Поделиться

ЛЕКЦИЯ 8
Композиционные материалы
ПЛАН:
1. Дисперсно-упрочненные композиционные материалы
2. Волокнистые композиционные материалы
Современное машиностроение невозможно представить без применения материалов нового поколения - композиционных и порошковых.
Композиционными называют сложные материалы, в состав которых входят компоненты значительно отличающиеся по своим свойствам и обычно не растворимые друг в друге. Эти компоненты разделены в материале ярко выраженной границей.
Свойства композиционных материалов (КМ) в основном зависят от физико-механических свойств компонентов и от прочности связи между ними.
Основа КМ (матрица) - металл или сплав (КМ с металлической матрицей) или полимер, углеродистые или полимерные материалы (КМ с неметаллической матрицей). Матрица связывает композицию, придает ей форму. От свойств матрицы зависят технологические режимы получения КМ и такие характеристики, как рабочая температура, сопротивление усталостному разрушению, сопротивление воздействию среды, плотность КМ, удельная прочность.
В матрице равномерно распределены остальные компоненты (наполнители или армирующие элементы). Армирующие элементы могут изменить прочностные или иные характеристики КМ.
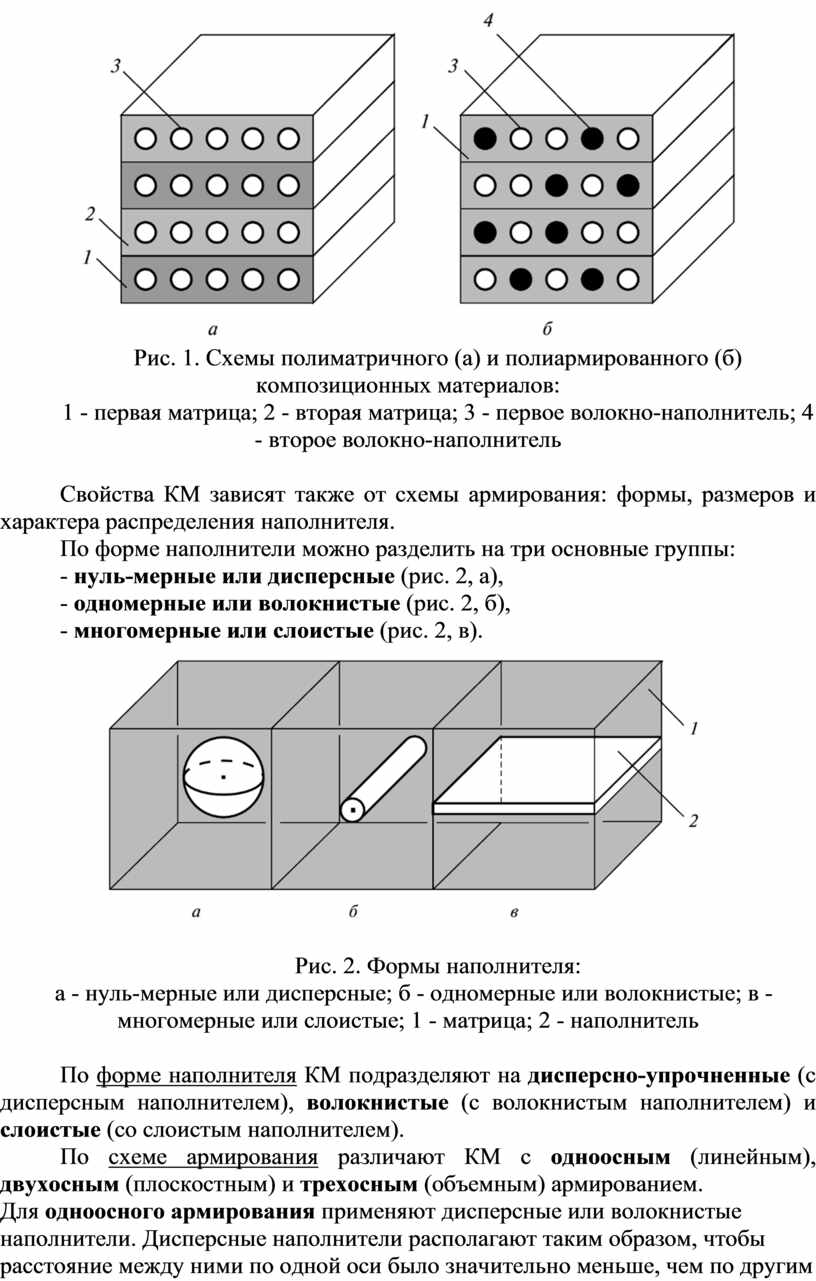
В последнее время созданы так называемые полиматричные и полиармированные КМ (рис. 1).
Полиматричные (рис. 1, а) - КМ с комбинированными матрицами.
Полиармированные (рис. 1, б) - КМ, армированные несколькими разновидностями компонентов. Для этих КМ характерен более обширный перечень полезных свойств. Например, использование двух матриц, алюминия и титана позволяет увеличить прочность КМ в сочетании с его низкой плотностью.
Рис. 1. Схемы полиматричного (а) и полиармированного (б) композиционных материалов:
1 - первая матрица; 2 - вторая матрица; 3 - первое волокно-наполнитель; 4 - второе волокно-наполнитель
Свойства КМ зависят также от схемы армирования: формы, размеров и характера распределения наполнителя.
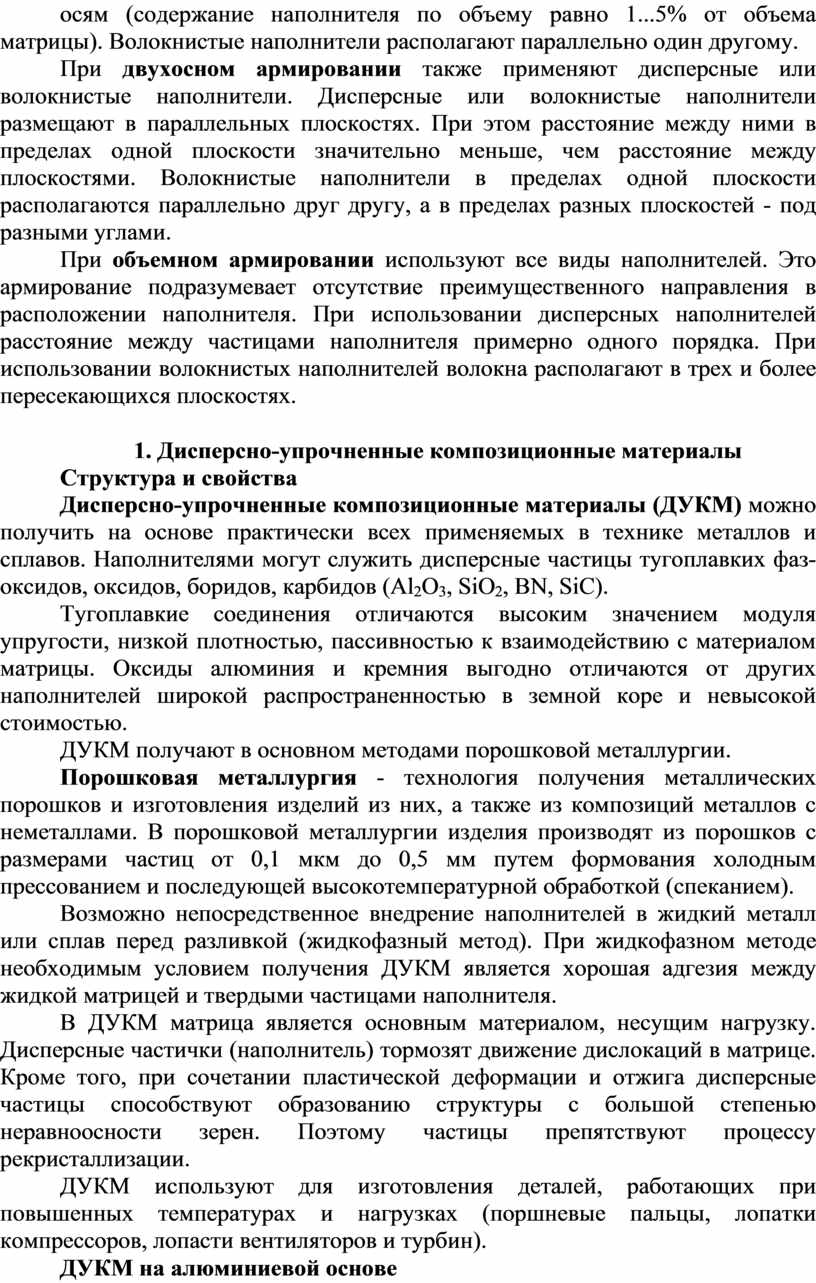
По форме наполнители можно разделить на три основные группы:
- нуль-мерные или дисперсные (рис. 2, а),
- одномерные или волокнистые (рис. 2, б),
- многомерные или слоистые (рис. 2, в).
Рис. 2. Формы наполнителя:
а - нуль-мерные или дисперсные; б - одномерные или волокнистые; в - многомерные или слоистые; 1 - матрица; 2 - наполнитель
По форме наполнителя КМ подразделяют на дисперсно-упрочненные (с дисперсным наполнителем), волокнистые (с волокнистым наполнителем) и слоистые (со слоистым наполнителем).
По схеме армирования различают КМ с одноосным (линейным), двухосным (плоскостным) и трехосным (объемным) армированием.
Для одноосного армирования применяют дисперсные или волокнистые наполнители. Дисперсные наполнители располагают таким образом, чтобы расстояние между ними по одной оси было значительно меньше, чем по другим осям (содержание наполнителя по объему равно 1...5% от объема матрицы). Волокнистые наполнители располагают параллельно один другому.
При двухосном армировании также применяют дисперсные или волокнистые наполнители. Дисперсные или волокнистые наполнители размещают в параллельных плоскостях. При этом расстояние между ними в пределах одной плоскости значительно меньше, чем расстояние между плоскостями. Волокнистые наполнители в пределах одной плоскости располагаются параллельно друг другу, а в пределах разных плоскостей - под разными углами.
При объемном армировании используют все виды наполнителей. Это армирование подразумевает отсутствие преимущественного направления в расположении наполнителя. При использовании дисперсных наполнителей расстояние между частицами наполнителя примерно одного порядка. При использовании волокнистых наполнителей волокна располагают в трех и более пересекающихся плоскостях.
1. Дисперсно-упрочненные композиционные материалы
Структура и свойства
Дисперсно-упрочненные композиционные материалы (ДУКМ) можно получить на основе практически всех применяемых в технике металлов и сплавов. Наполнителями могут служить дисперсные частицы тугоплавких фаз-оксидов, оксидов, боридов, карбидов (Al2O3, SiO2, BN, SiC).
Тугоплавкие соединения отличаются высоким значением модуля упругости, низкой плотностью, пассивностью к взаимодействию с материалом матрицы. Оксиды алюминия и кремния выгодно отличаются от других наполнителей широкой распространенностью в земной коре и невысокой стоимостью.
ДУКМ получают в основном методами порошковой металлургии.
Порошковая металлургия - технология получения металлических порошков и изготовления изделий из них, а также из композиций металлов с неметаллами. В порошковой металлургии изделия производят из порошков с размерами частиц от 0,1 мкм до 0,5 мм путем формования холодным прессованием и последующей высокотемпературной обработкой (спеканием).
Возможно непосредственное внедрение наполнителей в жидкий металл или сплав перед разливкой (жидкофазный метод). При жидкофазном методе необходимым условием получения ДУКМ является хорошая адгезия между жидкой матрицей и твердыми частицами наполнителя.
В ДУКМ матрица является основным материалом, несущим нагрузку. Дисперсные частички (наполнитель) тормозят движение дислокаций в матрице. Кроме того, при сочетании пластической деформации и отжига дисперсные частицы способствуют образованию структуры с большой степенью неравноосности зерен. Поэтому частицы препятствуют процессу рекристаллизации.
ДУКМ используют для изготовления деталей, работающих при повышенных температурах и нагрузках (поршневые пальцы, лопатки компрессоров, лопасти вентиляторов и турбин).
ДУКМ на алюминиевой основе
Наиболее широко применяют ДУКМ на основе алюминия - САП (спеченный алюминиевый порошок) или САС (спеченные алюминиевые сплавы).
В САП матрицей является алюминий, наполнителем - мелкие частички окиси алюминия Al2O3 (6...18%). С увеличением содержания Al2O3 повышается предел прочности на растяжение и уменьшается относительное удлинение.
Материалы типа САП обладают высокой жаропрочностью и превосходят все деформируемые алюминиевые сплавы. Даже при температуре 500°С их σв не менее 60...110 МПа. Жаропрочность объясняется тормозящим действием дисперсных частиц на процесс рекристаллизации.
Сплавы типа САП применяют в авиационной технике для изготовления деталей с высокой удельной прочностью и коррозионной стойкостью, работающих при температурах до 300...500°С. Из них изготавливают штоки поршней, лопатки компрессоров, оболочки тепловыделяющих элементов и трубы теплообменников.
САС производят из порошков, полученных распылением сплавов заданного состава. Легирование САС (25...30% Si, 5...7% Ni) понижает коэффициент температурного линейного расширения (до 14,5...15,5×10-6 К-1) и повышает модуль упругости (до 100 ГПа).
Высокими механическими характеристиками при повышенных температурах обладают ДУКМ на основе алюминия, упрочненные частицами карбида алюминия Al4C3 (σв = 450...500 МПа, δ=4%) или карбида кремния SiC.
Жаропрочные ДУКМ
В качестве жаропрочных применяют ДУКМ с матрицей на основе никеля и наполнителем (2...3%) из двуокиси тория или двуокиси гафния. Обычно матрица этих КМД - ү-раствор Ni + 20% Сг или Ni + 15% Мо, или Ni + 20% (Mo+Cr). Например, состав композиционных материалов:
ВДУ-1 (никель, упрочненный двуокисью кремния);
ВДУ-2 (никель, упрочненный двуокисью гафния);
ВД-3 (матрица Ni + 20% Cr; упрочнение - окись тория).
Конструкционные порошковые материалы
Конструкционные порошковые материалы (ПМ) изготавливают путем прессования металлических порошков в изделия необходимой формы и размеров с последующим спеканием в вакууме или в защитной атмосфере при температуре 0,75...0,8Тпл. Различают пористые и компактные ПМ.
Пористые ПМ после окончательной обработки сохраняют 10...30% остаточной пористости.
В основном они используются для изготовления антифрикционных деталей (подшипники, вкладыши, втулки) и фильтров. Антифрикционные детали могут работать без дополнительной смазки (за счет «выпотевания» масла или графита, находящегося в порах), легко прирабатываются, выдерживают значительные нагрузки, обладают хорошей износостойкостью. Антифрикционные детали изготавливают их железографита (1...7% графита) или из бронзографита (8...10% Sn и 2...4% графита). Для улучшения прирабатываемости добавляют 0,8...1,0% серы или 3,5...4,0% сульфидов.
ПМ на основе железа и меди используют во фрикционных изделиях (тормозные диски, накладки). Фрикционные изделия должны иметь высокий коэффициент трения, высокую прочность, большую износостойкость. Для повышения коэффициента трения в ПМ вводят карбиды кремния, бора, тугоплавкие оксиды. Твердым смазочным компонентом служит графит или свинец. Коэффициент трения у МП на основе железа - 0,18...0,4 (сплав ФМК11); меди - 0,17...0,25 (сплав МК5).
ПМ широко применяют для изготовления фильтрующих элементов.
Фильтры на основе никеля, железа, титана, алюминия, коррозионно-стойкой стали с пористостью 45...50% и размером пор 2...20 мкм используют для очистки жидкостей и газов.
Компактные ПМ (пористость 1...3%) получают из порошков углеродистой и легированной стали; бронз, латуни, титановых и алюминиевых сплавов. В маркировке ПМ из стали добавляют букву С - сталь и букву П - порошковая; в конце маркировки указывают плотность стали в %. Например,
СП10-1 (сталь порошковая 10, плотность 1%);
СП45Х3-2 (сталь порошковая, 0,45% С, 3% Cr, плотность 2%).
Механические свойства порошковых сталей зависят от плотности. При плотности более 3% повышается порог хладноломкости, но понижаются σв и KCU. Поэтому порошковая сталь рекомендуется для изготовления сложных, относительно небольших деталей, несущих малую нагрузку.
Металлокерамические твердые сплавы
Под металлокерамическими твердыми сплавами понимают сплавы на основе высокотвердых и тугоплавких карбидов вольфрама, титана, тантала, соединенных металлической связкой, как правило, кобальтом.
Твердые сплавы изготавливают методом порошковой металлургии. Порошки карбидов смешивают с порошком связки, прессуют эту смесь в изделия необходимой формы и подвергают спеканию (в защитной атмосфере или в вакууме) при 1400...1550°С. При спекании связка плавится и растворяет часть карбидов, что позволяет получать плотный материал (пористость не более 2%), состоящий на 80...95% из карбидных частиц, соединенных связкой. Увеличение содержание связки вызывает снижение твердости, но повышение вязкости.
Твердые сплавы обладают высокой твердостью 80...92 HRA (73...76 HRC), износо- и теплостойкостью до 800...1000°С, модулем упругости до 6,8·105 МПа, пределом прочности на сжатие до 6000 МПа.
Их недостатком является высокая хрупкость и сложность изготовления фасонных изделий.
Твердые сплавы производят в виде пластин, которыми оснащаются режущие инструменты (резцы, сверла, фрезы и др.), а также детали машин, приборов измерительного инструмента.
Свойства твердых сплавов и, следовательно, области их применения зависят от состава и зернистости карбидной фазы (WC-карбид вольфрама, TiC-карбид титана, ТаС), а также от соотношения карбидной и связывающей фаз. Регулированием этих факторов можно в определенных пределах менять свойства сплавов.
Вольфрамовые твердые сплавы
В соответствии с ГОСТ 3882-74 в России выпускают три группы твердых сплавов: вольфрамовая (однокарбидная), титановольфрамовая (двухкарбидная), и титанотанталовольфрамовая (трехкарбидная).
В обозначении марок сплавов используют буквы:
В - карбид вольфрама,
К - кобальт,
Т - карбид титана,
ТТ - карбид титана и карбид тантала.
Цифры после букв указывают примерное содержание компонентов в процентах. Остальное в сплаве (до 100%) - карбид вольфрама. Буквы в конце марки означают:
В - крупнозернистую структуру,
M - мелкозернистую,
ОМ - особомелкозернистую.
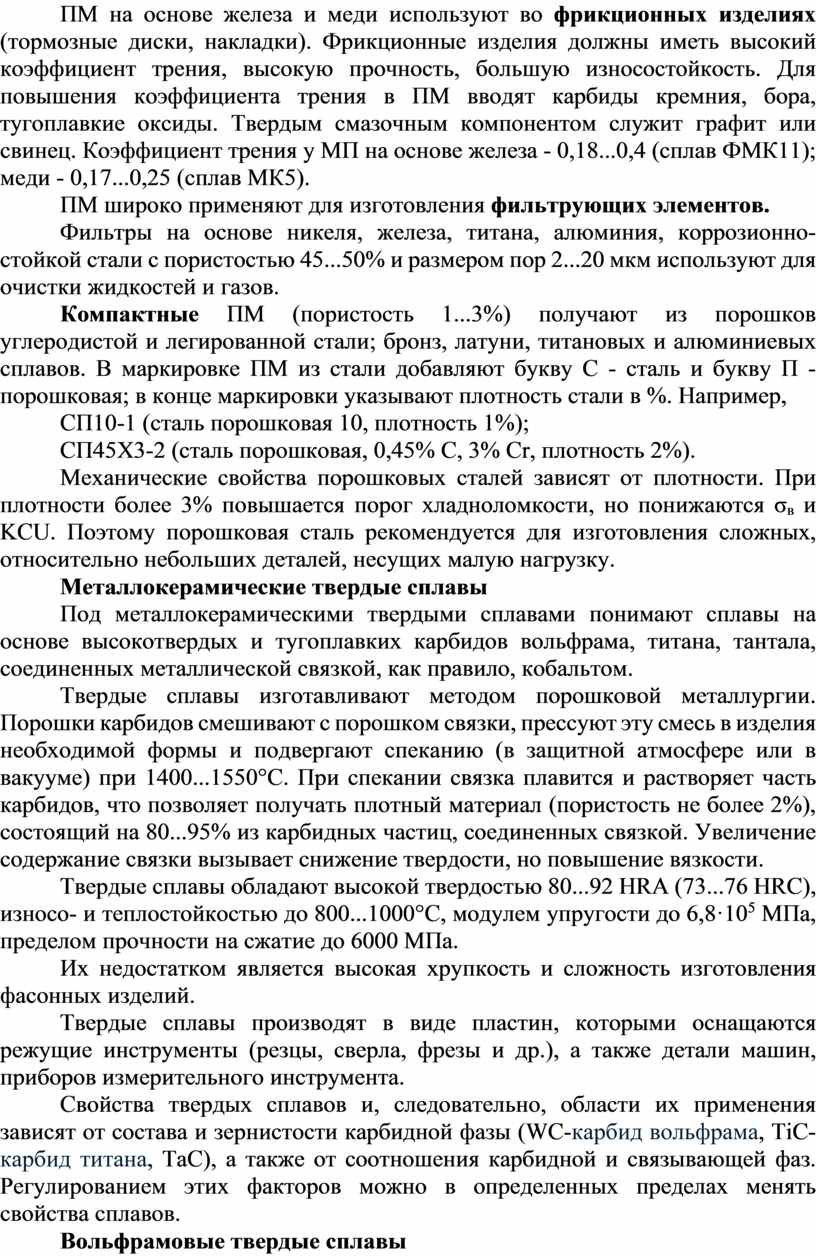
Сплавы вольфрамовой группы (WC - Со) имеют наибольшую прочность, но более низкую твердость, чем сплавы других групп. Они теплостойки до 800°С. Карбидная фаза этих сплавов состоит из зерен WC 1 (рис. 3, а). При одинаковой концентрации кобальта (связки) они отличаются от сплавов других групп наибольшей прочностью, но более низкой вязкостью.
Рис. 3. Микроструктуры вольфрамовых сплавов:
а - ВК15; б - Т15К6; 1 - карбиды вольфрама; 2 - твердый раствор (Ті, W)C
Сплавы применяют в режущем инструменте для обработки чугунов, сталей, цветных сплавов и неметаллических материалов. Повышенная износостойкость и сопротивляемость ударам сплавов группы ВК определяет их применение для изготовления горного инструмента, а также штампов, пуансонов, матриц, фильер и т.д.
Сплавы второй группы (WC - TiC-Co) имеют более высокую теплостойкость (до 900...1000°C) и твердость. Это связано с тем, что карбиды вольфрама частично растворяются в карбиде титана при температуре спекания с образованием твердого раствора (Ti, W)C, имеющего более высокую твердость, чем WC. Структура карбидной фазы зависит от соотношения WC и TiC в шихте. В сплаве Т30К4 образуется одна карбидная фаза твердый раствор (Ti, W)C, который придает сплаву максимальную твердость (92 HRA), но пониженную прочность. В остальных сплавах этой группы количество WC превышает растворимость в ТіС, поэтому карбиды вольфрама 1 в них присутствуют в виде избыточных частиц (рис. 3, б). Эти сплавы применяют в основном для высоко-скоростной обработки сталей и чугунов.
Третью группу образуют сплавы системы WC-TiC-ТаС-Со.
В этих сплавах структура карбидной основы представляет собой твердый раствор (Ті, Та, W)C и избыток WC. Сплавы этой группы отличаются от предыдущей группы большей прочностью, лучшей сопротивляемостью вибрациям и выкрашиванию. Они применяются в наиболее тяжелых условиях резания при черновой обработке стальных поковок, отливок, а также труднообрабатываемых сталей и сплавов.
Общим для вольфрамовых сплавов, помимо высокой хрупкости, является дефицит исходного вольфрамового сырья - основного компонента, определяющего их повышенные физико-механические характеристики.
Безвольфрамовые твердые сплавы
Хорошо себя зарекомендовали сплавы, в которых в качестве наполнителя используется карбид титана, а в качестве связки никель и молибден. Они маркируются буквами КТС и ТН. Твердые сплавы КТС-1 и КТС-2 содержат 15...17% Ni и 7...9% Мо соответственно, карбид титана. В твердых сплавах типа ТН-20, TH-25, ТН-30 в качестве связующего металла применяют в основном никель в количестве 16...30%. Концентрация молибдена составляет 5...9%, остальное - также карбид титана. Твердость подобных твердых сплавов составляет 87...94 HRA, сплавы имеют высокую износо- и коррозионную стойкость. Их используют для изготовления режущего инструмента и быстроизнашивающихся деталей технологического оборудования.
2. Волокнистые композиционные материалы
Структура и свойства
В волокнистых композиционных материалах (ВКМ) в качестве матрицы используют металлы и сплавы на их основе (алюминий, магний, титан, никель) ВКМ на металлической основе (МВКМ); полимерные, углеродистые или керамические материалы - ВКМ на неметаллической основе (НВКМ).
Наполнителями служат стальная проволока из коррозионно-стойких сталей; проволока из тугоплавких металлов Mo, W, Ta, Ве; волокна углерода, бора, нитевидные монокристаллы сапфира Al2O3, карбида кремния.
Композиционные материалы с неметаллической матрицей
В качестве матрицы НВКМ часто применяют полимерные (эпоксидная, фенолоформальдегидная, полиамидная и др.), углеродные и керамические материалы. Упрочнителями служат волокна: стеклянные, углеродные, борные, органические, на основе нитевидных кристаллов (оксиды, бориды, карбиды, нитриды), металлическая проволока.
Свойства НВКМ зависят от состава композиции, сочетания компонентов, прочности связей между ними. Свойства матрицы определяют, в основном, прочность композита на сдвиг и сжатие, сопротивление усталостному износу. Свойства упрочнителя определяют прочность и жесткость материала.
В слоистых материалах волокна, нити, ленты, пропитанные связующим, укладывают параллельно друг другу. Полученные слои собирают в пластины. При параллельной укладке свойства композита получаются анизотропными. При укладке волокон под углом друг к другу можно получить материалы с изотропными свойствами. Рассмотрим некоторые наиболее часто применяемые НВКМ.
Карбоволокниты (углепласты) представляют собой композиции, состоящие из полимерной матрицы и упрочнителя в виде углеродных волокон (карбоволокон). В качестве матрицы применяют:
- полимеры (полимерные карбоволокниты),
- синтетические полимеры, подвергнутые пиролизу (коксованные карбоволокниты),
- пиролитический углерод (пироуглеродные карбоволокниты).
Для удешевления производства в композит добавляют стекловолокно (карбостекловолокниты).
Карбоволокниты отличаются высоким статическим и динамическим сопротивлением усталости, могут работать в широком диапазоне положительных и отрицательных температур. Материал используют в кузовостроении, при изготовлении панелей, подшипников и т.п.
В бороволокнитах в качестве упрочнителя применяют борные волокна. Материал отличается высокой прочностью при сжатии, сдвиге, срезе, низкой ползучестью, высокой твердостью. Изделия из бороволокнитов применяются в авиастроении.
Органоволокниты представляют собой композицию из синтетической матрицы и синтетических волокон. Механические параметры компонентов близки, поэтому происходит взаимная диффузия компонентов и возможны химические реакции между ними. Следовательно материалы имеют стабильные во времени механические свойства, хорошо работают при повышенной влажности и высоких климатических температурах. Композиты применяют в качестве корпусного материала машин, работающих в тропическом и субтропическом климате.
Композиционные материалы с металлической матрицей
Для алюминиевых и магниевых МВКМ применяют волокна:
- борные (σв =2500...3500 МПа; Е = 38...420 ГПа);
- углеродные (σв =1400...3500 МПа; Е=160...450ГПа);
- изкарбидов кремния (σв=2500...3500 МПа; Е= 450 ГПа);
- карбидов, нитридов и оксидов тугоплавких металлов;
- высокопрочную сталь.
Для армирования титана и его сплавов применяют молибденовую проволоку, волокна сапфира, карбида кремния, борида титана. Для жаропрочных никелевых МВКМ применяют волокна из вольфрамовой или молибденовой проволоки.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. От каких факторов зависят свойства композиционных материалов?
2. Что такое матрица композиционного материала?
3. Как располагается наполнитель в волокнистых КМ?
4. Что такое слоистые КМ?
5. Что такое порошковые материалы?
6. В чем разница между пористыми и компактными ПМ?
ЛИТЕРАТУРА
Черепахин, А. А., Материаловедение. : учебник / А. А. Черепахин, И. И. Колтунов, В. А. Кузнецов. - Москва : КноРус, 2025. - 237 с.
Скачано с www.znanio.ru


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
