Поделиться

Попова Е.С. КОМАНДЫ GPSS НА ПРИМЕРЕ МОДЕЛИРОВАНИЯ РЕАЛЬНОЙ СИСТЕМЫ
В цех поступает пуассоновский поток деталей c интенсивностью 20 деталей в час. C вероятностью 0,4 деталь поступает на первый участок, a c вероятностью 0,6 – на второй участок. На первом участке детали обрабатываются на одном из двух станков. Время обслуживания имеет экспоненциальное распределение со средним значением 48 мин. На втором участке детали обрабатывают одним станком за время, которое равномерно распределено в интервале 2 ± 1 мин. После обработки на одном из двух участков детали направляются к третьему участку c одним станком, на котором время обработки имеет экспоненциальное распределение со средним значением 2 мин. Промоделировать обработку 1 000 деталей.
Программа моделирования представлена в листинге 1.
Листинг 1 – Программа моделирования
Transit TABLE M1,10,10,20 ; описание таблицы
AREA1 STORAGE 2 ; емкость первого участка
GENERATE (Poisson(1,20)) ; генерируем детали
TRANSFER .4,bAREA1,bAREA2 ; передаем 0,4 на первый участок, 0,6 - второй
bAREA1 QUEUE AREA1_QUEUE ; поступление детали в очередь на первый участок
ENTER AREA1 ; занимаем первый участок
DEPART AREA1_QUEUE ; покидаем очередь на первом участке
ADVANCE (Exponential(1,0,48)) ; время обслуживания
LEAVE AREA1 ; освобождаем первый участок
TRANSFER ,bAREA3 ; передаем деталь на 3 участок
bAREA2 QUEUE AREA2_QUEUE ; поступление детали в очередь на второй участок
SEIZE AREA2 ; занимаем второй участок
DEPART AREA2_QUEUE ; покидаем очередь на втором участке
ADVANCE (UNIFORM(1,1,3)) ; время обработки на втором участке
RELEASE AREA2 ; освобождаем второй участок
TRANSFER ,bAREA3 ; передаем деталь на 3 участок
bAREA3 QUEUE AREA3_QUEUE ; поступление детали в очередь на третий участок
SEIZE AREA3 ; занимаем третий участок
DEPART AREA3_QUEUE ; покидаем очередь на третьем участке
ADVANCE (Exponential(1,0,2)) ; время обработки на третьем участке
RELEASE AREA3 ; освобождаем третий участок
TABULATE Transit ; заносим значения в таблицу
TERMINATE 1 ; работа выполнена
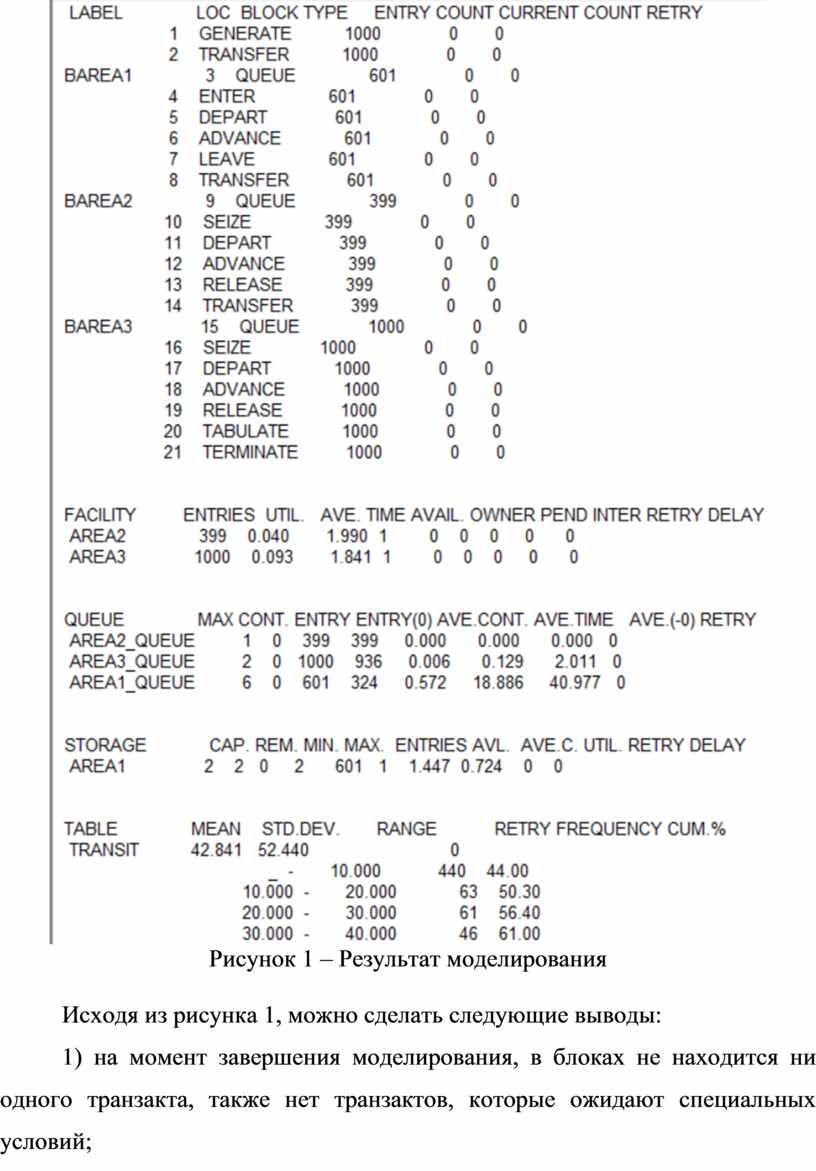
Результат моделирования обработки 1000 деталей представлен на рисунке 1.
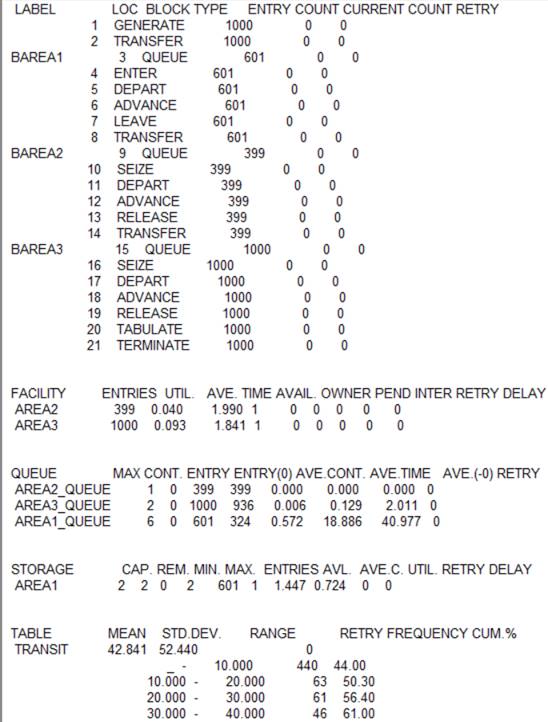
Рисунок 1 – Результат моделирования
Исходя из рисунка 1, можно сделать следующие выводы:
1) на момент завершения моделирования, в блоках не находится ни одного транзакта, также нет транзактов, которые ожидают специальных условий;
2) на первом участке работает 2 станка, которые на момент завершения моделирования были свободны. Также на данном участке была обработана 601 деталь, 72,4% времени участок занят;
3) второй участок обработал 399 деталей, 4% времени он занят, среднее время обработки одной детали – 1,990 минут. На момент завершения моделирования участок занят;
4) третий участок обработал 1000 деталей, 9,3% времени он занят, среднее время обработки одной детали – 1,841 минут. На момент завершения моделирования участок занят;
5) максимальная длина очереди на первом участке равна 6, на втором – 1, на третьем – 2. На момент завершения моделирования очереди на участках нет. Нулевое время ожидания на первом участке составляет 324 из 601 детали, на втором – 399 из 399, на третьем – 936 из 1000. Так как на втором участке нулевое ожидание у всех деталей, то средняя длина очереди и среднее время пребывания в очереди равны нулю. На первом участке средняя длина очереди равна 0.572, со средним временем пребывания 18,886, а без учета нулевого времени ожидания – 40,977. На третьем участке средняя длина очереди равна 0.006, со средним временем пребывания 0,129, а без учета нулевого времени ожидания – 2,011;
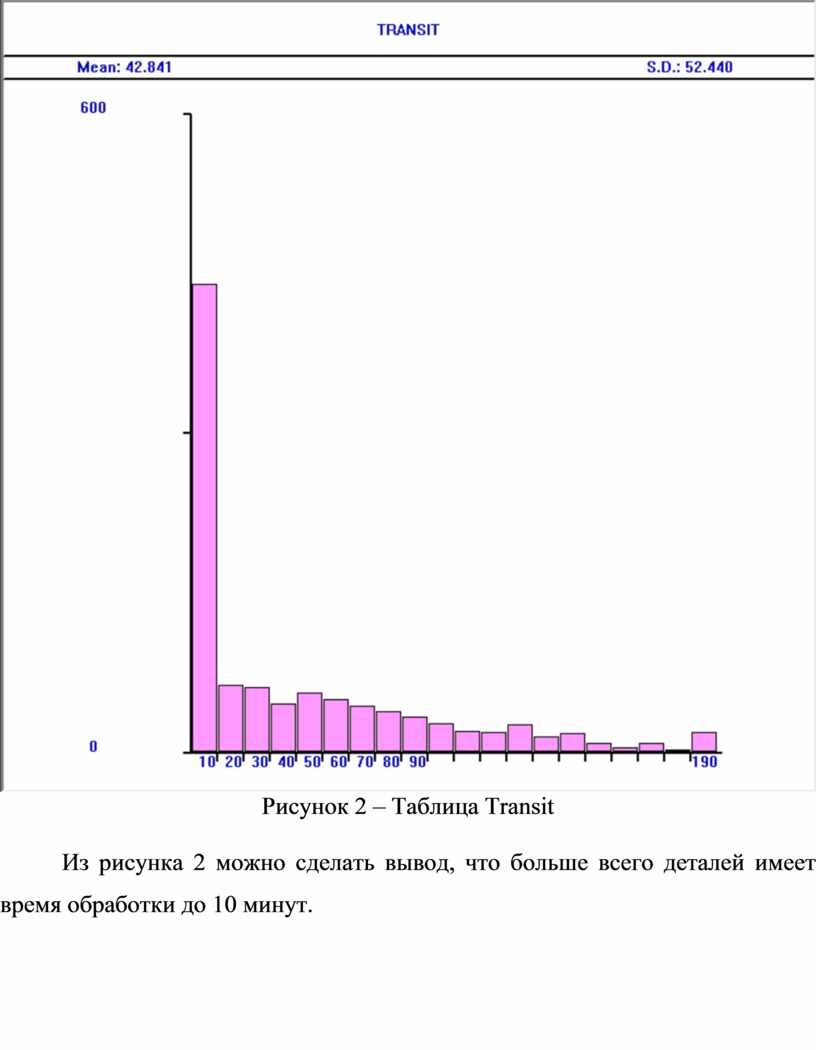
6) среднее время обработки деталей составляет 42,841, а стандартное отклонение – 52,440. В диапазон от 0 до 10 минут обработки попали 440 деталей, то есть 44% от всех деталей.
Исходя из данных выводов, можно сделать предложение о том, чтобы на второй участок поступало больше деталей. Таким образом, можно увеличить время занятости второго участка, а также на первом участке будет меньше очереди.
На рисунке 2 представлена таблица Transit, показывающая распределение времени, ушедшего на завершение работы.
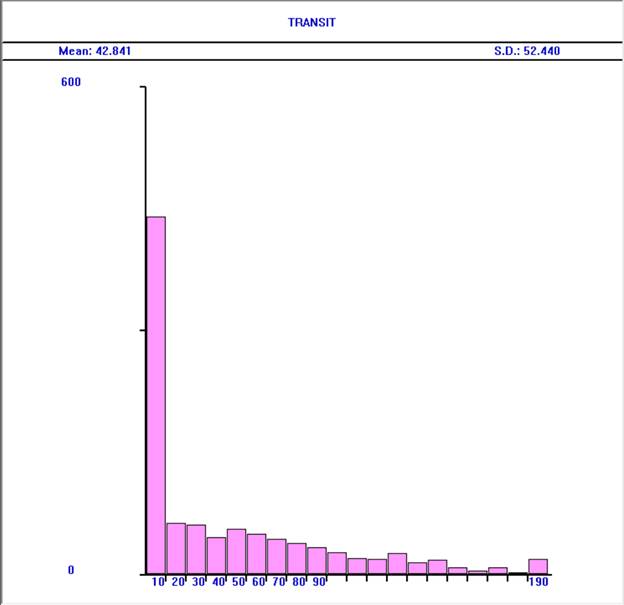
Рисунок 2 – Таблица Transit
Из рисунка 2 можно сделать вывод, что больше всего деталей имеет время обработки до 10 минут.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.