Поделиться

Расчет списочной численности обслуживающего
персонала
Основой для расчета списочной численности является сменная численность, которая определяется по заводским данным.
Сменная численность – это количество рабочих, необходимое для обслуживания оборудования в течении смены.
Суточная численность представляет собой количество рабочих, необходимых для обеспечения работы оборудования:
Чсут = Чсм * n,
где: Ч – суточная численность, человек;
Ч – сменная численность, человек;
n – количество смен.
На печном участке применяется непрерывная рабочая неделя, поэтому необходимо предусмотреть дополнительно к суточной численность подменных рабочих. Подменные рабочие заменяют тех рабочих, которым еженедельно предоставляют выходные дни:
Чподм = Чсм,
где: Чподм – подменная численность на выходные дни, человек.
Суточная численность с подменной на выходные дни является расстановочной (явочной) численность:
Чрасст = Чсут + Чподм,
где: Чрасст – расстановочная численность, человек.
Для подмены рабочих, которым предоставлены очередные отпуска и которые выполняют государственные обязанности необходима резервная численность:
Чрез = Чсп - Чрасст,
где: Чрез – резервная численность, человек;
Чсп - списочная численность, человек;
Общая численность рабочих является списочная численность:
Чсп = Чсут * Kсп,
где: Kсп – коэффициент списочности.
Коэффициент списочности рассчитывается по формуле:
Kсп = f1 * f2 * f3,
где: f1 – коэффициент, учитывающий подмену на выходные дни, при трёхсменном четырёхбригадном графике работы, равен 1,33;
f2 – коэффициент, учитывающий подмену рабочих на период очередных тарифных отпусков, так как отпуск составляет 42 дня для всей бригады, f2 = 1,135;
f3 – коэффициент, учитывающий подмену рабочих на период невыходов, по уважительной причине в связи с болезнью и выполнением государственных и общественных обязанностей (f3 = 1,02 * 1,01 = 1,03)
Согласно штатному расписания завода сменная численность бригады равна:
Сталевар 1 человек
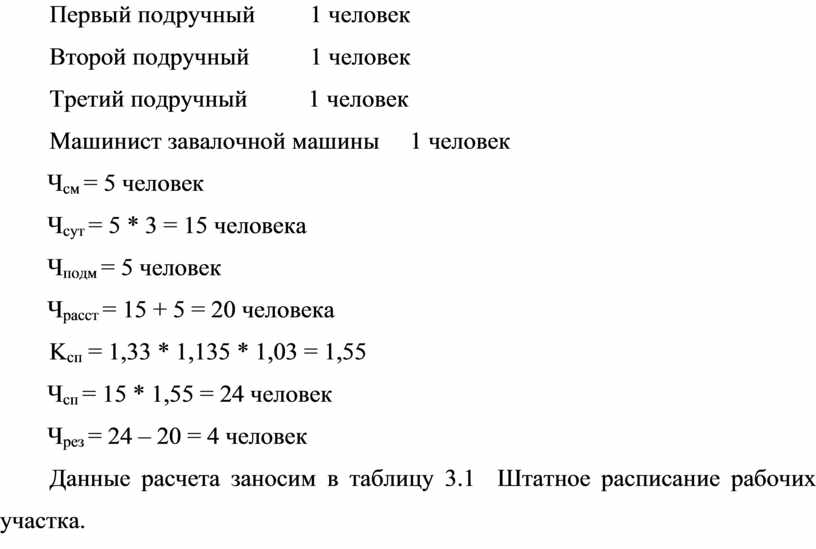
Первый подручный 1 человек
Второй подручный 1 человек
Третий подручный 1 человек
Машинист завалочной машины 1 человек
Чсм = 5 человек
Чсут = 5 * 3 = 15 человека
Чподм = 5 человек
Чрасст = 15 + 5 = 20 человека
Kсп = 1,33 * 1,135 * 1,03 = 1,55
Чсп = 15 * 1,55 = 24 человек
Чрез = 24 – 20 = 4 человек
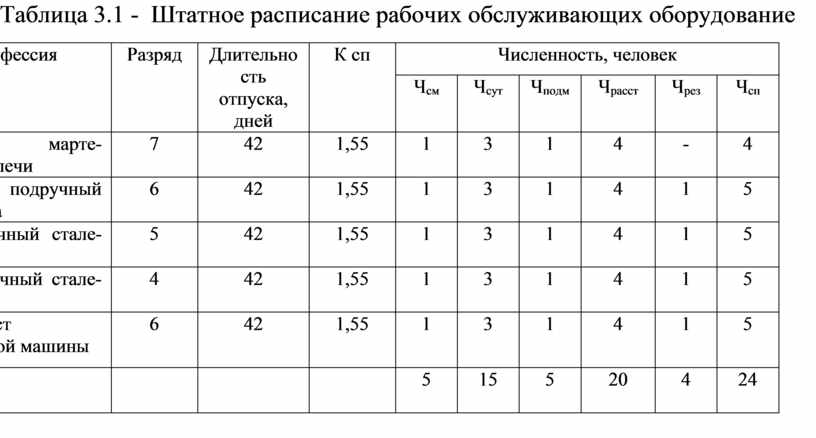
Данные расчета заносим в таблицу 3.1 Штатное расписание рабочих участка.
Таблица 3.1 - Штатное расписание рабочих обслуживающих оборудование
|
Профессия |
Разряд |
Длительность отпуска, дней |
К сп |
Численность, человек |
|||||
|
Чсм |
Чсут |
Чподм |
Чрасст |
Чрез |
Чсп |
||||
|
Сталевар марте-новской печи |
7 |
42 |
1,55 |
1 |
3 |
1 |
4 |
- |
4 |
|
I подручный сталевара |
6 |
42 |
1,55 |
1 |
3 |
1 |
4 |
1 |
5 |
|
II подручный стале-вара |
5 |
42 |
1,55 |
1 |
3 |
1 |
4 |
1 |
5 |
|
III подручный стале-вара |
4 |
42 |
1,55 |
1 |
3 |
1 |
4 |
1 |
5 |
|
Машинист завалочной машины |
6 |
42 |
1,55 |
1 |
3 |
1 |
4 |
1 |
5 |
|
Всего |
|
|
|
5 |
15 |
5 |
20 |
4 |
24
|
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
