Поделиться

ПРАКТИЧЕСКАЯ РАБОТА
Метрологическая поверка измерительных инструментов
Цель: освоить методы поверки измерительных инструментов
Оборудование, материалы, приспособления: три вида штангенциркулей (ЩЦ-I, ЩЦ-II, ЩЦ-II), набор концевых мер, карандаш
Задание: провести метрологическую поверку штангенциркуля, используя опорный материал
Теоретические основы
Поверка является, по сути, подтверждением качества продукции и указывает на соответствие исполнения изделия действующим стандартам. Она состоит из ряда испытаний, позволяющих определить метрологические характеристики средства измерения. Когда необходима поверка, какой инструмент подлежит поверке, кто имеет право ее проводить и как правильно оформляются результаты поверки, вы узнаете из данной статьи.
Как осуществляется поверка измерительного инструмента?
Для осуществления процесса поверки измерительный инструмент передается в специальную организацию, имеющую лицензию на проведения подобных работ — это может быть региональный центр стандартизации и метрологии (к примеру, Чернушинский ЦСМ), или независимая аккредитованная лаборатория. Такие лаборатории в основном существуют при инструментальных заводах, крупных промышленных предприятиях и институтах. В ходе поверительных работ метролог проверяет соответствие инструмента действующим на него стандартам. При положительном исходе испытаний оформляется документ, подтверждающий качество инструмента, при отрицательном - заключение о непригодности.
Какой инструмент можно поверить?
У измерительного инструмента есть одно необходимое условие для поверки - он должен иметь свидетельство об утверждении типа. Этот документ говорит о том, что данный тип средства измерения успешно прошел испытания в Федеральном агентстве по техническому регулированию и метрологии, в результате чего были утверждены действующие на него стандарты качества и закреплена методика поверки.

![]()
Образец свидетельства об утверждении типа
После получения свидетельства инструмент автоматически вносится в специальную базу - Государственный реестр средств измерений (Госреестр). Наличие изделия в этой базе означает, что оно допущено к применению на территории России, и его можно поверить.
Допустим, вам нужен штангенциркуль с поверкой. Зайдя на сайте Росстандарта в базу Госреестра можно убедиться, что штангенциркули производства Челябинского Инструментального Завода, Ставропольского Инструментального Завода и т.д. имеют свидетельство об утверждении типа и соответственно могут поверяться. Если же производителя нет в базе - такой инструмент поверить не получится (но его можно калибровать, подробнее об этом в следующей статье).
Кто может проводить поверку?
Поверяющая организация должна иметь действующую аккредитацию на выполнение работ по поверке средств измерения, а поверяемый инструмент входить в её область аккредитации. К примеру, лаборатория может быть аккредитована поверять угольники длиной до 400 мм, и тогда поверить в ней модели большей длины не получится.

![]()
Образец аттестата акредитации
После успешного прохождения аккредитации организации присваивается условный шифр поверителя, состоящий из буквенных символов (от одной до трех букв, подробнее ниже). Этот шифр индивидуален, и он обязательно присутствует в документе о поверке.
Регистрационный номер сертификата аккредитации обязательно указывается в свидетельстве о поверке. Найти организацию по её шифру можно в официальной базе Росстандарта.
Когда нужна поверка?
Согласно Федеральному Закону №102 от 26.06.2008 обязательной поверке подлежат средства измерений, входящие в сферу государственного регулирования обеспечения единства измерений (ГРОЕИ). Проще говоря, это все работы, за которыми осуществляется контроль со стороны государства. Сюда входят военно-промышленный комплекс, здравоохранение, деятельность в области безопасности жизнедеятельности, торговли, геодезии, гидрометеорологии и т.п. Если же инструмент занят в работах, не входящих в сферу ГРОЕИ, его поверка не требуется. Но конечно, вы все равно можете её осуществить с целью подтверждения точности измерений (для этого также подойдет и калибровка).
Также стоит заметить, что измерительный инструмент не подлежит обязательному подтверждению соответствия. Производитель не обязан вносить его в Госреестр, то есть все работы выполняются добровольно. Но все более-менее серьезные производители все же стараются пройти сертификацию, по крайней мере, на самые популярные модели, так как это в значительной степени расширяет область их применения.
Какие существуют виды поверок?
Основные два типа поверки - это первичная, когда поверяется новый инструмент, только выпущенный из производства (или после ремонта), и периодическая, осуществляемая во время эксплуатации или хранения инструмента.
Первичная поверка при выпуске с производства зачастую проводится лабораториями, расположенными непосредственно при предприятиях-производителях (такие лаборатории есть при Челябинском, Кировском, Ставропольском и других инструментальных заводах). Все они проходят лицензирование и аккредитацию на право поверки, и, по сути, считаются независимыми.
Периодическую поверку заказывают в основном при завершении срока действия предыдущей поверки. Период времени, в течение которого действует поверка, для каждого типа изделия свой и устанавливается во время получения свидетельства (внесения в Госреестр). Срок может варьироваться от 6 месяцев до 5 лет. Для измерительного инструмента этот интервал обычно составляет 1 год.
Кроме двух вышеприведенных, существуют следующие поверки: внеочередная, инспекционная, экспертная.
Как подтверждается поверка?
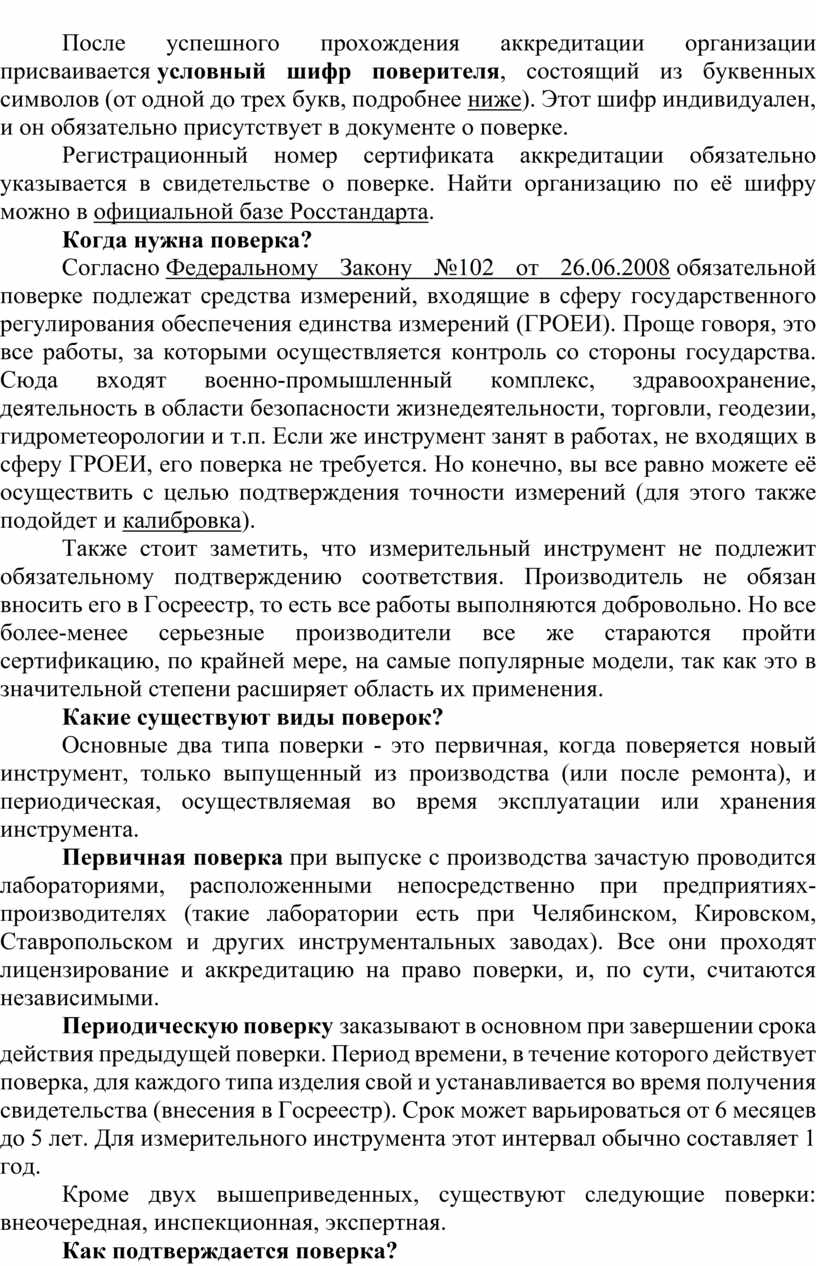
Документ, подтверждающий поверку, обязан содержать в себе поверительное клеймо. Так называется специальная печать, закрепляемая за поверителем после успешной аккредитации. В клейме с помощью буквенных и числовых символов зашифрована дата поверки и информация о поверителе.

Образец свидетельства о поверке
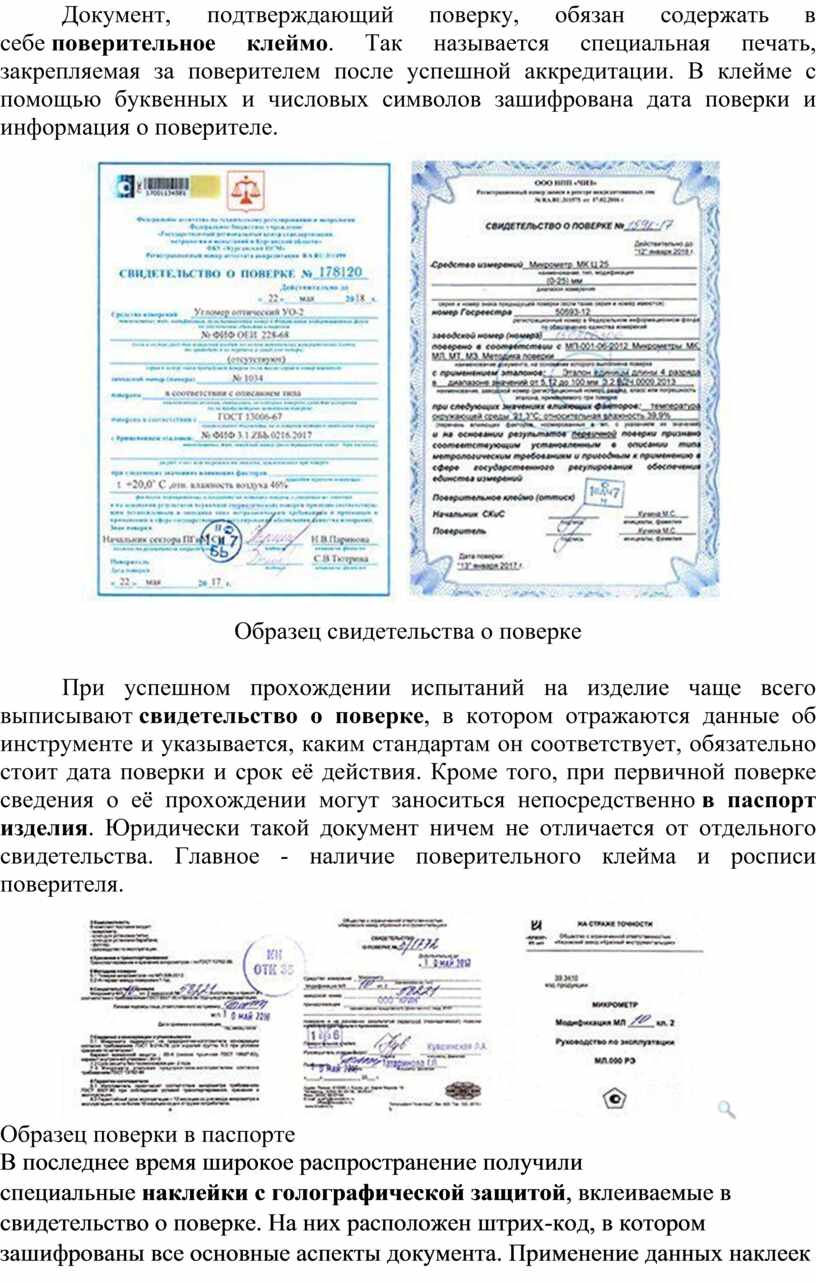
При успешном прохождении испытаний на изделие чаще всего выписывают свидетельство о поверке, в котором отражаются данные об инструменте и указывается, каким стандартам он соответствует, обязательно стоит дата поверки и срок её действия. Кроме того, при первичной поверке сведения о её прохождении могут заноситься непосредственно в паспорт изделия. Юридически такой документ ничем не отличается от отдельного свидетельства. Главное - наличие поверительного клейма и росписи поверителя.

![]() Образец поверки в
паспорте
Образец поверки в
паспорте
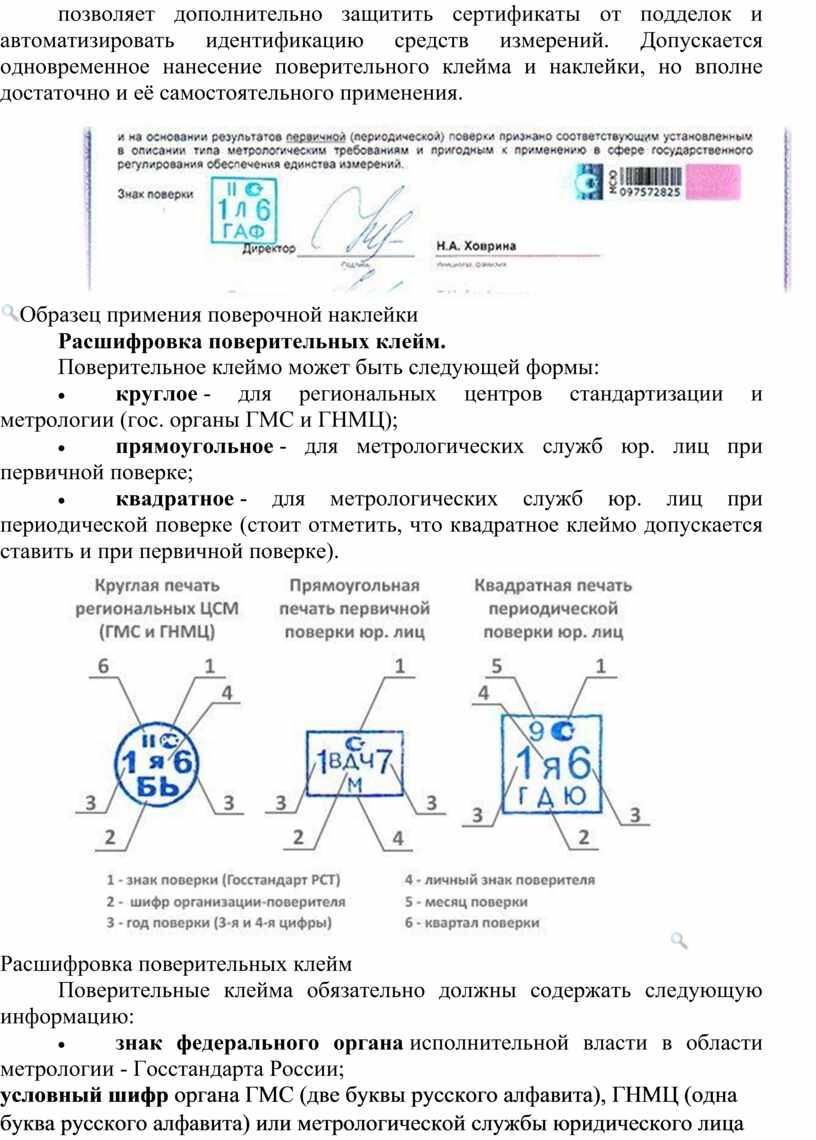
В последнее время широкое распространение получили специальные наклейки с голографической защитой, вклеиваемые в свидетельство о поверке. На них расположен штрих-код, в котором зашифрованы все основные аспекты документа. Применение данных наклеек позволяет дополнительно защитить сертификаты от подделок и автоматизировать идентификацию средств измерений. Допускается одновременное нанесение поверительного клейма и наклейки, но вполне достаточно и её самостоятельного применения.
![]() Образец примения
поверочной наклейки
Образец примения
поверочной наклейки
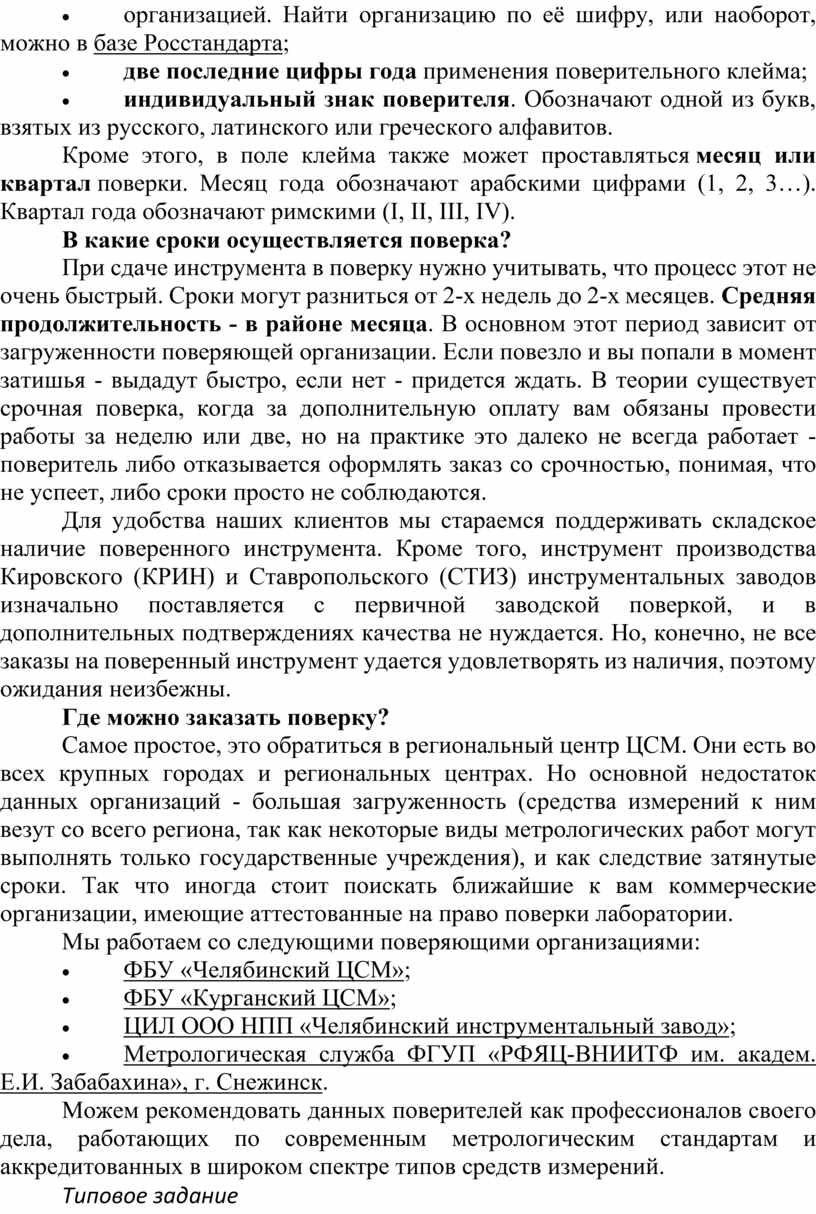
Расшифровка поверительных клейм.
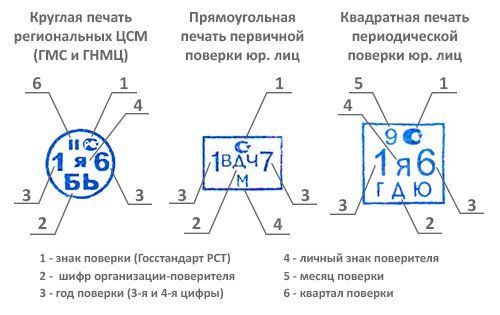
Поверительное клеймо может быть следующей формы:
· круглое - для региональных центров стандартизации и метрологии (гос. органы ГМС и ГНМЦ);
· прямоугольное - для метрологических служб юр. лиц при первичной поверке;
· квадратное - для метрологических служб юр. лиц при периодической поверке (стоит отметить, что квадратное клеймо допускается ставить и при первичной поверке).
![]() Расшифровка
поверительных клейм
Расшифровка
поверительных клейм
Поверительные клейма обязательно должны содержать следующую информацию:
· знак федерального органа исполнительной власти в области метрологии - Госстандарта России;
· условный шифр органа ГМС (две буквы русского алфавита), ГНМЦ (одна буква русского алфавита) или метрологической службы юридического лица (три буквы русского алфавита). То есть указывается индивидуальный шифр, закрепленный непосредственно за поверяющей организацией. Найти организацию по её шифру, или наоборот, можно в базе Росстандарта;
· две последние цифры года применения поверительного клейма;
· индивидуальный знак поверителя. Обозначают одной из букв, взятых из русского, латинского или греческого алфавитов.
Кроме этого, в поле клейма также может проставляться месяц или квартал поверки. Месяц года обозначают арабскими цифрами (1, 2, 3…). Квартал года обозначают римскими (I, II, III, IV).
В какие сроки осуществляется поверка?
При сдаче инструмента в поверку нужно учитывать, что процесс этот не очень быстрый. Сроки могут разниться от 2-х недель до 2-х месяцев. Средняя продолжительность - в районе месяца. В основном этот период зависит от загруженности поверяющей организации. Если повезло и вы попали в момент затишья - выдадут быстро, если нет - придется ждать. В теории существует срочная поверка, когда за дополнительную оплату вам обязаны провести работы за неделю или две, но на практике это далеко не всегда работает - поверитель либо отказывается оформлять заказ со срочностью, понимая, что не успеет, либо сроки просто не соблюдаются.
Для удобства наших клиентов мы стараемся поддерживать складское наличие поверенного инструмента. Кроме того, инструмент производства Кировского (КРИН) и Ставропольского (СТИЗ) инструментальных заводов изначально поставляется с первичной заводской поверкой, и в дополнительных подтверждениях качества не нуждается. Но, конечно, не все заказы на поверенный инструмент удается удовлетворять из наличия, поэтому ожидания неизбежны.
Где можно заказать поверку?
Самое простое, это обратиться в региональный центр ЦСМ. Они есть во всех крупных городах и региональных центрах. Но основной недостаток данных организаций - большая загруженность (средства измерений к ним везут со всего региона, так как некоторые виды метрологических работ могут выполнять только государственные учреждения), и как следствие затянутые сроки. Так что иногда стоит поискать ближайшие к вам коммерческие организации, имеющие аттестованные на право поверки лаборатории.
Мы работаем со следующими поверяющими организациями:
· ФБУ «Челябинский ЦСМ»;
· ФБУ «Курганский ЦСМ»;
· ЦИЛ ООО НПП «Челябинский инструментальный завод»;
· Метрологическая служба ФГУП «РФЯЦ-ВНИИТФ им. академ. Е.И. Забабахина», г. Снежинск.
Можем рекомендовать данных поверителей как профессионалов своего дела, работающих по современным метрологическим стандартам и аккредитованных в широком спектре типов средств измерений.
Типовое задание
Штангенинструменты представляют собой две измерительные губки, одна из которых связана с направляющей штангой, имеющей основную шкалу, а другая - с подвижной рамкой, несущей нониус. Принцип действия нониуса основан на совмещении штрихов основной шкалы и шкалы нониуса. К штангенинструментам относятся штангенциркули, штангенрейсмасы (штангенвысотомеры), штангенглубиномеры, штангензубомеры.
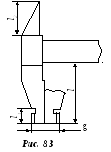
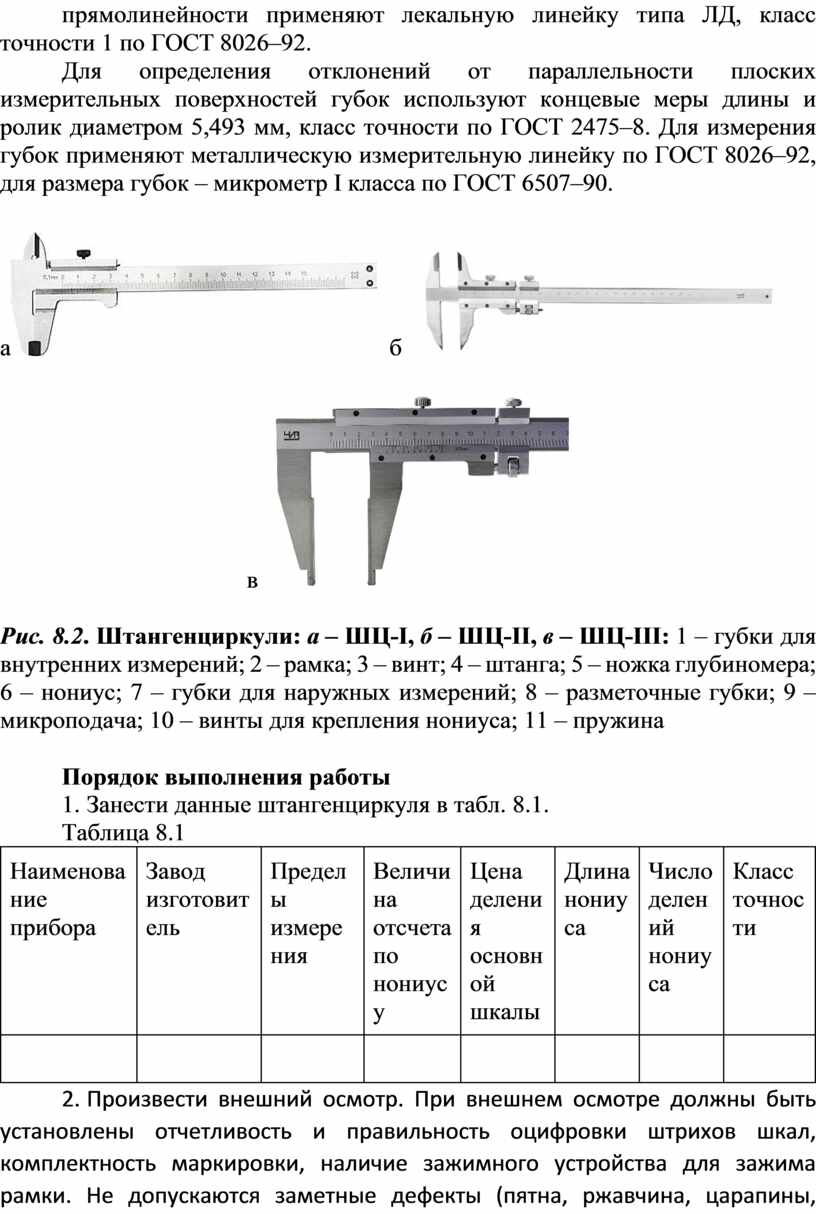
Штангенциркуливыпускаются нескольких типов: ШЦ-1 - двусторонние с глубиномером (рис. 8.2, а); ШЦТ-I – односторонние из твердого сплава; ШЦ-II - двусторонние (рис. 8.2, б); ШЦ-III - односторонние (рис. 8.2,в).
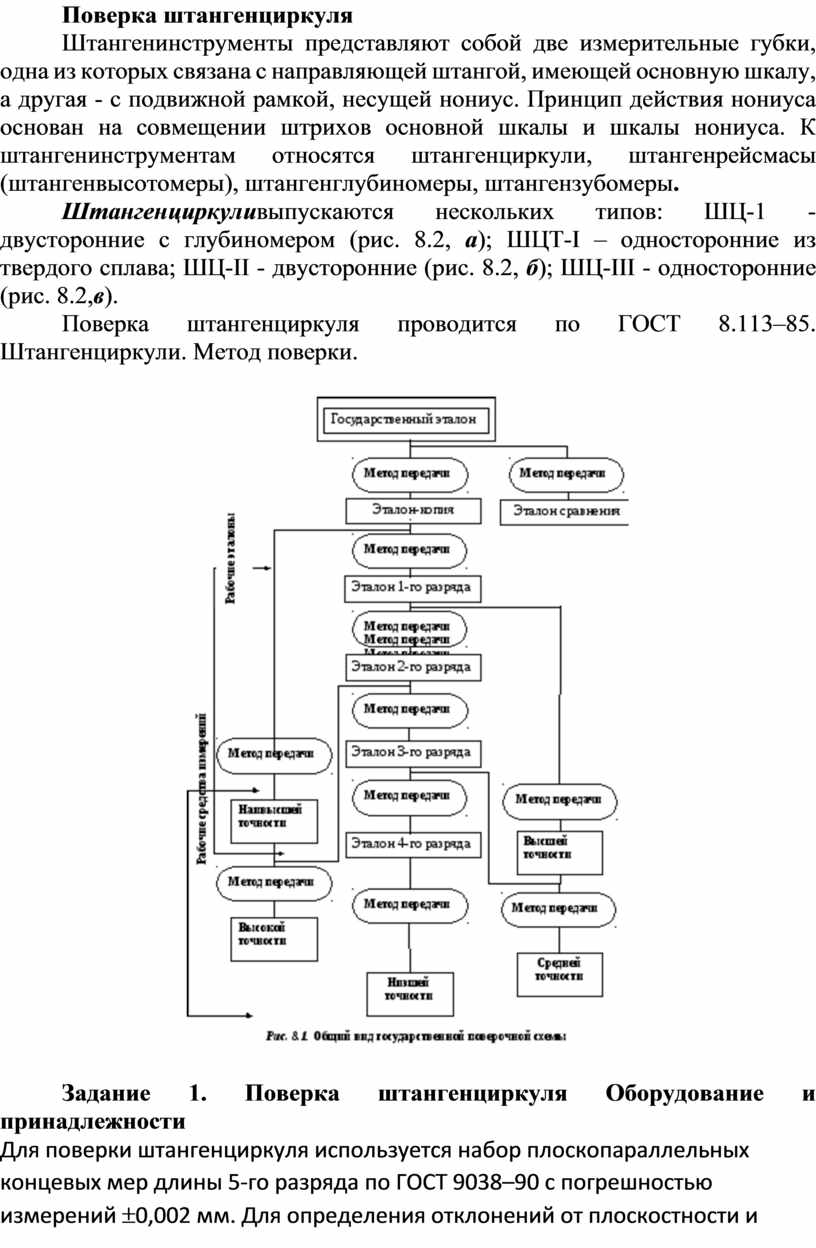
Поверка штангенциркуля проводится по ГОСТ 8.113–85. Штангенциркули. Метод поверки.
Для поверки штангенциркуля используется набор плоскопараллельных концевых мер длины 5-го разряда по ГОСТ 9038–90 с погрешностью измерений ±0,002 мм. Для определения отклонений от плоскостности и прямолинейности применяют лекальную линейку типа ЛД, класс точности 1 по ГОСТ 8026–92.
Для определения отклонений от параллельности плоских измерительных поверхностей губок используют концевые меры длины и ролик диаметром 5,493 мм, класс точности по ГОСТ 2475–8. Для измерения губок применяют металлическую измерительную линейку по ГОСТ 8026–92, для размера губок – микрометр I класса по ГОСТ 6507–90.
а б
б 
в
Рис. 8.2. Штангенциркули: а – ШЦ-I, б – ШЦ-II, в – ШЦ-III: 1 – губки для внутренних измерений; 2 – рамка; 3 – винт; 4 – штанга; 5 – ножка глубиномера; 6 – нониус; 7 – губки для наружных измерений; 8 – разметочные губки; 9 – микроподача; 10 – винты для крепления нониуса; 11 – пружина
1. Занести данные штангенциркуля в табл. 8.1.
Таблица 8.1
|
Наименование прибора |
Завод изготовитель |
Пределы измерения |
Величина отсчета по нониусу |
Цена деления основной шкалы |
Длина нониуса |
Число делений нониуса |
Класс точности |
2. Произвести внешний осмотр. При внешнем осмотре должны быть установлены отчетливость и правильность оцифровки штрихов шкал, комплектность маркировки, наличие зажимного устройства для зажима рамки. Не допускаются заметные дефекты (пятна, ржавчина, царапины, вмятины и т. д.), перекос края нониуса к штрихам шкалы штанги, препятствующий отсчету показаний.
3. Опробовать роботу штангенциркуля. При опробовании проверяют плавность перемещения рамки вместе с микрометрической передачей на штанге, возможность продольного регулирования нониуса штангенциркулей ШЦ-II и ШЦ-III, возможность зажима рамки в любом положении в пределах диапазона измерения.
4. Определить метрологические характеристики.
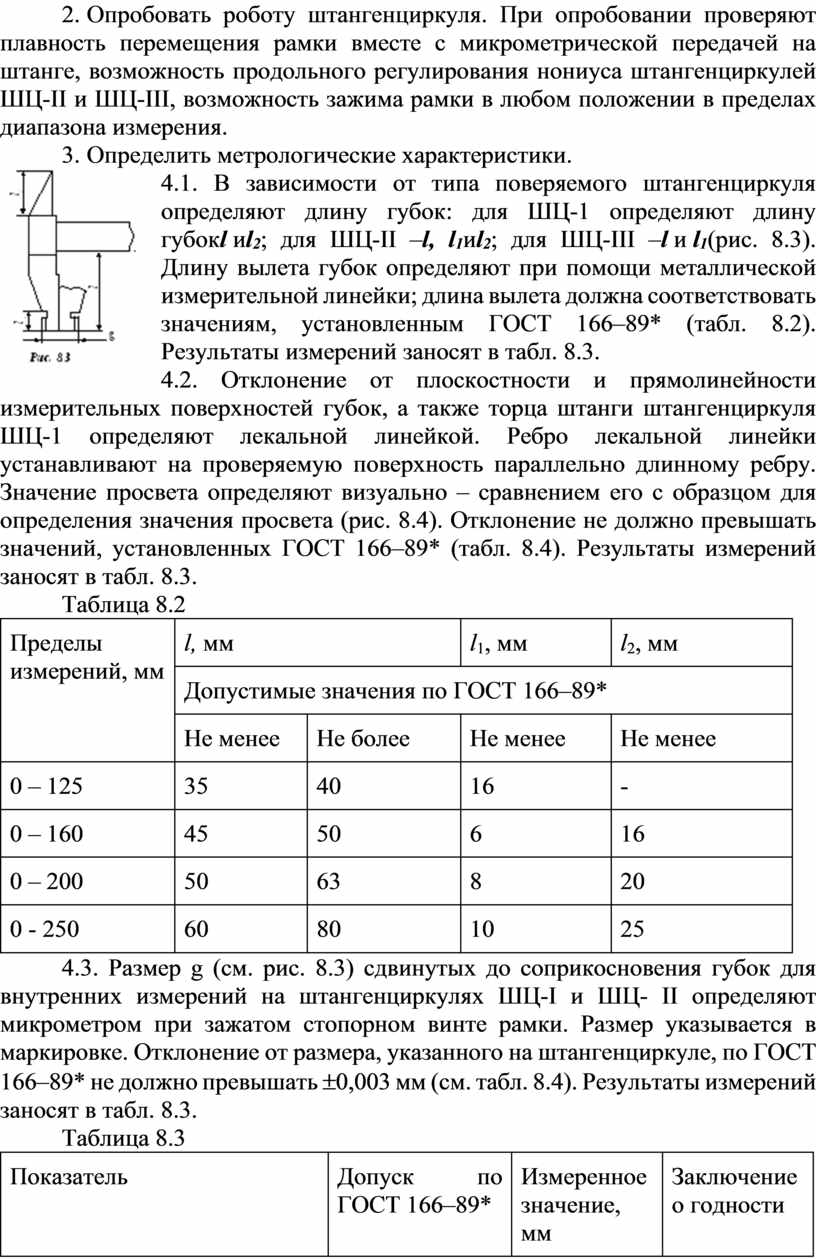
 4.1. В зависимости от типа поверяемого штангенциркуля
определяют длину губок: для ШЦ-1 определяют длину губокl иl2;
для ШЦ-II –l, l1иl2; для ШЦ-III
–l и l1(рис. 8.3). Длину
вылета губок определяют при помощи металлической измерительной линейки; длина
вылета должна соответствовать значениям, установленным ГОСТ 166–89* (табл.
8.2). Результаты измерений заносят в табл. 8.3.
4.1. В зависимости от типа поверяемого штангенциркуля
определяют длину губок: для ШЦ-1 определяют длину губокl иl2;
для ШЦ-II –l, l1иl2; для ШЦ-III
–l и l1(рис. 8.3). Длину
вылета губок определяют при помощи металлической измерительной линейки; длина
вылета должна соответствовать значениям, установленным ГОСТ 166–89* (табл.
8.2). Результаты измерений заносят в табл. 8.3.
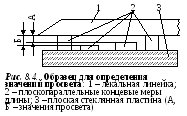
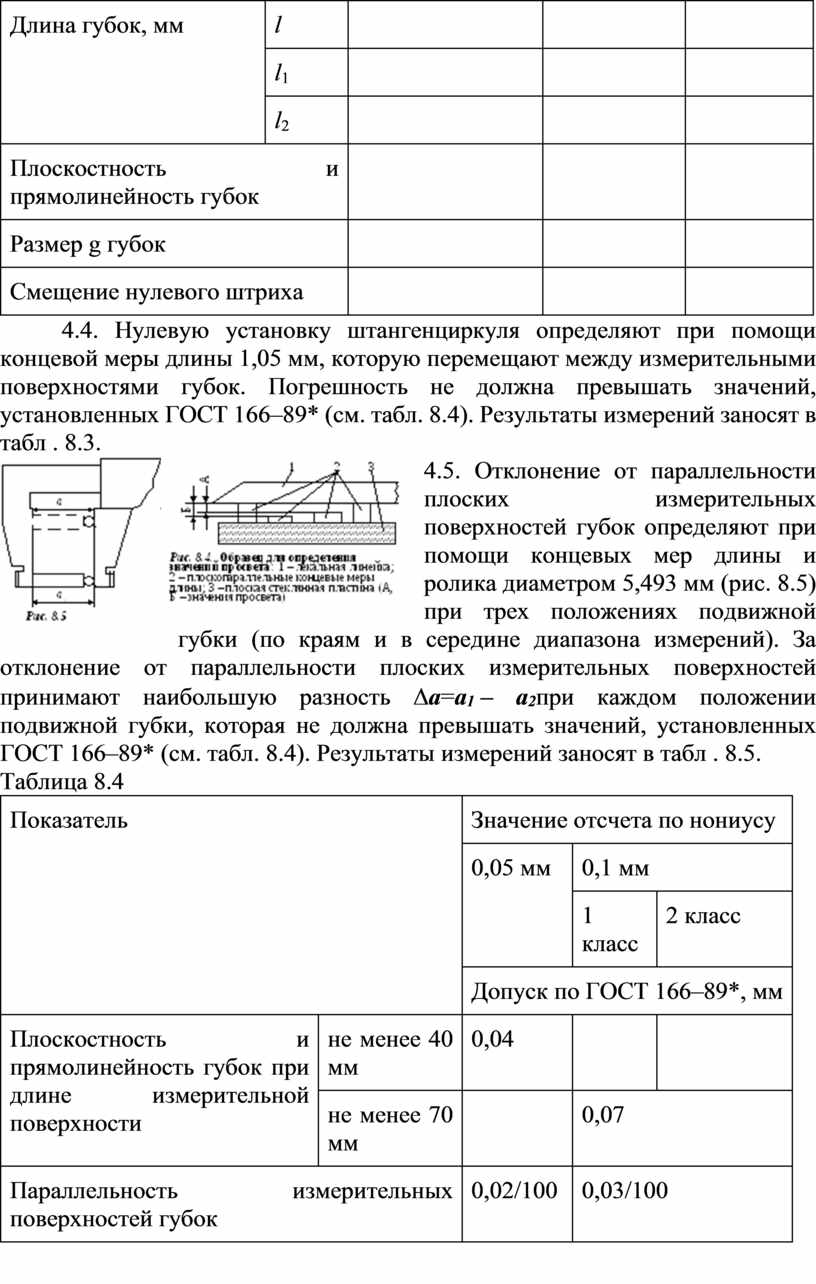
4.2. Отклонение от плоскостности и прямолинейности измерительных поверхностей губок, а также торца штанги штангенциркуля ШЦ-1 определяют лекальной линейкой. Ребро лекальной линейки устанавливают на проверяемую поверхность параллельно длинному ребру. Значение просвета определяют визуально – сравнением его с образцом для определения значения просвета (рис. 8.4). Отклонение не должно превышать значений, установленных ГОСТ 166–89* (табл. 8.4). Результаты измерений заносят в табл. 8.3.
Таблица 8.2
|
Пределы измерений, мм |
l, мм |
l1, мм |
l2, мм |
|
|
Допустимые значения по ГОСТ 166–89* |
||||
|
Не менее |
Не более |
Не менее |
Не менее |
|
|
0 – 125 |
35 |
40 |
16 |
- |
|
0 – 160 |
45 |
50 |
6 |
16 |
|
0 – 200 |
50 |
63 |
8 |
20 |
|
0 - 250 |
60 |
80 |
10 |
25 |
4.3. Размер g (см. рис. 8.3) сдвинутых до соприкосновения губок для внутренних измерений на штангенциркулях ШЦ-I и ШЦ- II определяют микрометром при зажатом стопорном винте рамки. Размер указывается в маркировке. Отклонение от размера, указанного на штангенциркуле, по ГОСТ 166–89* не должно превышать ±0,003 мм (см. табл. 8.4). Результаты измерений заносят в табл. 8.3.
Таблица 8.3
|
Показатель |
Допуск по ГОСТ 166–89* |
Измеренное значение, мм |
Заключение о годности |
|
|
Длина губок, мм |
l |
|||
|
l1 |
||||
|
l2 |
||||
|
Плоскостность и прямолинейность губок |
||||
|
Размер g губок |
||||
|
Смещение нулевого штриха |
||||
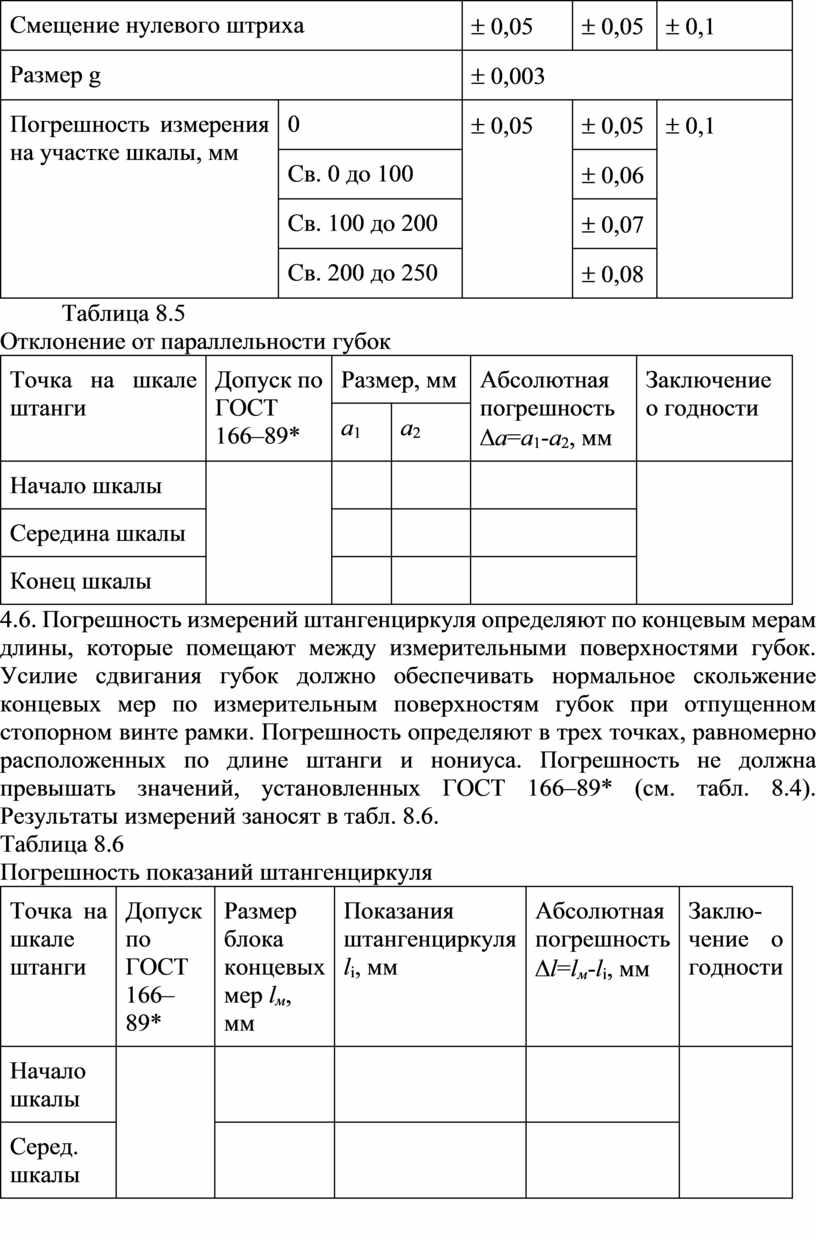
4.4. Нулевую установку штангенциркуля определяют при помощи концевой меры длины 1,05 мм, которую перемещают между измерительными поверхностями губок. Погрешность не должна превышать значений, установленных ГОСТ 166–89* (см. табл. 8.4). Результаты измерений заносят в табл . 8.3.
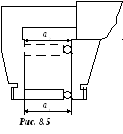
 4.5. Отклонение от параллельности плоских
измерительных поверхностей губок определяют при помощи концевых мер длины и
ролика диаметром 5,493 мм (рис. 8.5) при трех положениях подвижной губки (по
краям и в середине диапазона измерений). За отклонение от параллельности
плоских измерительных поверхностей принимают наибольшую разность Dа=а1 –
а2при каждом положении подвижной губки, которая не должна
превышать значений, установленных ГОСТ 166–89* (см. табл. 8.4). Результаты
измерений заносят в табл . 8.5.
4.5. Отклонение от параллельности плоских
измерительных поверхностей губок определяют при помощи концевых мер длины и
ролика диаметром 5,493 мм (рис. 8.5) при трех положениях подвижной губки (по
краям и в середине диапазона измерений). За отклонение от параллельности
плоских измерительных поверхностей принимают наибольшую разность Dа=а1 –
а2при каждом положении подвижной губки, которая не должна
превышать значений, установленных ГОСТ 166–89* (см. табл. 8.4). Результаты
измерений заносят в табл . 8.5.
Таблица 8.4
|
Показатель |
Значение отсчета по нониусу |
||||
|
0,05 мм |
0,1 мм |
||||
|
1 класс |
2 класс |
||||
|
Допуск по ГОСТ 166–89*, мм |
|||||
|
Плоскостность и прямолинейность губок при длине измерительной поверхности |
не менее 40 мм |
0,04 |
|||
|
не менее 70 мм |
0,07 |
||||
|
Параллельность измерительных поверхностей губок |
0,02/100 |
0,03/100 |
|||
|
Смещение нулевого штриха |
± 0,05 |
± 0,05 |
± 0,1 |
||
|
Размер g |
± 0,003 |
||||
|
Погрешность измерения на участке шкалы, мм |
0 |
± 0,05 |
± 0,05 |
± 0,1 |
|
|
Св. 0 до 100 |
± 0,06 |
||||
|
Св. 100 до 200 |
± 0,07 |
||||
|
Св. 200 до 250 |
± 0,08 |
||||
Таблица 8.5
Отклонение от параллельности губок
|
Точка на шкале штанги |
Допуск по ГОСТ 166–89* |
Размер, мм |
Абсолютная погрешность Dа=а1-а2, мм |
Заключение о годности |
|
|
а1 |
а2 |
||||
|
Начало шкалы |
|||||
|
Середина шкалы |
|||||
|
Конец шкалы |
|||||
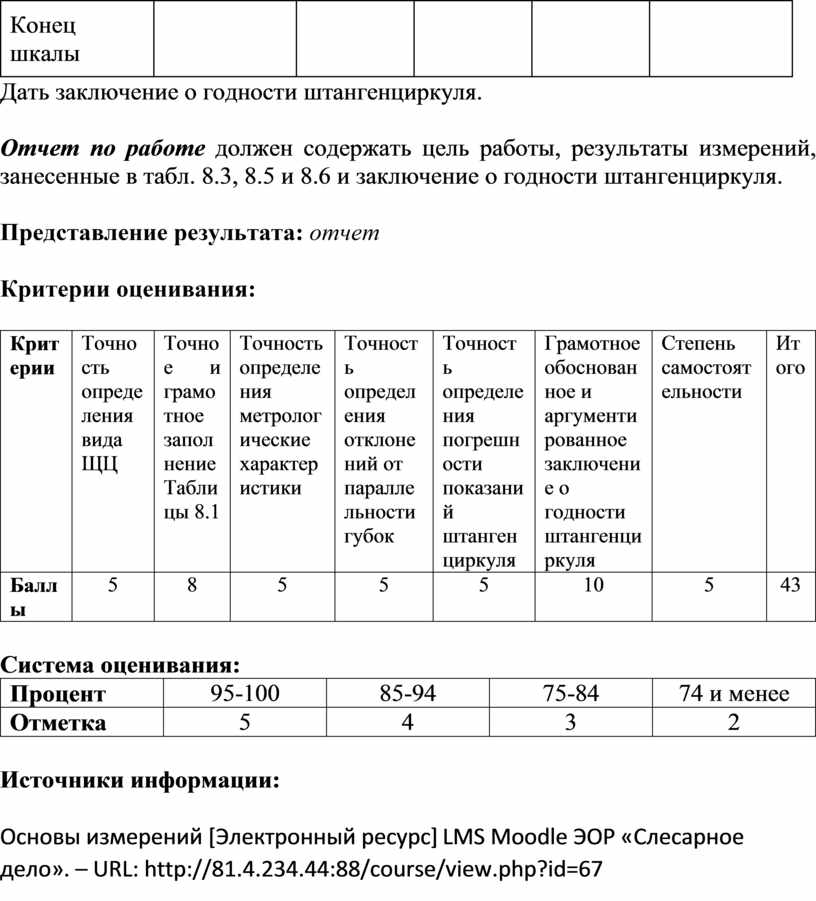
4.6. Погрешность измерений штангенциркуля определяют по концевым мерам длины, которые помещают между измерительными поверхностями губок. Усилие сдвигания губок должно обеспечивать нормальное скольжение концевых мер по измерительным поверхностям губок при отпущенном стопорном винте рамки. Погрешность определяют в трех точках, равномерно расположенных по длине штанги и нониуса. Погрешность не должна превышать значений, установленных ГОСТ 166–89* (см. табл. 8.4). Результаты измерений заносят в табл. 8.6.
Таблица 8.6
Погрешность показаний штангенциркуля
|
Точка на шкале штанги |
Допуск по ГОСТ 166–89* |
Размер блока концевых мер lм, мм |
Показания штангенциркуля li, мм |
Абсолютная погрешность Dl=lм-li, мм |
Заклю-чение о годности |
|
Начало шкалы |
|||||
|
Серед. шкалы |
|||||
|
Конец шкалы |
5. Дать заключение о годности штангенциркуля.
Отчет по работе должен содержать цель работы, результаты измерений, занесенные в табл. 8.3, 8.5 и 8.6 и заключение о годности штангенциркуля.
Представление результата: отчет
Критерии оценивания:
|
Критерии |
Точность определения вида ЩЦ |
Точное и грамотное заполнение Таблицы 8.1
|
Точность определения метрологические характеристики |
Точность определения отклонений от параллельности губок |
Точность определения погрешности показаний штангенциркуля |
Грамотное обоснованное и аргументированное заключение о годности штангенциркуля |
Степень самостоятельности |
Итого |
|
Баллы |
5 |
8 |
5 |
5 |
5 |
10 |
5 |
43 |
Система оценивания:
|
Процент |
95-100 |
85-94 |
75-84 |
74 и менее |
|
Отметка |
5 |
4 |
3 |
2 |
Источники информации:
Основы измерений [Электронный ресурс] LMS Moodle ЭОР «Слесарное дело». – URL: http://81.4.234.44:88/course/view.php?id=67
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
