Поделиться

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ ДОНЕЦКОЙ НАРОДНОЙ РЕСПУБЛИКИ
ГПОУ «ГОРЛОВСКИЙ КОЛЛЕДЖ ПРОМЫШЛЕННЫХ ТЕХНОЛОГИЙ И
ТЕОРЕТИЧЕСКОЕ ПОСОБИЕ
 |
Теоретическое пособие по дисциплине «Процессы формообразования и инструменты». Подготовил преподаватель 1 категории Е.Н.Кропивная - Горловка: ГПОУ «Горловский колледж промышленных технологий и экономики», 2018.
Представлены теоретические основы учебного материала по курсу «Процессы формообразования и инструменты» в виде тематически лекций в соответствии с рабочей программой учебной дисциплины. Теоретическое пособие содержит контрольные вопросы, тестовые задания, список использованной литературы.
Предназначен для использования при организации аудиторного учебного процесса и самостоятельного изучения программного материала студентами специальности 15.02.08 Технология машиностроения дневной и заочной форм обучения.
Для студентов и преподавателей
Стр.
Введение 6
Раздел 1 Горячая обработка материалов 7
Тема 1.1. Литейное производство 7
Тема 1.2. Обработка материалов давлением (ОМД) 13
Тема 1.3. Сварочное производство 22
Раздел 2. Инструменты формообразования 36
Тема 2.1 Инструменты формообразования в машиностроении. 36
Геометрия токарного резца
Тема 2.2. Обработка материалов точением 47
Тема 2.3 Физические явления при токарной обработке. Сопротивление
резанию при токарной обработке. 53
Тема 2.4 Скорость резания, допускаемая режущими свойствами резца
Тема 2.5 Токарные, строгальные и долбежные резцы
Тема 2.6 Аналитический и табличный методы расчета режимов резания
Тема 2.7 Токарные резцы
Раздел 3. Обработка материалов сверлением, зенкерованием, развертыванием
Тема 3.1 Обработка материалов сверлением
Тема 3.2 Обработка материалов зенкерованием и развертыванием Тема 3.3 Расчет и табличное определение режимов резания при сверлении, зенкеровании и развертывании
Тема 3.4 Конструкции сверл, зенкеров, разверток.
Высокопроизводительные инструменты для обработки отверстий
Раздел 4. Обработка металлов фрезерованием
Тема 4.1 Обработка материалов фрезами
Тема 4.2 Расчет и табличное определение рациональных режимов резания при фрезеровании
Тема 4.3 Конструкции фрез. Высокопроизводительные фрезы
Раздел 5. Резьбонарезание
Тема 5.1 Нарезание резьбы резцами, метчиками и плашками
Тема 5.2 Нарезание резьбы фрезами
Раздел 6. Зубонарезание
Тема 6.1 Нарезание зубьев зубчатых колес методом копирования и обката. Зуборезные инструменты
Тема 6.2 Расчет и табличное определение режимов резания при зуборезании. Конструкции зуборезных инструментов.
Раздел 7. Протягивание
Тема 7.1 Процесс протягивания. Расчет и табличное определение рациональных режимов резания при протягивании
Раздел 8 Шлифование
Тема 8.1 Абразивные инструменты. Процесс шлифования Тема 8.2 Расчет и табличное определение рациональных режимов резания при различных видах шлифования
Раздел 9. Физико-химические методы обработки
Тема 9.1 Электрофизические и электрохимические методы обработки. Тема 9.2 Чистовая и упрочняющая обработка поверхностей вращения методами пластического деформирования (ППД)
Машиностроение является важнейшей отраслью промышленности, производящей различные машины, станки, приборы и металлические предметы культурно-бытового назначения. Уровень развития машиностроения в решающей степени определяет состояние всех других отраслей промышленности, определяет производительность труда в производстве совокупного продукта и, в конечном итоге, уровень жизни людей.
Как самостоятельная отрасль производства машиностроение сложилось в XVIII веке. Быстрое развитие оно получило в Англии и странах Западной Европы, затем в США. В России первые машиностроительные заводы построены в конце XVIII века, в середине XIX века их насчитывалось около 100, а в 1900 году – более полутора тысяч. По своему техническому уровню и масштабам производства машиностроение России существенно отставало от западноевропейских стран, половину необходимого оборудования для различных отраслей производства приходилось ввозить из-за границы.
Бурное развитие машиностроения в нашей стране произошло после Великой Октябрьской социалистической революции. В годы первой пятилетки согласно директивам 15-го съезда ВКП(б) в период с 1928 по 1933 гг. в Советском Союзе построено около тысячи новых крупных заводов, в том числе такие гиганты, как "Уралмаш", Горьковский автозавод, НовоКраматорский завод тяжелого станкостроения, Челябинский, Харьковский и Сталинградский тракторные заводы и другие машиностроительные предприятия. В связи с развитием отечественного машиностроения для более эффективного использования его возможностей потребовались научно обоснованные руководящие материалы и нормы по рациональному использованию имеющихся мощностей, выбору оптимальных условий и режимов обработки. Для удовлетворения этих потребностей впервые в мировой практике машиностроения были составлены и в предвоенные годы изданы массовым тиражом «Единые нормативы» по оптимальной механической обработке всех используемых в то время конструкционных материалов для всех видов работ и всех используемых режущих инструментов.
В начале Великой Отечественной Войны большое число
машиностроительных предприятий было эвакуировано в глубь страны и в фантастически жатые сроки перепрофилировано на выпуск военной техники, оружия и боеприпасов. В этих условиях взамен ушедших на фронт мужчин, профессиональных специалистов- станочников, к станкам встали вчерашние колхозники, женщины, школьники и другие, далекие от машиностроения люди. Вот здесь-то «Единые нормативы» сыграли неоценимую роль в деле обучения этих людей и передаче им знаний по оптимальным режимам механической обработке деталей на металлорежущих станках. К началу Великой Отечественной войны наша страна уже обладала мощным машиностроением, способным обеспечить Советскую Армию военной техникой. Советские ученые-специалисты по резанию металлов внесли свой достойный вклад как в дело развития отечественного машиностроения, так и в Победу в Великой Отечественной Войне.
В послевоенные годы машиностроение восстанавливалось и развивалось быстрее, чем остальные отрасли народного хозяйства. Так, к концу сороковых и началу пятидесятых годов объем промышленной продукции по сравнению с предреволюционным периодом увеличился в 35...40 раз, а объем продукции машиностроения – в 240 раз. Такое положение обеспечило быстрое восстановление всего народного хозяйства страны.
Свидетельством колоссальных достижений машиностроения Советского Союза является создание оборудования для атомных электростанций, крупнейших в мире установок для изучения атомного ядра, атомных подводных лодок и ледоколов, уникальной реактивной авиационной техники, космических ракет, искусственных спутников земли и долговременных орбитальных станций, строительство таких гигантов машиностроения, как Атоммаш, АвтоВАЗ, КаМАЗ и других промышленных предприятий.
Современное машиностроение характеризуется широким применением металлорежущих станков с числовым программным управлением и автоматизированных технологических комплексов, работающих по принципу "безлюдной технологии". Для изготовления режущих инструментов используются новые сверхтвердые композиционные материалы, синтетические и природные алмазы. Производственный потенциал отечественного машиностроения за годы Советской власти сильно возрос и был очень велик, однако в настоящее время в связи с переустройством страны он используется чрезвычайно мало.
Тема 1.1. Литейное производство
1. Понятие литейного производства.
2. Краткий исторический обзор развития литейного производства. Роль российских ученых в развитии научных основ и организации производства отливок и слитков. 3. Классификация литейных сплавов и области их применения.
Современную жизнь невозможно представить себе без металлов. Металлы являются основой технического прогресса, фундаментом материальной культуры всего человечества. Но металл становится полезным человеку только тогда, когда из него получили изделия. Существует три основных вида получения изделий из металлов. Это литейное производство, обработка металлов давлением и обработка металлов резанием. Курс «Литейное производство» посвящен первому виду металлообработки.
В настоящем конспекте лекций достаточно подробно рассматриваются теоретические основы литейного производства, кроме того, описываются технологические процессы получения различных изделий и применяемые при этом оборудование и инструмент.
Конспект лекций посвящен литейному производству черных и цветных металлов. В нем изложены основы теории, технологические процессы и оборудование, предназначенное для получения отливок различными способами (в разовые песчано-глинистые формы, по выплавляемым моделям, в кокиль, под давлением и др.).
Главное внимание при изложении материала уделено рассмотрению физического и физико-химического существа процессов той или иной технологии, особенностям конструирования оснастки, назначению технологических режимов, применяемому оборудованию и средствам автоматизации.
Наряду с изложением конкретного материала для каждого технологического способа получения заготовок особое внимание уделяется основным «узким» местам, проблемам технологических процессов, анализу путей и средств их решения для получения изделий заданного качества и достижения высокой эффективности производства; на основе такого же подхода рассмотрены и перспективы развития каждого процесса.
Понятие литейного производства
Сущность литейного производства сводится к получению жидкого, т.е. нагретого выше температуры плавления, сплава необходимого состава и качества и заливке его в заранее приготовленную форму. После охлаждения металл затвердевает и сохраняет конфигурацию той полости, в которую он был залит. Таким образом, чтобы изготовить отливку, необходимо:
1) определить материалы, которые нужно ввести в шихту для плавки, произвести их расчет, подготовить эти материалы (разделать на куски, отвесить нужное количество каждого компонента); загрузить материалы в плавильную печь;
2) осуществить плавку – получить жидкий металл необходимой температуры, жидкотекучести, должного химического состава, без неметаллических включений и газов, способный при затвердевании образовать мелкокристаллическую структуру без дефектов с достаточно высокими механическими свойствами;
3) до окончания плавки приготовить литейные формы (для заливки в них металла), способные, не разрушаясь, выдерживать высокую температуру металла, его гидростатическое давление и размывающее действие струи, а также способные пропускать через поры или каналы выделяющиеся из металла газы;
4) произвести выпуск металла из печи в ковш и доставить его к литейным формам; выполнить заливку литейных форм жидким металлом, не допуская перерывов струи и попадания в форму шлака;
5) после затвердевания металла раскрыть формы и извлечь из них отливки; ПРОИЗВОДСТВО
6) отделить от отливки все литники (металл, застывший в литниковых каналах), а также образовавшиеся (при некачественной заливке или формовке) приливы и заусеницы;
7) очистить отливки от частиц формовочной или стержневой смеси; 8) осуществить контроль качества и размеров отливок.
В настоящее время наибольшее число отливок получают в разовых (песчаных) формах, выполняемых из формовочной смеси, состоящей из кварцевого песка, огнеупорной глины и специальных добавок. После затвердевания металла форму разрушают и извлекают отливку. Кроме разовых, применяют полупостоянные формы, изготовленные из высокоогнеупорных материалов (шамота, графита и др.), они используются для заливки нескольких десятков (50–200) отливок, и постоянные формы – металлические, они служат для получения нескольких сотен, а иногда и тысяч отливок до износа формы. Выбор литейной формы зависит от характера производства, рода заливаемого металла, требований, предъявляемых к отливке.
Краткий исторический обзор развития литейного производства. Роль российских ученых в развитии научных основ и организации производства отливок и слитков
Литейное производство является одним из самых древних видов искусства обработки металлов, с которым познакомилось человечество. Многочисленные археологические находки, обнаруженные при раскопках курганов в различных пунктах нашей страны свидетельствуют, что и в Древней Руси медное и бронзовое литье производилось в достаточно большом количестве (котелки, наконечники стрел, украшения – серьги, запястья, кольца, головные уборы и др.). При раскопках обнаружены были уцелевшие горны и печи, каменные формочки, служившие для отливки полых топоров, колец, браслетов, металлических бус, крестов и др. Однако большая часть найденных в Древней Руси отливок была получена литьем по восковой модели.
Оригинален способ изготовления модели: из провощенных шнуров сплетали узор, представляющий копию будущего изделия; на эту восковую модель наносили глину, пока не получалась достаточно прочная форма, после высушивания форму прокаливали, воск выплавлялся, а шнуры выгорали, в образовавшуюся полость заливали металл, после охлаждения получалась отливка сложных очертаний.
В ХI в. на Руси возникли местные производственные центры для отливки предметов церковного (медные кресты, колокола, образки, подсвечники и др.) и домашнего (котелки, рукомойники и др.) обихода. Помимо Киева, Новгорода Великого, крупными центрами по выпуску меднолитых изделий стали Устюг Великий, Тверь. Татарское нашествие вызвало застой, продолжавшийся до середины ХIV в., после чего начался подъем литейного производства. Это объясняется тем, что создалось централизованное крупное государство, в связи с чем начали развиваться города и потребовалось вооружение, теперь уже огнестрельное. С производства сварных пушек перешли на бронзовые – литые, отливали колокола, создавали медно-литейные мастерские художественного литья. К середине ХVI в. московская артиллерия занимала в количественном отношении первое место среди артиллерии европейских государств.
Петровская эпоха представляет скачок в развитии литейного производства. Были созданы большие тульские и калужские заводы Никиты Демидова и Ивана Баташова. Первые стальные отливки были получены во второй половине ХIХ в. почти одновременно в различных странах Европы. В России их изготовили в 1866 г. из тигельной стали на Обуховском заводе. Однако качество отливок оказалось низким, так как литейные свойства стали значительно уступали свойствам чугуна. Благодаря работам русских ученых металлургов А.С. Лаврова и Н.В. Калакуцкого, которые объяснили явления ликвации и представили механизм возникновения усадочных и газовых раковин, а также разработали меры борьбы с ними, в полной мере раскрылись достоинства стальных отливок. Поэтому фасонные отливки, полученные А.А. Износковым из мартеновской стали на Сормовском заводе в 1870 г., оказались такого высокого качества, что демонстрировались на выставке в СанктПетербурге.
После выхода научных трудов основоположника металлографии Д.К. Чернова, создавшего науку о превращениях в сплавах, об их кристаллизации, структуре и свойствах, начали применять термическую обработку, которая улучшила качество стального литья. Теория металлургических процессов была введена в высшей школе А.А. Байковым в 1908 г. в Петербурском Политехническом институте. В период с 1927 по 1941 гг. происходит невиданный для прежней России рост промышленности, строятся крупнейшие механизированные заводы. Строятся и пускаются литейные цехи, работающие на поточном режиме, с высокой степенью механизации, с конвейерами, с годовым выпуском до 100 тыс. т литья.
Одновременно проводятся научно-исследовательские работы, создаются теории рабочих процессов и методов расчета литейного оборудования. Формируется научная школа Московского высшего технического училища, основанная и возглавляемая проф. Н.П. Аксеновым.
Широкое распространение литейного производства объясняется большими его преимуществами по сравнению с другими способами производства заготовок (ковкой, штамповкой). Литьем можно получить заготовки практически любой сложности с минимальными припусками на обработку.
Кроме того, производство литых заготовок значительно дешевле, чем, например, производство поковок. Развитие литейного производства до наших дней проходило по двум направлениям:
1) разработка новых литейных сплавов и металлургических процессов; 2) совершенствование технологии и механизации производства.
Большие успехи были достигнуты в области изучения и улучшения механических и технологических свойств серых чугунов – наиболее распространенных и дешевых литейных сплавов. Все большее распространение получают и совершенствуются специальные виды литья: кокильное, под давлением, в оболочковые формы, по выплавляемым моделям и др., обеспечивающие получение точных отливок и, следовательно, уменьшение затрат на обработку резанием.
Классификация литейных сплавов и области их применения
В среднем на долю литых деталей приходится около 50 % массы машин и механизмов, а их стоимость достигает 20–25 % от стоимости машин. В зависимости от метода получения литых заготовок сплавы подразделяют на литейные и деформированные. Литейные сплавы либо приготовляют из исходных компонентов (шихтовых материалов) непосредственно в литейном цехе, либо получают с металлургических комбинатов в готовом виде и только переплавляют перед заливкой в литейные формы. Как в первом, так и во втором случае отдельные элементы в процессе плавки могут окисляться (угарать), улетучиваться при повышенных температурах (возгоняться), вступать в химическое взаимодействие с другими компонентами или с футеровкой печи и переходить в шлак.
Для восстановления требуемого состава сплава потери отдельных элементов в нем компенсируют, вводя в расплав специальные добавки (лигатуры, ферросплавы), приготовляемые на металлургических предприятиях. Лигатуры содержат помимо легирующего элемента также и основной металл сплава, поэтому они легче и полнее усваиваются расплавом, чем чистый легирующий элемент. При плавке сплавов цветных металлов применяют лигатуры: медь–никель, медь–алюминий, медь–олово, алюминий– магний и др.
При литье черных сплавов широко используют ферросплавы (ферросилиций, ферромарганец, феррохром, ферровольфрам и др.) для введения легирующих элементов, а также для раскисления расплава. В процессе раскисления элементы, содержащиеся в ферросплавах, выполняют роль восстановителей: они соединяются с кислородом оксида, растворенного в расплаве, восстанавливают металл, а сами, окислившись, переходят в шлак. Очищение (рафинирование) расплава раскислением способствует значительному улучшению качества металла отливки, повышению его прочности и пластичности. Ряд сплавов, а также неметаллических материалов (солей и др.) используют в качестве модификаторов, которые при введении в литейный сплав в небольших количествах существенно влияют на его структуру и свойства, например, измельчают зерно и способствуют повышению прочности металла. Так, для получения высокопрочного чугуна используют модифицирование магнием.
Основными критериями качества литого металла являются механические свойства, показатели структуры, жаростойкости, износостойкости, коррозионной стойкости и др., заданные в технических требованиях.
Сплавы принято разделять, как и металлы, прежде всего на черные и цветные, причем в последние входят и легкие сплавы. Сплавы подразделяют на группы в зависимости от того, какой металл является основой сплава.
Наиболее важными группами сплавов считаются следующие: чугуны и стали – сплавы железа с углеродом и другими элементами; сплавы алюминия с различными элементами; сплавы магния с различными элементами; бронзы и латуни – сплавы меди с различными элементами.
В настоящее время наиболее широкое применение находят сплавы первой группы, т.е. сплавы черных металлов: около 70 % всех отливок по массе изготовляют из чугуна и около 20 % – из стали. На долю остальных групп сплавов приходится сравнительно небольшая часть общей массы отливок.
В химическом составе сплава различают основные элементы (например, железо и углерод в чугуне и стали), постоянные примеси, наличие которых обусловлено процессом производства сплава, и случайные примеси, попавшие в сплав вследствие тех или иных причин. К вредным примесям в стали и чугуне относятся сера, фосфор, закись железа, водород, азот и неметаллические включения. Вредными примесями в медных сплавах являются закись меди, висмут и в некоторых из них – фосфор. Резко ухудшают свойства оловянной бронзы примеси алюминия и железа, а в алюминиевой бронзе, наоборот, – олово. В алюминиевых сплавах должно быть ограничено содержание железа, в магниевых, кроме того, – меди, никеля и кремния. Газы и неметаллические включения во всех сплавах являются вредными примесями.
Требования к каждому литейному сплаву специфичны, однако существует и ряд общих требований:
1. состав сплава должен обеспечивать получение заданных свойств отливки (физических, химических, физико-химических, механических и др.);
2. сплав должен обладать хорошими литейными свойствами – высокой жидкотекучестью, несклонностью к насыщению газами и к образованию неметаллических включений, малой и стабильной усадкой при затвердевании и охлаждении, несклонностью к ликвации и образованию внутренних напряжений и трещин в отливках;
3. сплав должен быть по возможности простым по составу, легко приготовляться, не содержать токсичных компонентов, не выделять при плавке и заливке сильно загрязняющих окружающую среду продуктов;
4. сплав должен быть технологичным не только в изготовлении отливок, но и на всех последующих операциях получения готовых деталей (например, при обработке резанием, термообработке и т.д.);
5. сплав должен быть экономичным: содержать по возможности меньшее количество дорогостоящих компонентов, иметь минимальные потери при переработке его отходов (литников, брака).
1. Какова история развития литейного производства в России?
2. Какова роль русских ученых в развитии научных основ и организации производства отливок из сплавов черных и цветных металлов?
3. Каковы методы получения литых заготовок?
4. Какие литейные формы можно использовать для получения фасонных отливок?
5. Каким образом классифицируют литейные сплавы?
6. Каковы требования к литейным сплавам?
7. Перечислите основные области применения литейных сплавов. 8. В чем заключается сущность литейной технологии?
Тема 1.2. Обработка материалов давлением (ОМД)
Металлу в пластическом состоянии придают ту или иную необходимую форму при практически неизменном химическом составе обрабатываемого материала.
Способность металлов принимать значительную пластическую деформацию в горячем и холодном состоянии широко используется в технике. При этом изменение формы тела осуществляется преимущественно с помощью давящего на металл инструмента. Поэтому полученное изделие таким способом называют обработкой металлов давлением или пластической обработкой. Обработка металлов давлением представляет собой важный технологический процесс металлургического производства. При этом обеспечивается не только придание слитку или заготовке необходимой формы и размеров, но совместно с другими видами обработки существенно улучшаются механические и другие свойства металлов.
Прокатка, волочение, прессование, ковка, штамповка представляют собой различные виды обработки металлов давлением в пластическом состоянии. Высокая производительность процессов обработки металлов давлением, сравнительно низкая их энергоемкость, а также незначительные потери металла при производстве изделий выгодно отличают их по сравнению, например, с обработкой металла резанием, когда требуемую форму изделия получают удалением значительной части заготовки в стружку. Существенным достоинством пластической обработки является значительное улучшение свойств металла в процессе деформирования.
Основные способы ОМД:
При обработке металлов давлением изделия получают пластической деформацией без снятия стружки. Этот процесс отличается большой экономичностью и производительностью.
Обработке давлением подвергается до 90 % выплавляемой стали, многие цветные металлы и сплавы.
Необходимое условие обработки давлением: металлы должны быть способны пластически деформироваться без разрушения. Такой способностью обладают, например, стали, сплавы меди, сплавы алюминия. Чугуны же являются хрупкими сплавами, они не могут пластически деформироваться и поэтому не подвергаются обработке давлением.
К видам обработки металлов давлением относятся прокатка, штамповка, волочение, ковка и прессование.
Обработка давлением может производиться в холодном и нагретом состоянии. В результате холодного пластического деформирования прочность и твердость металла повышается, а пластичность понижается. Это явление называется наклепом. Дальнейшая холодная обработка давлением становится затруднительной и может привести к разрушению.
Свойства наклепанного металла восстанавливаются при его нагреве. Этот процесс называется рекристаллизацией. При этом происходит восстановление механических свойств металла путем образования и роста новых зерен, с более правильным кристаллическим строением. Температура рекристаллизации зависит от температуры плавления и для чистых металлов определяется по формуле
Трек = 0,4Тпл, K.
Для углеродистой стали температура рекристаллизации составляет 550– 650 ºС.
В зависимости от температуры различают холодную и горячую обработку давлением. Если обработка производится ниже температуры рекристаллизации, ее называют холодной. Если выше – горячей. При горячей пластической деформации наклеп успевает сняться во время обработки за счет протекания рекристаллизации.
Температуру начала и окончания горячего деформирования стали определяют по диаграмме состояния железо–углерод. Температура начала горячей обработки давлением должна быть на 100–200 ºС ниже температуры плавления стали, а температура окончания деформирования – на 50–100 ºС выше температуры рекристаллизации.
Практически температура окончания деформирования стали определяется по эмпирической формуле tоконч = 100(9,1 – 1,1C) ºС, где С – содержание углерода в стали в %.
Наибольшую температуру нагрева стали с содержанием 0,1 % C принимают равной 1350 ºC, с 0,2 % C – 1270–1250 ºC, с 0,6 % C – 1200–1180 ºC, с 1 % С – 1120–1100 ºС.
Итак, прокатка углеродистых сталей начинается при 1200–1150 ºC и заканчивается при 950–900 ºС.
Ковку меди начинают при 1000 ºC и заканчивают при 800 ºC. Ковку бронзы осуществляют в интервале 900–700 ºС.
Заготовки и слитки перед обработкой давлением нагревают в горнах или в печах. В горнах заготовки нагреваются открытым пламенем при горении каменного угля или кокса. Печи подразделяются на пламенные и электрические, а по распределению температуры в рабочем пространстве – на камерные и методические. В камерных печах температура одинакова по всему объему печи. В методических печах температура постепенно повышается от места загрузки заготовок к месту их выгрузки.
Прокатное производство
При прокатке профиль образуется путем деформирования нагретой заготовки между вращающимися валками. Силы трения между валками и заготовкой втягивают ее в межвалковый зазор, а нормальные силы (реакция опоры) совершают работу деформации.
Различают три способа прокатки: продольная прокатка, поперечная и винтовая.
При продольной прокатке валки вращаются в разные стороны, заготовка имеет поступательное движение. Применяется она при прокатке рельсов, балок, листов и т. п.
При поперечной прокатке валки вращаются в одну сторону, заготовка имеет вращательное движение. Применяется такой способ для получения периодических профилей.
При винтовой прокатке валки расположены под углом и вращаются в одном направлении. Заготовка совершает вращательное и поступательное движение. Винтовая прокатка применяется для получения трубных заготовок
(гильз).
Профили проката
Продукция прокатного производства подразделяется в зависимости от формы поперечного сечения. Форма поперечного сечения проката называется профилем. Совокупность различных профилей разных размеров называется сортаментом. Сортамент прокатных профилей состоит из 4 групп: сортовой прокат, листовой прокат, трубы и специальные виды проката.
Сортовой прокат подразделяется на два вида: простой геометрической формы сечения (квадрат, круг, прямоугольник, шестигранник и др.) и сложной формы поперечного сечения (тавр, двутавр, уголок, швеллер, рельс и др.). Иначе эти две группы сортового проката называют простыми и фасонными профилями.
Листовой прокат разделяется на броневую сталь толщиной до 550 мм, толстолистовую сталь (свыше 4 мм), тонколистовую сталь (от 0,2 до 4мм) и фольгу (менее 0,2 мм).
Трубы разделяются на бесшовные и сварные.
К специальным видам проката относится прокатка шаров, зубчатых колес и бандажей.
Классификация прокатных станов по назначению
Производство проката разделяется на две основные стадии: 1) получение полупродуктов (блюмов, слябов и заготовок) из слитка, 2) получение готовых изделий из полупродуктов.
Прокатные станы классифицируются по назначению и по взаимному расположению валков в рабочей клети стана.
Двухвалковые (дуо) нереверсивные клети применяются в непрерывных станах для прокатки проволоки, сортовых профилей, тонких полос.
Двухвалковые реверсивные клети применяются в блюмингах и слябингах.
Трехвалковые (трио) клети всегда не реверсивные. Применяются в сортовых и листовых станах.
Четырехвалковые (кварто) клети применяются при прокатке броневых плит, толстых листов. Шестивалковые клети с двумя рабочими валками и четырьмя опорными валками ввиду большой жесткости станины и меньшего прогиба рабочих валков служат для холодной прокатки тонких полос.
Двенадцати- и двадцативалковые клети имеют два рабочих валка и применяются для прокатки тончайших лент.
Универсальные балочные клети, кроме горизонтальных, имеют неприводные вертикальные валки.
Технология основных видов проката а) Сортовой прокат
Исходной заготовкой при прокатке являются слитки: стальные – весом до 60 т, из цветных металлов – до 10 т. Первой операцией при прокатке является прокатка слитка в горячем состоянии на обжимных дуо-станах – блюмингах. Полученная после прокатки на блюминге заготовка называется блюмом. Размеры сечения блюмов от 450450 до 150150 мм. Блюмы после дополнительного нагрева прокатываются на сортовых станах, в которых заготовка проходит ряд калибров для получения нужной формы поперечного сечения.
б) Листовой прокат
При прокатке толстых листов вначале стальной слиток массой до 45 т в горячем состоянии деформируется на обжимном стане – слябинге. Полученный полуфабрикат – сляб – имеет прямоугольное сечение толщиной 65–300 мм и шириной 600–1000 мм. Сляб прокатывается (после второго нагрева) в толстый лист.
При горячей прокатке листов их пропускают через окалиноломатель, в котором окалина дробится и смывается водой под давлением. Затем лист проходит через чистовую группу клетей.
Листы тоньше 2 мм в горячем состоянии прокатывать сложно, т. к. они быстро охлаждаются. Такие листы получают холодной прокаткой.
в) Прокатка труб
При прокатке бесшовных труб первой операцией является прошивка,
т.е. образование отверстия в заготовке в горячем состоянии. Получаемая заготовка трубы называется гильзой.
Последующую прокатку гильзы в трубу требуемого диаметра и толщины стенки производят на раскатных станах: автоматических или пилигримовых (периодических).
На автоматическом стане прошитую гильзу 1 раскатывают между двумя валками 2 на оправке 3. Оправку закрепляют на длинном стержне 4.
На пилигримовом стане два валка 1 имеют круглый калибр переменного сечения. Гильза 2 на оправке 3 подается в валки навстречу их вращению. В процессе прокатки непрерывно чередуются прямой и обратный ходы. При прямом ходе происходит подача гильзы в момент возникновения наибольшего зазора между валками. Процесс обжатия трубы происходит при обратном ходе.
г) Получение специальных видов проката
• Прокатка шестерен с осевой подачей заготовки
Образование зубьев при прокатке с осевой подачей заготовки осуществляется перемещением нагретой в кольцевом индукторе заготовки между двумя вращающимися зубчатыми валками, модуль которых равен модулю прокатываемой шестерни. Прутковую прокатку шестерен применяют для обработки прямозубых и косозубых шестерен с небольшим модулем (6 мм) и диаметром 200 мм.
• Прокатка шестерен с радиальной подачей валков
При этом способе нагретую заготовку закрепляют в оправке между двумя вращающимися зубчатыми валками. Заготовке сообщают принудительное вращение с определенной скоростью, соответствующей передаточному числу между валками и прокатываемой шестерней, а затем валки сближают. При этом зубья валков углубляются в заготовку.
Полученные на заготовке зубья, обкатываясь в зацеплении с зубьями валков, получают эвольвентный профиль.
• Схема прокатки шаров шарикоподшипников на стане поперечно-винтовой прокатки
Валки вращаются в одну сторону. Заготовка при прокатке получает вращательное и поступательное движение. Ручьи валков выполнены по винтовой линии.
• Прокатка заготовки на колесопрокатном стане
В обработке заготовки участвуют до пяти – семи валков, из которых одни являются приводными, другие – холостыми.
После прокатки заготовку подвергают обработке на металлорежущих станках и термической обработке – закалке и отпуску.
• Производство гнутых профилей
Гнутые профили получают путем холодной гибки из ленты или листа на роликогибочных станах.
Толщина ленты равна 0,5–20 мм. Сортамент гнутых профилей отличается от сортамента фасонного проката:
1. Сложностью профиля.
2. Легкостью конструкции.
3. Безотходной технологией.
Оборудование для изготовления тонкостенных гнутых профилей аналогично оборудованию непрерывного прокатного стана прокатных клетей.
Однако процесс гиба на этих станах не является процессом прокатки, т.
к. при прокатке в каждой клети изменяется не только форма поперечного сечения проката, но и размеры профиля: площадь поперечного сечения и длина.
При гибе изменяется только форма сечения профиля.
Виды сечений гнутых профилей (рисунок)
В каждой паре роликов форму сечения полосы можно изменить весьма незначительно. Поэтому для получения сложного профиля необходимо применять многоклетьевые роликогибочные станы, имеющие 6–20 клетей в одной линии.
Тонкостенные профили можно получать и методом штамповки, но это менее производительно.
Прессование
Прессование – это процесс получения профилей путем выдавливания нагретой заготовки из контейнера через отверстие в инструменте – матрице.
При этом металл (изделие) принимает форму отверстия (аналог – тюбик с зубной пастой). Различают два метода прессования: прямой и обратный.
При прямом методе движение металла совпадает с направлением силы прессования.
При обратном методе движение металла и направление силы прессования имеют встречное движение.
С помощью прессования можно получать разные профили сечения, в том числе и профиль трубы.
Волочение
Волочение – это обработка металлов давлением, при которой заготовку протягивают через сужающееся отверстие в инструменте, называемом волокой. Волочение, как правило, осуществляется в холодном состоянии. Исходными заготовками служат прокатанные прутки, трубы и проволока из стали и цветных металлов и сплавов.
Цель волочения – не только уменьшение диаметра заготовки, но и повышение качества поверхности.
Инструмент – волока – имеет четыре зоны:
• смазывающая,
• деформирующая, калибрующая, выходная.
Благодаря такому профилю волоки, протягиваемые заготовки не обрываются.
Волочение производят на специальных волочильных станах, которые разделяются на два типа: с прямолинейным движением тянущих устройств (цепные и реечные станы) и с круговым движением тянущих устройств (барабанные станы).
В цепных станах тянущая тележка двигается с помощью цепи. В барабанных станах тянущие усилие создается путем наматывания изделия на барабан.
Ковка
Ковка – это вид горячей обработки металлов давлением, при котором металл деформируется путем нанесения ударов бойками молота. При этом металл свободно течет в стороны. Получаемая заготовка называется поковкой.
Ковку, осуществляемую с применением молота или пресса, называют машинной свободной ковкой. Ручную ковку с помощью молотка и кувалды применяют для изготовления мелких поковок, главным образом, в ремонтных мастерских.
Ковка является единственно возможным способом изготовления тяжелых поковок (весом до 250 т и более) типа валов гидротурбин, коленчатых валов судовых двигателей. Поковки меньшей массы (десятки и сотни килограммов) можно изготавливать и ковкой, и штамповкой. Исходными заготовками для получения тяжелых поковок являются слитки массой до 320 т. Для мелких поковок используется прокат.
Основные операции ковки
При осадке площадь поперечного сечения заготовки увеличивается за счет уменьшения ее высоты.
Осаживание части заготовки называется высадкой.
При протяжке длина заготовки увеличивается за счет уменьшения площади поперечного сечения.
Раскатка на оправке – это увеличение диаметра кольца за счет уменьшения его толщины.
Разгонка – это операция увеличения ширины части заготовки за счет уменьшения ее толщины.
Прошивка – это операция получения сплошных или глухих отверстий.
Рубка – это разделение заготовки на несколько частей.
Технология ковки рычага с вилкой состоит из ряда последовательных операций:
Оборудование для ковки
При свободной ковке мелких изделий обычно применяют пневматические ковочные молоты, для крупных поковок – паровоздушные ковочные молоты, для очень крупных – гидравлические прессы.
Пневматический ковочный молот имеет два цилиндра: компрессорный и воздушный. Поршень компрессорного цилиндра нагнетает воздух в рабочий цилиндр и приводит в движение поршень рабочего цилиндра. Возвратнопоступательное движение поршня компрессорного цилиндра осуществляется кривошипно-шатунным механизмом от электродвигателя через редуктор.
Между компрессорным и рабочим цилиндром молота имеется воздухораспределительное устройство, состоящее из кранов с каналами; через них сжатый воздух направляется в рабочий цилиндр (попеременно снизу и сверху) и, соответственно, перемещает бабу молота вверх и вниз. Переключение кранов осуществляется ножной педалью.
Паровоздушные ковочные молоты приводятся в действие паром или сжатым воздухом.
Пар или воздух осуществляет подъем подвижных частей молота и дополнительно увеличивает энергию удара.
Ковочные прессы. Крупные молоты, несмотря на наличие больших шаботов, сотрясают почву, что приводит к образованию трещин в стенах здания, кроме того, это недопустимо в цехах точного машиностроения. Поэтому для крупных поковок применяют прессы. В гидравлических прессах усилие создается с помощью жидкости, которая под высоким давлением подается в рабочий цилиндр; при этом поршень с верхним бойком перемещается вниз и создаст давление на заготовку. Подъем рабочего поршня производится с помощью плунжеров возвратных цилиндров
Штамповка
Штамповка – это прогрессивный метод обработки металлов давлением с помощью специального инструмента, называемого штампом. В отличие от свободной ковки, течение металла при штамповке ограничено полостями штампа.
Изделия, полученные штамповкой, зачастую не требуют последующей механической обработки и не имеют отходов. Различают штамповку объемную и листовую. Штамповка может быть также горячей и холодной.
Объемная штамповка может производиться в открытых и закрытых штампах. Открытыми называются такие штампы, у которых вокруг всего периметра ручья имеется специальная облойная канавка, соединенная тонкой щелью с полостью штампа.
Избыток металла при штамповке вытесняется в облойную канавку. Такой штамп позволяет использовать заготовки с отклонением от размеров. Недостаток – образование отходов в виде облоя. Отход металла в облой составляет 10–20 % от массы поковки.
Закрытые штампы не имеют облойной канавки и расход металла на отходы (на облой) отсутствует. Но закрытые штампы требуют точной по размерам заготовки. Объемная штамповка производится чаще в горячем состоянии.
Листовая штамповка – это метод изготовления изделий из листового материала. Основные преимущества листовой штамповки – возможность изготовления прочных тонкостенных деталей, высокая производительность, экономный расход металла, относительная простота механизации и автоматизации процесса. Листовая штамповка производится чаще в холодном состоянии.
Операции листовой штамповки класссифицируют на разделительные (отделение части заготовки от изделия) и формоизменяющие (получение изделий сложной объемной формы).
К разделительным операциям относятся: резка, вырубка (например, вырубка пуговиц из листа, прокладок для двигателей и т. п.), пробивка – получение отверстий.
К формоизменяющим операциям штамповки относятся: гибка, правка, вытяжка – операция, превращающая плоскую заготовку в полую деталь, формовка – раздача стакана с помощью жидкости, протяжка – вытяжка с утонением стенки, штамповка взрывом.
Оборудование для штамповки
Нагрев металла при штамповке производится в пламенных и электрических печах. При массовом и крупносерийном производстве применяют также индукционный нагрев.
Для горячей объемной штамповки применяют молоты, кривошипные прессы, горизонтально-ковочные машины, винтовые прессы.
Паровоздушные штамповочные молоты по конструкции отличаются от паровоздушных кузнечных молотов. Штамповочные молоты имеют автоматическое управление от педали, на которую штамповщик нажимает для нанесения удара. Если педаль отпустить, то баба молота автоматически возвращается в исходное, верхнее положение. Масса падающих частей составляет 630–25000 кг.
Кроме паровоздушных молотов, для горячей штамповки применяют фрикционные молоты с доской и бесшаботные молоты.
У фрикционных молотов с доской баба соединена с доской, зажатой между вращающимися роликами, которые поднимают падающие части (бабу) вверх. В верхнем положении доски с бабой ролики расходятся, и происходит свободное падение бабы. Эти молоты имеют массу падающих частей 500–
1500 кг.
В бесшаботных молотах с двухсторонним ударом шабот заменен подвижной бабой.
Кроме того, для штамповки применяются кривошипные, винтовые и чеканочные прессы.
Кривошипный пресс является наиболее производительным, т. к. эти прессы наиболее быстроходны (от 35 до 90 ходов в минуту). Движение пресс получает от электродвигателя, а затем с помощью кривошипно-шатунного механизма вращательное движение преобразуется в поступательное движение ползуна, к которому крепится боек пресса. Включение рабочего хода пресса производится фрикционной муфтой. Кривошипные прессы изготавливаются с усилием 500–8000 т.
Винтовой фрикционный пресс – это машина промежуточного типа между молотом и прессом, так как он сочетает ударное действие и статическое давление. Пресс получает движение от электродвигателя через ременную передачу и фрикционные диски. Движение от дисков через маховик передается винту. Вращение винта вызывает перемещение гайки вверх или вниз. Гайка соединена с ползуном и бойком пресса. Изменяя направление вращения маховика и винта, можно изменять направление перемещения гайки и, следовательно, наносить удары бойком по заготовке.
Чеканочный пресс применяется для холодной чеканки – изготовления монет, медалей и тому подобных изделий. Движение пресс получает от электромотора и через кривошипно-шатунный механизм и «ломающиеся» рычаги колена преобразует вращательное движение электромотора в вертикальное возвратно-поступательное движение ползуна и инструмента. Такое устройство пресса позволяет при сравнительно малом крутящем моменте на валу электромотора получать большое усилие в конце рабочего хода ползуна. Чеканочные прессы изготавливают с усилием до 800 т и более.
Тема 1.3. Сварочное производство
Сварка – технологический процесс получения неразъемных соединений в результате возникновения атомно-молекулярных связей между соединяемыми деталями при их нагреве и пластическом деформировании.
Сварные соединения можно получать двумя принципиально разными путями: сваркой плавлением и сваркой давлением.
При сварке плавлением атомно-молекулярные связи между деталями создают, оплавляя их примыкающие кромки, так, чтобы получилась смачивающая их, общая ванна. Эта ванна затвердевает при охлаждении и соединяет детали в одно целое. Как правило, в жидкую ванну вводят дополнительный металл, чтобы полностью заполнить зазор между деталями, но возможна сварка и без него.
При сварке давлением обязательным является совместная пластическая деформация деталей сжатием зоны соединения. Этим обеспечивается очистка свариваемых поверхностей от пленок загрязнений, изменение их рельефа и образование атомно-молекулярных связей. Пластической деформации обычно предшествует нагрев, так как с ростом температуры уменьшается значение деформации, необходимой для сварки и повышается пластичность металла.
Нагрев свариваемых деталей осуществляется разными способами: электрической дугой, газокислородным пламенем, пропусканием тока, лазером и т.д. По-разному обеспечиваются защита зоны сварки от воздействия воздуха и ее принудительная деформация.
Существует множество технологических процессов сварки (более 70).
Сварка является наиболее важным способом получения неразъемных соединений из различных материалов, свариваются металлы и сплавы, керамика, стекло, пластмассы, разнородные материалы. Сварка применяется во всех областях техники.
Сварка плавлением
Дуговая сварка
Источником теплоты является электрическая дуга, которая горит между электродом и заготовкой.
Сварочной дугой называется мощный электрический разряд между электродами, находящимися в среде ионизированных газов и паров.
В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие разновидности дуговой сварки (рис. 1.1):
сварка неплавящимся (графитовым или вольфрамовым) электродом 1 дугой прямого действия 2 (рис. 1.1.а), при которой соединение выполняется путем расплавления только основного металла 3, либо с применением присадочного металла 4; сварка плавящимся электродом (металлическим) 1 дугой прямого действия с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом (рис. 1.1.б); сварка косвенной дугой 5, горящей между двумя, как правило, неплавящимися электродами, при этом основной металл нагревается и
расплавляется теплотой столба дуги (рис. 1.1.в); сварка трехфазной дугой, при которой дуга горит между каждым
электродом и основным металлом (рис. 1.1.г).
Рисунок 1.1. Схемы дуговой сварки
Разновидности дуговой сварки различают по способу защиты дуги и расплавленного металла и степени механизации процесса.
Ручная дуговая сварка.
Ручную дуговую сварку выполняют сварочными электродами, которые подают вручную в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом (рис.1.2) дуга 8 горит между стержнем 7 электрода и основным металлом 1.
Стержень электрода плавится, и расплавленный металл каплями стекает в сварочную ванну 9. Вместе со стержнем плавится покрытие электрода 6, образуя защитную газовую атмосферу 5 вокруг дуги и жидкую шлаковую ванну 4 на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает и формируется сварной шов 3. Жидкий шлак образует твердую шлаковую корку 2.
Рис. 1.2. Схема процесса сварки металлическим покрытым электродом
Ручная сварка позволяет выполнять швы в любых пространственных положениях: нижнем, вертикальном, горизонтальном, вертикальном, потолочном. Ручная сварка удобна при выполнении коротких криволинейных швов в любых пространственных положениях, при выполнении швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной формы.
Оборудование для ручной сварки: источник питания дуги, электрододержатель, гибкие провода, защитная маска или щиток.
Автоматическая дуговая сварка под флюсом.
Для сварки используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Схема автоматической дуговой сварки под флюсом представлена на рис.
1.3.
Рис.1.3. Схема автоматической дуговой сварки под флюсом
Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва. Дуга 10 горит между проволокой 3 и основным металлом 8. Столб дуги и металлическая ванна жидкого металла 9 со всех сторон плотно закрыты слоем флюса 5 толщиной 30…50 мм. Часть флюса плавится и образуется жидкий шлак 4, защищающий жидкий металл от воздуха. Качество защиты лучше, чем при ручной дуговой сварке. По мере поступательного движения электрода металлическая и шлаковая ванны затвердевают с образованием сварного шва 7, покрытого твердой шлаковой коркой 6. Проволоку подают в дугу с помощью механизма подачи 2. Ток к электроду подводят через токопровод 1.
Для сварки под флюсом характерно глубокое проплавление основного металла.
Преимущества автоматической сварки под флюсом по сравнению с ручной: повышение производительности процесса сварки в 5…20 раз, повышение качества сварных соединений и уменьшение себестоимости 1 м сварного шва.
Флюсы. Применяемые флюсы различают по назначению.
Флюсы для сварки низкоуглеродистых и низколегированных сталей предназначены для раскисления шва и легирования его марганцем и кремнием. Для этого применяют высококремнистые марганцевые флюсы, которые получают путем сплавления марганцевой руды, кремнезема и плавикового шпата в электропечах.
Флюсы для сварки легированных и высоколегированных сталей должны обеспечивать минимальное окисление легирующих элементов в шве. Для этого применяют керамические низкокремнистые, безкремнистые и фторидные флюсы, которые изготавливают из порошкообразных компонентов путем замеса их на жидком стекле, гранулирования и последующего прокаливания. Основу керамических флюсов составляют мрамор, плавиковый шпат и хлориды щелочно-земельных металлов.
Дуговая сварка в защитных газах.
При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струей защитного газа (инертного – аргон, гелий; активного – углекислый газ, азот, водород).
Сварку в инертных газах можно выполнять неплавящимся и плавящимся электродами.
В качестве неплавящегося электрода применяется пруток вольфрама, а в качестве плавящегося – проволока из основного металла или близкого ему по химическому составу. Область применения аргонодуговой сварки охватывает широкий круг материалов и изделий (узлы летательных аппаратов, элементы атомных установок, корпуса и трубопроводы химических аппаратов). Аргонодуговую сварку применяют для легированных и высоколегированных сталей, цветных (алюминия, магния, меди) и тугоплавких (титана, ниобия, ванадия, циркония) металлов и их сплавов.
Сварка в углекислом газе выполняется только плавящимся электродом. Защита сварочной ванны осуществляется углекислым газом. Углекислый газ химически активен по отношению к жидкому металлу. При нагреве он диссоциирует на оксид углерода и кислород, который окисляет железо и легирующие элементы. Окисляющее действие кислорода нейтрализуется введением в проволоку дополнительного количества раскислителей. Для сварки углеродистых и низколегированных сталей применяют сварочную проволоку с повышенным содержанием кремния и марганца. Хорошее качество сварного шва получается при использовании специальной порошковой проволоки.
Обычно свариваются конструкции из углеродистых и низколегированных сталей (газо- и нефтепроводы, корпуса судов и т.п.). При сварке меди, алюминия, титана и редких металлов невозможно связать свободный кислород введением раскислителей.
Преимуществами данного способа являются низкая стоимость углекислого газа и высокая производительность.
Основной недостаток – разбрызгивание металла (на зачистку расходуется 30…40% времени сварки).
Плазменная сварка
Плазменная струя, применяемая для сварки, представляет собой направленный поток частиц или полностью ионизированного газа, имеющего температуру 10000…200000С. Плазму получают в плазменных горелках, пропуская газ через столб сжатой дуги. В качестве плазмообразующих газов применяют азот, аргон, водород, гелий, воздух и их смеси.
Применяют два основных плазменных источника нагрева: плазменную струю, выделенную из столба косвенной дуги и плазменную дугу, в которых дуга прямого действия совмещена с плазменной струей.
Плазменная струя представляет собой независимый источник теплоты, позволяющий в широких пределах изменять степень нагрева и глубину проплавления поверхности заготовок. Тепловая мощность плазменной струи ограничена, и ее применяют для сварки и резки тонких металлических листов и неэлектропроводящих материалов, для напыления тугоплавки материалов.
Плазменная дуга обладает большой тепловой мощностью, имеет более широкое применение: для сварки высоколегированной стали, сплавов титана, никеля, молибдена, вольфрама. Плазменную дугу применяют для резки материалов (меди, алюминия), наплавки тугоплавких материалов на поверхность.
Плазменной дугой можно сваривать металл толщиной до 10 мм без разделки кромок и применения присадочного материала. Так как плазменная дуга обладает высокой стабильностью, то обеспечивается повышенное качество сварных швов. Это позволяет выполнять микроплазменную сварку металла толщиной 0,025…0,8 мм.
Недостаток плазменной сварки – недолговечность горелок.
Электрошлаковая сварка.
Сущность процесса заключается в том, что тепловую энергию, необходимую для расплавления основного и присадочного металла, дает теплота, выделяемая в объеме шлаковой ванны при прохождении через нее тока (рис. 1.4).
Рис.1.4. Схема электрошлаковой сварки
Свариваемые заготовки 1 устанавливают в вертикальном положении. В замкнутое пространство между водоохлаждаемыми медными ползунами 4 и вертикально установленными кромками изделий засыпают флюс и подают электродную проволоку 7 при помощи специального механизма подачи 6.
В начале процесса возбуждают дугу, флюс плавится и образуется электропроводный шлак 5. Шлак шунтирует дугу, она гаснет, выходная цепь источника питания замыкается через шлак. Ток, проходя через шлак, разогревает его, это приводит к раславлению кромок основного металла и электрода. Расплав стекает вниз и образует сварочную ванну 8, выжимая шлак вверх, и затвердевает.
В начальном и конечном участках шва образуются дефекты: в начале шва – непровар кромок, в конце шва – усадочная раковина и неметаллические включения. Поэтому сварку начинают и заканчивают на специальных планках 2 и 3, которые затем удаляют газовой резкой.
Преимущества: возможна сварка металла любой толщины (с 16 мм). Заготовки с толщиной до 150 мм можно сваривать одним электродом, совершающим поперечное колебание в плоскости стыка, при толщине более 150 мм используются нескольких проволок. Есть опыт сварки толщиной до 2м.
Недостаток способа – образование крупного зерна в шве и околошовной зоне вследствие замедленного нагрева и охлаждения. Необходимо проведение термической обработки: нормализации или отжига для измельчения зерна.
Электрошлаковую сварку широко применяют в тяжелом машиностроении для изготовления ковано-сварных и лито-сварных конструкций; станины и детали мощных прессов и станков, коленчатые валы судовых дизелей, роторы и валы гидротурбин, котлы высокого давления и т.п. Лучевые способы сварки Электронно-лучевая сварка.
Сущность процесса состоит в том, что свариваемые детали, собранные без зазора, помещают в вакуумную камеру и подают на них электродный луч – пучок электронов, движущихся с большой скоростью. При соударении с изделием электроны тормозятся, их кинетическая энергия переходит в тепловую энергию и расплавляет металл. Температура в месте соударения достигает 5000…6000 0С. Перемещая электронный луч вдоль стыка, получают сварной шов.
Электроны, испускаемые катодом 1 электронной пушки, формируются в пучок электродом 2, расположенным непосредственно за катодом, ускоряются под действием разности потенциалов между катодом и анодом 3, составляющей 20…150 кВ и выше, затем фокусируются в виде луча и направляются специальной отклоняющей магнитной системой 5 на обрабатываемое изделие 6. На формирующий электрод 2 подается отрицательный или нулевой по отношению к катоду потенциал. Фокусировкой достигается высокая удельная мощность луча. Ток электронного луча невелик – от нескольких миллиампер до единиц ампер.
Процессу электронно-лучевой сварки присущи две характерные особенности:
сварка протекает в вакууме, обеспечивается получение зеркально
чистой поверхности и дегазация расплавленного металла; интенсивность нагрева очень велика, что обеспечивает быстрое плавление и затвердевание металла. Шов получается мелкозернистый с высокими механическими свойствами, с минимальной шириной, что позволяет сваривать сплавы, чувствительные к нагреву.
Электронно-лучевой сваркой изготовляют детали из тугоплавких, химически активных металлов и их сплавов (вольфрамовых, танталовых, молибденовых, ниобиевых, циркониевых), а также алюминиевых и титановых сплавов и высоколегированных сталей. Металлы и сплавы можно сваривать в однородных и разнородных сочетаниях, со значительной разностью толщин, температур плавления. Минимальная толщина свариваемых заготовок составляет 0,02 мм, максимальная – до 100 мм.
Лазерная сварка – способ сварки плавлением, при которых металл нагревают излучением лазера.
Лазерный луч представляет собой вынужденное монохроматическое излучение, длина волны которого зависит от природы рабочего тела лазераизлучателя. Оно возникает в результате вынужденных скачкообразных переходов возбужденных атомов рабочих тел на более низкие энергетические уровни.
Основными параметрами режимов лазерной обработки являются мощность излучения, диаметр пятна фокусировки, скорость перемещения обрабатываемого материала относительно луча.
Преимуществом лазерной сварки является быстрый точечный нагрев металла до плавления. Интенсивный сосредоточенный нагрев обуславливает и чрезвычайно большую скорость охлаждения после прекращения воздействия луча. Это позволяет свести к минимуму ширину околошовной зоны, сварочные напряжения и деформации.
Механизм процессов при лазерной сварке схож с электронно-лучевой сваркой, но не обязательно вакуумировать изделие.
Лазером сваривают преимущественно толщины до 1 мм, так как коэффициент полезного действия преобразования энергии в лазерное излучение довольно низкий.
Газовая сварка
При газовой сварке заготовки 1 и присадочный материал 2 в виде прутка или проволоки расплавляют высокотемпературным пламенем 4 газовой горелки 3 (рис. 1.4).
Рис. 1.4. Схема газовой сварки
Газовое пламя получают при сгорании горючего газа в атмосфере технически чистого кислорода. Мощность пламени регулируют сменой наконечников горелки.
Нагрев заготовки осуществляется более плавно, чем при дуговой сварке, поэтому газовую сварку применяют для сварки металла малой толщины (0,2…3 мм), легкоплавких цветных металлов и сплавов; металлов и сплавов, требующих постепенного нагрева и охлаждения (инструментальные стали, латуни); для подварки дефектов в чугунных и бронзовых отливках. При увеличении толщины металла снижается производительность и увеличивается деформация.
Сварка давлением. Специальные термические процессы в сварочном производстве. Пайка
Сварка давлением
Сущность получения неразъемного сварного соединения двух заготовок в твердом состоянии состоит в сближении идеально чистых соединяемых поверхностей на расстояния (2…4) 10 – 10 см, при которых возникают межатомные силы притяжения.
Необходимым условием получения качественного соединения в твердом состоянии являются хорошая очистка и подготовка поверхностей и наличие сдвиговых пластичных деформаций в зоне соединения в момент сварки.
Контактная сварка
Сварные соединения получаются в результате нагрева деталей проходящим через них током и последующей пластической деформации зоны соединения.
Сварка осуществляется на машинах, состоящих из источника тока, прерывателя тока и механизмов зажатия заготовок и давления.
К деталям с помощью электродов подводят ток небольшого напряжения (3…8 В) и большой силы (до нескольких десятков кА). Большая часть тепла выделяется в зоне контакта деталей.
По виду получаемого соединения контактную сварку подразделяют на точечную, шовную, стыковую. Схемы контактной сварки представлены на рис. 1.5.
Рисунок 1.5. Схемы контактной сварки: а – стыковой; б – точечной; в – шовной
Стыковая контактная сварка (рис.1.5.а) – способ соединения деталей по всей плоскости их касания.
Свариваемые заготовки 1 плотно зажимают в неподвижном 2 и подвижном 3 токоподводах, подключенных к вторичной обмотке сварочного трансформатора 4. Для обеспечения плотного электрического контакта свариваемые поверхности приводят в соприкосновение и сжимают. Затем включается ток. Поверхность контакта заготовок разогревается до требуемой температуры, ток отключается, производится сдавливание заготовок – осадка.
Стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой называют сваркой сопротивлением, а при разогреве торцов до оплавления с последующей осадкой – сваркой оплавлением. В результате пластической деформации и быстрой рекристаллизации в зоне образуются рекристаллизованные зерна из материала обеих деталей.
Сварка применяется для соединения встык деталей типа стержней, толстостенных труб, рельсов и т.п.
Точечная сварка (рис.1.5.б) – способ изготовления листовых или стержневых конструкций, позволяющий получить прочные соединения в отдельных точках.
Свариваемые заготовки 1, собранные внахлест, зажимают между неподвижным 2 и подвижным 3 электродами, подсоединенными к обмотке трансформатора 4.
Электроды изнутри охлаждаются водой, нагрев локализуется на участках соприкосновения деталей между электродами. Получают линзу расплава требуемого размера, ток выключают, расплав затвердевает, образуется сварная точка. Электроды сжимают детали, пластически деформируя их.
Образующееся сварное соединение обладает большой прочностью и его можно применять для изготовления несущих конструкций. Этот способ широко применяют в авто- и вагоностроении, строительстве, а также при сборке электрических схем.
Шовная сварка (рис.1.5в) – способ соединения деталей швом, состоящим из отдельных сварных точек.
Свариваемые заготовки 1 помещают между двумя роликами-
электродами, один из электродов 2 может иметь вращательное движение, а другой 3 – вращательное движение и перемещение в вертикальном направлении. Электроды подключаются к вторичной обмотке трансформатора 4. Электроды-ролики зажимают и передвигают деталь.
Шовная сварка обеспечивает получение прочных и герметичных соединений их листового материала толщиной до 5 мм.
Диффузионная сварка
Диффузионная сварка – способ сварки давлением в вакууме приложением сдавливающих сил при повышенной температуре.
Свариваемые детали тщательно зачищают, сжимают, нагревают в вакууме специальным источником тепла до температуры рекристаллизации (0,4 Тпл), и длительно выдерживают. В начальной стадии процесса создаются условия для образования металлических связей между соединяемыми поверхностями. Низкое давление способствует удалению поверхностных пленок, а высокая температура и давление приводят к уменьшению неровностей поверхностей и сближению их до нужного расстояния. Затем протекают процессы диффузии в металле, образуются промежуточные слои, увеличивающие прочность соединения. Соединения получают при небольшой пластической деформации. Изменение размеров мало.
Сварка может осуществляться в среде инертных и защитных газов: гелий, аргон, водород.
Способ применяется для соединения металлов, металлов и полупроводников, а также других неметаллических материалов.
Диффузионная сварка широко применяется в космической технике, в электротехнической, радиотехнической и других отраслях промышленности.
Сварка трением
Сварка трением – способ сварки давлением при воздействии теплоты, возникающей при трении свариваемых поверхностей.
Свариваемые заготовки устанавливают соосно в зажимах машины, один из которых неподвижен, а другой может совершать вращательное и поступательное движения. Заготовки сжимаются осевым усилием, и включается механизм вращения. При достижении температуры 980…1300 0С вращение заготовок прекращают при продолжении сжатия.
Иногда сварку трением производят через промежуточный вращаемый элемент или заменяют вращательное движение вибрацией.
Сваркой трением можно сваривать заготовки диаметром 0,75…140 мм.
Преимущества способа: простота, высокая производительность, малая энергоемкость, стабильность качества соединения, возможность сварки заготовок из разнородных материалов.
Осуществляется сварка на специальных машинах.
Сварка взрывом
Большинство технологических схем сварки взрывом основано на использовании направленного взрыва.
Соединяемые поверхности заготовок, одна из которых неподвижна и служит основанием, располагают под углом друг к другу на определенном расстоянии. На вторую заготовку укладывают взрывчатое вещество и устанавливают детонатор. Сварку осуществляют на жесткой опоре. При соударении двух деталей под действием ударной волны, движущихся с большой скоростью, между ними образуется кумулятивная струя, которая разрушает и уносит оксидные поверхностные пленки и другие загрязнения. Поверхности сближаются до расстояния действия межатомных сил, и происходит схватывание по всей площади соединения. Продолжительность сварки несколько микросекунд.
Прочность соединений, выполненных сваркой взрывом, выше прочности соединяемых материалов.
Сварку взрывом используют при изготовлении заготовок для проката биметалла, плакировке поверхностей конструкционных сталей металлами и сплавами со специальными свойствами, при сварке заготовок из разнородных материалов. Целесообразно сочетание сварки взрывом со штамповкой и ковкой.
Тип сварного соединения
Основными преимуществами сварных соединений являются: экономия металла; снижение трудоемкости изготовления корпусных деталей; возможность изготовления конструкций сложной формы из отдельных деталей, полученных ковкой, прокаткой, штамповкой.
Сварным конструкциям присущи и некоторые недостатки: появление остаточных напряжений; коробление в процессе сварки; плохое восприятие знакопеременных напряжений, особенно вибраций; сложность и трудоемкость контроля.
Тип сварного соединения определяют взаимным расположением свариваемых элементов и формой подготовки (разделки) их кромок под сварку.
В зависимости расположения соединяемых деталей различают четыре основных типа сварных соединений: стыковые, нахлесточные, угловые и тавровые (рис. 1.6).
Рис.1.6. Основные типы сварных соединений
а – стыковое; б – нахлесточное; в – тавровое; г – угловое
Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочности сварного соединения с основным металлом. Формы подготовки кромок под сварку показаны на рис. 1.6. различают V, K, X – образные
По характеру выполнения сварные швы могут быть односторонние и двухсторонние.

Рис. 1.7. Формы подготовки кромок под сварку:
а – V-образная; б – U -образная; в – X-образная; г – двусторонняя Х-образная
Специальные термические процессы в сварочном производстве
Наплавка – процесс нанесения слоя металла или сплава на поверхность изделия.
Наплавка позволяет получать детали с поверхностью, отличающейся от основного металла, например жаростойкостью и жаропрочностью, высокой износостойкостью при нормальных и повышенных температурах, коррозионной стойкостью и т.п. Наплавка может производиться как при изготовлении новых деталей, так и в ремонтно-восстановительных работах, существенно удлиняя срок эксплуатации деталей и узлов, обеспечивая этим высокий экономический эффект.
Существуют разнообразные способы наплавки.
Ручная дуговая электродами со стержнями и покрытиями специальных составов.
Автоматическая наплавка под флюсом. Электроды могут быть сплошного сечения и порошковые. Состав флюса, металл электрода и состав наполнителя определяют свойства наплавленного слоя.
Наплавка плавящимися и неплавящимися электродами в среде защитных газов. Свойства наплавленного слоя зависят от материала присадки или электрода.
Плазменная наплавка. Дуга может быть как прямого, так и косвенного действия. Можно плазменной струей оплавлять слой легированного порошка, предварительно нанесенный на поверхность детали.
Электрошлаковая, электронно-лучевая, лазерная наплавка, а также наплавка газокислородным пламенем.
Существенным показателем эффективности того или иного
способа наплавки является степень перемешивания при наплавке основного металла
и присадочного: чем она меньше, тем ближе будут свойства наплавленного слоя к
заданным.
Раздел 2. Инструменты формообразования в машиностроении
Тема 2.1 Инструменты формообразования в машиностроении.
Геометрия токарного резца
Любую поверхность рассматривают как совокупность последовательных положений (следов) одной производящей линии, называемой образующей, движущейся по другой производящей линии, называемой направляющей.
В реальных условиях образования поверхностей деталей на металлорежущих станках образующие и направляющие линии в большинстве случаев являются воображаемыми. При обработке они воспроизводятся комбинацией согласованных между собой движений заготовки и инструмента. Движения резания и являются формообразующими движениями, так как они воспроизводят во времени образующие и направляющие линии.
Существует четыре способа формообразования поверхностей.
1. Метод копирования основан на том, что режущая кромка инструмента по форме совпадает с производящей линией 1. Направляющая линия 2 воспроизводится вращением заготовки или поступательным движением инструмента, которые и являются формообразующими. Второе движение (движение подачи), направленное перпендикулярно обрабатываемой поверхности, необходимо для получения определенного размера поверхности. Этот метод используют при обработке фасонных поверхностей на станках.
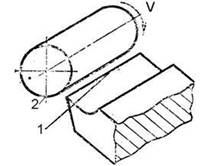
Рисунок 2.1 Формообразование поверхностей при резании по методу копирования
2. Метод следов. Образующая линия 1 является траекторией движения точки (вершины) режущего лезвия инструмента, а направляющая линия 2 – траекторией движения точек заготовки. В этом случае оба движения (V и S) являются формообразующими. Имеет место при обтачивании, растачивании, нарезании резьб и др.
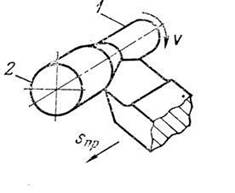
Рисунок 2.2. Формообразование поверхностей при резании по методу следов
3. Метод касания. Образование поверхностей по методу касания заключается в том, что направляющей линией 2 служит касательная к ряду геометрических вспомогательных линий, являющихся траекториями движения точек режущего инструмента. Образующей линией 1 служит режущее лезвие инструмента, а формообразующим движением является только движение подачи S.
Имеет место при фрезеровании, шлифовании, полировании и др.
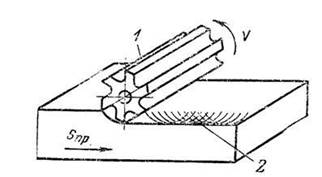
Рисунок 2.3 Формообразование поверхностей при резании по методу касания
4. Метод обкатки. Образование поверхностей по методу обкатки (огибания) заключается в том, что направляющая линия 2 воспроизводится вращением заготовки. Образующая линия 1 получается как огибающая кривая к ряду последовательных положений режущей кромки инструмента относительно заготовки вследствие согласования между собой движения резания с движением подачи. Скорости этих движений согласуются так, что за время прохождения круглым резцом расстояния l резец должен сделать один полный оборот относительно своей оси вращения. Здесь все три движения являются формообразующими (V, Sпр, Sкр). Пример: нарезание зубъев зубчатых колес по методу обкатки.
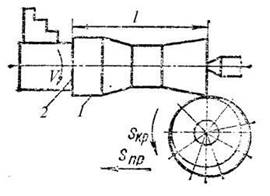
Рисунок 2.4 Формообразование поверхностей при резании по методу обкатки
Режущие инструменты
Геометрические параметры режущей части инструментов
Отделение срезаемого слоя металла производится режущим лезвием инструмента. Режущая часть инструмента ограничивается рабочими поверхностями, которые в зависимости от расположения относительно обрабатываемого изделия имеют определенные названия. Разные инструменты имеют различную форму зажимной и режущей частей, однако их режущие части имеют общее устройство и ограничиваются рабочими поверхностями, присущими режущей части любого инструмента. Обычно режущая часть имеет одну переднюю и несколько задних поверхностей.
1 – передняя поверхность, 2 – главная задняя поверхность, 3 – вспомогательная задняя поверхность, 4 – главная режущая кромка, 5 – вспомогательная режущая кромка, 6 – вершина режущего лезвия.
Рисунок 2.4. Составные части и рабочие поверхности инструментов.
Геометрия токарного резца
Каждый режущий инструмент имеет переднюю и одну или несколько задних поверхностей. Передняя поверхность обращена по ходу относительного рабочего движения в сторону срезаемого слоя на обрабатываемой заготовке. По ней всегда сходит стружка. Задняя поверхность обращена в сторону поверхности резания (обработанной поверхности).
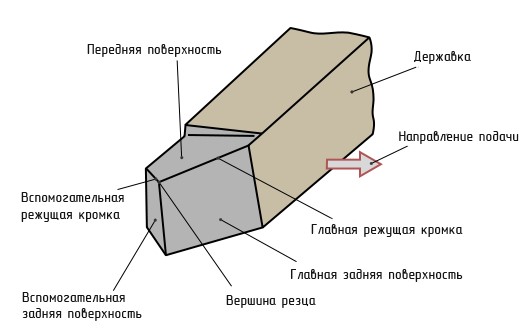
Рисунок 2.5 – Элементы рабочей части резца
Токарный проходной резец состоит из следующих основных элементов:
• Рабочая часть (головка);
• Стержень (державка) — служит для закрепления резца на станке.
Рабочую часть резца образуют:
• Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
• Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
• Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
• Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
• Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
• Вершина резца — точка пересечения главной и вспомогательной режущих кромок.
Геометрические параметры (углы) режущего инструмента.
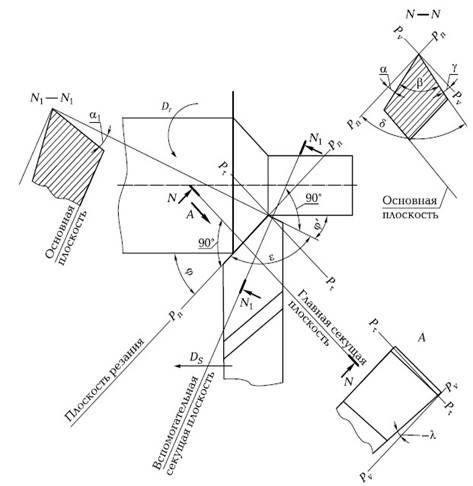
Рисунок 2.6 - Геометрические параметры режущей части резца
Основной плоскостью Pv называется координатная плоскость, проходящая перпендикулярно направлению главного движения (вектору скорости резания). Для случая токарной обработки она параллельна продольной и поперечной подачам и параллельна опорной поверхности (основанию) призматической зажимной части резца.
Плоскостью резания Pn называется координатная плоскость, проходящая через главную режущую кромку перпендикулярно основной плоскости.
Плоскость, проходящая через главную режущую кромку перпендикулярно основной плоскости и параллельно направлению движения подачи, называется рабочей плоскостью Ps.
Геометрические параметры режущего инструмента рассматриваются в плане, то есть в проекции на основную плоскость, и в секущих плоскостях: главной секущей плоскости, нормальной секущей плоскости, в рабочей плоскости и в других вспомогательных секущих плоскостях.
Нормальной секущей плоскостью Pn называется секущая плоскость, проходящая перпендикулярно (нормально) режущей кромке в рассматриваемой точке.
Главной секущей плоскостью ![]() называется координатная
плоскость, перпендикулярная линии пересечения основной плоскости с плоскостью
резания и проходящая через главную режущую кромку.
называется координатная
плоскость, перпендикулярная линии пересечения основной плоскости с плоскостью
резания и проходящая через главную режущую кромку.
Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
Угол резания δ=α+β.
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
Вспомогательный передний угол γ1 — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
Вспомогательный угол заострения β1 — угол между передней и вспомогательной задней плоскостью резца.
Вспомогательный угол резания δ1=α1+β1.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на чистоту обработанной поверхности. С уменьшениемφ1 улучшается чистота поверхности, но возрастает сила трения.
Угол при вершине в плане ε — угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость. Влияет на прочность резца, которая повышается с увеличением угла.
Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
Угол наклона главной режущей кромки λ — угол между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости. Влияет на направление схода стружки.
На представленных выше рисунках показаны упрощенные схемы расчета действительных углов. В обычных, не упрощенных случаях величины углов находятся в более сложной зависимости. Из приведенных данных видно, что изменение углов инструмента при резании тем больше, чем меньше диаметр обрабатываемого изделия и больше подача. При установке резца выше центра задний угол уменьшается, а передний – увеличивается. При установке резца ниже центра увеличивается задний угол и уменьшается передний.
Инструментальные материалы
Классификация инструментальных материалов по назначению
Разнообразные виды инструментов по условиям работы можно классифицировать на режущий инструмент (резцы, фрезы, сверла, протяжки и т.п.) и инструмент для обработки давлением (штампы холодной и горячей штамповки). В соответствии с этим материалы для инструментов подразделяют на 2 основные группы: материалы для режущего инструмента и материалы для инструментов, применяемых при обработке давлением.
Материалы для режущего инструмента.
В качестве материала для режущего инструмента используют углеродистые и легированные инструментальные стали, быстрорежущие стали, металлокерамические материалы (твердые сплавы), минералокерамические материалы, алмаз.
Применение более совершенных инструментальных материалов позволяет ускорить процесс обработки резанием. На рис.25 показана зависимость времени, затрачиваемого на обтачивание поверхности валика за один проход от используемого инструментального материала (по годам), а на рис.26 - зависимость максимальной скорости резания от теплостойкости материала инструмента.
Теплостойкость – максимальная температура, до которой инструмент может нагреваться при работе без резкого снижения твердости и режущих свойств. Увеличение скорости резания сопровождается повышением температуры.
Основные требования.
Материал инструмента должен быть таким, чтобы:
- инструмент не разрушался под действием возникающих нагрузок;
- в процессе работы инструмент не имел значительных остаточных деформаций;
- в процессе эксплуатации поверхность инструмента не изменялась как можно дольше и была износо- и коррозионностойкой.
Поэтому основные требования к материалам для режущего инструмента следующие:
- высокая конструкционная прочность;
- твердость, достаточная для обеспечения процесса (не менее 60HRC).
- теплостойкость;
- износостойкость;
- технологичность (необходимая для изготовления инструментов сложной формы);
- экономичность (минимальное содержание дефицитных и дорогостоящих легирующих добавок).
Поэтому использование материала обычно ставится в зависимость от тех скоростей, которые применяются в производстве. Если углеродистая и низколегированная стали позволяют инструменту работать с небольшими скоростями, порядка 10-15 м/мин (n1, см. рис. 25), что ограничивается теплостойкостью в пределах 200-3000С, то применение быстрорежущих сталей позволило инструменту работать при скоростях 25-30 м/мин (n2), что обеспечивается теплостойкостью этих сталей до 600-6500С. Применение твердых сплавов позволило увеличить скорость резания до 100 м/мин (n3), доводя ее в ряде случаев до 200 м/мин и более, что обеспечивает их теплостойкость до 800-9000С.
В настоящее время успешно работают керамические материалы, обеспечивающие скорость резания 200-300 м/мин (n4), за счет теплостойкости 12000С.
Причиной ограниченности срока службы инструмента в большинстве случаев является срабатывание рабочих поверхностей и съем с них материала в результате износа.
В связи с этим инструментальные материалы должны обладать при соответствующей нагрузке максимально высокой износостойкостью.
Износостойкость характеризуется отрезком времени при непрерывной работе инструмента, в течение которого износ инструмента достигает определенной величины.
Износ не имеет четко выраженного характера (только механического, или физического, или химического), в большинстве случаев он является результатом одновременного действия разных видов износа. При обработке твердых материалов резанием срабатывание инструмента преимущественно происходит в результате абразивного (микроскола) и адгезионного (холодная сварка) износа.
В тесной связи с износостойкостью находится режущая способность инструмента. При формообразовании путем резания металлов (точение, сверление и т.д.) режущая способность вследствие износа снижается. Установлено, чем выше твердость, тем выше износостойкость, однако при этом обычно снижается вязкость инструмента и увеличивается опасность хрупкого излома. Поэтому в зависимости от требуемой вязкости для того или иного инструмента существует граница повышения износостойкости.
Износостойкость зависит не только от твердости, но и от количества карбидов в инструментальном материале. Однако при содержании в сталях >25% (по объему) карбидов достигается граница деформируемости, и резко возрастает склонность к хрупкому разрушению. Поэтому такой путь возможен только для инструментов простой формы, и не подверженных растягивающим нагрузкам.
Так как повышение износостойкости ограничивается химическим составом или термической обработкой, предпринимаются попытки повысить стойкость инструмента изменением поверхностного слоя. Хорошо показали себя твердое хромирование, азотирование и цементирование. Применяется также нанесение на поверхность инструмента карбида и нитрида титана. При этом износостойкость режущих инструментов возрастает в 4 раза.
Эксперименты по влиянию легирующих элементов на износостойкость показали, что наиболее сильно влияет на ее увеличение ванадий.
Инструментальные стали разделяют на углеродистые, легированные и быстрорежущие.
Углеродистые инструментальные стали применяют для изготовления инструмента, работающего при малых скоростях резания. Из углеродистой стали марок У9 и У10А изготовляют ножи, ножницы, пилы, из У11, У11А, У12 — слесарные метчики, напильники и др. Буква У в марке стали обозначает углеродистая, цифра —содержание в стали углерода в десятых долях процента, буква А — марка углеродистой стали высококачественная, так как содержит серы и фосфора не более 0,03% каждого элемента.
Легированные инструментальные стали бывают хромистые— марки X, хромистокремнистые — 9ХС, вольфрамовые — В1 и хромовольфрамомарганцовистые — ХВГ и других марок.
Из стали марки X изготовляют метчики, плашки, из стали 9ХС — сверла, развертки, метчики и плашки. Сталь В1 рекомендуется для изготовления мелких сверл, метчиков, разверток, сталь ХВГ — для изготовления длинных метчиков и разверток.
Быстрорежущие (высоколегированные) стали применяют для изготовления различных инструментов, но чаще сверл, зенкеров, метчиков.
Изготовленные из быстрорежущей стали инструменты могут работать при более высоких скоростях резания, чем инструменты из углеродистой и легированной инструментальных сталей. Важнейшими компонентами быстрорежущих сталей являются вольфрам, хром и ванадий. Наиболее распространены быстрорежущие стали Р9 (~9% вольфрама) и Р6М5, которая приходит на смену Р18.
Все инструменты, изготовленные из инструментальных сталей, подвергают термической обработке.
Твердые сплавы делятся на металлокерамические и минералокерамические и выпускаются в виде пластинок разной формы.
Инструменты, оснащенные пластинками из твердых сплавов, позволяют применять скорости резания значительно выше, чем инструменты из быстрорежущей стали.
Металлокерамические твердые сплавы разделяются на вольфрамовые, вольфрамотитановые, вольфрамотитанотанталовые.
Вольфрамовые сплавы группы ВК. состоят из карбидов вольфрама и титана. Применяются сплавы марок ВК2, ВК3М, ВК4, ВК6, ВК6М, ВК8, ВК8В. Буква В означает карбид вольфрама, К — кобальт, цифра — процентное содержание кобальта (остальное— карбид вольфрама). Буква М, приведенная в конце некоторых марок, означает, что сплав мелкозернистый, что повышает износостойкость инструмента, но снижает сопротивляемость ударам. Применяется для обработки чугуна, цветных металлов и их сплавов и неметаллических материалов.
Вольфрамотитановые сплавы группы ТК состоят из карбидов вольфрама, титана и кобальта. Применяются сплавы марок Т5К10, Т5К12В, Т14К8, Т15К6, Т30К4, Т15К12В. Буква Т и цифра за ней указывают процентное содержание карбида титана, буква К и цифра за ней — процентное содержание карбида кобальта, остальное в данном сплаве — карбид вольфрама. Применяются эти сплавы для обработки всех видов сталей.
Вольфрамотитанотанталовые сплавы группы ТТК состоят из карбидов вольфрама, титана, тантала и кобальта. Применяются сплавы марок ТТ7К12 и ТТ10К8Б, содержащие соответственно 7 и 10% карбидов титана и тантала, 12 и 8% кобальта, остальное — карбид вольфрама. Применяются эти сплавы для особо тяжелых условий обработки, когда применение других инструментальных материалов не эффективно.
При определенных условиях в качестве инструментального материала находит применение минералокерамический материал марки ЦМ332, основной частью которого является окись алюминия. В состав этого материала не входят относительно редкие элементы: вольфрам, титан, кобальт и др. Преимуществом этого материала является возможность вести обработку при высоких скоростях резания, недостатком — повышенная хрупкость. Поэтому он применяется при получистовой и чистовой обработке чугуна, стали и цветных сплавов.
Для повышения прочности минералокерамики применяют плакирование — покрытие защитными пленками. На основе плакирования создана металлокерамическая композиция — керметы (керамика с металлической связкой), которая обеспечивает более высокую производительность при получистовой и чистовой обработке.
Алмазы и синтетические материалы.
Инструменты из искусственных алмазов, наиболее твердых из инструментальных материалов, находят широкое применение при тонком точении (без последующего шлифования), широко используют для обработки закаленных сталей, цветных сплавов. Для режущей части инструментов используют поликристаллы на основе синтетических алмазов типа баллас (марка АСБ) и карбонада (АСПК), а также кубического нитрида бора типа 01
(эльбор), 02 (бельбор) , 05 (генсанит), поликристаллических алмазов типа СВ и СВС. Успешно применяют новый синтетический материал – кубический нитрид титана (КНТ-16).
Стали для инструмента обработки металлов давлением
В зависимости от условий работы штампов стали для них подразделяют на две группы: стали для штампов холодной штамповки и стали для штампов горячей штамповки.
К штампам холодной штамповки относят обрезные, вырубные, чеканные штампы, ножи холодной резки металла.
Стали для холодных штампов должны обладать высокой твердостью, износоустойчивостью, прочностью, достаточной ударной вязкостью.
При легких условиях работы применяют углеродистые инструментальные стали У8, У 9. При более тяжелых – стали 4ХС, 6ХС, 9ХС, ХВГ, обладающие большей глубиной прокаливаемости.В наиболее тяжелых условиях работы применяют высоколегированные стали Х12Ф1, Х12М, Х6ВФ.
Штампы из этих сталей подвергают закалке с отпуском при 240-3200С.
К штампам горячей штамповки относят штампы объемной штамповки, ножницы горячей резки металла.
Стали для горячих штампов должны обладать следующими свойствами:
- жаропрочностью – сопротивляться приложенным нагрузкам при рабочих температурах без деформаций;
-теплостойкостью и износостойкостью при рабочих температурах;
- термостойкостью (устойчивость к образованию трещин при циклическом изменении температуры);
- достаточной прокаливаемостью, чтобы получить высокие свойства по всему сечению;
- минимальной слипаемостью со штампуемым металлом заготовки.
Для горячих штампов обычно используют легированные стали, занимающие промежуточные положения между конструкционными и инструментальными марками 5ХГТ, 5ХГМ, 5ХНМ.
Предварительная термическая обработка заготовки штампа состоит в нормализации с высоким отпуском. Затем в заготовке вырезают фигуру штампа и подвергают его закалке от температуры 8500С в масле с последующим отпуском. Температуру отпуска обычно берут на 30-500С выше, чем максимальная температура нагрева штампа при работе.
Более редко применяют закалку рабочей поверхности штампов токами высокой частоты.
Для горячих штампов применяют также графитизированные стали марок ЭИ336 и ЭИ366, содержащие около 1,5%С и 1%Si. В литом состоянии такие стали имеют обычную заэвтектоидную структуру (П и Ц). Если эти стали подвергать графитизирующему отжигу (нагрев до 8400С с выдержкой 5 ч, подстуживание до 7000С с выдержкой до 15 ч), то цементит частично распадается с образованием графита хлопьевидной формы. Включения графита при работе штампа выполняют роль смазки, предотвращая слипаемость со штампуемым материалом.
Тема 2.2 Обработка материалов точением
Виды обработки точением. Основные типы токарных резцов. Элементы и геометрические параметры токарного резца.
Виды обработки точением
На токарных станках, и в частности на токарно-винторезных, можно выполнить следующие виды работ: точение в центрах, в патроне и на планшайбе; растачивание; торцовое точение; отрезку и подрезку; нарезание резьбы; точение конусов, фасонных поверхностей и другие виды работ с применением соответствующих инструментов и приспособлений.
Обработка поверхностей осуществляется либо с продольной, либо с поперечной подачей. Формообразование поверхностей при обработке с продольной подачей осуществляется по методу следов, при обработке с поперечной подачей – в основном по методу копирования.
Точение в центрах
Прутковые детали (валы, оси) с отношением длины к
диаметру ![]() обычно подвергают продольному точению в
центрах с использованием проходных резцов. Деталь с просверленными осевыми
отверстиями на торцах зажимают между центрами передней и задней бабок. Центр
передней бабки устанавливают в шпинделе, а задний – в пиноли задней бабки. На
одном из концов детали закрепляют хомутик при помощи винта так, чтобы палец
входил в прорезь поводковой планшайбы. Планшайбу навинчивают на передний конец
шпинделя.
обычно подвергают продольному точению в
центрах с использованием проходных резцов. Деталь с просверленными осевыми
отверстиями на торцах зажимают между центрами передней и задней бабок. Центр
передней бабки устанавливают в шпинделе, а задний – в пиноли задней бабки. На
одном из концов детали закрепляют хомутик при помощи винта так, чтобы палец
входил в прорезь поводковой планшайбы. Планшайбу навинчивают на передний конец
шпинделя.
При обработке длинных деталей ![]() для
предохранения их от прогиба применяют направляющие приспособления – люнеты.
Люнет может быть неподвижным (крепится на направляющих станины) и подвижным
(устанавливается на каретке суппорта и двигается вместе с ней).
для
предохранения их от прогиба применяют направляющие приспособления – люнеты.
Люнет может быть неподвижным (крепится на направляющих станины) и подвижным
(устанавливается на каретке суппорта и двигается вместе с ней).
При обработке тяжелых и длинных деталей (из проката) один конец закрепляется в патроне, а другой поддерживается центром задней бабки. Это обеспечивает необходимую жесткость крепления детали и уменьшает износ центров.
Точение в патроне
Обработка деталей с соотношением![]() проводится
при закреплении их в патроне. Патроны бывают трех- и четырехкулачковые.
проводится
при закреплении их в патроне. Патроны бывают трех- и четырехкулачковые.
Трехкулачковый самоцентрирующий патрон используют обычно для закрепления симметричных деталей. В этом патроне захватывающие кулачки могут одновременно радиально перемещаться к центру или от него.
В четырехкулачковых патронах имеется независимое перемещение каждого из кулачков. Эти патроны используют для установки и закрепления деталей сложной и несимметричной формы.
Точение на планшайбе
Планшайба, навинчиваемая на шпиндель, используется при обработке несимметричных деталей и деталей сложной формы. Планшайба представляет собой диск с радиально прорезанными пазами. Обрабатываемая деталь укрепляется на планшайбе болтами. Иногда сначала ставят угольник и к нему прикрепляют обрабатываемую деталь. Закрепленная деталь уравновешивается противовесом.
Точение разделяется на черновое и чистовое. При черновом обтачивании снимается припуск 2-5 мм. Обтачивание производят проходными резцами (рис.2.7). Радиус закругления вершины черновых резцов R=0,5-1 мм, получистовых R=1,5-2 мм, для чистового точения R=3-5 мм.
Припуски на чистовое обтачивание колеблются в пределах 1-2 мм и менее на сторону. Обтачивание ведут резцами с закругленной режущей кромкой и широкими резцами.
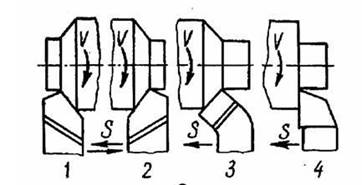
1 – продольное точение прямым проходным левым резцом
2 – продольное точение прямым проходным правым резцом
3 – продольное точение отогнутым правым резцом
4 – продольное точение упорно-проходным правым резцом
Для обтачивания торцовых поверхностей применяют подрезные резцы (рис.2.8). При обработке торцовых поверхностей заготовки закрепляют теми же способами, что и при обработке наружных цилиндрических поверхностей. При закреплении в патроне вылет заготовки должен быть минимальным. Для подрезки торца заготовки при закреплении ее с поджимом задним центром используют специальный срезанный опорный неподвижный центр.
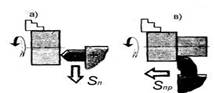
Рисунок 2.8 Подрезание торцов резцами:
а) прямым проходным
б) отогнутым проходным
в) проходным упорным
г) подрезным
Растачивание предварительно просверленных или полученных при заготовительных операциях отверстий выполняют обдирочными и чистовыми (с загругленной режущей кромкой) резцами. Расточные резцы для сквозных
![]() о
о
Рисунок 2.9 Растачивание отверстия сквозного
(а) и глухого (б) расточным обдирочным резцом
Отрезание частей заготовок и протачивание кольцевых канавок производят отрезными резцами и прорезными (канавочными) резцами
(рис.2.10).
Рисунок 2.10. Прорезка канавки прорезным резцом или отрезка отрезным резцом
Для обработки фасонных поверхностей применяются круглые и призматические фасонные резцы или копиры.
Обработка конических поверхностей
Обработка конических поверхностей может производиться следующими методами:
1.Посредством смещения корпуса задней бабки
2.Поворотом каретки верхнего суппорта
3.При помощи копировальной линейки
4.Обточки широким резцом
Обтачивание конических поверхностей поперечным смещением корпуса задней бабки (рис.2.11)
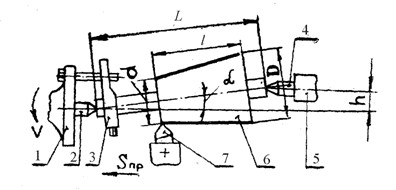
Рисунок 2.11 Точение конусов поперечным смещением корпуса задней бабки
1- поводковый патрон; 2- передний центр; 3- хомутик;
4- задний центр; 5- пиноль задней бабки; 6 – заготовка; 7 – резец
При этом способе смещают ось центров, сдвинув задний центр в поперечном направлении. Образующая обрабатываемой конической поверхности заготовки, установленной в центрах передней и задней бабки, будет параллельна линии центров станка.
Величину поперечного смещения корпуса задней бабки определяют по формуле:
где: d- диаметр малого основания конуса, мм; D – диаметр большого основания конуса, мм; L – длина всей обрабатываемой заготовки, мм; l – высота конической поверхности, мм.
Этим способом обрабатывают
длинные наружные конические поверхности с небольшой конусностью с углом ![]() не
более
не
более ![]() .
.
Недостатки способа: невозможность обработки внутренних конических поверхностей; возможность получения только пологих конусов; повышенный и неравномерный износ центров и центровых отверстий вследствие перекоса центров.
Обработка конических поверхностей поворотом каретки верхнего суппорта (рис.2.12).
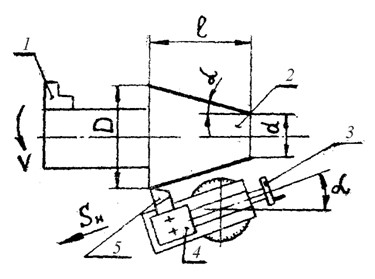
Рисунок 2.12 Точение конусов поворотом каретки верхнего суппорта.
1- трехкулачковый патрон; 2 – заготовка; 3 – рукоятка для ручного перемещения верхнего суппорта; 4 – верхний суппорт с резцедержателем; 5 - резец
Этим способом обтачивают (и
растачивают) короткие конические поверхности с любым углом конуса. Для этого
каретку верхнего суппорта поворачивают на угол ![]() , равный половине угла
при вершине обрабатываемого конуса. Обработку ведут с ручной подачей верхнего
суппорта под углом к линии центров станка
, равный половине угла
при вершине обрабатываемого конуса. Обработку ведут с ручной подачей верхнего
суппорта под углом к линии центров станка ![]() . Значение угла
определяют из выражения:
. Значение угла
определяют из выражения:
![]() .
.
Недостатки способа: применение ручной подачи, снижающей производительность труда и увеличивающей шероховатость обработанной поверхности; невозможность обтачивать конические поверхности, длина образующих которых превышает длину хода каретки верхнего суппорта (100150 мм).
Обтачивание конической поверхности широким токарным резцом
(рис.2.13).
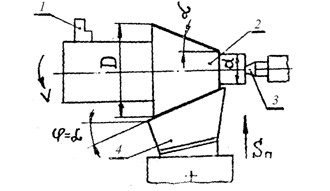
Рисунок 2.13. Точение конусов широким токарным резцом
1 – трехкулачковый патрон; 2 – заготовка; 3 – задний центр; 4 – резец
Этим способом обтачивают короткие
конические поверхности с длиной образующей не более 25-30 мм токарными
проходными резцами, у которых главный угол в плане ![]() равен половине угла при
вершине обтачиваемой конической поверхности. Длина главного режущего лезвия
резца должна быть на 1-3 мм больше длины образующей конической поверхности.
Обработку ведут с поперечной или продольной подачей резца. Способ широко используют
при снятии фасок с обработанных цилиндрических поверхностей.
равен половине угла при
вершине обтачиваемой конической поверхности. Длина главного режущего лезвия
резца должна быть на 1-3 мм больше длины образующей конической поверхности.
Обработку ведут с поперечной или продольной подачей резца. Способ широко используют
при снятии фасок с обработанных цилиндрических поверхностей.
Недостатки способа: невозможность обрабатывать длинные конические поверхности, т.к. с увеличением длины детали возникают вибрации, повышающие шероховатость обрабатываемой поверхности; низкое качество обработанной поверхности.
Основные типы токарных резцов
Токарные резцы классифицируют по ряду признаков.
1. По виду выполняемой работы или по технологическому признаку:
проходные (1), подрезные(2), расточные(3), отрезные(4), резьбовые(5) и др.
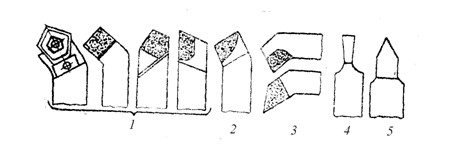
2. По форме головки резца: прямые (1), отогнутые(2), изогнутые(3), оттянутые(4).
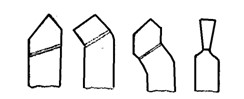
1 2 3 4
3. По направлению подачи: левые(1), правые (2).

Правым называется резец, у которого главная режущая кромка расположена со стороны большого пальца правой руки, наложенной ладонью на резец так, чтобы пальцы были направлены к вершине резца. При точении такими резцами стружка срезается с заготовки при перемещении суппорта справа налево.
Левым называется резец, у которого главная режущая кромка расположена со стороны большого пальца левой руки, наложенной ладонью на резец так, чтобы пальцы были направлены к вершине резца. При точении такими резцами стружка срезается с заготовки при перемещении суппорта слева направо.
4. По материалу режущей части: из быстрорежущей стали, твердого сплава.
5. По конструкции режущей части: цельные и составные (с припаянной пластинкой или с механическим креплением режущей пластинки).
2.3. Физические явления при токарной обработке
1. Общая характеристика обработки резанием
Общая характеристика обработки резанием. Сущность процесса резания. Виды стружек. Силы резания. Тепловые явления процесса резания.
Наростообразование при резании. Вибрации при резании.
1.1. Общие сведения
Обработка металлов резанием – это процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей детали.
Заготовками для деталей служат отливки, поковки и штамповки, сортовой прокат. Используются как черные так и цветные металлы.
Слой металла, удаляемый с заготовки при резании, называется припуском.
В зависимости от применяемого инструмента различают следующие виды обработки материалов резанием:
1. Лезвийная обработка (резцы, фрезы, сверла и др.)
2. Абразивная обработка (круги, бруски, пасты и др.)
3. В физико-химических средах (электролиты, плазма, луч лазера и др.). 1.2.Сущность процесса резания
Резание металлов – сложный процесс взаимодействия
режущего инструмента и заготовки, сопровождающийся определенными физическими
явлениями. Упрощенно процесс резания можно представить в виде следующей схемы
(рис.1.). В начальный момент процесса резания движущийся резец под действием
силы Р вдавливается в металл, в срезаемом слое возникают упругие
деформации. При дальнейшем движении резца упругие деформации, накапливаясь по
абсолютной величине, переходят в пластические. В прирезцовом срезаемом слое
материала заготовки возникает сложное упругонапряженное состояние. В плоскости,
перпендикулярной траектории движения резца, возникают нормальные напряжения ![]() , а в
плоскости, совпадающей с траекторией движения резца, - касательные напряжения
, а в
плоскости, совпадающей с траекторией движения резца, - касательные напряжения![]() .
Наибольшие касательные напряжения действуют у вершины резца А,
уменьшаясь до нуля по мере удаления от нее. Нормальные напряжения вначале
действуют как растягивающие, а затем быстро уменьшаются и, переходя через
нулевое значение, превращаются в напряжения сжатия.
.
Наибольшие касательные напряжения действуют у вершины резца А,
уменьшаясь до нуля по мере удаления от нее. Нормальные напряжения вначале
действуют как растягивающие, а затем быстро уменьшаются и, переходя через
нулевое значение, превращаются в напряжения сжатия.
Под действием нормальных и касательных напряжений срезаемый слой пластически деформируется. Рост пластической деформации приводит к сдвиговым деформациям, т.е. к смещению частей кристаллов относительно друг друга. Это происходит, когда возникающие напряжения превосходят предел прочности обрабатываемого материала. Сдвиговые деформации происходят в зоне стружкообразования АВС, причем они начинаются в плоскости АВ и заканчиваются в плоскости АС – скалыванием элементарного объема металла и образованием стружки. Далее процесс повторяется и образуется следующий элемент стружки и т.д.
Условно принято считать, что сдвиговые деформации
происходят по плоскости ОО, которую называют плоскостью сдвига.
Плоскость сдвига ОО располагается примерно под углом ![]() = 30? к
направлению движения резца. Угол
= 30? к
направлению движения резца. Угол ![]() называют углом сдвига. Он не зависит от
геометрических параметров режущего инструмента и свойств обрабатываемого
материала.
называют углом сдвига. Он не зависит от
геометрических параметров режущего инструмента и свойств обрабатываемого
материала.
Срезанный и превращенный в стружку слой металла дополнительно деформируется вследствие трения стружки о переднюю поверхность инструмента.
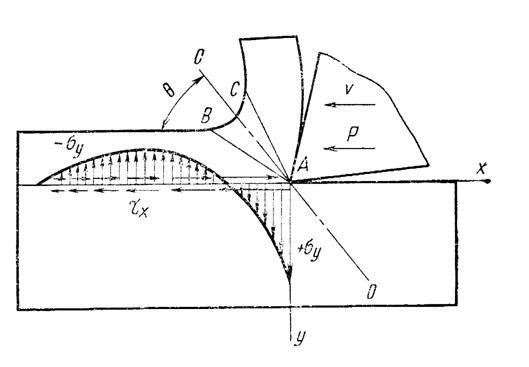
Рисунок.1. Схема упругонапряженного состояния металла при обработке резанием
Структура металла зоны АВС и стружки резко отличаются
от структуры основного металла. Структура основного металла состоит из
равноосных зерен. В зоне АВС зерна сильно измельчены и вытянуты в определенном
направлении, совпадающем с направлением плоскости О1О1, которая с плоскостью
сдвига составляет угол ![]() . Для хрупких материалов пластическая
деформация практически отсутствует и угол
. Для хрупких материалов пластическая
деформация практически отсутствует и угол ![]() близок к нулю, а при
резании деталей из пластичных материалов значение угла
близок к нулю, а при
резании деталей из пластичных материалов значение угла ![]() доходит до 30
град. У передней поверхности резца слои стружки искривляются и располагаются
почти параллельно ей.
доходит до 30
град. У передней поверхности резца слои стружки искривляются и располагаются
почти параллельно ей.
Следовательно, резание может быть представлено как процесс последовательного упругого и пластического деформирования срезаемого слоя металла, а затем его разрушения.
1.3. Виды стружек
В зависимости от обрабатываемого материала, условий резания, геометрии режущего инструмента изменяется характер стружки. Стружка при резании может быть (рис.2):
сливная – сходит в виде ленты, закручивающейся в
спираль. Поверхность ее, обращенная к резцу, чистая и гладкая. С обратной
стороны она имеет небольшие зазубрины. Образуется при обработке пластичных
материалов (мягкой стали, латуни, алюминия и др.) со значительными скоростями
скольжения и небольшими подачами инструмента с оптимальными передними углами.
Образованию сливной стружки способствует увеличение переднего угла ![]() ,
уменьшение толщины среза a,
,
уменьшение толщины среза a,
повышение скорости резания, а также увеличение пластичности
обрабатываемого материала; скалывания – состоит из отдельных связанных между собой элементов. Обращенная к резцу сторона ее гладкая, а противоположная имеет большие зазубрины. Образуется при обработке металлов средней твердости с невысокими скоростями резания и значительными подачами резцов, имеющих небольшие передние углы; надлома – состоит из отдельных не связанных или слабо связанных между собой элементов стружки. Образуется при обработке хрупких материалов (чугуна, бронзы, некоторых сплавов алюминия). Обработанная поверхность имеет большие неровности.
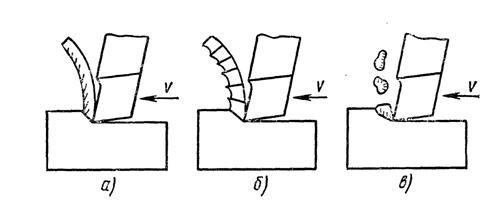
Рисунок 2. Виды стружек:
a - сливная; б - скалывания; в - надлома
Стружка, образующаяся в процессе резания, подвергается значительной деформации, одним из проявлений которой является ее усадка.
Усадка состоит в том, что длина стружки становится меньше длины обработанной поверхности, а толщина – больше толщины срезанного с заготовки слоя металла. Ширина стружки при этом практически не изменяется. Величина усадки характеризуется коэффициентом
усадки: ![]()
где Lo – длина обработанной поверхности; L – длина стружки; ho –
толщина срезаемого с заготовки слоя; h – толщина стружки.
Величина усадки стружки зависит от свойств обрабатываемого материала, режима резания, геометрических параметров инструмента и др.
Для хрупких материалов ![]() , для
пластичных
, для
пластичных ![]() . Использование СОЖ усадку стружки
уменьшает.
. Использование СОЖ усадку стружки
уменьшает.
1.4. Силы резания
При обработке резанием металл оказывает сопротивление режущему инструменту. Это сопротивление преодолевается силой резания, приложенной к передней поверхности инструмента. Сила резания направлена перпендикулярна передней поверхности резца. Сила резания затрачивается на отрыв элемента стружки от основной массы металла и его деформацию, а также на преодоление трения стружки о переднюю поверхность резца и задней поверхности резца о поверхность резания.
В результате сопротивления металла процессу деформирования возникают реактивные силы, действующие на режущий инструмент (рис.3а).
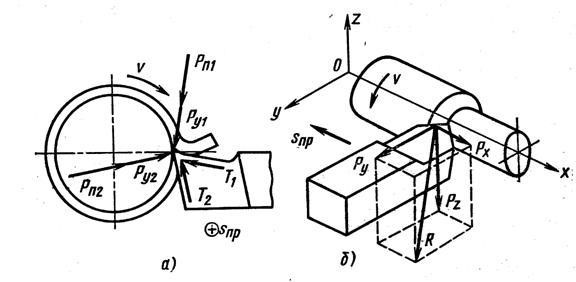
Рисунок 3. Схема сил, действующих на резец (а), и разложение силы резания на составляющие (б)
Это силы упругого (Ру1 и Ру2) и
пластического (Рп1 и Рп2) деформирования, векторы которых
направлены перпендикулярно к передней и главной задней поверхностям
инструмента. Наличие нормальных сил обуславливает возникновение сил трения Т1
и Т2, направленных по передней и главной задней поверхностям
инструмента. Всю указанную систему сил приводят к равнодействующей силе
резания: ![]() .
.
Точка приложения силы R находится на рабочей части главной режущей кромки инструмента. Абсолютная величина, точка приложения и направление в пространстве силы R под влиянием ряда факторов (неоднородность структуры и твердости заготовки, непостоянство срезаемого слоя металла и др.) являются переменными. Поэтому для расчетов используют не равнодействующую силу резания R , а ее составляющие , действующие по трем взаимно перпендикулярным направлениям – Рх, Ру, Рz. Для токарной обработки ось Х – линия центров станка; ось У – горизонтальная линия, перпендикулярная линии центров станка; ось Z– линия, перпендикулярная плоскости ХОУ (рис.3б).
Сила РZ –вертикальная составляющая силы резания или просто сила резания. Действует в плоскости резания в направлении главного движения. По силе Рz определяют крутящий момент на шпинделе станка, эффективную мощность резания, деформацию изгиба заготовки в плоскости ХОZ, изгибающий момент, действующий на стержень резца, а также ведут динамический расчет механизмов коробки скоростей станка.
Сила РУ –радиальная составляющая силы резания. Действует перпендикулярно оси обрабатываемой заготовки в плоскости ХОУ. По силе Ру определяют величину упругого отжатия резца от заготовки, ведут расчет технологической системы на жесткость. Сила Ру стремится оттолкнуть резец от заготовки и деформировать ее. Учитывается при расчете прочности станины и суппорта, способствует появлению вибраций.
Сила РХ – осевая составляющая силы резания. Действует вдоль оси заготовки параллельно направлению продольной подачи. По силе Рz рассчитывают механизм подачи станка, а также изгибающий момент, действующий на стержень резца.
Равнодействующая силы резания определяется как диагональ параллепипеда, построенного на составляющих сил:
![]()
Каждая из составляющих силы резания определяется по эмпирическим
![]() формулам вида: ,
Н
формулам вида: ,
Н
где – коэффициент, учитывающий физико-механические свойства
материала обрабатываемой заготовки;
![]() – коэффициент, учитывающий факторы, не
вошедшие в формулу
– коэффициент, учитывающий факторы, не
вошедшие в формулу
(величины углов резца, материал резца и др.)
![]() – глубина резания, мм;
– глубина резания, мм;
S – подача, мм/об;
V – скорость резания, м/мин;
![]() - показатели степеней.
- показатели степеней.
Величины коэффициентов и показателей степеней выбираются из справочников для конкретных условий обработки. Аналогичные формулы существуют и для определения сил Ру и Рz.
Между указанными силами имеется примерно следующее соотношение:
![]() Крутящий
момент на шпинделе станка: , н·м,
Крутящий
момент на шпинделе станка: , н·м,
где Dзаг –диаметр заготовки, мм
Эффективной мощностью Nе называют мощность, расходуемую на процесс деформирования и срезания с заготовки слоя металла. При точении цилиндрическойповерхности на токарно-винторезном станке эффективная мощность
![]() , кВт
, кВт
где n –частота вращения заготовки, об/мин.
Величина мощности от силы ![]() составляет 1-2% от всей
мощности. Поэтому ею пренебрегают и мощностьNе определяют по формуле:
составляет 1-2% от всей
мощности. Поэтому ею пренебрегают и мощностьNе определяют по формуле:
![]() , кВт
, кВт
Мощность, расходуемая
электродвигателем ![]() , где
, где ![]() - к.п.д. станка, равный
0,7 – 0,8.
- к.п.д. станка, равный
0,7 – 0,8.
1.5. Тепловые явления процесса резания
При резании вся механическая работа превращается в
тепловую энергию. Количество теплоты Q, выделяющееся при резании в
единицу времени (тепловая мощность), определяется по формуле: ![]() , Дж, где РZ-
сила резания, V- скорость резания.
, Дж, где РZ-
сила резания, V- скорость резания.
Образующееся в зоне резания тепло распределяется между заготовкой, стружкой, режущим инструментом и окружающей средой.
Причинами образования теплоты являются упругопластическое деформирование в зоне стружкообразования, трение стружки о переднюю поверхность инструмента, трение задних поверхностей инструмента о заготовку. Тепловой баланс процесса резания можно представить следующим тождеством:
![]()
где: QД – количество теплоты, выделяющейся при упругопластическом
деформировании обрабатываемого материала;
QП.П – количество теплоты, выделяющейся при трении стружки о переднюю поверхность инструмента;
QЗ.П. – количество теплоты, выделяющейся при трении задних поверхностей инструмента о заготовку;
QС – количество теплоты, отводимое стружкой;
QИ – количество теплоты, отводимое режущим инструментом;
QЛ – количество теплоты, переходящее в окружающую среду (теплота лучеиспускания).
По данным многих исследований, количество теплоты, отводимое стружкой, составляет (25-85)% всей выделяющейся теплоты, заготовкой (1050)%, режущим инструментом (2-8)%. Количественное распределение теплоты зависит главным образом от скорости резания (рис.4). С увеличением скорости резания отводимое стружкой тепло увеличивается, а заготовкой, инструментом, окружающей средой – уменьшается.
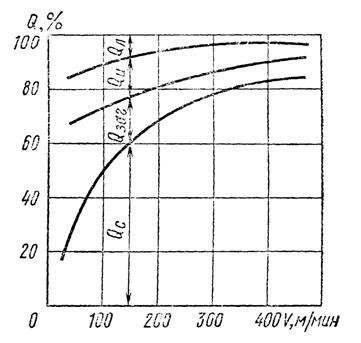
Рис.4. Распределение теплоты резания в зависимости от скорости резания
Соотношение членов в уравнении теплового баланса не постоянны и изменяются в зависимости от физико-механических свойств обрабатываемого материала, условий резания и материала инструмента, условий обработки и др.
Увеличение подачи S повышает температуру в зоне резания, но менее интенсивно, чем при увеличении скорости резания V. Еще меньшее влияние на температуру оказывает глубина резания t.
Влияние геометрии резца:
1.С увеличением угла резания ![]() и угла в плане
и угла в плане ![]() температура
в зоне резания возрастает.
температура
в зоне резания возрастает.
2.С увеличением радиуса закругления при вершине температура в зоне резания уменьшается.
Теплообразование отрицательно влияет на процесс обработки. Обработка должна производится без перегрева режущего инструмента. Так для работы инструмента из углеродистой стали температура в зоне резания не должна превышать (200-250)град C, из быстрорежущей стали (550-600) град C, инструментом, оснащенным твердыми сплавами – (800-1000) град C, а минералокерамикой – (1000-1200) град C; абразивными материалами – (18002000) град C. Нагрев инструмента выше указанных температур вызывает структурные превращения в материале, из которого инструмент изготовлен, снижение его твердости и потерю его режущих способностей. Также происходит изменение геометрических размеров инструмента, что влияет на точность размеров и геометрическую форму обработанных поверхностей. Нагрев заготовки вызывает изменение ее геометрических размеров. Вследствие жесткого закрепления заготовки на станке она начинает деформироваться. А это приведет к снижению точности обработки.
Для уменьшения отрицательного влияния теплоты на процесс резания обработку следует вести в условиях применения смазочно-охлаждающих сред (СОЖ).
1.6. Наростообразование при резании
При резании пластичных материалов (сталь, латунь) происходит явление, получившее название наростообразования, когда на передней поверхности резца у режущей кромки образуется плотное скопление частиц металла, прочно укрепляющееся на передней поверхности инструмента. Образование нароста объясняется тем, что при некоторых условиях обработки (высокие давления, значительные температуры в зоне контакта стружки с резцом) силы трения между передней поверхностью инструмента и срезанным слоем металла становятся больше сил внутреннего сцепления, и при определенных температурных условиях металл прочно оседает на передней поверхности инструмента. Размеры и форма нароста постоянно меняются. Он периодически разрушается, уносится стружкой и образуется вновь.
Рис.5. Схема образования нароста
Металл нароста деформирован, и твердость его значительно (иногда в 23 раза) превосходит твердость обрабатываемого металла.
Угол резания на наросте ![]() меньше угла резания на
резце
меньше угла резания на
резце ![]() , вследствие этого несколько уменьшаются
затраты мощности на резание. Нарост защищает вершину резца и режущую кромку от
преждевременного изнашивания. Точность и качество обработки поверхностей при
наросте ухудшаются. Возрастает шероховатость поверхностей. Поэтому при черновой
обработке, где качество поверхности не имеет особого значения, нарост
благоприятно влияет на резание, а при чистовой обработке, когда качество
обработанной поверхности важно, образование нароста вредно и его следует
избегать.
, вследствие этого несколько уменьшаются
затраты мощности на резание. Нарост защищает вершину резца и режущую кромку от
преждевременного изнашивания. Точность и качество обработки поверхностей при
наросте ухудшаются. Возрастает шероховатость поверхностей. Поэтому при черновой
обработке, где качество поверхности не имеет особого значения, нарост
благоприятно влияет на резание, а при чистовой обработке, когда качество
обработанной поверхности важно, образование нароста вредно и его следует
избегать.
Установлено, что интенсивность образования нароста в значительной степени зависит от скорости резания. Наибольшее наростообразование имеет место при скоростях резания 18-30 м/мин, а при скоростях резания до 10-12 м/мин и более 50-70 м/мин нарост на режущем инструменте практически не образуется. Поэтому чистовую обработку выполняют на повышенных скоростях резания.
С увеличением подачи S размеры нароста увеличиваются. Поэтому при чистовой токарной обработке рекомендуются подачи 0,1 - 0,2 мм/об.
Глубина резания t существенного влияния на размеры нароста не оказывает.
С увеличением угла резания ![]() нарост увеличивается.
Применение СОЖ уменьшает нарост.
нарост увеличивается.
Применение СОЖ уменьшает нарост.
При прерывистом резании (строгание, фрезерование) нарост обычно не удерживается на режущей кромке.
1.7. Вибрации при резании
Вследствие нежесткости элементов технологической системы СПИД (станок–приспособление–инструмент–деталь) всегда возникают колебания инструмента относительно заготовки, которые называют вибрациями при резании.
Вибрации отрицательно влияют на процесс резания:
• снижают качество обработанной поверхности
• усиливается динамический характер силы резания, а нагрузки на движущиеся детали и сборочные единицы станка усиливаются в десятки раз – особенно в условиях резонанса, когда частота собственных колебаний системы СПИД совпадает с частотой колебаний при обработке резанием
• резко снижается стойкость инструмента, особенно с пластинками из твердых сплавов
• возникает шум, утомляюще действующий на окружающих людей, и производительность труда снижается.
Основные меры борьбы с вибрациями:
• повышение жесткости технологической системы
• уменьшение массы колебательных систем
• применение виброгасителей (динамических, гидравлических, упругих)
• подбор оптимальных режимов резания и геометрии режущего инструмента.
Однако при обработке труднообрабатываемых материалов вибрации играют положительную роль. Для обработки таких материалов применяют вибрационное резание. Сущность вибрационного резания состоит в том, что в процессе обработки создаются искусственные колебания инструмента с регулируемой частотой и заданной амплитудой в определенном направлении. Источники колебаний – механические вибраторы или высокочастотные генераторы. Частоту колебаний задают от 200 до 20000 Гц, амплитуду колебаний – от 0,02 до 0,002 мм. Колебания задают по направлению подачи или по направлению скорости резания.
Вибрационное резание по сравнению с обычным имеет следующие преимущества:
• обеспечивает устойчивое дробление стружки на отдельные элементы
• снижает сопротивление металла деформированию
• снижает эффективную мощность резания
• при вибрационном резании не образуется нарост на режущем инструменте.
Однако в некоторых случаях стойкость инструмента несколько снижается.
Вибрационное резание применяют при точении, сверлении, нарезании резьбы плашками и метчиками, шлифовании, фрезеровании и др.
1.8 Условия и параметры процесса резания
Трение, износ и стойкость инструмента. Охлаждение и смазка при бработке резанием. Качество поверхностного слоя детали. Методы формообразования поверхностей деталей при резании.
Геометрия износа и виды изнашивания
Под изнашиванием режущего инструмента понимается разрушение его контактных поверхностей в результате трения стружки о переднюю поверхность резца и его задних поверхностей о заготовку.
Физические процессы, протекающие при изнашивании инструмента, аналогичны трению и изнашиванию трущихся пар, но они происходят обычно при очень большом давлении, больших скоростях и высокой температуре. Трущиеся поверхности при этом беспрерывно обновляются.
Установлено, что интенсивность изнашивания инструмента обуславливается различными по своей физической природе процессами. В реальных условиях некоторые из них действуют одновременно. Здесь имеют место абразивный, адгезионный, диффузионный, окислительный и другие виды износа.
Интенсивное разрушение контактных поверхностей инструмента часто обусловлено наличием в обрабатываемом материале достаточно твердых составляющих (карбидов, оксидов, окалины, поверхностной корки). Они действуют как абразивы, царапая поверхности трения. Изнашивание тем больше, чем меньше твердость режущей части инструмента при резании и выше твердость составляющих обрабатываемого материала.
Высокое давление и температура резания вызывают адгезионные процессы на контактных поверхностях – схватывание материала инструмента с материалом заготовки под действием атомарных сил. Адгезионные процессы на контактных поверхностях наблюдаются при невысоких скоростях резания. При этом частички инструментального материала вырываются и уносятся сходящей стружкой и обрабатываемой заготовкой. При невысоких скоростях резания изнашивание инструментов из твердых сплавов вызывается именно адгезионными процессами. Более прочная быстрорежущая сталь разрушается от их действия значительно меньше.
При больших скоростях резания, когда в зоне резания возникает очень высокая температура, твердосплавной инструмент интенсивно изнашивается под действием диффузии. Происходит взаимное проникновение и растворение структурных составляющих инструментального и обрабатываемого материалов. Интенсивной диффузии благоприятствует то, что в контакт с инструментом беспрерывно вступают все новые участки обрабатываемого материала и стружки.
Переменные напряжения, действующие на рабочие поверхности инструмента при некоторых видах обработки резанием, могут разрушить режущую кромку от усталости.
Изнашивание инструмента из быстрорежущей стали сопровождается изменением и образованием новой менее прочной структуры уменьшенной твердости. При температуре больше 600оС мартенсит превращается в троостит, и инструмент теряет режущую способность.
При работе инструментом, оснащенным металлокерамическими сплавами, а в особенности минералокерамическими материалами, иногда частички материала откалываются, и режущие кромки теряют режущую способность.
При высокой температуре активизируются химические процессы, в результате чего поверхностный слой рабочей части инструмента покрывается окисной пленкой. Образовавшаяся пленка разрушается силами трения - происходит окислительный износ.
В зависимости от условий обработки геометрия износа инструмента может быть (рис.6):
1. Превалирующий износ задних поверхностей «hЗ» и незначительный по передней наблюдается при обработке пластичных материалов с толщиной среза до 0,1 мм; при обработке хрупких материалов (чугуна, бронзы), когда образуется стружка надлома, а также при работе сверлами, зенкерами, фрезами, развертками.
2. Превалирующий износ по передней поверхности «hП» имеет место при обработке пластичных материалов с толщиной среза более 0,5 мм, а также когда имеет место наростообразование или когда температура на передней поверхности намного больше, чем на задней. Величина износа определяется глубиной hП и шириной лунки, образующейся на передней поверхности от трения стружки.
3.Износ одновременно по передней и задней поверхности наблюдается при обработке пластичных металлов с толщиной среза 0,1 -0,5 мм и работе с применением СОЖ.
4. При чистовой обработке материалов обладающих низкой теплопроводностью (пластмасс), а также при обработке высокопрочных материалов (аустенитные стали) происходит износ в форме округления режущей кромки.
Наибольшее влияние на интенсивность износа оказывает скорость резания V, меньшее – подача S и особенно глубина резания t. Чем выше механические свойства обрабатываемого материала, тем больше износ режущего инструмента.
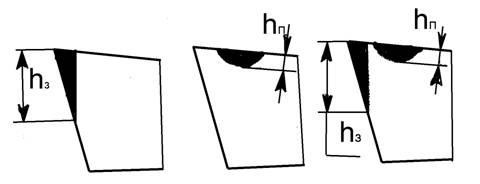
Рисунок 6 Схемы износа резцов
1.9 Критерий затупления и стойкость инструмента
Критерий затупления – это предельно допустимая величина износа, при которой инструмент теряет нормальную работоспособность.
В практике за критерий износа принимают износ по задней поверхности в тех случаях, когда качество поверхности детали не лимитируется. При чистовой обработке деталей устанавливается технологический критерий затупления, т.е. такая величина износа задней поверхности, превышение которой приводит к тому, что точность и шероховатость обработанной поверхности перестают удовлетворять техническим условиям.
Для токарных резцов из быстрорежущей стали допустимый износ h=0,52,0 мм (по главной задней поверхности); с пластинками из твердого сплава h=0,8-1,0 мм; с минералокерамическими пластинками h=0,5-0,8 мм. Данные приводятся для резания в условиях применения СОЖ.
На рис.2. приведена кривая износа резца по задней поверхности hЗ в зависимости от времени работыТ. На ней можно выделить три участка.
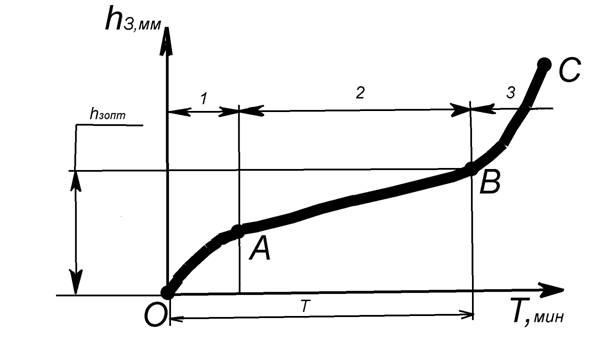
Рисунок 7. График зависимости износа по задней поверхности от продолжительности работы резца
1) участок ОА – участок начального изнашивания или период приработки. Происходит постепенное выравнивание микронеровностей поверхности и увеличение опорной площади трения. Повышенный темп износа на первом участке объясняется высоким начальным контактным давлением ввиду малой величины площади контакта. При увеличении площадки контакта темп износа уменьшается.
2) участок АВ – период нормального износа. Характеризуется стабилизацией микрогеометрии инструмента.
3) участок АВ – период катастрофического износа. В точке С износ соответствует такому состоянию инструмента, при котором продолжать процесс резания невозможно. Инструмент нельзя доводить до катастрофического износа. Если при этом и не произойдет поломки, то при заточке нужно будет снимать большой слой металла. Работу, очевидно, следует прекратить в точке В, где износ отвечает установленному критерию затупления.
Время работы инструмента между переточками при определенном режиме резания называетсястойкостью инструмента Т (мин).
Момент затупления резцов при различных условиях работы может характеризоваться следующими признаками:
· ухудшение чистоты обработанной поверхности
· появление или возрастание вибраций
· изменение цвета и формы стружки
· заметно усиливающимся искрением
· повышением температуры и составляющих сил резания.
Резец считается изношенным и его надо перетачивать, когда при обработке стали на поверхности резания появляется блестящая полоска, а при обработке чугуна – темные пятна. Появление блестящей кромки соответствует началу третьего периода износа. При дальнейшей работе в течение 1-2 мин произойдет полное разрушение режущей кромки, и резец окончательно выйдет из строя.
Для быстрорежущих резцов стойкость принимается равной 60 мин, для твердосплавных – 90 мин, для резцов, оснащенных минералокерамикой – 3040 мин.
Самое большое влияние на стойкость инструмента оказывает скорость резания. Существует зависимость:
![]()
где С – постоянная, зависящая от свойств обрабатываемого материала и условий резания; m –показатель относительной стойкости, при точении колеблется в пределах 0,3-0,4.
Так как m – дробное число, намного меньшее единицы, то небольшое изменение скорости резания обуславливает значительное изменение стойкости, поэтому обработку следует вести на расчетной скорости. Это условие легко выполнимо на станках с бесступенчатым регулированием частоты вращения шпинделя.
1.10. Охлаждение и смазка при обработке резанием
Смазочно-охлаждающие вещества оказывают благоприятное влияние на резание и качество обработанной поверхности:
· попадая в зону резания, смазывают трущиеся поверхности и уменьшают трение;
· проникая в микротрещины деформируемого слоя материала, снижают работу деформации;
· охлаждают режущий инструмент, деформируемый слой и обработанную поверхность заготовки;
· препятствуют образованию наростов, что влечет за собой уменьшение шероховатости обработанной поверхности.
Из смазочно-охлаждающих веществ используют, главным образом, жидкости – СОЖ, в которые иногда добавляют твердые вещества (порошки мыла и парафина, воск, соду и пр.).
СОЖ делятся на две группы.
К первой группе относятся жидкости, которые выполняют главным образом охлаждающее действие. Лучшую охлаждающую способность имеют жидкости на водной основе – эмульсии, водные растворы соды, солей. Эмульсии получают растворением в воде эмульсолов – растворов мыла и органических кислот в минеральных маслах. Охлаждающие СОЖ используют при черновой обработке вязких металлов.
Ко второй группе относятся жидкости, выполняющие главным образом смазывающее действие, т.е. обладающие большой смазывающей способностью. Широко используют минеральные масла и их смеси,сульфофрезол – минеральные масла, содержащие добавки серы и др. Эти СОЖ применяются при работе на станках-автоматах, при чистовой обработке, при нарезании резьб и зубьев зубчатых колес.
При обработке заготовок из хрупких материалов, когда образуется стружка надлома, в качестве охлаждающей среды применяют сжатый воздух, углекислоту. В отдельных случаях обработку ведут без охлаждения.
Эффективность охлаждения зависит не только от состава СОЖ, но и от способа ее подвода к охлаждаемым поверхностям. Используется подвод жидкости через узкое сопло на переднюю поверхность инструмента; высоконапорное охлаждение, когда жидкость подается с большой скоростью со стороны задних поверхностей инструмента. В случаях, когда подвод СОЖ затруднен, используют подвод непосредственно в зону резания через полый режущий инструмент (например, при сверлении глубоких отверстий).
1.11 Качество поверхностного слоя детали
Результатом упругой и пластической деформации материала обрабатываемой заготовки является упрочнение (наклеп) поверхностного слоя обработанной заготовки. Наклеп происходит потому, что резец не бывает абсолютно острым, а имеет радиус закругления режущей кромки , величина которого при обычных методах заточки составляет примерно 0,02 мм.
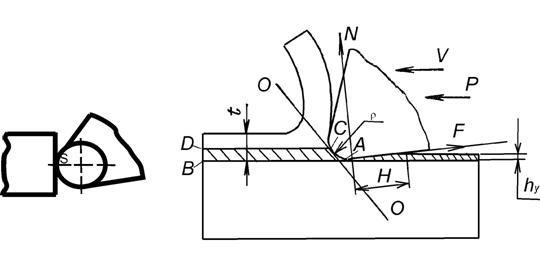
Рисунок 8. Схема образования поверхностного слоя заготовки
В момент врезания соприкосновение вершины инструмента
и детали происходит в точке S. По мере врезания инструмента точка
наибольших напряжений понижается и при установившемся процессе переходит в
точку соприкосновения линии сдвига ОО с дугой окружности в точке С.
Инструмент может срезать с заготовки стружку при условии, что глубина резания t
больше радиуса ![]() . В стружку переходит часть срезаемого
слоя металла, лежащая выше линии DC. Слой металла, лежащий между линиями
DC и АВсдавливается, упругопластически деформируется, вследствие
чего и возникает наклеп.
. В стружку переходит часть срезаемого
слоя металла, лежащая выше линии DC. Слой металла, лежащий между линиями
DC и АВсдавливается, упругопластически деформируется, вследствие
чего и возникает наклеп.
Наклеп проявляется в повышении поверхностной твердости
обработанной поверхности (она может в 2 раза превышать твердость металла заготовки). Глубина наклепанного слоя зависит от режима резания, состояния режущей кромки, геометрии инструмента и обрабатываемого материала. При точении толщина наклепанного слоя составляет 0,4 мм, при сверлении 0,2-0,3 мм.
Чем больше глубина резания, подача, угол резания, радиус закругления лезвия, тем больше наклеп.
Чем мягче металл, тем большему упрочнению он подвергается – чугуны упрочняются меньше стали.
С увеличением скорости резания наклеп уменьшается.
Следствием деформирования металла является также то, что после перемещения резца относительно обработанной поверхности происходит упругое восстановление поверхностного деформированного слоя на величину hу –упругое последействие. В результате этого образуется контактная площадка шириной H между обработанной поверхностью и вспомогательной задней поверхностью резца. Со стороны обработанной поверхности возникают силы нормального давления N и трения F. Для уменьшения силы трения у режущего инструмента делают задние углы.
Упругопластическое деформирование металла приводит к возникновению в поверхностном слое заготовки остаточных напряжений, которые могут быть растягивающими или сжимающими. Напряжения растяжения снижают предел выносливости материала заготовки, так как приводят к появлению микротрещин в поверхностном слое. Напряжения сжатия, напротив, повышают предел выносливости деталей. Остаточные напряжения искажают геометрическую форму обработанных поверхностей, снижают точность их взаимного расположения и размеров.
Следовательно, окончательную обработку поверхностей заготовок следует вести такими методами, чтобы остаточные напряжения отсутствовали или были минимальными по величине. Целесообразно, чтобы в поверхностном слое возникали напряжения сжатия (обработка тонким пластическим деформированием, например, обкатка поверхностей заготовок стальным закаленным роликом или шариком).
Условно поверхностный слой обработанной заготовки можно разделить на три зоны (рис.9):
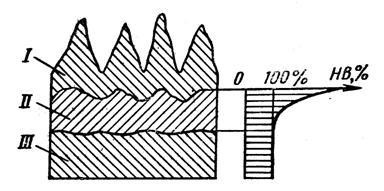
I-зона разрушенной структуры с измельченными зернами, резкими искажениями кристаллической решетки и большим количеством микротрещин; Этот слой называют дефектным и его следует обязательно удалять при последующей обработке поверхности заготовки.
II-зона наклепанного металла. В этой зоне твердость металла резко изменяется по толщине заготовки. Наибольшую твердость имеет обработанная поверхность. Твердость постепенно уменьшается по мере удаления от этой поверхности. III-основной металл.
Качество обработанной поверхности определяется геометрическими и физическими характеристиками поверхностного слоя. Геометрические характеристики поверхности дают представление о погрешностях механической обработки. К этим погрешностям относятся:
· макрогеометрия поверхности, характеризуемая погрешностями формы, как, например, выпуклостью или вогнутостью плоских поверхностей и конусностью, бочкообразностью, седлообразностью, овальностью и огранкой цилиндрических поверхностей;
микрогеометрия поверхности (шероховатость); волнистость.
Физические свойства поверхностного слоя отличаются от физических свойств основного материала. Это объясняется тем, что при обработке резанием поверхностный слой подвергается воздействию высоких температур и значительных сил, которые вызывают упругие и пластические деформации. Толщина деформированного слоя составляет при шлифовании порядка 50000Ао, при полировании 15000Ао (Ао=10-7мм). Таким образом, даже при такой чистовой обработке, как шлифование, поверхностный слой толщиной более 5 мкм отличается от основного металла.
Шероховатость поверхности определяет продолжительность нормальной работы деталей и машин. От степени шероховатости поверхности зависят износостойкость поверхностей трущихся пар, антикоррозионная стойкость деталей машин, стабильность посадок.
Чем грубее обработана деталь, тем меньше ее износостойкость. Наличие микронеровностей вызывает концентрацию напряжений во впадинах гребешков, что приводит к появлению трещин и снижает прочность деталей (особенно работающих при знакопеременных нагрузках).
Шероховатость на деталях после обработки оказывает значительное влияние на коррозионную стойкость. Очаги коррозии образуются в первую очередь во впадинах. Чем чище обработана поверхность, тем выше ее коррозионная стойкость.
Шероховатость оказывает влияние на стабильность подвижных и неподвижных посадок. Значительная шероховатость изменяет расчетную величину зазора или натяга.
Высота
неровностей на обработанной поверхности зависит от величины подачи, геометрии
резца (радиуса резца при вершине, главного и вспомогательного углов в плане ![]() и ). Кроме того, высота неровностей зависит от
обрабатываемого материала, скорости резания, нароста, износа резца, вибраций и
т.д.
и ). Кроме того, высота неровностей зависит от
обрабатываемого материала, скорости резания, нароста, износа резца, вибраций и
т.д.
Общая высота неровностей складывается из расчетной (теоретической) части шероховатостей и шероховатостей, возникающих от технологических факторов.
При
обработке резцом, для которого радиус при вершине ![]() =0, теоретическая высота неровностей равна
=0, теоретическая высота неровностей равна
![]() .
.
Зависимость
приближенная, так как не учитывает влияние технологических факторов. Высота
неровностей возрастает с увеличением подачи, а также углов ![]() и и уменьшается с увеличением радиуса
и и уменьшается с увеличением радиуса ![]() .
.
Влияние технологических факторов на шероховатость поверхности:
1.Скорость резания. В диапазоне скоростей резания, где нарост имеет максимальное значение, получается наибольшая шероховатость. Так, для стали средней твердости наибольшая шероховатость поверхности получается в диапазоне 15-30 м/мин.
2.Глубина резания непосредственно не влияет на высоту микронеровностей.
3.Чем выше вязкость обрабатываемого материала, тем больше высота шероховатостей.
4.Применение СОЖ уменьшает размеры неровностей.
На шероховатость обработанной поверхности влияет шероховатость на режущей кромке инструмента. Она копируется и непосредственно переносится на обработанную поверхность.
Состояние материала в зоне резания и виды образующихся стружек
Конкретная задача процесса резания заключается в образовании новой поверхности. Поскольку прочность обрабатываемого материала соизмерима с прочностью материала инструмента, для обеспечения работоспособности инструмента его приходится

Рис. 4.1. Микрофотография корня стружки скалывания, полученного при резании коррозионностойкой стали 12Х18Н10Т.
упрочнять путем увеличения угла заострения до 90о и более. При такой
конфигурации инструмента весь срезаемый слой припуска подвергается пластической деформации и превращается в стружку, а сам процесс резания по существу становится процессом пластической деформации всего срезаемого слоя припуска на обработку.
В процессе механической обработки в зависимости от свойств обрабатываемого материала, геометрических параметров режущего инструмента и величины элементов режима резания могут образовываться различные по своему виду стружки. По внешнему виду и может быть бесчисленное множество, которое подразделяется на три основных вида: стружки скалывания, сливные и стружки надлома.
Посмотрите на рис.4.1., где представлена микрофотография корня стружки скалывания в главной секущей плоскости и на рис.4.2. с микрофотографией корня сливной стружки. Обратите внимание на то, что в стружке скалывания четко видны ее отдельные элементы. В сливной стружке на рис.4.2. отдельные элементы трудно различимы.
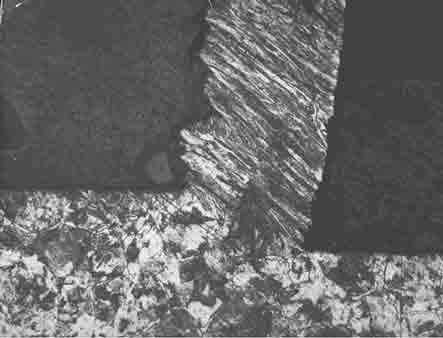
Рис.4.2. Микрофотография корня сливной стружки, полученного при резании стали 40Х.
Вид образующейся стружки зависит от многих факторов, таких как, например, свойства внешней среды, в которой осуществляется резание, величины переднего угла инструмента и других факторов.
При внимательном рассмотрение корня сливной стружки
можно увидеть, что отдельные ее элементы, деформированы (вытянуты) в
направлении, не совпадающем с положением плоскости скалывания, расположенной
под углом![]() . На рис.4.3. видно, что разрушение
срезаемого слоя происходит по плоскости скалывания, а наибольшая пластическая
деформация происходит в другом направлении, под углом к этой плоскости, под
углом
. На рис.4.3. видно, что разрушение
срезаемого слоя происходит по плоскости скалывания, а наибольшая пластическая
деформация происходит в другом направлении, под углом к этой плоскости, под
углом ![]() . Первое направление под углом
. Первое направление под углом ![]() принято
называть направлением наибольших напряжений, второе направление под углом
принято
называть направлением наибольших напряжений, второе направление под углом ![]() называют
направлением наибольших деформаций.
называют
направлением наибольших деформаций.
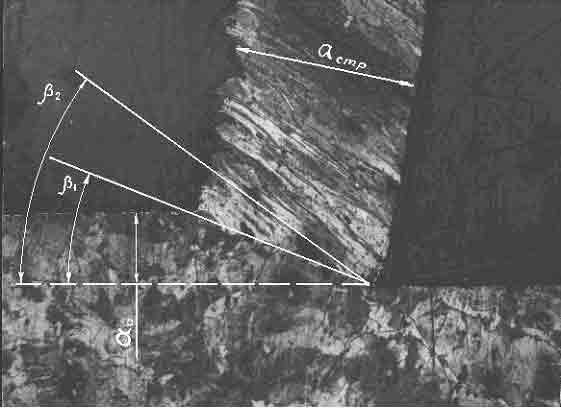
Рис.4.3. Микрофотография корня стружки, полученного при точении стали 45.
На фотографиях корней стружек можно видеть так же, что в прирезцовой части стружки (особенно хорошо видно на рис.4.1.) деформация не имеет строго выраженного направления, прирезцовые слои металла вытянуты в направлении, параллельном передней поверхности инструмента. Такая вторичная деформация срезаемого слоя происходит из-за сильного трения на передней поверхности, в зоне контакта ее с прирезцовой поверхностью уже образовавшейся стружки.
При резании материалов средней пластичности на средних скоростях резания образуются стружки скалывания, при резании мягких пластичных материалов или тех же, но на больших скоростях резания образуются сливные стружки.
Процесс образования стружек скалывания происходит в описанной ниже последовательности (рис.4.4.).
Под действием силы Р резец внедряется в
обрабатываемый материал и производит смятие его в каком-то объеме. По мере
перемещения резца длина площадки смятия ![]() см
увеличивается и на обрабатываемый материал, на его элементарный объем – элемент
будущей стружки, действует все большая возрастающая сила. Увеличение этой силы
идет до тех пор, пока не произойдет скалывание элемента по плоскости 1–1 под
углом
см
увеличивается и на обрабатываемый материал, на его элементарный объем – элемент
будущей стружки, действует все большая возрастающая сила. Увеличение этой силы
идет до тех пор, пока не произойдет скалывание элемента по плоскости 1–1 под
углом ![]() . Эта плоскость называется плоскостью
скалывания, а угол
. Эта плоскость называется плоскостью
скалывания, а угол ![]() – углом скалывания. Со стороны резца на
элемент стружки действует сила Рсм:
– углом скалывания. Со стороны резца на
элемент стружки действует сила Рсм:
,
![]() – предел прочности
обрабатываемого материала на смятие,
– предел прочности
обрабатываемого материала на смятие,
b – ширина среза, lсм – длина площадки смятия. Элемент удерживается силой Рск:
,
![]() – предел прочности обрабатываемого материала на сдвиг
– предел прочности обрабатываемого материала на сдвиг
(скалывание), а – толщина среза.
Рис.4.4.Схема образования стружек скалывания.
Для скалывания элемента необходимо, чтобы:
 ,
,
Отсюда видно, что размеры скалываемых элементов зависят от физикомеханических свойств обрабатываемого материала, толщины среза, величины переднего угла и угла скалывания, величина которого сильно зависит от свойств внешней среды, в которой осуществляется резание.
Периодический характер образования стружки вызывает колебания силы резания, что делает процесс резания динамически неустойчивым.
Признаком стружек скалывания является наличие различимых на глаз крупных элементов. Скалывание элементов не приводит к разрушению металла, стружка представляет собой прочное тело из крепко соединенных друг с другом элементов.
Сливная стружка представляет собой сплошную ленту, в которой отдельные ее элементы не вооруженным глазом трудно различимы и не просматриваются. В отличие от процесса образования стружек скалывания, в сливных стружках деформация смятия происходит одновременно со сдвигом элементов. Как только произойдет его сдвиг, на плоскости сдвига металл упрочнится и элемент остановится, прекратит свое движение по плоскости скалывания. При остановке он снова сминается движущимся инструментом, площадка смятия у основания элемента увеличивается, сила Pсм становится больше Рск и элемент вновь сдвигается. И так происходит в течение всего времени образования стружки. Процесс образования стружки здесь не заканчивается в зоне сдвига. При образовании сливных стружек процесс формирования их продолжается в течение всего времени движения по передней поверхности режущего инструмента.
При резании хрупких металлов образуются стружки надлома. Резец, внедряясь в металл, не сдвигает его, а сжимает и вырывает сжатый надломленный элемент. Разрушение идет по поверхности, произвольно охватывающей напряженную зону, поэтому обработанная поверхность получается неровной.
Усадка стружки
В связи с тем, что при механической обработке весь срезаемый слой припуска подвергается пластической деформации, форма и размеры срезаемого слоя изменяются. Ширина среза остается неизменной, а толщина стружки увеличивается по сравнению с толщиной среза. Поскольку объем стружки равен объему срезанного слоя, ширина стружки равна ширине среза, а толщина стружки больше толщины среза, естественно, должно произойти уменьшение длины стружки по сравнению с длиной срезанного слоя. Это явление уменьшения длины стружки по сравнению с длиной поверхности, по которой она срезана, называется усадкой.
Количественно усадка оценивается коэффициентом усадки стружки, который отражает величину пластической деформации, имевшей место при резании. Поэтому при исследовании влияния какого-либо фактора на процесс резания часто прибегают к оценке этого влияния по изменению величины коэффициента усадки стружки.
Рис. 4.5. Усадка стружки.
Явление усадки стружки поясняется схемой на рис.4.5. На схеме показано уменьшение длинны стружки lстр по сравнению с длинной среза lo. Ширина стружки не изменяется, лишь на прирезцовой ее стороне имеет место уширение тонкого прирезцового слоя. Этим уширением можно пренебречь, поскольку оно не распространяется на всю толщину стружки. Уменьшение длины стружки называется продольной усадкой, увеличение толщины стружки – поперечной усадкой. Соответственно и коэффициенты усадки называются коэффициентами продольной и поперечной усадки стружки. Количественно эти коэффициенты равны между собой.
Поскольку объем стружки равен объему срезаемого слоя, можно записать, что:
а0. в0. l0 = астр. встр. lстр, в0 = встр, поэтому:
ао. l0 = астр. lстр,
![]()
![]() ,
,
есть коэффициент продольной усадки , а
— коэффициент поперечной усадки Следовательно:
Кl = Ка = К.
Величина коэффициента усадки стружки зависит от свойств обрабатываемого материала, геометрии режущего лезвия инструмента, свойств внешней среды, в которой осуществляется резание, и других факторов. Из элементов режима резания менее всего на усадку, величину коэффициента усадки, влияет глубина резания, сильнее – подача и наиболее сильно скорость резания: с увеличением скорости усадка уменьшается. При резании углеродистых сталей коэффициент усадки стружки находится в пределах 2 – 3. При резании трудно обрабатываемых материалов, таких как жаропрочные и титановые сплавы, коррозионостойкие стали и другие, иногда наблюдается «отрицательная» усадка, при которой толщина стружки меньше толщины срезаемого слоя. Пример такой усадки показан на рис.4.6. Здесь видно, что толщина среза а больше средней толщины стружки.
![]()
Образование нароста и состояние материала под поверхностью резания.
При резании металлов срезаемый слой в результате пластического деформирования приобретает повышенную физическую активность и, будучи плотно прижатым силами нормального давления к передней поверхности режущего инструмента, схватывается (сваривается) с ней.
Схватыванию обрабатываемого материала с материалом инструмента способствуют высокая температура в зоне резания и то обстоятельство, что при резании в контакт вступают вновь образованные ювенильные физикохимически чистые, свободные от каких-либо пленок поверхности. Первоначально на поверхности контакта стружки с передней поверхностью происходят точечные контакты с образованием налипов на передней поверхности. С течением времени число таких налипов растет и они покрывают площадь контакта сплошной тонкой пленкой из обрабатываемого материала, которая называется первослоем. Поскольку этот первослой обладает абсолютным сродством с обрабатываемым материалом, акты схватывания между ними происходят чаще и интенсивнее с образованием более крупных наслоений. Схватывание и наслаивание микрообъемов обрабатываемого металла на переднюю поверхность инструмента приводит к образованию на ней слоя упрочненного микролегированного материала, прочно соединенного с инструментом. Процессы периодического cхватывания и последовательного наслаивания упрочненного материала стружки повторяются многократно, в результате на передней поверхности образуется новое довольно крупное тело, называемое наростом. Из представленной на рис.5.1. фотографии хорошо видно ярко выраженное слоистое строение нароста. Форма нароста зависит от свойств обрабатываемого материала, элементов режима резания и других конкретных условий обработки. Нарост состоит из основания и вершины. Вершина является неустойчивой частью нароста, она, по мере увеличения высоты нароста, разрушается и уносится из зоны стружкообразования, сходящей по ней стружкой (как это видно на рис.5.1) или поверхностью резания обрабатываемой заготовки (см. рис.5.4)
Рис.5.1. Строение нароста
Из параметров режима резания на интенсивность образования, размеры и форму нароста наиболее сильно влияет скорость резания. На очень малых скоростях резания нарост не удерживается на передней поверхности инструмента, из-за мелко-элементной сыпучей стружки с увеличением скорости интенсивность образования нароста возрастает лишь до какого-то значения скорости, после которого интенсивность его образования и размеры начинают уменьшаться.
На рис.5.2. представлены корни стружки, полученные, при точении стали 45 с разными скоростями резания.
Рис.5.2. Корни стружки с наростом, полученные при точении, стали 45. Скорость резания: а. — 13, б. — 28 и в. — 55 м/мин.
Здесь видно, что скорость резания сильно влияет на размеры и форму нароста. Нарост наибольшей высоты образуется на скорости 13 м/мин. На скорости 28 м/мин. образуется нарост меньшей высоты и другой формы. На сравнительно большой скорости резания 55м./мин. нароста уже почти нет. Можно предположить, что на такой скорости температура в зоне резания выше температуры «отдыха» обрабатываемого материала, под влиянием которой материал нароста разупрочняется и не может противостоять истирающему действию обрабатываемого материала.
Поскольку нарост образуется из сильно деформированного металла, твердость которого намного больше твердости исходного обрабатываемого, то и нарост в целом имеет высокую твердость, в 2...3 раза превосходящую твердость обрабатываемого материала. Наличие высокой твердости позволяет наросту успешно противостоять воздействию стружки и выполнять работу самого режущего инструмента. Он служит продолжением инструмента и принимает на себя его функции. Химический и микроструктурный анализы нароста показали, что в составе нароста задерживается наиболее сильно упрочняющаяся перлитная структурная составляющая обрабатываемого материала, которая и обеспечивает высокую твердость нароста.
Нарост на режущем инструменте образуется не всегда, а только в тех случаях, когда условия резания благоприятствуют этому. Необходимыми условиями существования нароста являются следующие:
Обрабатываемый материал должен обладать способностью упрочняться при пластическом деформировании.
Температура в зоне резания должна быть ниже той температуры, при которой происходит разупрочнение материала нароста.
Должна образовываться сливная стружка. При образовании стружек скалывания нарост не удерживается на передней поверхности вследствие прерывистости процесса резания.
Коэффициент трения в зоне контакта обрабатываемого материала с передней поверхностью должен быть больше единицы.
Если условия для существования нароста вполне
подходящие, нарост образуется и существенно влияет на параметры процесса
резания и состояние обработанной поверхности (рис. 5.3). Образование нароста
изменяет фактическую геометрию инструмента, передний угол увеличивается и
становится больше переднего угла, приданного инструменту при его заточке (![]() ). Процесс резания происходит легче.
Поверхность нароста, обращенная к стружке, становится продолжением передней
поверхности инструмента. Изменение фактического угла резания вызывает изменение
характера процесса образования стружки.
). Процесс резания происходит легче.
Поверхность нароста, обращенная к стружке, становится продолжением передней
поверхности инструмента. Изменение фактического угла резания вызывает изменение
характера процесса образования стружки.
Рис. 5.3. Влияние нароста на величину переднего угла, толщину среза и шероховатость поверхности резания.
В случае свешивания вершины нароста над задней
поверхностью инструмента изменяется фактическая толщина среза. Фактически
толщина среза ![]() . Сказанное, иллюстрируется,
представленной на рис.5.3. схемой зоны резания с наростом и иллюстрируется
представленной на рис.5.4. фотографией нароста, полученного, при резании
коррозионностойкой стали 12Х18Н10Т. На ней случайно, но очень удачно запечатлен
момент
. Сказанное, иллюстрируется,
представленной на рис.5.3. схемой зоны резания с наростом и иллюстрируется
представленной на рис.5.4. фотографией нароста, полученного, при резании
коррозионностойкой стали 12Х18Н10Т. На ней случайно, но очень удачно запечатлен
момент
разрушения вершины нароста, которая уносится из зоны
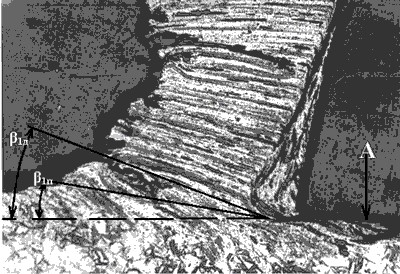
Рис. 5.4. Корень стружки с разрушающимся наростом.
образования стружки с поверхностью резания.
А – часть вершины нароста на поверхности резания,
![]() – угол
скалывания до разрушения нароста, – угол скалывания после разрушения нароста.
– угол
скалывания до разрушения нароста, – угол скалывания после разрушения нароста.
Здесь надо обратить внимание на изменение положения
плоскости скалывания. Вслед за разрушением нароста уменьшается угол скалывания ![]() и увеличивается толщина образующейся
стружки. Нарост представляет собой тело твердое, но неустойчивое, он
периодически разрушается, и фактическая толщина среза постоянно меняется вслед
за изменением размера нароста. По этой причине обработанная поверхность
получается неровной, со следами надиров и вырывов. Располагаясь на передней
поверхности и свешиваясь над задней поверхностью, нарост закрывает главную
режущую кромку и предохраняет ее от разрушения.
и увеличивается толщина образующейся
стружки. Нарост представляет собой тело твердое, но неустойчивое, он
периодически разрушается, и фактическая толщина среза постоянно меняется вслед
за изменением размера нароста. По этой причине обработанная поверхность
получается неровной, со следами надиров и вырывов. Располагаясь на передней
поверхности и свешиваясь над задней поверхностью, нарост закрывает главную
режущую кромку и предохраняет ее от разрушения.
В некоторых случаях нарост бывает настолько устойчив, что в течение всего периода резания исключает контакт стружки с передней поверхностью инструмента. Так на рис.5.5 представлены фотографии быстрорежущего проходного упорного резца с наростом и после его удаления.
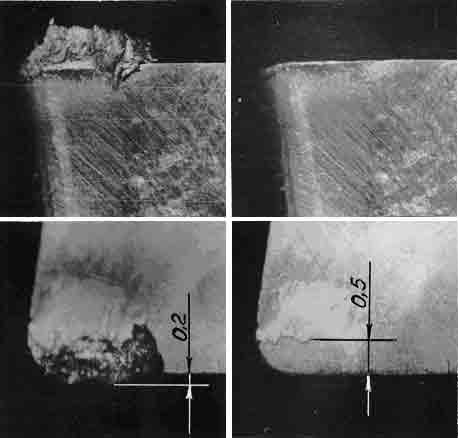
Рис.5.5. Фотографии проходного упорного резца со стороны главной задней поверхности (вверху ) и со стороны передней поверхности (внизу ), с наростом (слева ) и после его удаления (справа ).
После удаления нароста на передней поверхности резца «под наростом» обнаружились следы доводки передней поверхности порошком карбида бора.
Эти следы в виде мелких царапин стертые за пределами нароста, свидетельствуют о том, что нарост надежно защищал переднюю поверхность от действия стружки в течении всего времени резания.
Образование нароста, защищающего режущий инструмент от изнашивания, в этом смысле следовало бы признать полезным явлением. Однако, несмотря на это, явление образования нароста следует признать нежелательным, как неуправляемое.
Кроме образования нароста при срезании стружки
происходит деформация материала под поверхностью резания. Обрабатываемый
материал здесь подвергается упругопластической деформации. Это происходит по
двум причинам. Во-первых, потому, что режущее лезвие всегда имеет какое-то
округление радиусом ![]() (рис. 5.6).
(рис. 5.6).
Рис. 5.6. Деформация и упругое последействие в зоне резания
По этой причине разделение металла происходит не по линии 1–1, а по линии 2–2. Металл под линией 2–2 проволакивается под округленной частью режущего лезвия и пластически деформируется. Во-вторых, поскольку пластической деформации предшествует упругая деформация, восстанавливающаяся после прохождения инструмента, имеет место подъем поверхности резания на величину упругого последствия «Y». Прижатый к задней поверхности материал трется об нее и еще раз пластически деформируется.
В силу этих причин материал под поверхностью резания оказывается пластически деформированным, в нем появляются остаточные напряжения, уравновешивающиеся внутри объема металла под поверхностью резания.
Верхние слои металла оказываются сильно разрушенными. Анализ состояния металла под поверхностью резания (см. рис.5.6) показывает, что там обнаруживаются 3 зоны: I – зона больших пластических деформаций; II – зона наклепанного металла; III – зона исходного металла. Состояние материала под поверхностью резания в целом оценивается: 1-глубиной проникновения пластической деформации h и степенью упрочнения его поверхностных слоев C. Степенью упрочнения называется отношение твердости упрочненного поверхностного слоя к твердости основного (недеформированного) металла:
 .
.
Степень упрочнения и глубина деформации зависят от толщины среза, скорости резания, геометрии режущего инструмента, свойств обрабатываемого материала и других факторов.
![]()
3.4. Сопротивление резанию при токарной обработке
Система сил при свободном резании
При механической обработке готовая деталь-изделие требуемой формы и качества обработанных поверхностей получается в результате удаления с заготовки слоя (слоев) припуска в виде стружки, состоящей из пластически деформированного обрабатываемого материала. Пластическое деформирование срезаемого слоя припуска происходит под действием силы, превосходящей сопротивление обрабатываемого материала его деформации и разрушению. Для выявления физической природы сил, действующих на режущий инструмент со стороны обрабатываемого материала, представленную на рис.6.1. плоскую систему сил, действующих на режущий инструмент при свободном резании. Образующаяся стружка опирается на переднюю поверхность инструмента и действует на него с силой нормального давления N.
Рис.6.2. Рис.6.1.
Кроме этого стружка перемещается по передней поверхности и действует на нее с силой трения F. Со стороны главной задней поверхности обрабатываемый материал в результате упругого последействия давит на заднюю поверхность с силой нормального давления N1. Перемещение поверхности резания относительно задней поверхности инструмента вызывает действие силы трения F1. Таким образом, на площадках контакта обрабатываемого материала с режущим инструментом на рабочих поверхностях последнего действуют нормальные и касательные силы, геометрическая сумма которых рис.6.2. дает равнодействующую P, произвольно направленную в пространстве.
В инженерных расчетах используется не сама эта сила, а ее проекции на взаимно перпендикулярные направления: направление Z и направление Y. Каждая проекция называется составляющей силы резания и имеет свое собственное название: проекция на ось Z называется главной составляющей силы резания, обозначается Pz, проекция на ось Y называется радиальной составляющей силы резания, обозначается Py.
Пластическая деформация смятия срезаемого припуска происходит под действием силы Pz, равной сумме проекций всех действующих в зоне резания сил на ось Z
![]() ,
,
Здесь: N- нормальная сила на передней поверхности,
F- сила трения на передней поверхности,
N1 и F1- нормальная сила и сила трения на задней поверхности, ?- главный задний угол,
?- угол резания.
![]()
или
 ,
,
где f и f1- коэффициенты трения на передней (f) и задней (f1) поверхностях.
 ,
,
Если принять, что нормальная сила на задней поверхности пропорциональна силе нормального давления на передней поверхности, что
N1=k. N, где k-коэффициент пропорциональности, тогда: можно записать, что
![]()
В этом уравнении силу N можно условно принять равной силе политропического сжатия P при пластическом деформировании образца (рис.6.3), которое протекает согласно закону:
![]() ,
,
откуда

На рис.6.3:
P — сила, действующая в ходе процесса пластической деформации; P0 — сила, необходимая для начала пластического деформирования; l0 — длина сжимаемого стержня; l — длина стержня после пластической деформации.
Рис.6.3. Схема процесса политропического сжатия.
Отождествляя процесс резания с процессом пластической деформации срезаемого слоя, считаем, что сжимаемый стержень имеет поперечное сечение
![]() , срезаемый слой имеет
длину
, срезаемый слой имеет
длину ![]() ; силу
; силу ![]() отождествляем с силой
отождествляем с силой ![]() , действующей на переднюю поверхность
инструмента в процессе резания.
, действующей на переднюю поверхность
инструмента в процессе резания.
После срезания слоя припуска длиной ![]() получается стружка длиной
получается стружка длиной ![]() .
.
Сила
![]() ,
,
тогда
, следовательно
![]() ,
,
где
— условный предел текучести,
- глубина резания,
- подача,
- коэффициент усадки стружки,
- ![]() показатель политропы сжатия
( по В.Д.Кузнецову
показатель политропы сжатия
( по В.Д.Кузнецову ![]() =1,25), — коэффициент пропорциональности между силами N
и N1.
=1,25), — коэффициент пропорциональности между силами N
и N1.
и - коэффициенты трения на передней и задней поверхностях.
![]() Это
уравнение показывает лишь от каких параметров и условий зависит величина
главной составляющей силы резания. Из него видно, что величина главной
составляющей силы резания зависит от свойств обрабатываемого материала ,
сечения среза
Это
уравнение показывает лишь от каких параметров и условий зависит величина
главной составляющей силы резания. Из него видно, что величина главной
составляющей силы резания зависит от свойств обрабатываемого материала ,
сечения среза ![]() , условий и величины пластической
деформации , геометрии режущего инструмента
, условий и величины пластической
деформации , геометрии режущего инструмента ![]() и коэффициентов трения на
передней и задней
и коэффициентов трения на
передней и задней ![]() поверхностях.
поверхностях.
Система сил при несвободном резании
При несвободном резании на режущий инструмент действует пространственная система сил. Режущий инструмент находится в контакте с обрабатываемым материалом по трем рабочим поверхностям его режущей части: по передней, главной задней и вспомогательной задней поверхности. Поскольку эти поверхности инструмента расположены под разными углами друг к другу, то и действующие на этих поверхностях нормальные и касательные силы в пространстве располагаются не параллельно друг к другу, не в параллельных, как при свободном резании, плоскостях. Природа сил, естественно, та же, что и при свободном резании, это силы нормального давления и касательные силы трения. Равнодействующая всех сил при несвободном резании раскладывается на три взаимно перпендикулярных направления X,Y, и Z. Схема сил при несвободном резании представлена на рис.6.4.
Рис. 6.4.Пространственная система сил при несвободном резании.
Расчет величины составляющих силы резания для практических целей ведется по эмпирическим формулам с использованием данных справочной литературы.
Расчет составляющих силы резания: осевой составляющей
![]() , радиальной
, радиальной ![]() и главной
составляющей силы резания
и главной
составляющей силы резания ![]() производится по эмпирическим формулам
производится по эмпирическим формулам
PX=CPx. t XPx. s Ypx. v. ?P;
PY=CPy. t Xpy. s Ypy. v. ?P;
PZ=CPz. t XPz. s Ypz. v. ?P;
Здесь: P-проекция (составляющая) силы резания на направления X,Y и Z соответственно, H;
CP- константа, зависящая от свойств обрабатываемого материала, по сути своей представляющая удельную силу резания, приходящуюся на единицу площади поперечного сечения среза, Н/мм2; kP- общий коэффициент, представляющий собой произведение частных
коэффициентов, учитывающих конкретные условия резания.
Работа резания
Полная работа резания затрачивается на пластическую деформацию срезаемого слоя припуска, на упругую деформацию, которая всегда предшествует пластической деформации, на преодоление сил трения на передней и задней поверхностях, на образование новой поверхности ( она называется работой диспергирования-разделения).
 и работа на упругую деформацию
и работа на упругую деформацию
составляют менее 1% всей работы и потому ими можно пренебречь, а вся работа резания практически расходуется на пластическую деформацию, на преодоление трения на передней и задней поверхностях.
![]()
Мощность, необходимая для резания на принятом режиме,
рассчитывается по формуле
![]() , кВт.
, кВт.
Здесь:
— мощность, кВт;
![]() — главная
составляющая силы резания, Н; —
скорость резания, м/мин.
— главная
составляющая силы резания, Н; —
скорость резания, м/мин.
3.5. Тепловыделения при резании металла
Источники и распределение теплоты в зоне резания
Процесс резания металлов сопровождается значительным тепловыделением в результате того, что механическая работа резания переходит в тепловую энергию. Основными источниками возникновения тепла в зоне резания являются:
1.
внутреннее трение между частицами срезаемого слоя в результате
его пластической деформации при образовании стружки (![]() );
);
2.
трение стружки о переднюю поверхность инструмента (![]() );
);
3.
трение поверхности резания и обработанной поверхности по задним
поверхностям инструмента (![]() ).
).
Схема расположения источников тепла в зоне резания представлена на рис.7.1.
Рис.7.1. Источники тепла в зоне резании.
Наиболее интенсивное выделение тепла происходит в области стружкообразования, прилегающей к плоскости скалывания 1—1 в этой области теплота выделяется в результате двух одновременно протекающих процессов: во-первых, в результате пластической деформации сдвига элементов образующейся стружки по плоскости скалывания; во-вторых, в результате пластической деформации сжатия и частично пластической деформации смятия тонкого слоя металла примыкающего к плоскости скалывания со стороны срезаемого слоя припуска. Этот слой показан на рис.7.2. и выделен штриховкой.
Рис.7.2. Слой упруго-пластической деформации впереди зоны стружкообразования, перед плоскостью скалывания 1-1
Упругая деформация всегда предшествует пластической деформации и потому имеет место и при пластической деформации срезаемого слоя при резании металлов. Пластическая деформация в этом слое обнаруживается путем измерения микротвердости и существует по той же причине, что и деформация материала под поверхностью резания и под обработанной поверхностью. Возможно количество тепла, выделяющегося в результате упругой деформации невелико, но предполагать вероятность этого процесса и учитывать его существование необходимо.
Общее количество выделяющегося при резании тепла равно сумме тепла, выделевшегося во всех перечисленных выше источниках:
![]()
Тепло, образующееся в процессе резания, не аккумулируется в местах его образования, а распространяется от точек с более высокой температурой к точкам с низкой температурой. Из зоны резания тепло уносится со стружкой (q1), передается в заготовку (q2) и инструмент (q3) и распространяется в окружающую среду (q4).Тепловой баланс процесса резания может быть выражен уравнением:
Q1 + Q2 + Q3 = q1 + q2 + q3 + q4
Соотношение количества тепла, отводимого со стружкой в деталь, в инструмент и окружающую среду, зависит от физико-механических свойств обрабатываемого материала, режима резания, геометрии режущего инструмента и внешних условий, в которых осуществляется резание.
Рис.7.3. Зависимость образования и распределения теплоты, от скорости резания.
В начале обработки температура в зоне резания растет до какого-то определенного значения и устанавливается постоянной, соответствующей стационарному тепловому режиму, при котором выделение тепла равняется отводу его по перечисленным направлениям. Для практических целей наибольший интерес представляет температура рабочей части инструмента и обрабатываемой заготовки. Тепло, переходящее в заготовку, увеличивает ее температуру и вызывает температурное изменение ее размеров и коробление, подчас являющееся причинами брака.
Теплота, переходящая в инструмент, при всей своей относительной незначительности, концентрируясь в малых объемах материала инструмента, вызывает сильный разогрев его в этих объемах и снижение режущих свойств и износоустойчивости инструмента. С увеличением скорости резания доля тепла, переходящего в инструмент, уменьшается, но абсолютное его количество возрастает и температура в зоне резания увеличивается до значений, близких к температуре красностойкости металла инструмента.
Методы измерения температуры в зоне резания
Существует несколько методов измерения температуры в зоне резания. Калориметрический метод (Рис.7.4) заключается в том, что стружка собирается в калориметре с водой. Зная количество воды в калориметре, вес стружки и ее теплоемкость, можно определить среднюю температуру стружки по разности температуры воды в калориметре до, и после резания.
Рис.7.4. Схема измерения температуры калоритмическим методом.
Температуру поверхности инструмента за пределами зоны его контакта с обрабатываемым изделием или стружкой можно определить с помощью термочувствительных красок, которые изменяют свой цвет при нагревании до определенной температуры.

Рис.7.5 Схема измерения температуры в зоне резания методом естественной термопары, где 1- обрабатываемая заготовка, 2- резец, 3изоляция, 4-милливольтметр.
Метод измерения температуры с помощью термопар является наиболее удобным и более широко применяется в современных исследованиях. Метод измерения естественной термопарой (Рис.7.5) наиболее прост по осуществлению, но для получения абсолютных значений температур требует проведения очень трудоемкой операции градирования термопары «инструмент — обрабатываемый материал».
Для наблюдения за изменением температуры контактных слоев стружки при перемещении ее по длине контакта может применяться «бегущая термопара». Суть этого метода заключается в том, что в заготовку заделываются термопары, которые при перерезании их режущим лезвием инструмента образуют слой термопары, скользящий (бегущей) по передней и задней поверхностям. Схема метода представлена на рис.7.6.
Рис.7.6.Схема измерения температуры на передней и задней поверхностях инструмента методом бегущей термопары.
Разновидностью метода естественной термопары является «метод двух резцов» (рис.7.7), который сводится к резанию одновременно двумя резцами, изготовленными из разных материалов. Этот метод позволяет исключить мучительный процесс градирования термопары для каждого вида обрабатываемого материала; термопара градируется один раз, и полученная градуировочная кривая используется для всех обрабатываемых материалов.
Рис.7.7. Схема измерения термопары методом «двух резцов»
Температурное поле после резца
Измерениями установлено, что теплота в зоне резания распределяется неравномерно. Наибольшая температура действует на передней поверхности при удалении от главной режущей кромки на 1/3 длины контакта стружки с передней поверхностью. Совокупность мгновенных значений температуры в различных точках зоны резания называется температурным полем. Температурное поле дает наиболее яркую и полную картину температурной обстановки в зоне резания.
Рис.7.8 Температурное поле (а) и распределение температуры в зоне резания (б).
Зависимость температуры от элементов режима резания
Многочисленные исследования зависимости температуры от различных факторов показывают, что температура в зоне резания зависит от физикомеханических свойств обрабатываемого материала, режима резания, геометрии режущего инструмента и многих других условий. Наибольшее влияние на температуру в зоне резания оказывает скорость резания, в меньшей степени влияет подача, а влияние глубины резания почти не обнаруживается. Из геометрических параметров режущей части инструмента наиболее сильно на температуру резания влияют передний угол, главный угол в плане и радиус закругления при вершине, сопряжения главной и вспомогательной режущих кромок на вершине режущего лезвия инструмента.
Различными исследованиями предложен ряд аналитических и эмпирических формул для расчета температуры в зоне резания. Аналитические формулы сложны и включают в себя большое число не всегда известных величин. Эмпирические же формулы просты, но справедливы лишь в пределах условий проведения эксперимента. Структура эмпирических формул зависит от числа учтенных факторов, оказывающих какое-либо влияние на величину температуры в зоне резания. Наиболее общими являются формулы вида:
![]() где:
— температура в зоне резания, С
где:
— температура в зоне резания, С![]() ;
;
- глубина резания, мм;
- ![]() подача,
подача,
;
- константа, учитывающая условия резания.
- показатели степени, показывающие степень влияния каждого
элемента режима резания на температуру в зоне резания.
Наиболее часто величина показателей степени для каждого из элементов режима резания находиться в пределах:
Это показывает, что наиболее сильно на температуру в зоне резания влияет скорость резания, слабее влияет подача, а глубина резания не оказывает на нее существенного влияния. Это объясняется тем, что с увеличением глубины резания пропорционально ей увеличивается длина рабочего участка главной режущей кромки, и напряженность процесса резания не изменяется, остается прежней.
Износ режущих инструментов
Общие положения
Режущий инструмент в процессе резания воздействует на
обрабатываемый материал и вызывает образование стружки и формирование новой
поверхности, однако сам при этом подвергается воздействию со стороны обрабатываемого
материала и интенсивно изнашивается. Режущие инструменты работают в чрезвычайно
тяжелых условиях действия громадных давлений на поверхностях контакта и высокой
температуры, в условиях трения чистых, вновь образованных ювенильных
поверхностей. По этим причинам интенсивность изнашивания режущих инструментов в
тысячи и десятки тысяч раз превосходит интенсивность изнашивания трущихся
деталей машин. Так, согласно результатам проведенных в Грузинском
Политехническом Институте исследований износ трущихся поверхностей деталей
машин, например шеек коленчатых валов двигателей внутреннего сгорания, до
предельно допустимой величины происходит после пути трения ![]() метров,
а износ режущих инструментов до установленной нормативной величины износа,
наблюдается уже после пути трения всего лишь
метров,
а износ режущих инструментов до установленной нормативной величины износа,
наблюдается уже после пути трения всего лишь ![]() метров. Путь трения при
резании легко определяется умножением скорости резания (м/мин) на величину
стойкости (мин). Так, например, при скорости резания 100 м/мин и нормативной
стойкости 30 мин, путь, пройденный режущим инструментом по поверхности резания,
составит:
метров. Путь трения при
резании легко определяется умножением скорости резания (м/мин) на величину
стойкости (мин). Так, например, при скорости резания 100 м/мин и нормативной
стойкости 30 мин, путь, пройденный режущим инструментом по поверхности резания,
составит:
![]()
что подтверждает сказанное выше сравнение интенсивности
изнашивания трущихся деталей машин и режущих инструментов.
В результате изнашивания режущее лезвие инструмента теряет свою первоначальную форму и, как следствие, режущую способность. Для восстановления режущей способности инструмента производится затачивание его рабочих поверхностей. В процессе затачивания инструмента с его рабочей части срезаются довольно большие слои дорогостоящего инструментального материала. Кроме того, на смену затупившегося инструмента затрачивается время, которое увеличивает продолжительность операции механической обработки, а следовательно и ее стоимость; срезаемый при затачивании абразивным инструментом дорогостоящий инструментальный материал переводится в шлам и безвозвратно теряется. В целом все это существенно удорожает механическую обработку и ограничивает ее эффективность. Поэтому, задача уменьшения интенсивности изнашивания режущих инструментов и увеличения срока его службы была и остается одной из главных задач металлообработки.
Характер износа режущих инструментов
Характер износа режущего инструмента, то есть распределение его по рабочим поверхностям инструмента, зависит от многих конкретных условий, в которых производится резание. Износ режущего инструмента выражается в появлении лунки на передней поверхности, площадок износа на главной и вспомогательной задних поверхностях и в уменьшении вылета вершины резца или режущего лезвия иного инструмента.
а- общий вид режущей части инструмента со следами износа; б- износ по задней поверхности; в- износ по передней поверхности.
Рис. 8.1 Распределение износа по поверхностям инструмента:
Износ режущего инструмента только по задней поверхности наблюдается при обработке хрупких материалов, при резании которых образуется стружка надлома, не представляющая собой сплошного прочного тела. Износ по задней поверхности является также превалирующим в случае резания с малыми толщинами среза, при малых значениях задних углов и при обработке сталей и сплавов, обладающих ярко выраженным упругим последствием и сильным обработочным упрочнением.
Износ режущего инструмента только по передней поверхности происходит в случае обработки вязких металлов с большими сечениями среза, когда образуется устойчивый нарост, исключающий контакт задней поверхности с обрабатываемым материалом. В большинстве же случаев практики резания металлов инструмент изнашивается как по передней, так и по обеим задним поверхностям (рис. 8.2 и рис.8.3).
Рис. 8.2 Параметры износаещего инструмента.
Рис.8.3. Износ резцов из быстрорежущей стали Р18 при точении стали 40Х: (а) по задней, (б) передней поверхностям; твердого сплава ВК8 при точении коррозионно-стойкой стали: (в) по задней, (г) передней поверхностям.
Изнашивание передней поверхности происходит, как правило, на некотором удалении от главной режущей кромки. Образующаяся лунка с течением времени работы резца углубляется и незначительно расширяется в сторону от режущей кромки. Износ инструмента полностью характеризуется указанными ниже параметрами.
Ширина фаски на задней поверхности hз, исключая период начального изнашивания, растет пропорционально времени резания. Ширина лунки В изменяется очень мало, а ширина полки fn на передней поверхности уменьшается. Установлено, что работоспособность режущего инструмента в значительной мере определяется наличием полки на его передней поверхности. Разрушение ее приводит к потере режущей способности инструмента и его катастрофическому разрушению – посадке. На рис.8.4 показаны наиболее характерные зависимости величины износа резца из быстрорежущей стали от времени резания при точении стали 40Х
Рис.8.4 Характерные зависимости износа режущего инструмента от времени резания. Глубина резания – 1,5 мм, подача – 0,25 мм/об, скорость резания –35 м/мин.
Критериями затупления инструмента и необходимости его переточки наряду с указанными также могут быть: ухудшение качества обработанной поверхности, образовании фаски износа на задней поверхности инструмента, появление на ней светлых полос, вибрации, увеличение потребляемой мощности и другие.
Обычно за критерий затупления принимается величина (ширина) площадки износа на задней поверхности режущего инструмента как наиболее легко обнаруживаемая и измеряемая
При выполнении различных исследований или оценке
эффективности какого-либо технического мероприятия износ режущего инструмента
может оцениваться в относительных единицах величиной относительного износа.
Относительный износ выражается величиной износа по любому из перечисленных выше
критериев, отнесенной к показателю выполненного объема работы: пройденному при
заданном режиме пути резания, площади обработанной поверхности, объему или весу
срезанного материала. Наиболее часто относительный износ выражают отношением
величины износа по задней поверхности (![]() ) к величине
пройденного (L) пути резания.
) к величине
пройденного (L) пути резания.
Время работы режущего инструмента до затупления по выбранному и принятому критерию называется стойкостью, или периодом стойкости, обозначающимися прописной буквой Т латинского алфавита.
Механизм изнашивания режущего инструмента
Рабочие поверхности режущего инструмента изнашиваются как от механического воздействия на него обрабатываемого материала, так и в результате молекулярно-термических процессов происходящих в зоне резания на поверхностях контакта инструмента с обрабатываемым материалом. Инструмент может подвергаться различным по своей природе,видам изнашивания: абразивному, адгезионному, химическому, диффузионному, электроэрозионному и другим. В процессе резания все эти виды изнашивания могут иметь место, но в зависимости от конкретных условий один из них является доминирующим, определяющим интенсивность изнашивания и стойкость режущего инструмента.
Абразивное изнашивание. Происходит по причине царапания поверхностей инструмента твердыми включениями обрабатываемого материала. Твердые включения при этом как микрорезцы скоблят поверхность инструмента.
О.М- обрабатываемый материал;
И.М. — инструментальный материал.
Рис. 8.5 Абразивное изнашивание:
М- инструментальный материал,
С- среда,
![]()
![]() М хС — пленка
химического соединения толщиной , - время восстановления пленки до толщины . Рис. 8.6
Абразивно-химическое изнашивание
М хС — пленка
химического соединения толщиной , - время восстановления пленки до толщины . Рис. 8.6
Абразивно-химическое изнашивание
Частицы инструментального материала, вырываемые стружкой или частицы периодически разрушающегося нароста, обладающего твердостью, близкой к твердости инструментального материала, проволакиваясь по контактным поверхностям, уносят некоторый объем инструментального материала и оставляют следы в виде царапин. При резании твердым сплавом абразивный износ происходит путем выскабливания мягкой кобальтовой связки и механического вырывания твердых зерен карбидов.
При резании в химически активных средах возможен абразивнохимический износ в результате интенсивного образования, соскабливания и уноса образующихся мягких пленок соединений элементов среды с материалом инструмента.
Адгезионное изнашивание. Совершается путем отрыва силами адгезии мельчайших частиц инструментального материала. Поскольку при резании на поверхностях контакта действуют колоссальные давления и в контакт приходят вновь образованные ювенильные поверхности, свободные от какихлибо пленок, создаются благоприятные условия для интенсивной адгезии контактирующих материалов. При сближении их на расстояние примерно 100 ангстрем проявляются силы молекулярного взаимодействия и образуются так называемые «мостики холодного сваривания». Разрушение может проходить как в объеме инструментального материала, так и по объему менее прочного обрабатываемого материала. В этом случае образовавшийся на поверхности инструмента налип вызывает осложнение перемещения стружки, дополнительное ее деформирование и локальное повышение температуры, которое приводит к ослаблению сил металлической связи инструментального материала.
А- мостики холодного сваривания,
Б- зависимость твердости обрабатываемого (О.М.) и инструментального (И.М.) материалов от температуры.
tкр — температура красностойкости инструментального материала
Рис. 8.7. Адгезионное изнашивание.
Приближенно закономерность адгезионного изнашивания выражается зависимостью:
,
![]() - твердость инструментального материала;
- твердость инструментального материала; ![]() -
Твердость
-
Твердость
обратываемого материала; L- путь, пройденный инструментом до полного затупления в течении всего периода стойкости.
Диффузионное изнашивание. При резании на
высоких скоростях, когда в зоне резания развивается температура порядка 1000![]() , обрабатываемый материал сильно
размягчается, а соотношение твердостей
, обрабатываемый материал сильно
размягчается, а соотношение твердостей ![]() становится очень большим,
износ режущего инструмента, однако, не только не уменьшается, но еще больше
возрастает. Дело здесь в том, что при высокой температуре становится ощутимым
процесс взаимного диффузионного растворения инструментального и обрабатываемого
материалов. Известно, что при комнатной температуре процесс диффузии идет
неощутимо медленно, но при температурах, близких к температурам плавления,
скорость процесса диффузии возрастает в миллионы раз. Поскольку при резании
время контакта обрабатываемого материала с инструментальным исчисляется сотыми
и тысячными долями секунды, градиент концентрации постоянно велик и
диффузионный износ протекает весьма интенсивно.
становится очень большим,
износ режущего инструмента, однако, не только не уменьшается, но еще больше
возрастает. Дело здесь в том, что при высокой температуре становится ощутимым
процесс взаимного диффузионного растворения инструментального и обрабатываемого
материалов. Известно, что при комнатной температуре процесс диффузии идет
неощутимо медленно, но при температурах, близких к температурам плавления,
скорость процесса диффузии возрастает в миллионы раз. Поскольку при резании
время контакта обрабатываемого материала с инструментальным исчисляется сотыми
и тысячными долями секунды, градиент концентрации постоянно велик и
диффузионный износ протекает весьма интенсивно.
Рис. 8.8. Диффузионное изнашивание режущих инструментов. yтолщина диффузионного слоя.
Количество вещества одного компонента, выраженное в молях, продиффундировавшее в другой компонент, выражается уравнением:
![]()
где: Д- коэффициент диффузии; М – количество вещества; dC/dx- градиент концентрации; dB- площадь, через которую идет диффузия; d - время диффузии.
![]() где:
А — предэкспоненциальный множитель, формально равный
где:
А — предэкспоненциальный множитель, формально равный
коэффициенту диффузии при температуре, равной бесконечности;
Q — энергия разрыхления, необходимая для ослабления связей между атомами кристаллической решетки до возможности их миграции; R — газовая постоянная; T- абсолютная температура.
Интенсивность диффузионного изнашивания может быть выражена толщиной диффузионного слоя, который зависит от времени и коэффициента диффузии. Зависимость эта подчиняется закону параболы:
![]() где: y-
толщина слоя диффузионной пленки;
где: y-
толщина слоя диффузионной пленки; ![]() — время диффузии.
— время диффузии.
В результате диффузии в поверхностных слоях твердого
сплава образуется железо-вольфрамовый карбид ![]() , пластичная
кобальтовая связка превращается в хрупкую фазу, представляющую собой двойной
карбид
, пластичная
кобальтовая связка превращается в хрупкую фазу, представляющую собой двойной
карбид ![]() . Охрупчивание связки твердого сплава
приводит к тому, что в процессе резания наряду с диффузионным растворением
происходит хрупкое разрушение материла связки и унос целых блоков зерен
твердого сплава. В двухкарбидных сплавах карбиды титана, растворяясь медленнее,
образуют выступы и впадины, которые заполняются материалом стружки. Время
диффузии в этих условиях увеличивается, и в результате резкого уменьшения
градиента концентрации, диффузия и износ уменьшаются.
. Охрупчивание связки твердого сплава
приводит к тому, что в процессе резания наряду с диффузионным растворением
происходит хрупкое разрушение материла связки и унос целых блоков зерен
твердого сплава. В двухкарбидных сплавах карбиды титана, растворяясь медленнее,
образуют выступы и впадины, которые заполняются материалом стружки. Время
диффузии в этих условиях увеличивается, и в результате резкого уменьшения
градиента концентрации, диффузия и износ уменьшаются.
Электроэрозионное изнашивание. Происходит в
результате действия электрического тока, образующегося под влиянием
термоэлектродвижущей силы (ТЭДС). В связи с тем, что инструмент и обрабатываемый
материал контактируют в отдельных точках с разной температурой, в каждой точке
действует ТЭДС разной величины. В результате в зоне резания образуется сложная
система электрических цепей (контуров), при разрыве которых происходит перенос
капли одного из материалов на поверхность другого в зависимости от знака заряда
поверхности. При переносе капли обрабатываемого материала на поверхность
инструмента она приваривается к поверхности инструмента и образует порог,
который выламывается вместе с объемом инструментального материала. Кроме того
твердая затвердевшая капля проволакиваясь между обрабатываемым материалом и
инструментом царапает поверхность последнего и усиливает абразивное
изнашивание. Такой механизм изнашивания, надо полагать, значительно усиливает изнашивание
твердосплавных инструментов, работающих при больших скоростях резания, при
которых в зоне резания развиваются ТЭДС до нескольких десятков милливольт, а
температура находится в пределах 1000![]() . Твердая частица в
этом случае легко выскабливает размягченную и выдавленную на поверхность
кобальтовую связку, недостаток которой ослабляет соединение твердых карбидных
зерен твердого сплава. Выкрашивание их приводит к лавинообразному развитию
изнашивания инструмента.
. Твердая частица в
этом случае легко выскабливает размягченную и выдавленную на поверхность
кобальтовую связку, недостаток которой ослабляет соединение твердых карбидных
зерен твердого сплава. Выкрашивание их приводит к лавинообразному развитию
изнашивания инструмента.
3.6. Скорость резания
![]() Многочисленными
исследованиями, проведенными к настоящему времени, установлено, что зависимость
стойкости от скорости резания носит экстремальный характер. При обработке
разных материалов эта зависимость имеет различный вид. Наиболее типичной
является зависимость с двумя максимальными значениями стойкости при разных
скоростях резания. Такая зависимость показана на рис.9.1. Здесь стойкость Т
имеет максимальные значения при скоростях резания и .
Многочисленными
исследованиями, проведенными к настоящему времени, установлено, что зависимость
стойкости от скорости резания носит экстремальный характер. При обработке
разных материалов эта зависимость имеет различный вид. Наиболее типичной
является зависимость с двумя максимальными значениями стойкости при разных
скоростях резания. Такая зависимость показана на рис.9.1. Здесь стойкость Т
имеет максимальные значения при скоростях резания и .
Рис. 9.1. Зависимость стойкости Т режущего
инструмента от скорости резания ![]() в широком диапазоне ее
изменения (
в широком диапазоне ее
изменения (![]() ).
).
Несмотря на богатый экспериментальный опыт
многочисленных стойкостных испытаний, причины такой немонотонной зависимости T=f(![]() ) оставались не вполне ясными в
течение длительного времени.
) оставались не вполне ясными в
течение длительного времени.
В настоящее время существование «переломов» на кривых
зависимости стойкости от скорости резания объясняется изменением природы и
интенсивности преобладающего вида износа. Как было отмечено выше, наиболее
типичной для резания металлов является зависимость с двумя максимумами
стойкости. Эти максимумы стойкости в зависимости от свойств инструментального и
обрабатываемого материалов могут смещаться в сторону больших или меньших
скоростей. Экстремальный характер зависимости T-![]() обусловлен
наличием адгезионного и диффузионного процессов изнашивания и изменением их
интенсивности при изменении скорости и температуры резания. Только эти два вида
изнашивания конкурируют между собой по интенсивности и преобладанию.
Интенсивность других видов изнашивания (абразивно-механического,
электроэррозионного и др.) слабо зависит от температуры и, следовательно от
скорости резания. Поэтому относительный износ
обусловлен
наличием адгезионного и диффузионного процессов изнашивания и изменением их
интенсивности при изменении скорости и температуры резания. Только эти два вида
изнашивания конкурируют между собой по интенсивности и преобладанию.
Интенсивность других видов изнашивания (абразивно-механического,
электроэррозионного и др.) слабо зависит от температуры и, следовательно от
скорости резания. Поэтому относительный износ ![]() ( износ приходящийся на
единицу пути резания) можно представить как сумму адгезионного
( износ приходящийся на
единицу пути резания) можно представить как сумму адгезионного ![]() и
диффузионного
и
диффузионного ![]() изнашивания.
изнашивания.
![]()
При увеличении скорости резания от ![]() температура
в зоне резания возрастет и соотношение твердостей инструментального и
обрабатываемого материалов увеличится настолько, что интенсивность адгезионного
изнашивания, подчиняющегося закону:
температура
в зоне резания возрастет и соотношение твердостей инструментального и
обрабатываемого материалов увеличится настолько, что интенсивность адгезионного
изнашивания, подчиняющегося закону:
резко снизится и относительный износ за счет этого уменьшится, и
будет далее уменьшаться с ростом
скорости до ![]() .
.
Рис. 9.2. Зависимость стойкости режущего инструмента
Т и его относительного износа ![]() от скорости резания.
от скорости резания.
Однако, начиная со скорости ![]() , начинает
проявляться диффузионное изнашивание. При дальнейшем увеличении скорости
резания диффузионный износ интенсифицируется и начиная со скорости
, начинает
проявляться диффузионное изнашивание. При дальнейшем увеличении скорости
резания диффузионный износ интенсифицируется и начиная со скорости ![]() становится преобладающим. Адгезионный
износ уменьшается и не играет существенной роли в интенсивности суммарного
износа. Суммарный износ
становится преобладающим. Адгезионный
износ уменьшается и не играет существенной роли в интенсивности суммарного
износа. Суммарный износ ![]() увеличивается за счет резкого увеличения
интенсивности диффузионного изнашивания. Стойкость режущего инструмента при
этом, естественно, уменьшается. Такой приближенной схемой описывается
немонотонный характер зависимости стойкости режущего инструмента от скорости
резания.
увеличивается за счет резкого увеличения
интенсивности диффузионного изнашивания. Стойкость режущего инструмента при
этом, естественно, уменьшается. Такой приближенной схемой описывается
немонотонный характер зависимости стойкости режущего инструмента от скорости
резания.
Безусловно, эта схема требует дальнейшей проработки и
количественных оценок интенсивности того и другого видов изнашивания. Требуется
количественное сопоставление ![]() в различных диапазонах скоростей
резания, но в настоящее время еще нет для этого необходимых экспериментальных
данных, не хватает еще накопленной, экспериментальной подтвержденной,
достоверной информации. Представленная схема в какой-то мере объясняет причины
немонотонной зависимости стойкости режущего инструмента от скорости резания и
определяет направление дальнейших исследований в этой области.
в различных диапазонах скоростей
резания, но в настоящее время еще нет для этого необходимых экспериментальных
данных, не хватает еще накопленной, экспериментальной подтвержденной,
достоверной информации. Представленная схема в какой-то мере объясняет причины
немонотонной зависимости стойкости режущего инструмента от скорости резания и
определяет направление дальнейших исследований в этой области.
![]()
Основой закон стойкости
Немонотонная зависимость T-![]() наблюдается
при изменении скорости резания в широком диапазоне. Однако, если учесть, что
каждый инструментальный материал предназначен для работы в определенном
диапазоне скоростей резания, свойственных этому материалу, то можно эту
зависимость для ограниченного диапазона скоростей считать и представить
монотонной.
наблюдается
при изменении скорости резания в широком диапазоне. Однако, если учесть, что
каждый инструментальный материал предназначен для работы в определенном
диапазоне скоростей резания, свойственных этому материалу, то можно эту
зависимость для ограниченного диапазона скоростей считать и представить
монотонной.
Действительно, на скоростях, свойственных резанию быстрорежущим инструментом, твердый сплав не используется, из-за низкой эффективности, а на скоростях порядка сотен метров, свойственных резанию твердосплавным инструментом, быстрорежущие инструменты не применяются из-за недостаточной температуры красностойкости быстрорежущих сталей. На таких скоростях быстрорежущие инструменты работать не могут.
Таким образом, в ограниченном диапазоне скоростей резания зависимость стойкости режущего инструмента от скорости резания является монотонной, графически выражающейся прямой линией в логарифмических координатах.
Рис.10.1. Зависимость стойкости режущего инструмента от скорости резания.
Такая зависимость представлена на рис.10.1. Здесь видно, что при приятых значениях скорости резания v1, v2, v3 соответствующие им значения стойкости режущего инструмента будут Т1, Т2, Т3. Эта зависимость стойкости режущего инструмента от скорости резания может быть представлена выражением
где: v – скорость резания (м/мин), соответствующая стойкости
режущего инструмента Т;
Т – стойкость режущего инструмента, мин;
С – константа, зависящая от свойств обрабатываемого материала;
m – показатель относительной стойкости.
Величина показателя относительной стойкости
изменяется в узких пределах (![]() от 0,15 до 0,35) в зависимости от свойств
инструментального материала и вида обработки.
от 0,15 до 0,35) в зависимости от свойств
инструментального материала и вида обработки.
Представленная выше зависимость
![]() ;
;
называется основным законом стойкости. Эта зависимость является основной частью, а лучше сказать – основой, всех эмпирических формул, по которым производится расч¨т скорости резания для всех видов механической обработки металлов резанием. Оптимальной скоростью резания называется скорость, которая обеспечивает максимальную производительность при наименьшей стоимости обработки.
Формулы, по которым производится расч¨т этой оптимальной скорости резания для разных видов обработки резанием имеют различный вид, поскольку в них кроме основного закона стойкости входят остальные (кроме скорости резания) элементы режима резания и другие показатели, характерные для данного вида обработки. В качестве примеров ниже приведены формулы для разных видов механической обработки резанием.
Точение:
![]() ;
;
Здесь в формулу введены глубина резания t, подача s и коэффициент Kv, учитывающий конкретные условия резания.

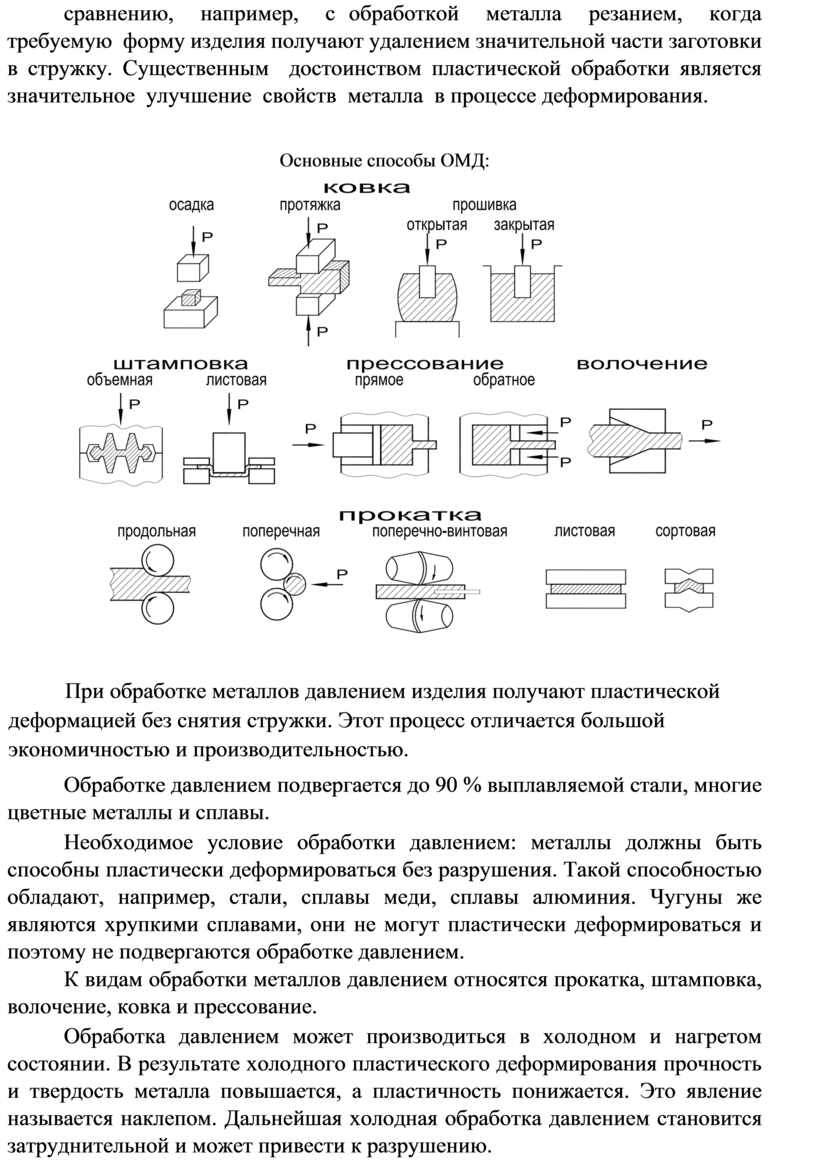

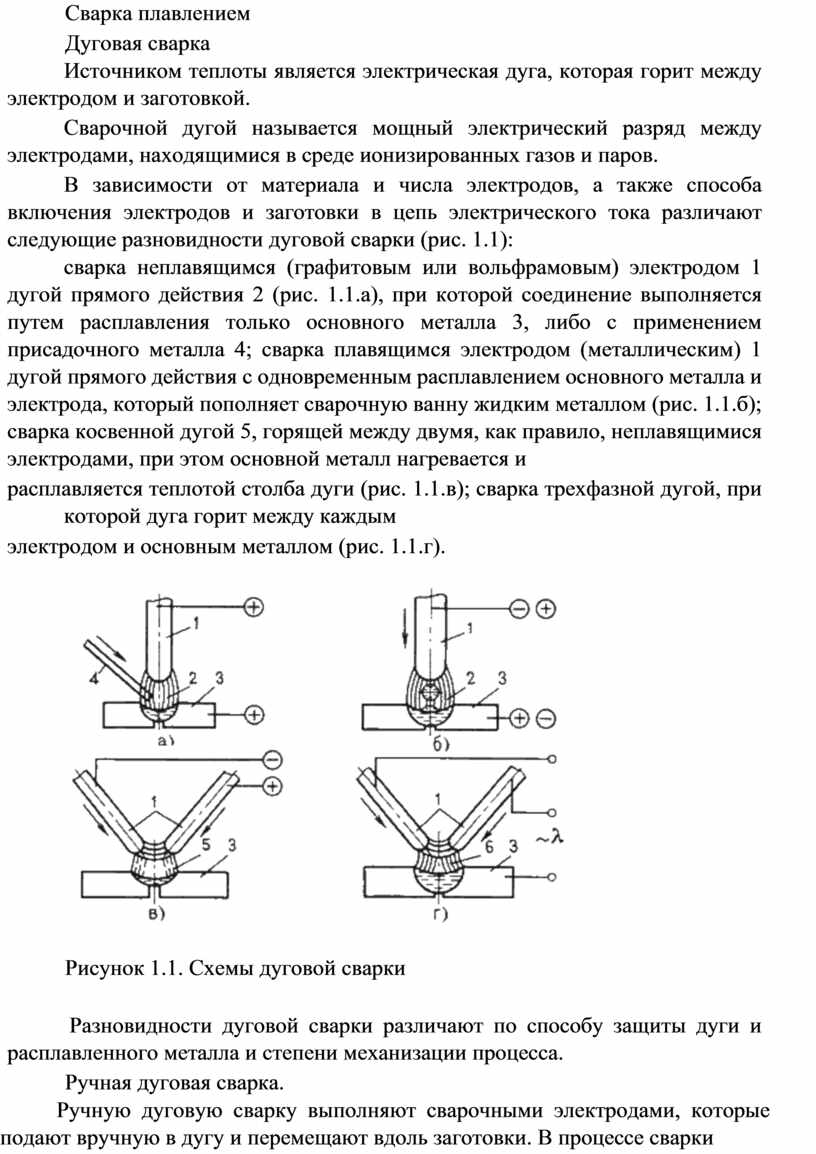
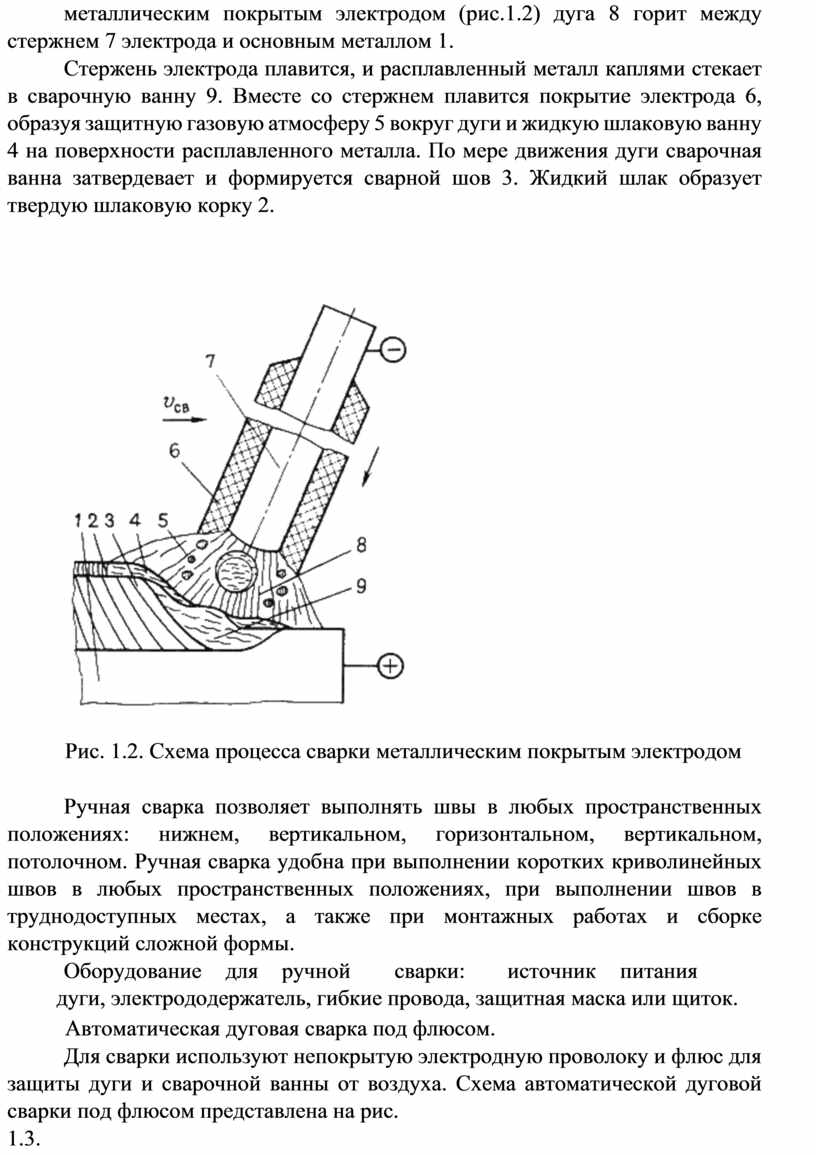
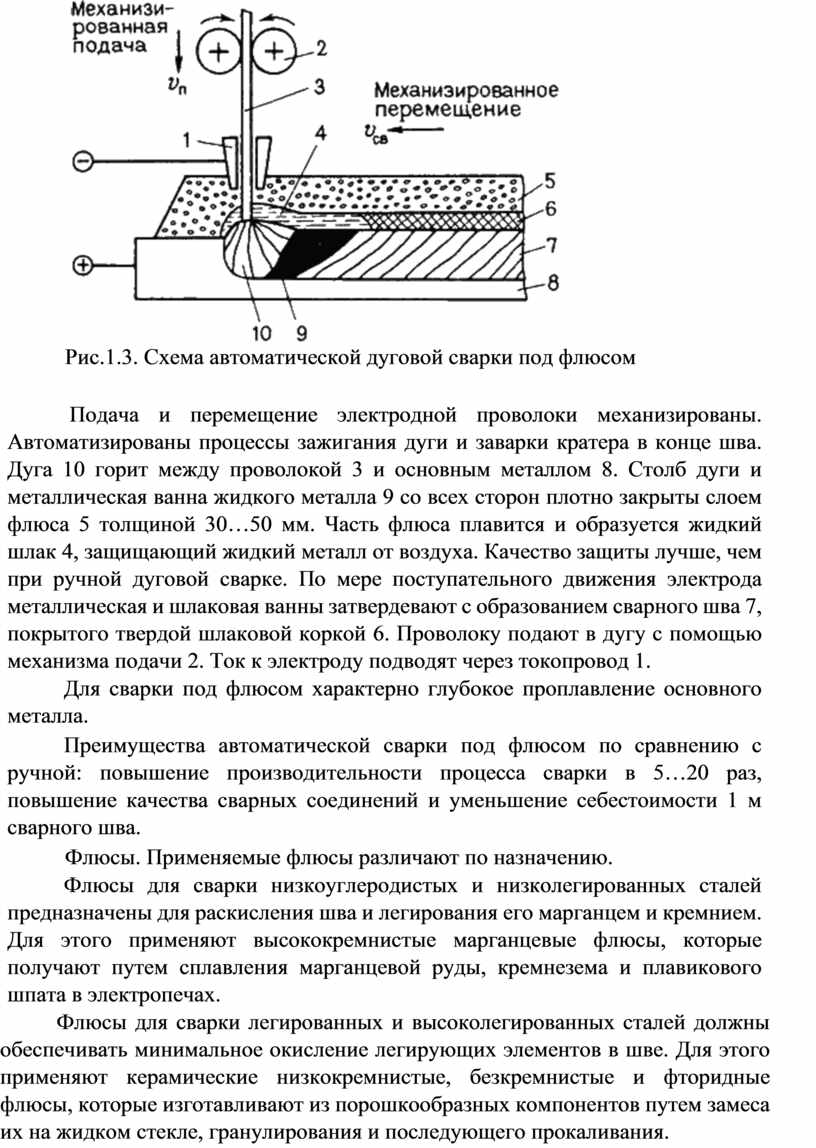
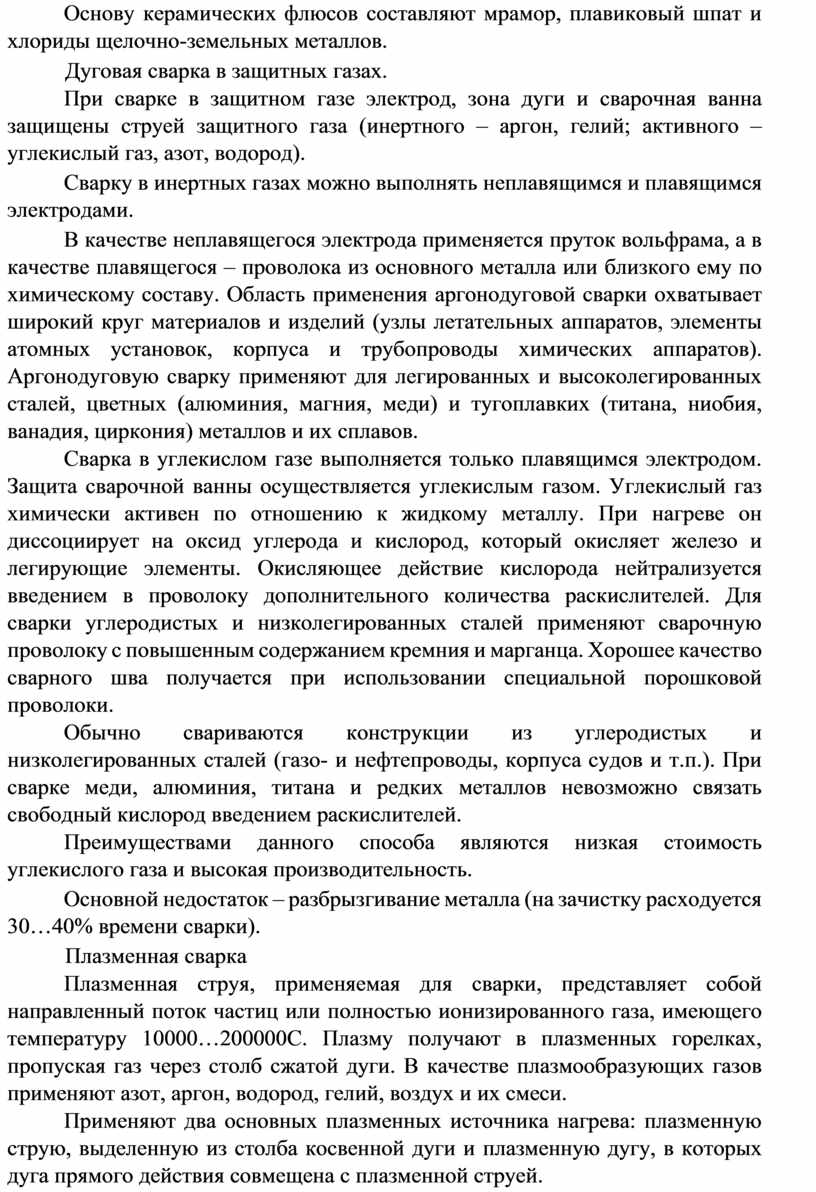
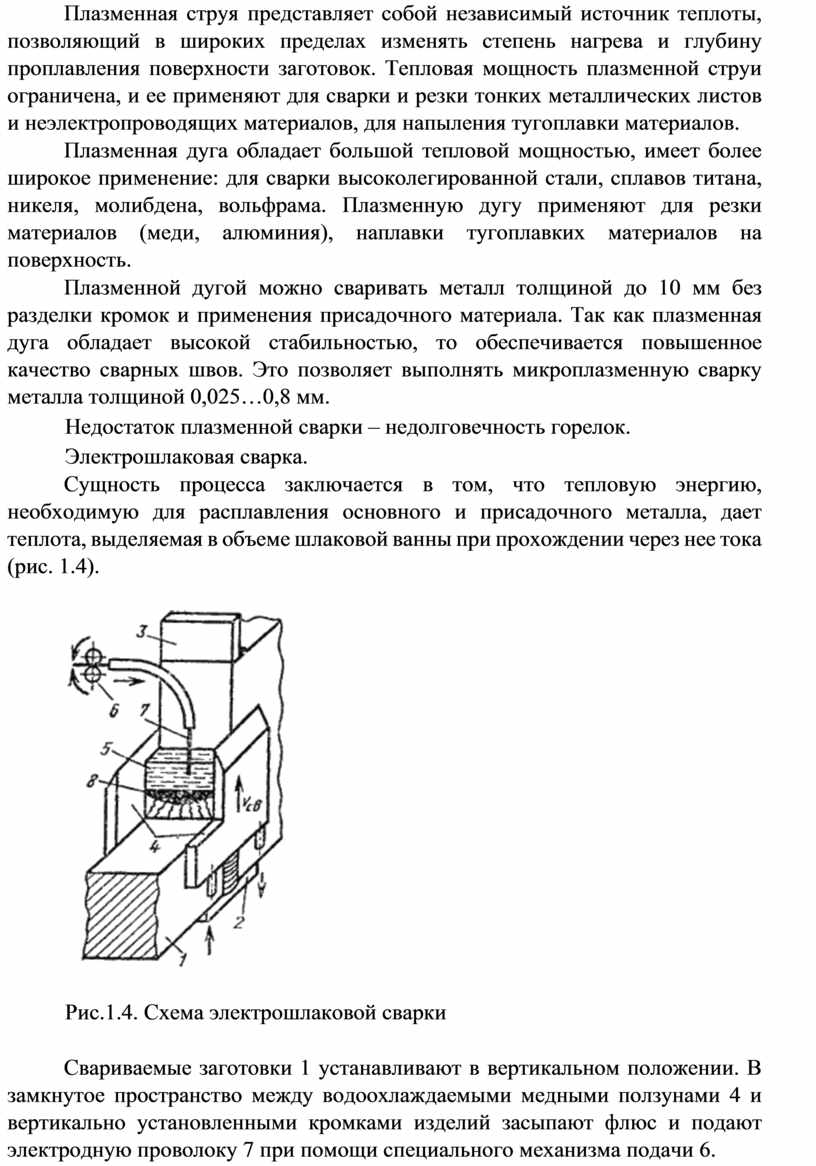
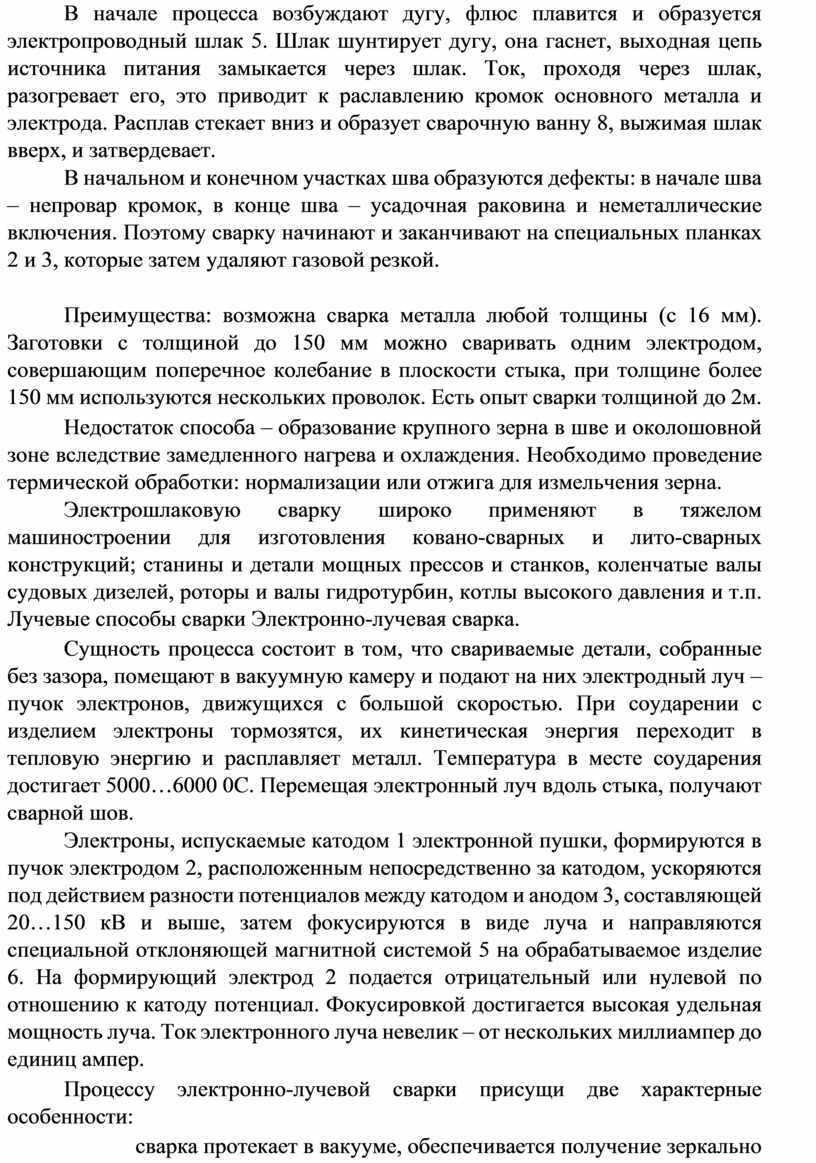
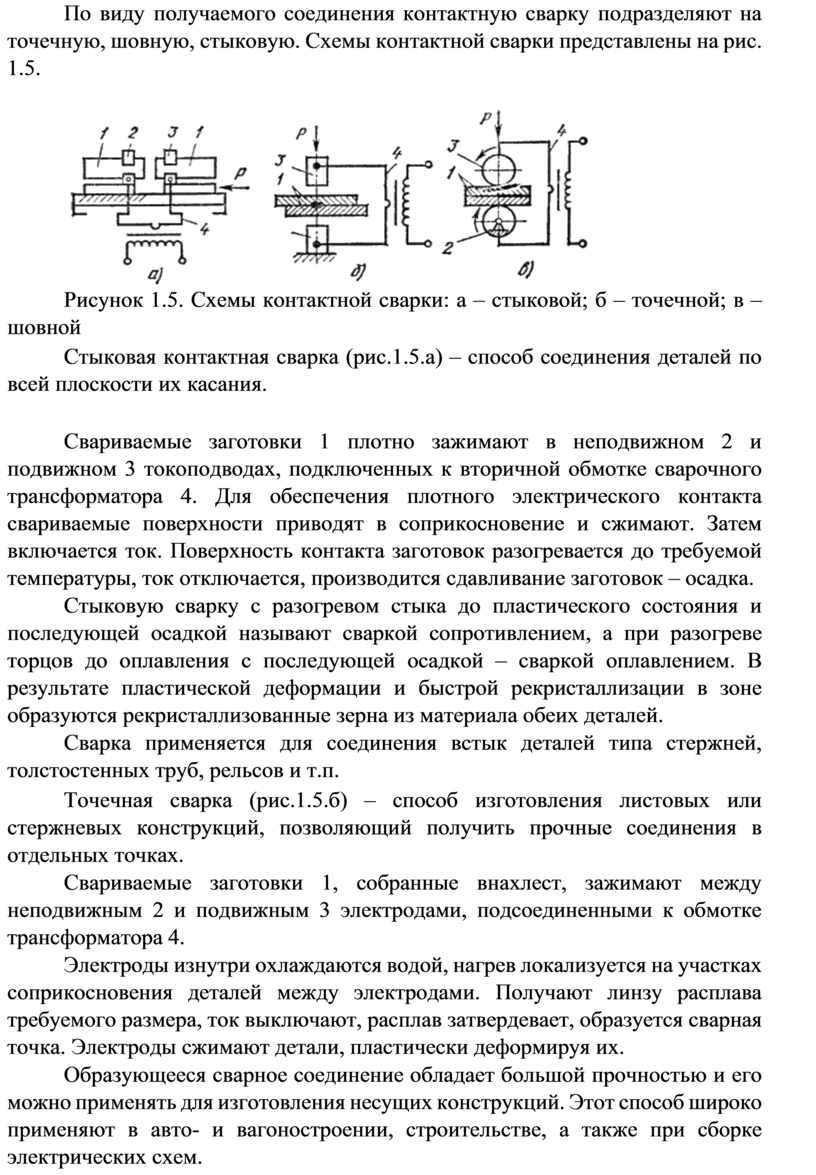
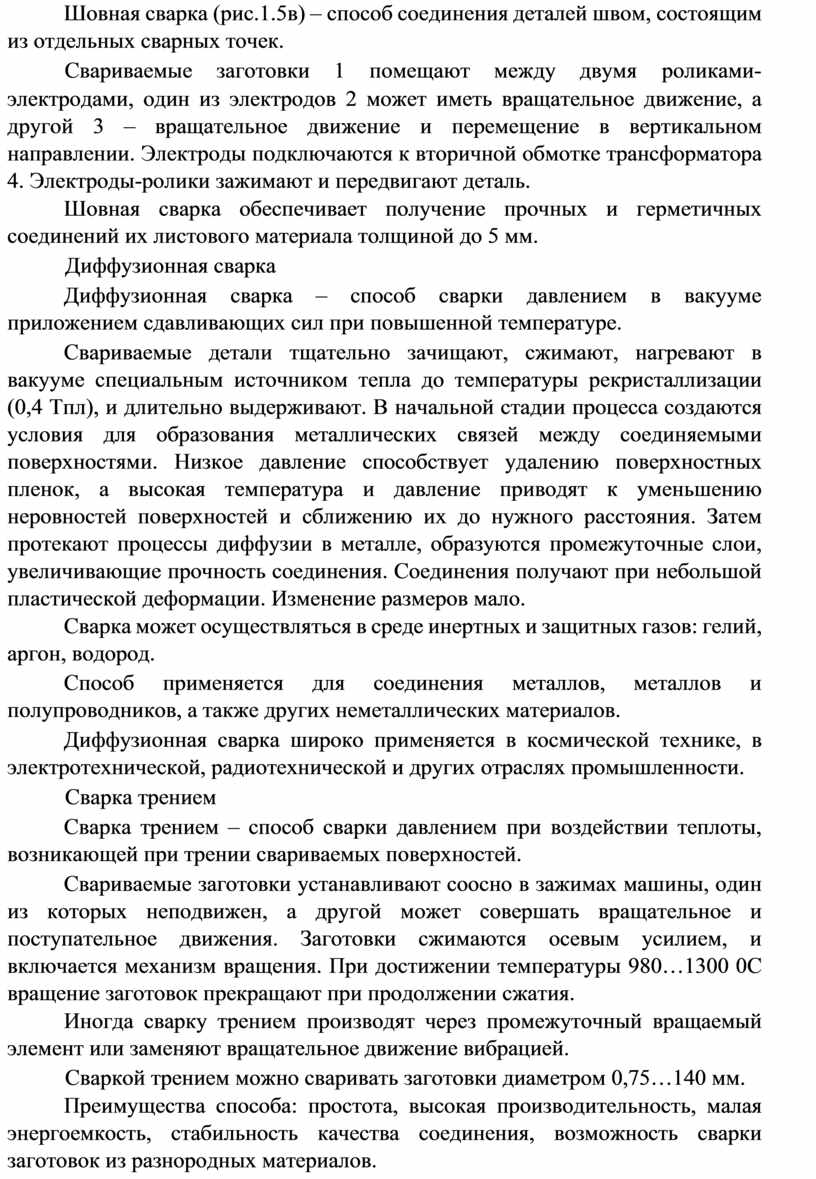
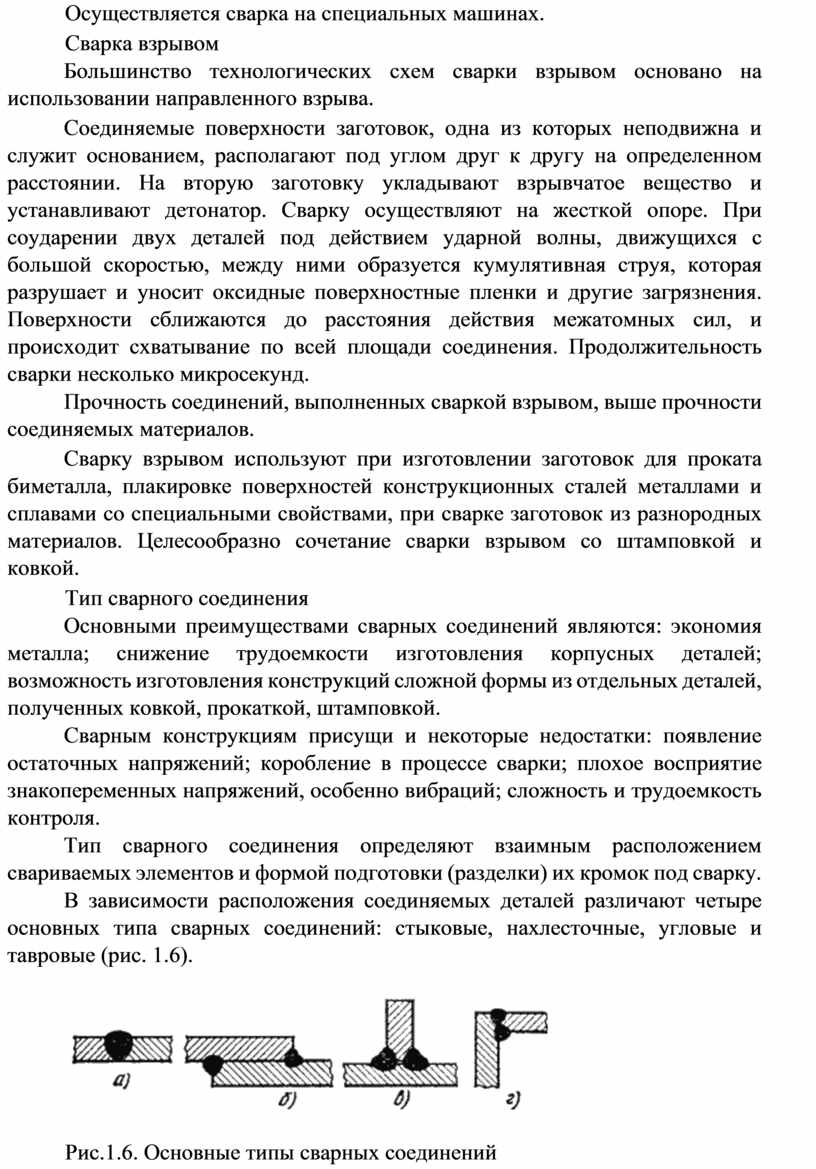

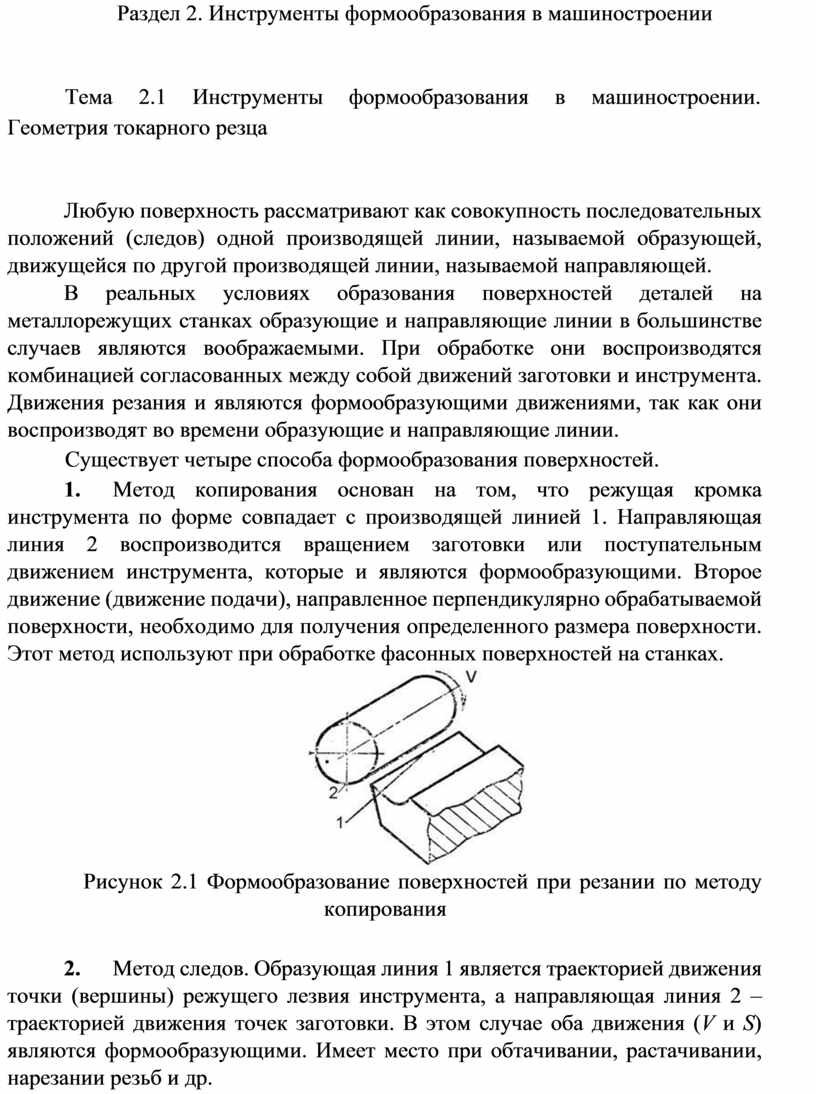
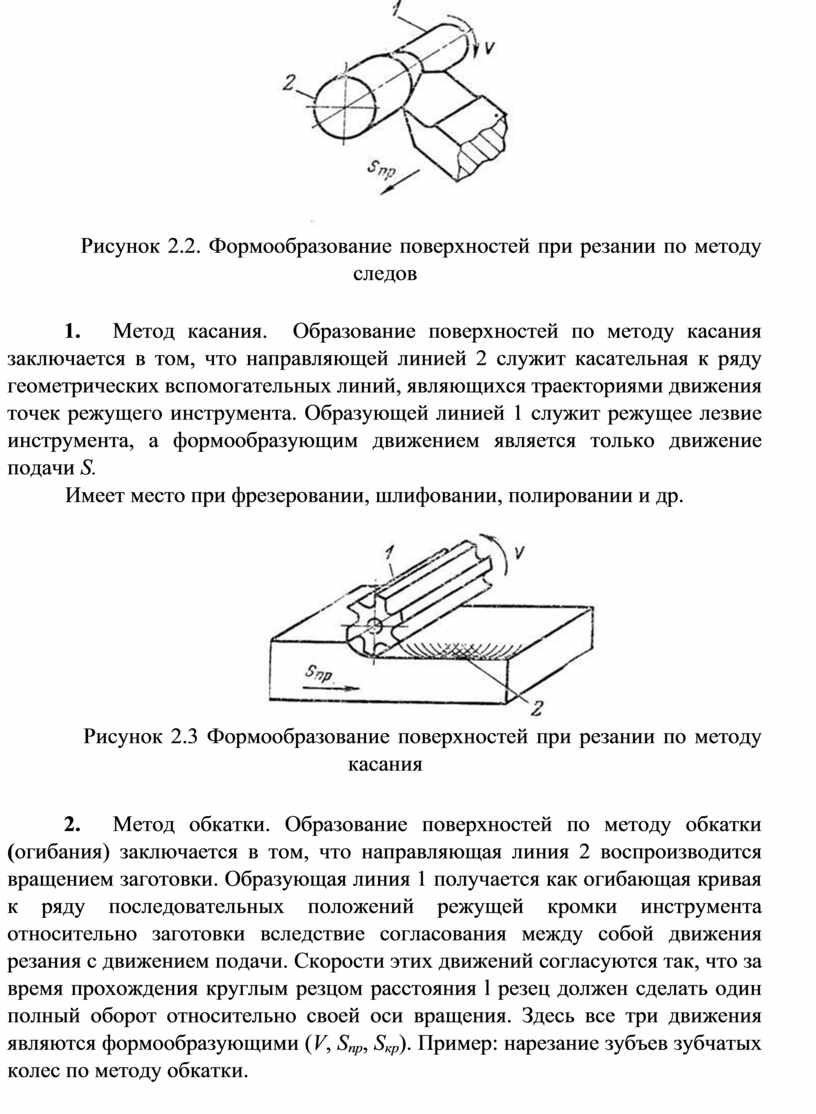
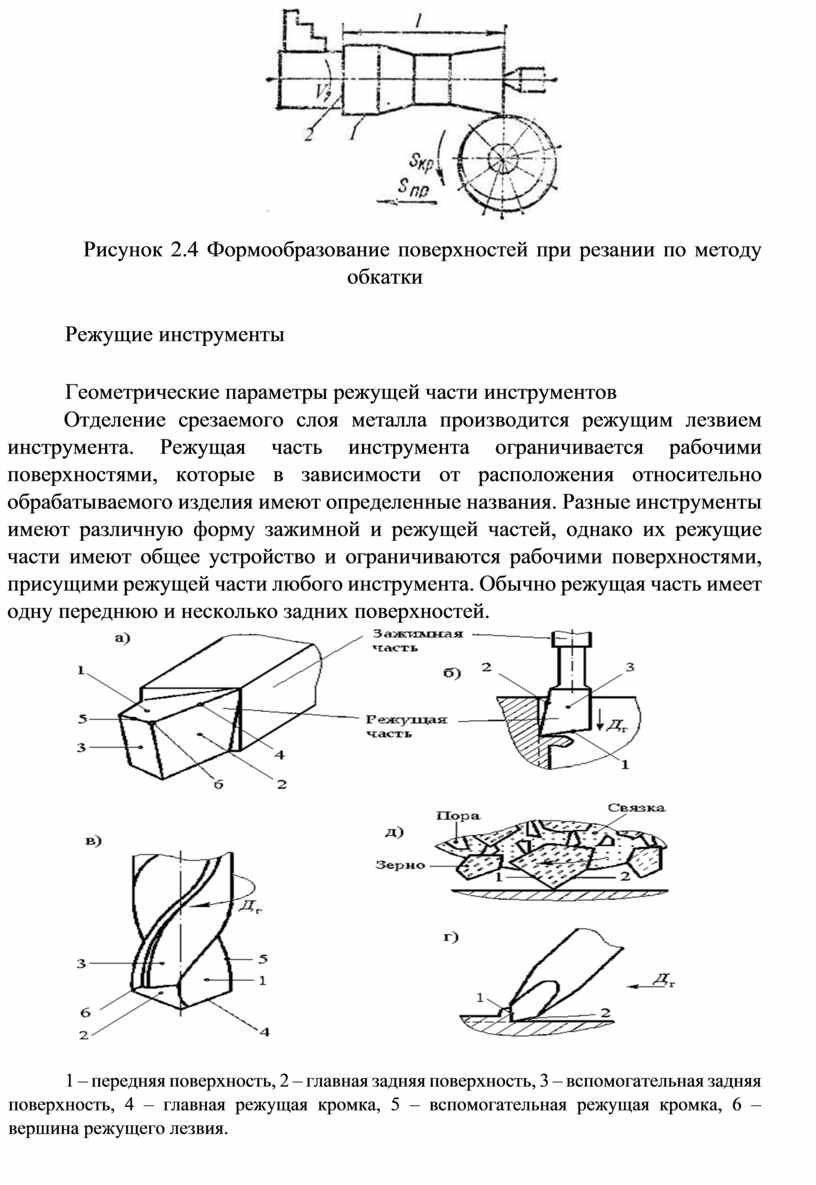
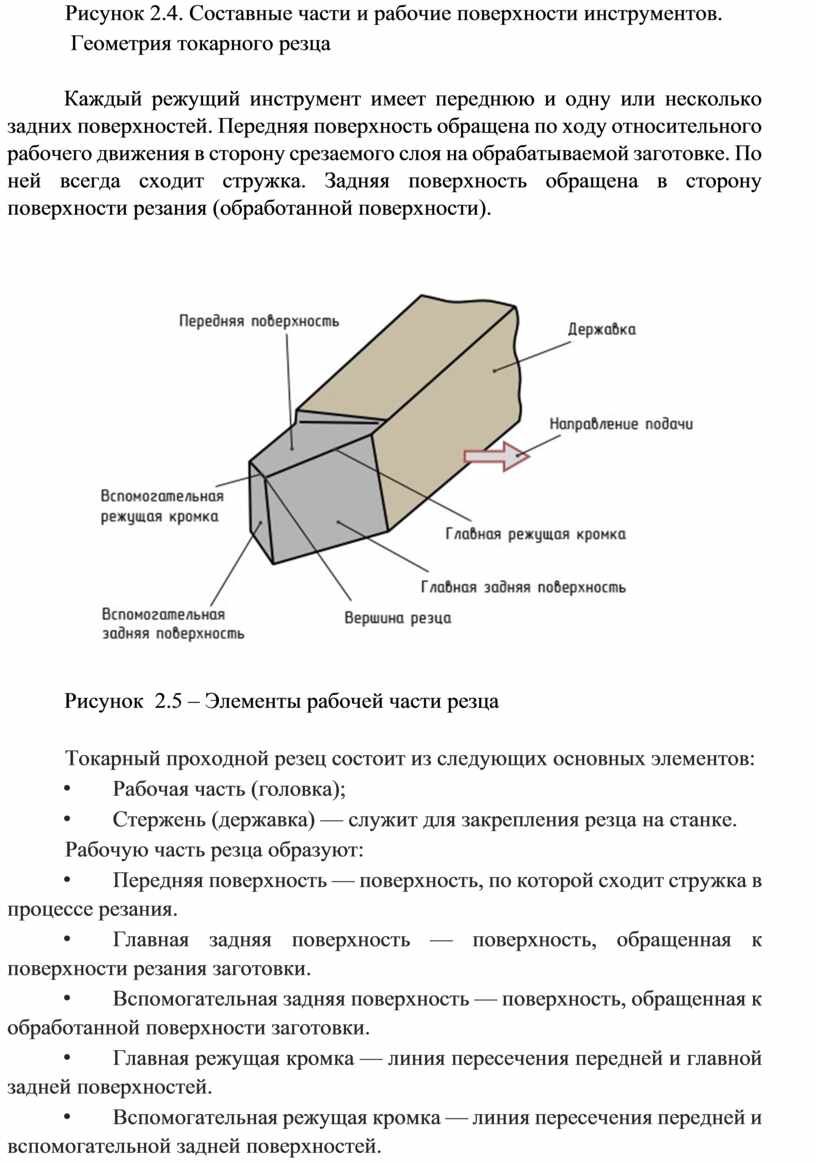
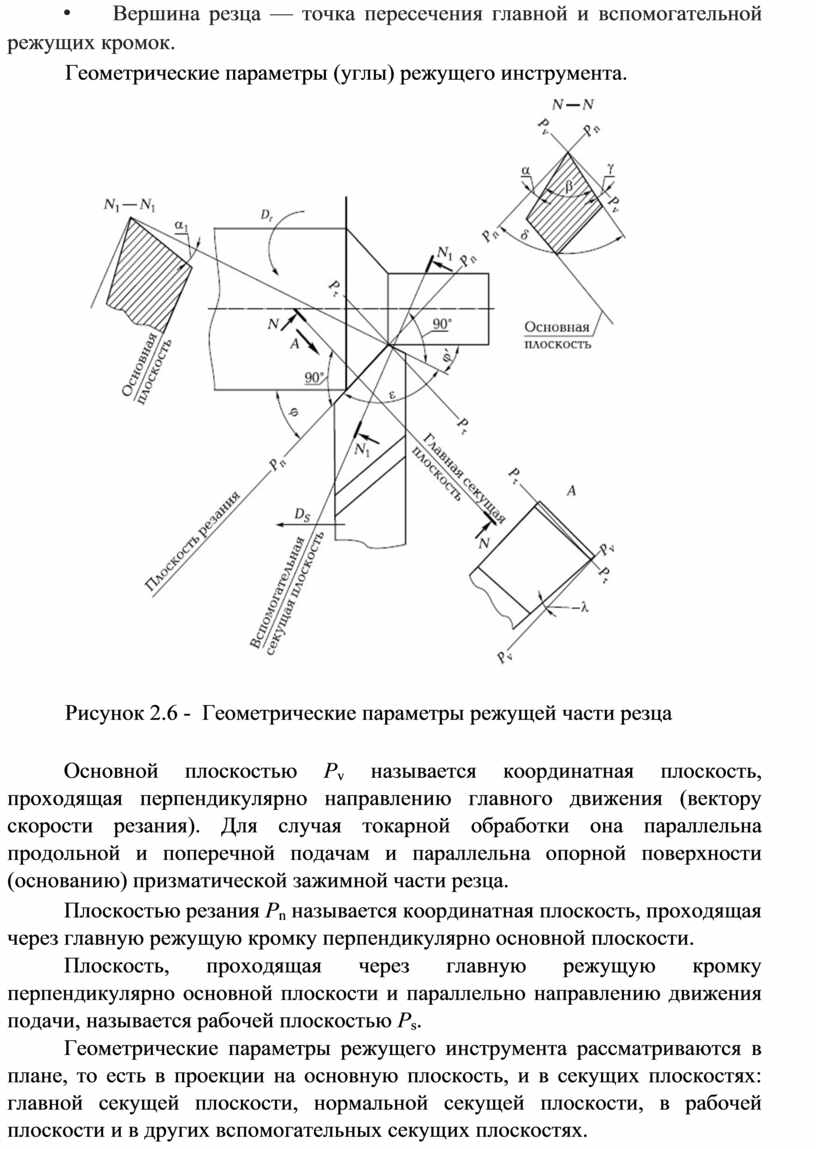

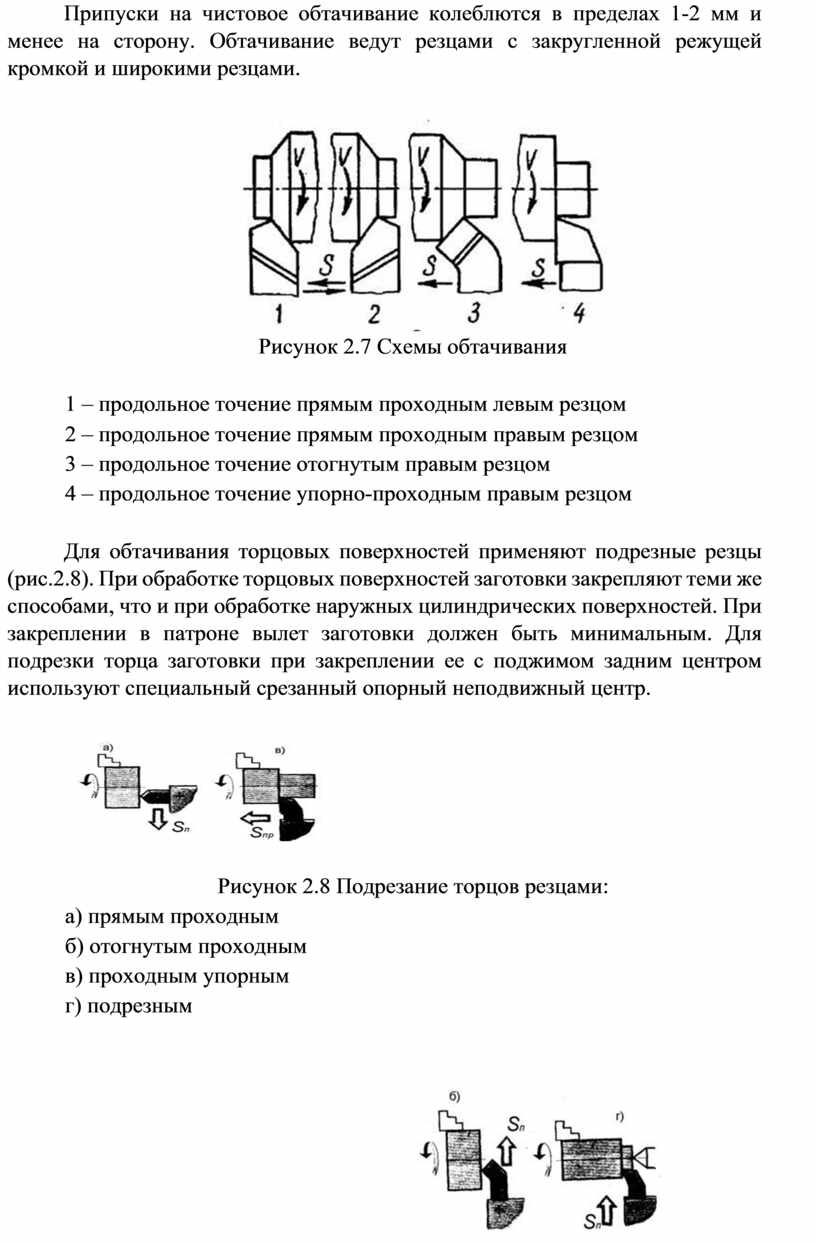
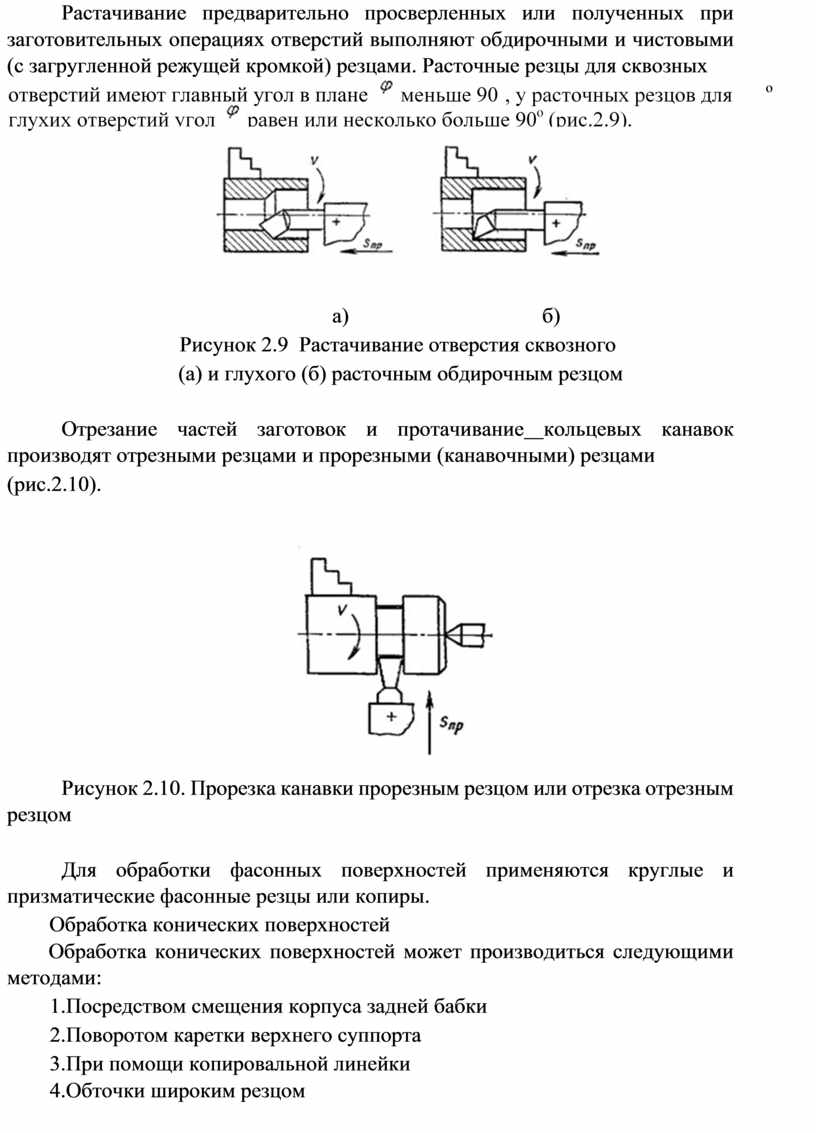
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.