Методическая разработка создана с целью, помочь обучающемуся на начальном этапе занятий судомоделированием. Поскольку в объединение приходят ребята не имеющие опыта и навыков работы со сложными инструментами и материалами, мною была разработана технология постройки модели корабля из пенопласта потолочной плитки и ватмана.Используя простейшие инструменты:нож, ножницы и клей, ребенок сможет самостоятельно изготовить действующую модель, которая будет соответствовать спортивному классу и сможет принять участие в соревнованиях.документ word
КРАЕВОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«АЧИНСКИЙ КАДЕТСКИЙ КОРПУС»
Технология изготовления судомоделей Е600
(методические рекомендации)Ачинск 2017
«Технология изготовления
судомоделей»
(методические рекомендации)
Ачинск, КГБОУ Ачинский кадетский корпус, 2017 г.
Методические рекомендации подготовлены педагогом дополнительного образования
Ситниковым А.В.
СОДЕРЖАНИЕ
Технология изготовления корпуса модели «Е600» ……………………………………… 2
Технология изготовления надстройки модели «Е600» ………………………………… 2
Технология изготовления двигательной установки
и рулевого устройства модели «Е600»……………… ………………………………… 2
2Технология изготовления корпуса модели «Е600»
Кадеты зачисленные в объединение «Судомоделирование» впервые начинают работать
над постройкой модели судна. Поэтому выбор первой модели очень важен. Если модель
будет чрезмерно сложной, обучающийся может с ней не справится и потерять интерес к
занятиям, слишком простая модель не сможет заинтересовать ребёнка. В настоящей
методической рекомендации в качестве первой модели обучающемуся предлагается
модель которая не является копией настоящего корабля, а является всего лишь
комплексом для отработки методик работы с материалом и ручным инструментом, для
приобретения и закрепления навыков и умений, а также проверки серьезности намерений
ребенка строить модели судов. Но она достаточно сложна
конструктивно и
технологически, и поскольку она действующая, может принимать участие в соревнованиях
ЕХ600. На постройку такой модели у учащихся уходит до 3 4 месяцев, итогом работы за
полугодие является выставка, либо кружковые соревнования в бассейне лаборатории, как
правило, к новогодним каникулам.
Прототипом модели является катерспасатель, чертежи которого опубликованы в
журнале «Моделистконструктор». Данный проект катера обладает целым рядом
особенностей, способствующих постройке этой модели учащимися первого года обучения:
корпус катера образован простыми плоскими обводами, что позволяет использовать
при его строительстве любой листовой материал;
обводы катера простые прямоугольные, что позволяет обойтись минимумом шпангоутов
и одной продольной плоскостью при наборе каркаса корпуса;
простые соединения плоскостей днища, борта и палубы позволяют собрать корпус методом
склейки на шпангоутах практически без продольных стрингеров;
наличие привального бруса и носовых накладок усиливают корпус катера
и предохраняют его при возможных столкновениях;
надстройка катера также является простой плоскостной формой, легко собираемой
из листовых материалов;
на катере имеется минимум другого палубного оборудования, что также облегчает
постройку данной модели;
снимаемая надстройка открывает доступ через вырез палубы во внутренний отсек, удобный
для установки аккумуляторов, а технологический люк на корме открывает доступ для
контроля двигателя и валопривода.
Для постройки модели выбран масштаб 1:80, при этом длина катера составит 40 см,
ширина 9 см, то есть модель входит в категорию до 600мм, соотношение длины
и ширины обеспечивает его остойчивость, а простые обводы гарантируют устойчивость на
курсе. Размеры модели и ее небольшая масса позволяют установить на ней
электродвигатель средней мощности и довольно емкий аккумулятор. Установка одного
3винтомоторного комплекса в отличие от прототипа облегчает строительство модели
и улучшает ее ходовые качества по курсу.
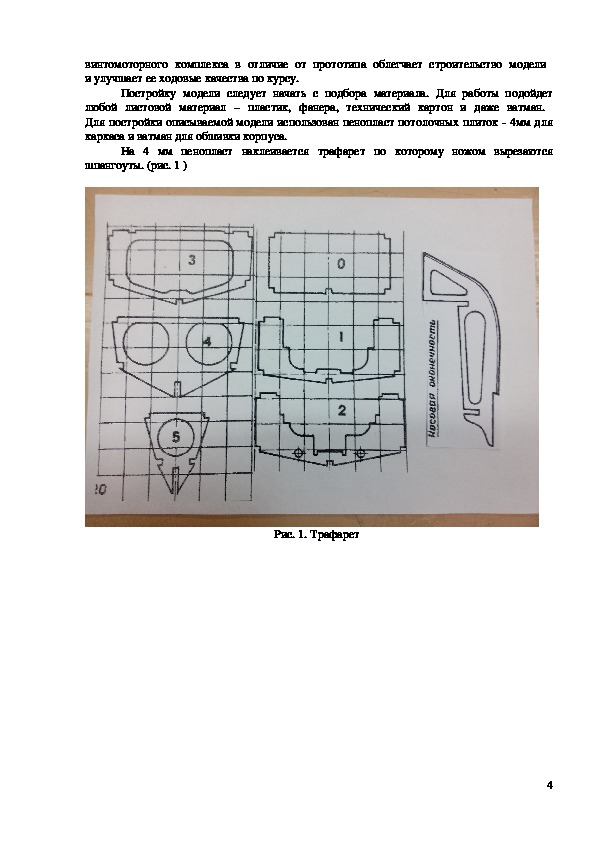
Постройку модели следует начать с подбора материала. Для работы подойдет
любой листовой материал – пластик, фанера, технический картон и даже ватман.
Для постройки описываемой модели использован пенопласт потолочных плиток 4мм для
каркаса и ватман для обшивки корпуса.
На 4 мм пенопласт наклеивается трафарет по которому ножом вырезаются
шпангоуты. (рис. 1 )
Рис. 1. Трафарет
4Рис. 2. Шпангоуты
Имеющиеся на шпангоутах и носовой части окна могут предварительно вырезаться.
(Внимание ! При недостаточной аккуратности работы, это может повлечь за собой
разрушение конструкции! ) Вырезы для взаимного крепления шпангоутов, стрингеров и
плоскости палубы подгоняются под конкретный размер используемого материала для
плотной посадки ( Рис.2 )
При намерении строить несколько данных моделей рекомендуется размеры
палубы перенести
жести
вырезать
из
шпангоутов
и использовать как трафареты.
и
и
Для сборки каркаса катера необходимо использовать стапель – обрезок доски
или бруска немного большего размера по длине и ширине корпуса модели.
На верхней поверхности стапеля надлежит закрепить палубу, предварительно вырезав её из
ватмана. На палубе разметить осевую линию и поперечные линии шпации, для
последующего крепления шпангоутов. ( Рис.3)
5Рис. 3. Каркас
Сборку каркаса корпуса следует начать с установки шпангоутов
на продольную плоскость, при этом 5 и 4 шпангоуты необходимо вставлять в прорези
носовой части, добиваясь равнения по плоскости палубы. Перед установкой шпангоутов
места их соединения с плоскостью следует покрыть клеем. Клей может использоваться
любой в зависимости от материала – для склеивания деталей из пенопласта можно
использовать клей ПВА «Моментстоляр». В прорези шпангоутов вклеиваются стрингеры
4х4 из пенопласта. ( Рис. 4)
Сборка каркаса следует производить на стапеле, проследив, чтобы не было
искривления продольной плоскости. При этом шпангоуты также должны быть
перпендикулярны к продольной плоскости и плотно прилегать к поверхности стапеля.
Необходимо проследить,
чтобы излишки клея не соприкасались
с плоскостью стапеля,
иначе возникнут проблемы при снятии корпуса
со стапеля. Собранный и склеенный каркас должен хорошо просохнуть.
(Рис. 5)
6Рис. 4,5. Сборка каркаса
Установка бортовых плоскостей производится на каркас
Следующим этапом является перенос с чертежа размеров бортовых и днищевых
плоскостей и их вырезание, из технического картона или ватмана, их возможно вырезать
ножницами.
на стапеле. Предварительно необходимо примерить плоскости на каркасе и произвести
их подгонку. Затем необходимо промазать клеем места соприкосновения шпангоутов,
стрингеров и плоскости палубы и зафиксировать днищевые плоскости иголками. ( Рис. 6.)
Дав время для схватывания клея, необходимо все места соприкосновения и склейки
днищевых плоскостей дополнительно промазать клеем для обеспечения герметизации
корпуса.
После просыхания клея корпус необходимо осторожно снять
со стапеля, убрать иголки и гвоздики и еще раз изнутри промазать клеем
все места соприкосновения продольной плоскости, шпангоутов и днища.
(Рис. 11)
Просушив клей, необходимо произвести обработку каркаса корпуса
для обшивки бортовыми плоскостями – зашкурить, подрезать или застрогать днищевые
плоскости по размерам шпангоутов, устранить всякие неровности и затем снова установить
корпус на стапель.
Затем следует перенести с чертежа размер бортовых плоскостей
и произвести их выпиливание или вырезание. В случае установки бортовых иллюминатов
следует произвести также их вырезание. Установка бортовых плоскостей производится на
каркас на стапеле. Предварительно необходимо примерить плоскости на каркасе
и произвести их подгонку. Затем необходимо промазать клеем места соприкосновения
шпангоутов и бортовых плоскостей и закрепить плоскости. Следует вновь использовать
иголки или
на форштевне надлежит использовать канцелярские зажимы. ( Рис.6,7)
склеивания плоскостей
для прочного
гвоздики,
7Рис. 6,7. Обшивка корпуса
8Затем следует перенести с чертежа размер днищевых плоскостей
и произвести их выпиливание или вырезание. Установка днищевых плоскостей
производится на каркас на стапеле. Предварительно необходимо примерить плоскости на
каркасе и произвести их подгонку. Затем необходимо промазать клеем места
соприкосновения шпангоутов и днищевых плоскостей и закрепить плоскости. Следует
вновь использовать иголки или гвоздики, для прочного склеивания плоскостей
на форштевне надлежит использовать канцелярские зажимы.
Дав время для схватывания клея, необходимо все места соприкосновения и склейки
днищевых и бортовых плоскостей, транец и форштевень дополнительно промазать клеем
для обеспечения герметизации корпуса. После просыхания клея корпус необходимо
осторожно снять со стапеля, убрать иголки и гвоздики и еще раз изнутри промазать клеем
все места соприкосновения бортовых плоскостей, шпангоутов и днища.
Корпус модели грунтуется, размечается место надстройки. ( Рис.8)
Рис. 8
В палубе прорезается люк для доступа внутрь корпуса. Размещение люка должно
совпасть с местом и размерами надстройки, которая должна герметично закрывать люк.
(Рис. 9)
9Для последующей установки руля и дейдвуда необходимо в районе 0 – 2
шпангоутов разместить подкрепления. Для этого нужно вырезать из пенопласта бруски
соответствующих размеров и приклеить их с двух сторон плоскости, плотно, к шпангоутам
и днищу.
Корпус обклеивается декоративным, водостойким материалом, либо красится и
Рис. 9
покрывается водостойким лаком.
Технология изготовления надстройки модели «Е600»
Надстройка модели изготавливается параллельно постройке корпуса, в то время,
когда корпус сохнет на стапеле и работы по нему не производятся.
Надстройка модели конструируется каждым индивидуально, исходя из
рекомендуемых размеров, назначения модели (военное, рыболовное, спасатель,
прогулочное судно и т. д.) и эскиза разработанного моделистом самостоятельно.
Конструируется развёрстка надстройки. При этом надо обратить внимание на
симметрию относительно оси судна, с совместимости всех соприкасающихся деталей. Так
длина верха и низа боковых стенок надстройки должна быть одинаковой с длиной крыши и
основания соответственно.
По развёрстке вырезаются шаблоны, которые позволяют подогнать все детали и
проверить их совместимость. После чего по шаблонам вырезаются из водостойкого
материала детали надстройки. В деталях вырезаются отверстия для иллюминаторов, окон,
дверей и люков. После чего надлежит вырезать из тонкого оргстекла или другого
прозрачного материала достаточного размера кусочки и крепко, герметично заклеить
изнутри прорези для иллюминаторов надстройки. Впоследствии указанные иллюминаторы
для их предохранения при шпаклевках и покрасках надстройки необходимо заклеить
10снаружи точно вырезанными по размеру иллюминаторов кусочками малярного скотча или
изоляционной ленты, которые снимаются после окончательной окраски.
Рис. 10. Изготовление надстройки
11Технология изготовления двигательной установки
и рулевого устройства модели «Е600»
диск надевается на указанный выступ
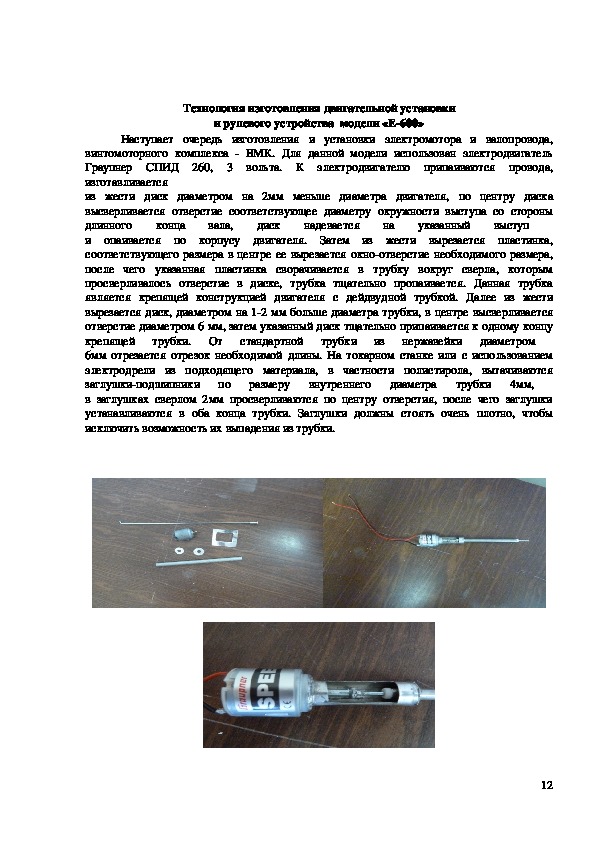
Наступает очередь изготовления и установки электромотора и валопровода,
винтомоторного комплекса ВМК. Для данной модели использован электродвигатель
Граупнер СПИД 260, 3 вольта. К электродвигателю припаиваются провода,
изготавливается
из жести диск диаметром на 2мм меньше диаметра двигателя, по центру диска
высверливается отверстие соответствующее диаметру окружности выступа со стороны
длинного конца вала,
и опаивается по корпусу двигателя. Затем из жести вырезается пластинка,
соответствующего размера в центре ее вырезается окноотверстие необходимого размера,
после чего указанная пластинка сворачивается в трубку вокруг сверла, которым
просверливалось отверстие в диске, трубка тщательно пропаивается. Данная трубка
является крепящей конструкцией двигателя с дейдвудной трубкой. Далее из жести
вырезается диск, диаметром на 12 мм больше диаметра трубки, в центре высверливается
отверстие диаметром 6 мм, затем указанный диск тщательно припаивается к одному концу
крепящей трубки.
От стандартной трубки из нержавейки диаметром
6мм отрезается отрезок необходимой длины. На токарном станке или с использованием
электродрели из подходящего материала, в частности полистирола, вытачиваются
заглушкиподшипники по размеру внутреннего диаметра трубки 4мм,
в заглушках сверлом 2мм просверливаются по центру отверстия, после чего заглушки
устанавливаются в оба конца трубки. Заглушки должны стоять очень плотно, чтобы
исключить возможность их выпадения из трубки.
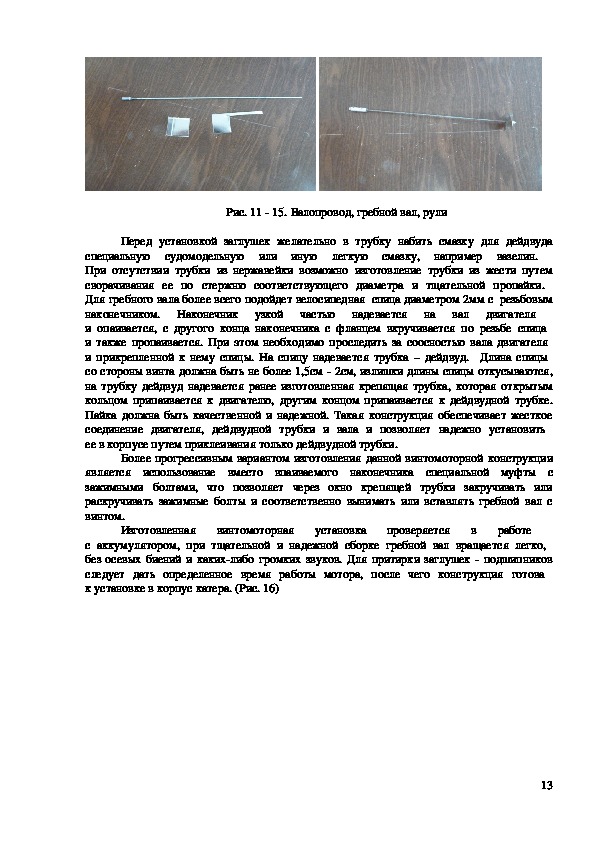
12Рис. 11 15. Валопровод, гребной вал, рули
Наконечник узкой частью надевается на вал двигателя
Перед установкой заглушек желательно в трубку набить смазку для дейдвуда
специальную судомодельную или иную легкую смазку, например вазелин.
При отсутствии трубки из нержавейки возможно изготовление трубки из жести путем
сворачивания ее по стержню соответствующего диаметра и тщательной пропайки.
Для гребного вала более всего подойдет велосипедная спица диаметром 2мм с резьбовым
наконечником.
и опаивается, с другого конца наконечника с фланцем вкручивается по резьбе спица
и также пропаивается. При этом необходимо проследить за соосностью вала двигателя
и прикрепленной к нему спицы. На спицу надевается трубка – дейдвуд. Длина спицы
со стороны винта должна быть не более 1,5см 2см, излишки длины спицы откусываются,
на трубку дейдвуд надевается ранее изготовленная крепящая трубка, которая открытым
кольцом припаивается к двигателю, другим концом припаивается к дейдвудной трубке.
Пайка должна быть качественной и надежной. Такая конструкция обеспечивает жесткое
соединение двигателя, дейдвудной трубки и вала и позволяет надежно установить
ее в корпусе путем приклеивания только дейдвудной трубки.
Более прогрессивным вариантом изготовления данной винтомоторной конструкции
является использование вместо впаиваемого наконечника специальной муфты с
зажимными болтами, что позволяет через окно крепящей трубки закручивать или
раскручивать зажимные болты и соответственно вынимать или вставлять гребной вал с
винтом.
Изготовленная винтомоторная установка проверяется в работе
с аккумулятором, при тщательной и надежной сборке гребной вал вращается легко,
без осевых биений и какихлибо громких звуков. Для притирки заглушек подшипников
следует дать определенное время работы мотора, после чего конструкция готова
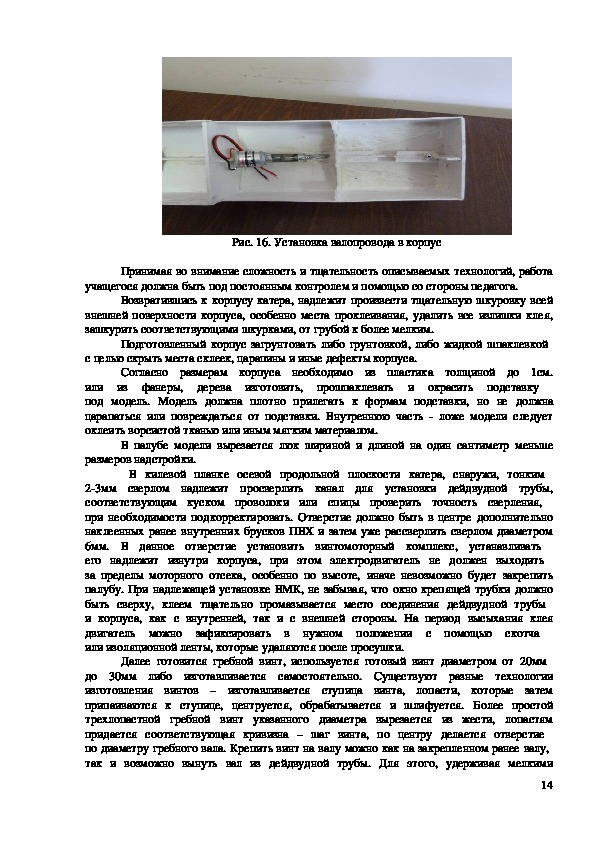
к установке в корпус катера. (Рис. 16)
13Рис. 16. Установка валопровода в корпус
Принимая во внимание сложность и тщательность описываемых технологий, работа
учащегося должна быть под постоянным контролем и помощью со стороны педагога.
Возвратившись к корпусу катера, надлежит произвести тщательную шкуровку всей
внешней поверхности корпуса, особенно места проклеивания, удалить все излишки клея,
зашкурить соответствующими шкурками, от грубой к более мелким.
Подготовленный корпус загрунтовать либо грунтовкой, либо жидкой шпаклевкой
с целью скрыть места склеек, царапины и иные дефекты корпуса.
Согласно размерам корпуса необходимо из пластика толщиной до 1см.
или из фанеры, дерева изготовить, прошпаклевать и окрасить подставку
под модель. Модель должна плотно прилегать к формам подставки, но не должна
царапаться или повреждаться от подставки. Внутреннюю часть ложе модели следует
оклеить ворсистой тканью или иным мягким материалом.
В палубе модели вырезается люк шириной и длиной на один сантиметр меньше
размеров надстройки.
В килевой планке осевой продольной плоскости катера, снаружи, тонким
23мм сверлом надлежит просверлить канал для установки дейдвудной трубы,
соответствующим куском проволоки или спицы проверить точность сверления,
при необходимости подкорректировать. Отверстие должно быть в центре дополнительно
наклеенных ранее внутренних брусков ПВХ и затем уже рассверлить сверлом диаметром
6мм. В данное отверстие установить винтомоторный комплекс, устанавливать
его надлежит изнутри корпуса, при этом электродвигатель не должен выходить
за пределы моторного отсека, особенно по высоте, иначе невозможно будет закрепить
палубу. При надлежащей установке ВМК, не забывая, что окно крепящей трубки должно
быть сверху, клеем тщательно промазывается место соединения дейдвудной трубы
и корпуса, как с внутренней, так и с внешней стороны. На период высыхания клея
двигатель можно зафиксировать в нужном положении с помощью скотча
или изоляционной ленты, которые удаляются после просушки.
Далее готовится гребной винт, используется готовый винт диаметром от 20мм
до 30мм либо изготавливается самостоятельно. Существуют разные технологии
изготовления винтов – изготавливается ступица винта, лопасти, которые затем
припаиваются к ступице, центруется, обрабатывается и шлифуется. Более простой
трехлопастной гребной винт указанного диаметра вырезается из жести, лопастям
придается соответствующая кривизна – шаг винта, по центру делается отверстие
по диаметру гребного вала. Крепить винт на валу можно как на закрепленном ранее валу,
так и возможно вынуть вал из дейдвудной трубы. Для этого, удерживая мелкими
14плоскогубцами наконечник с фланцем, паяльником разогреть пайку и вывернуть вал
из наконечника, извлечь его из дейдвудной трубы. При установке вала действовать
в обратной последовательности. Затем на вал наворачивается полоска жести 79мм
шириной и длиной 5060мм ступица винта. К гребному валу припаивается гребной винт,
затем заготовленная ступица. Все тщательно пропаивается и шлифуется. Излишки длины
гребного вала удаляются. Собранный полностью ВМК опробуется путем подключения
питания.
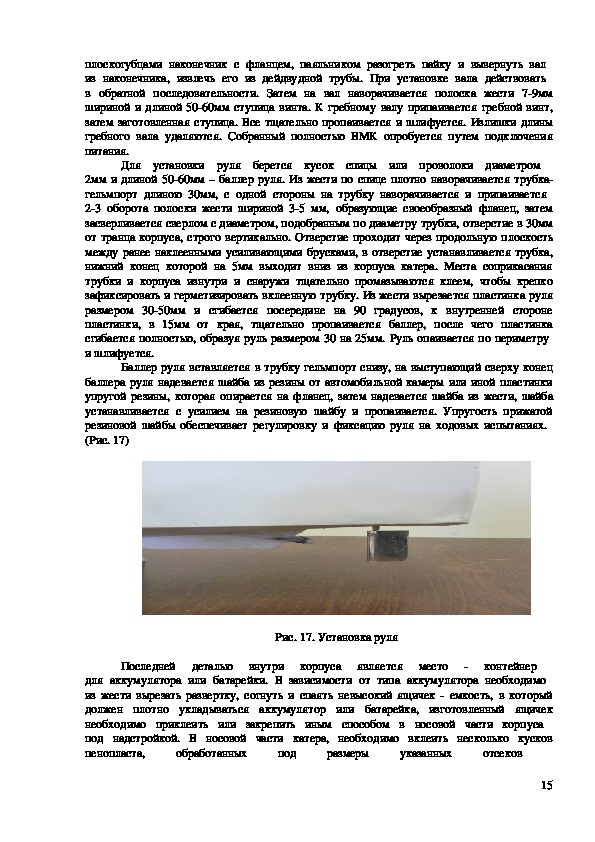
Для установки руля берется кусок спицы или проволоки диаметром
2мм и длиной 5060мм – баллер руля. Из жести по спице плотно наворачивается трубка
гельмпорт длиною 30мм, с одной стороны на трубку наворачивается и припаивается
23 оборота полоски жести шириной 35 мм, образующие своеобразный фланец, затем
засверливается сверлом с диаметром, подобранным по диаметру трубки, отверстие в 30мм
от транца корпуса, строго вертикально. Отверстие проходит через продольную плоскость
между ранее наклеенными усиливающими брусками, в отверстие устанавливается трубка,
нижний конец которой на 5мм выходит вниз из корпуса катера. Места соприкасания
трубки и корпуса изнутри и снаружи тщательно промазываются клеем, чтобы крепко
зафиксировать и герметизировать вклеенную трубку. Из жести вырезается пластинка руля
размером 3050мм и сгибается посередине на 90 градусов, к внутренней стороне
пластинки, в 15мм от края, тщательно пропаивается баллер, после чего пластинка
сгибается полностью, образуя руль размером 30 на 25мм. Руль опаивается по периметру
и шлифуется.
Баллер руля вставляется в трубку гельмпорт снизу, на выступающий сверху конец
баллера руля надевается шайба из резины от автомобильной камеры или иной пластинки
упругой резины, которая опирается на фланец, затем надевается шайба из жести, шайба
устанавливается с усилием на резиновую шайбу и пропаивается. Упругость прижатой
резиновой шайбы обеспечивает регулировку и фиксацию руля на ходовых испытаниях.
(Рис. 17)
Рис. 17. Установка руля
Последней деталью внутри корпуса является место контейнер
для аккумулятора или батарейки. В зависимости от типа аккумулятора необходимо
из жести вырезать развертку, согнуть и спаять невысокий ящичек емкость, в который
должен плотно укладываться аккумулятор или батарейка, изготовленный ящичек
необходимо приклеить или закрепить иным способом в носовой части корпуса
под надстройкой. В носовой части катера, необходимо вклеить несколько кусков
пенопласта,
обработанных
размеры
отсеков
под
указанных
15и не выходящих за габариты корпуса по высоте. Данный пенопласт должен обеспечить
непотопляемость модели при различных аварийных ситуациях.
В кормовой части палубы, в 130мм от кормы по правовому борту необходимо
установить тумблер – выключатель, один провод от которого соединить
с электродвигателем, второй провод через просверленное отверстие в шпангоуте №3
прокинуть до аккумулятора в носовой отсек. Второй провод от электродвигателя также
через отверстие в шпангоуте №3 прокинуть до носового отсека. Для соединения проводов
из кормового отсека и аккумулятора необходимо использовать пару разъемных контактов
при соблюдении полярности и вращения винта. Разъемные контакты обеспечат быструю
замену аккумуляторов или батареек.
Из ПВХ пластика или иного эластичного материала белого цвета, возможно
и из дерева, в соответствии с чертежом изготавливаются, ошкуриваются, шлифуются
и приклеиваются к корпусу привальные брусья и носовые накладки. Из тонкого целлулоида
или иного материала вырезается и наклеивается согласно чертежу тонкая полоска –
ватерлиния.
Корпус катера окрашивается
Затем производится окраска корпуса.
в зависимости от назначения катера, при покраске следует пользоваться малярным скотчем
или иным способом для разграничения окраски надводной и подводной части корпуса.
Подводная часть катера может быть красной, зеленой или черной. Надводная часть синей,
серой шаровой, желто оранжевой или красной. Палуба может быть серой, красно
коричневой, светло – стального (алюминиевая пудра) или зеленого цвета. После окраски
корпуса необходимо выделить цвета привального бруса, носовых накладок и ватерлинии
путем ошкуривания их мелкой шкуркой до естественного белого цвета. Указанные
конструкции из дерева целесообразно покрасить в черный цвет.
Из жести в соответствии с чертежом необходимо изготовить якорь, покрасить
его в черный или металлический цвет и приклеить в носовой части по правому борту.
На палубе надлежит изготовить и установить кнехты, люки, изготовить и вклеить
трапик, леерные ограждения, ящики и круглые емкости для хранения тросов и канатов.
Из пластика или дерева выточить круглые элементы двух кабестановлебедок, собрать
и установить их на палубе в носовой части, не забыть о якорной цепи между кабестаном
и носовым якорным клюзом на палубе и в кормовой части. Из пластика или иных
материалов изготовить и приклеить воздухозаборные колонки в носовой их части
желательно сделать соответствующие проемы и заклеить их изнутри сеточкой.
В соответствии с размерами по чертежу изготовить кормовой кран для детализации
можно использовать чертежи аналогичных кранов от других моделей. Шлюпку также
можно изготовить по данному или аналогичному чертежу из дерева или пластика. Спаять
из жести, тонких трубок или проволоки забортный и складной трапики и установить
их на свои места согласно чертежу. На леерные ограждения следует закрепить
спасательные круги.
Всю деталировку перед установкой следует окрасить, при необходимости следует
также шпаклевать и грунтовать.
16