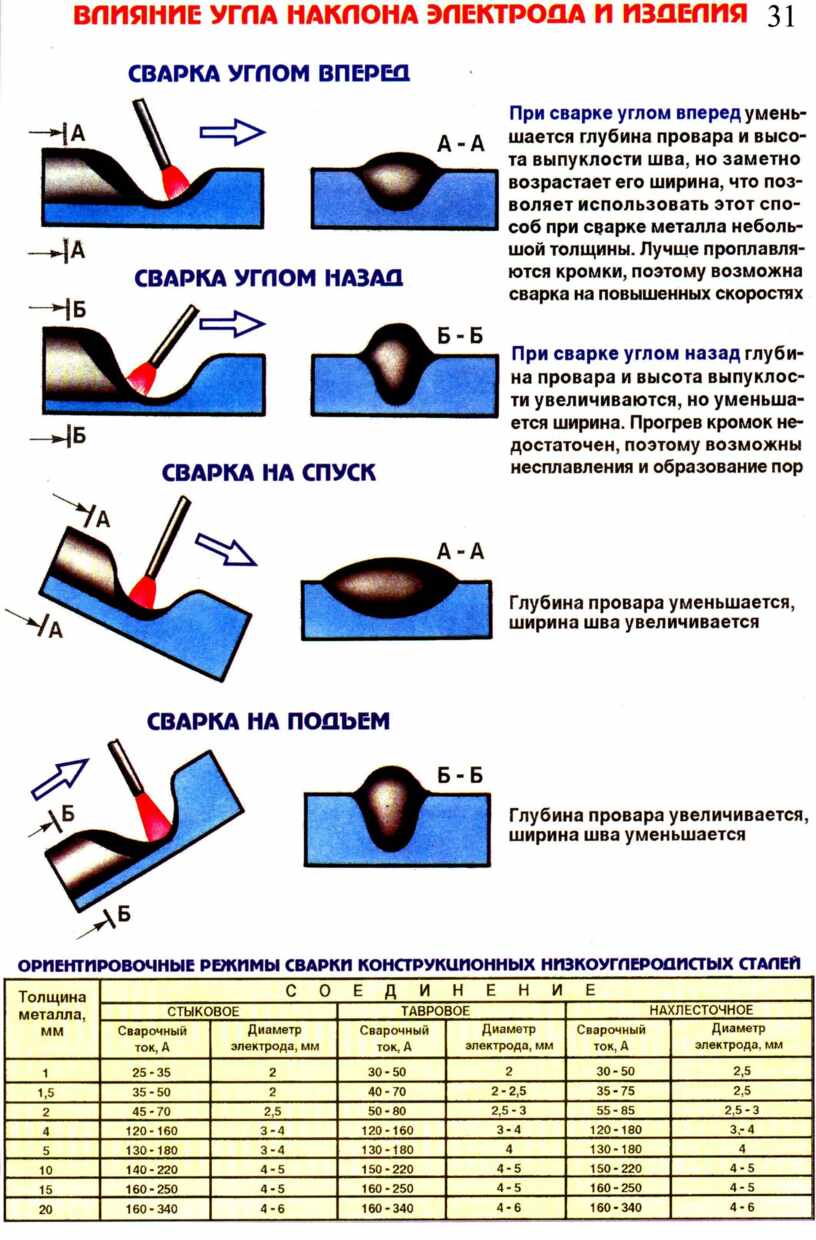
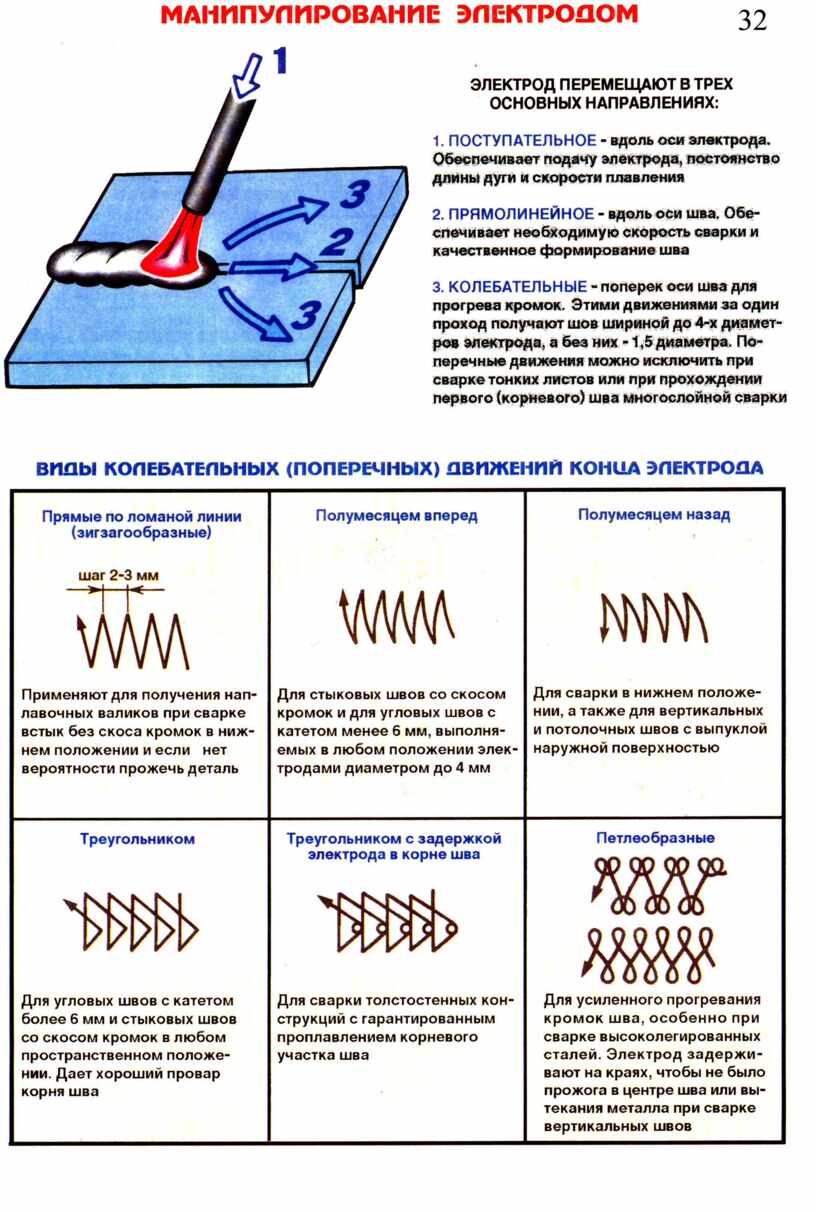
При перемещении электрода прямолинейно вдоль шва без колебательных движений наплавляется узкий (ниточный) валик. При наложении валика электрод следует держать наклонно, под некоторым углом к вертикальной линии, чтобы капли металла, перемещающиеся при расплавлении конца электрода в направлении его оси, попадали в расплавленный металл ванны. Электрод должен быть наклонен в сторону направления сварки. При этом глубина проплавления основного металла получается больше. Угол наклона, а покрытого электрода к вертикали должен составлять 15—20°.
Изменяя наклон электрода, сварщик может регулировать глубину расплавления металла, способствовать лучшему формированию валика шва и влиять на скорость охлаждения ванны.
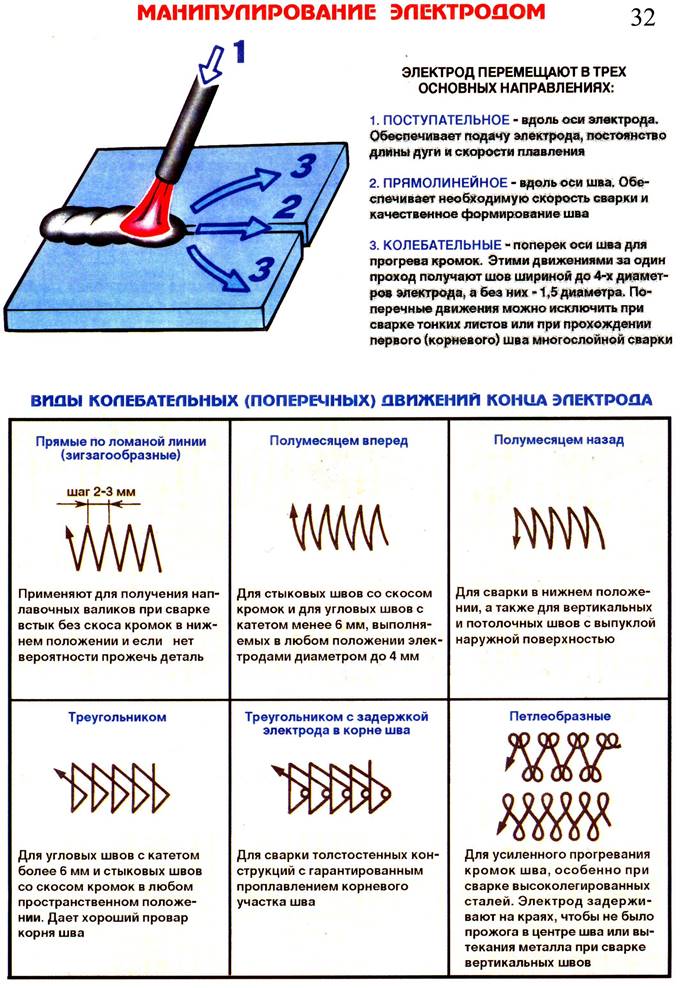
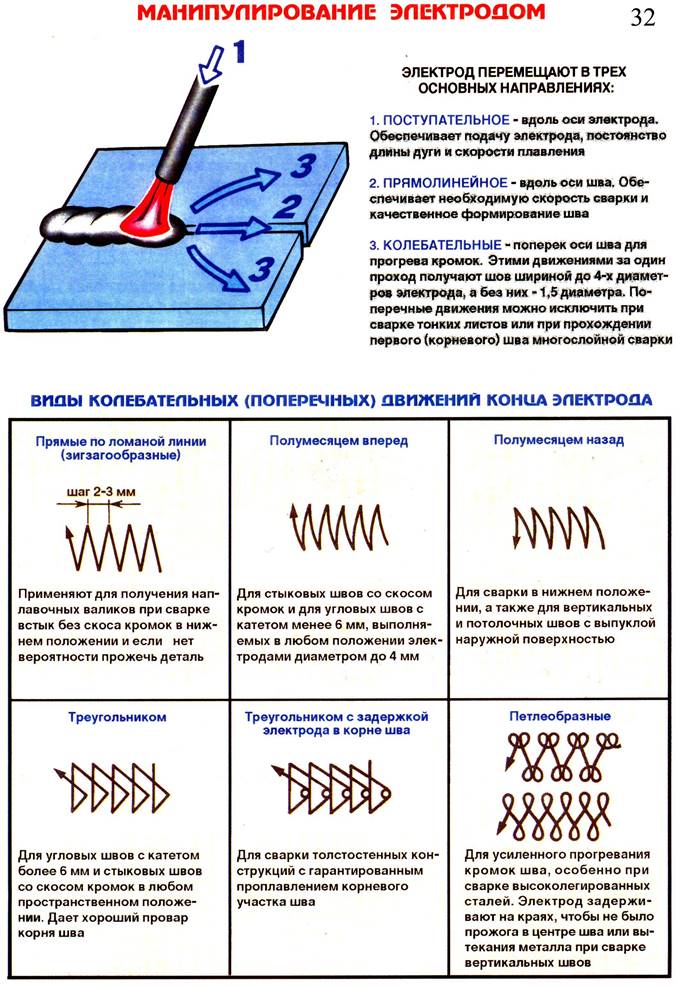
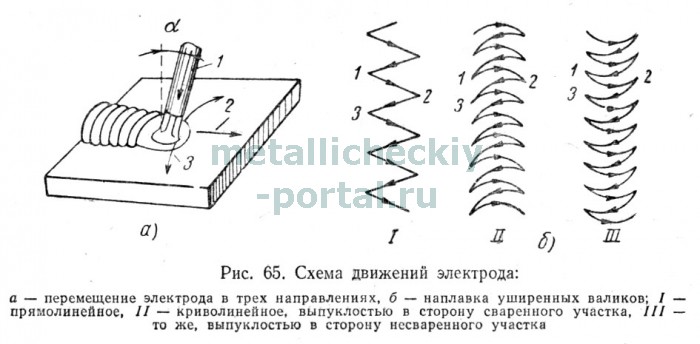
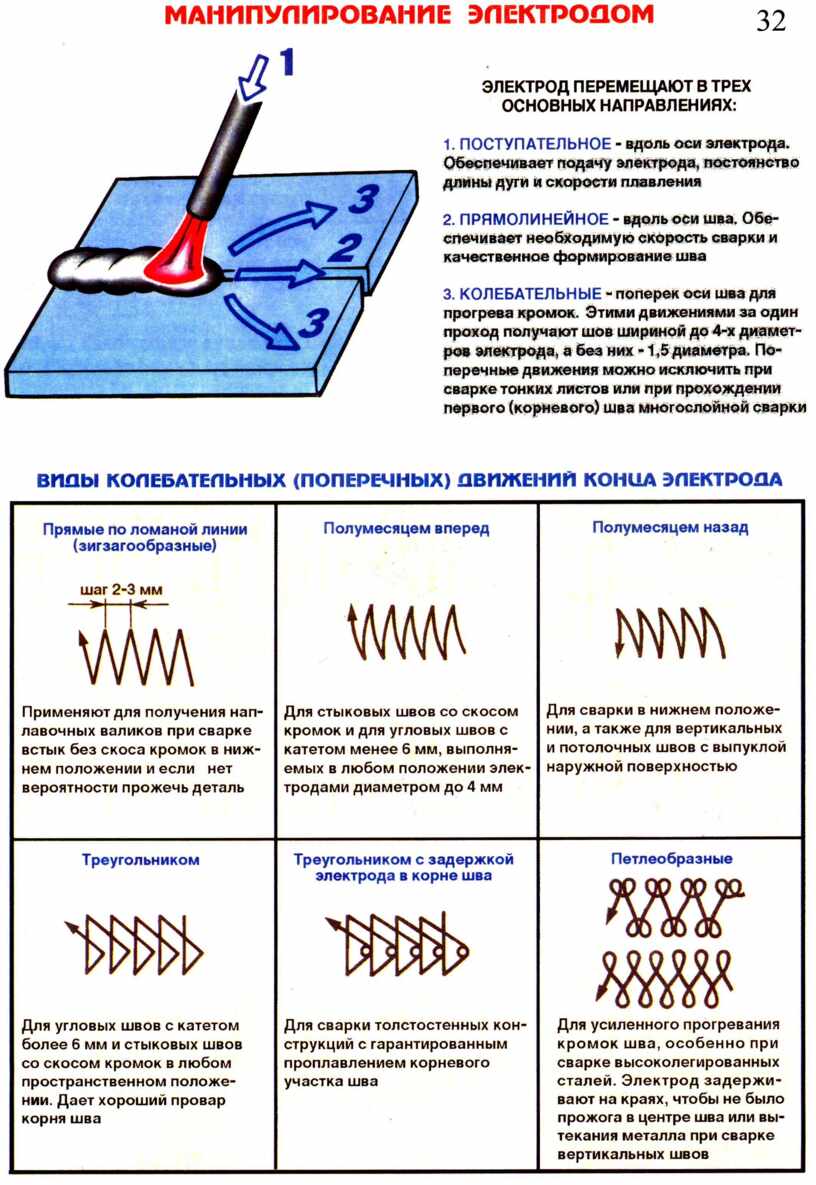
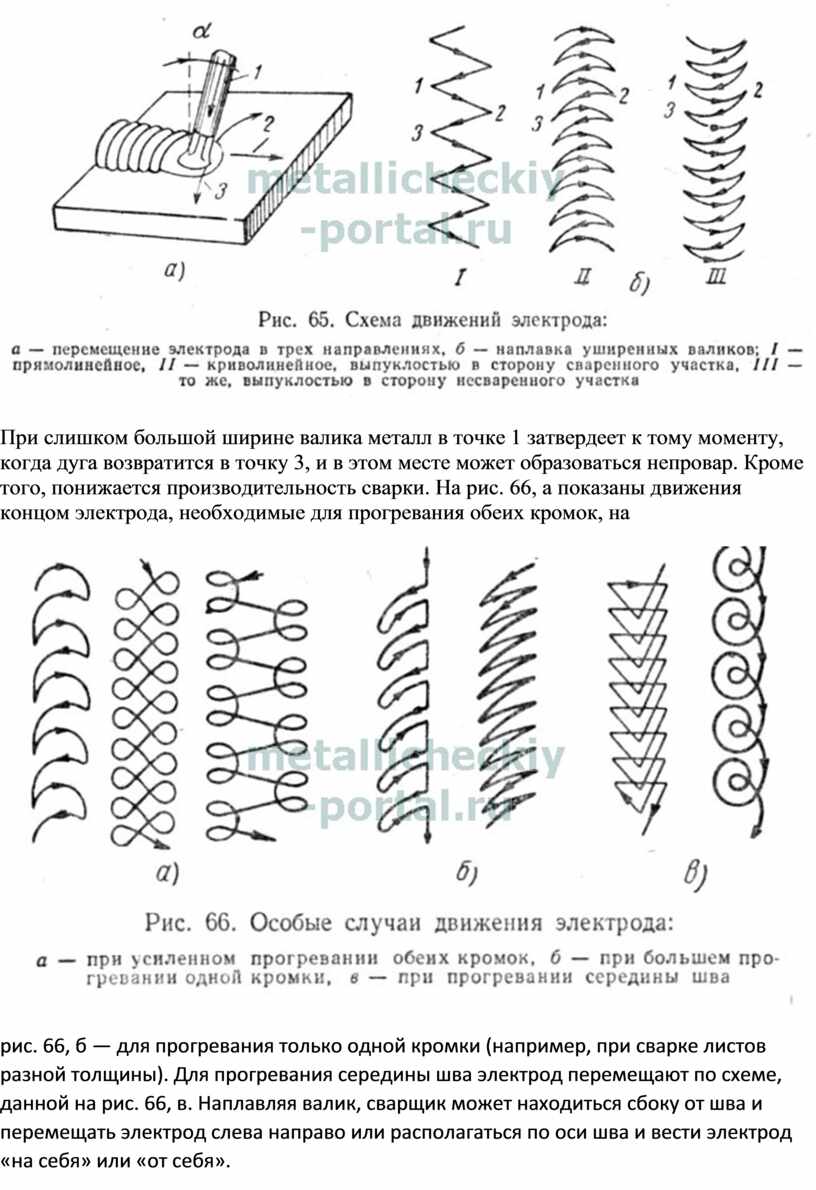
Узкий валик накладывают при проваре корня шва, сварке тонких листов, сварке горизонтальных и потолочных швов (независимо от числа слоёв). Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. В узком, но высоком валике объем наплавленного металла невелик, такой валик застывает быстрее, и растворенные в металле невыделившиеся газы могут вызвать пористость шва. Поэтому чаще применяют уширенные валики, которые также менее склонны к образованию кристаллизационных трещин. При выполнении их сварщик сообщает электроду колебательные движения поперёк шва, причём конец электрода должен совершать три движения (рис. 65, а): поступательное I вдоль оси электрода сверху вниз, поступательное 2 вдоль линии шва и колебательное 3 поперёк шва, перпендикулярно его оси. Колебательные движения электрода способствуют прогреву кромок и замедляют остывание сварочной ванны.
Схемы движений конца электрода при наплавке уширенных валиков показаны на рис. 65, б. В точках 1, 2 и 3 скорость перемещения электрода уменьшается, что способствует прогреванию кромок.
Лучшее качество имеют валики шириной, равной 2,5—3 диаметрам электрода. В этом случае все кратеры расплавленного металла 1, 2, 3 сливаются в одну ванну и обеспечивается наилучшее сплавление основного и наплавленного металла.
При слишком большой ширине валика металл в точке 1 затвердеет к тому моменту, когда дуга возвратится в точку 3, и в этом месте может образоваться непровар. Кроме того, понижается производительность сварки. На рис. 66, а показаны движения концом электрода, необходимые для прогревания обеих кромок, на

рис. 66, б — для прогревания только одной кромки (например, при сварке листов разной толщины). Для прогревания середины шва электрод перемещают по схеме, данной на рис. 66, в. Наплавляя валик, сварщик может находиться сбоку от шва и перемещать электрод слева направо или располагаться по оси шва и вести электрод «на себя» или «от себя».
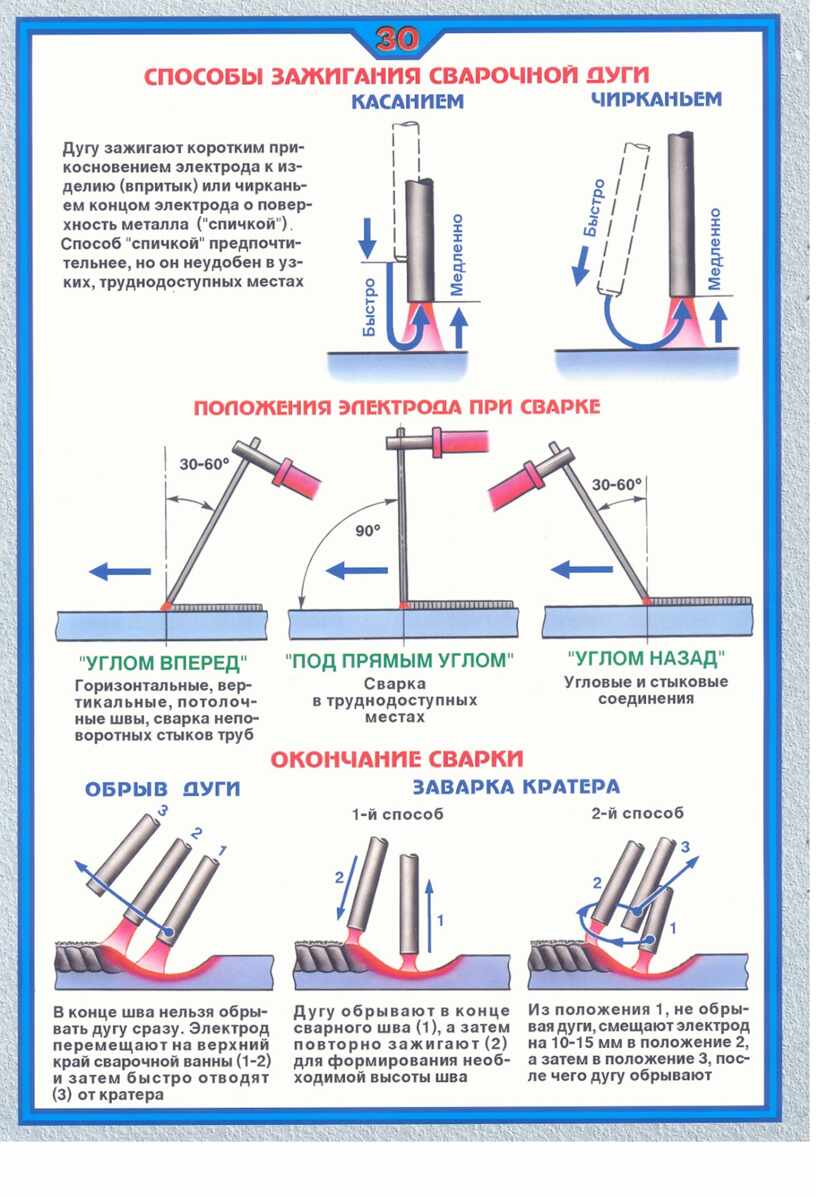
После окончания наплавки валика остающийся в конце его кратер должен быть тщательно заварен, чтобы в этом месте не появилась трещина.
При сварке электродами с покрытиями необходимо обеспечить полную и равномерную защиту жидкого металла слоем расплавленного шлака. Шлак должен располагаться позади дуги, не смешиваться с расплавленным металлом и не затекать вперёд дуги, т. е. не попадать на поверхность нерасплавленного металла. Металл поддерживается достаточное время в жидком состоянии, чтобы частицы шлака всплыли на поверхность ванны и шлак успел раскислить металл.
Литература и интернет-источники:
Основные источники:
1. В.В.Овчинников «Технология газовой сварки и резки металлов» М. Академия 2010-240с
2. В.В.Овчинников «Технология ручной дуговой и плазменной сварки и резки металлов» М. Академия 2010-240с
Дополнительные источники:
1. Куликов В.П. Технология сварки плавлением. - Мн.: Дизайн ПРО, 2000. – 256с.
2. Козьянов А.Ф., Морозова Л.Л. Охрана труда в машиностроении. – М.: Машиностроение, 1998. - 256 с.
3. Карпей Т.В. «Экономика, организация и планирование промышленного производства»: Учеб. пособие. - Мн.: Дизайн ПРО, 2004. – 328 с.
4. Верховенко Л.В., Тукин А.К. Справочник сварщика. – Мн.: ВШ, 1990. – 479 с.
5. Блинов А.Н., Ляпин К.В. Сварные конструкции. – М., 1990.
6. Маслов В.И. «Сварочные работы». Москва. Академия. 1998 г.
Инструкционная карта №78.
Тема: « Полуавтоматическая сварка пластин из низкоуглеродистой стали в нижнем, наклонном, вертикальном и горизонтальном положении сварного шва.
Тема урока: « Сварка пластин в тавр, угол и внахлёст в нижнем положении сварного шва».
Учебно-производственные задания:
I- Сварка пластин в тавр.
II- Сварка пластин в угол.
III- Сварка пластин внахлёст.
Цель заданий: научиться способам и приёмам полуавтоматической сварки в среде защитного газа металла различной толщины, уметь сваривать различные соединения, грамотно используя уже приобретённые навыки.
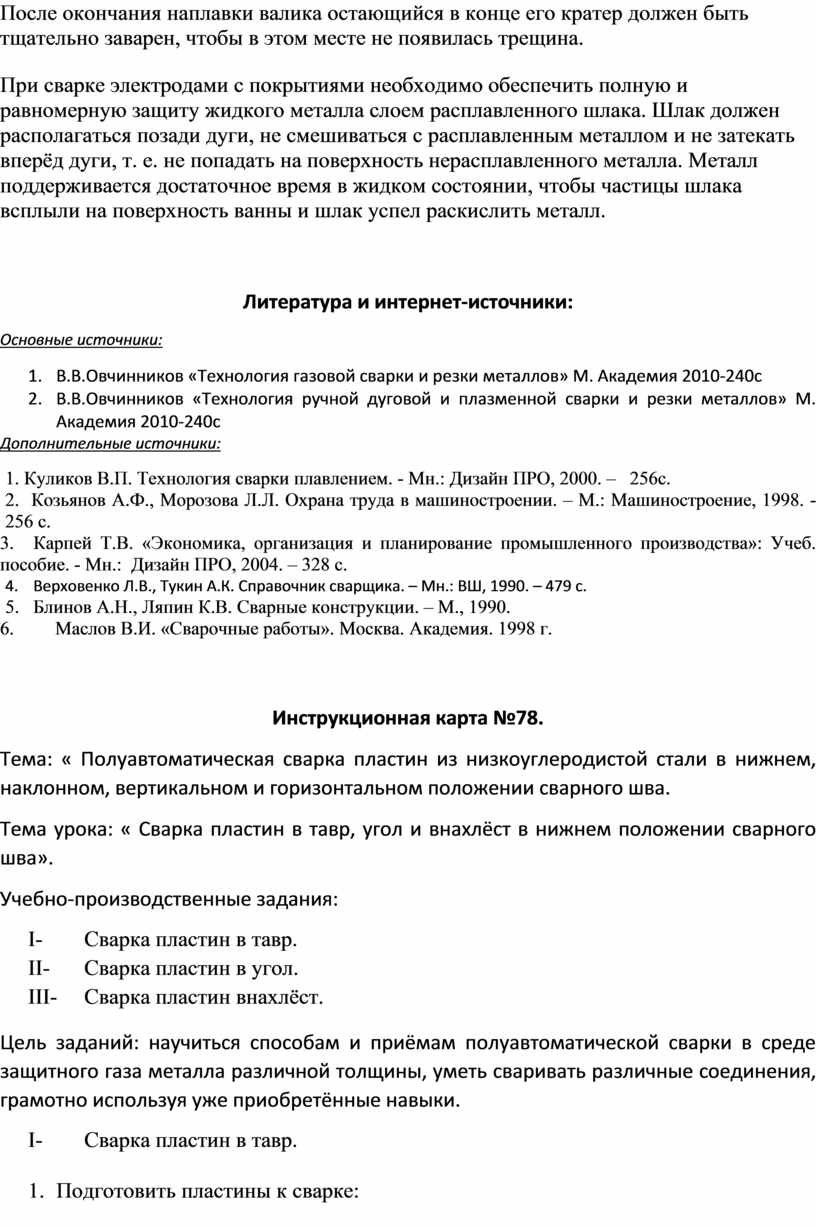
I- Сварка пластин в тавр.
1. Подготовить пластины к сварке:
1.1. Очистить поверхность металла от окалины и ржавчины металлической щёткой до металлического блеска.
1.2. Выбрать и установить режимы сварки.
1.3. Соединить пластины в тавр при помощи прихваток, соблюдая правильность их установки, с установлением необходимого зазора и угла между пластинами.
1.4. Выполнить полуавтоматическую сварку таврового соединения с двух сторон, соблюдая углы наклона горелки к поверхности металла.
![]()
![]()
 45-500
45-500
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
 |
|||||||
 |
|||||||
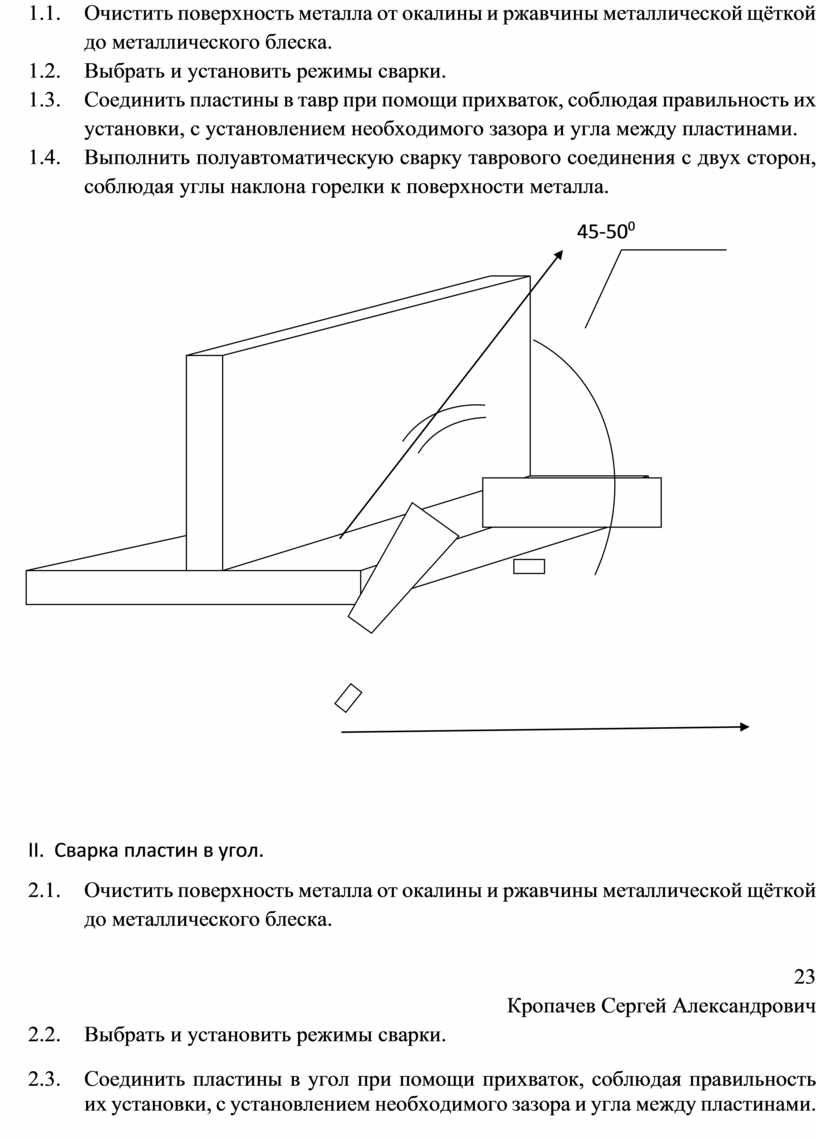
II. Сварка пластин в угол.
2.1. Очистить поверхность металла от окалины и ржавчины металлической щёткой до металлического блеска.
23
Кропачев Сергей Александрович
2.2. Выбрать и установить режимы сварки.
2.3. Соединить пластины в угол при помощи прихваток, соблюдая правильность их установки, с установлением необходимого зазора и угла между пластинами.
2.4. Выполнить полуавтоматическую сварку углового соединения с двух сторон, соблюдая углы наклона горелки к поверхности металла.
![]()
![]()
![]()
![]()

 45-500
45-500
![]()
![]()
![]()
![]()

![]()
![]()

![]()
![]()
Ш. Сварка пластин внахлёст.
3.1. Очистить поверхность металла от окалины и ржавчины металлической щёткой до металлического блеска.
3.2. Выбрать и установить режимы сварки.
3.3. Соединить пластины внахлёст при помощи прихваток, соблюдая правильность их установки, с установлением необходимого зазора и угла между пластинами.
3.4. Выполнить полуавтоматическую сварку нахлёсточного соединения с двух сторон, соблюдая углы наклона горелки к поверхности металла.
![]()
![]()
![]() 45-500
45-500
24
Кропачев Сергей Александрович
|
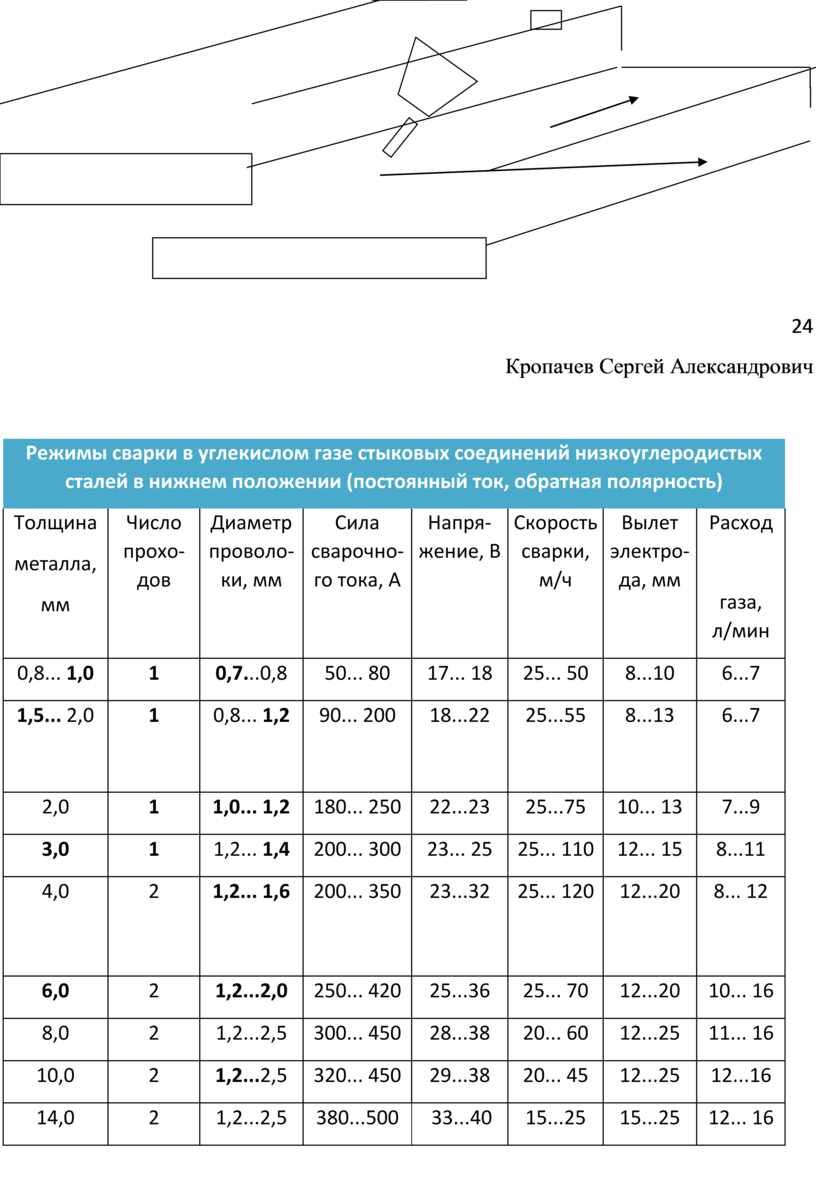
Режимы сварки в углекислом газе стыковых соединений низкоуглеродистых сталей в нижнем положении (постоянный ток, обратная полярность) |
|||||||
|
Толщина металла, мм |
Число проходов |
Диаметр проволоки, мм |
Сила сварочного тока, А |
Напряжение, В |
Скорость сварки, м/ч |
Вылет электрода, мм |
Расход |
|
газа, л/мин |
|||||||
|
0,8... 1,0 |
1 |
0,7...0,8 |
50... 80 |
17... 18 |
25... 50 |
8...10 |
6...7 |
|
1,5... 2,0 |
1 |
0,8... 1,2 |
90... 200 |
18...22 |
25...55 |
8...13 |
6...7 |
|
|
|
||||||
|
2,0 |
1 |
1,0... 1,2 |
180... 250 |
22...23 |
25...75 |
10... 13 |
7...9 |
|
3,0 |
1 |
1,2... 1,4 |
200... 300 |
23... 25 |
25... 110 |
12... 15 |
8...11 |
|
4,0 |
2 |
1,2... 1,6 |
200... 350 |
23...32 |
25... 120 |
12...20 |
8... 12 |
|
|
|
||||||
|
6,0 |
2 |
1,2...2,0 |
250... 420 |
25...36 |
25... 70 |
12...20 |
10... 16 |
|
8,0 |
2 |
1,2...2,5 |
300... 450 |
28...38 |
20... 60 |
12...25 |
11... 16 |
|
10,0 |
2 |
1,2...2,5 |
320... 450 |
29...38 |
20... 45 |
12...25 |
12...16 |
|
14,0 |
2 |
1,2...2,5 |
380...500 |
33...40 |
15...25 |
15...25 |
12... 16 |
25
Кропачев Сергей Александрович
|
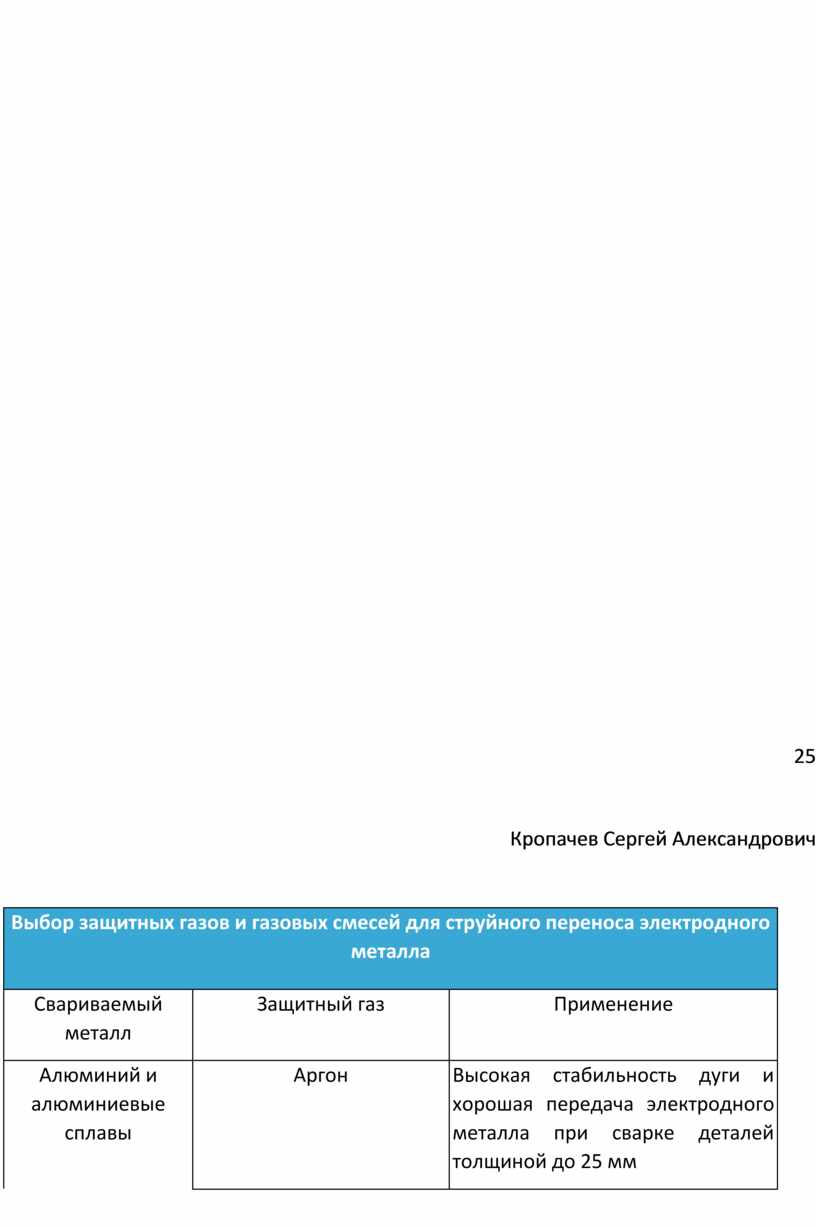
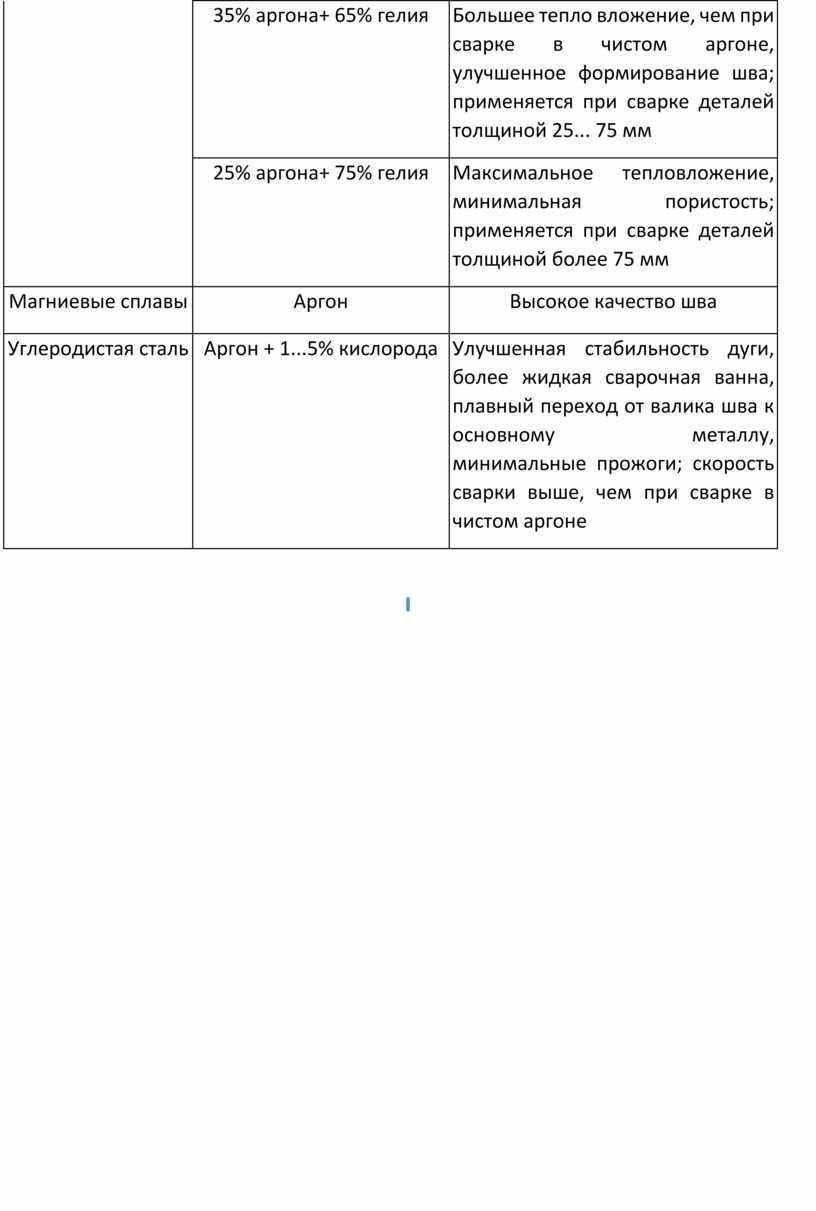
Выбор защитных газов и газовых смесей для струйного переноса электродного металла |
||
|
Свариваемый металл |
Защитный газ |
Применение |
|
Алюминий и алюминиевые сплавы |
Аргон |
Высокая стабильность дуги и хорошая передача электродного металла при сварке деталей толщиной до 25 мм |
|
|
35% аргона+ 65% гелия |
Большее тепло вложение, чем при сварке в чистом аргоне, улучшенное формирование шва; применяется при сварке деталей толщиной 25... 75 мм |
|
|
25% аргона+ 75% гелия |
Максимальное тепловложение, минимальная пористость; применяется при сварке деталей толщиной более 75 мм |
|
Магниевые сплавы |
Аргон |
Высокое качество шва |
|
Углеродистая сталь |
Аргон + 1...5% кислорода |
Улучшенная стабильность дуги, более жидкая сварочная ванна, плавный переход от валика шва к основному металлу, минимальные прожоги; скорость сварки выше, чем при сварке в чистом аргоне |
I
26
Кропачев Сергей Александрович
|
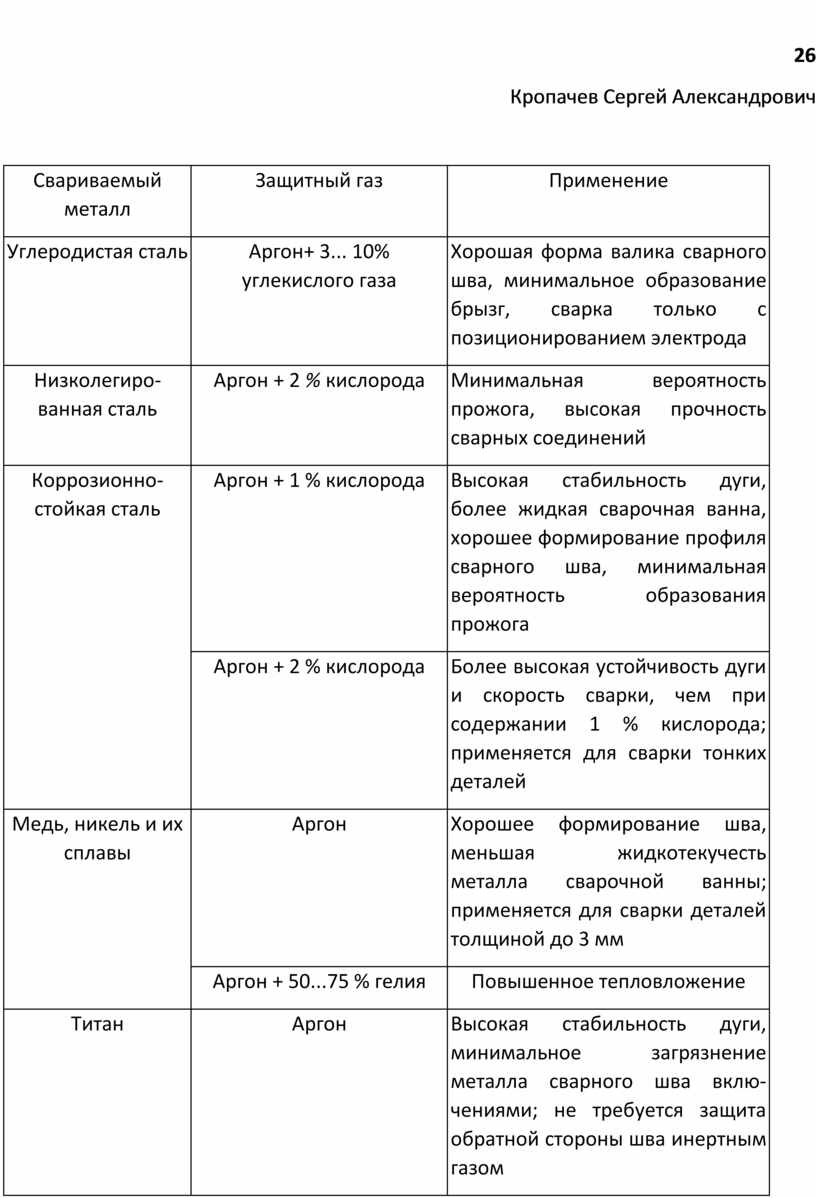
Свариваемый металл |
Защитный газ |
Применение |
|
Углеродистая сталь |
Аргон+ 3... 10% углекислого газа |
Хорошая форма валика сварного шва, минимальное образование брызг, сварка только с позиционированием электрода |
|
Низколегированная сталь |
Аргон + 2 % кислорода |
Минимальная вероятность прожога, высокая прочность сварных соединений |
|
Коррозионно-стойкая сталь |
Аргон + 1 % кислорода |
Высокая стабильность дуги, более жидкая сварочная ванна, хорошее формирование профиля сварного шва, минимальная вероятность образования прожога |
|
Аргон + 2 % кислорода |
Более высокая устойчивость дуги и скорость сварки, чем при содержании 1 % кислорода; применяется для сварки тонких деталей |
|
|
Медь, никель и их сплавы |
Аргон |
Хорошее формирование шва, меньшая жидкотекучесть металла сварочной ванны; применяется для сварки деталей толщиной до 3 мм |
|
Аргон + 50...75 % гелия |
Повышенное тепловложение |
|
|
Титан |
Аргон |
Высокая стабильность дуги, минимальное загрязнение металла сварного шва включениями; не требуется защита обратной стороны шва инертным газом |
Скачано с www.znanio.ru
Студент: п\н Наименование дефекта
"Технология газовой сварки и резки металлов"
"Технология газовой сварки и резки металлов"
"Технология газовой сварки и резки металлов"
"Технология газовой сварки и резки металлов"
"Технология газовой сварки и резки металлов"
Тест-процесс 1 уровня. На проверку качества усвоения
Тест-процесс 2 уровня. На проверку качества усвоения
Отбить шлак молотком-шлакоотбойником и зачистить сварной шов металлической щёткой, визуально осмотрев его качество и при помощи
При перемещении электрода прямолинейно вдоль шва без колебательных движений наплавляется узкий (ниточный) валик
При слишком большой ширине валика металл в точке 1 затвердеет к тому моменту, когда дуга возвратится в точку 3, и в этом месте может образоваться…
После окончания наплавки валика остающийся в конце его кратер должен быть тщательно заварен, чтобы в этом месте не появилась трещина
Очистить поверхность металла от окалины и ржавчины металлической щёткой до металлического блеска
Выполнить полуавтоматическую сварку углового соединения с двух сторон, соблюдая углы наклона горелки к поверхности металла

Кропачев Сергей Александрович
Кропачев Сергей Александрович
Большее тепло вложение, чем при сварке в чистом аргоне, улучшенное формирование шва; применяется при сварке деталей толщиной 25
Кропачев Сергей Александрович
"Технология газовой сварки и резки металлов"
© ООО «Знанио»
С вами с 2009 года.
![]()