Актуальность данной работы обусловлена высокой популярностью и востребованностью ландшафтного дизайна. Преимущество решетчатых металлических ограждений в том, что они вписываются в облик современной городской территории, выглядят эстетично и не препятствуют обзору, отличающиеся высокой прочностью, долговечностью, а также небольшим весом и огромным разнообразием возможных вариантов.
Цель работы: описание разработки технологического процесса сварки секции декоративного ограждения
Задачи:
- изучить литературу, необходимую для выполнения данной работы;
- дать оценку современного состояния решаемой проблемы, основные и исходные данные для разработки письменной экзаменационной работы;
- представить анализ сварной конструкции, подлежащей к изготовлению;
- разработать требования, предъявляемые к сварной конструкции: материал, его обработка, виды сварочных материалов, способы контроля изделия, его сварных швов и испытание конструкции;
- разработать технологический процесс с расчетами режимов ручной дуговой сварки плавящимся электродом;
- представить расчет расхода материалов и расчета норм времени на сварочные работы;Металлические ограждения можно условно разделить на несколько типов защитных сооружений, которые, впрочем, не имеют четкого деления и отличаются только стилевыми элементами
Введение
м
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
Сваркой называется процесс получения неразъемного соединения материалов
и
с
ь
П
о
д
п
путем местного нагрева свариваемых кромок деталей пластического или
расплавленного состояния. Сварка может быть выполнена с применением или
т
а
Д
а
без применения механического сжатия свариваемых деталей. Прочность
сварного соединения обеспечивается атомными или молекулярными связями.
Важное значение имеет при этом взаимная диффузия атомов свариваемых
материалов. Современная сварочная техника располагает большим
разнообразием способов сварки. Наибольшее распространение получила
электрическая дуговая сварка, при которой местный нагрев свариваемых
т
с
т
л
и
с
кромок осуществляется теплом электрической дуги.
Большое влияние на технологичность сварной конструкции оказывает
свариваемость стали, которая обеспечивает высокое качество сварного
соединения. Это предъявляет повышенные требования к квалификации
специалистов в области сварки, так как именно они непосредственно
осваивают новые способы сварки. Сварные конструкции в зависимости от
назначения разделяются на машиностроительные и технологические.
Создание типового технологического процесса конструкции можно
классифицировать:
по конструктивной форме сварного изделия;
по особенностям эксплуатационных нагрузок.
Основным видом сварки является дуговая сварка, при помощи которой
создаются основные сварочные конструкции. К таким сварочным
конструкциям относятся всевозможные решетчатые изделия.
При проектировании технологического процесса изготовления
руководствовался следующими
секции декоративного ограждения
положениями:м
.
И
з
с
т
Л
и
1.
Правильный выбор сварочного оборудования, материалов (марки
№
д
о
к
у
м
.
стали, электродов), инструментов.
и
с
ь
П
о
д
п
2.
Обеспечение прочности при минимальных затратах металла, что в
т
а
Д
а
приблизительной мере обеспечивает экономичность.
3.
Используя схему конструкции, применять экономичные профили
проката.
Актуальность данной работы обусловлена высокой популярностью и
востребованностью ландшафтного дизайна. Преимущество решетчатых
металлических заборов в том, что они вписываются в облик современной
городской территории, выглядят эстетично и не препятствуют обзору.
т
с
т
л
и
с
Цель работы: описание разработки технологического процесса сварки
секции декоративного ограждения
Задачи:
изучить литературу, необходимую для выполнения данной работы;
дать оценку современного состояния решаемой проблемы, основные и
исходные данные для разработки письменной экзаменационной работы;
представить анализ сварной конструкции, подлежащей к изготовлению;
разработать требования, предъявляемые к сварной конструкции:
материал, его обработка, виды сварочных материалов, способы контроля
изделия, его сварных швов и испытание конструкции;
разработать технологический процесс с расчетами режимов ручной
дуговой сварки плавящимся электродом;
представить расчет расхода материалов и расчета норм времени на
сварочные работы;
разработать мероприятия по техники безопасности при изготовлении
сварной конструкции при соблюдении правил электробезопасности и
пожарной безопасности.
\1 Основная часть
м
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
1.1 Назначение и конструктивные особенности изделия
и
с
ь
П
о
д
п
т
а
Д
а
Существует различное множество видов секционных декоративных
– это одна из
ограждений.
разновидностей классического забора, устанавливаемое на придомовых
Секции декоративного ограждения
являются декоративным
территориях. Декоративных ограждений
элементом ландшафта, подчеркивая очарование романтического парка
или загородного сада. Благодаря наличию газонного ограждения,
территория упорядочивается, приобретая более аккуратный вид.
т
с
т
л
и
с
Отличие таких решеток от большого числа заборов состоит в
назначении, а именно – защита зелёной территории от постороннего
вмешательства (люди, автомобили), но и вместе с тем сохранение некой
"незаметности" для подчеркивания красоты газона или просто ухоженной
площадки. В связи с этим, подобные ограждения изготавливаются
небольшой высоты и не нагружаются большим числом элементов дизайна,
не загромождая забор лишним "весом".
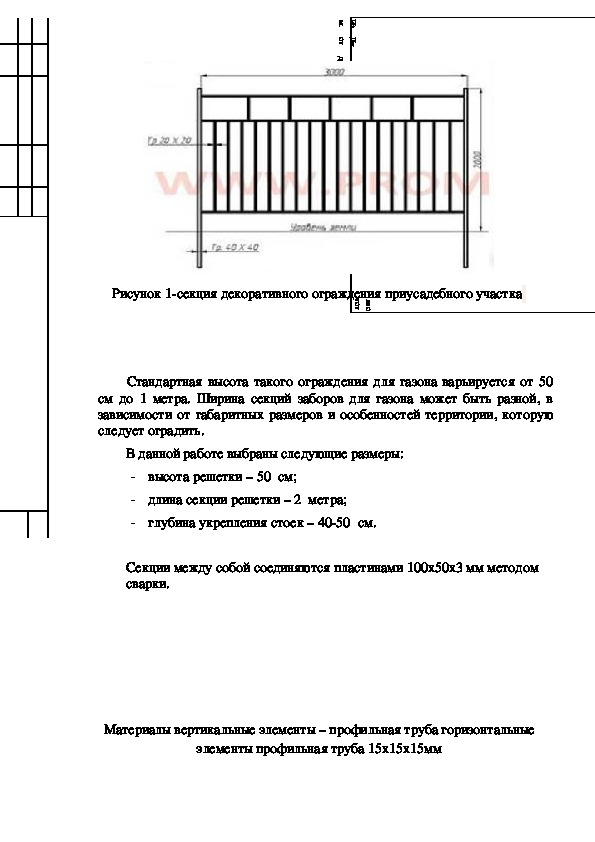
Металлические ограждения можно условно разделить на несколько типов
защитных сооружений, которые, впрочем, не имеют четкого деления и
отличаются только стилевыми элементами рисунок 1м
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
и
с
ь
П
о
д
п
т
а
Д
а
Рисунок 1секция декоративного ограждения приусадебного участка
т
с
т
л
и
с
Стандартная высота такого ограждения для газона варьируется от 50
см до 1 метра. Ширина секций заборов для газона может быть разной, в
зависимости от габаритных размеров и особенностей территории, которую
следует оградить.
высота решетки – 50 см;
В данной работе выбраны следующие размеры:
-
- длина секции решетки – 2 метра;
-
глубина укрепления стоек – 4050 см.
Секции между собой соединяются пластинами 100х50х3 мм методом
сварки.
Материалы вертикальные элементы – профильная труба горизонтальные
элементы профильная труба 15х15х15ммм
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
и
с
ь
П
о
д
п
Стандартная высота такого забора для газона варьируется от 50 см до 1
метра. Ширина секций заборов для газона может быть разной, в зависимости
от габаритных размеров и особенностей территории, которую следует
оградить.
т
а
Д
а
Секции между собой соединяются пластинами 100х50х3 мм методом
сварки.
Достоинствами таких ограждений являются:
длительный срок службы
устойчивость к атмосферному воздействию.
разнообразный дизайн — от современных орнаментов до классики,
т
с
т
л
и
с
которая всегда актуальна.
могут быть окрашены в любые цвета
Отличное соотношение цена/качество.
неприхотливость в уходе.
Сварные конструкции из секций являются усовершенствованным
вариантом забора из арматуры или профильных труб. В данном случае
профильные трубы помещаются в заранее изготовленный каркас.
Секционные конструкции имеют привлекательный внешний вид,
отличаются легкостью монтажа.
1.2 Выбор материала и сортамента сталей элементов сварной
конструкции
Для изготовления изделия применяется сталь. Сталь – это сплав железа с
углеродом, она классифицируется по некоторым признакам:
1.
По химическому составу:
углеродистые содержание углерода более 0,25%.среднеуглеродистые
содержание углерода от 0,25 до 0,6%,высокоуглеродистые содержание
углерода от 0,46 до 0,7%;низколегированная содержание легирующих
элементов до 2,5%.
среднелегированная содержание легирующих элементов от 2,5 до10%.м
.
И
з
с
т
Л
и
высоколегированная содержание легирующих элементов
№
д
о
к
у
м
.
более10%.
и
с
ь
П
о
д
п
т
а
Д
а
1. По применению:
-
-
-
2. По качеству (качество стали, зависит от содержания примесей (сера,
конструкционная;
инструментальная;
специальная.
фосфор, кислород):
-
обыкновенного качества – 0,025% примесей;
т
с
т
л
и
с
качественная – 0,15% примесей;
высокого качества – 0,015% примесей;
особо высокого качества > 0,015% примесей.
-
-
-
3. По степени раскисления:
-
-
-
кипящая (КП) – не раскисленная сталь,
спокойная (СП) – застывает спокойно;
полуспокойная (ПС) – частично раскисленная.
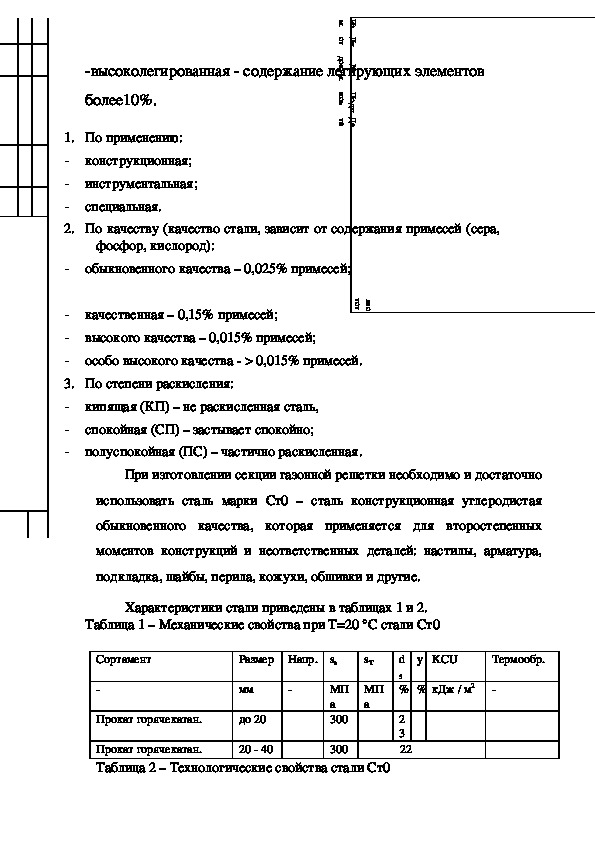
При изготовлении секции газонной решетки необходимо и достаточно
использовать сталь марки Ст0 – сталь конструкционная углеродистая
обыкновенного качества, которая применяется для второстепенных
моментов конструкций и неответственных деталей: настилы, арматура,
подкладка, шайбы, перила, кожухи, обшивки и другие.
Характеристики стали приведены в таблицах 1 и 2.
Таблица 1 – Механические свойства при Т=20 °С стали Ст0
Сортамент
Размер Напр.
sв
sT
мм
Прокат горячекатан.
до 20
МП
а
МП
а
300
Прокат горячекатан.
Таблица 2 – Технологические свойства стали Ст0
20 40
300
y KCU
d
5
% % кДж / м2
Термообр.
2
3
22Свариваемость:
Флокеночувствительность:
Склонность к отпускной хрупкости:
Секции декоративной решетки
металлической трубы и/или прутка:
м
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
и
с
ь
П
о
д
п
изготавливают
Д
а
т
а
без ограничений
не чувствительна
не склонна
из
профильной
столбы профильная труба 40х40 или 30х30;
поперечины профильная труба 15х15х15мм,
-
-
- наполнение профильная труба 15х15х15мм, или пруток квадрат 10.
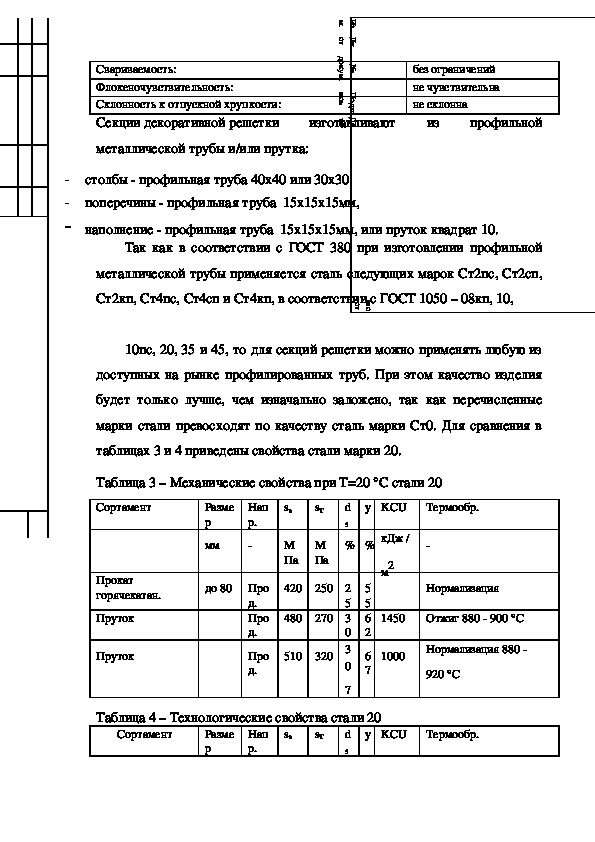
Так как в соответствии с ГОСТ 380 при изготовлении профильной
металлической трубы применяется сталь следующих марок Ст2пс, Ст2сп,
Ст2кп, Ст4пс, Ст4сп и Ст4кп, в соответствии с ГОСТ 1050 – 08кп, 10,
т
с
т
л
и
с
10пс, 20, 35 и 45, то для секций решетки можно применять любую из
доступных на рынке профилированных труб. При этом качество изделия
будет только лучше, чем изначально заложено, так как перечисленные
марки стали превосходят по качеству сталь марки Ст0. Для сравнения в
таблицах 3 и 4 приведены свойства стали марки 20.
Таблица 3 – Механические свойства при Т=20 °С стали 20
Сортамент
Прокат
горячекатан.
Пруток
Пруток
Разме
р
Нап
р.
мм
до 80 Про
д.
Про
д.
Про
д.
sв
sT
d
5
y KCU
Термообр.
М
Па
М
Па
420
250
480
270
510
320
% % кДж /
м2
Нормализация
1450
Отжиг 880 900 °С
1000
Нормализация 880
920 °C
5
5
6
2
6
7
2
5
3
0
3
0
7
Таблица 4 – Технологические свойства стали 20
Сортамент
Разме
р
Нап
р.
sв
sT
d
5
y KCU
Термообр.Прокат
горячекатан.
Пруток
Пруток
мм
до 80 Про
д.
Про
д.
Про
д.
М
Па
М
Па
420
250
480
270
510
320
т
а
Д
а
2
5
3
0
3
0
5
5
6
2
6
7
м
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
% % кДж /
и
с
ь
П
о
д
п
м2
Нормализация
1450
Отжиг 880 900 °С
1000
Нормализация 880
920 °C
7
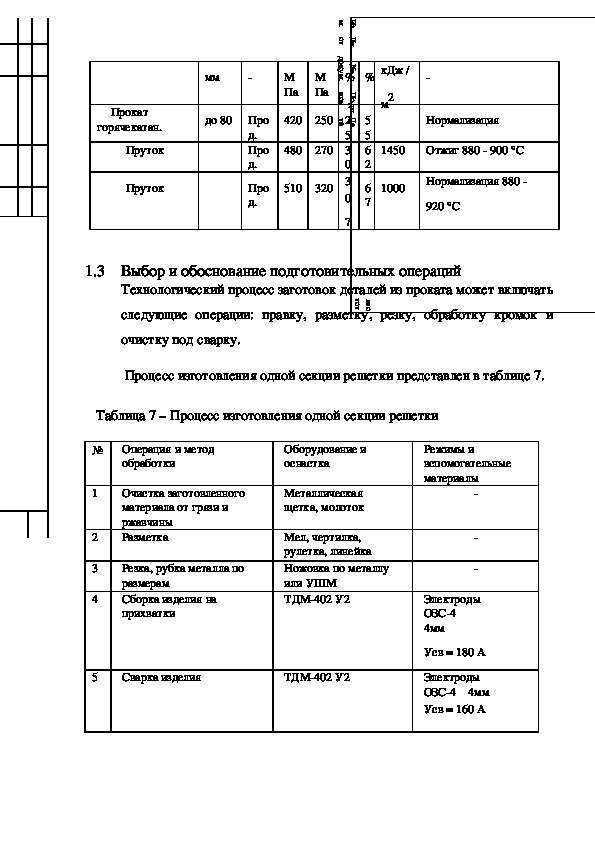
1.3 Выбор и обоснование подготовительных операций
Технологический процесс заготовок деталей из проката может включать
следующие операции: правку, разметку, резку, обработку кромок и
очистку под сварку.
т
с
т
л
и
с
Процесс изготовления одной секции решетки представлен в таблице 7.
Таблица 7 – Процесс изготовления одной секции решетки
№ Операция и метод
обработки
1
2
3
4
Очистка заготовленного
материала от грязи и
ржавчины
Разметка
Резка, рубка металла по
размерам
Сборка изделия на
прихватки
Оборудование и
оснастка
Металлическая
щетка, молоток
Мел, чертилка,
рулетка, линейка
Ножовка по металлу
или УШМ
ТДМ402 У2
5
Сварка изделия
ТДМ402 У2
Режимы и
вспомогательные
материалы
Электроды
ОЗС4
4мм
Усв = 180 А
Электроды
ОЗС4 4мм
Усв = 160 АПравка осуществляется за счет создания местной пластической деформации
и, как правило, производится в холодном состоянии. Для устранения
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
волнистости листов и полос толщиной от 0,5 до 50мм широко используют
многовалковые машины с числом валков больше пяти. Правку мелко и
Д
а
т
а
среднесортного и профильного проката производят на роликовых машинах
работающих по той же схеме, что и листоправильные. Для изготовления
решетки правка металла не осуществлялась, так как использовался новый
профильный прокат.
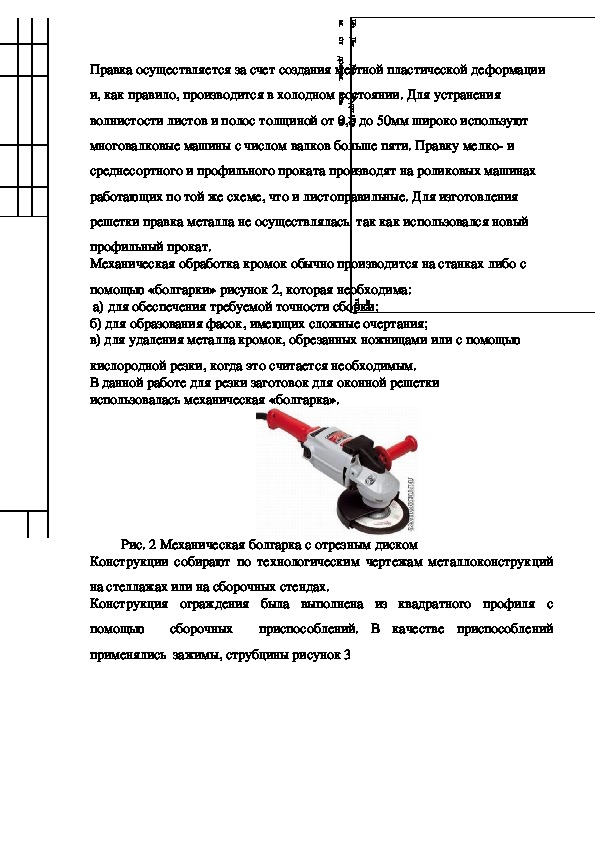
Механическая обработка кромок обычно производится на станках либо с
помощью «болгарки» рисунок 2, которая необходима:
а) для обеспечения требуемой точности сборки;
б) для образования фасок, имеющих сложные очертания;
в) для удаления металла кромок, обрезанных ножницами или с помощью
кислородной резки, когда это считается необходимым.
В данной работе для резки заготовок для оконной решетки
использовалась механическая «болгарка».
т
с
т
л
и
с
Рис. 2 Механическая болгарка с отрезным диском
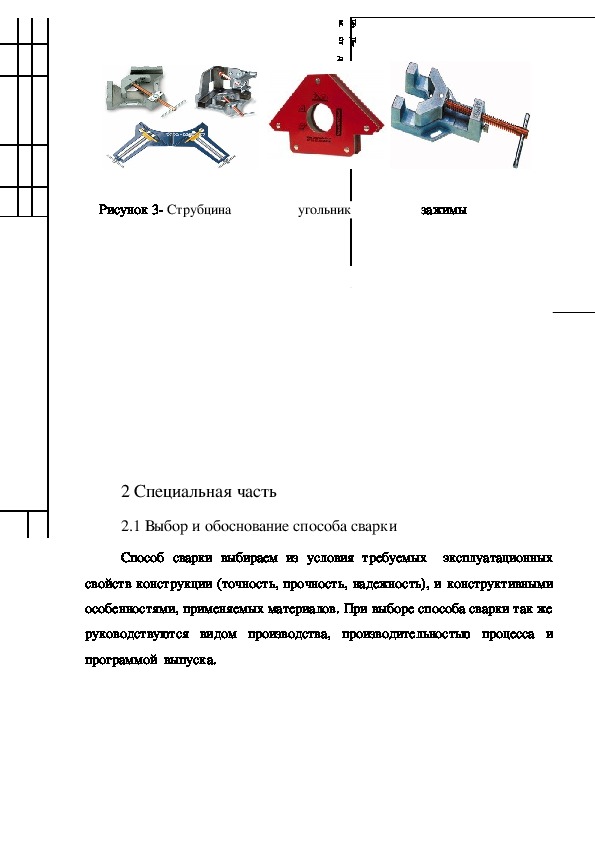
Конструкции собирают по технологическим чертежам металлоконструкций
на стеллажах или на сборочных стендах.
Конструкция ограждения была выполнена из квадратного профиля с
сборочных
помощью
применялись зажимы, струбцины рисунок 3
приспособлений. В качестве приспособленийм
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
и
с
ь
П
о
д
п
т
а
Д
а
Рисунок 3 Струбцина угольник зажимы
т
с
т
л
и
с
2 Специальная часть
2.1 Выбор и обоснование способа сварки
Способ сварки выбираем из условия требуемых эксплуатационных
свойств конструкции (точность, прочность, надежность), и конструктивными
особенностями, применяемых материалов. При выборе способа сварки так же
руководствуются видом производства, производительностью процесса и
программой выпуска.Выбор того или иного способа сварки зависят от следующих факторов:
толщины свариваемого материала;
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
протяжённости сварных швов;
требований к качеству выпускаемой продукции;
Д
а
т
а
химического состава металла.
Среди способов электродуговой сварки наиболее употребляемыми являются:
ручная дуговая сварка;
полуавтоматическая сварка в среде защитных газов;
автоматическая сварка в среде защитных газов и под флюсом.
Ручная дуговая сварка (РДС) из за низкой производительности и
т
с
т
л
и
с
высокой трудоёмкости не приемлема в серийном и массовом производствах.
Она используется в основном в единичном и мелкосерийном производстве.
Сварка элементов ограждения должна осуществляться механизировано на
больших производственных площадях. Единичные экземпляры ограждений
небольших размеров можно выполнить ручной дуговой сваркой.
Из различных способов сварки выбираем ручную дуговую сварку
Этот способ характеризуется наименьшими
штучным электродом.
суммарными материальными затратами на материалы, энергию и
оборудование.
Для правильного выбора сварочного оборудования необходимо
рассчитать и выбрать режим сварки, а также систему регулирования и
управления требуемых характеристик оборудования (мощность, пределы
регулирования режимов, форма внешней характеристики для источника
питания).
Параметрами расчета режимов сварки ручной дуговой сварки являются:
диаметр электрода дэ, род и полярность тока, величина сварочного тока Iсв,
напряжение на дуге Uд, число проходов n (при многопроходной сварке),
площадь наплавленного за один проход металла Fн..Обычно толщина сварных соединений, выполняемых за один проход
№
д
о
к
у
м
.
м
.
И
з
с
т
Л
и
ручной дуговой сварки, не превышает 6мм (S≤ 6мм), катет углового шва в
и
с
ь
П
о
д
п
тавровых и нахлесточных соединениях не превышает 8 мм (k≤ 8мм).
Д
а
т
а
При многопроходной ручной дуговой сварки максимальное поперечное
сечение, наплавляемое за один проход, не должно превышать 30 мм2 (Fн
≤30мм2).
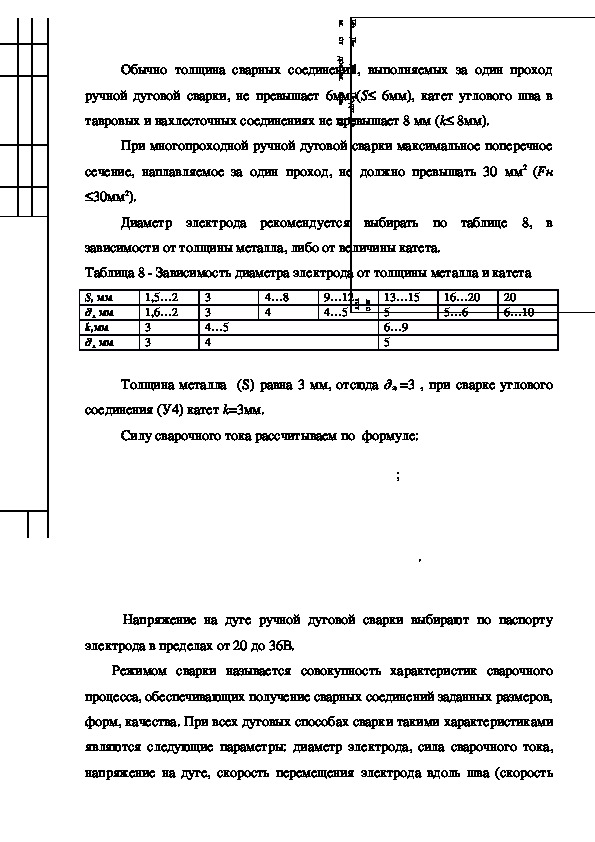
Диаметр электрода рекомендуется выбирать по таблице 8, в
зависимости от толщины металла, либо от величины катета.
Таблица 8 Зависимость диаметра электрода от толщины металла и катета
S, мм
дэ. мм
k,мм
дэ. мм
1,5…2
1,6…2
3
3
3
3
4…5
4
4…8
4
9…12
4…5
т
с
т
л
и
с
16…20
5…6
20
6…10
13…15
5
6…9
5
Толщина металла (S) равна 3 мм, отсюда дэ,=3 , при сварке углового
соединения (У4) катет k=3мм.
Силу сварочного тока рассчитываем по формуле:
;
.
Напряжение на дуге ручной дуговой сварки выбирают по паспорту
электрода в пределах от 20 до 36В.
Режимом сварки называется совокупность характеристик сварочного
процесса, обеспечивающих получение сварных соединений заданных размеров,
форм, качества. При всех дуговых способах сварки такими характеристиками
являются следующие параметры: диаметр электрода, сила сварочного тока,
напряжение на дуге, скорость перемещения электрода вдоль шва (скоростьсварки), род тока и полярность. При механизированных способах сварки
добавляется ещё один параметр скорость подачи сварочной проволоки, а
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
при сварке в защитных газах удельный расход защитного газа.
Д
а
т
а
Параметры режима сварки влияют на форму, и размеры шва. Поэтому,
чтобы получить качественный сварной шов заданных размеров, необходимо
правильно подобрать режимы сварки, исходя из толщин свариваемого
металла, типа соединения и его положения в пространстве. На форму и
размеры шва влияют не только основные параметры режима сварки; но также
и технологические факторы, как род и плотность тока, наклон электрода и
изделия, вылет электрода, конструкционная форма соединения и величина
т
с
т
л
и
с
зазора.
Расчёт режима сварки производится всегда для конкретного случая,
когда известен тип соединения, толщина свариваемого металла.
2.2 Выбор сварочного оборудования для изготовления
конструкции
Ручная электродуговая сварка в настоящее время остается одним из
самых распространенных способов сварки. Это объясняется возможностью
сварки в различных пространственных положениях и в местах, недоступной для
механизированных способов сварки, также простотой и мобильностью
применяемого оборудования.
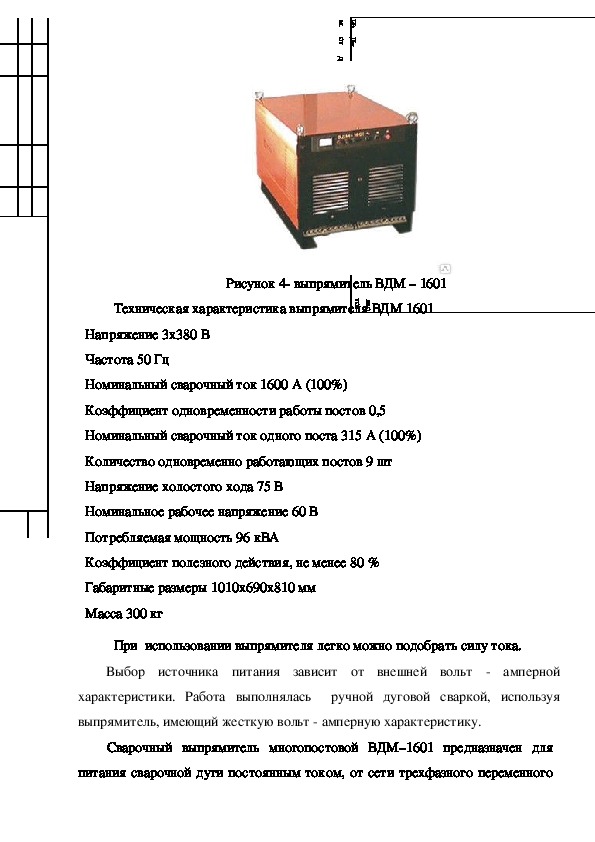
Для выполнения сварочных работ и изготовления секции декоративного
ограждения использовался выпрямитель ВДМ – 1601рисунок 4, так как он
наиболее удобен.м
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
и
с
ь
П
о
д
п
т
а
Д
а
Рисунок 4 выпрямитель ВДМ – 1601
Техническая характеристика выпрямителя ВДМ 1601
т
с
т
л
и
с
Напряжение 3x380 В
Частота 50 Гц
Номинальный сварочный ток 1600 А (100%)
Коэффициент одновременности работы постов 0,5
Номинальный сварочный ток одного поста 315 А (100%)
Количество одновременно работающих постов 9 шт
Напряжение холостого хода 75 В
Номинальное рабочее напряжение 60 В
Потребляемая мощность 96 кВА
Коэффициент полезного действия, не менее 80 %
Габаритные размеры 1010х690х810 мм
Масса 300 кг
При использовании выпрямителя легко можно подобрать силу тока.
Выбор источника питания зависит от внешней вольт амперной
характеристики. Работа выполнялась ручной дуговой сваркой, используя
выпрямитель, имеющий жесткую вольт амперную характеристику.
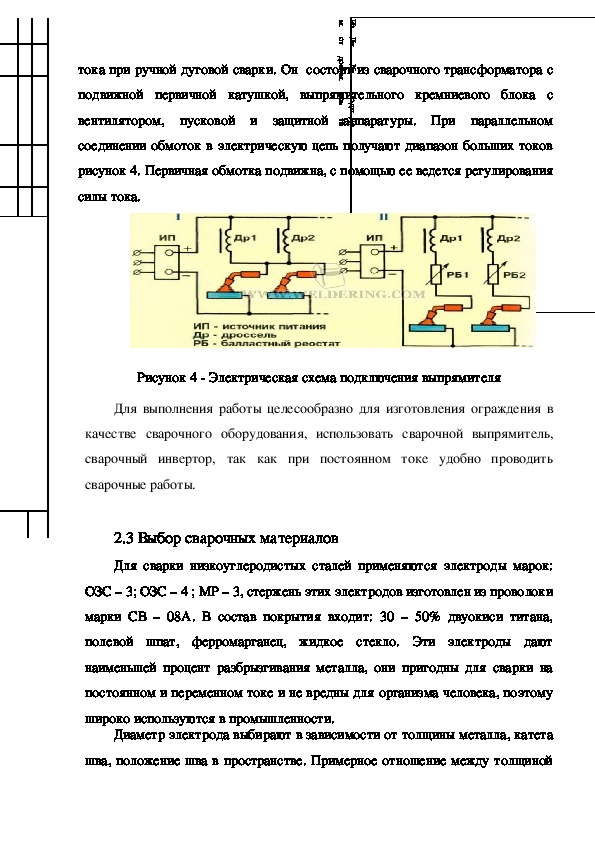
Сварочный выпрямитель многопостовой ВДМ–1601 предназначен для
питания сварочной дуги постоянным током, от сети трехфазного переменноготока при ручной дуговой сварки. Он состоит из сварочного трансформатора с
подвижной первичной катушкой, выпрямительного кремниевого блока с
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
вентилятором, пусковой и защитной аппаратуры. При параллельном
соединении обмоток в электрическую цепь получают диапазон больших токов
Д
а
т
а
рисунок 4. Первичная обмотка подвижна, с помощью ее ведется регулирования
силы тока.
т
с
т
л
и
с
Рисунок 4 Электрическая схема подключения выпрямителя
Для выполнения работы целесообразно для изготовления ограждения в
качестве сварочного оборудования, использовать сварочной выпрямитель,
сварочный инвертор, так как при постоянном токе удобно проводить
сварочные работы.
2.3 Выбор сварочных материалов
Для сварки низкоуглеродистых сталей применяются электроды марок:
ОЗС – 3; ОЗС – 4 ; МР – 3, стержень этих электродов изготовлен из проволоки
марки СВ – 08А. В состав покрытия входит: 30 – 50% двуокиси титана,
полевой шпат, ферромарганец, жидкое стекло. Эти электроды дают
наименьшей процент разбрызгивания металла, они пригодны для сварки на
постоянном и переменном токе и не вредны для организма человека, поэтому
широко используются в промышленности.
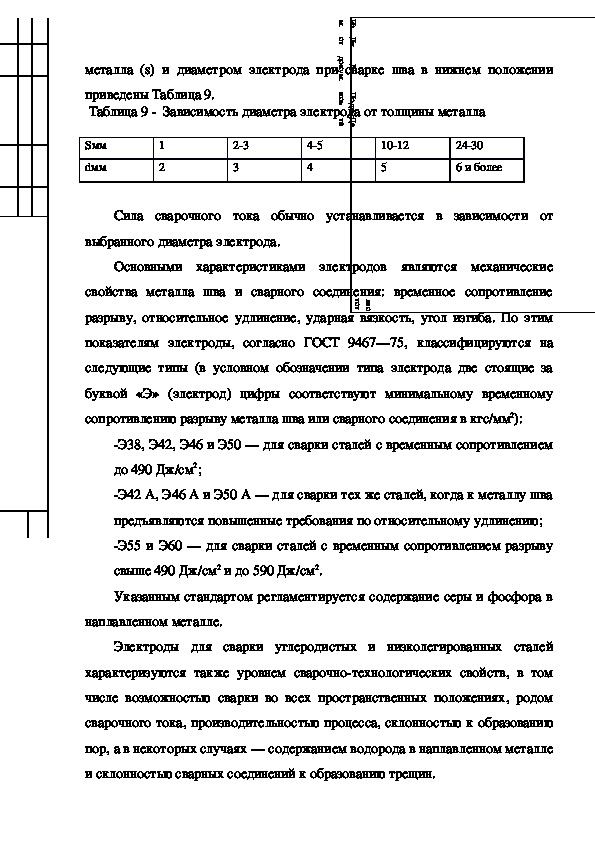
Диаметр электрода выбирают в зависимости от толщины металла, катета
шва, положение шва в пространстве. Примерное отношение между толщинойм
.
И
з
с
т
Л
и
д
о
к
у
м
.
металла (s) и диаметром электрода при сварке шва в нижнем положении
приведены Таблица 9.
Таблица 9 Зависимость диаметра электрода от толщины металла
П
о
д
п
и
с
ь
№
т
а
Д
а
Sмм
dмм
1
2
23
3
45
4
1012
5
2430
6 и более
Сила сварочного тока обычно устанавливается в зависимости от
выбранного диаметра электрода.
Основными характеристиками электродов являются механические
свойства металла шва и сварного соединения: временное сопротивление
разрыву, относительное удлинение, ударная вязкость, угол изгиба. По этим
т
с
т
л
и
с
показателям электроды, согласно ГОСТ 9467—75, классифицируются на
следующие типы (в условном обозначении типа электрода две стоящие за
буквой «Э» (электрод) цифры соответствуют минимальному временному
сопротивлению разрыву металла шва или сварного соединения в кгс/мм2):
Э38, Э42, Э46 и Э50 — для сварки сталей с временным сопротивлением
до 490 Дж/см2;
Э42 А, Э46 А и Э50 А — для сварки тех же сталей, когда к металлу шва
предъявляются повышенные требования по относительному удлинению;
Э55 и Э60 — для сварки сталей с временным сопротивлением разрыву
свыше 490 Дж/см2 и до 590 Дж/см2.
Указанным стандартом регламентируется содержание серы и фосфора в
наплавленном металле.
Электроды для сварки углеродистых и низколегированных сталей
характеризуются также уровнем сварочнотехнологических свойств, в том
числе возможностью сварки во всех пространственных положениях, родом
сварочного тока, производительностью процесса, склонностью к образованию
пор, а в некоторых случаях — содержанием водорода в наплавленном металле
и склонностью сварных соединений к образованию трещин.Перечисленные характеристики, которые необходимо учитывать при
выборе конкретной марки электрода, в значительной степени определяются
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
видом покрытия. Покрытие может быть кислым, рутиловым, основным,
целлюлозным и смешанным.
Д
а
т
а
Применение электродов должно обеспечивать следующие необходимые
условия:
легкое зажигание и устойчивое горение дуги;
равномерное расплавление покрытия;
равномерное покрытие шва шлаком;
легкое удаление шлака после сварки;
т
с
т
л
и
с
отсутствие непроваров, пор, трещин в металле шва.
Электроды классифицируются по следующим признакам:
по материалу, из которого они изготовлены;
по назначению для сварки определенных сталей;
по толщине покрытия, нанесенного на стержень;м
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
и
с
ь
П
о
д
п
т
а
Д
а
по видам покрытия;
по характеру шлака,
т
с
т
л
и
с
образующегося при
расплавлении покрытия.
Стальные электроды в соответствии с ГОСТ 9466—75 подразделяются
на группы в зависимости от свариваемых металлов:
У — углеродистых и низкоуглеродистых конструкционных сталей;
Л — легированных конструкционных сталей;
Г — легированных теплоустойчивых сталей;
В — высоколегированных сталей с особыми свойствами.
Общее назначение электродных покрытий — обеспечение стабильности
горения сварочной дуги и получение металла шва с заранее заданными
свойствами (прочность, пластичность, ударная вязкость, стойкость против
коррозии). Стабильность горения сварочной дуги достигается снижением
потенциала ионизации воздушного промежутка между электродом и
свариваемой деталью. Покрытие выполняет защитную функцию, шлак служит
для защиты расплавленного металла шва от воздействия кислорода и азота
воздуха путем образования шлаковых оболочек на поверхности капель
электродного металла, переходящих через дуговой промежуток, и для
образования шлакового покрова на поверхности расплавленного металла,покрытие уменьшает скорость охлаждения и затвердения металла шва,
способствуя выходу из него газовых и неметаллических включений.
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
Для сварки стыков швов ограждения целесообразно использовать
Д
а
т
а
электрод диаметром3 4мм, ОЗС – 3; ОЗС – 4.
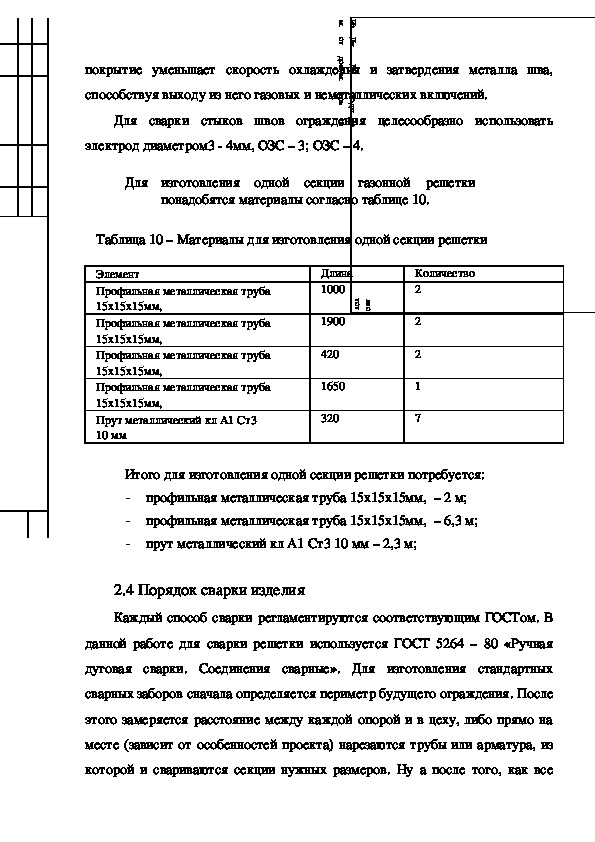
Для изготовления
одной секции газонной
решетки
понадобятся материалы согласно таблице 10.
Таблица 10 – Материалы для изготовления одной секции решетки
Элемент
Профильная металлическая труба
15х15х15мм,
Профильная металлическая труба
15х15х15мм,
Профильная металлическая труба
15х15х15мм,
Профильная металлическая труба
15х15х15мм,
Прут металлический кл А1 Ст3
10 мм
Длина
1000
т
с
т
л
и
с
Количество
2
1900
420
1650
320
2
2
1
7
Итого для изготовления одной секции решетки потребуется:
-
-
-
профильная металлическая труба 15х15х15мм, – 2 м;
профильная металлическая труба 15х15х15мм, – 6,3 м;
прут металлический кл А1 Ст3 10 мм – 2,3 м;
2.4 Порядок сварки изделия
Каждый способ сварки регламентируются соответствующим ГОСТом. В
данной работе для сварки решетки используется ГОСТ 5264 – 80 «Ручная
дуговая сварки. Соединения сварные». Для изготовления стандартных
сварных заборов сначала определяется периметр будущего ограждения. После
этого замеряется расстояние между каждой опорой и в цеху, либо прямо на
месте (зависит от особенностей проекта) нарезаются трубы или арматура, из
которой и свариваются секции нужных размеров. Ну а после того, как всесекции готовы, их ставят в нужных местах и с помощью сварки соединяют с
опорами.
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
Сварные соединения для фиксации входящих в них деталей перед
сваркой собирают при помощи сборочных приспособлений и прихваток. На
Д
а
т
а
длину прихваток влияет толщина металла. Площадь сечения прихваток
равна примерно 1/3 площади сечения шва. Прихватки выполняют покрытыми
электродами.
Детали в условиях сварочного цеха изготавливаются и собираются в
конструкции на стеллажах или на рабочем столе с применением сборочных
приспособлений. Заготовки деталей для изготовления оконной решетки
т
с
т
л
и
с
фиксируют, стягивающими и распорными устройствами.
Сварные соединения выполняются в последовательности,
обеспечивающей минимальную деформацию (коробление) конструкции,
исключающий появление трещин. Сначала производиться сварка угла контура
ограждения угловым соединением, аналогично сваривается другой угол,
затем собирается весь контур, не прерывая сварку в месте пересечения и
сопряжения швов.
При изготовлении ограждения сварные соединения выполняются
наиболее удобным положением: угловые и стыковые швы в нижнем
положении. Движение электрода происходит в направлениях – вдоль и
поперёк шва (колебательное). Затем швы ограждения зачищают.
3 Контроль сварных соединений
3.1 Виды возможных дефектов и способы их устраненияСварные конструкции контролируют на всех этапах их изготовления.
Кроме того, систематически проверяют приспособления и оборудование. При
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
предварительном контроле подвергаются проверке основные и
вспомогательные материалы, устанавливается их соответствие чертежу и
Д
а
т
а
техническим условиям.
Существуют
различные
методы
контроля
сварных швов:
гидравлические, пневматические, вакуумные, керосиновый.
Сварные швы газонной решетки контролируются внешним осмотром,
что вполне достаточно для такого вида изделий.
Визуальный осмотр проводится после очистки сваренного изделия от
брызг и шлака. Критерием качества визуального осмотра является то,
т
с
т
л
и
с
чтобы швы имели мелкочешуйчатую текстуру с выпуклой поверхностью и
плавным переходом к свариваемым частям металла. Высота выпуклости
сварного шва должна быть не выше 13 мм. При несоблюдении технологии
сварки или не качественных сварочных материалах возникают дефекты
сварного шва.
Визуальным контролем выявляются следующие дефекты:
наружные трещины;
пористость шва;
зашлакованность шва;
чрезмерное усилие шва;
-
-
-
-
- малое усилие шва.
Физическими испытаниями выявляются следующие дефекты:
-
-
-
-
-
непровар корня, глубиной более 10%;
непровар по сечению шва;
боковой непровар;
прожог;
внутренние трещины любых размеров и направлений.
Стык с выявленным дефектом подлежит вырезке или вырубке
небольшой части (непроваренной, шлаковой), если сварочный шов достаточнодлинный. Контроль процессов сварки позволяет предотвратить появление
дефектов. Причинами появления дефектов могут быть неисправности
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
сборочных приспособлений, недоброкачественность материалов, ошибки в
чертежах и низкая квалификация сборщика сварщика.
Д
а
т
а
Дефекты сварных соединений это отклонения от предусмотренного
техническими условиями качества металла и состояния поверхности
соединений. Основными дефектами сварных швов являются надрезы, прожоги,
непровары, трещины, газовые поры, шлаковые включения, отклонения от
заданных размеров и формы шва.
Все дефекты подразделяются на наружные, внутренние и сквозные.
т
с
т
л
и
с
К наружным дефектам относятся занижение размеров и превышение
усиления сварных швов, смещение шва от оси, подрезы, наплывы, усадочные
раковины, не заплавленные кратеры, наружная пористость, трещины, выходящие
на поверхность шва или околошовные зоны. К наружным дефектам относятся
также неравномерность ширины и катета шва и крупная чешуйчатость валика.
К внутренним дефектам относятся газовые поры, шлаковые и
неметаллические включения, непровары, трещины в металле шва и в зоне
термического влияния.
Причин дефектов сварных швов много, основные из них:
низкое качество сварочных материалов;
неправильная сборка;
неисправность оборудования;
отклонения от технологии;
низкая квалификация сварщика.
Дефекты сварных швов выявляют внешним осмотром, просвечиванием
ультразвуком, вскрытием шва.
Механическими испытаниями подтверждается предел прочности
сварного соединения и угол загиба не менее 120 градусов – приэлектродуговой сварки и не менее 100 градусов – при газовой сварке. При
выявлении недостатков по какомулибо испытанию проводится повторная
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
При получении
проверка на удвоенном количестве стыков.
неудовлетворительных результатов сварщик отстраняется от работы и
Д
а
т
а
направляется на курсы повышения квалификации.
Итак, внешний осмотр выявляет наплывы подрезы, прожоги и
несоответствие шва требуемым геометрическим размерам. Размеры швов
должны соответствовать техническим условиям изделия. При выявлении
наружных дефектов нужно удалить шлак, зачистить место сварки
удалить поры и трещины с помощью горелки или шлифовальной машинки а
после удаления и зачистки переварить шов сначала
т
с
т
л
и
с
3.2 Методика выполнения контроля
Методы контроля сварных соединений подразделяются на
разрушающие и неразрушающие. Применяются следующие основные методы
неразрушающего контроля сварных соединений:
внешний осмотр;
радиационная дефектоскопия;
магнитный контроль;
ультразвуковая дефектоскопия;
капиллярная дефектоскопия;
контроль сварных швов на проницаемость;
прочие методы (проверка с использованием вихревых токов и т.п.).м
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
и
с
ь
П
о
д
п
т
а
Д
а
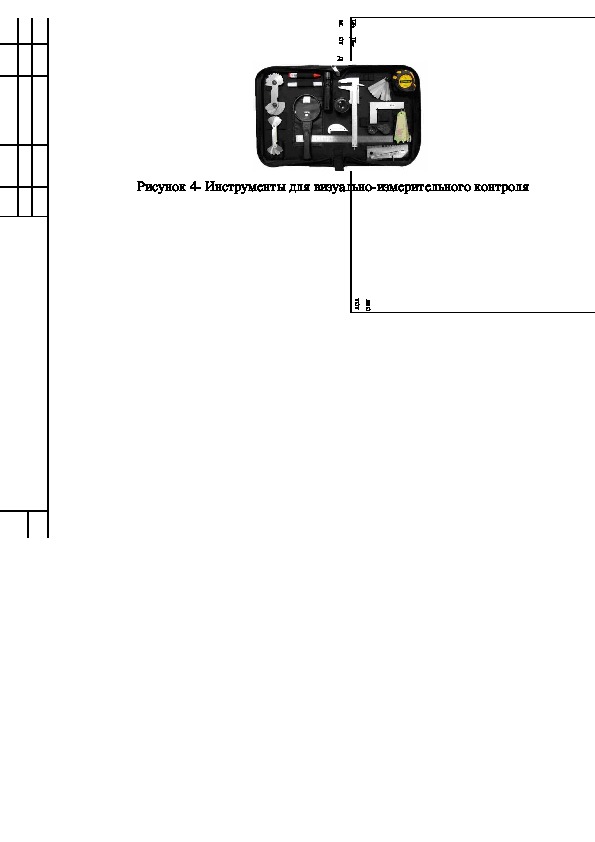
Рисунок 4 Инструменты для визуальноизмерительного контроля
т
с
т
л
и
см
.
И
з
с
т
Л
и
4.ЭКОНОМИЧЕСКАЯ ЧАСТЬ
№
д
о
к
у
м
.
Экономическая целесообразность
технологического процесса
изготовления металлического ограждения определялась в данной письменной
Д
а
т
а
и
с
ь
П
о
д
п
работе с помощью расчета нормы затраченного времени, расходов сварочных
материалов.
4.1.Расчет нормы времени на сварку изделия
В условиях единичного производства сварных конструкций норма времени
определяется с учетом подготовительнозаключительного времени и
называется штучно – калькуляционной – tшт.к.:
т
с
т
л
и
с
где tопер. – оперативное время, мин
tшт.к.= tопер.+ tп.з.,
,
где tв.н.– вспомогательное не перекрываемое время, мин;
tосн..– основное время образования сварного шва путём наплавления
электродного металла, при ручной дуговой сварке определяется по формуле:
,
где l– длина шва, l = 500∙2+80∙4+120∙2 = 1560 мм = 156см;
γ – плотность наплавленного металла, для стали
I – сварочный ток, I = 80 А;
αн – коэффициент наплавки, для электродов ОЗС4 αн= 8,5 г/А∙ч;
F – площадь поперечного сечения наплавляемого метала шва, см2.
γ = 7,85 г/см3;
Площадь поперечного сечения определяется как сумма площадей
элементарных геометрических фигур, на которые разбивается сечение
сварного шва.При выполнении угловых швов сечение шва выглядит как прямоугольный
равнобедренный треугольник с катетом, длина которого равна толщине
№
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
.
металла.
т
а
Д
а
F = b2/ 2 = 32 / 2 = 9/2 = 4,5 мм2 = 0,045 см2
Отсюда
= (60 ∙ 0,045 ∙ 390 ∙ 7,85) / (175 ∙ 8,5) = 54 мин
Вспомогательное не перекрываемое время определяется по формуле:
,
где
время на переходы, мин.
т
с
т
л
и
с
Во время сварки сборки и сварки ограждения выполнялось шесть
переходов. Время, затрачиваемое на один свободный переход, равно 1 мин,
значит
= 6 мин
время на смену электродов, мин. Время на смену электрода при
сварке в нижнем положении составляет 0,4 мин на один метр сварного шва,
следовательно = 0,4∙1,5= 1,6 мин
время на установку, повороты и снятие конструкции, мин. Время на
установку, повороты и снятие конструкции в нижнем положении составляет
0,5 мин на один поворот. При выполнении ремонта сварной узел поворачивался
4 раза, значит
= 0,5∙4 = 2 минм
.
И
з
с
т
Л
и
время на зачистку, мин. Время на зачистку одного метра шва
№
д
о
к
у
м
.
и
с
ь
П
о
д
п
составляет 20 мин, отсюда
= 20∙1,5= 52 мин
т
а
Д
а
время на осмотр и измерение, мин. Время на осмотр и измерение
одного метра сварного шва равно 10 мин, то
= 10∙6,7=67 мин
Учитывая выше приведенное, получилось, что
т
с
т
л
и
с
= 6+15,6+2+78+31=117 мин
Полученные данные для основного и вспомогательного времени можно
подставить в формулу для определения оперативного времени:
=67+117=184 мин
tп.з.– подготовительнозаключительное время, мин.
4.2. Расчет расхода сварочных материалов
Расход покрытых электродов, необходимых для сварки сборки и сварки
ограждения определяется по формуле:
,
где
– коэффициент расхода электродов, для ОЗС4 составляет 1,6;м
.
И
з
с
т
Л
и
– масса наплавленного металла, которая определяется по формуле:
№
д
о
к
у
м
.
= F ∙ l ∙ γ = 0,45 ∙ 120,3 ∙ 7,85 =406
Д
а
т
а
и
с
ь
П
о
д
п
Отсюда
= 462∙ 1,9 = 900 гр= 0,9 кг
т
с
т
л
и
с
5 ОХРАНА ТРУДА
5.1 Электробезопасность и пожарная безопасностьЭлектробезопасность. Поражение электрическим током происходит при
соприкосновении человека с токоведущими частями оборудования.
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
Сопротивление человеческого организма в зависимости от его состояния
(утомляемость, влажность кожи, состояния здоровья) меняется в широких
Д
а
т
а
приделах от 1000 до 20000 Ом. Напряжение холостого хода источников
питания дуги достигает 90В, а сжатой дуги – 200В в соответствии с законом
Ома при неблагоприятном состоянии сварщика через него может пройти ток,
близкий к предельному: I = R.
Для предупреждения возможного поражения электрическим током при
выполнении электросварочных работ необходимо соблюдать основные
правила:
т
с
т
л
и
с
Корпуса оборудования и аппаратуры, к которым подведен электрический
ток, должны быть заземлены;
Все электрические провода, идущие от распределительных щитков и на
рабочие места должны быть надежно изолированы и защищены от
механических повреждений;
Запрещается использовать контур заземления, металлоконструкции
зданий, а также трубы водяной и отопительной систем в качестве обратного
провода сварочной цепи;
Запрещается установка сварочных трансформаторов над регулятором
тока. Многопостовые сварочные агрегаты должны иметь автоматические
выключатели, в общем, проводе сварочной цепи и предохранители на каждом
проводе к сварочному посту.
Монтаж, ремонт электрооборудования и наблюдение за ним должны
Сварщикам категорически запрещается
выполнять электромонтеры.
исправлять силовые электрические цепи.
При поражении электрическим током необходимо выключить ток
первичной цепи освободить от его воздействия пострадавшего, обеспечить к
нему доступ свежего воздуха, вызвать врача, а при необходимости до прихода
врача сделать искусственное дыхание.При касании телом незащищенных токоведущих частей сварочных
выпрямителей (трансформаторов, преобразователей), электропроводов и
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
другого оборудования под напряжением, возможно поражение электрическим
током.
Д
а
т
а
Безопасным для человека является ток менее 1мА, с возрастанием силы
тока, опасность поражения увеличивается, Смертельным для человека
является ток 0,1 А.
Для защиты сварщика от поражения электрического тока следует
соблюдать следующие требования:
т
с
т
л
и
с
Надежно заземлять корпус источника питания дуги и свариваемого
изделия.
Не использовать контур заземления для обратного провода.
Надежно изолировать рукоятку электрододержателя.
Работать в сухой и прочной спецодежде и рукавицах (ботинки не
должны иметь в подошве металлических шипов).
В случае отсутствия навесов прекращать работу во время дождя,
снегопада.
Не производить самому ремонт оборудования.
Пожарная безопасность. Причинами пожара при сварочных работах
Для подачи воды в установки пожаротушения используют специальные
водопроводы. Пена представляет собой концентрированную эмульсию
диоксида углерода в водном растворе минеральных солей, содержащих
пенообразующие вещества.
При тушении пожара газами и паром используют диоксид углерода, азот,
дымовые газы.
При тушении керосина, бензина, нефти, горящих электрических
проводов запрещается применять воду и пенные огнетушители. В этих
случаях следует пользоваться, углекислотными или сухим огнетушителями.м
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
5.2.Техника безопасности при выполнении работ
и
с
ь
П
о
д
п
т
а
Д
а
Требования безопасности перед началом работы
1. Перед началом работы электросварщик обязан:
а) предъявить руководителю удостоверение о проверке знаний
безопасных методов работ;
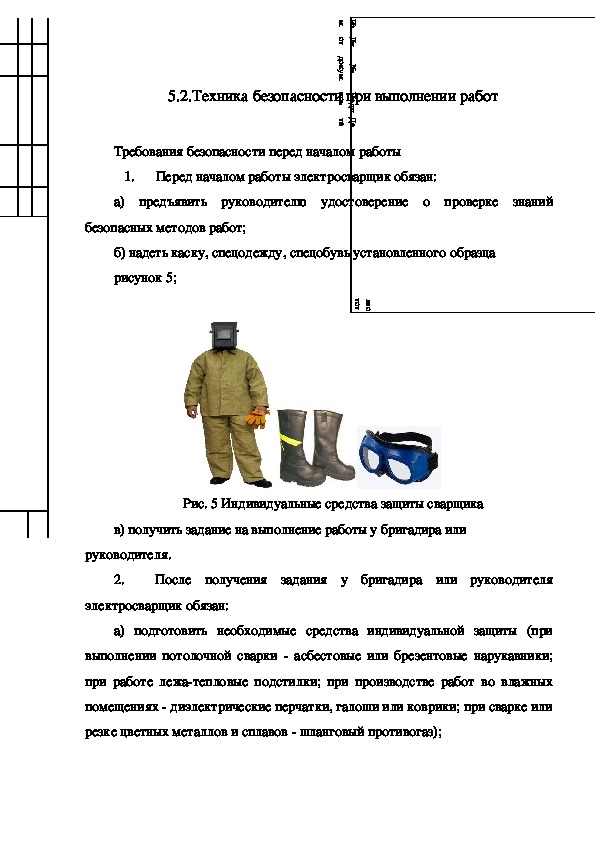
б) надеть каску, спецодежду, спецобувь установленного образца
рисунок 5;
т
с
т
л
и
с
Рис. 5 Индивидуальные средства защиты сварщика
в) получить задание на выполнение работы у бригадира или
руководителя.
2. После получения задания у бригадира или руководителя
электросварщик обязан:
а) подготовить необходимые средства индивидуальной защиты (при
выполнении потолочной сварки асбестовые или брезентовые нарукавники;
при работе лежатепловые подстилки; при производстве работ во влажных
помещениях диэлектрические перчатки, галоши или коврики; при сварке или
резке цветных металлов и сплавов шланговый противогаз);б) проверить рабочее место и подходы к нему на соответствие
№
д
о
к
у
м
.
м
.
И
з
с
т
Л
и
требованиям безопасности;
и
с
ь
П
о
д
п
в) подготовить инструмент, оборудование и технологическую оснастку,
необходимые при выполнении работ, проверить их исправность и
Д
а
т
а
соответствие требованиям безопасности;
г) в случае производства сварочных работ в закрытых помещениях или на
территории действующего предприятия проверить выполнение требований
пожаровзрывобезопасности и вентиляции в зоне работы.
3. Электросварщик не должен приступать к работе при следующих
нарушениях требований безопасности:
т
с
т
л
и
с
а) отсутствии или неисправности защитного щитка, сварочных проводов,
электрододержателя, а также средств индивидуальной защиты;
б) отсутствии или неисправности заземления корпуса сварочного
трансформатора, вторичной обмотки, свариваемой детали и кожуха
рубильника;
в) недостаточной освещенности, рабочих мест и подходов к ним;
г) отсутствии ограждений рабочих мест, расположенных на высоте 1,3м и
более, и оборудованных систем доступа к ним;
д) отсутствии вытяжной вентиляции в случае работы в закрытых
помещениях. Обнаруженные неисправности и нарушения требований
безопасности должны быть устранены собственными силами до начала работ,
а при невозможности сделать это электросварщик обязан сообщить о них
бригадиру или руководителю.
Требования безопасности во время работы
4. Электросварщик обязан выполнять работы при соблюдении
следующих требований безопасности:а) место производства работ, а также нижерасположенные места должны
быть освобождены от горючих материалов в радиусе не менее 5м, а от
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
взрывоопасных материалов и установок 10м;
Д
а
т
а
б) при производстве электросварочных работ вне помещений (во время
дождя или снегопада) над рабочим местом сварщика и местом нахождения
сварочного аппарата должен быть установлен навес;
в) электросварочные работы на высоте должны выполняться с лесов и
подмостей с ограждениями. Запрещается производить работы с приставных
лестниц;
г) сварка должна осуществляться с применением двух проводов, один из
т
с
т
л
и
с
которых присоединяется к электрододержателю, а другой (обратный) к
свариваемой детали. Запрещается использовать в качестве обратного провода
сети заземления металлические конструкции зданий, технологическое
оборудование, трубы санитарнотехнических сетей (водопровод, газопровод);
д) сварочные провода должны соединяться способом горячей пайки,
сварки или при помощи соединительных муфт с изолирующей оболочкой.
Места соединений должны быть заизолированы; соединение сварочных
проводов методом скрутки не допускается;
е) сварочные провода должны прокладывать так, чтобы их не могли
повредить машины и механизмы. Запрещается прокладка проводов рядом с
газосварочными шлангами и трубопроводами, расстояние между сварочным
проводом и трубопроводом кислорода должно быть не менее 0,5м, а
трубопроводом ацетилена и других горючих газов 1м.
5. Перед сваркой электросварщик должен убедиться, что кромки
свариваемого изделия и прилегающая к ним зона (2030мм) очищены от
ржавчины, шлака. При очистке необходимо пользоваться защитными очками.
Свариваемые детали до начала сварки должны быть надежно закреплены.6. Емкости, в которых находились горючие жидкости или кислоты, до
начала электросварочных работ должны быть очищены, промыты, просушены
№
.
и
с
ь
П
о
д
п
м
.
И
з
с
т
Л
и
д
о
к
у
м
с целью устранения опасной концентрации вредных веществ. Запрещается
производить сварку на сосудах, находящихся под давлением. Сварку (резку)
Д
а
т
а
свежеокрашенных конструкций и деталей следует производить только после
полного высыхания краски.
7. При выполнении электросварочных работ в закрытых емкостях или
полостях конструкций электросварщик обязан соблюдать следующие
требования безопасности:
а) работы необходимо осуществлять с применением предохранительного
т
с
т
л
и
с
пояса с креплением его к веревке, другой конец которой должен держать
страхующий снаружи емкости;
б) электросварочный аппарат должен иметь электроблокировку,
обеспечивающий автоматическое отключение напряжения холостого хода или
ограничение его до напряжения 12В с выдержкой времени не более 0,5 с;
в) сварщик при работе должен пользоваться диэлектрическими
перчатками, галошами, ковриком, а также изолирующим шлемом.
8. При работе в одном месте нескольких электросварщиков их рабочие
места необходимо ограждать светонепроницаемыми щитами из несгораемого
материала. Запрещается одновременная работа электросварщика и
газосварщика (газорезчика) внутри закрытой емкости или резервуара.
9. Во время перерывов в работе электросварщику запрещается оставлять
на рабочем месте электрододержатель, находящийся под напряжением,
сварочный аппарат необходимо отключать, а электрододержатель закреплять
на специальной подставке или подвеске. Подключение и отключение
сварочных аппаратов, а также их ремонт должны осуществляться
электриками.м
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
и
с
ь
П
о
д
п
т
а
Д
а
Использованные источники
1. Виноградов В. М., Черепахин А. А., Шпунькин Н. Ф Основы сварочного
производства. М.: Академия , 2014, переиздание 272c.
2. Маслов Б.Г.Производство сварных конструкций. М.: Академия, 2014.
256 с.
т
с
т
л
и
с
3. Чернышов Г. Г Сварочное дело: сварка и резка металлов. Учебник для
начального профессионального образования. М.: Академия, 2014.496 с.
4. Сквориков В.С. Сварка в защитных газах. М.: АйрисПресс, 2014.384 с.
5. Костенко Е. М. Сварочные работы. Практическое пособие для
электрогазосварщика. М.: НЦ ЭНАС, 2015, переиздание.144с.
6. В.А.Чебан. Сварочные работы: учебное пособие для начального
профессионального образования. М.: Феникс, 2015.412 с.
7. ГОСТ 40632010. Сварка и родственные процессы. Приложение 1. М.:
Издательство стандартов, 2015.
Информационные ресурсы:
1. http://www.mastercity.ru/showthread.php?t=68314
2. http://forum.ostmetal.info/showthread.php?t=219398
3. http://www.forumhouse.ru/threads/13760/4м
.
И
з
с
т
Л
и
ЗАКЛЮЧЕНИЕ
№
д
о
к
у
м
.
Поставленная цель достигнута, выполнено описание разработки
и
с
ь
П
о
д
п
технологического процесса изготовления секции декоративного ограждения
приусадебного участка
т
а
Д
а
Выполнены поставленные задачи:
дана оценка современного состояния решаемой проблемы, основные и
исходные данные для разработки письменной экзаменационной работы;
представлен анализ сварной конструкции, подлежащей к изготовлению;
разработаны требования, предъявляемые к сварной конструкции:
подбор марки стали, его обработка, виды сварочных материалов, способы
т
с
т
л
и
с
контроля изделия, сварных швов и механических испытаний конструкции;
представлен расчет расхода материалов и расчета норм времени на
сварочные работы;
разработаны мероприятия по техники безопасности при изготовлении
сварной конструкции при соблюдении правил электробезопасности и
пожарной безопасности.м
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
и
с
ь
П
о
д
п
т
а
Д
а
т
с
т
л
и
см
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
и
с
ь
П
о
д
п
т
а
Д
а
т
с
т
л
и
см
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
и
с
ь
П
о
д
п
т
а
Д
а
т
с
т
л
и
см
.
И
з
с
т
Л
и
д
о
к
у
м
.
№
и
с
ь
П
о
д
п
т
а
Д
а
т
с
т
л
и
с