Задание
для проведения административного контроля
по второму разделу
Выполнение дуговой наплавки деталей, узлов и инструмента
МДК 03.02 «Технология дуговой наплавки деталей»
ПМ.03 «Наплавка дефектов деталей и узлов машин, механизмов конструкций
и отливок под механическую обработку и пробное давление»
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы).
Бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
Задание
для проведения административного контроля
по второму разделу
Выполнение дуговой наплавки деталей, узлов и инструмента
МДК 03.02 «Технология дуговой наплавки деталей»
ПМ.03 «Наплавка дефектов деталей и узлов машин, механизмов конструкций
и отливок под механическую обработку и пробное давление»
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы).
Седельниково 2014
1Задание для административного контроля по МДК 03.02
«Технология дуговой наплавки деталей».
Вопросы:
1. Что называется наплавкой?
2. Какие виды материалов применяются для наплавки?
3. Технология дуговой наплавки.
Эталон ответа:
1. Что называется наплавкой?
Наплавкой называется процесс нанесения слоя расплавленного металла (называемого
присадочным) на поверхность основного металла, который расплавляется на небольшую
глубину. Наплавкой на изделии может быть образован поверхностный слой (или слои) с
особыми
жаростойкость,
кислотостойкость и т. д.).
антифрикционность,
свойствами
(износостойкость,
Наплавка широко применяется в ремонтном деле для восстановления изношенных деталей:
используется она при изготовлении новых деталей.
На производстве применяются самые разные виды наплавки — дуговая, плазменнодуговая,
импульснодуговая, вибродуговая, индукционная, электрошлаковая, газовая. Наибольшее
распространение получила электродуговая наплавка.
В отличие от сварки в процессе наплавки участвует сравнительно небольшое количество
основного металла, так как глубина проплавления также небольшая. Вследствие этого
внутренние напряжения и деформации деталей, склонность к образованию трещин
незначительны.
Чтобы получить заданные свойства наплавленного слоя, в его состав вводят
соответствующие легирующие элементы. При этом используются различные способы легиро
вания:
—введение в сварочную ванну металлических добавок;
—взаимодействие металла и шлака;
— поглощение элементов из окружающей газовой среды. Чаще всего применяется первый
способ легирования,
как наиболее надежный.
Одна из важнейших задач при наплавке — получение однородного химического состава
наплавленного металла, а следовательно, одинаковых его свойств на всей поверхности
наплавляемого изделия.
.22. Какие виды материалов применяются для наплавки?
При наплавке используются различные материалы: проволока наплавочная и порошковая,
электроды, флюсы и т. д.
Наплавочная проволока
Для наплавки выпускается специальная стальная наплавочная проволока диаметром от 0,3
до 8 мм тридцати марок:
— девять марок углеродистой проволоки — НП25; НП30; НП35; НП40; НП45; НП
50; НП65; НП80; НП85;
— одиннадцать марок легированной проволоки — НП40Г; НП50Г; НП65Г; НП30ХГСА;
НП30Х5; НП40ХЗГ2МФ; НП40Х2Г2М; НП50ХНМ; НП50ХФА; НП50Х6ФМС; НП
105Х;
—десять марок легированной проволоки — НП20Х14; НП30Х13; НП30Х10Г10Т; НП
40Х13; НП45Х4ВЗФ; НП45Х2В8Т; НП60ХЗВ1Ф; НПГВ; НПХ15Н60; НПХ20Н80Т.
Наплавочная проволока подбирается в зависимости от назначения и требуемых свойств
металла наплавки. Одно из главных требований — твердость металла наплавки.
Максимальная твердость может быть получена при использовании высоколегированной
проволоки марки НП40Х13 (твердость по шкале HRC — 4552), минимальная — при
использовании углеродистой проволоки марки НП25 (HRC 40).Наплавка проволокой
производится покрытыми электродами вручную, под флюсом на автоматах и т. д.
Покрытые электроды
По ГОСТ 1005175 предусматривается 44 типа покрытых электродов, которые могут быть
использованы для наплавки. Достигаемая твердость наплавленного слоя от 28 до 66 HRC.
Флюсы
Для наплавки применяются те же флюсы, что и для сварки. Наибольшее распространение
получили плавленые флюсы марок АН348А, АН60, АН20, АН25, АН18, ОСЦ45 и т. п.
Флюсы выбираются в зависимости от свойств металла и других условий.
При наплавке используются и керамические флюсы — АНК18, АНК19 и т. д.
Прутки для наплавки
При наплавке газокислородным пламенем или в защитной среде аргона применяются литые
прутки диаметром 6—8 мм и длиной до 400 мм. Химический состав тонких прутков приведен
в табл. 58.
Литые прутки используются также при изготовлении покрытых электродов для ручной
дуговой наплавки. Так, например, прутки марки ВЗК идут на изготовление электродов ЦН2,
применяемых для наплавки арматуры котлов высоких параметров.
Порошковая проволока
При наплавке применяется также порошковая проволока. Выпускается много различных
марок, например, ППАН105 для наплавки высокомарганцовистых сталей, ППАН120, ПП
АН121 — для наплавки под флюсом различных деталей из углеродистых сталей.
.33. Технология дуговой наплавки.
.4При выполнении дуговой наплавки должны обеспечиваться высокая производительность и хорошее
качество наплавленного слоя.
Под производительностью наплавки понимается количество наплавляемого металла за единицу
времени. Этот показатель зависит от способа выполнения наплавки.
Так, например, при выполнении автоматической наплавки электродом большого сечения
производительность достигает 150 кг/ч, при автоматической наплавке под флюсом — 2—15 кг/ч,
при электрошлаковой — 20— 60 кг/ч, при ручной наплавке покрытыми электродами — 0,83,0
кг/ч.
При наплавке плоских поверхностей рекомендуется применение широких валиков, то есть
процесс ведется с колебательным движением электродов.
Другой способ — укладка узких валиков на некотором расстоянии один от другого. При этом
шлак удаляют после наложения нескольких валиков. После этого валики наплавляются и в
промежутках.
При наплавке зернистых порошков используются угольный электрод и постоянный ток прямой
полярности или переменный ток с осциллятором.
Рабочая поверхность перед наплавкой очищается от масла, ржавчины и других загрязнений.
Затем на поверхность заготовки насыпают тонкий слой прокаленной буры (0,20,3 мм толщиной) и
слой порошкового сплава высотой 2—7 мм и шириной 30—40 мм. Этот слой разравнивают и слегка
уплотняют специальной гладилкой.
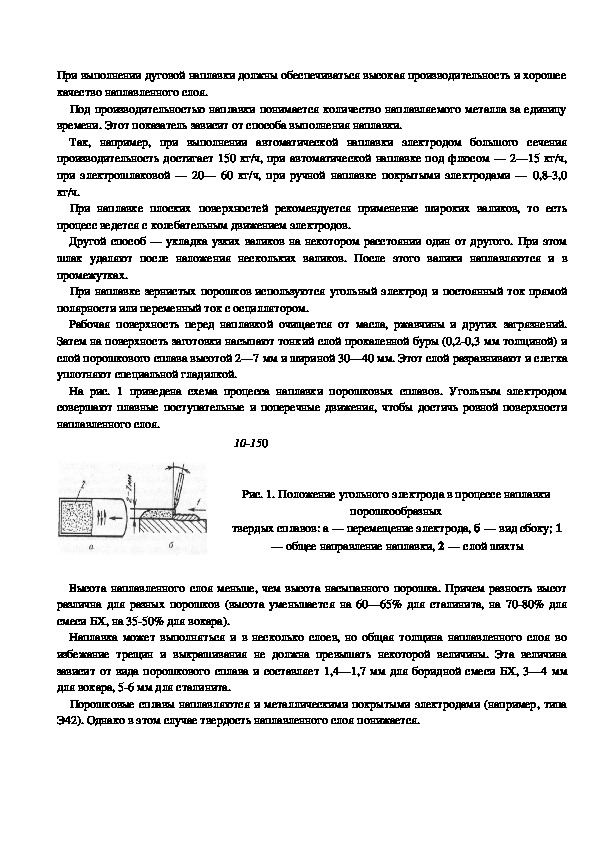
На рис. 1 приведена схема процесса наплавки порошковых сплавов. Угольным электродом
совершают плавные поступательные и поперечные движения, чтобы достичь ровной поверхности
наплавленного слоя.
10150
Рис. 1. Положение угольного электрода в процессе наплавки
порошкообразных
твердых сплавов: а — перемещение электрода, б — вид сбоку; 1
— общее направление наплавки, 2 — слой шихты
Высота наплавленного слоя меньше, чем высота насыпанного порошка. Причем разность высот
различна для разных порошков (высота уменьшается на 60—65% для сталинита, на 7080% для
смеси БХ, на 3550% для вокара).
Наплавка может выполняться и в несколько слоев, но общая толщина наплавленного слоя во
избежание трещин и выкрашивания не должна превышать некоторой величины. Эта величина
зависит от вида порошкового сплава и составляет 1,4—1,7 мм для боридной смеси БХ, 3—4 мм
для вокара, 56 мм для сталинита.
Порошковые сплавы наплавляются и металлическими покрытыми электродами (например, типа
Э42). Однако в этом случае твердость наплавленного слоя понижается.Составил преподаватель спец.предметов Баранов В.И.