Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 03.02. Технология дуговой наплавки программы подготовки квалифицированных рабочих, служащих СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные работы) срок обучения 10 месяцев.
Комплект контрольно – оценочных средств разработан на основе Федерального государственного образовательного стандарта среднего профессионального образования подготовки квалифицированных рабочих, служащих по профессии150709.02 Сварщик (электросварочные и газосварочные работы); программы междисциплинарного курса МДК.03.02.Технология дуговой наплавки деталей; рекомендаций БОУ НПО ПУ №65 по формированию нормативно - методической документации по реализации ФГОС СПО от 01.09.2013 г.; положения о формировании фонда оценочных средств программы подготовки квалифицированных рабочих, служащих СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные работы); положения о промежуточной аттестации обучающихся БОУ НПО ПУ №65, порядка организации и осуществления образовательной деятельности по образовательным программам среднего профессионального образования (приказ МОРФ от 14.06.2013 г. № 464).
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище №65»
Комплект контрольнооценочных средств
по междисциплинарному курсу
МДК 03.02. Технология дуговой наплавки
программы подготовки квалифицированных рабочих, служащих СПО
по профессии 150709.02
Сварщик (электросварочные и газосварочные работы)
срок обучения 10 месяцев
Седельниково, 2013
1Сварщик
служащих по профессии150709.02
газосварочные работы);
Комплект контрольно – оценочных средств разработан на основе Федерального
государственного образовательного стандарта среднего профессионального образования
подготовки квалифицированных рабочих,
программы
(электросварочные и
междисциплинарного курса МДК.03.02.Технология дуговой наплавки деталей;
рекомендаций БОУ НПО ПУ №65 по формированию нормативно методической
документации по реализации ФГОС СПО от 01.09.2013 г.; положения о формировании
фонда оценочных средств программы подготовки квалифицированных рабочих, служащих
СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные работы);
положения о промежуточной аттестации обучающихся БОУ НПО ПУ №65, порядка
организации и осуществления образовательной деятельности по образовательным
программам среднего профессионального образования (приказ МОРФ от 14.06.2013 г. №
464)
Организация – разработчик: БОУ НПО «ПУ № 65», c. Седельниково Омской области.
Разработчик:
Баранов В.И. мастер производственного обучения, преподаватель специальных дисциплин
БОУ НПО «Профессиональное училище № 65», с. Седельниково Омской области.
Согласовано:
На заседании
педагогического совета
Протокол №__________
«__»___________2013г.
2СОДЕРЖАНИЕ
1. Паспорт комплекта контрольнооценочных средств..4
2. Результаты освоения междисциплинарного курса, подлежащие проверке.5
3. Оценка освоения учебной междисциплинарного курса.8
3.1. Формы и методы оценивания.8
3.2. Типовые задания для оценки освоения междисциплинарного курса.10
4. Контрольнооценочные материалы для итоговой аттестации .12
5. Список
литературы………………………………………………………………………...23
31. Паспорт комплекта контрольнооценочных средств
В результате освоения междисциплинарного курса МДК. 03. 02. Технология дуговой
наплавки, обучающийся должен обладать предусмотренными ФГОС среднего
профессионального образования по программе подготовки квалифицированных рабочих,
служащих СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные
работы) следующими умениями, знаниями, которые формируют профессиональную
компетенцию, и общими компетенциями:
ПО 1. Наплавления деталей и узлов простых и средней сложности конструкций твёрдыми
сплавами;
ПО 2. Наплавление сложных деталей и узлов сложных инструментов;
ПО 3. Наплавления изношенных простых инструментов, деталей из углеродистых и
конструкционных сталей;
ПО 4. Наплавления нагретых баллонов и труб, дефектов деталей машин, механизмов и
конструкций;
У 1. Выполнять наплавку твердыми сплавами простых деталей;
У 2. Выполнять наплавление нагретых баллонов и труб;
З 1. Способы наплавки;
З 2. Материалы, применяемые для наплавки;
З 3. Технологию наплавки твердыми сплавами;
З 4. Режимы наплавки и принципы их выбора;
ПК 1. Наплавлять детали и узлы простых и средней сложности конструкций твердыми
сплавами.
ПК 2. Наплавлять сложные детали и узлы сложных инструментов.
ПК 3. Наплавлять изношенные простые инструменты, детали из углеродистых и
конструкционных сталей.
ПК 4. Наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и
4конструкций.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять
к ней устойчивый интерес;
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее
достижения, определенных руководителем;
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль,
оценку и коррекцию собственной деятельности, нести ответственность за результаты своей
работы;
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения
профессиональных задач;
ОК 5. Использовать информационнокоммуникационные технологии в профессиональной
деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами;
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных
профессиональных знаний (для юношей).
Формой аттестации по междисциплинарному курсу является дифференцированный
зачет
2. Результаты освоения междисциплинарного курса, подлежащие проверке
2.1. В результате аттестации по междисциплинарному курсу осуществляется комплексная
проверка следующих умений и знаний, а также динамика формирования общих
компетенций:
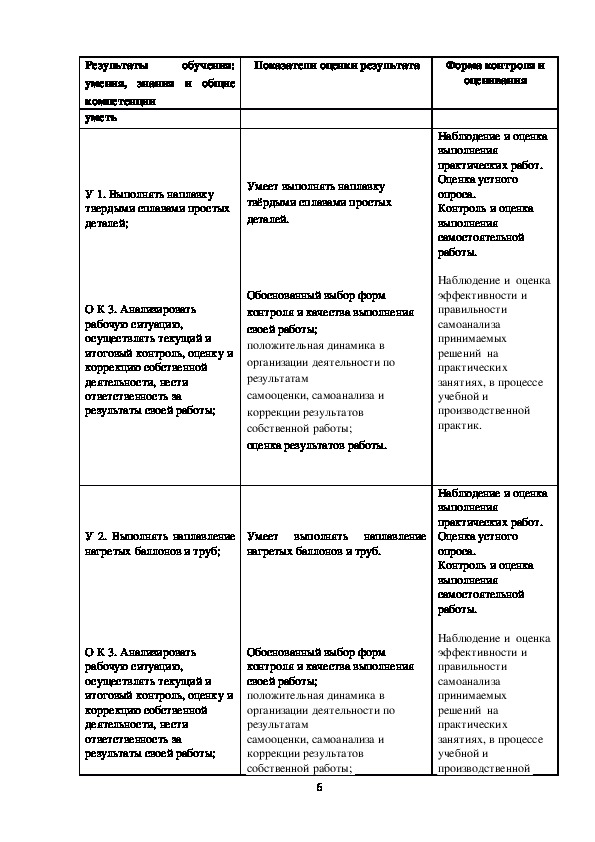
5Результаты
обучения:
умения, знания и общие
компетенции
уметь
Показатели оценки результата
Форма контроля и
оценивания
У 1. Выполнять наплавку
твердыми сплавами простых
деталей;
Умеет выполнять наплавку
твёрдыми сплавами простых
деталей.
О К 3. Анализировать
рабочую ситуацию,
осуществлять текущий и
итоговый контроль, оценку и
коррекцию собственной
деятельности, нести
ответственность за
результаты своей работы;
Обоснованный выбор форм
контроля и качества выполнения
своей работы;
положительная динамика в
организации деятельности по
результатам
самооценки, самоанализа и
коррекции результатов
собственной работы;
оценка результатов работы.
У 2. Выполнять наплавление
нагретых баллонов и труб;
Умеет выполнять наплавление
нагретых баллонов и труб.
О К 3. Анализировать
рабочую ситуацию,
осуществлять текущий и
итоговый контроль, оценку и
коррекцию собственной
деятельности, нести
ответственность за
результаты своей работы;
Обоснованный выбор форм
контроля и качества выполнения
своей работы;
положительная динамика в
организации деятельности по
результатам
самооценки, самоанализа и
коррекции результатов
собственной работы;
6
Наблюдение и оценка
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
Наблюдение и оценка
эффективности и
правильности
самоанализа
принимаемых
решений на
практических
занятиях, в процессе
учебной и
производственной
практик.
Наблюдение и оценка
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
Наблюдение и оценка
эффективности и
правильности
самоанализа
принимаемых
решений на
практических
занятиях, в процессе
учебной и
производственнойоценка результатов работы.
практик.
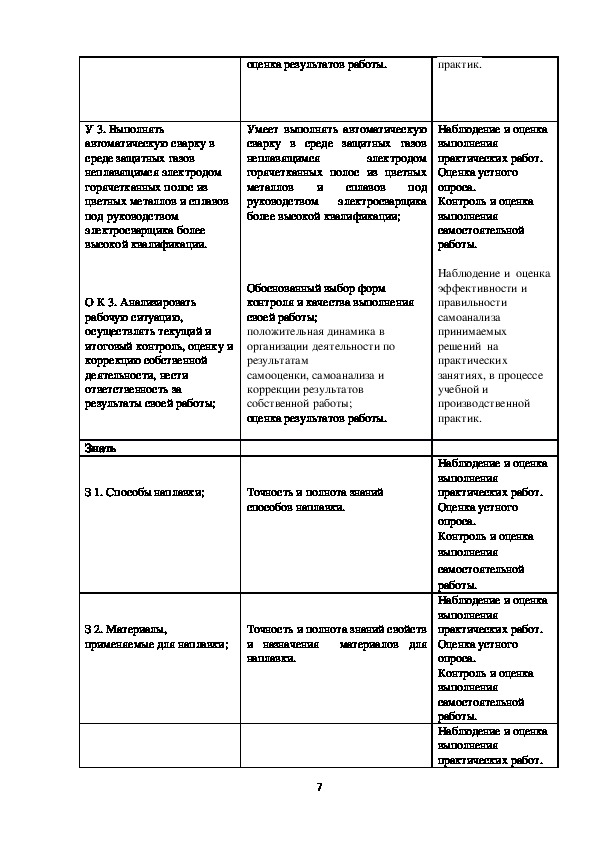
У 3. Выполнять
автоматическую сварку в
среде защитных газов
неплавящимся электродом
горячетканных полос из
цветных металлов и сплавов
под руководством
электросварщика более
высокой квалификации.
О К 3. Анализировать
рабочую ситуацию,
осуществлять текущий и
итоговый контроль, оценку и
коррекцию собственной
деятельности, нести
ответственность за
результаты своей работы;
Знать
Умеет выполнять автоматическую
сварку в среде защитных газов
неплавящимся
электродом
горячетканных полос из цветных
металлов и сплавов под
руководством электросварщика
более высокой квалификации;
Обоснованный выбор форм
контроля и качества выполнения
своей работы;
положительная динамика в
организации деятельности по
результатам
самооценки, самоанализа и
коррекции результатов
собственной работы;
оценка результатов работы.
З 1. Способы наплавки;
Точность и полнота знаний
способов наплавки.
З 2. Материалы,
применяемые для наплавки;
Точность и полнота знаний свойств
и назначения
материалов для
наплавки.
Наблюдение и оценка
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
Наблюдение и оценка
эффективности и
правильности
самоанализа
принимаемых
решений на
практических
занятиях, в процессе
учебной и
производственной
практик.
Наблюдение и оценка
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
Наблюдение и оценка
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
Наблюдение и оценка
выполнения
практических работ.
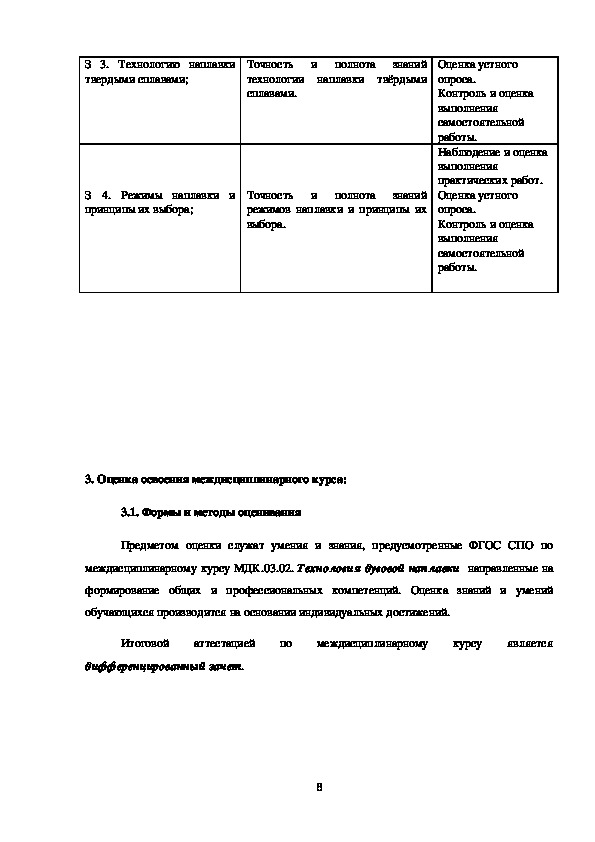
7З 3. Технологию наплавки
твердыми сплавами;
Точность и полнота знаний
технологии наплавки твёрдыми
сплавами.
З 4. Режимы наплавки и
принципы их выбора;
Точность и полнота знаний
режимов наплавки и принципы их
выбора.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
Наблюдение и оценка
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
3. Оценка освоения междисциплинарного курса:
3.1. Формы и методы оценивания
Предметом оценки служат умения и знания, предусмотренные ФГОС СПО по
междисциплинарному курсу МДК.03.02. Технология дуговой наплавки направленные на
формирование общих и профессиональных компетенций. Оценка знаний и умений
обучающихся производится на основании индивидуальных достижений.
Итоговой
аттестацией по междисциплинарному курсу является
дифференцированный зачет.
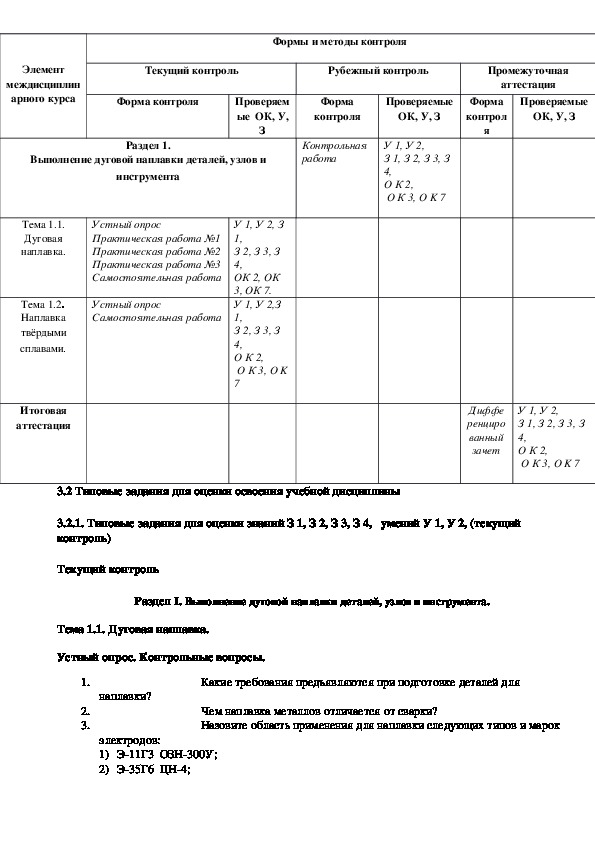
8Контроль и оценка освоения междисциплинарного курса по темам (разделам)
9Формы и методы контроля
Элемент
междисциплин
арного курса
Текущий контроль
Рубежный контроль
Промежуточная
аттестация
Форма контроля
Проверяем
ые ОК, У,
З
Форма
контроля
Проверяемые
ОК, У, З
Форма
контрол
Проверяемые
ОК, У, З
я
Выполнение дуговой наплавки деталей, узлов и
Раздел 1.
Контрольная
работа
инструмента
У 1, У 2,
З 1, З 2, З 3, З
4,
О К 2,
О К 3, O K 7
Устный опрос
Практическая работа №1
Практическая работа №2
Практическая работа №3
Самостоятельная работа
Устный опрос
Самостоятельная работа
У 1, У 2, З
1,
З 2, З 3, З
4,
ОК 2, ОК
3, ОК 7.
У 1, У 2,З
1,
З 2, З 3, З
4,
О К 2,
О К 3, O K
7
Тема 1.1.
Дуговая
наплавка.
Тема 1.2.
Наплавка
твёрдыми
сплавами.
Итоговая
аттестация
Диффе
ренциро
ванный
зачет
У 1, У 2,
З 1, З 2, З 3, З
4,
О К 2,
О К 3, O K 7
3.2 Типовые задания для оценки освоения учебной дисциплины
3.2.1. Типовые задания для оценки знаний З 1, З 2, З 3, З 4, умений У 1, У 2, (текущий
контроль)
Текущий контроль
Раздел I. Выполнение дуговой наплавки деталей, узлов и инструмента.
Тема 1.1. Дуговая наплавка.
Устный опрос. Контрольные вопросы.
Какие требования предъявляются при подготовке деталей для
Чем наплавка металлов отличается от сварки?
Назовите область применения для наплавки следующих типов и марок
наплавки?
1.
2.
3.
электродов:
1) Э11Г3 ОЗН300У;
2) Э35Г6 ЦН4;3) Э20Х13 48Ж1;
4) Э80В18Х4Ф ЦИ1М;
5) Э15Х15Н10С5М3Г ЦН18.
4.
5.
наплавку?
Электродами с каким диаметром производят ручную дуговую
В чём принципиальное отличие наплавки от напыления?
Практическая работа №1 «Выбор диаметра и марки электрода».
Цель работы: Закрепление теоретических знаний по правилам выбора диаметра и марки
электрода.
Порядок выполнения работы.
1. Проработайте теоретический материал и ответьте письменно на вопросы.
2. Выполните задание №1.
3. Оформите результаты работы.
Практическая работа №2 «Подбор и установка режима наплавки».
Цель работы: Закрепление теоретических знаний по правилам подбора и установки режима
наплавки.
Порядок выполнения работы.
1. Ознакомьтесь с техникой безопасности при выполнении наплавочных работ.
2. Проработайте теоретический материал и ответьте письменно на контрольные вопросы.
3. Выполните задание №1.
4. Оформите результаты работы.
Практическая работа №3 «Наплавка на плоскую поверхность детали из низкоуглеродистой
стали».
Цель работы: Закрепление теоретических знаний по правилам наплавки на плоскую поверхность
детали из низкоуглеродистой стали.
Порядок выполнения работы.
1. Ознакомьтесь с техникой безопасности при выполнении наплавочных работ.
2. Проработайте теоретический материал и ответьте письменно на контрольные вопросы.
3. Выполните задание №1 и №2.
4. Оформите результаты работы.
Тема 1.2. Наплавка твёрдыми сплавами.
Устный опрос. Контрольные вопросы.
111. Какова сущность наплавки твёрдыми сплавами?
2. Какие электроды применяют для наплавки деталей экскаваторов, землеройных машин,
работающих при ударных нагрузках?
3. Какие электроды применяют для наплавки стальных и чугунных деталей, подверженных
абразивному износу без ударной нагрузки?
4. Какие электроды применяют для наплавки деталей работающих в условиях сильного
износа и при ударных нагрузках?
5. Какую проволоку применяют для наплавки высокомарганцовистых сталей для
получения твёрдости слоя 2025 НКС?
Рубежный контроль.
Контрольная работа по разделу I. Выполнение дуговой наплавки деталей, узлов и
инструмента.
Способы наплавки и их применение.
Эталон ответа.
Ручную дуговую наплавку применяют для восстановления изношенных поверхностей, устранения
брака литья и получения поверхности со специальными свойствами.
Для выполнения наплавки используют покрытые плавящиеся; угольные и графитовые электроды.
Наиболее широкое применение имеют электроды УОНИ13/50,13/60,13/80 с фтористо
кальциевым покрытием. Наплавку выполняют на постоянном токе обратной полярности. При
соблюдении режимов наплавки, указанных в паспорте на электроды, достигаются достаточные
плотность и мелкозернистость наплавленного металла и исключается появление трещин.
В качестве присадочного материала при применении неплавящихся электродов используют
порошковые смеси: сталинит (8...10 % С; 13...17 % Мn; до 3% Si; 16...20 % Сr; остальное — Fe);
вокар (9...10 % С; до 3% Si; до 2% Fe; остальное — W); боридную смесь (0,12% С; 35% Сr; 7,65 %
В; остальное — Fe). На очищенную поверхность насыпают тонкий (0,2...0,3 мм) слой флюса, затем
слой порошка толщиной 3...5 мм и шириной 20...60 мм; Дугу возбуждают на основном металле, а
затем ее переносят на слой порошка. Наплавку выполняют на постоянном токе прямой полярности
или на переменном.
Автоматическую наплавку в защитных газах применяют в тех случаях, когда невозможна или
затруднена наплавка под флюсом. Для защиты зоны горения дуги и жидкого металла используют
углекислый газ, аргон или их смеси, иногда с добавлением кислорода.
Плазменную наплавку выполняют с использованием гранулированных порошковых материалов
или проволоки из, высоколегированных сталей. Плазменная наплавка имеет широкие
технологические возможности: толщину наплавленного за один проход слоя можно изменять от
0,25 до 9,5 мм, а ширину — от 1,2 до 45 мм.
Вибродуговая наплавка заключается в том, что между электродом и наплавляемой поверхностью
периодически возбуждается и гаснет дуга. В момент короткого замыкания расплавленный металл
проволоки приваривается к поверхности. Для уменьшения нагрева изделие охлаждают водяной
эмульсией (50... ...60 г кальцинированной соды и 10...15 г технического мыла на 1 л воды). Наплавку
выполняют в следующем режиме: напряжение источника тока — 14...24 В; диаметр электродной
проволоки — 1,6...2,5 мм; сила сварочного тока — 100...250 А; частота колебаний электрода —
25...100 Гц.
В процессе наплавки изделие вращается а электродная проволока перемещается по образующей и
Вибродуговой наплавкой
одновременно совершает возвратнопоступательное движение.
12восстанавливают поверхности стальных и чугунных изделий. За один проход наплавляется слой
толщиной до 3 мм.
Электрошлаковой наплавке подвергают плоские и цилиндрические поверхности. Она может быть
рекомендована для изделий, поверхностные слои которых должны быть равномерны по толщине и
иметь заданный химический состав.
4. Контрольнооценочные материалы для итоговой аттестации по междисциплинарному
курсу.
Предметом оценки являются умения и знания. Контроль и оценка осуществляются с
использованием следующих форм и методов: текущий контроль осуществляется выполнением
практических, контрольных и самостоятельных внеаудиторных работ, устным опросом.
Итоговый контроль осуществляется выполнением практической работы.
I. ПАСПОРТ
Назначение:
КОМ предназначен для контроля и оценки результатов освоения междисциплинарного курса
МДК 03.02 Технология дуговой наплавки подготовки квалифицированных рабочих, служащих
СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
ПО 1. Наплавления деталей и узлов простых и средней сложности конструкций твёрдыми
сплавами;
ПО 2. Наплавление сложных деталей и узлов сложных инструментов;
ПО 3. Наплавления изношенных простых инструментов, деталей из углеродистых и
конструкционных сталей;
ПО 4. Наплавления нагретых баллонов и труб, дефектов деталей машин, механизмов и
конструкций;
У 1. Выполнять наплавку твердыми сплавами простых деталей;
У 2. Выполнять наплавление нагретых баллонов и труб;
13З 1. Способы наплавки;
З 2. Материалы, применяемые для наплавки;
З 3. Технологию наплавки твердыми сплавами;
З 4. Режимы наплавки и принципы их выбора;
ПК 1. Наплавлять детали и узлы простых и средней сложности конструкций твердыми
сплавами.
ПК 2. Наплавлять сложные детали и узлы сложных инструментов.
ПК 3. Наплавлять изношенные простые инструменты, детали из углеродистых и
конструкционных сталей.
ПК 4. Наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и
конструкций.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять
к ней устойчивый интерес;
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее
достижения, определенных руководителем;
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль,
оценку и коррекцию собственной деятельности, нести ответственность за результаты своей
работы;
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения
профессиональных задач;
ОК 5. Использовать информационнокоммуникационные технологии в профессиональной
деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами;
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных
профессиональных знаний (для юношей).
14II. ЗАДАНИЕ Вариантов 15.
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания – 45 55 минут.
Задание
Вариант 1.
1. Составьте маршрутную карту технологического процесса наплавки твердыми
сплавами бурового инструмента. Выберите способ наплавки наплавочный
материал, оборудование, инструмент, технику наплавки.
2. Проведите сравнительный анализ свойств материалов, используемых при сварке и
наплавке. Сделайте вывод.
3. Предложите меры по предупреждению появления трещин при наплавке.
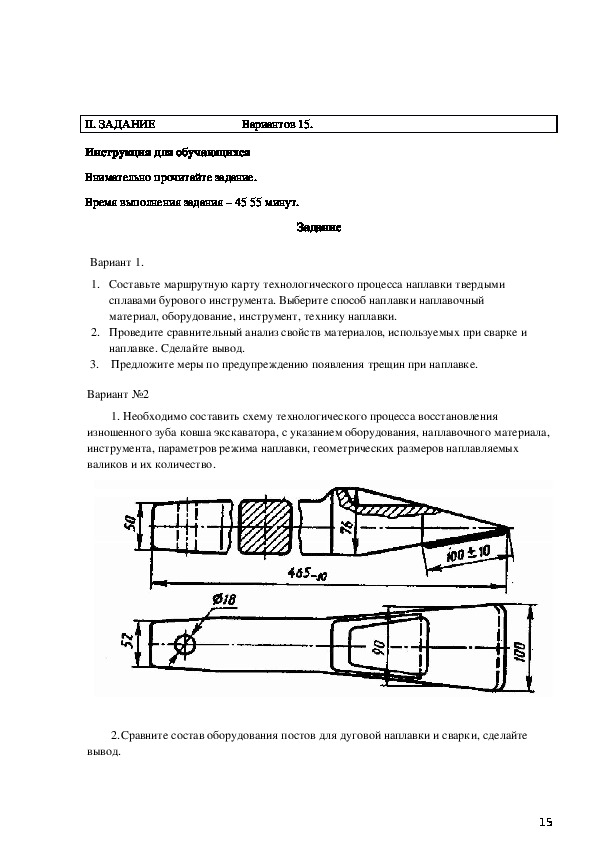
Вариант №2
1. Необходимо составить схему технологического процесса восстановления
изношенного зуба ковша экскаватора, с указанием оборудования, наплавочного материала,
инструмента, параметров режима наплавки, геометрических размеров наплавляемых
валиков и их количество.
2.Сравните состав оборудования постов для дуговой наплавки и сварки, сделайте
вывод.
153.После наплавки провели ультразвуковой контроль направленного слоя детали и
обнаружили шлаковые включения и поры. Обоснуйте причины их появления и предложите
способы устранения этих дефектов
Вариант №3
1.
Составьте технологическую последовательность операций нанесения
поверхностного слоя автоматической наплавки плод флюсом на крышку емкости из
легированной стали. Обоснуйте выбор оборудования и материалов.
2. Проведите сравнительный анализ схем технологических процессов выполнения
восстановительной наплавки и изготовительной.
3.
Спрогнозируйте влияние на качество наплавки несоблюдение техники
наложения валиков при наплавке деталей цилиндрической формы продольными швами.
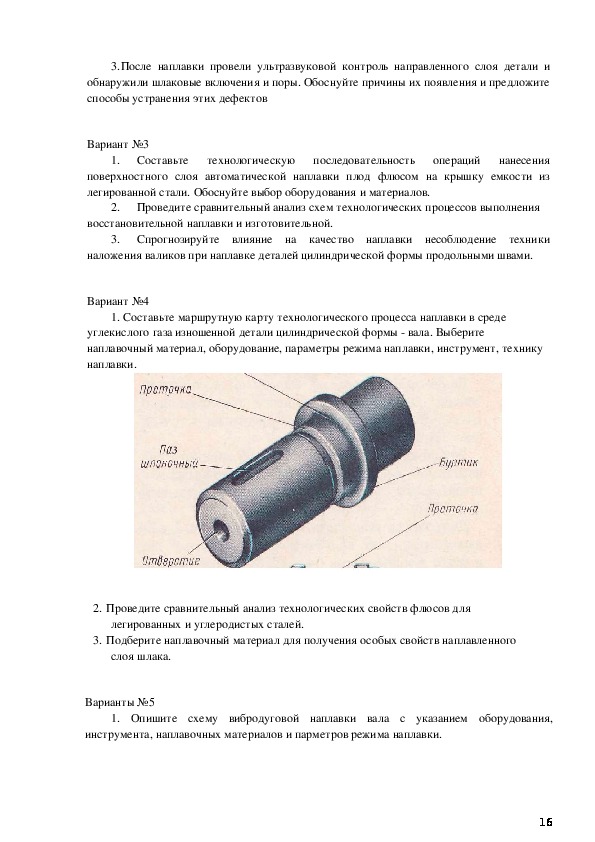
Вариант №4
1. Составьте маршрутную карту технологического процесса наплавки в среде
углекислого газа изношенной детали цилиндрической формы вала. Выберите
наплавочный материал, оборудование, параметры режима наплавки, инструмент, технику
наплавки.
2. Проведите сравнительный анализ технологических свойств флюсов для
легированных и углеродистых сталей.
3. Подберите наплавочный материал для получения особых свойств наплавленного
слоя шлака.
Варианты №5
1. Опишите схему вибродуговой наплавки вала с указанием оборудования,
инструмента, наплавочных материалов и парметров режима наплавки.
162.Предложите наиболее производительный способ автоматической наплавки крупных
деталей.
Вариант №6
1. Составьте схему технологического процесса ручной дуговой наплавки штампа с
указанием марки электродов, режима наплавки, режима термической обработки деталей до
и после наплавки, оборудования.
2. Проведите сравнительный анализ технологических свойств порошковой проволоки
и проволоки сплошного сечения.
3. После наплавки и провели контроль внешним осмотром и обнаружили
пластическую деформацию детали (коробление). Предложите способы устранения
дефекта и поясните причины его возникновения.
Вариант №7
1. Составьте схему электрошлаковой наплавки плоской поверхности в
горизонтальном положении с указанием наплавочных материалов, параметров режима
наплавки, оборудования.
172.
Проведите сравнительный анализ факторов, влияющих на качество наплавки,
выполненной ручным и механизированным способом, сделайте вывод.
3.
Провели процесс заварки дефекта в чугунной детали. Через некоторое время
на наплавленном слое появились трещины. Обоснуйте причины их появления и
предложите способы устранения этих дефектов.
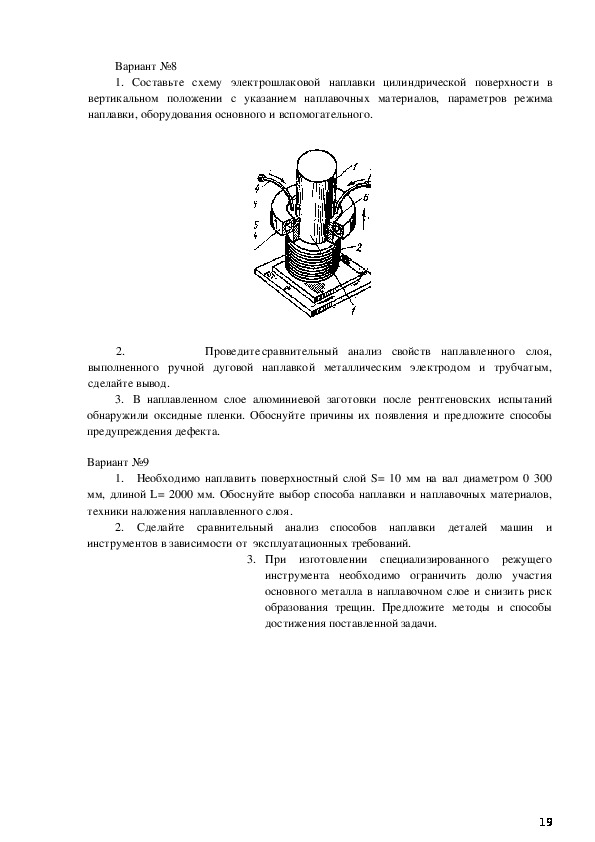
18Вариант №8
1. Составьте схему электрошлаковой наплавки цилиндрической поверхности в
вертикальном положении с указанием наплавочных материалов, параметров режима
наплавки, оборудования основного и вспомогательного.
2.
Проведите сравнительный анализ свойств наплавленного слоя,
выполненного ручной дуговой наплавкой металлическим электродом и трубчатым,
сделайте вывод.
3. В наплавленном слое алюминиевой заготовки после рентгеновских испытаний
обнаружили оксидные пленки. Обоснуйте причины их появления и предложите способы
предупреждения дефекта.
Вариант №9
1. Необходимо наплавить поверхностный слой S= 10 мм на вал диаметром 0 300
мм, длиной L= 2000 мм. Обоснуйте выбор способа наплавки и наплавочных материалов,
техники наложения наплавленного слоя.
2. Сделайте сравнительный анализ способов наплавки деталей машин и
инструментов в зависимости от эксплуатационных требований.
3. При изготовлении специализированного режущего
инструмента необходимо ограничить долю участия
основного металла в наплавочном слое и снизить риск
образования трещин. Предложите методы и способы
достижения поставленной задачи.
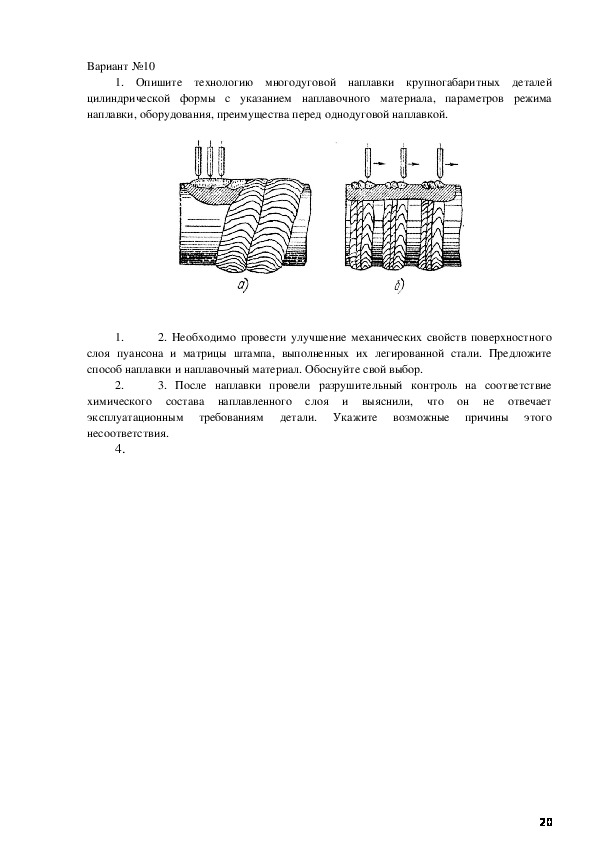
19Вариант №10
1. Опишите технологию многодуговой наплавки крупногабаритных деталей
цилиндрической формы с указанием наплавочного материала, параметров режима
наплавки, оборудования, преимущества перед однодуговой наплавкой.
1.
2. Необходимо провести улучшение механических свойств поверхностного
слоя пуансона и матрицы штампа, выполненных их легированной стали. Предложите
способ наплавки и наплавочный материал. Обоснуйте свой выбор.
2.
3. После наплавки провели разрушительный контроль на соответствие
химического состава наплавленного слоя и выяснили, что он не отвечает
эксплуатационным требованиям детали.
Укажите возможные причины этого
несоответствия.
4.
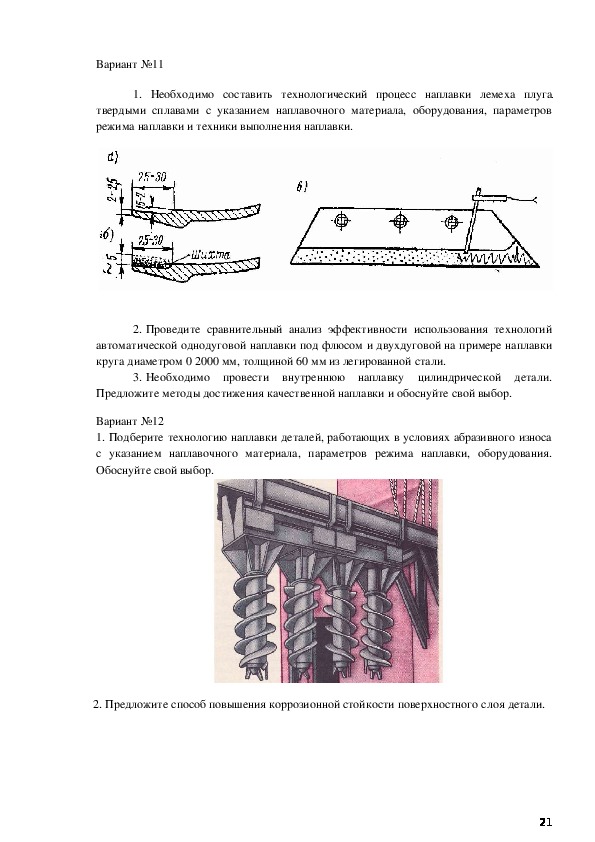
20Вариант №11
1. Необходимо составить технологический процесс наплавки лемеха плуга
твердыми сплавами с указанием наплавочного материала, оборудования, параметров
режима наплавки и техники выполнения наплавки.
2. Проведите сравнительный анализ эффективности использования технологий
автоматической однодуговой наплавки под флюсом и двухдуговой на примере наплавки
круга диаметром 0 2000 мм, толщиной 60 мм из легированной стали.
3. Необходимо провести внутреннюю наплавку цилиндрической детали.
Предложите методы достижения качественной наплавки и обоснуйте свой выбор.
Вариант №12
1. Подберите технологию наплавки деталей, работающих в условиях абразивного износа
с указанием наплавочного материала, параметров режима наплавки, оборудования.
Обоснуйте свой выбор.
2. Предложите способ повышения коррозионной стойкости поверхностного слоя детали.
213. Сделайте сравнительный анализ влияния параметров режимов автоматической наплавки
под флюсом на формирование валика, химический состав наплавленного слоя и
производительность процесса.
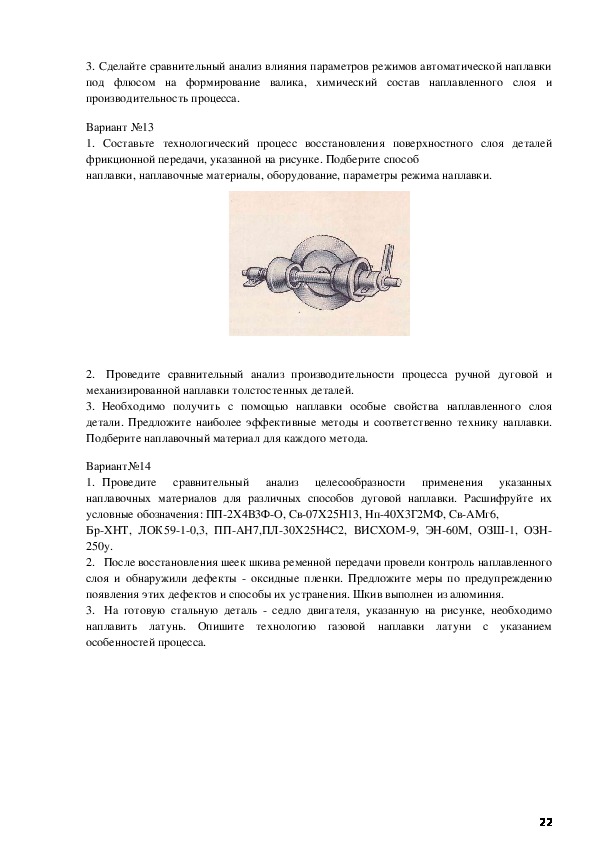
Вариант №13
1. Составьте технологический процесс восстановления поверхностного слоя деталей
фрикционной передачи, указанной на рисунке. Подберите способ
наплавки, наплавочные материалы, оборудование, параметры режима наплавки.
2. Проведите сравнительный анализ производительности процесса ручной дуговой и
механизированной наплавки толстостенных деталей.
3. Необходимо получить с помощью наплавки особые свойства наплавленного слоя
детали. Предложите наиболее эффективные методы и соответственно технику наплавки.
Подберите наплавочный материал для каждого метода.
Вариант№14
1. Проведите сравнительный анализ целесообразности применения указанных
наплавочных материалов для различных способов дуговой наплавки. Расшифруйте их
условные обозначения: ПП2Х4В3ФО, Св07Х25Н13, Нп40Х3Г2МФ, СвАМг6,
БрХНТ, ЛОК5910,3, ППАН7,ПЛ30Х25Н4С2, ВИСХОМ9, ЭН60М, ОЗШ1, ОЗН
250у.
2. После восстановления шеек шкива ременной передачи провели контроль наплавленного
слоя и обнаружили дефекты оксидные пленки. Предложите меры по предупреждению
появления этих дефектов и способы их устранения. Шкив выполнен из алюминия.
3. На готовую стальную деталь седло двигателя, указанную на рисунке, необходимо
наплавить латунь. Опишите технологию газовой наплавки латуни с указанием
особенностей процесса.
22Вариант №15
1. Для упрочнения и восстановления деталей, работающих в условиях абразивного износа
необходимо выполнить газопорошковую наплавку. Выберите способ наплавки,
наплавочный материал, оборудование, опишите технику подготовки поверхности к
наплавке для деталей указанных на рисунке.
2. Проведите сравнительный анализ эффективности дуговой наплавки пучком электродов
и обычным плавящимся электродом. Сделайте вывод.
3. Составьте последовательность операций контроля наплавки на различных этапах
технологического процесса и обоснуйте целесообразность их выполнения.
23Список литературы
Основные источники:
Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. Образования – М.:
Издательский центр «Академия», 2010.
Лаврешин С.А. Производственное обучение газосварщиков : учеб. пособие для нач. проф.
Образования – М.: Издательский центр «Академия», 2012.
Чебан В. А. Сварочные работы /В. А. Чебан. Изд. 7е. Ростов н/Д : Феникс, 2010.
(Начальное профессиональное образование). 2010.
Маслов В. И. Сварочные работы: Учеб. для нач. проф. образования: Учеб. пособие для
сред. проф. Образования М.: ПрофОбрИздат, 2009.
Дополнительные источники.
Гуськова Л.Н. Газосварщик: раб. Тетрадь: учеб. Пособие для нач. проф. Образования –
М.: Издательский центр «Академич», 2012.
Галушкина В.Н. Технология производства сварных конструкций6 учебник для нач. проф.
образования – М.: Издательский Центр «Академия», 2012.
Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов:
учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
Юхин Н.А. Газосварщик: учеб. пособие для нач. проф. образования – М.: Издательский
центр «Академия», 2010.
Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб. пособие для нач.
проф. образования – М. : Издательский центр «Академия», 2006.
М.Д. Банов Ю.В. Казанов «Сварка и резка материалов», Учебное пособие – М: ОИЦ
«Академия», 2009г.
Овчинников В. В. Оборудование, техника и технология сварки и резки металлов: учебник/
В.В.Овчинников. М.: КНОРУС, 2010.(Начальное профессиональное образование).
А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М: ОИЦ «Академия»,
2010г
В. Г. Лупачев «Ручная дуговая сварка» учебник –Мн.; Выш. шк., 2006.
Интернет – ресурс:
www.svarkareska.ru www
. svarka
. net
www
. prosvarky.ru
websvarka.ru
24