ГОСУДАРСТВЕННОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«ЕНАКИЕВСКИЙ ПРОФЕССИОНАЛЬНЫЙ ГОРНЫЙ ЛИЦЕЙ»
Учебная практика
ПМ.01 Подготовительносварочные
работы
Требования предъявляемые к прихваткам
следует отнестись к
Очень внимательно
электродам, с помощью которых выполняются
прихватки.
Эти электроды должны быть той же марки, что
и электроды, которые в дальнейшем будут
применяться для сварочных работ.
Если дальнейшая сварка будет производиться с
помощью сварочной проволоки автоматическим
методом, то тип выбранного для прихваток
электрода должен полностью соответствовать типу
проволоки.
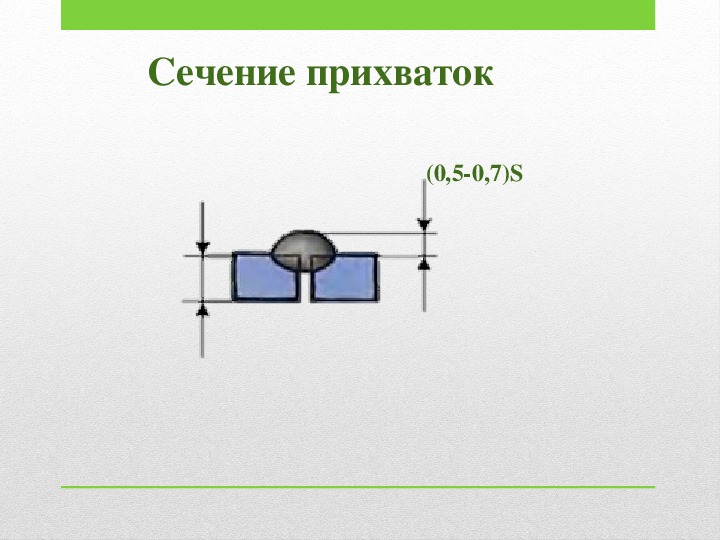
Длина прихваток не должна превышать 20
мм, а их толщина должна быть вполовину
меньше толщины будущего сварного шва.
Большое значение в данной операции имеет и
сварной ток. Необходимо правильно выбрать его
значение, исходя из значения сварного тока при
дальнейшей сварке конструкции. Прихватки
должны обеспечить надежный и полный провар
тех мест, в которых они накладываются, поэтому
и сварочный ток здесь выбирается примерно на
20% выше, чем сварочный ток при дальнейшей
сварке.
того,
прихватки
не
и
внутреннее
напряжение
Расположение прихваток выбирается, исходя из того, в
каких местах сварного узла или конструкции ожидается
наибольшее
возможна
деформация – именно в этих местах должны размещаться
прихватки. Кроме
должны
располагаться в местах пересечения сварных швов. Если в
дальнейшем предполагается автоматическая сварка, то
прихватки следует расположить с противоположной
первому проходу стороны. Правда, иногда по техническим
условиям требуется, чтобы прихватки накладывались как
раз со стороны первого прохода – в этом случае при
дальнейшей сварке необходимо учитывать наличие
прихваток.
Особое внимание перед тем, как начинать
основную сварку, следует уделять внешнему виду
прихваток – их необходимо полностью очистить
от шлаков и застывших брызг металла, то есть,
место, где расположены прихватки, должно быть
по возможности максимально ровным. А те
прихватки, которые имеют какието внешние
дефекты – например, трещины или крупные
шлаковые включения, должны быть удалены
механическим способом.
Сечение прихваток
(0,50,7)S
Протяженность прихваток и
расстояние между ними.
(36)S
(2040)S
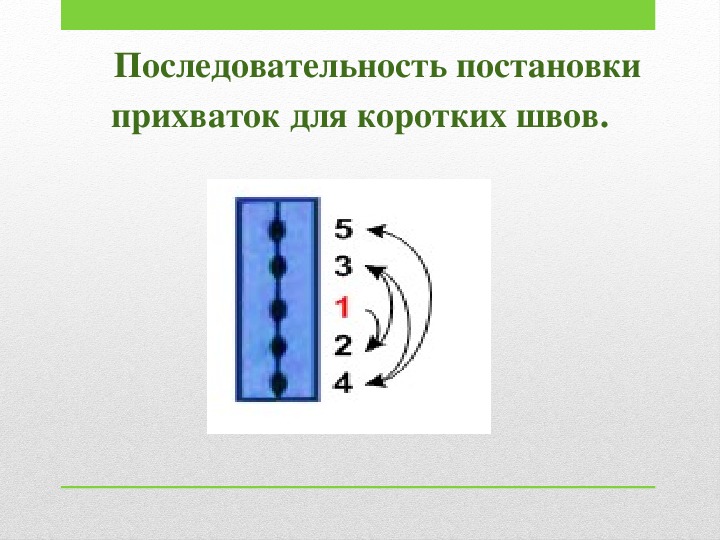
Последовательность постановки
прихваток для коротких швов.
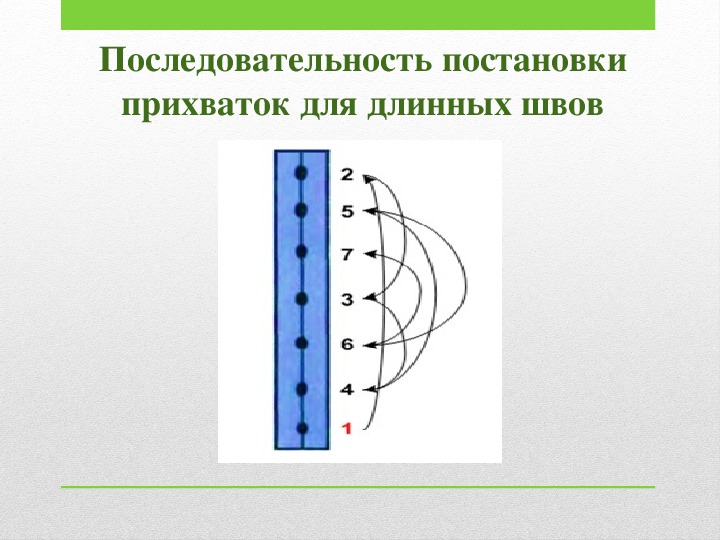
Последовательность постановки
прихваток для длинных швов
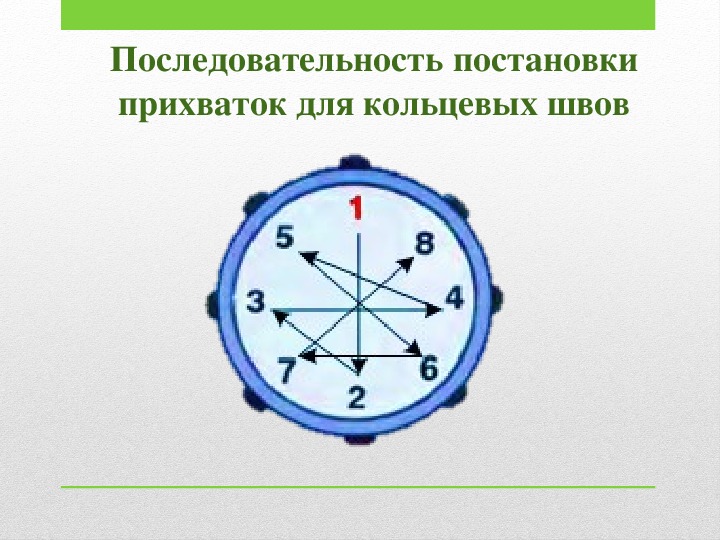
Последовательность постановки
прихваток для кольцевых швов