Поделиться

-
Министерство профессионального образования,
подготовки и расстановки кадров Республики Саха (Якутия)
Государственное автономное профессиональное образовательное учреждение
Республики Саха (Якутия)
«Алданский Политехнический Техникум»
Епифанцева В.М.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
для курсового проектирования
по курсу «Технологический процесс обогащения полезных ископаемых»
для специальности «Обогащение полезных ископаемых»
Алдан
ГАПОУ РС(Я) АПТ
2021
1. Организация курсового проектирования
Курсовой проект по дисциплине " Технологический процесс обогащения полезных ископаемых " выполняется студентами специальности 21.02.18 – «Обогащение полезных ископаемых».
Тема курсового проекта назначается руководителем курсового проектирования. Исходные данные – технологическая схема и значения показателей выхода и содержания ценного компонента в некоторых продуктах обогащения, а также показатели частного извлечения по операциям обогащения. Эти данные представляются в задании по варианту, назначенному руководителем курсового проектирования.
При проектировании цеха обогащения по выданному варианту задания работа выполняется студентом поэтапно с максимальным использованием сведений из технической литературы и практики обогащения соответствующего минерального сырья.
Руководитель курсового проектирования осуществляет контроль за ходом выполнения проекта путем консультаций и проверки выполнения этапов проектирования.
Курсовой проект можно защищать, если он удовлетворяет требованиям курсового проектирования.
После выполнения расчетно-пояснительной записки и графической части проекта работа представляется на защиту руководителю курсового проектирования..
В законченном виде графическая часть проекта и пояснительная записка к нему за подписью руководителя курсового проектирования сдается на кафедру.
2. Структура курсового проекта
Курсовой проект состоит расчетно-пояснительной записки и графической части.
Расчетно-пояснительная записка курсового проекта включает:
1) задание;
2) оглавление (содержание проекта);
3) введение;
4) расчетно-текстовую часть проекта;
5) раздел по технике безопасности и охране труда;
6) список используемой литературы.
Во введении к расчетно-пояснительной записке определяются цели и задачи курсового проектирования. Приводятся сведения о значении для потребителей получаемых концентратов при переработке заданного минерального сырья, достижениях передовых предприятий при использовании новой техники, повышении производительности труда, качества продукции, снижения себестоимости и т.д.
В расчетно-текстовой части приводятся:
1. Вещественный состав исходного сырья, для чего дается краткое описание геологии месторождения, минералогического и химического составов, гранулометрическая характеристика сырья и другие факторы, характеризующие вещественный состав руды;
2. Практика обогащения заданного минерального сырья на основе краткого обзора методов и результатов обогащения данного типа руд, а также анализ работы действующих обогатительных фабрик, технологических схем и результатов обогащения руд аналогичного состава по материалам отечественной и зарубежной практики;
3. Расчет качественно-количественной схемы по заданной технологической схеме цеха обогащения полезного ископаемого и исходным данным некоторых продуктов обогащения (выходу, частному извлечению и содержанию ценного компонента). Правильность приведенных расчетов подтверждается решением уравнения общего баланса металла;
4. Расчет водно-шламовой схемы, который проводится на основании данных качественно-количественной схемы с использованием рекомендуемых ориентировочных содержаний твердого и норм добавки воды в некоторые операции и продукты обогащения. Правильность приведенных расчетов подтверждается составлением баланса воды, поступившей в процесс и ушедшей из процесса с конечными продуктами;
5. Расчет и выбор основного оборудования для всех операций технологической схемы, осуществляемый с учетом расчетных данных качественно-количественной и водно-шламовой схем. Результаты выбора основного оборудования приводятся в приложении в форме спецификации на отдельном листе (формат А-4).
Графическая часть курсового проекта состоит из двух листов чертежей.
Лист 1 (формат А-2) - вычерчивается схема цепи аппаратов с приведением спецификации основного оборудования.
Лист 2 (формат А-1) - вычерчивается общекомпоновочный чертеж (план и разрез) проектируемого цеха обогащения в масштабе 1:100.
3. Оформление курсового проекта
Расчетно-пояснительная записка выполняется на стандартных листах формата А-4 (ГОСТ 2.301−68), размером 210x297 мм. Рекомендуемый объем 25 ÷ 35 с.
Расчетно-пояснительная записка должна быть сброшюрована в папку. Она выполняется чернилами или машинописным текстом. Первой страницей проекта является титульный лист. Вторым, третьим и четвертым листами являются бланк задания, технологическая схема и исходные данные для расчетов.
Излагать материал следует профессиональным языком. Не разрешается писать фразы сокращенными словами, за исключением общепринятых обозначений.
Схемы и эскизы, помещённые в тексте, должны быть выполнены технически грамотно и пронумерованы, для удобства ссылок на них.
В расчетно-пояснительной записке необходимо делать ссылки на соответствующие чертежи.
Ссылки на используемую литературу в тексте следует выполнять путем проставления в квадратных скобках порядкового номера источника, под которым он указан в списке литературы.
В расчетно-пояснительной записке не допускается обоснование общепринятых положений, выписки из учебников, правил технической эксплуатации и правил безопасности, журнальных статей и т.д.
Записи вычислений должны выполнятся в следующем-порядке:
− выписываются формулы в буквенном выражении;
− подставляются цифровые данные без промежуточных вычис-лений и сокращений;
− указываются окончательные результаты вычислений.
Все приводимые формулы должны сопровождаться пояснением значений чисел и букв с указанием размерностей. Однотипные расчеты и перечень выбранного оборудования сводятся в таблицы.
Содержание чертежей уточняется руководителем проекта. Чертежи должны быть выполнены карандашом. В отдельных случаях по указанию руководителя курсового проекта они выполняются тушью. Чертежи должны иметь необходимое количество проекций и разрезов. По условным обозначениям, шрифтам и масштабам чертежи должны соответствовать требованиям ГОСТа. Каждый лист должен иметь установленный угловой штамп, надлежащим образом заполненный и подписанный. Обводка чертежей допускается только после его просмотра руководителем проекта.
В верхнем левом углу помещается условное обозначение документа, которое представляет собой многоразрядное число с буквенными индексами в начале и конце в перевернутом виде. Первые цифры означают шифр специальности (090300), следующие три цифры - номер проекта, присвоенный кафедрой, например, (012), затем указывается одноразрядный номер листа (1 или 2), последние две цифры – номер варианта. Буквенный индекс в начале означает сокращенное название учебного заведения (ЧитГУ), а в конце - сокращенное название работы – курсовой проект (КП).
Спецификация составляется на отдельном листе формата А-4 в виде приложения к расчетно-пояснительной записки с основной надписью по следующей форме:
|
Форма |
Зона |
Позиция |
Обозначение |
Наименование оборудования |
Кол-во |
Примечание |
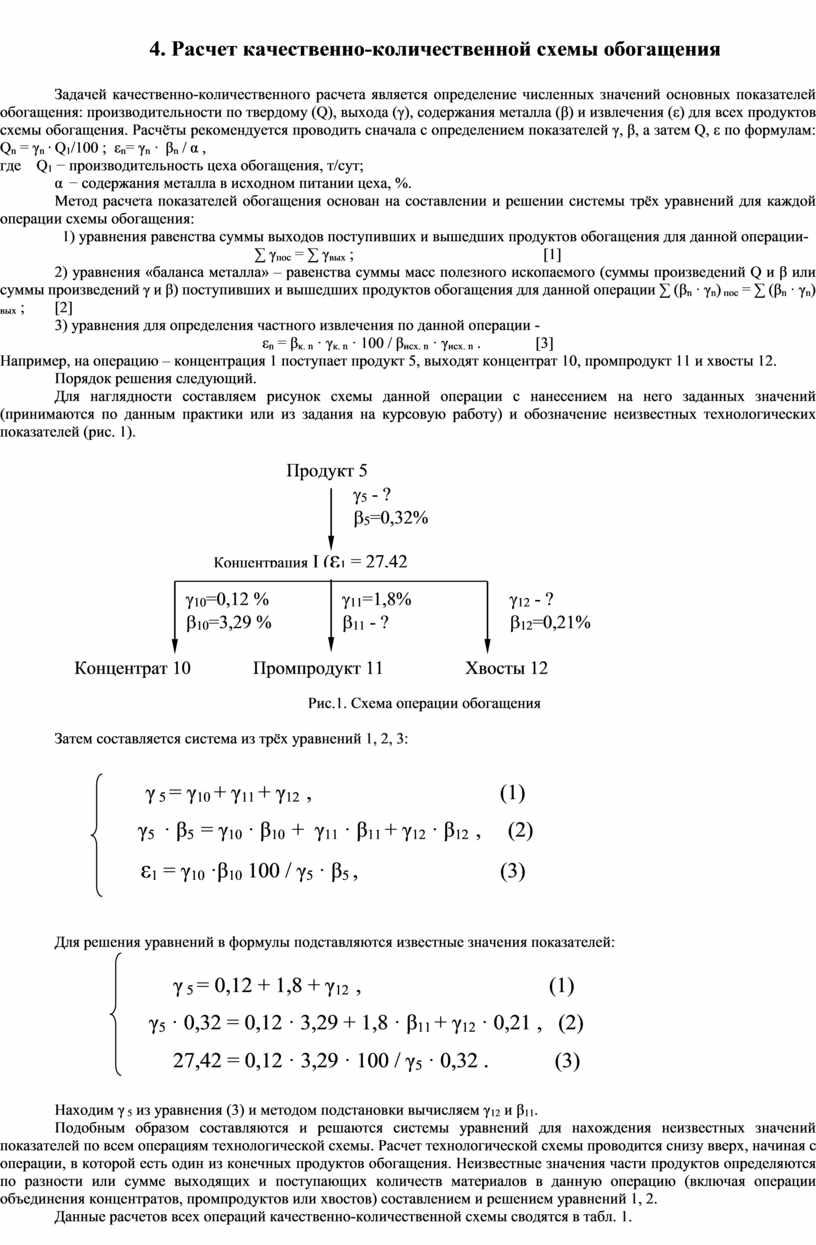
4. Расчет качественно-количественной схемы обогащения
Задачей качественно-количественного расчета является определение численных значений основных показателей обогащения: производительности по твердому (Q), выхода (γ), содержания металла (β) и извлечения (ε) для всех продуктов схемы обогащения. Расчёты рекомендуется проводить сначала с определением показателей γ, β, а затем Q, ε по формулам: Qn = γn · Q1/100 ; εn= γn · βn / α ,
где Q1 − производительность цеха обогащения, т/сут;
α − содержания металла в исходном питании цеха, %.
Метод расчета показателей обогащения основан на составлении и решении системы трёх уравнений для каждой операции схемы обогащения:
1) уравнения равенства суммы выходов поступивших и вышедших продуктов обогащения для данной операции- ∑ γпос = ∑ γвых ; [1]
2) уравнения «баланса металла» – равенства суммы масс полезного ископаемого (суммы произведений Q и β или суммы произведений γ и β) поступивших и вышедших продуктов обогащения для данной операции ∑ (βn · γn) пос = ∑ (βn · γn) вых ; [2]
3) уравнения для определения частного извлечения по данной операции -
εn = βк. n · γк. n · 100 / βисх. n · γисх. n . [3]
Например, на операцию – концентрация 1 поступает продукт 5, выходят концентрат 10, промпродукт 11 и хвосты 12.
Порядок решения следующий.
 |
Рис.1. Схема операции обогащения
 |
|||
 |
|||
Находим γ 5 из уравнения (3) и методом подстановки вычисляем γ12 и β11.
Подобным образом составляются и решаются системы уравнений для нахождения неизвестных значений показателей по всем операциям технологической схемы. Расчет технологической схемы проводится снизу вверх, начиная с операции, в которой есть один из конечных продуктов обогащения. Неизвестные значения части продуктов определяются по разности или сумме выходящих и поступающих количеств материалов в данную операцию (включая операции объединения концентратов, промпродуктов или хвостов) составлением и решением уравнений 1, 2.
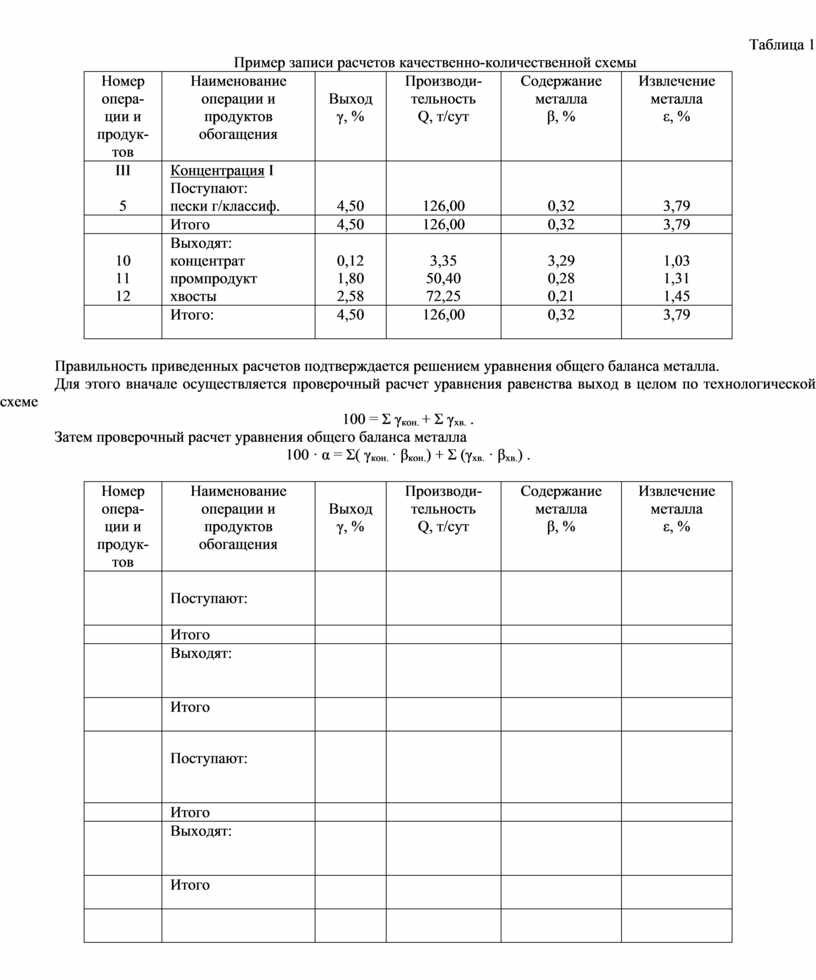
Данные расчетов всех операций качественно-количественной схемы сводятся в табл. 1.
Таблица 1
Пример записи расчетов качественно-количественной схемы
|
Номер опера-ции и продук-тов |
Наименование операции и продуктов обогащения |
Выход γ, % |
Производи-тельность Q, т/сут |
Содержание металла β, % |
Извлечение металла ε, % |
|
III
5 |
Концентрация I Поступают: пески г/классиф. |
4,50 |
126,00 |
0,32 |
3,79 |
|
|
Итого |
4,50 |
126,00 |
0,32 |
3,79 |
|
10 11 12 |
Выходят: концентрат промпродукт хвосты |
0,12 1,80 2,58 |
3,35 50,40 72,25 |
3,29 0,28 0,21 |
1,03 1,31 1,45 |
|
|
Итого: |
4,50 |
126,00 |
0,32 |
3,79 |
Правильность приведенных расчетов подтверждается решением уравнения общего баланса металла.
Для этого вначале осуществляется проверочный расчет уравнения равенства выход в целом по технологической схеме
100 = Σ γкон. + Σ γхв. .
Затем проверочный расчет уравнения общего баланса металла
100 · α = Σ( γкон. · βкон.) + Σ (γхв. · βхв.) .
|
Номер опера-ции и продук-тов |
Наименование операции и продуктов обогащения |
Выход γ, % |
Производи-тельность Q, т/сут |
Содержание металла β, % |
Извлечение металла ε, % |
|
|
Поступают:
|
|
|
|
|
|
|
Итого |
|
|
|
|
|
|
Выходят:
|
|
|
|
|
|
|
Итого |
|
|
|
|
|
|
Поступают:
|
|
|
|
|
|
|
Итого |
|
|
|
|
|
|
Выходят:
|
|
|
|
|
|
|
Итого |
|
|
|
|
|
|
|
|
|
|
|
5. Расчет водно-шламовой схемы обогащения
Целью расчета водно-шламовой схемы является обеспечение оптимальных отношений жидкого к твердому (Ж:Т) в каждой операции схемы и определение следующих показателей для операций и продуктов обогащения:
– содержание твердого, % – Тn;
– весовое отношение жидкого к твердому по массе – Rn;
– количество воды, м3/сут – Wn;
– объем пульпы, м3/сут – Vn;
– количество воды, добавляемое в операцию, м3/сут – Ln.
Эти показатели связаны между собой зависимостями:

где δn - удельный вес твердого в продукте.
Значения исходных показателей устанавливаются на основании результатов исследовательских работ и по практическим данным обогатительных фабрик, обрабатывающих близкое по составу сырье. При выполнении расчетов можно пользоваться ориентировочными данными, приведенными в табл. 2 и 3, учитывая при этом следующее:
– для материала высокой плотности содержание твердого в питании и продуктах операций должно быть выше, чем для материалов низкой плотности;
– для крупных и зернистых материалов содержание твердого в питании и продуктах в большинстве случаев должно быть выше, чем для мелких и шламистых;
– при отсадке и гидравлической классификации для крупного материала расход свежей воды принимается больше, чем для мелкого;
– расход воды при промывке зависит от промывистости руды.
Таблица 2
Ориентировочные содержания твёрдого в некоторых операциях и продуктах обогащения
|
Наименование операции и продуктов обогащения |
Содержание твердого, % |
|
|
в питании операции |
в продуктах |
|
|
Измельчение в шаровых я стержневых мельницах |
65 ÷ 80 |
|
|
Измельчение в мельницах самоизмельчения |
60 ÷ 70 |
|
|
Слив классификаторов при измельчении до крупности, мм: |
|
|
|
0,3 |
|
28 ÷ 50 |
|
0,2 |
|
25 ÷ 45 |
|
0,15 |
|
20 ÷ 35 |
|
0,1 |
|
15 ÷ 30 |
|
Пески спиральных классификаторов |
|
80 ÷ 85 |
|
Пески гидроциклонов |
|
60 ÷ 80 |
|
Отсадка руд |
40 ÷ 50 |
|
|
Продукты отсадки, выдаваемые через краны, насадки и ловушки |
|
30 ÷ 50 |
|
Концентрация на столах |
25 ÷ 35 |
|
|
Тяжелые продукты со столов |
|
40 ÷ 60 |
|
Промежуточные продукты со столов |
|
30 ÷ 45 |
|
Концентрация на винтовых сепараторах |
15 ÷ 40 |
|
|
Концентрация на струйных и конусных сепараторах |
45 ÷ 60 |
|
|
Гидравлическая классификация |
30 ÷ 50 |
|
|
Песковые фракции гидравлической классификации |
|
20 ÷ 50 |
|
Тяжёлые продукты суспензионной сепарации (после грохочения для отмывки суспензии) |
|
93 ÷ 95 |
|
Легкие продукты суспензионной сепарации (после грохочения для отмывки суспензии) |
|
90 ÷ 93 |
|
Обогащение на шлюзах |
12 ÷ 25 |
|
|
Обогащение на орбитальных шлюзах |
9 ÷ 11 |
|
По табличным данным устанавливаются содержание твёрдого Тn и нормы расхода воды для отдельных продуктов обогащения и операций схемы. Весовое отношение жидкого к твердому по массе
Rn
определяется по формуле ![]()
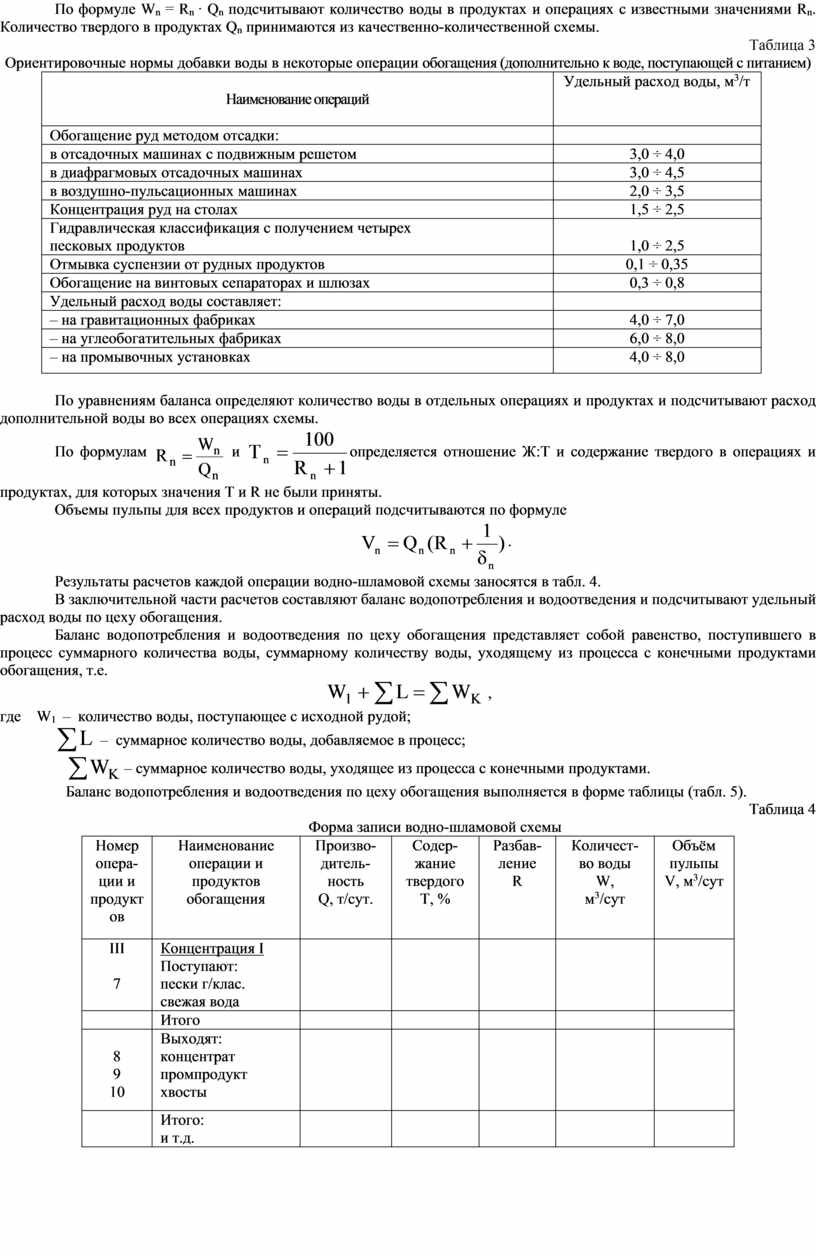
По формуле Wn = Rn · Qn подсчитывают количество воды в продуктах и операциях с известными значениями Rn. Количество твердого в продуктах Qn принимаются из качественно-количественной схемы.
Таблица 3
Ориентировочные нормы добавки воды в некоторые операции обогащения (дополнительно к воде, поступающей с питанием)
|
Наименование операций
|
Удельный расход воды, м3/т |
|
Обогащение руд методом отсадки: |
|
|
в отсадочных машинах с подвижным решетом |
3,0 ÷ 4,0 |
|
в диафрагмовых отсадочных машинах |
3,0 ÷ 4,5 |
|
в воздушно-пульсационных машинах |
2,0 ÷ 3,5 |
|
Концентрация руд на столах |
1,5 ÷ 2,5 |
|
Гидравлическая классификация с получением четырех песковых продуктов |
1,0 ÷ 2,5 |
|
Отмывка суспензии от рудных продуктов |
0,1 ÷ 0,35 |
|
Обогащение на винтовых сепараторах и шлюзах |
0,3 ÷ 0,8 |
|
Удельный расход воды составляет: |
|
|
– на гравитационных фабриках |
4,0 ÷ 7,0 |
|
– на углеобогатительных фабриках |
6,0 ÷ 8,0 |
|
– на промывочных установках |
4,0 ÷ 8,0 |
По уравнениям баланса определяют количество воды в отдельных операциях и продуктах и подсчитывают расход дополнительной воды во всех операциях схемы.
По формулам ![]() и
и ![]() определяется
отношение Ж:Т и содержание твердого в операциях и продуктах, для которых
значения Т и R не были приняты.
определяется
отношение Ж:Т и содержание твердого в операциях и продуктах, для которых
значения Т и R не были приняты.
Объемы пульпы для всех продуктов и операций подсчитываются по формуле
![]() .
.
Результаты расчетов каждой операции водно-шламовой схемы заносятся в табл. 4.
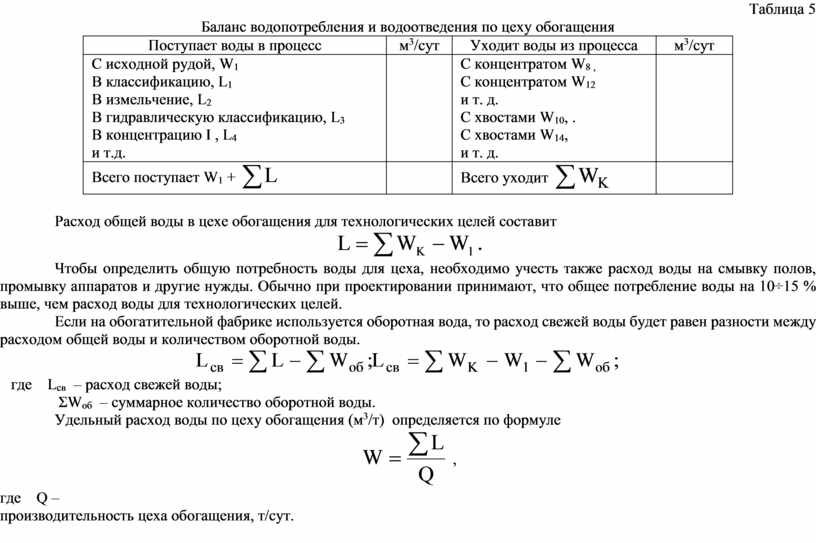
В заключительной части расчетов составляют баланс водопотребления и водоотведения и подсчитывают удельный расход воды по цеху обогащения.
Баланс водопотребления и водоотведения по цеху обогащения представляет собой равенство, поступившего в процесс суммарного количества воды, суммарному количеству воды, уходящему из процесса с конечными продуктами обогащения, т.е.
![]() ,
,
где W1 – количество воды, поступающее с исходной рудой;
![]() – суммарное количество воды,
добавляемое в процесс;
– суммарное количество воды,
добавляемое в процесс;
![]() – суммарное
количество воды, уходящее из процесса с конечными продуктами.
– суммарное
количество воды, уходящее из процесса с конечными продуктами.
Баланс водопотребления и водоотведения по цеху обогащения выполняется в форме таблицы (табл. 5).
Таблица 4
Форма записи водно-шламовой схемы
|
Номер опера-ции и продуктов |
Наименование операции и продуктов обогащения |
Произво-дитель-ность Q, т/сут. |
Содер-жание твердого Т, % |
Разбав-ление R |
Количест-во воды W, м3/сут |
Объём пульпы V, м3/сут |
|
III
7 |
Концентрация I Поступают: пески г/клас. свежая вода |
|
|
|
|
|
|
|
Итого |
|
|
|
|
|
|
8 9 10 |
Выходят: концентрат промпродукт хвосты |
|
|
|
|
|
|
|
Итого: и т.д. |
|
|
|
|
|
Таблица 5
Баланс водопотребления и водоотведения по цеху обогащения
|
Поступает воды в процесс |
м3/сут |
Уходит воды из процесса |
м3/сут |
|
С исходной рудой, W1 В классификацию, L1 В измельчение, L2 В гидравлическую классификацию, L3 В концентрацию I , L4 и т.д. |
|
С концентратом W8 , С концентратом W12 и т. д. С хвостами W10, . С хвостами W14, и т. д. |
|
|
Всего поступает W1 + |
|
Всего уходит |
|
Расход общей воды в цехе обогащения для технологических целей составит
![]() .
.
Чтобы определить общую потребность воды для цеха, необходимо учесть также расход воды на смывку полов, промывку аппаратов и другие нужды. Обычно при проектировании принимают, что общее потребление воды на 10÷15 % выше, чем расход воды для технологических целей.
Если на обогатительной фабрике используется оборотная вода, то расход свежей воды будет равен разности между расходом общей воды и количеством оборотной воды.
![]()
где Lсв – расход свежей воды;
ΣWоб – суммарное количество оборотной воды.
Удельный расход воды по цеху обогащения (м3/т) определяется по формуле
 ,
,
где Q –
производительность цеха обогащения, т/сут.
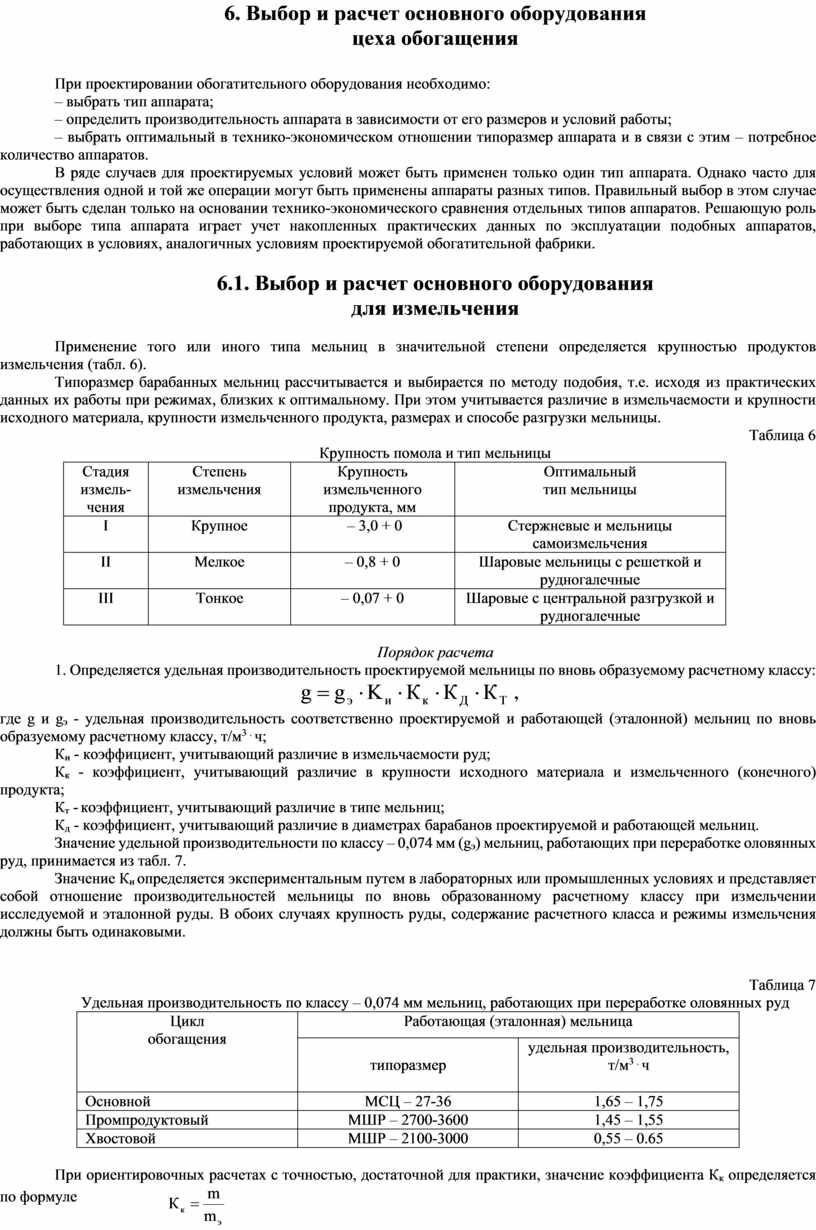
6. Выбор и расчет основного оборудования
цеха обогащения
При проектировании обогатительного оборудования необходимо:
– выбрать тип аппарата;
– определить производительность аппарата в зависимости от его размеров и условий работы;
– выбрать оптимальный в технико-экономическом отношении типоразмер аппарата и в связи с этим – потребное количество аппаратов.
В ряде случаев для проектируемых условий может быть применен только один тип аппарата. Однако часто для осуществления одной и той же операции могут быть применены аппараты разных типов. Правильный выбор в этом случае может быть сделан только на основании технико-экономического сравнения отдельных типов аппаратов. Решающую роль при выборе типа аппарата играет учет накопленных практических данных по эксплуатации подобных аппаратов, работающих в условиях, аналогичных условиям проектируемой обогатительной фабрики.
6.1. Выбор и расчет основного оборудования
для измельчения
Применение того или иного типа мельниц в значительной степени определяется крупностью продуктов измельчения (табл. 6).
Типоразмер барабанных мельниц рассчитывается и выбирается по методу подобия, т.е. исходя из практических данных их работы при режимах, близких к оптимальному. При этом учитывается различие в измельчаемости и крупности исходного материала, крупности измельченного продукта, размерах и способе разгрузки мельницы.
Таблица 6
Крупность помола и тип мельницы
|
Стадия измель-чения |
Степень измельчения |
Крупность измельченного продукта, мм |
Оптимальный тип мельницы |
|
I |
Крупное |
– 3,0 + 0 |
Стержневые и мельницы самоизмельчения |
|
II |
Мелкое |
– 0,8 + 0 |
Шаровые мельницы с решеткой и рудногалечные |
|
III |
Тонкое |
– 0,07 + 0 |
Шаровые с центральной разгрузкой и рудногалечные |
Порядок расчета
1. Определяется удельная производительность проектируемой мельницы по вновь образуемому расчетному классу:
![]() ,
,
где g и gэ - удельная производительность соответственно проектируемой и работающей (эталонной) мельниц по вновь образуемому расчетному классу, т/м3 . ч;
Ки - коэффициент, учитывающий различие в измельчаемости руд;
Кк - коэффициент, учитывающий различие в крупности исходного материала и измельченного (конечного) продукта;
Кт - коэффициент, учитывающий различие в типе мельниц;
Кд - коэффициент, учитывающий различие в диаметрах барабанов проектируемой и работающей мельниц.
Значение удельной производительности по классу – 0,074 мм (gэ) мельниц, работающих при переработке оловянных руд, принимается из табл. 7.
Значение Ки определяется экспериментальным путем в лабораторных или промышленных условиях и представляет собой отношение производительностей мельницы по вновь образованному расчетному классу при измельчении исследуемой и эталонной руды. В обоих случаях крупность руды, содержание расчетного класса и режимы измельчения должны быть одинаковыми.
Таблица 7
Удельная производительность по классу – 0,074 мм мельниц, работающих при переработке оловянных руд
|
Цикл обогащения |
Работающая (эталонная) мельница |
|
|
типоразмер
|
удельная производительность, т/м3 . ч |
|
|
Основной |
МСЦ – 27-36 |
1,65 – 1,75 |
|
Промпродуктовый |
МШР – 2700-3600 |
1,45 – 1,55 |
|
Хвостовой |
МШР – 2100-3000 |
0,55 – 0.65 |
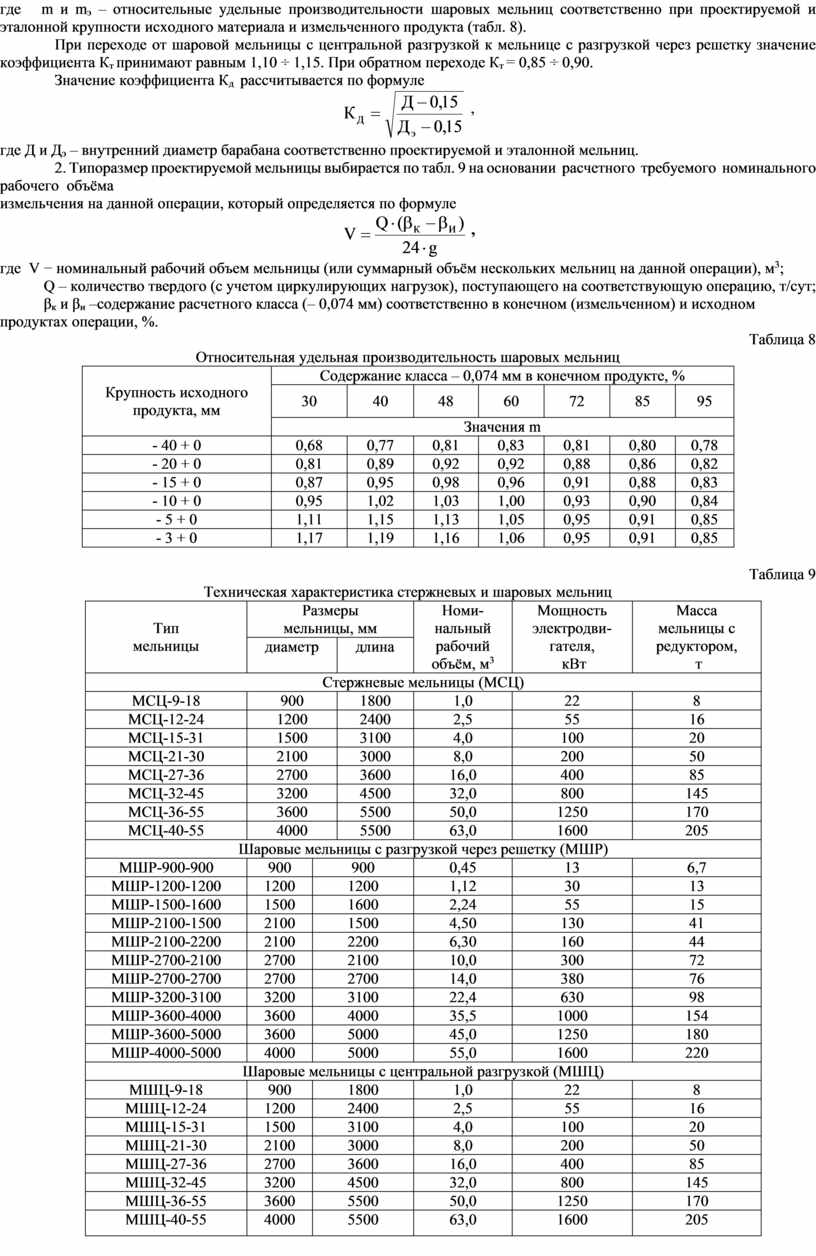
При
ориентировочных расчетах с точностью, достаточной для практики, значение
коэффициента Кк определяется по формуле ![]()
где m и mэ – относительные удельные производительности шаровых мельниц соответственно при проектируемой и эталонной крупности исходного материала и измельченного продукта (табл. 8).
При переходе от шаровой мельницы с центральной разгрузкой к мельнице с разгрузкой через решетку значение коэффициента Кт принимают равным 1,10 ÷ 1,15. При обратном переходе Кт = 0,85 ÷ 0,90.
Значение коэффициента Кд рассчитывается по формуле
![]() ,
,
где Д и Дэ – внутренний диаметр барабана соответственно проектируемой и эталонной мельниц.
2. Типоразмер проектируемой мельницы выбирается по табл. 9 на основании расчетного требуемого номинального рабочего объёма
измельчения на данной операции, который определяется по формуле
![]() ,
,
где V − номинальный рабочий объем мельницы (или суммарный объём нескольких мельниц на данной операции), м3;
Q – количество твердого (с учетом циркулирующих нагрузок), поступающего на соответствующую операцию, т/сут;
βк и βи –содержание расчетного класса (– 0,074 мм) соответственно в конечном (измельченном) и исходном продуктах операции, %.
Таблица 8
Относительная удельная производительность шаровых мельниц
|
Крупность исходного продукта, мм |
Содержание класса – 0,074 мм в конечном продукте, % |
||||||
|
30 |
40 |
48 |
60 |
72 |
85 |
95 |
|
|
Значения m |
|||||||
|
- 40 + 0 |
0,68 |
0,77 |
0,81 |
0,83 |
0,81 |
0,80 |
0,78 |
|
- 20 + 0 |
0,81 |
0,89 |
0,92 |
0,92 |
0,88 |
0,86 |
0,82 |
|
- 15 + 0 |
0,87 |
0,95 |
0,98 |
0,96 |
0,91 |
0,88 |
0,83 |
|
- 10 + 0 |
0,95 |
1,02 |
1,03 |
1,00 |
0,93 |
0,90 |
0,84 |
|
- 5 + 0 |
1,11 |
1,15 |
1,13 |
1,05 |
0,95 |
0,91 |
0,85 |
|
- 3 + 0 |
1,17 |
1,19 |
1,16 |
1,06 |
0,95 |
0,91 |
0,85 |
Таблица 9
Техническая характеристика стержневых и шаровых мельниц
|
Тип мельницы |
Размеры мельницы, мм |
Номи-нальный рабочий объём, м3 |
Мощность электродви-гателя, кВт |
Масса мельницы с редуктором, т |
||
|
диаметр |
длина |
|||||
|
Стержневые мельницы (МСЦ) |
||||||
|
МСЦ-9-18 |
900 |
1800 |
1,0 |
22 |
8 |
|
|
МСЦ-12-24 |
1200 |
2400 |
2,5 |
55 |
16 |
|
|
МСЦ-15-31 |
1500 |
3100 |
4,0 |
100 |
20 |
|
|
МСЦ-21-30 |
2100 |
3000 |
8,0 |
200 |
50 |
|
|
МСЦ-27-36 |
2700 |
3600 |
16,0 |
400 |
85 |
|
|
МСЦ-32-45 |
3200 |
4500 |
32,0 |
800 |
145 |
|
|
МСЦ-36-55 |
3600 |
5500 |
50,0 |
1250 |
170 |
|
|
МСЦ-40-55 |
4000 |
5500 |
63,0 |
1600 |
205 |
|
|
Шаровые мельницы с разгрузкой через решетку (МШР) |
||||||
|
МШР-900-900 |
900 |
900 |
0,45 |
13 |
6,7 |
|
|
МШР-1200-1200 |
1200 |
1200 |
1,12 |
30 |
13 |
|
|
МШР-1500-1600 |
1500 |
1600 |
2,24 |
55 |
15 |
|
|
МШР-2100-1500 |
2100 |
1500 |
4,50 |
130 |
41 |
|
|
МШР-2100-2200 |
2100 |
2200 |
6,30 |
160 |
44 |
|
|
МШР-2700-2100 |
2700 |
2100 |
10,0 |
300 |
72 |
|
|
МШР-2700-2700 |
2700 |
2700 |
14,0 |
380 |
76 |
|
|
МШР-3200-3100 |
3200 |
3100 |
22,4 |
630 |
98 |
|
|
МШР-3600-4000 |
3600 |
4000 |
35,5 |
1000 |
154 |
|
|
МШР-3600-5000 |
3600 |
5000 |
45,0 |
1250 |
180 |
|
|
МШР-4000-5000 |
4000 |
5000 |
55,0 |
1600 |
220 |
|
|
Шаровые мельницы с центральной разгрузкой (МШЦ) |
||||||
|
МШЦ-9-18 |
900 |
1800 |
1,0 |
22 |
8 |
|
|
МШЦ-12-24 |
1200 |
2400 |
2,5 |
55 |
16 |
|
|
МШЦ-15-31 |
1500 |
3100 |
4,0 |
100 |
20 |
|
|
МШЦ-21-30 |
2100 |
3000 |
8,0 |
200 |
50 |
|
|
МШЦ-27-36 |
2700 |
3600 |
16,0 |
400 |
85 |
|
|
МШЦ-32-45 |
3200 |
4500 |
32,0 |
800 |
145 |
|
|
МШЦ-36-55 |
3600 |
5500 |
50,0 |
1250 |
170 |
|
|
МШЦ-40-55 |
4000 |
5500 |
63,0 |
1600 |
205 |
|
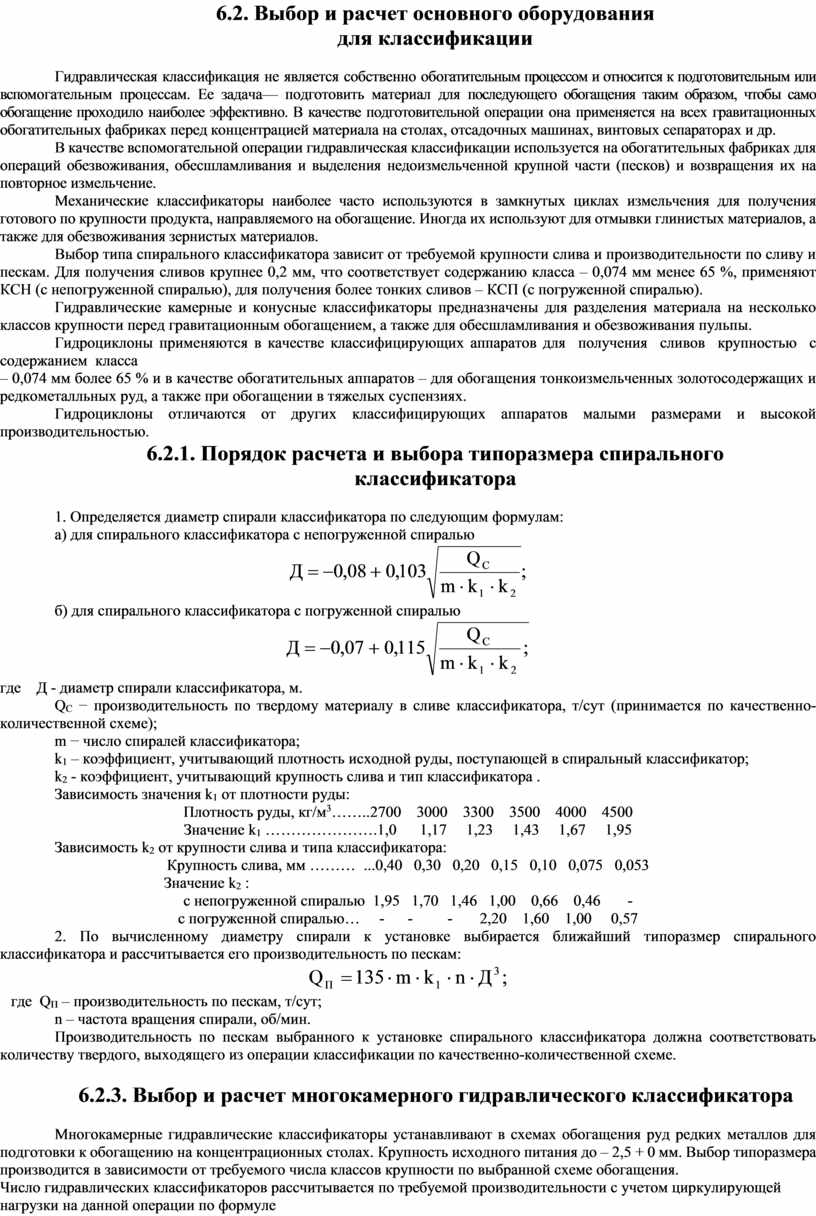
6.2. Выбор и расчет основного оборудования
для классификации
Гидравлическая классификация не является собственно обогатительным процессом и относится к подготовительным или вспомогательным процессам. Ее задача— подготовить материал для последующего обогащения таким образом, чтобы само обогащение проходило наиболее эффективно. В качестве подготовительной операции она применяется на всех гравитационных обогатительных фабриках перед концентрацией материала на столах, отсадочных машинах, винтовых сепараторах и др.
В качестве вспомогательной операции гидравлическая классификации используется на обогатительных фабриках для операций обезвоживания, обесшламливания и выделения недоизмельченной крупной части (песков) и возвращения их на повторное измельчение.
Механические классификаторы наиболее часто используются в замкнутых циклах измельчения для получения готового по крупности продукта, направляемого на обогащение. Иногда их используют для отмывки глинистых материалов, а также для обезвоживания зернистых материалов.
Выбор типа спирального классификатора зависит от требуемой крупности слива и производительности по сливу и пескам. Для получения сливов крупнее 0,2 мм, что соответствует содержанию класса – 0,074 мм менее 65 %, применяют КСН (с непогруженной спиралью), для получения более тонких сливов – КСП (с погруженной спиралью).
Гидравлические камерные и конусные классификаторы предназначены для разделения материала на несколько классов крупности перед гравитационным обогащением, а также для обесшламливания и обезвоживания пульпы.
Гидроциклоны применяются в качестве классифицирующих аппаратов для получения сливов крупностью с содержанием класса
– 0,074 мм более 65 % и в качестве обогатительных аппаратов – для обогащения тонкоизмельченных золотосодержащих и редкометалльных руд, а также при обогащении в тяжелых суспензиях.
Гидроциклоны отличаются от других классифицирующих аппаратов малыми размерами и высокой производительностью.
6.2.1. Порядок расчета и выбора типоразмера спирального
классификатора
1. Определяется диаметр спирали классификатора по следующим формулам:
а) для спирального классификатора с непогруженной спиралью

б) для спирального классификатора с погруженной спиралью

где Д - диаметр спирали классификатора, м.
QС − производительность по твердому материалу в сливе классификатора, т/сут (принимается по качественно-количественной схеме);
m − число спиралей классификатора;
k1 – коэффициент, учитывающий плотность исходной руды, поступающей в спиральный классификатор;
k2 - коэффициент, учитывающий крупность слива и тип классификатора .
Зависимость значения k1 от плотности руды:
Плотность руды, кг/м3……..2700 3000 3300 3500 4000 4500
Значение k1 ………………….1,0 1,17 1,23 1,43 1,67 1,95
Значение k2 :
с непогруженной спиралью 1,95 1,70 1,46 1,00 0,66 0,46 -
с погруженной спиралью… - - - 2,20 1,60 1,00 0,57
2. По вычисленному диаметру спирали к установке выбирается ближайший типоразмер спирального классификатора и рассчитывается его производительность по пескам:
![]()
где QП – производительность по пескам, т/сут;
n – частота вращения спирали, об/мин.
Производительность по пескам выбранного к установке спирального классификатора должна соответствовать количеству твердого, выходящего из операции классификации по качественно-количественной схеме.
6.2.3. Выбор и расчет многокамерного гидравлического классификатора
Многокамерные гидравлические классификаторы устанавливают в схемах обогащения руд редких металлов для подготовки к обогащению на концентрационных столах. Крупность исходного питания до – 2,5 + 0 мм. Выбор типоразмера производится в зависимости от требуемого числа классов крупности по выбранной схеме обогащения.
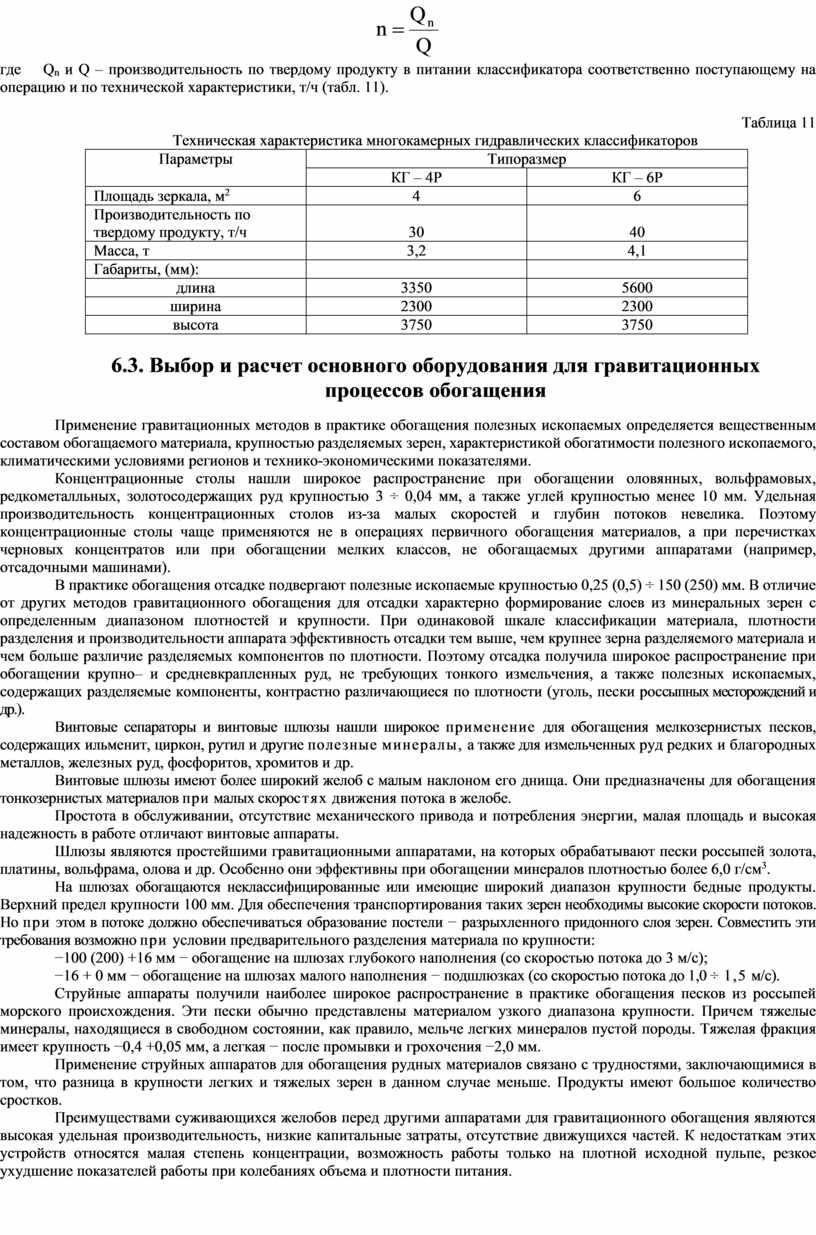
Число гидравлических классификаторов рассчитывается по требуемой производительности с учетом циркулирующей нагрузки на данной операции по формуле

где Qn и Q – производительность по твердому продукту в питании классификатора соответственно поступающему на операцию и по технической характеристики, т/ч (табл. 11).
Таблица 11
Техническая характеристика многокамерных гидравлических классификаторов
|
Параметры |
Типоразмер |
|
|
КГ – 4Р |
КГ – 6Р |
|
|
Площадь зеркала, м2 |
4 |
6 |
|
Производительность по твердому продукту, т/ч |
30 |
40 |
|
Масса, т |
3,2 |
4,1 |
|
Габариты, (мм): |
|
|
|
длина |
3350 |
5600 |
|
ширина |
2300 |
2300 |
|
высота |
3750 |
3750 |
6.3. Выбор и расчет основного оборудования для гравитационных
процессов обогащения
Применение гравитационных методов в практике обогащения полезных ископаемых определяется вещественным составом обогащаемого материала, крупностью разделяемых зерен, характеристикой обогатимости полезного ископаемого, климатическими условиями регионов и технико-экономическими показателями.
Концентрационные столы нашли широкое распространение при обогащении оловянных, вольфрамовых, редкометалльных, золотосодержащих руд крупностью 3 ÷ 0,04 мм, а также углей крупностью менее 10 мм. Удельная производительность концентрационных столов из-за малых скоростей и глубин потоков невелика. Поэтому концентрационные столы чаще применяются не в операциях первичного обогащения материалов, а при перечистках черновых концентратов или при обогащении мелких классов, не обогащаемых другими аппаратами (например, отсадочными машинами).
В практике обогащения отсадке подвергают полезные ископаемые крупностью 0,25 (0,5) ÷ 150 (250) мм. В отличие от других методов гравитационного обогащения для отсадки характерно формирование слоев из минеральных зерен с определенным диапазоном плотностей и крупности. При одинаковой шкале классификации материала, плотности разделения и производительности аппарата эффективность отсадки тем выше, чем крупнее зерна разделяемого материала и чем больше различие разделяемых компонентов по плотности. Поэтому отсадка получила широкое распространение при обогащении крупно– и средневкрапленных руд, не требующих тонкого измельчения, а также полезных ископаемых, содержащих разделяемые компоненты, контрастно различающиеся по плотности (уголь, пески россыпных месторождений и др.).
Винтовые сепараторы и винтовые шлюзы нашли широкое применение для обогащения мелкозернистых песков, содержащих ильменит, циркон, рутил и другие полезные минералы, а также для измельченных руд редких и благородных металлов, железных руд, фосфоритов, хромитов и др.
Винтовые шлюзы имеют более широкий желоб с малым наклоном его днища. Они предназначены для обогащения тонкозернистых материалов при малых скоростях движения потока в желобе.
Простота в обслуживании, отсутствие механического привода и потребления энергии, малая площадь и высокая надежность в работе отличают винтовые аппараты.
Шлюзы являются простейшими гравитационными аппаратами, на которых обрабатывают пески россыпей золота, платины, вольфрама, олова и др. Особенно они эффективны при обогащении минералов плотностью более 6,0 г/см3.
На шлюзах обогащаются неклассифицированные или имеющие широкий диапазон крупности бедные продукты. Верхний предел крупности 100 мм. Для обеспечения транспортирования таких зерен необходимы высокие скорости потоков. Но при этом в потоке должно обеспечиваться образование постели − разрыхленного придонного слоя зерен. Совместить эти требования возможно при условии предварительного разделения материала по крупности:
−100 (200) +16 мм − обогащение на шлюзах глубокого наполнения (со скоростью потока до 3 м/с);
−16 + 0 мм − обогащение на шлюзах малого наполнения − подшлюзках (со скоростью потока до 1,0 ÷ 1,5 м/с).
Струйные аппараты получили наиболее широкое распространение в практике обогащения песков из россыпей морского происхождения. Эти пески обычно представлены материалом узкого диапазона крупности. Причем тяжелые минералы, находящиеся в свободном состоянии, как правило, мельче легких минералов пустой породы. Тяжелая фракция имеет крупность −0,4 +0,05 мм, а легкая − после промывки и грохочения −2,0 мм.
Применение струйных аппаратов для обогащения рудных материалов связано с трудностями, заключающимися в том, что разница в крупности легких и тяжелых зерен в данном случае меньше. Продукты имеют большое количество сростков.
Преимуществами суживающихся желобов перед другими аппаратами для гравитационного обогащения являются высокая удельная производительность, низкие капитальные затраты, отсутствие движущихся частей. К недостаткам этих устройств относятся малая степень концентрации, возможность работы только на плотной исходной пульпе, резкое ухудшение показателей работы при колебаниях объема и плотности питания.
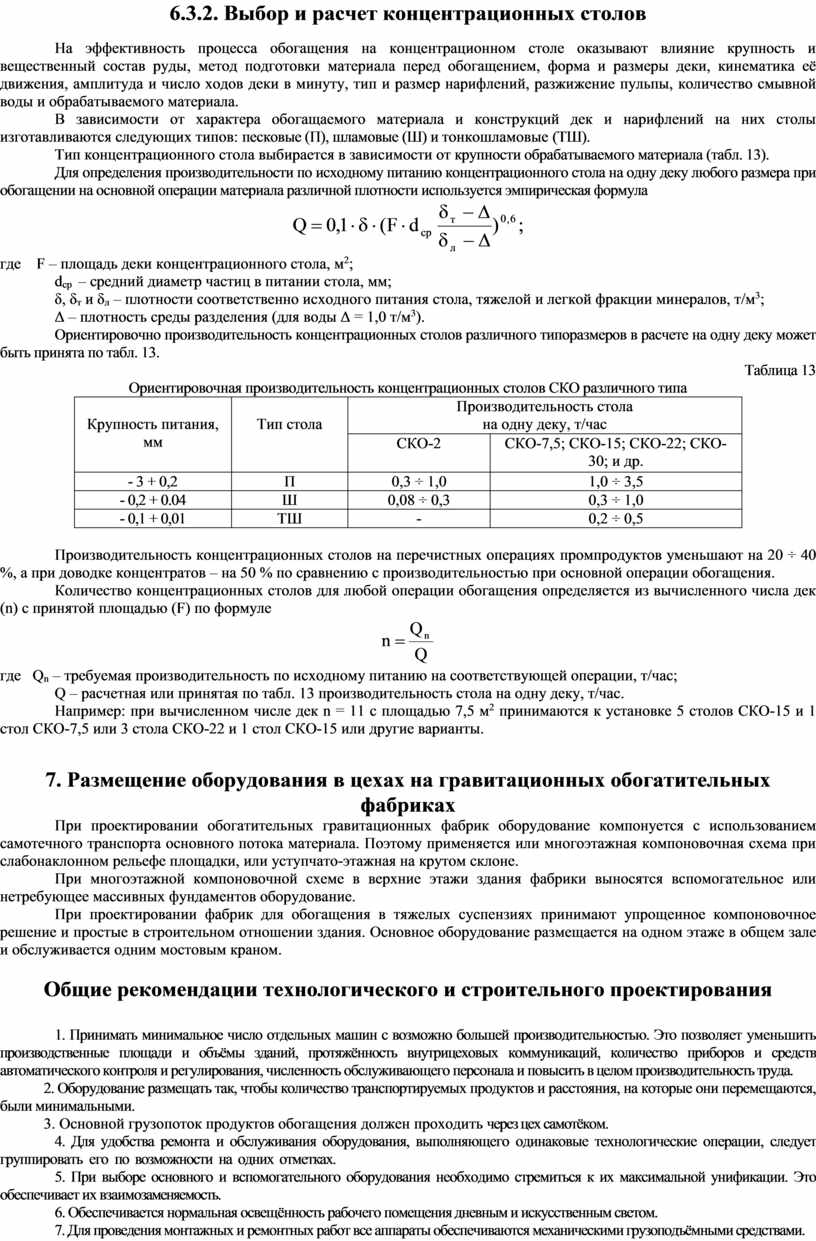
6.3.2. Выбор и расчет концентрационных столов
На эффективность процесса обогащения на концентрационном столе оказывают влияние крупность и вещественный состав руды, метод подготовки материала перед обогащением, форма и размеры деки, кинематика её движения, амплитуда и число ходов деки в минуту, тип и размер нарифлений, разжижение пульпы, количество смывной воды и обрабатываемого материала.
В зависимости от характера обогащаемого материала и конструкций дек и нарифлений на них столы изготавливаются следующих типов: песковые (П), шламовые (Ш) и тонкошламовые (ТШ).
Тип концентрационного стола выбирается в зависимости от крупности обрабатываемого материала (табл. 13).
Для определения производительности по исходному питанию концентрационного стола на одну деку любого размера при обогащении на основной операции материала различной плотности используется эмпирическая формула
![]()
где F – площадь деки концентрационного стола, м2;
dср – средний диаметр частиц в питании стола, мм;
δ, δт и δл – плотности соответственно исходного питания стола, тяжелой и легкой фракции минералов, т/м3;
Δ – плотность среды разделения (для воды Δ = 1,0 т/м3).
Ориентировочно производительность концентрационных столов различного типоразмеров в расчете на одну деку может быть принята по табл. 13.
Таблица 13
Ориентировочная производительность концентрационных столов СКО различного типа
|
Крупность питания, мм |
Тип стола |
Производительность стола на одну деку, т/час |
|
|
СКО-2 |
СКО-7,5; СКО-15; СКО-22; СКО-30; и др. |
||
|
- 3 + 0,2 |
П |
0,3 ÷ 1,0 |
1,0 ÷ 3,5 |
|
- 0,2 + 0.04 |
Ш |
0,08 ÷ 0,3 |
0,3 ÷ 1,0 |
|
- 0,1 + 0,01 |
ТШ |
- |
0,2 ÷ 0,5 |
Производительность концентрационных столов на перечистных операциях промпродуктов уменьшают на 20 ÷ 40 %, а при доводке концентратов – на 50 % по сравнению с производительностью при основной операции обогащения.
Количество концентрационных столов для любой операции обогащения определяется из вычисленного числа дек (n) с принятой площадью (F) по формуле
![]()
где Qn – требуемая производительность по исходному питанию на соответствующей операции, т/час;
Q – расчетная или принятая по табл. 13 производительность стола на одну деку, т/час.
Например: при вычисленном числе дек n = 11 с площадью 7,5 м2 принимаются к установке 5 столов СКО-15 и 1 стол СКО-7,5 или 3 стола СКО-22 и 1 стол СКО-15 или другие варианты.
![]()
7. Размещение оборудования в цехах на гравитационных обогатительных фабриках
При проектировании обогатительных гравитационных фабрик оборудование компонуется с использованием самотечного транспорта основного потока материала. Поэтому применяется или многоэтажная компоновочная схема при слабонаклонном рельефе площадки, или уступчато-этажная на крутом склоне.
При многоэтажной компоновочной схеме в верхние этажи здания фабрики выносятся вспомогательное или нетребующее массивных фундаментов оборудование.
При проектировании фабрик для обогащения в тяжелых суспензиях принимают упрощенное компоновочное решение и простые в строительном отношении здания. Основное оборудование размещается на одном этаже в общем зале и обслуживается одним мостовым краном.
Общие рекомендации технологического и строительного проектирования
1. Принимать минимальное число отдельных машин с возможно большей производительностью. Это позволяет уменьшить производственные площади и объёмы зданий, протяжённость внутрицеховых коммуникаций, количество приборов и средств автоматического контроля и регулирования, численность обслуживающего персонала и повысить в целом производительность труда.
2. Оборудование размещать так, чтобы количество транспортируемых продуктов и расстояния, на которые они перемещаются, были минимальными.
3. Основной грузопоток продуктов обогащения должен проходить через цех самотёком.
4. Для удобства ремонта и обслуживания оборудования, выполняющего одинаковые технологические операции, следует группировать его по возможности на одних отметках.
5. При выборе основного и вспомогательного оборудования необходимо стремиться к их максимальной унификации. Это обеспечивает их взаимозаменяемость.
6. Обеспечивается нормальная освещённость рабочего помещения дневным и искусственным светом.
7. Для проведения монтажных и ремонтных работ все аппараты обеспечиваются механическими грузоподъёмными средствами.
8. Крупногабаритное и тяжёлое оборудование по возможности следует размещать на нулевых отметках.
9. Корпуса зданий должны иметь наиболее простую форму (квадратную или прямоугольную) без выступов, пристроек с минимальным числом типоразмеров пролётов по высоте и длине.
10. Не допускаются излишества в отношении площадей и объёмов зданий.
11. Минимальные размеры проходов между оборудованием следует принимать в соответствии с «Едиными правилами безопасности при дроблении, сортировке, обогащении и окомковании руд и концентратов».
12. При проектировании производственных зданий необходимо соблюдать следующие требования строительных норм:
− размеры пролётов для зданий без мостовых кранов − 12, 18, 24, 30 м;
− размеры пролётов для зданий с мостовыми кранами − 18, 24, 30 и более, кратные 6 м, в отдельных случаях допускаются пролёты 6 и 9 м;
− шаг колонн (расстояние между осями колонн вдоль здания) принимается 6 и 12 м.
СПИСОК ЛИТЕРАТУРЫ
1. Кармазин В.В., Младецкий И.К., Пилов П.И. «Расчеты технологических показателей обогащения полезных ископаемых» – М.: Горная книга, 2009
2. Разумов К.А., Петров В.А. «Проектирование Обогатительных фабрик» – Москва: Недра, 1982
3. «Справочник по проектированию обогатительных фабрик цветной металлургии» – Москва: Научно-методическая лаборатория, 1973
4. Федеральный закон «О промышленной безопасности опасных производственных объектов» № 116-ФЗ. Принят Государственной Думой 20 июня 1997 года, (с изменениями на 13 июля 2015 года).
5. Федеральные нормы и правила в области промышленной безопасности «Правила безопасности при ведении горных работ и переработке твердых полезных ископаемых» (Серия 03, выпуск 78) – М.: Закрытое акционерное общество «Научнотехнический центр исследований проблем промышленной безопасности, 2015 - 276с.
6. Скачано с www.znanio.ru


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.