Поделиться

ВВЕДЕНИЕ
Написание студентами курсовой работы является важной составной частью учебного процесса. Цель курсовой работы - закрепление, углубление и обобщение знаний, полученных студентами во время изучения определённых дисциплин и применения полученных знаний к комплексному решению конкретного задания в профессиональной отрасли, привлечения студентов к научно-исследовательской работе.
Основные задания курсовой работы МДК 05.01 „ Планирование , организация и контроль структурного подразделения"
заключаются в:
1. углублении и закреплении знаний из планирования деятельности предприятий и их структурных подразделений;
2. освоении методов технико-экономических расчётов и экономическому анализу организационно -плановых решений;
3. приобретении опыта использования технолого -нормувальних, справочных и специальных литературных данных в плановой работе;
4. проведении анализа и обобщении данных о работе промышленных предприятий и теоретических положений из планирования производства;
5. развития навыков самостоятельной работы студентов.
Выполнение курсовой работы способствует формированию у студентов экономического факультета умения самостоятельно пополнять и актуализировать свои знания, формировать собственные представления, вести практическую и исследовательскую работу, пользоваться литературными источниками и другими источниками экономической информации, и тому подобное.
Поэтому подготовка курсовой работы требует от студента определённых расходов времени, тщательности, настойчивости в поиске цифрового и аналитического материала, продуманного его обобщения, опрятного оформления и отстаивания собственных наблюдений и выводов во время защиты.
Обязательным в процессе выполнения курсовой работы является использование математических методов и ЭВМ, в частности ППП "ЕхсеИ" текстовых редакторов, программ для построения графиков, и тому подобное. Они могут быть использовании для установления зависимостей, связей, оценки влияния факторов производства на конечные результаты производственной деятельности, определения оптимальной номенклатуры. От использования ЭВМ в значительной мере зависят оценка выполнения студентом работы. Курсовая работа содержит: титульный лист (приложение 1);
задание; содержание;
изложение материала в соответствии с поданным содержанием; список использованных источников; приложения.
Рекомендуемое содержание курсовой работы:
Вступление
Производственная программа участка.
Расчёты обеспечения производства элементами основных фондов и оборотных средств.
Планирование потребности в трудовых ресурсах и средствах на их оплату.
Планирование себестоимости производства.
Планирование основных технико-экономических показателей и оценка принятых решений.
Выводы
Список использованных источников. Приложения.
Курсовая работа оформляется согласно с ниже указанными правилами:
1. Оформление заглавий.
• Заглавия отделяются сверху и снизу тремя абзацными отступлениями. На странице сплошного текста — 28-29 печатных строк, а в строке — до 60 знаков с промежутками между словами включительно:
• Заглавия структурных частей работы “СОДЕРЖАНИЕ”, “ВСТУПЛЕНИЕ”, “РАЗДЕЛ”, “ВЫВОДЫ”, “СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ”, “ДОБАВЛЕНИЯ” печатают большими буквами симметрично к тексту.
• Заглавия подразделов пишутся, кроме первой большой, маленькими буквами из абзацного отступления. Точку в конце заглавия не ставят. Если заглавие состоит из двух или больше предложений, их разделяют точкой.
• Заглавия пунктов печатают маленькими буквами (кроме первой большой) из абзацного отступления в разрядке в подбор к тексту. В конце таким образом напечатанного заглавия ставится точка.
2. Нумерация страниц и структурных частей.
Все страницы нумеруются. Общая нумерация начинается с титульных листков, но порядковый номер на них не относится; начиная с «Введения» он располагается в правом углу нижнего поля.
Нумерация страниц, разделов, подразделов, пунктов, подпунктов, рисунков, таблиц, формул подают арабскими цифрами без знака “№”. Нумерация страниц должна быть сквозной, то есть все страницы работы, учитывая иллюстрации и добавления, нумеруются от титульной к последней странице без пропусков и повторов, а также дополнений.
Такие структурные части работы, как содержание, вступление, выводы, список использованных источников не имеют порядкового номера. Обращаем внимание на то, что все листы, на которых размещённые структурные части работы, нумеруются обычным образом. Не нумеруются лишь их заглавия, то есть нельзя печатать “1. ВСТУПЛЕНИЕ” или “РАЗДЕЛ 5. ВЫВОДЫ”. Номер раздела ставят после слова “РАЗДЕЛ”, после номера точку не ставят. Потом из новой строки печатают заглавие раздела.
Подраздел нумеруют в пределах каждого раздела. Номер подраздела складывается с номера раздела и порядкового номера подраздела, между которыми ставят точку. В конце номера подраздела должна стоять точка, например : “2.3.” (третий подраздел второго раздела). Потом в той же строке идёт заглавие подраздела.
3. Таблицы и примечания:
В экономических исследованиях для отображения количественного и качественного состояния явления, что изучается, большое значение имеет правильное представление цифрового материала в табличной форме. В отличие от текста, в таблицах слова и числа располагаются в особенном порядке - они организованы в вертикальные колонки и горизонтальные сроки таким образом, что каждый элемент - это одновременно составная часть как строки так и колонки. Благодаря такому размещению между данными таблицы устанавливается взаимосвязь, что его поняло без дополнительных объяснений.
Таблицы должны быть унифицированными, а цифровая информация - достоверной. Каждая таблица должна иметь заглавие, которое воспроизводит её содержание. Заглавия размещают над таблицей симметрично к ней.
Все таблицы нумеруются. Справа над заглавием с большой буквы пишут слово “Таблица” и указывают её порядковый номер. Знак “№” перед цифрой не ставится. Таблицы нумеруются последовательно в пределах раздела (дополнение 1). Номер таблицы состоит из номера раздела и порядкового номера таблицы, между которыми ставится точка, например : “Таблица 1.2” (вторая таблица первого раздела).
При перенесении таблицы на другой лист (страницу) слово “Таблица” и номер её указывают один раз справа над первой частью таблицы, над другими частями пишут слова “Продолжения табл.” и указывают номер таблицы, например : “Продолжение табл. 1.2”.
Таблицы необходимо подавать в работе непосредственно после текста, где они упомянуты впервые, или на следующей странице. Таблица должна размещаться вдоль страницы, или поперек за соответствующим поворотом её по часовой стрелке.
Вертикальные колонки таблиц нумеруются в тех случаях, когда в тексте на них есть ссылка, а также при выполнении расчётов по данным, которые размещены в разных колонках. Названия колонок пишут с большой буквы, а подзаголовки, если они грамматически связаны с названием - из малой, в других случаях - из большой. Колонку “№” в таблицу не включают.
Примечания, в которых указываются справочные и объяснительные данные, нумеруют последовательно в пределах одной страницы. Примечания к тексту размещаются в конце соответствующей страницы. Примечания к таблице должны быть размещены непосредственно под ней. Когда примечание одно, то её не нумеруют и после слова “Примечание” ставят точку. Если примечаний на одном листе несколько, то после слова “Примечания” ставят двоеточие, например,
“Примечания:
1. ... .
2. ... .”
В колонках таблиц невозможно оставлять свободные места: если данные отсутствующие, следует ставить тире или замечать словом “нет”. Если табличные колонки заполнены текстом, точка в конце не относится. Цифры в колонках таблиц проставляются таким образом, чтобы классы чисел по всей колонке находились точно один над другим. Классы чисел в таблице не разделяются точкой. Числовые величины в одной колонке должны иметь одинаковое количество десятичных знаков.
В случаях, когда в таблице указывается последовательный интервал величин, которые охватывают все величины ряда, перед величинами пишут: “от”, “больше”, “к”, например, “от 5,5 до 10,0 или больше”. В интервалах, которые охватывают не все величины ряда, между величинами следует ставить тире. Например, 4,2 - 11,7.
Когда все параметры, которые размещаются в таблице, имеют одинаковую размерность, то обозначение единицы измерения размещают над таблицей. Если параметры имеют разную размерность, то обозначение единицы измерения подают в заглавии к каждой колонке (графы).
4. Оформление иллюстраций.
Количество иллюстраций, которые приводятся в работе, определяется их содержанием и должно быть достаточной для того, чтобы предоставить тексту работы ясности и конкретности. Все иллюстрации (фотографии, схемы, чертежи, диаграммы и тому подобное) называют рисунками. Подпись под иллюстрацией всегда начинается с начальной буквы. Точку в конце подписи не ставят. Все иллюстративные материалы размещают сразу же после ссылки на них (дополнение 2).
Иллюстрации помечают словом “Черт.” и нумеруют последовательно в пределах раздела за исключением иллюстраций, поданных в дополнениях. Номер иллюстрации состоит из номера раздела и порядкового номеру иллюстрации, между которыми ставится точка. Например : “Рис. 1.2” (второй рисунок первого раздела). Номер иллюстрации, ее название и объяснительные подписи размещают последовательно под иллюстрацией. Если в работе подана одна иллюстрация, то ее нумеруют по общим правилам.
5. Оформление цитат.
Для подтверждения собственных аргументов ссылкой на авторитетный источник или для критического анализа того или другого печатного произведения приводятся цитаты. Цитата должна точно воспроизводить цитируемый текст языком оригинала. Текст цитаты начинается и заканчивается лапками и наводится в той грамматической форме, в который он подан в источнике.
Каждая цитата обязательно сопровождается ссылкой на источник. При непрямом цитировании - переводе мнений других авторов, следует быть предельно точным в изложении мнений автора. Цитирование оформляется таким образом:
“ ... выгоднее всего вкладывать имеющиеся капиталы в разнообразные активы, во избежание финансового затруднения и не допустить выхода финансовых проблем из-под контроля.” [12].
Соответствующее описание в перечне ссылок:
12. Никбахт Е., Гропелли А. Финанси/Пер.з англ. В.Ф. Овсиенка и В.Я. Мусиенка - М.:, Прогресс. - 2023. - С.13.
6. Оформление списка литературных источников.
Список литературных источников размещают в конце работы в порядке ссылок в тексте (дополнение 3).
7. Представление формул.
Формулы, если они подаются в работе, вписывают чёрными чернилами и нумеруют арабскими цифрами. Для представления формул можно использовать редактор MSEquation.
Формулы нумеруют в пределах раздела. Номер формулы состоит из номера раздела и порядкового номера формулы в разделе, между которыми ставят точку. Номера пишут у правого берега листа на уровне нижней строки формулы, к которой он принадлежит в круглых дужках, например : (2.1) - первая формула второго раздела. При ссылке в тексте на формулу необходимо указать её полный номер в дужках, например, “в формуле (2.4)”. После формулы пишут слово “где” и расшифровывают обозначение словами в такой последовательности, в которой они поданы в формуле. После слова “где” двоеточие не ставится. Например:
Чосн = Тпл/(Фд.р.пл* Квн) (2.4)
Где Тпл – плановая трудоёмкость производственной программы на год, н. – час.;
8. Оформление приложений.
В приложения в работе следует включать вспомогательные материалы (промежуточные математические расчёты, таблицы вспомогательных цифровых данных, иллюстрации вспомогательного характера, схемы и тому подобное).
Каждое приложение начинают с новой страницы. В правом верхнем углу пишут слово “ приложение ”. Он должен иметь тематическое заглавие. Если в работе есть два или больше добавлений, их последовательно нумеруют арабскими цифрами (без знака “№”). Например:
“ приложение 1”.
Нумерация страниц в приложениях осуществляется в пределах одного приложения. Кроме того, на второй и последующих страницах приложения в верхнем углу справа нужно указать “Продолжение приложения”. Ссылка на приложения в текстовой части работы является обязательной. Обязательное условие высокого качества курсовой работы - её грамотность, чёткая логика изложения, правильность лингвостилистического оформления. Текст должен быть старательно выверенным автором после печати. Ответственность за достоверность числовых, фактических данных, записи цитат несёт автор исследования.
После полного завершения курсовой работы каждый её экземпляр подписывается студентом, переплетается и передаётся научному руководителю на отзыв.
Умышленно увеличивать объем курсовой работы не нужно, ведь ее ценность определяется не количеством страниц, а содержанием и самостоятельностью суждений, обґрунтованих теоретически и документально.
Приложение 1
Оформление таблицы
Таблица 2.1
Сведенные результаты расчета численности основных рабочих
|
№ п/ п |
Профессия (выполняемые операции) |
Суммарная трудоемкость производственно й программы, мин. |
Эффекти вный фонд времени рабочего, дней |
Коэффиц иент многостано чного обслужива ния |
Коэффицие нт выполнения норм выработки |
Расчетн ая численн ость рабочих, лиц |
Принятая численность рабочих, лиц |
|
1 |
Токарь |
1016700 |
213,75 |
1 |
1,05 |
9,44 |
10 |
|
2 |
Свердлильщик |
1002450 |
213,75 |
1 |
1,02 |
9,58 |
10 |
|
3 |
Фрезеровщик |
889250 |
213,75 |
1 |
1,03 |
8,41 |
9 |
|
Всего |
2908400 |
|
|
|
27,43 |
29 |
|
ПРИЛОЖЕНИЕ 2.
Оформление иллюстрации
Рис. 2.3. Динамика курса национальной валюты
Приложение 3.
Образцы оформления списка использованных литературных источников:
Ссылки на литературные источники выполняются следующим образом.
1 ССЫЛКА НА КНИГУ:
Предпринимательство в банках и банковских операциях. - Санкт-Петербург: 1993 - 134 с.
2. ССЫЛКА НА МНОГОТОМНЫЕ ИЗДАНИЯ: Кунц Г., Доннел. Управление. Системы и ситуационный анализ управленческих функций. В 2-х т. Т.
2. - Г.: Прогресс,1981. - 892 с.
3. ССЫЛКА НА СТАТЬЮ
a) из книг, сборников, документов, хрестоматий:
Как читать балансовый отчет. /Международная организация труда/ Пер. с англ. - Г.: Финансы и статистика, 1992 - 208 с.
Арапонов М.В. Информационная среда фундаментальной науки и новые информационные технологии // Системный исследования: Методологические проблемы: Ежегодник 1988. - Г.:
Наука, 1989. С. 27 - 46. b) из журналов:
Юринець В., Лондар С. Теоретико-игрове моделирование влияния налоговой политики государства на финансово-хозяйственную деятельность отрасли экономики // Экономист. - 1999. №2. - С.62. c) из газет:
Рябошапка С. Между банкротством и тенью: Пятилетний опыт взаимодействия бюджета с экономикой // Зеркало недели. - 8 октября. - С. 9. d) из собрания произведений:
Рабинович А. Економични проблемы современности. Произведения в 12 т.: Т. 10: Экономическая история. - Л.: Радуга, 1993. - 230 с.
Приложение4
|
МО и Н ЗО ГБ ПО У «Днепрорудненский индустриальный колледж»
КУРСОВАЯ РАБОТА ДИК.КР. 15.02.16.001. ПЗ
Студента Недельского В.С Группы ТМ-21-9/11 2025
|
|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ ЗАПОРОЖСКОЙ ОБЛАСТИ ГБ ПО У « Днепрорудненский индустриальный колледж»
КУРСОВАЯ РАБОТА
ТЕМА «Экономическое обоснование технологического процесса детали «Вал»
Пояснительная записка ДИК.КР. 15.02.16 001. ПЗ
разработал Недельский В.С. руководитель Шило С.Л.
г. Днепрорудное
2025г.
9 |
|
. Содержание Введение Раздел I. Производственные расчёты. С.
1.1. Расчёт нужного количества оборудования,его производственная характеристика и степень загрузки …………. 7 1.2. Расчёт численности основных производственных рабочих…………...13 1.3. Расчёт численности вспомогательных рабочих, ИТР и МОП………...17 1.4. Расчет площади цеха ………………………………………………20 1.5. Расчёт стоимости основных фондов ………………………………….22
Раздел II. Организация работы производственного участка механического цеха
2.1. Планирование оборудования и рабочих мест на проектируемом участке ……………………………………………… 25 2.2. Организация ,транспортировка деталей на участке ………………… 27 2.3. Организация рабочего места станочника………………………………. 29 2.4. Организация инструментального хозяйства………………………… .30 2.5. Организация технического контроля…………………………………… 32 2.6. Организация ремонта оборудования на участке……………………… 33 2.7. Мероприятия по охране труда, технике безопасности и противопожарной защите……………………………………………………. 34
Раздел III. Экономическая часть……………………………………… 38
3.1. Расчет стоимости основных материалов……………………………… 39 3.2. Расчет заработной платы работающих по категориям……………… 40 3.3. Расчёт цеховых затрат…………………………………………….... 46 3.4. Расчет общезаводских затрат………………………………… 53 3.5. Расчёт непроизводственных затрат…………………………………….54
|
||||||||||
|
|
|
|
|
|
ДИК КР 15.02.016.001. ПЗ |
|||||
|
|
|
|
|
|
||||||
|
|
|
Номер док.. |
|
Дата |
||||||
|
Разработал |
|
|
|
Экономическое обоснование технологического процесса детали «Вал» |
|
|
Стр. |
|||
|
Проверил. |
Шило С.Л |
|
|
|
|
|
|
61 |
||
|
|
|
|
|
3 ТМ-22/9 |
||||||
|
Н. Контр. |
|
|
|
|||||||
|
|
|
|
|
|||||||
Утвердж.
10
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К РАЗРАБОТКЕ ОТДЕЛЬНЫХ ЧАСТЕЙ КУРСОВОЙ РАБОТЫ
ВСТУПЛЕНИЕ.
В этой части нужно отметить важность организации и управления деятельностью предприятия, планирование хозяйственной деятельности, актуальность исследуемой работы, сформулировать цель и задачи курсовой работы, отобразить предмет, объект, методы исследования.
На современном этапе развития с его высокими темпами научнотехнического прогресса большое значение имеет экономическое образование персонала. Повышенные требования к улучшению экономического образования, к функциональной грамотности обусловлена следующими показателями:
В условиях непрерывного развития научно-технической революции, использование новых областей знаний, преобразование науки на производственную силу необходимым становится экономическое обоснование новой техники и технологий на стадии разработки и проектирования. Это означает, что техник технолог должен хорошо разбираться в вопросах эффективности новой техники и стремиться к наименьшей себестоимости создаваемого изделия, технолог должен уметь выбрать лучший экономический вариант технологического процесса, владеть методами экономического анализа.
В данное время экономика нашей страны находится на таком этапе развития , когда с года в год увеличивается экономический потенциал, увеличиваются масштабы хозяйства, усовершенствуется его структура.В этих условиях усложняется сам механизм хозяйствования. Эффективность работы все большей степени зависит от выбора хозяйственных решений, требует постоянного сопоставления затрат и результатов производства.
Мастер, начальник цеха, руководитель предприятия, руководители отраслей должны хорошо знать все, что относится к организации производства, ритмического выполнения плана, организации заработной платы, расстановки людей, планирования, учёта, контроля, оперативного руководства.
Какой-нибудь просчёт, недостаточно проанализированное решение ведут к большим затратам, срыву плановых заданий, нарушения пропорциональности в народном хозяйстве. От уровня экономической подготовки кадров зависит часть плана, показатели хозяйственной деятельности как отдельных коллективов, так и всего общества в целом.
В современных условиях центр в экономическом развитии общества переносится на повышение эффективности общественного производства, на качественные показатели работы (повышение фондоотдачи, экономия сырья и материалов, рациональное использование трудовых ресурсов, повышение качества продукции и др.), а также использование таких элементов управления, как прибыль, цена, кредит, рентабельность, материальное поощрение. Все это возможно только на основании глубоких экономических знаний.
Таким образом, использование всех элементов требует овладение экономическими знаниями и использование их на практике.
Раздел 1. Производственные расчёты.
1.2. Расчёт нужного количества оборудования, его производственная характеристика и уровень загрузки.
Исходные данные для расчётов.
1. Деталь (название).
2. Годовая программа (шт.)
3. Масса заготовки (кг).
4. Масса готовой детали (кг).
5. Материал.
|
|
Название операций |
Станок |
|
Тшт.к. мин. |
Разряд работы* |
|
1 |
2 |
|
3 |
6 |
7 |
|
05 |
|
|
|
|
|
|
10 |
|
|
|
|
|
|
15 |
|
|
|
|
|
|
|
|
всего |
|
сумма |
|
Расчёт нужного оборудования
Расчётное количество станков каждого
типоразмера для обработки заданного количества однотипных деталей в серийно
производстве на каждой операции определяется по формуле: С ![]() tшт.к
N , шт
tшт.к
N , шт
Fд 60
де С - расчётное количество станков;
t шт.к - штучно -калькуляционное время обработки детали на этой операции (у серийном и массовом производстве используется);
Fд - действительный годовой фонд времени работы оборудования в часах при 2-сменной работе (с. таблицу 1); 60 - переводим t шт.к в часы.
Расчётное количество станков «С» на каждой операции технологического процесса может выйти дробью, его округляют до целого числа. (в массовом и крупносерийном производстве всегда нужно округлять в большую сторону, за исключением случаев, когда при расчёте выходят сотые доли). Полученное целое число станков называется «принятым» числом станков и обозначается буквой «S». Общее количество станков на участке определяется как сумма принятого количества станков.
М.Е. Егоров. Основы проектирования машиностроительных заводов.,
1969г., таблица. 7, с.131
Расчёт действительного годового фонда времени для металлорежущих станков при 5-дневной рабочей недели
Таблица 1.
 |
Таблица 2.
1.3. Производственная характеристика оборудования
|
|
Наименование оборудование |
|
|
|
Категория ремонтной сложности |
Мощность электромотора |
|
|
Стоимость оборудования, грн. |
|||
|
|
|
|
|
|
|
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
* Затраты на транспортировку и монтаж оборудования принимаются в размере 12% от его оптовой цены. После расчёта нужного количества оборудования необходимо дать его производственную характеристику по следующей форме
(Таблица. 2). Данные об оборудовании можно найти в следующих источниках:
1. Горбацевич. Курсовое проектирование, с.179-238.
2. Єгоров. Основы проектирования маш. заводов, с.160-162.
3. Справочник технолога машиностроителя, том 2-й, с.9-66.
4. Прейскурант №18-01 «Оптовые цены на металлорежущие станки».
5. Номенклатурный справочник «металлорежущие станки», вып. 1980г.
6. Нефедов Н. А. Дипломное проектирование в машиностроительных техникумах(приложение 8).
Характеристику и стоимость специального и импортного оборудования нужно брать с паспорта оборудования.
Степень загрузки оборудования
После определения расчётного и принятого количества оборудования необходимо рассчитать загрузку оборудования по каждой операции и средний процент загрузки оборудования в целом по участку.
Процент загрузки оборудования на каждой операции определяется по формуле:
С
Кз
![]() 100%
100%
S
где С - расчётное количество станков; S - принятое количество станков.
Средний % загрузки оборудования по участку определяется по формуле:
Кз С 100%
S
Средний % загрузки оборудования в серийном производстве должно быть не ниже 85, в поточном производстве не меньше 80, для беспрерывно -поточной линии не меньше 90.
Для повышения загрузки оборудования можно провести следующие мероприятия:
1. Уменьшить штучное время обработки t шт. путём применения более производительного инструмента или приспособления, пересчитав операционно-технологическую карту.
2. Объединить при расчёте оборудования операции, если они выполняются на одинаковом станке и расположены рядом. Работа выполняется с переналадкой. Расчёт загрузки оборудования заканчивается составлением графика загрузки оборудования .
График загрузки оборудования (Пример для заполнения)
|
|
90 |
|
|
|
|
|
|
80 |
||||||
|
70 |
6% |
К2=80%
|
5% |
13% |
||
|
К1=74% |
К3=75% |
|||||
|
60 |
К4=67%
|
|||||
|
50 |
||||||
|
40 |
||||||
|
30 |
||||||
|
20 |
||||||
|
10 |
||||||
|
0
|
||||||
|
№ операции |
005 |
010 |
015 |
020 |
||
|
Кол-во станков |
1 |
1 |
2 |
1 |
||
|
Тип станка |
Токарный |
Фрезерный |
Сверлильный |
Центровальный |
||
Кз ср. = 87%
1.3. РАСЧЁТ ЧИСЛЕННОСТИ ПРОИЗВОДСТВЕННЫХ РАБОЧИХ
Нужное количество рабочих определяется по каждой категории отдельно.
Численность основных производственных рабочих в серийном производстве определяется на каждой операции по формуле:
R
![]() tш.времяN ,
чел
tш.времяN ,
чел
Fд.г.60Kн Км
где R - нужное количество рабочих;
t шт. к.в.. - штучно -калькуляционное время в мин.; N - годовая программа в шт. Fд.г. - действительный годовой фонд времени одного рабочего за год в часах.
Расчёт Fд.г..
Fд.г. / (365 дней в году -100 выходных - 10 праздничных) - 8 ч. - 10 ч. предпраздничные / х 0,9 = 1860 годин.
0,9 – коэффициент, что учитывает плановые потери рабочего времени (на отпуск, больничные, выполнение государственных заданий - 0,1)
(см Егоров. Основы проектирования, с. 151);
60 – переводим t шт. в. в часы
Кп - коэфициент плановой переработки норм(1,05-1,1); Км - коэффициент многостаночного обслуживания.
tо
Км ![]() tвсп 1
tвсп 1
де t oсн. - машинное время; t всп. - вспомогательное время.
При поточной организации производства численность основных производственных рабочих (операторов) определяется по количеству рабочих мест, что выполняют определённую операцию,и норме обслуживания станков рабочими. В этом случае использование времени рабочих соответствует загрузке станка и зависит от величины такта выпуска.
При 2-сменной работе численность основных производственных рабочих (операторов) определяется по формуле:
R S 3 , чел.
К где ∑S - принятое количество станков на участке с учётом многостаночного обслуживания; 3 - количество смен;
K - коэф., что учитывает плановые потери рабочего времени - 0,9.
Например: на 1 операции 3 станка Км = 1; К = 0,9.
на 2 операции 1 станок Км = 1; З - 2 смены. на 3 операции - 2 станка Км = 2.
R
![]() 11человек
11человек
Расчёт нужного количества рабочих для обслуживания автоматических линий проводится по нормам
|
Характеристика автоматических линий |
Количество операторов по обслуживанию линий в одну смену |
Линии с автоматизациею передачи деталей
с линии на следующую операцию 1
Линии без автоматизации передачи деталей
с линии на следующую операцию 2
Полученное дробное число рабочих округляется у большую сторону.
Рассчитав нужное количество основных рабочих на каждой операции, сравнивают их с принятым количеством станков, чтоб не было несоответствия между ними, а потом суммируют и определяют общее количество основных производственных рабочих на участке. Соответствие рабочих и наличие оборудования делают по форме(таблица 3).
После анализа соответствия основных рабочих количеству рабочих мест составляется ведомость состава основных рабочих(таблица 4).
На основании этой таблицы определяется средний разряд работы, который позволяет ориентироваться в правильности присвоения
разрядов на участке.
Таблица 4.
Ведомость состава основных рабочих на 2025г. (пример заполнения)
|
|
Профессия рабочих |
|
В т.ч по сменам |
|
Разряды работ |
|
||||
|
I |
II |
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
1 |
Токарь |
2 |
1 |
1 |
|
|
2 |
|
|
|
|
2 |
Фрезеровщик |
2 |
1 |
1 |
|
|
|
2 |
|
|
|
3 |
Сверловщик |
4 |
2 |
2 |
|
|
|
4 |
|
|
|
4 |
Фрезеровщик |
2 |
1 |
1 |
|
|
|
2 |
|
|
|
|
Итого: |
10 |
5 |
5 |
|
|
2 |
8 |
|
|
Средний разряд рабочих механического цеха зависит от вида производства и при проектировании должен соответствовать: Для многосерийного производства Кср.разр. = 2,75-3; Для массового производства Кср.разр. = 2,25 - 2,75.
Средний разряд рабочих определяется как соотношение суммы количества рабочих, умноженных на каждый разряд, к общему количеству рабочих, то есть с таблицы:
![]() Кср.разр 5293 24 45 2,81
Кср.разр 5293 24 45 2,81
16 16
1.4. ОРГАНИЗАЦИЯ МНОГОСТАНОЧНОГО ОБСЛУЖИВАНИЯ И ОБЬЕДИНЕНИЕ ПРОФЕССИЙ
Наличие существенного по протяжённости машинно -автоматического времени даёт возможность одному рабочему одновременно обслуживать несколько однотипных или даже разнотипных станков(для чего он осваивает смежные профессии).
Многостаночное обслуживание значительно поднимает производство труда и улучшает использование времени рабочего.
На проектированном участке многостаночное обслуживание может быть применено в том случае, когда основное(машинно автоматическое) время на операцию больше суммы вспомогательных часов на других операциях и времени, что используется на переходы рабочего станка к станку.
При применении на участке многостаночного обслуживания необходимо определить цикл многостаночной работы.
Под циклом многостаночной работы понимаем период времени, на протяжении которого используется одни и те ж работы, что повторяются на всех станках, который обслуживает рабочий.
Дополнительные затраты времени на техническое и организационное обслуживание рабочего места, на физические нужды
рассчитываются отдельно и в продолжительность цикла многостаночной работы не входят.
1.5. РАСЧЁТ ЧИСЛЕННОСТИ ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ, ИТР, МОП
К вспомогательным рабочим относятся работники, занятые обслуживанием основного производства: слесари и станочники по ремонту оборудования ,наладчики, контролёры, транспортные работники, кладовщики.
При проектировании участка нужно рассчитать необходимое количество наладчиков, контролёров и кладовщиков, другие категории централизовано обслуживают все участки и находятся в ведении цеха, а не участков.
Численность вспомогательных рабочих определяется:
а) по нормам обслуживания (наладчики - по количеству обслуживаемых станков);
б) по рабочим местам - кладовщики, крановщики.
Численность наладчиков оборудования зависит от утверждённых норм обслуживания на этом предприятии. Нормы обслуживания устанавливаются в зависимости от сложности оборудования, разновидности видов оборудования на участке, возможности осуществления подналадки производственными рабочими. В большинстве случаев нормы обслуживания следующие:
а) в серийном производстве - 8 - 10 станковна на одного наладчика в одну смену;
б) в многосерийном производстве - 10 - 15 станковна на одного наладчика в одну смену;
Необходимое количество контролёров определяется в зависимости от годовой программы деталей, количества измерений на каждой детали, избирательности контроля, времени, что используется на одно измерение, и годового фонду времени одного работника Fд.г.
![]() R
N KизмKвыб tизм , чел. Fд.г.60
R
N KизмKвыб tизм , чел. Fд.г.60
где N - годовая программа;
K изм. - количество измерений на каждой детали; Квыб. - коэффициент избирательности контроля; t изм. - время на 1 измерение;
Fд.г.. - действительный годовой фонд времени работы 1 работника в часах.
После определения количества контролёров необходимо определить, как они будут работать по сменах.
Необходимое количество кладовщиков определяется по рабочим местам, то есть по имеющимся складам на участке. Кроме этого, берутся во внимание количество обслуживающих производственных рабочих и годовая программа.
Иногда выгодно (при небольшой численности работников на участке) принять 1 кладовщика, который обслуживает и 1-ю и 2-ю смены, то есть работает в «среднюю смену».
После расчёта каждой профессии вспомогательных работников определяется общее количество вспомогательных рабочих на участке:
Rвсп. = R наладч. + R контрол. + Rклад.
Примечание: количество вспомогательных рабочих на участке не должно превышать 15-18% основных производственных работников.
При определении потребности в других категориях работающих - ИТР, МОП нужно помнить, что затраты на их содержание (так же как и вспомогательных рабочих) есть накладными затратами в себестоимости продукции, поэтому численность их должна быть минимально необходимою.
В числе инженерно-технических работников при проектировании участка нужно учитывать мастеров и старших мастеров.
Количество мастеров принимается в зависимости от типа производства по утверждённым нормативам.
В серийном производстве на 1 мастера должно быть не меньше 25-30 человек производственных рабочих (у одну смену).
В многосерийном и массовом производстве - 30 - 50 человек производственных рабочих (у одну смену).
Если на участке 2 сменных мастера,то принимается старший мастер.
В случае, если на участке не больше 30 человек производственных рабочих и 2 сменных мастера, можно обойтись без старшего мастера.
Примечание:общая численность ИТР на участке не должна превышать 8-10% численности всех работников (производственных и вспомогательных).
Служащие на участке не рассчитываются, поскольку они находятся у введении цеха и централизовано обслуживают все участки.
К младшему обслуживающему персоналу (МОП) относятся - дворники, гардеробщики, уборщики служебных и бытовых помещений, вахтеры.
При проектировании участка рассчитывается потребность только в уборщиках, другие работники находятся в штатном расписании цеха.
Численность уборщиков определяется по нормам обслуживания, один человек обязан обслужить150-500 м2 площади.
При этом также необходимо исходить от количества работников на участке и годовой программы. При небольшой численности работников можно принять 1 уборщика , работающего в одну смену.
Потом определяется общее количество работающих на участке по всем категориям - «Rу.»и складывается ведомость работающих на участке :
Rу = R осн. раб. + R всп. раб. + RИТР + RМОП, чел.
Таблица 5.
Ведомость работающих на участке
(пример для заполнения)
|
|
Категория работающих участке |
на |
|
|
Аналитические данные |
|
|
как рассчитать |
% |
|||||
|
1 2
3
4 |
Производственные рабочие Вспомогательные рабочие
|
|
40 8
48
3
1 |
77,0 15,3
92,3
5,7
2,0 |
---- в % к основным 20,0 рабочим
в % ко всем 6,2 рабочим в % ко всем 2,6 работникам |
|
|
Рабочих всего:
ИТР
МП |
|
|||||
Всего работающих: 52 100,0
1.6. Расчёт площади участка
Вся площадь участка состоит из производственной зоны (площадь, занятая оборудованием, рабочим местом, проходом, дорогой), вспомогательной зоны (контрольно-пропускной пункт, складские помещения) и обслуживающего пространства (комната ИТР).
Fуч. = Fпроизв. + Fвсп. + Fобсл. м2
Производственная площадь определяется путём размещения на плане оборудования с учётом проложенного расстояния между станками, станками и стенами, станками и колоннами, необходимыми проездами и проходами. Следует иметь в виду, что очень плотное размещение станков создаёт неблагоприятные условия для работы, затруднение движения работника, снижает безопасность работы, ухудшает освещение и поддержание чистоты рабочего места, что приводит к снижению продуктивности.
С другой стороны, чрезмерно свободное размещение станков приводит к иррациональному, не экономичному использованию площади (увеличиваются расходы на строительство зданий, на планирование площади и так далее). Следовательно, необходимо проанализировать условия труда и с достаточным оправданием для решения проблемы размещения оборудования.
Показателем, который характеризует использование производственной площади механического цеха, является удельная площадь, то есть площадь, которая приходится в среднем на один станок (вместе с проходами). Она определяется путём деления общей площади, занятой станком с проходами, на количество станков, расположенных на ней. Согласно этого показателя ,судят об использовании производственной площади.
Средняя величина удельной площади составляет: для небольших станков:10-12 м2 на станок; для средних:15-25 м2 на станок; для больших:30-45 м2 на станок; для особенно больших и уникальных станков тяжёлого машиностроения:50-150 м2 на станок.
Маленькие станки включают станки, размеры которых: 1800x800 мм.
Средние станки включают станки, размеры которых: 4000x2000 мм.
Большие станки включают станки, размеры которых: 8000x4000 мм.
У меня 2 средних станка и 3 малых.
Для средних станков производственная площадь-20 м2, для малых-10 м2,
Fпроизв. =
2![]() 20
+ 3
20
+ 3![]() 10=
70 м2
10=
70 м2
Размеры главных продольных проездов и проходов между станками определяются в соответствии с габаритами применяемых транспортных средств. Ширина проезда принимается по размеру, необходимому для прямого прохода транспортного средства, с учётом промежутков между ним и оборудованием и определяется в соответствии с существующими нормативами. См. Егоров. Основы проектирования машиностроительных заводов, стр. 168-169.
Размеры площади для контролёров и ИТР определяются из расчёта 5-6 м2 на 1 человека, работающего в одну смену.
Площадь склада заготовок на участке определяется по формуле:
![]()
Где:
Q-общий вес заготовок или материала, проходящего через состав в среднем за сутки, он определяется:

t-число дней хранения заготовок (в серийном производстве 3-5 дней, в массовом 1-1,5 дней); q-грузонапряженность на 1 м2 пола (1,5 тн / м2); К-коэффициент использования площади (К=0,4-0,5).
Площадь склада готовой продукции определяется по такой же формуле, с той лишь разницей, что при определении Q в числителе берётся масса готовой детали, в знаменателе q = 1 т/ м2.
![]()
Fвсп. = Fзаг. + Fгот. прод.
Контролёров в одну смену-1, ИТР-1. По 5 м2 на человека:
Fобсл. =
Общая площадь участка равна сумме производственной площади , вспомогательной и служебной.
Fуч. = Fпроизв. + Fвсп. + Fобсл. ,м2
После расчёта общей площади участка определяют ширину и длину пролёта. Наиболее распространенная ширина:
для легкового машиностроения - 18 м; для среднего машиностроения - 18, 24 м; для тяжёлого машиностроения - 24, 30, 36 м.
Расстояние между осями колонн в продольном направлении называется шагом колонны. Чаще всего он принимается равным 6м, иногда 12м, в зависимости от рода применяемого материала для здания, его конструкции и нагрузок.
Расстояние между осями колонн в поперечном и продольном разрезе образует сетку колонн. В механических цехах чаще применяются сетки колонн, равные 18х6, 24х6 и реже 18х12, 24х12 м.
Длина пролёта определяется суммой размеров последовательно расположенных станков, контрольного пункта, помещений ИТР и складских помещений. Она должна быть кратной шагу колонн. Примерное соотношение ширины и длины – 2 : 3
1.7. Расчет стоимости основных фондов К основным фондам участка относятся:
1. Здания.
2. Производственное оборудование.
3. Электрооборудование (силовые машины).
4. Дорогой инструмент и приспособления (режущий, измерительный инструмент, штампы, приспособления, абразивы, слесарно -монтажный инструмент, срок службы которых не менее года, и стоимость которого превышает 5000 руб.).
5. Транспортные средства.
6. Производственный и хозяйственный инвентарь (рабочие столы, верстаки, тара, предметы конторского и хозяйственного назначения).
1.Стоимость здания рассчитывается по показателям затрат на 1 м3 здания по внешнему размеру:
Сд. = Ц м3 ∙ Увнеш., руб.
Где:
Сд. - стоимость здания;
Ц м3-стоимость 1 м3 объёма здания,руб.;
Увнеш. - объем здания по внешнему обмеру;
Увнеш.= Увн. + 10% Увн.,м3 ; Увнутр. - объем здания по внутреннему обмеру.
Объем здания по внутреннему обмеру определяется по формуле:
Увнутр. = Fуч. ∙ H м3 Где:
Fуч.. - площадь участка; Н-высота (6 метров).
Сд. = Ц м3 ∙ Увнеш. руб.
Ц = 50 тыс. руб. 2.Стоимость производственного оборудования берётся из Ведомости оборудования (Таблица № 3).
3.Стоимость электроэнергии рассчитывается по формуле:
Сэ.о = Ѕквт. ∙ Nуст. , руб.
Где:
Ѕквт. - стоимость 1 кВт. установленной мощности;
Nуст. - установленная мощность всего электрооборудования (берётся из ведомости оборудования, таблица №3).
Ѕквт. = 3,85 руб.
4. Стоимость дорогостоящего инструмента и приспособлений принимается в размере 10% от стоимости оборудования.
5. Стоимость транспортных средств на участке обычно не учитывается, поскольку они обслуживают не один участок и отражаются в стоимости основных средств цеха в целом.
Если транспортное средство обслуживает один участок, то стоимость его определяется в размере 2 - 3% от стоимости оборудования. (Булгаков, с. 46).
6. Стоимость производственно -хозяйственного инвентаря принимается в размере 2% от стоимости оборудования. После расчёта стоимости основных фондов составляется ведомость основных средств.
Таблица 7
|
|
Наименование средств |
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Здания |
м3 |
|
|
|
|
|
|
2 |
Производственное оборудование |
шт. |
|
|
|
|
|
|
3 |
Дорогостоящий инструмент и приспособления |
руб. |
|
|
|
|
|
|
4 |
Транспортные средства |
руб. |
|
|
|
|
|
|
5 |
Производственный и хозяйственный инвентарь |
руб. |
|
|
|
|
|
|
|
Итого: |
|
|
|
|
|
|
Раздел II. ОРГАНИЗАЦИЯ РАБОТЫ ПРОИЗВОДСТВЕННОГО УЧАСТКА МЕХАНИЧЕСКОГО ЦЕХА
2.1. ПЛАНИРОВАНИЕ ОБОРУДОВАНИЯ И РАБОЧИХ МЕСТ НА УЧАСТКЕ
План производственного участка разработан в масштабе 1:100. На нём отображено следующее оборудование и зоны:
1. Станочное оборудование (Токарно -револьверный станок, горизонтально -фрезерный, вертикально -сверлильный и фрезерно центровальный станки).
2. Рабочие места операторов.
3. Места для хранения инструмента (шкафы, столы).
4. Конвейер.
5. Участок для контроля качества деталей.
6. Складские зоны для заготовок и готовой продукции.
7. Рабочее место мастера.
8. Средства противопожарной безопасности.
Также на плане присутствуют элементы здания: колонны, наружные и внутренние стены, перегородки (сплошные, стеклянные и сетчатые), оконные и дверные проёмы, а также ворота.
Вся оснастка, транспорт и помещения имеют сквозную нумерацию, которая расшифрована в прилагаемой спецификации.
2.2. Организация, транспортировка деталей на участке
Транспортные издержки занимают существенную долю в структуре себестоимости производства, что обуславливает необходимость тщательного экономического обоснования выбора транспортных средств. Ключевыми критериями при выборе являются:
1. Соответствие техническим параметрам производственного процесса: массе, габаритам деталей и объёму грузопотока.
2. Минимизация маршрутов перемещения изделий в рамках технологического цикла.
3. Соответствие строгим требованиям охраны труда и техники безопасности.
4. Экономическая эффективность и целесообразность внедрения.
В серийном производстве в качестве внутрицехового транспорта применяются ручные тележки, электрокары и автокары. Для крупносерийного и массового производства характерно использование различных типов конвейеров: ленточных, пластинчатых, подвесных и цепных.
• Ленточные конвейеры эффективны на поточных линиях для деталей массой до 10 кг. Их характеристики: ширина ленты — 200-600 мм, скорость движения — до 6 м/мин.
• Пластинчатые конвейеры предназначены для транспортировки изделий весом до 30 кг. Их длина может достигать 200 м, а ширина настила составляет 400, 500, 650 или 800 мм. Скорость движения рабочего конвейера — 1-5 м/мин, транспортного — 7-20 м/мин.
• Подвесные цепные конвейеры, представляющие собой замкнутое тяговое устройство с грузонесущими подвесками, получили наибольшее распространение в механических цехах.
А также для отвода стружки применяют стружкоотводящая лента конвейерного типа
2.3. Организация рабочего места станочника
При создании проекта рабочего места ключевое внимание уделяется вопросам научной организации труда (НОТ). Это включает в себя:
• Внешнюю планировку — расположение основного оборудования, организационной оснастки, подъемно-транспортных средств, а также зон для размещения заготовок и готовой продукции.
• Внутреннюю планировку — продуманное размещение внутри шкафов и ящиков всего необходимого: инструмента, оснастки и средств для уборки и обслуживания оборудования.
Само рабочее место — это закрепленный участок производственной площади для работы одного человека или бригады, оснащённый всем необходимым для выполнения задач. В оснащение входит технологическое и вспомогательное оборудование, инструмент, подъемнотранспортные устройства, а также организационная мебель: тумбочки, стеллажи, тара и т.д.
Исходя из типа производства и характера выполняемых работ, необходимо детально проработать следующие элементы НОТ:
• Рациональную планировку и оснащение (оборудование, инструментальные шкафы, тара).
• Эффективную систему обслуживания материалами и инструментом.
• Мероприятия и приспособления, обеспечивающие охрану труда, технику безопасности и надлежащие гигиенические условия. В цеху используются разные станки, и вот их краткое описание.
1. Токарно -револьверный станок 1П420ПФ40
Это станок для сложной обработки прутковых деталей, где используется револьверная головка с несколькими инструментами.
Планировка и зонирование:
Основная зона: Пространство непосредственно перед станком для оператора.
Зона загрузки/выгрузки: Слева или справа от станка (в зависимости от конструкции подачи прутка) для установки заготовок и съёма готовых деталей. Для этого станка часто используется прутковый материал.
Зона контроля: Стол или полка для измерительного инструмента (штангенциркули, микрометры, калибры).
Зона оснастки и инструмента: Тележка или стеллаж для сменных револьверных головок, кулачков, резцов, сверл.
Оборудование и оснастка:
Тара: Подставки для прутка, контейнеры для готовых деталей, емкость для стружки.
Инструментальная тележка: Для хранения заранее настроенных инструментальных блоков под револьверную головку.
Измерительные инструменты: Штангенциркуль, микрометр, нутромер, резьбовые калибры.
Вспомогательный инструмент: Ключи для смены инструмента, патрона, чехлы для защиты направляющих.
Организация рабочего процесса:
До начала работы: Проверить наличие и готовность оснастки и инструмента на тележке. Убедиться в чистоте зоны загрузки.
Во время работы: Готовая деталь складывается в предназначенный контейнер, отходы (обрезки прутка) – в другой.
После работы: Очистка станка и рабочей зоны от стружки, уборка инструмента на свои места.
Особенности для 1П420ПФ40:
Акцент на быстрой переналадке. Все необходимое для настройки (ключи, оснастка) должно быть под рукой.
Так как станок часто работает с прутком, важно организовать безопасное и удобное хранение пруткового материала.
2. Горизонтально -фрезерный станок 6Р81
Обработка производится фрезами, установленными на горизонтальной оправке.
Планировка и зонирование:
Основная зона: Перед станком с хорошим обзором стола и шпинделя.
Зона заготовок/готовой продукции: Слева от станка (заготовки) и справа (готовая продукция) для создания рационального потока. Зона оснастки: Стеллаж для фрез, оправок, делительных головок, тисков и других приспособлений.
Зона контроля: Стол для контрольно-измерительных приборов.
Оборудование и оснастка:
Стеллаж для фрез: Фрезы должны храниться на оправках или в ячейках, исключающих повреждение режущих кромок.
Подставки под оправки: Для временного хранения тяжёлых оправок.
Набор ключей: Для закрепления заготовок в тисках/приспособлениях и зажима фрез.
Инструмент для настройки: Индикаторы для выверки заготовок и приспособлений.
Организация рабочего процесса:
До начала работы: Подготовить фрезы и оснастку согласно операционной карте. Проверить исправность ограждений.
Во время работы: Использовать защитные экраны от стружки. Следить за правильным закреплением заготовки.
После работы: Очистить стол станка и оправку от стружки, протереть фрезы и убрать на место.
Особенности для 6Р81:
Ключевой элемент — организация хранения фрез и оправок. Они должны быть чистыми и готовыми к установке.
Важно иметь удобные подставки для съемных тяжелых оправок.
3. Вертикально-сверлильный станок 2С132
Станок для сверления, зенкерования, развертывания и нарезания резьбы.
Планировка и зонирование:
Компактная зона: Рабочее место может быть меньше, так как станок не такой габаритный.
Зона инструмента: Непосредственно на станке (полка) или рядом — инструментальный шкафчик для сверл, зенкеров, метчиков, патронов.
Зона заготовок: Верстак или стол слева от станка.
Зона ГП: Стол или тележка справа от станка.
Оборудование и оснастка:
Инструментальный органайзер (настольный или настенный): С ячейками для сортировки сверл по диаметрам, метчиков по размерам.
Стол для подготовки: Для разметки, кернения заготовок.
Тиски: Слесарные тиски, закрепленные на столе для подготовки.
Магнитная щетка: Для быстрой очистки стола от стружки.
Организация рабочего процесса:
До начала работы: Подобрать и разложить весь необходимый режущий инструмент по операциям.
Во время работы: Сверление "в руках" запрещено! Использовать тиски или кондукторы. Следить за своевременным удалением стружки из зоны резания.
После работы: Очистить станок, стол, убрать весь режущий инструмент в органайзер.
Особенности для 2С132:
Главный акцент — система хранения режущего инструмента (свёрл, метчиков). Она должна быть визуализирована, чтобы нужный размер находился мгновенно.
Обязательно наличие надёжных приспособлений для закрепления заготовок (тисков, кондукторов).
4. Фрезерно -центровальный 6М83Г
Этот станок предназначен для одновременной обработки торцов и центровых отверстий с двух сторон валов, то есть работает с штучными, часто крупными заготовками.
Планировка и зонирование:
Просторная основная зона: Требуется много места для подноса и установки длинных валов.
Зона накопления заготовок: Стеллаж или подставки для необработанных валов слева по ходу обработки.
Зона ГП: Стеллаж или подставки для обработанных валов справа.
Зона оснастки: Тележка или стеллаж для сменных центровых фрез, упоров, крепежа.
Оборудование и оснастка:
Подъемно-транспортное оборудование: Обязательно! Кран -балка или тельфер для установки тяжёлых валов.
Стойки с "козлами": Для укладки и выверки длинных валов перед обработкой.
Набор такелажа: Стропы, захваты.
Инструмент для настройки: Индикаторы для выверки заготовки.
Организация рабочего процесса:
До начала работы: Проверить исправность подъёмных механизмов. Подготовить зону для заготовок.
Во время работы: Строго соблюдать правила строповки грузов. Аккуратно устанавливать заготовку в центры станка.
После работы: Убрать готовые детали в зону ГП, очистить станок от стружки, убрать оснастку.
Особенности для 6М83Г:
Критически важна организация безопасного перемещения тяжёлых и длинных заготовок. Это главный приоритет.
Требуется чёткая система маркировки и складирования валов до и после обработки.
Вывод
В цеху все станки расположены на нормальной дистанции от друг друга, и все провода заземлены что предотвращает проблемы с местом и авариями (Например, если бы станки стояли вплотную). А также возле станков расположены стеллажи что значительно помогает рабочим в хранении нужного ему инструмента, и экономит время на его взятие (мерительного инструмента, режущего и др. инструментов).
2.4. Организация инструментального хозяйства
Основной задачей инструментального хозяйства является бесперебойное обеспечение производства технологической оснасткой требуемого качества при минимальных издержках.
Классификация и потребность в инструменте
На проектируемом участке применяется режущий, мерительный и слесарно -сборочный инструмент. Потребность в режущем инструменте рассчитывается исходя из трудоёмкости производственной программы и нормы его стойкости. Для примера, потребность в фрезах составила 85 единиц, в свёрлах – 120 единиц. Общая потребность в мерительном инструменте (штангенциркули, нутромеры) определена в количестве 35 единиц, исходя из количества контролируемых параметров и рабочих мест. Организация инструментально -раздаточной кладовой (ИРК)
Для обеспечения участка инструментом предусмотрена инструментально -раздаточная кладовая. Рассчитанная площадь ИРК составляет 12 м². В кладовой организуется стеллажное хранение инструмента и ведётся оперативный учёт его выдачи и возврата с использованием личных карточек рабочих.
Восстановление и списание
Изношенный режущий инструмент, подлежащий восстановлению (например, фрезы), направляется в центральный инструментальный отдел (ЦИО) предприятия. Инструмент, не подлежащий восстановлению, списывается по акту. Мероприятия по организации инструментального хозяйства позволяют минимизировать его простои и снизить затраты на оснастку.
Вывод
Для бесперебойной работы производства необходимо обеспечить рабочих достаточным количеством режущего инструмента. Этого можно достичь двумя путями: либо выдачей сотрудникам оперативного запаса инструмента для немедленной замены сломанного, либо повышением износостойкости инструмента (например, за счёт улучшения режущих качеств). Второй подход позволяет увеличить долговечность инструмента и, как следствие, сократить его количество в обороте на одного работника.
2.5. Организация технического контроля
Построение системы технического контроля на участке предполагает разработку структуры и функционала службы ОТК с учётом специфики производства, используемого измерительного оборудования, а также предъявляемых требований к точности и качеству выпускаемых деталей. На основании проведённого технико-экономического обоснования была утверждена штатная единица одного контролёра в смену. Внедряемая система контроля базируется на следующих видах проверок:
1. Входной контроль. Его целью является отсечение некондиционных материалов и заготовок до запуска их в производство. На этом этапе проверяется соответствие поступающих материалов и предварительных полуфабрикатов установленным требованиям.
2. Пооперационный контроль. Данный вид проверки, являющийся разновидностью промежуточного контроля, выполняется после завершения каждой технологической операции. Учитывая ограниченное число операций в техпроцессе, такой подход является экономически целесообразным. Он позволяет оперативно выявлять и устранять дефекты, предотвращая их накопление, что в конечном итоге повышает общее качество продукции и снижает трудозатраты на исправление брака.
3. Выборочный контроль. В рамках данной методики проверке подлежит не вся партия деталей, а лишь её репрезентативная часть. Это позволяет эффективно контролировать качество при оптимальном использовании ресурсов.
4. Подвижной (стационарный) контроль. Контролёр выполняет проверку непосредственно на рабочих местах, где ведётся обработка. Этот метод применяется для габаритных и нетранспортабельных изделий, а также в случаях, когда для контроля не требуется специализированное сложное оборудование, установленное в отдельном помещении.
5. Приёмочный (итоговый) контроль. Финальная проверка готовых изделий проводится на выходе с участка для подтверждения их полного соответствия всем техническим условиям и стандартам перед передачей продукции далее или на склад. Таким образом, предложенная система технического контроля является
комплексной и эффективной. Она выстроена по принципу непрерывности, охватывая все этапы производственного процесса — от поступления материалов до отгрузки готовой продукции. Сочетание входного, пооперационного, выборочного и приёмочного контроля позволяет минимизировать риски выпуска некачественной продукции, оперативно выявлять и устранять дефекты, а также рационально использовать трудовые ресурсы. Внедрение такой модели контроля обеспечит стабильно высокое качество выпускаемых деталей и снизит производственные потери, связанные с браком.
2.6. Организация ремонта оборудования на участке
Фундаментом системы обслуживания оборудования на производственном участке является концепция планово-предупредительного ремонта (ППР). Данная система представляет собой комплекс запланированных работ, направленных на поддержание стабильной работы станков и механизмов. Она объединяет различные виды технического обслуживания и ремонтных мероприятий.
Ключевым элементом ППР является межремонтное обслуживание, которое включает:
• Контроль за соблюдением правил эксплуатации оборудования.
• Своевременное устранение мелких неисправностей.
• Регулярные осмотры в промежутках между плановыми ремонтами.
Эти задачи выполняются совместно силами операторов, работающих на данном оборудовании, и дежурными специалистами цеховой ремонтной службы (слесарями, электриками, смазчиками). Важно отметить, что все работы по межремонтному обслуживанию проводятся в регламентированные технологические перерывы, не требуя остановки основного производственного процесса.
Что касается плановых ремонтов (малого, среднего, капитального), а также производства необходимых запасных частей, эти функции, как правило, централизованы и возлагаются на ремонтно-механический цех предприятия. Капитальный ремонт сложного оборудования может быть передан специализированным ремонтным предприятиям.
Таким образом, производственные участки механических цехов не имеют собственных ремонтных подразделений и для выполнения ремонтов любого масштаба используют ресурсы общецеховых и общезаводских служб.
2.7. Меры по охране труда, технике безопасности и противопожарной защиты Общие меры безопасности для всех типов станков
До начала работы нужно:
Проверить исправность. Убедиться в исправности станка, заземляющих проводников, блокировочных и предохранительных устройств, смазки. Надеть спецодежду. Надеть установленную спецодежду (комбинезон или костюм), головной убор и защитные очки. Застегнуть обшлага рукавов. Волосы должны быть убраны под головной убор.
Подготовить рабочее место. Убрать все лишние предметы. Проверить достаточность освещения. Пол вокруг станка должен быть чистым и сухим. Разложить инструмент и заготовки в удобном и безопасном порядке.
Проверить на холостом ходу. Включить станок и убедиться, что он работает нормально, нет посторонних шумов и вибраций. Во время работы:
Не оставлять работающий станок. Не отходить от включённого станка.
Не допускать посторонних. Не разрешать посторонним находиться в рабочей зоне.
Концентрация внимания. Не отвлекаться на посторонние дела и разговоры.
Использовать исправный инструмент. Применять только исправный, качественно заточенный инструмент.
Следить за креплением. Надёжно закреплять заготовку и инструмент.
Не тормозить руками. Не останавливать и не тормозить вращающиеся части (шпиндель, патрон) руками.
Удалять стружку крючком. Не убирать стружку руками или сжатым воздухом, использовать специальный крючок или щётку. После окончания работы:
Выключить станок.
Привести в порядок. Убрать инструмент, очистить станок и рабочую зону от стружки и пыли с помощью щётки и крючка. Сдать смену. Сообщить сменщику или мастеру о всех неисправностях, замеченных во время работы.
Специфические меры безопасности для каждого станка 1. Токарно -револьверный станок 1П420ПФ40 До работы:
Убедиться, что револьверная головка закреплена в положении, исключающем её самопроизвольное вращение. Проверить надёжность закрепления инструмента в резцедержателях и револьверной головке. Во время работы:
Перед началом обработки проверить, не мешает ли какой-либо инструмент, закрепленный в револьверной головке, вращению шпинделя или заготовке.
При работе с прутком убедиться, что он свободно проходит через отверстие в шпинделе и не выступает за пределы станка с задней стороны.
Использовать ограждение для прутка.
Особую осторожность проявлять при точении длинных и тонких деталей, используя люнеты для предотвращения вибрации и выброса. После работы: Освободить револьверную головку и суппорт от инструмента.
2. Горизонтально -фрезерный станок 6Р81 До работы:
Проверить надёжность крепления фрезы и оправки. Убедиться, что ограждение фрезы исправно и установлено правильно.
Во время работы:
Подачу заготовки на фрезу производить плавно, без рывков, только после того, как фреза выйдет на полную частоту вращения.
Не перемещать стол руками при включённой механической подаче.
Следить, чтобы руки не находились в опасной близости от вращающейся фрезы.
При фрезеровании массивных деталей убедиться в их надёжном креплении на столе.
После работы: Очистить стол и пазы станины от стружки. 3. Вертикально -сверлильный станок 2С132 До работы:
Проверить надёжность закрепления сверла в патроне или шпинделе. Убедиться в исправности механизма подачи.
Во время работы:
Не нажимать на рычаг подачи с чрезмерным усилием, особенно при выходе сверла из отверстия.
Необходимо надёжно закреплять обрабатываемую деталь в тисках или на столе. Запрещается придерживать деталь руками. При сверлении глубоких отверстий периодически выводить сверло из отверстия для удаления стружки и охлаждения. Не наклоняться близко к вращающемуся сверлу.
После работы: Опустить шпиндель в нижнее положение. 4. Фрезерно -центровальный станок 6М83Г До работы:
Убедиться в исправности и правильной установке центров, патронов и люнетов. Проверить синхронность работы шпинделей.
Во время работы:
Особое внимание уделить надёжному закреплению заготовки в центрах или патроне.
Следить, чтобы вращающаяся заготовка не имела биения и была правильно сбалансирована.
При работе с люнетами убедиться, что они правильно отрегулированы и смазаны.
Не подходить близко к торцам длинной заготовки, которая может выскочить из центров. После работы: Ослабить зажим заготовки, очистить центры от стружки и грязи.
Меры противопожарной защиты
1. Предотвращение возгорания:
Своевременно убирать промасленную ветошь и горючие отходы (стружку, пыль) в специальные металлические ящики с крышками.
Не допускать попадания масла и эмульсии на электродвигатели, пусковую аппаратуру и электропроводку.
Следить за исправностью электрооборудования, не допуская коротких замыканий и перегрузок.
2. Оснащение средствами пожаротушения:
Рабочая зона должна быть укомплектована первичными средствами пожаротушения: Огнетушитель: углекислотный (ОУ-2, ОУ-5) или порошковый (ОП-2, ОП-5).
Ящик с песком и лопатой.
Противопожарное полотно (асбестовое одеяло).
3. Действия при пожаре:
Немедленно отключить станок от электросети.
Сообщить в пожарную охрану и администрации.
Приступить к тушению возгорания имеющимися средствами, не подвергая опасности свою жизнь.
Важно: Все работающие на станках должны пройти первичный инструктаж на рабочем месте и повторные инструктажи. К самостоятельной работе допускаются лица, не имеющие медицинских противопоказаний, прошедшие обучение и сдавшие экзамен по безопасности труда.
Раздел III. Экономическая часть
Все затраты предприятия на производство и реализацию продукции, выраженные в денежной форме, составляют себестоимость продукции. Она включает расходы на материалы, энергию, топливо, заработную плату рабочих, амортизацию основных фондов, управленческие и другие расходы.
С = М + З + Нц + Но + Нр ,руб. Где:
М-материалы основные с вычетом отходов; З - зарплата производственных рабочих; Нц - цеховые расходы; Но - общезаводские расходы;
Нр - затраты по реализации.
3.1. Расчёт стоимости основных материалов
Стоимость основных материалов определяется по формуле:
M = Q·P - q·p , руб.
Где:
М - стоимость основных материалов за вычетом отходов;
Q - общая потребность в материалах на всю программу в т ч.
Q = П·N, кг.
Где:
П - норма расхода материала на 1 заготовку;
N - годовая программа; Р - стоимость 1 кг материалов q - масса отходов на годовую программу = (масса заготовки - масса готовой детали) ·годовую программу; p - стоимость 1 кг отходов и прейскуранты цен на материалы. (Данные взяты на 2025 год из интернета) Таблица 8
|
|
|
|
|
|
|
Отходы |
|
|
|
|
|
|
||||||
|
1 |
|
|
|
|
|
|
|
|
3.2. Расчёт заработной платы работающим по категориям
Расчёт заработной платы основных производственных рабочих. Фонд заработной платы состоит из фонда основной заработной платы по тарифу и дополнительной заработной платы, включающей различные доплаты к основному заработку, обусловленные трудовым законодательством. В зависимости от характера доплат рассчитывают фонды часовой, дневной и месячной заработной платы.
Ф общ. = Ф осн . + Ф доп., руб.
Где:
Ф общ. - общий фонд заработной платы;
Ф осн. - основной фонд заработной платы;
Ф доп. - дополнительный фонд заработной платы.
Ф доп. = Д ч. + Д дн. + Д мес., руб.
Где:
Д ч. - доплаты, входящие в часовой фонд зарплаты, то есть связанные с оплатой фактически отработанного времени(премии из фонда зарплаты, по положениям, за работу в ночное время, за обучение учеников, за бригадирство, за отклонения от нормальных условий работы); Д дн. - доплаты, входящие в дневной фонд зарплаты, то есть оплата внутрисменных перерывов в работе (льготные часы подросткам и кормящим матерям, за сверхурочные часы, работу в праздничные дни, внутрисменные простои не по вине рабочих);
Д мес. - доплаты, входящие в месячный фонд зарплаты, то есть оплата целодневных перерывов в работе (тарифных отпусков, отпусков по обучению, времени выполнения государственных и общественных обязанностей, выплата выходного пособия мобилизованным в армию и др.).
Расчёт фонда заработной платы делается по каждой категории работающих отдельно.
Расчёт заработной платы производственных рабочих.
Фонд основной зарплаты - Фосн. определяется по формуле:
ФЗП осн.=ЗП тар. + П + Д ЗП тар. = Р · N, руб.
Где:
Р-сумма сдельных расценок по операциям или расценок изготавливаемой детали; N - годовая программа деталей.
Сдельная расценка на каждой операции определяется по часовой тарифной ставке рабочего и времени обработки детали :
![]()
Где:
Р - сумма сдельных расценок по операциям или расценок;
З - часовая тарифная ставка, соответствующая разряду испол. работы; tшт. - штучно -калькуляционное время, затрачиваемое на операцию в минутах.
При обслуживании рабочим 3 и более станков сдельная расценка на операции умножается на коэффициент 0,75.
Если работа на нескольких станках введена в норму обслуживания, то расчёт сдельной расценки делается по формуле:
Премия за выполнение плана - 25% ЗП тар. Доплаты - 10% ЗП тар.
Таблица 9
|
|
Наименов ание операции |
|
t шт. |
С час. |
Р сд. |
|
ЗП. |
П 25% |
ЗП и П |
Допл ата. |
ФЗП осн. |
|
1 |
Токарноревольвер ная |
|
|
|
|
|
|
|
|
|
|
|
2 |
Горизонт альнофрезерная |
|
|
|
|
|
|
|
|
|
|
|
3 |
Вертикал ьно- сверлильн ая |
|
|
|
|
|
|
|
|
|
|
|
4 |
Фрезерно - центровал ьная |
|
|
|
|
|
|
|
|
|
|
|
|
Всего |
|
|
|
|
|
|
|
|
|
|
|
|
Контроле р |
|
|
|
|
|
|
|
|
|
|
|
|
Наладчик |
|
|
|
|
|
|
|
|
|
|
|
|
Кладовщи к |
|
|
|
|
|
|
|
|
|
|
|
|
Всего |
|
|
|
|
|
|
|
|
|
|
|
|
ИТР |
|
|
|
|
|
|
|
|
|
|
|
|
МОП |
|
|
|
|
|
|
|
|
|
|
|
|
Всего |
|
|
|
|
|
|
|
|
|
|
Рассчитав все виды доплат, определяют фонд дополнительной зарплаты и затем общий фонд зарплаты производственных рабочих.
Фдоп.=Фосн![]() 20%,
руб.
20%,
руб.
Фобщ. = Фосн. + Фдоп.,руб.
Заработная плата вспомогательных рабочих. В этой статье рассчитывается фонд зарплаты наладчиков, контролеров, кладовщиков. Фонд основной заработной платы контролеров и наладчиков по формуле:
ФЗП.осн. = ЗП.осн. + П + Д, руб.
ЗП.осн.=Сч. · Fдр. · R, руб.
Где:
Сч. - часовая тарифная ставка работников, работающих по почасовой системе; R - число рабочих этой категории.
Фонд дополнительной заработной платы наладчиков и контролеров рассчитывается так же как и у производственных рабочих.
Фонд заработной платы кладовщиков определяется по формуле:
ЗП.клад. = См · R · 12, руб.
Где:
См. - месячная ставка или утвержденный оклад; R - число работников этой категории; 12 - число месяцев в году.
Кроме установленного оклада, кладовщики получают премии из фонда материального поощрения в размере 20-25% от фонда заработной платы.
Заработная плата инженерно-технических работников (ИТР).
Фонд заработной платы ИТР определяется в зависимости от установленного оклада, согласно штатному расписанию по цеху.
Фонд заработной платы ИТР определяется по формуле:
ЗП.итр. = См · R ·12, руб. Где:
См. - месячный оклад;
R-количество работающих по данной категории.
Кроме выплат из фонда заработной платы, ИТР получают премии из фонда материального поощрения в размере 35-40% от фонда заработной платы.
Заработная плата младшего обслуживающего персонала (МОП). Фонд заработной платы МОП определяется по формуле, аналогичной той, по которой определяется фонд зарплаты ИТР, то есть
ЗП.моп. = См · R · 12,руб.
МОП также получают премии из фонда материального поощрения в размере 20-25% от фонда зарплаты.
Примечание. Премии, полученные из фонда материального поощрения, в фонд заработной платы не включаются. Эти суммы рассчитываются для определения средней зарплаты на 1 работающего.
Таблица 10
|
|
Категории рабочих |
|
Фонд зарплаты |
|
|
|
||
|
|
|
|
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
Производственные рабочие |
|
|
|
|
|
|
|
|
2 |
Вспомогательные рабочие |
|
|
|
|
|
|
|
|
Наладчики |
|
|
|
|
|
|
|
|
|
Контролеры |
|
|
|
|
|
|
|
|
|
Кладовщики |
|
|
|
|
|
|
|
|
|
|
Вместе рабочих: |
|
|
|
|
|
|
|
|
3 |
ИТР |
|
|
|
|
|
|
|
|
4 |
МОП |
|
|
|
|
|
|
|
|
Всего: |
|
|
|
|
|
|
|
|
3.3. Расчёт цеховых затрат Расчёт затрат, связанных с работой оборудования.
К этим расходам относятся:
1. Силовая электроэнергия:
Стоимость силовой электроэнергии определяется по формуле:
С энр.= ЅкВт./ч. ·Wсил., руб.
Где:
ЅкВт.ч. - стоимость 1кВт.ч. электроэнергии,руб;
Wсил. - потребность в силовой энергии для работы оборудования, кВт./ч.

Где:
N рэвэ. - расход электроэнергии всеми электромоторами за 1 час работы;
F дс. - действительный годовой фонд времени работы оборудования при 2-х сменной работе;
Кз. - коэффициент загрузки оборудования на участке; К орд. - коэффициент одновременной работы двигателей (0,6-0,7); ŋз -коэффициент потерь электроэнергии в сети ( 0,95-0,97); ŋд - коэффициент потерь электроэнергии в двигателе (0,8-0,85).
2. Сжатый воздух:
Стоимость сжатого воздуха определяется по формуле:
С сж. = Ѕ м3 ·Q ,руб.
Где:
S м3-стоимость 1 м3 сжатого воздуха ;
Q - требуемое количество сжатого воздуха.
Q = q·S·Fдс, м3,
Где: q - расход сжатого воздуха одним станком за 1 час работы (0,3 м3 в час);
S - количество станков, применяющих сжатый воздух;
F дс. - действительный годовой фонд времени работы оборудования при 2-х сменной работе.
3. Вода для производственных нужд:
Стоимость воды для производственных нужд определяется по формуле:
Св. = Ѕ м3![]() Q,руб.
Где:
Q,руб.
Где:
S м3 - стоимость 1 м3 воды ;
Q-годовой расход воды, м3
![]()
Где: q - расход воды на 1 станок на 1 час работы (0-0,6 л/час);
Ѕ ох. - число станков, требующих охлаждения;
F дс. - действительный годовой фонд времени работы оборудования при 2-сменной работе;
1000 - превращаем литры в м3.
4. Вспомогательные материалы:
К вспомогательным материалам относятся смазочные масла, обтирочные материалы, керосин, бензин, мыло, необходимые для обслуживания производственного процесса.
Потребность во вспомогательных материалах определяется исходя из практически установленных норм расхода на один станок или на одного рабочего.
Примерные нормы расхода и цены вспомогательных материалов при работе в 2 смены Таблица 11
|
|
Наименование материала |
Расчетная единица |
Единица измерения |
Норма расходов на расчетную единицу |
Количество расчётных единиц |
Общая необходимость во вспомогательных материалах |
Цена за 1кг материала,руб. |
Стоимость вспомогательных материалов,руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
Обтирочный материал |
станок |
кг |
|
|
|
|
|
|
2 |
Керосин |
станок |
кг |
|
|
|
|
|
|
3 |
Бензин |
станок |
кг |
|
|
|
|
|
|
4 |
Масло машинное |
станок |
кг |
|
|
|
|
|
|
5 |
Солидол |
станок |
кг |
|
|
|
|
|
|
6 |
Масло станочное |
станок |
кг |
|
|
|
|
|
|
7 |
Сульфофрезол |
станок |
кг |
|
|
|
|
|
|
8 |
Эмульсол |
станок |
кг |
|
|
|
|
|
|
9 |
Мыло |
человек |
кг |
|
|
|
|
|
|
|
Всего: |
|
|
|
|
|
|
|
5.Содержание оборудования:
содержание оборудования -1,5% от стоимости производственного оборудования:
6.Текущий ремонт:
а) производственного оборудования –принимается в размере 5% от стоимости производственного оборудования:
б) транспорных средств-принимается в размере 5% от стоимости транспортных средств:
7.Амортизация основных средств (см.таб. 6):
8.Износ, ремонт малоценных инструментов и приспособлений:
сумма расходов на эту статью определяется из расчета 500 руб. на одного работника в год:
9.Основная зарплата работников, занятых обслуживанием оборудования:
Общецеховые расходы:
1.Зарплата вспомогательных работников (кроме занятых обслуживанием оборудования):
Ф всп. = Фобщ. (конт.) + Фобщ. (клад.), руб.
2. Зарплата ИТР:
3. Зарплата МОП:
4.Дополнительная зарплата основных работников:
5.Отчисления на социальное страхование от заработной платы работающих:
Сумма отчислений НДФЛ рассчитывается в размере 13% от общего фонда заработной платы работников:
30,2% налогов платит предприятие за каждого работника: 22% в пенсионный фонд,5,1 в фонд медицинского страхования,2,9 в фонд социального страхования,0,2 –на травматизм.
Итого налоговые отчисления от заработной платы работающих будет:43,2%
6. Вода для бытовых нужд: стоимость воды для бытовых нужд определяется по формуле:
Св. быт. = Sм3·Qв. быт., руб.
Где:
S м3 -стоимость 1м3 воды;
Q – общая потребность воды для бытовых нужд:
![]()
Где: q - норма расхода на 1 человека в сутки (25 литров); R - численность всех работающих;
T - число рабочих дней в году (248 дня).
Св. быт. = 51,05·161,2= 8 229,26 руб.
7. Электроэнергия для освещения.
Стоимость электроэнергии для освещения определяется по формуле:
Сэ.осв. = SкВт.·ч.·W осв.,руб.
Где:
S кВт. ч. - стоимость1 кВт.ч. электроэнергии;
Wосв.- общая потребность в электроэнергии для освещения.
Где:
F - площадь участка, м2;
q - удельный расход электроэнергии на освещение 1 м2 площади в течение часа (15-25 Вт);
T - продолжительность освещения в год (примерно 2500 часов); ŋз - коэффициент потерь электроэнергии в сети (0,95-0,97);
1000 - переводим Вт. в кВт.;
Kос.- коэффициент одновременного свечения всех осветительных точек (Kос.=0,8).
8. Отопительный пар.
Стоимость пара, необходимого для отопления определяется по формуле:
Спар. = S тн·Q пар. руб.
Где:
S тн. - стоимость 1 тонны пара;
Q пар. – необходимое количество пара для отопления.
![]()
Где: q - расход тепла на 1 м3 здания (15 ккал в час);
V - объём здания;
Т - продолжительность отопительного сезона (6 месяцев(Х, ХI, XII, I, II, III) ·30 дней·24 часа = 4320 часов);
1000 - до/кал переводим в тонны;
β - коэффициент теплопотерь - 540 ккал./кг пара в час
9.Амортизация здания.
Сумма амортизационных отчислений принимается в размере 5% от стоимости здания:
10.Текущий ремонт здания. Расходы на текущий ремонт здания рассчитываются в размере 2% от стоимости здания:
11. Cодержание здания и хозяйственного инвентаря.
Включает стоимость вспомогательных материалов (мыло, мастика,стекла, краска, провода, розетки и др.) и мелкого хозяйственного инвентаря (тряпки, мётлы, веники, щётки).Затраты на содержание здания принимаются в размере 6-8% от стоимости здания:
12.Другие расходы.
Включают в себя оплату командировок, выписку литературы, типографские работы, канцелярские, почтово -телеграфные и другие непредвиденные расходы. Они предусматриваются в размере 1% от фонда заработной платы участка:
Таблица 12
|
№ з.п. |
Наименование статей затрат |
Сумма,руб. |
|
|
А. Расчет расходов, связанных с работой оборудования |
|
|
1 |
Силовая электроэнергия |
|
|
2 |
Сжатый воздух |
|
|
3 |
Вода для производственных нужд |
|
|
4 |
Вспомогательные материалы |
|
|
5 |
Расходы на оборудование |
|
|
6 |
Поточный ремонт: |
|
|
|
а) производственного оборудования |
|
|
|
б) транспортных средств |
|
|
7 |
Амортизация основных средств |
|
|
8 |
Расходы на содержание малоценных инструментов, приспособлений |
|
|
9 |
Основная заработная плата вспомогательных рабочих(наладчиков) |
|
|
Всего по разделу "А" |
|
|
|
Б. Общецеховые расходы |
|
|
|
1 |
Заработная плата вспомогательных рабочих |
|
|
2 |
Заработная плата ИТР |
|
|
3 |
Заработная плата МОП |
|
|
4 |
Дополнительная зарплата производственных рабочих |
|
|
5 |
Отчисления в ФСС |
|
|
6 |
Вода для бытовых нужд |
|
|
7 |
Электроэнергия для освещения |
|
|
8 |
Пар для отопления |
|
|
9 |
Амортизация здания |
|
|
10 |
Текущий ремонт здания |
|
|
11 |
Содержание здания и мелкого хозяйственного инвентаря |
|
|
12 |
Другие расходы |
|
|
Всего по разделу "Б" |
|
|
|
Всего цеховых расходов (Нц) |
|
|
Примечание: себестоимость выпуска включает в себя сумму цеховых расходов, пропорциональную Кз (загруженность оборудования ).
3.4. Расчет общезаводских затрат:
К общезаводским затратам - Но относится стоимость затрат связанных с содержанием аппарата заводоуправления, общезаводских учреждений, лабораторий.
Принимают Но в размере 50% от основного фонда заработной платы производственных рабочих:
3.5. Расчет непроизводственных затрат
Непроизводственные затраты включают в себя затраты, связанные с реализацией продукции: транспортные, почтово-телеграфные, расходы на рекламу.
Принимают Нр в размере 4% от общезаводских затрат.
Рассчитав элементы затрат, определяем полную себестоимость годового выпуска и себестоимость единицы продукции:
Свып. = М + З + Нц + Но+ Нр, руб. Где:
М - стоимость основных материалов;
З - зарплата производственных рабочих;
Нц - цеховые расходы; Но - общезаводские затраты; Нр - затраты по реализации.
![]()
Где:
Кз - загруженность оборудования (%).
Где:
N - годовой выпуск продукции.
Таблица 13 Плановая калькуляция себестоимости единицы продукции
|
|
Статьи затрат |
Затраты на весь выпуск,руб. |
Годовая программа, шт. |
Затраты на единицу продукции,руб. |
% к итогу |
|
1 |
Основные материалы |
|
|
|
|
|
2 |
Основная заработная плата производственных рабочих |
|
|
|
|
|
3 |
Цеховые затраты |
|
|
|
|
|
4 |
Общезаводские затраты |
|
|
|
|
|
5 |
Непроизводственные затраты |
|
|
|
|
|
|
Всего: |
|
|
|
|
Раздел IV. Экономическое обоснование участка:
4.1. Определение сводных технико-экономических показателей участка:
Чтобы иметь полное представление о мощности участка и его экономическую целесообразность, необходимо составить единую таблицу технико-экономических показателей.
Технико-экономические показатели делятся на две основных группы:
«Исходные(абсолютные)» -показатели, которые являются основными величинами, характеризующими производственную мощность предприятия или отдельных цехов.
«Производные (относительные или удельные)» -показатели, которые выражают величины, отнесённые к какой-либо единице -к одному человеку, к единице оборудования, к одному рублю, к одному квадратному метру площади и т. д. Они выводятся на основе исходных(абсолютных) показателей.
4.2. Методика расчёта технико-экономических показателей: Товарная продукция по трудоёмкости (в нормо -часах).
![]()
Товарная продукция в денежном выражении (в руб.).
Тп. = Ц·N ,руб. Где:
N - годовая программа;
Ц - цена единицы изделия.
Ц = Сед. + Пр.,руб.
Где:
Сед. - себестоимость единицы изделия;
Пр. - прибыль (рассчитывается в размере 15-20% от себестоимость единицы изделия).
В связи с тем, что цена изделия вводится впервые, согласно методическим рекомендациям ЦСУ (Центральное статистическое управление), она принимается как неизменная и может применяться для расчёта валовой продукции.
Валовая продукция в оптовых ценах:
Вп.= Тп. + НЗП2 - НЗП1, руб. Где:
Тп. - товарна продукция;
НЗП1, НЗП2 – остатки незавершённого производства на начало и конец планового периода.
В связи с тем, что время обработки деталей незначительное, остатки незавершённого производства на начало и конец планового периода, при нормальной работе участка ,имеют небольшие отклонения. Поэтому, чтобы упростить расчёты валовой продукции, принимаем, что остатки незавершённого производства на начало и конец планового периода остаются неизменными (НЗП1 = НЗП2). Тогда валова продукция равняется товарной продукции:
Вп. = Тп.
Выпуск валовой продукции на одного работника (производительность труда):

Выпуск валовой продукции на 1 руб. основных фондов (фондоотдача). Она показывает, сколько продукции дает каждый рубль, вложенный в основной фонд:

Выпуск валовой продукции, приходящийся на 1м2 площади показывает, насколько эффективно используется площадь участка:

Фондовооруженность производственного рабочего определяет степень механизации его труда:

Энерговооруженность труда одного производственного рабочего:

Коэффициент сменности на участке:

Расходы на 1 руб. товарной продукции:

Металлоёмкость продукции:

Коэффициент использования металла:
|
№ |
Показатели |
Ед. изм. |
Сумма |
|
Исходные (абсолютные) показатели |
|||
|
1 |
Годовой выпуск деталей |
шт. |
|
|
2 |
Товарная продукция по трудоёмкости |
час |
|
|
3 |
Товарная продукция в денежном выражении |
руб. |
|
|
4 |
Валовая продукция в сопоставляемых оптовых ценах |
руб. |
|
|
5 |
Стоимость основных фондов |
руб. |
|
|
6 |
Производственное оборудование |
шт. |
|
|
7 |
Общая мощность электрооборудования |
кВт. |
|
|
8 |
Общая площадь участка |
м2 |
|
|
|
в т. ч. производственная |
м2 |
|
|
9 |
Количество работающих на участке |
чел. |
|
|
|
в т. ч. производственных рабочих |
чел. |
|
|
10 |
Общий фонд заработной платы работающих |
руб. |
|
|
11 |
Себестоимость годового выпуска |
руб. |
|
|
12 |
Себестоимость единицы изделия |
руб. |
|
|
Производственные (относительные) показатели |
|||
|
13 |
Выпуск валовой продукции на одного работающего (производительность труда) |
руб. |
|
|
14 |
Выпуск валовой продукции на 1 руб. основных производственных фондов (фондоотдача) |
руб. |
|
|
15 |
Съем валовой продукции с м2 площади |
руб. |
|
|
16 |
Фондовооруженность труда одного производственного рабочего |
руб. |
|
|
17 |
Энерговооружённость труда одного производственного рабочего |
кВт. |
|
|
18 |
Средний процент загрузки оборудования |
% |
|
|
19 |
Коэффициент сменности по участку |
Ксм. |
|
|
20 |
Среднемесячный заработок работающего |
руб. |
|
|
21 |
Средний разряд производственных рабочих |
Кср |
|
|
22 |
% цеховых расходов |
% |
|
|
23 |
Затраты на 1 руб. товарной продукции |
руб. |
|
|
24 |
Металлоёмкость продукции |
руб. |
|
|
25 |
Коэффициент использования металла |
Ким |
|
Вывод
В выводах по работе в целом даётся общая оценка качества составленного плана производственный - хозяйственной деятельности участка. Основанием для них является рассчитанные на последнем этапе обобщённые технико - экономические показатели.
Кроме того, разработчики плана отмечают наиболее уязвимые места плана, делают обзор предложенных для реализации выявленных резервов (времени работы работников, структуры производственных расходов и др.) организационно - технических мероприятий, отмечают необходимость разработки программы контроля за ходом выполнения плана, предупреждения возможных сбоёв в производстве, и тому подобное.
Пример вывода. На основе проведённого комплексного исследования и выполненных расчётов можно сделать вывод об экономической целесообразности и практической реализуемости проекта организации участка по производству детали “Оправка”.
Разработанный технологический процесс является экономически эффективным: полная себестоимость одной детали составляет 528,03 руб., а годовой выпуск 80 000 штук позволяет получить валовую продукцию на сумму 50,68 млн руб. Проект вносит прямой вклад в решение стратегической задачи импортозамещения, укрепляя технологический суверенитет отечественного машиностроения.
Ресурсы участка используются рационально. Средняя загрузка оборудования на уровне 74% является приемлемой для серийного производства, а оптимизированная численность персонала и средняя заработная плата в 49 583 руб. соответствуют рыночным условиям и обеспечивают стабильность работы.
Ключевые показатели демонстрируют высокую эффективность проекта:
Производительность труда – 1,94 млн руб./чел., что характеризует высокую отдачу от трудовых ресурсов.
Фондоотдача – 1,03 руб., свидетельствует о том, что каждый рубль, вложенный в основные фонды, приносит более рубля продукции, что указывает на эффективность использования капитала.
Выпуск продукции с 1м2 площади – 574,04 тыс. руб. демонстрирует рациональное использование производственного пространства.
Энерговооружённость труда (6,54 кВт на рабочего) и фондовооруженность (4,89 млн руб. на рабочего) подтверждает высокий уровень механизации и оснащённости труда.
Коэффициент использования металла – 0,9 указывает на технологически грамотное построение процесса и минимизацию отходов.
Также в проекте детально проработаны организационные аспекты, что гарантирует устойчивую и бесперебойную работу участка:
1.Разработана рациональная планировка оборудования и рабочих мест, обеспечивая логическую эффективность и соблюдение норм безопасности.
2. Внедрена комплексная система технического контроля, включающая входной, пооперационный и приёмочный контроль, что позволяет минимизировать брак и поддерживать стабильно высокое качество продукции.
3. Организована система планово-предупредительного ремонта оборудования, направленные на предотвращение простоев.
4. Разработаны комплексные мероприятия по охране труда, технике безопасности и противопожарной защите, создающие безопасные условия для персонала.
Таким образом, курсовой проект доказал не только техническую реализуемость, но и экономическую эффективность организации участка по производству детали «Оправка»
СПИСОК ЛИТЕРАТУРЫ
1. Фатхутдинов Р.А. "Организация производства" Учебник – 2-е узд., перераб. и доп. - М.: ИНФРА - М,: 2005.- 528с.
2. Алексеева М.М. Планирование деятельности фирмы: Учебно-методическое пособие. - М.: Финансы и статистика. 2001. -248с.
3. Егоров Ю.Н., Варкута С.А. Планирование на предприятии. - М.: ИНФРА - М,: 2001.- 176с.
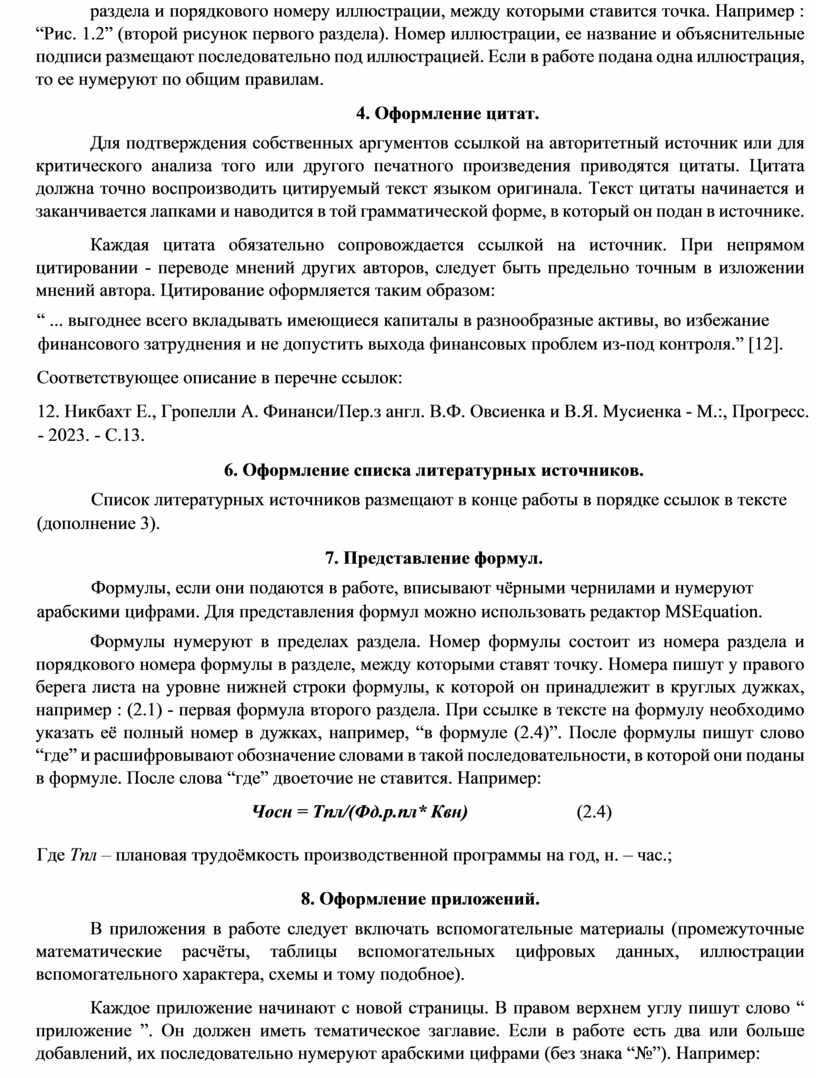

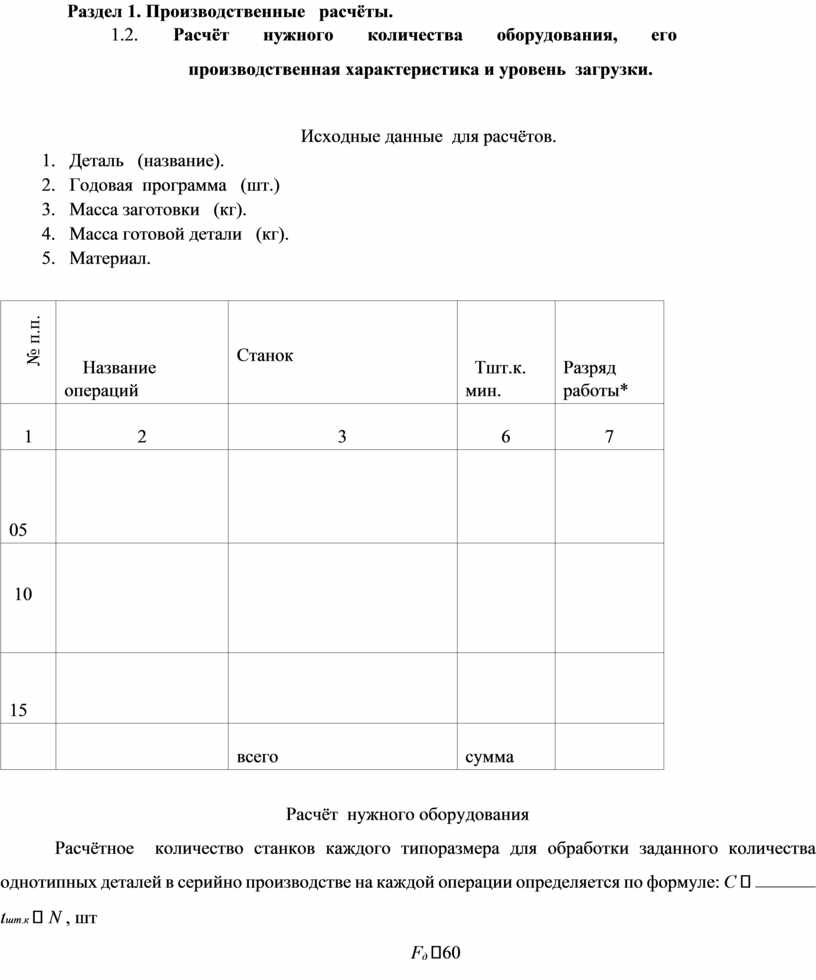
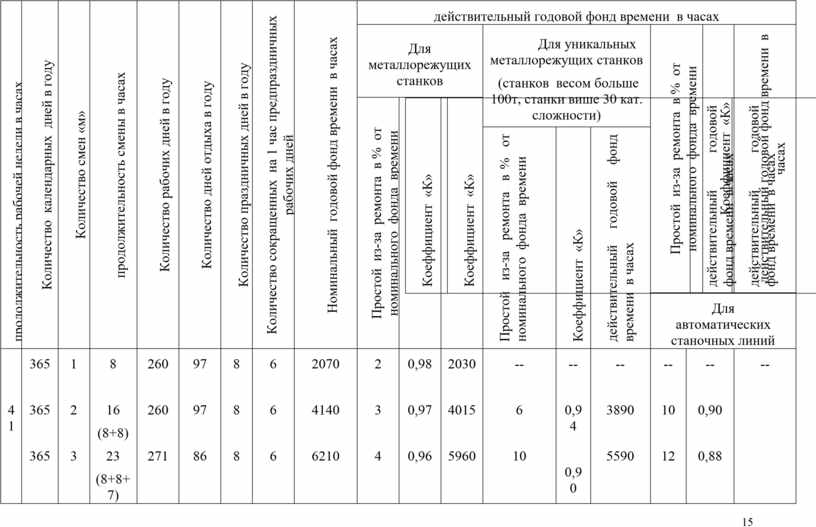
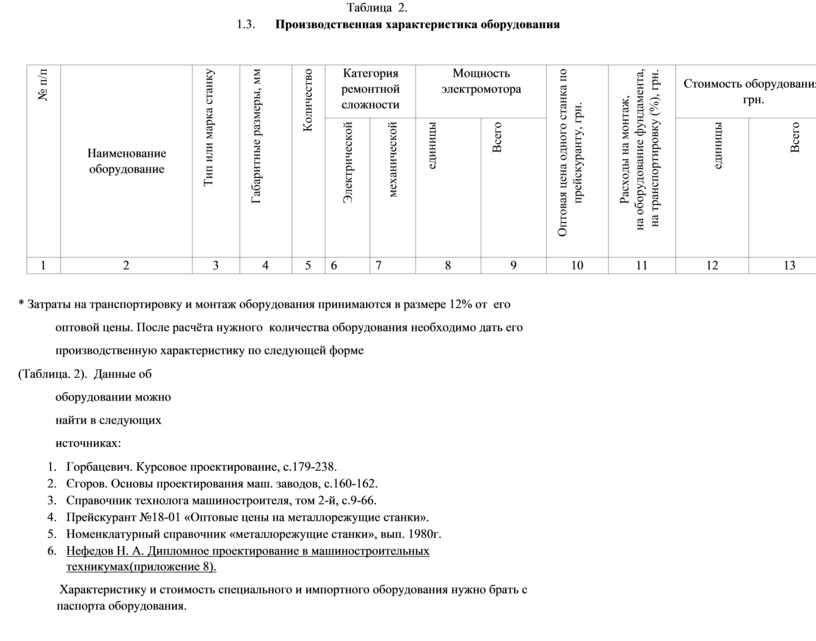
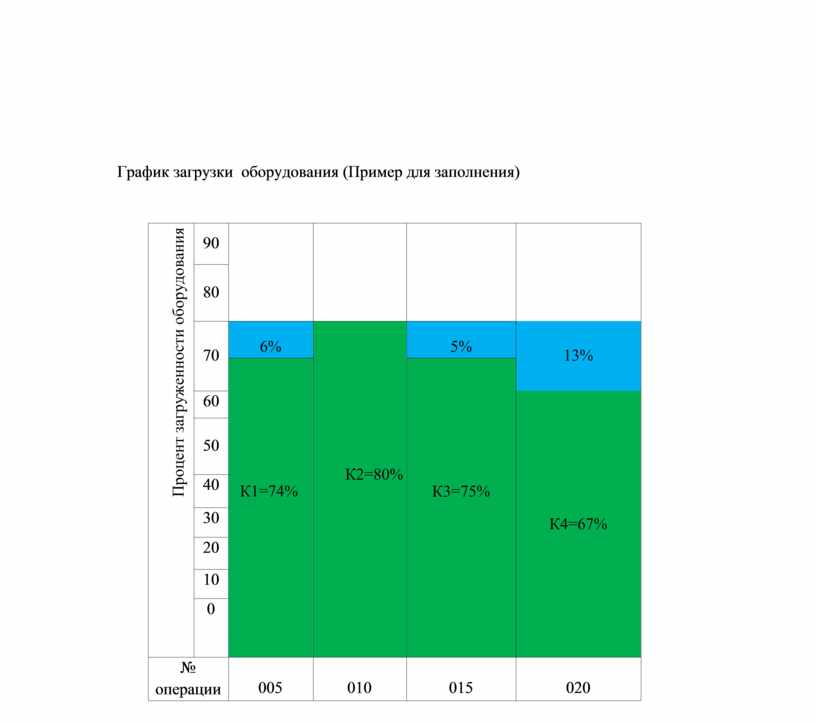
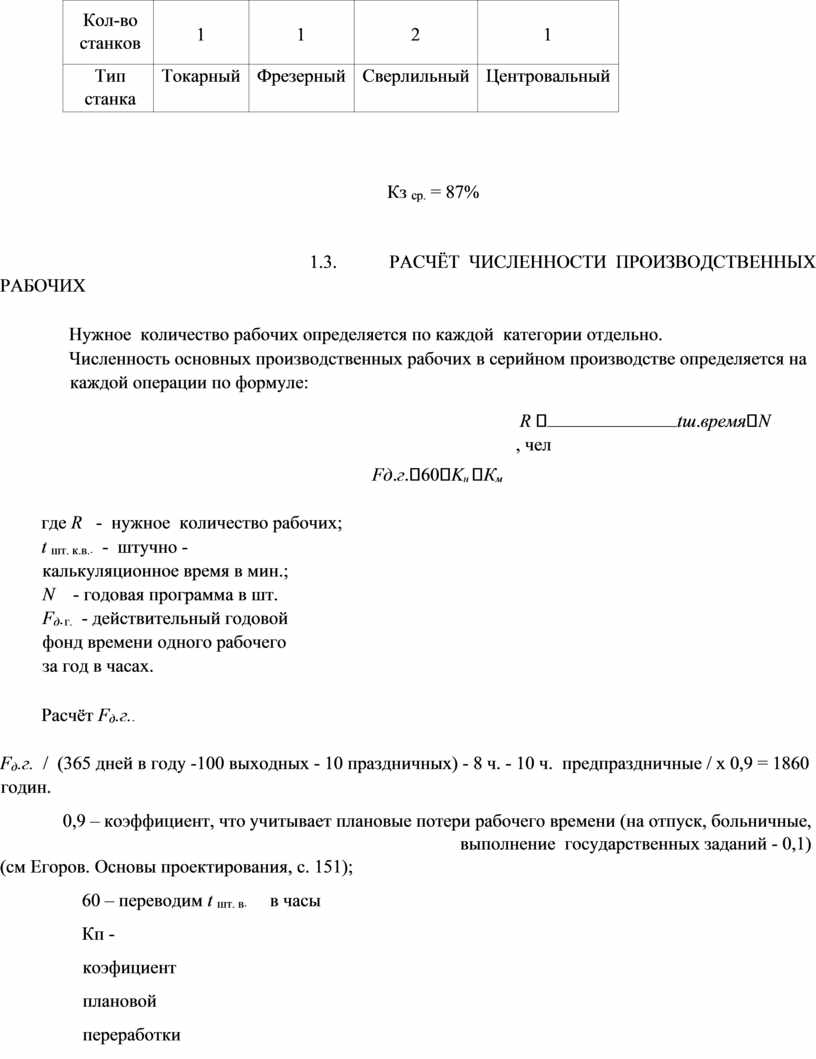
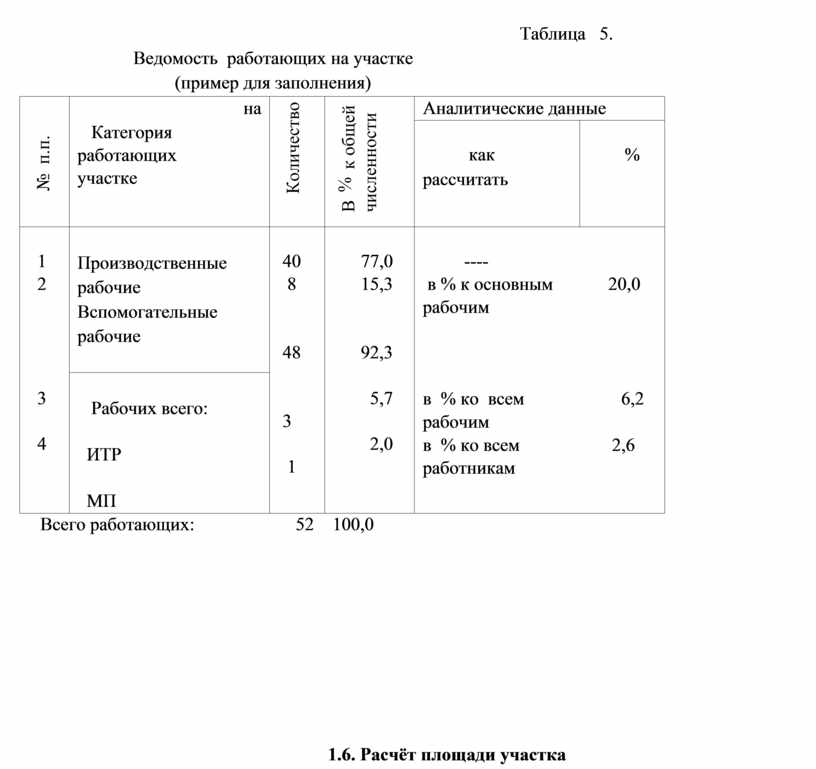
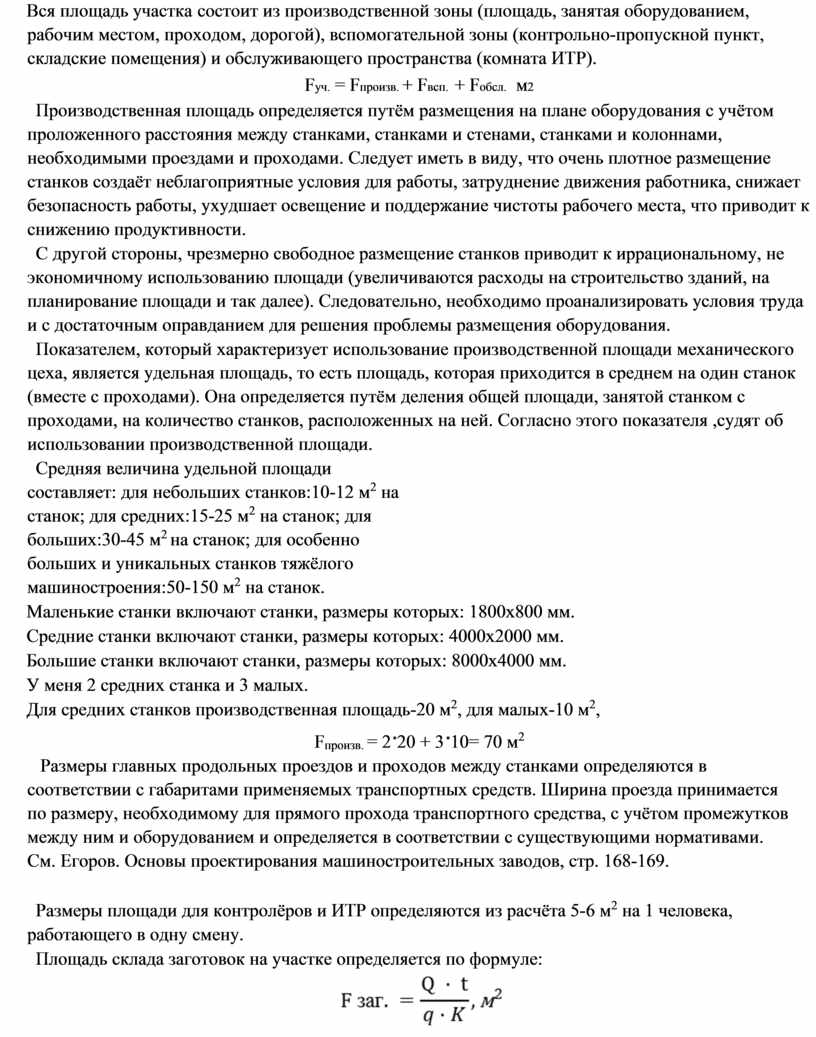
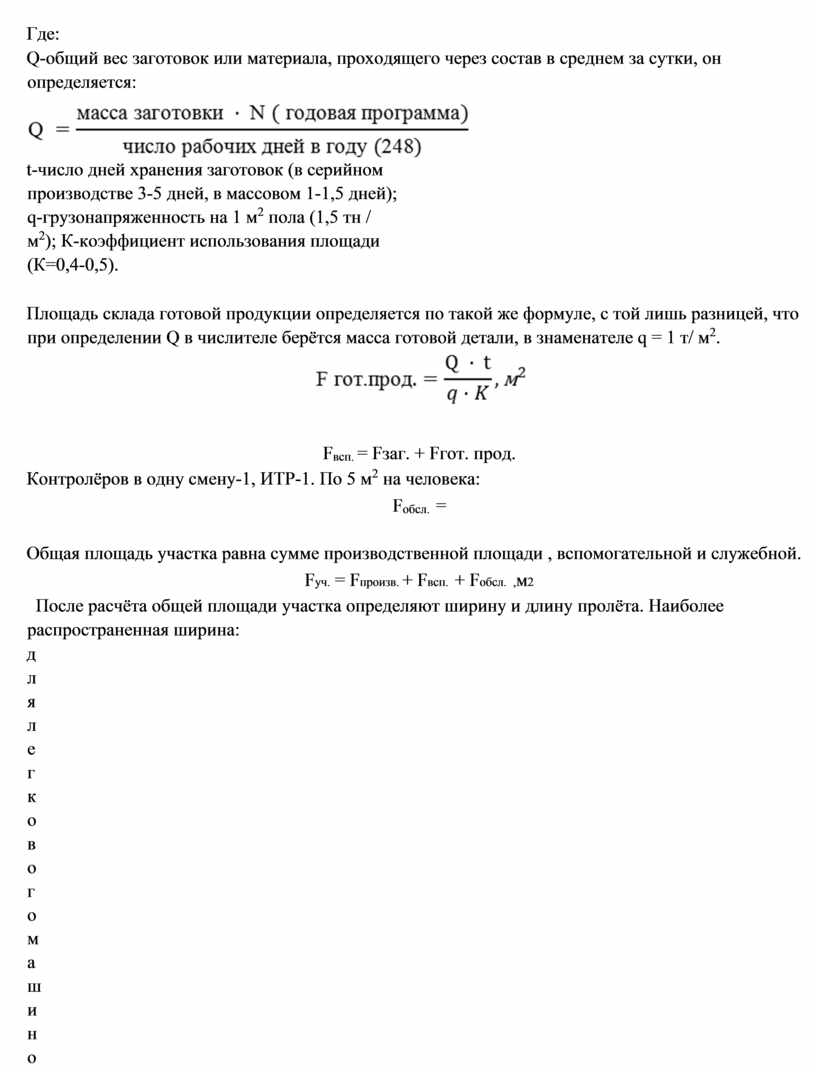
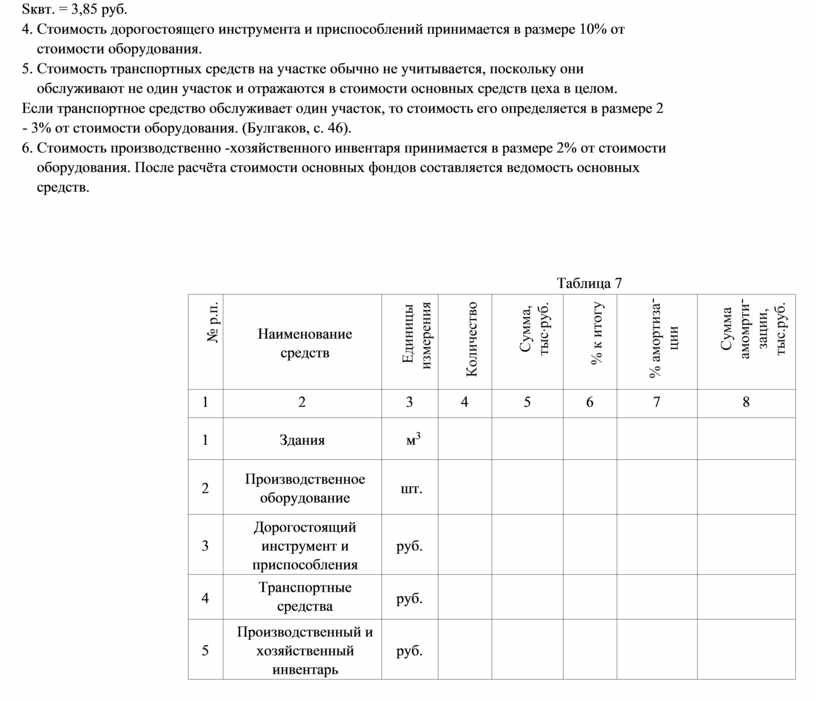

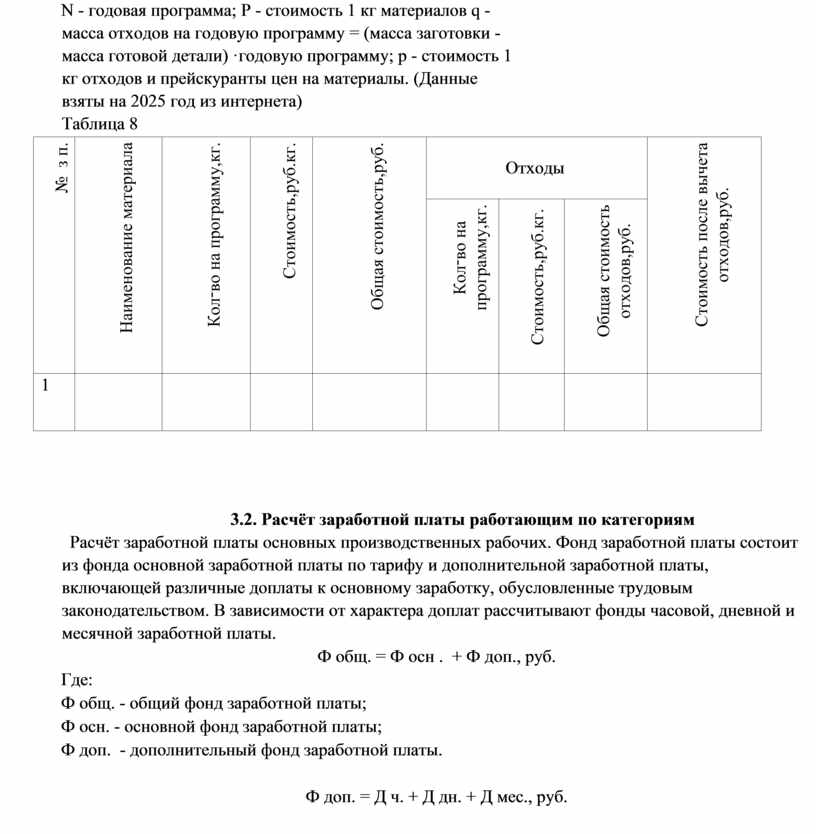
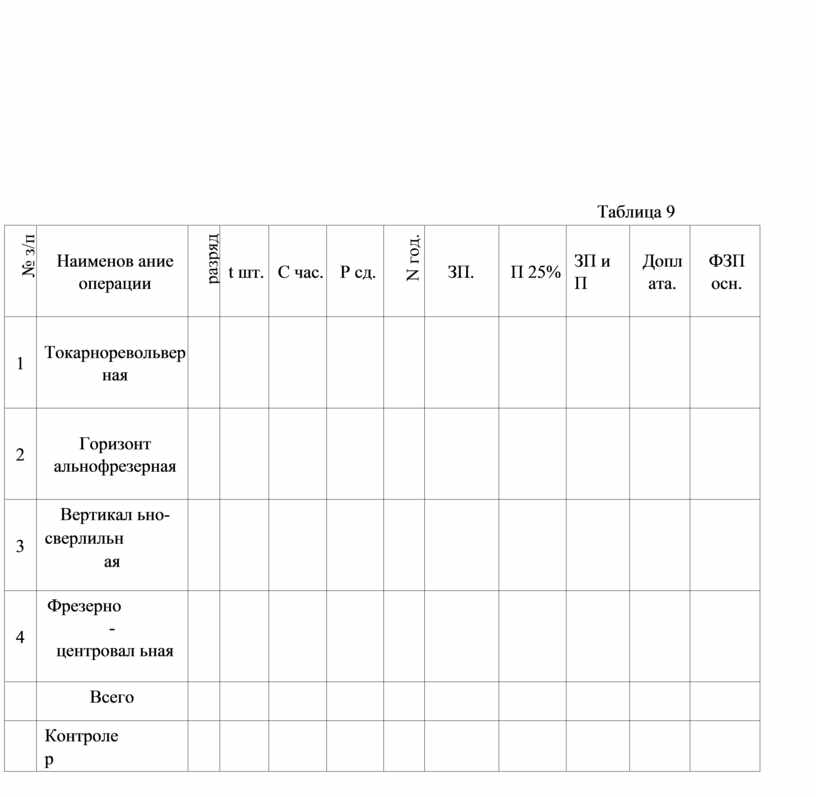
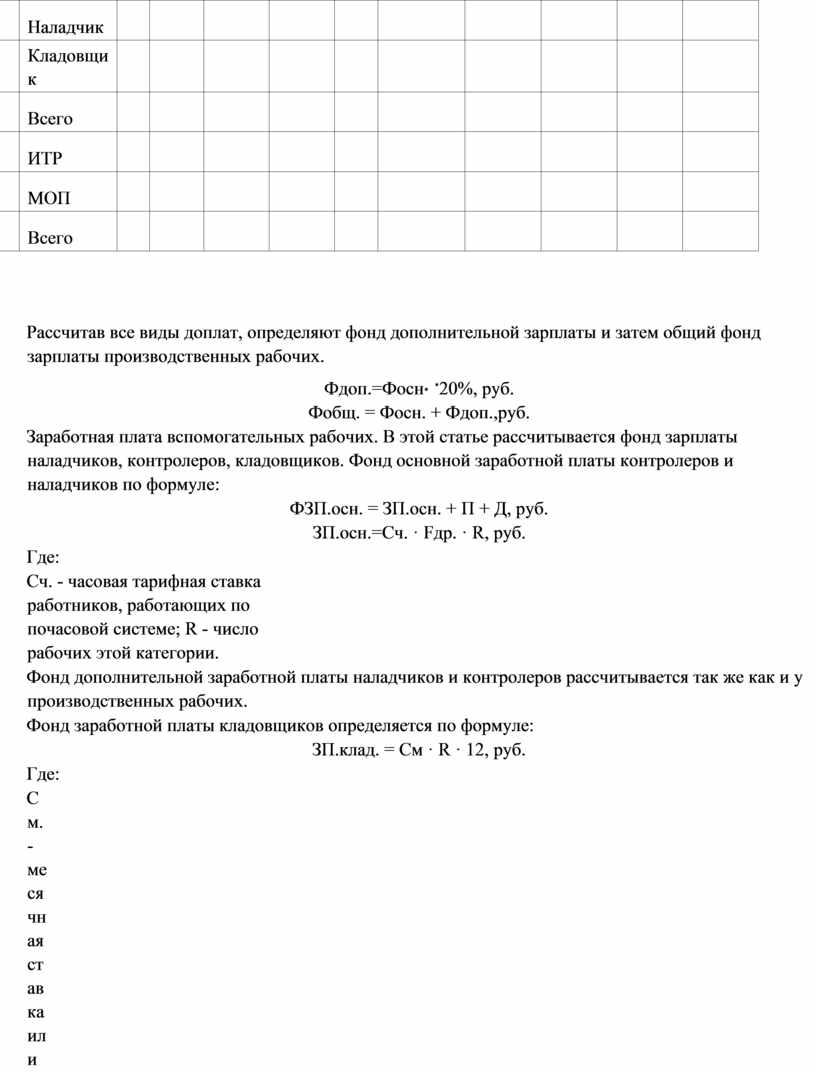
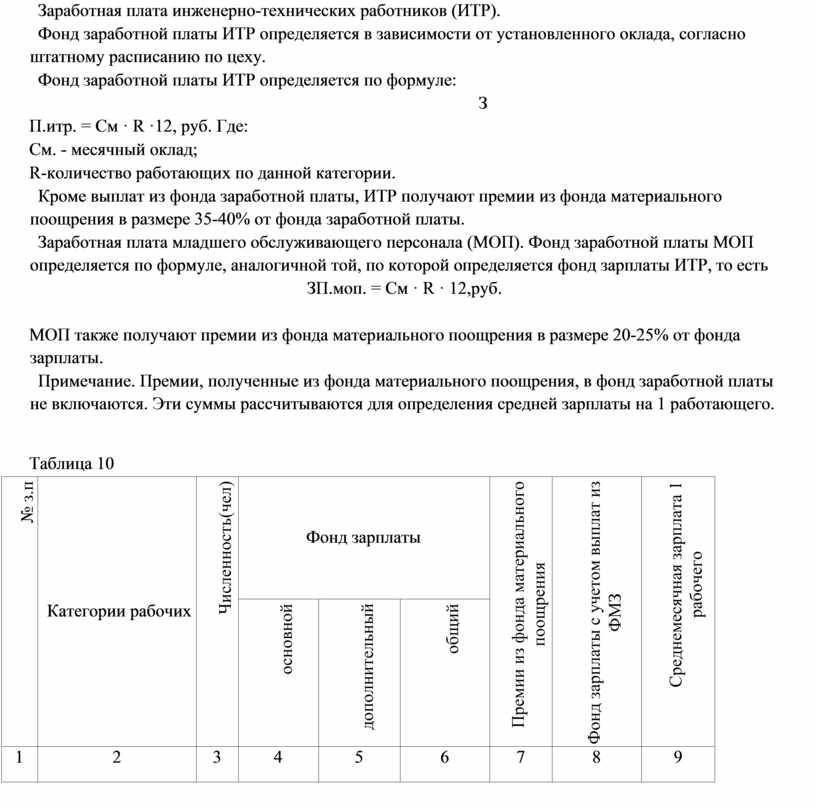
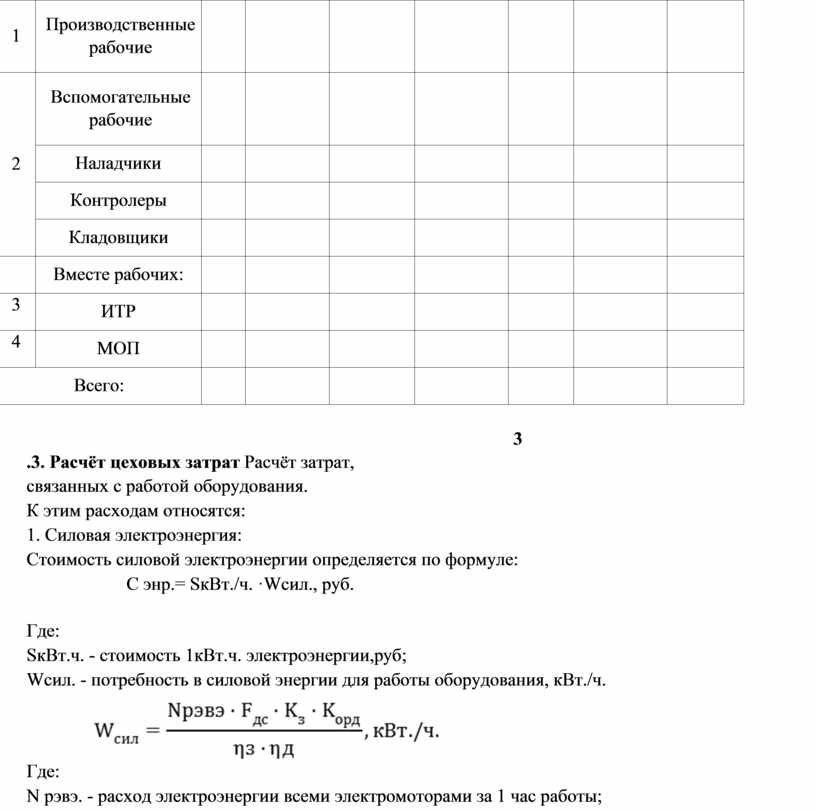

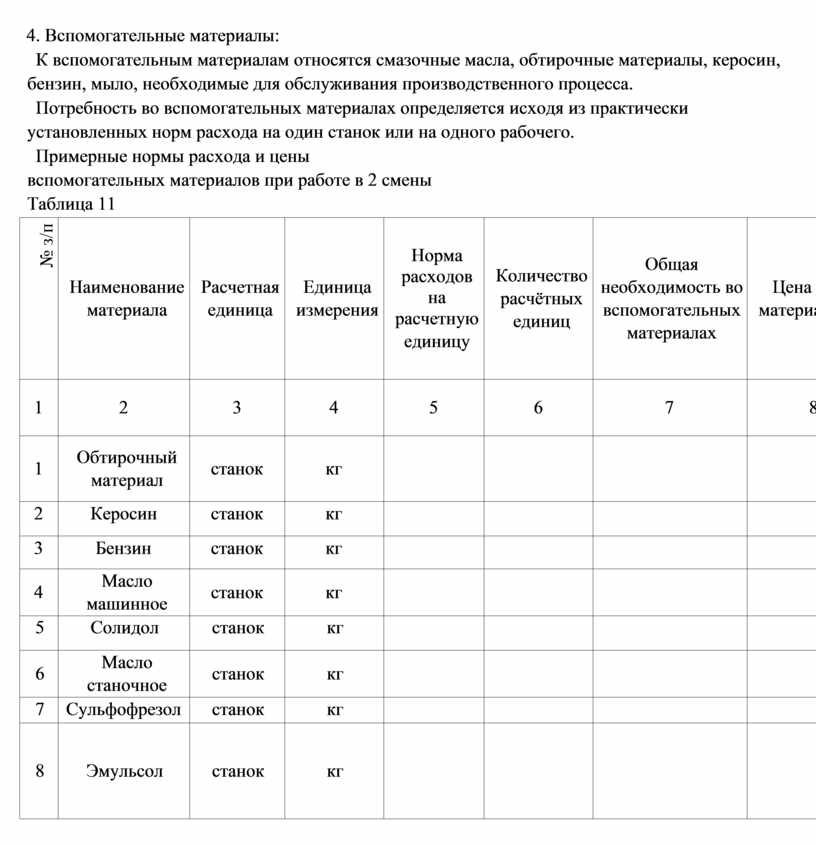
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.