Поделиться

Содержание
1 Сведения о предприятии
1.1 История предприятия
1.2 Выпускаемая продукция (оказываемые услуги)
2 Рабочее места практиканта (используемые инструменты, контрольно-измерительные приборы, производственная мебель)
3 Специальная часть (приводятся описания применяемых на практике приборов и устройств/ назначения, структуры и организации работы службы (подразделения)/ методик поверки, эксплуатации, ремонта и т.п./ и другие сведения, имеющие отношение к предмету практики)
3.1 Структура производственных подразделений
3.2 Оборудование и оснастка производственных подразделений
3.3 Ознакомление с конструкторской и технологической документацией
3.4 Ознакомление с контрольно-измерительным оборудованием, приборами и инструментами для определения параметров работы средств и системы автоматизации и механизации.
3.5 Монтаж и наладку средств автоматизации, механизации, контроля и диагностики технологических процессов механосборочного производства
4 Вывод
5 Список используемых источников
1 Сведения о предприятии
ООО «Новые строительные технологии»- Новые Строительные Технологии, ООО зарегистрирована по адресу Краснодарский край, г.Армавир, тер.Северная промзона, д.16, 352900. ДИРЕКТОР организации ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ "НОВЫЕ СТРОИТЕЛЬНЫЕ ТЕХНОЛОГИИ" Гусев Александр Николаевич. Основным видом деятельности компании является Работы столярные и плотничные. Также Новые Строительные Технологии, ООО работает еще по 42 направлениям. Размер уставного капитала 10 000 руб
1.1 История предприятия:
ООО «Новые строительные технологии» ведет свою историю с 2003 года и, в настоящее время, предлагает широкий ассортимент огнеупорных шамотных изделий, развивая производство сразу по нескольким направлениям:
•Тандыры,мангалы,барбекю,таджины;
•Уличнаякерамика и элементы ландшафтного дизайна;
• Комнатная керамика.
Основной материал – фарфоровая шамотная масса, все составные компоненты которой мы тщательно отбираем и смешиваем в определенной пропорции. Соблюдение специально разработанной технологии, позволяет нам производить изделия со значительно более высокой плотностью и теплоемкостью, чем аналогичные изделия на российском рынке. Это позволяет нам выполнять тандыры менее толстостенными и меньшими по массе, благодаря чему они значительно дешевле при транспортировке, а также экономичнее и экологичнее в эксплуатации, так как для прогрева колбы требуется меньшее количество дров. Кроме того, высокая плотность материала повышает морозоустойчивость и увеличивает предельный срок эксплуатации, позволяя круглогодично использовать наши изделия на открытом воздухе, даря Вашим покупателям свое тепло и уют.
Изделия из шамота можно использовать и в интерьере внутренних помещений, и на улице под открытым небом. Прелесть этого материала в его пластичности, богатстве возможностей стилизации. Наши изделия будут настоящим украшением Вашего дома, офиса, двора и сада. В настоящее время ассортимент керамики включает в себя: напольные вазы, вазы (амфоры) лежачие с вырезом для посадки цветов или без выреза для использования в фонтанах; вазоны, кашпо и горшки цветочные, садово-парковую скульптуру, фигуры и статуэтки, фонари «китайские», колонны, кашпо на колоннах (в том числе для фонтанов), малые архитектурные формы и многое другое.
Наша продукция представлена более чем в 100 городах России от Калиниграда до Дальнего Востока, а также в странах СНГ, Евросоюза и Турции. Нас уже выбрали в качестве своих поставщиков многие успешные компании, в том числе торговая сеть «ЛеруаМерлен Восток». Нашу продукцию охотно используют многие дизайнеры и художники, среди которых мы особенно хотим выделить Никаса Сафронова.
Сделав заказ у нас, мы подберем для Вас оптимальный способ доставки любой партии товара в любой регион, так как мы работаем с большинством транспортных компаний. Мы проставим штрих-коды на товаре, а также бесплатно доставим его до транспортной компании. Мы гарантируем целостность нашей продукции при транспортировке, и за свой счет производим замену отбракованных изделий или их частей. Мы можем работать как с розничными покупателями, так и с оптовыми, как с НДС, так и без НДС.
1.2 Выпускаемая продукция (оказываемые услуги)
Большой ассортимент шамотных изделий: уличная керамика, элементы ландшафтного дизайна, тандыры, барбекю, мангалы.



2 Рабочее места практиканта
Я проходил практику в цехе производства тротуарной плитки.
Использовал следующие инструменты:
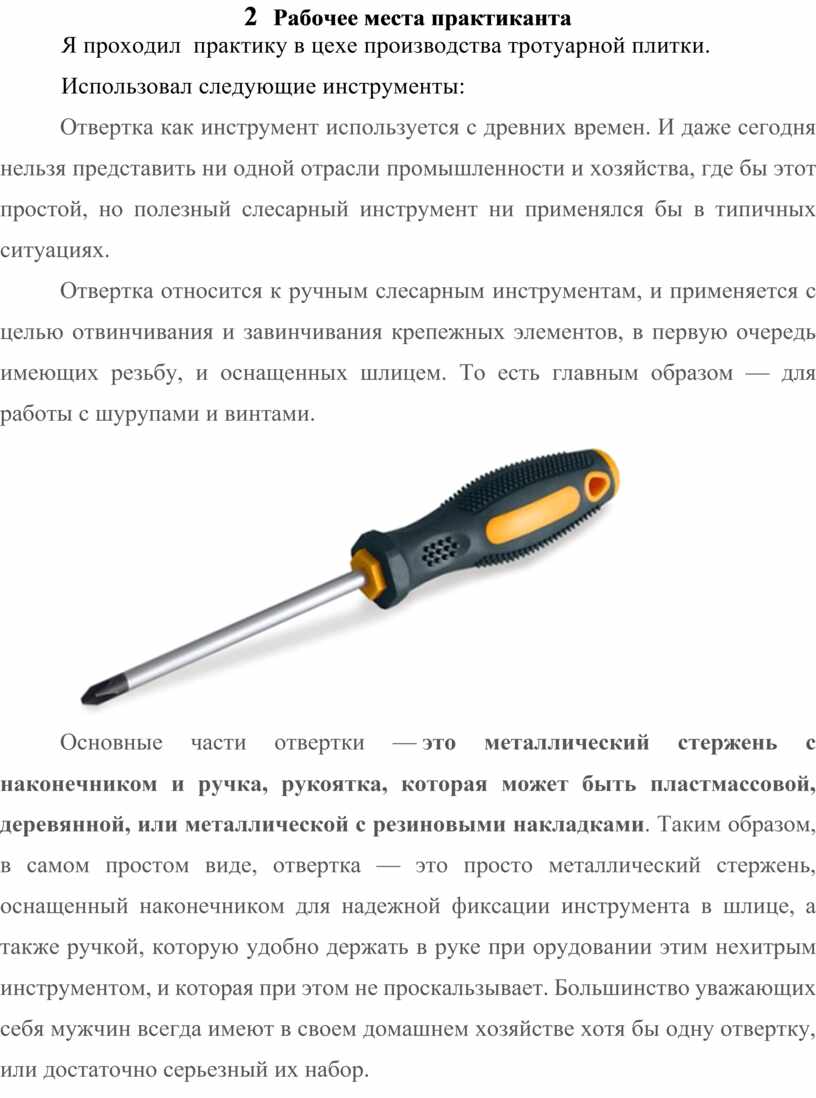
Отвертка как инструмент используется с древних времен. И даже сегодня нельзя представить ни одной отрасли промышленности и хозяйства, где бы этот простой, но полезный слесарный инструмент ни применялся бы в типичных ситуациях.
Отвертка относится к ручным слесарным инструментам, и применяется с целью отвинчивания и завинчивания крепежных элементов, в первую очередь имеющих резьбу, и оснащенных шлицем. То есть главным образом — для работы с шурупами и винтами.

Основные части отвертки — это металлический стержень с наконечником и ручка, рукоятка, которая может быть пластмассовой, деревянной, или металлической с резиновыми накладками. Таким образом, в самом простом виде, отвертка — это просто металлический стержень, оснащенный наконечником для надежной фиксации инструмента в шлице, а также ручкой, которую удобно держать в руке при орудовании этим нехитрым инструментом, и которая при этом не проскальзывает. Большинство уважающих себя мужчин всегда имеют в своем домашнем хозяйстве хотя бы одну отвертку, или достаточно серьезный их набор.

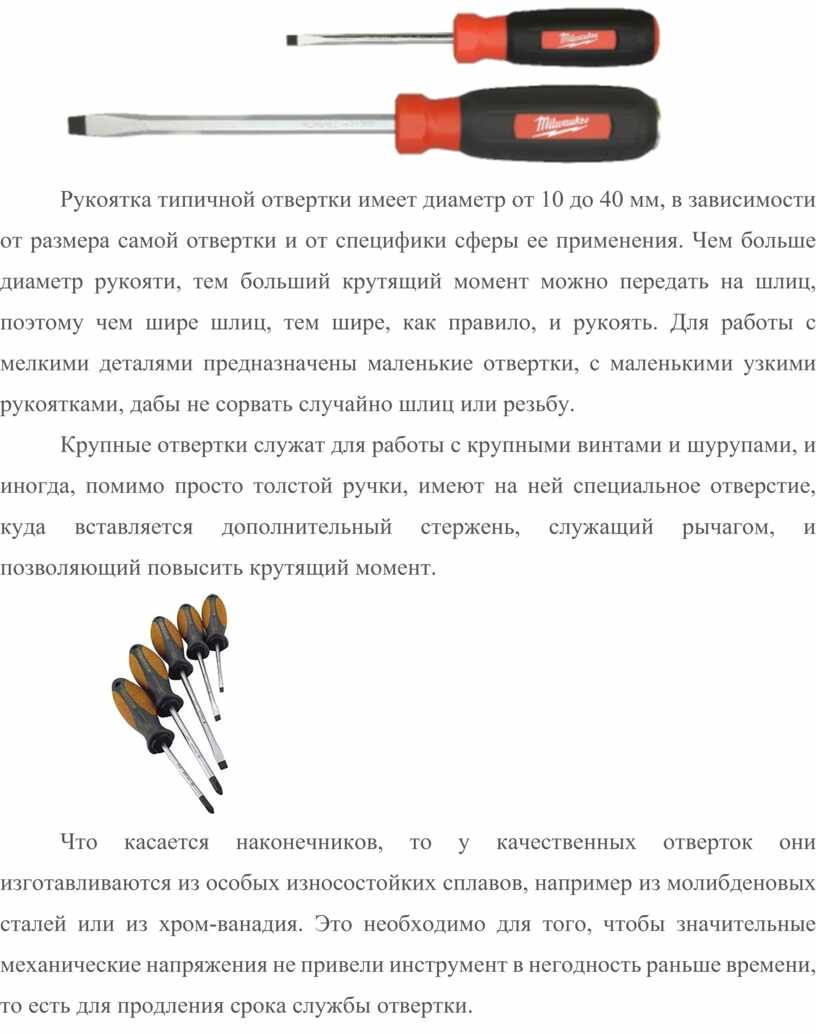
Рукоятка типичной отвертки имеет диаметр от 10 до 40 мм, в зависимости от размера самой отвертки и от специфики сферы ее применения. Чем больше диаметр рукояти, тем больший крутящий момент можно передать на шлиц, поэтому чем шире шлиц, тем шире, как правило, и рукоять. Для работы с мелкими деталями предназначены маленькие отвертки, с маленькими узкими рукоятками, дабы не сорвать случайно шлиц или резьбу.
Крупные отвертки служат для работы с крупными винтами и шурупами, и иногда, помимо просто толстой ручки, имеют на ней специальное отверстие, куда вставляется дополнительный стержень, служащий рычагом, и позволяющий повысить крутящий момент.

Что касается наконечников, то у качественных отверток они изготавливаются из особых износостойких сплавов, например из молибденовых сталей или из хром-ванадия. Это необходимо для того, чтобы значительные механические напряжения не привели инструмент в негодность раньше времени, то есть для продления срока службы отвертки.

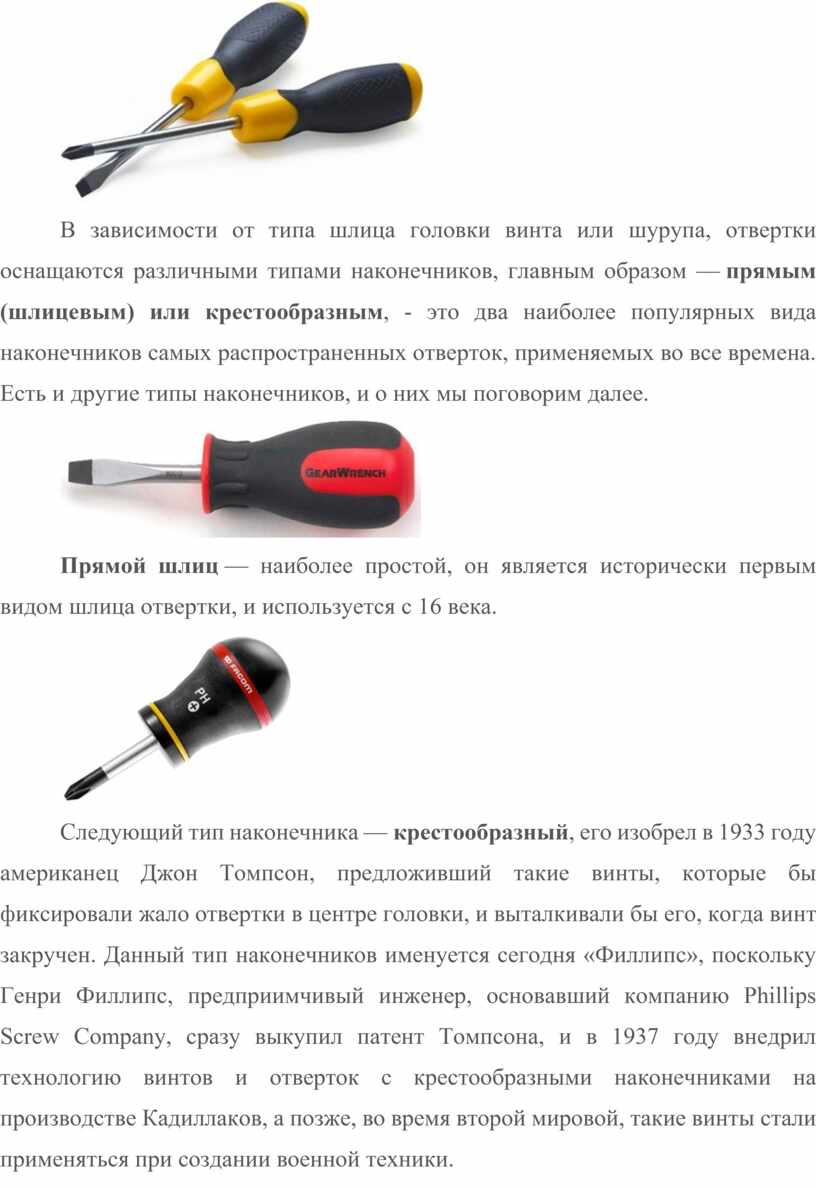
В зависимости от типа шлица головки винта или шурупа, отвертки оснащаются различными типами наконечников, главным образом — прямым (шлицевым) или крестообразным, - это два наиболее популярных вида наконечников самых распространенных отверток, применяемых во все времена. Есть и другие типы наконечников, и о них мы поговорим далее.

Прямой шлиц — наиболее простой, он является исторически первым видом шлица отвертки, и используется с 16 века.

Следующий тип наконечника — крестообразный, его изобрел в 1933 году американец Джон Томпсон, предложивший такие винты, которые бы фиксировали жало отвертки в центре головки, и выталкивали бы его, когда винт закручен. Данный тип наконечников именуется сегодня «Филлипс», поскольку Генри Филлипс, предприимчивый инженер, основавший компанию Phillips Screw Company, сразу выкупил патент Томпсона, и в 1937 году внедрил технологию винтов и отверток с крестообразными наконечниками на производстве Кадиллаков, а позже, во время второй мировой, такие винты стали применяться при создании военной техники.

Шлиц крестообразный «Позидрив». Это усовершенствованный наконечник «Филлипс», который в 1966 году запатентовала все та же компания Phillips Screw Company. В отличие от первого варианта, данный шлиц не является самовыталкивающимся он имеет большую глубину посадки, применяется с винтами, обладающими большими головками и при работе с саморезами.
Кроме стандартного крестового наконечника, здесь добавлены острые лучи на краях, дополнительно фиксирующие крепежный элемент, и позволяющие передать еще больший крутящий момент. Благодаря шлицам «Позидрив», мебельное производство, строительное производство, и многие другие, стали обладать более надежными крепежами.

Шлиц шестигранный. Позволяет еще более усилить крутящий момент. Данный тип наконечника был разработан в 1936 году немецкой фирмой «Innensechskantschraube Bauer & Schaurte». Другое название такого наконечника «INBUS», в быту «инбусовый ключ». Головка крепежного элемента имеет форму шестигранника, и усилие получается до 10 раз больше, чем с крестообразным решением. Кроме того, отвертка из углубления не выскальзывает.

Шлиц Torx. Это шестилучевой звездообразный шлиц. Широко распространено применение винтов под этот тип наконечника в производстве разнообразной электронной аппаратуры, бытовой техники, а также в машиностроении. Данный тип наконечника был разработан в 1967 году компанией Textron, с целью закручивания крепежных элементов повышенной прочности, и со значительным крутящим моментом при затяжке.
Рынок электромонтажных работ постоянно развивается, а значит и требования к соответствующему инструменту тоже растут. Профессиональный инструмент должен быть универсальным, удобным, безопасным и обладать высоким рабочим ресурсом. От этих качеств зависит скорость работы и производительность труда монтажника. Рассмотрим некоторые виды электромонтажного инструмента.
 Опрессовочный инструмент может быть механическим и гидравлическим.
Пресс ручной механический используют для опрессовки кабельных наконечников
сечением 6-240 кв. мм. По конструкции бывает со встроенными и сменными
матрицами. Предназначение гидравлического ручного пресса также опрессовка
наконечников, но уже сечением 4-1000 кв.мм. (например, ПРГ-120 рассчитан на
диапазон сечения до 120 кв.мм.). Пресс-клещи необходимы для опрессовки
изолированных наконечников.
Опрессовочный инструмент может быть механическим и гидравлическим.
Пресс ручной механический используют для опрессовки кабельных наконечников
сечением 6-240 кв. мм. По конструкции бывает со встроенными и сменными
матрицами. Предназначение гидравлического ручного пресса также опрессовка
наконечников, но уже сечением 4-1000 кв.мм. (например, ПРГ-120 рассчитан на
диапазон сечения до 120 кв.мм.). Пресс-клещи необходимы для опрессовки
изолированных наконечников.
Режущий инструмент используется для резки медного и алюминиевого кабеля диаметром до 130 мм. Гидравлический в отличие от механического является профессиональным, он более надежный, безопасный и компактный. Конструкция подразумевает встроенный или выносной насос. Перфораторы гидравлические – для продавливания отверстий в металле.
Инструменты для работы с токопроводящими шинами включают: оборудование для резки – гидравлические и секторные шинорезы; для гибки – механические, гидравлические шиногибы, со встроенным и выносным насосом, с электроприводом; для перфорации – пресс-перфораторы ШД-20, ШД-60, ШД-70. Пистолет пороховой применяется для забивки дюбелей в бетон, железобетон, кирпич для закрепления на них электротехнического, сантехнического оборудования, дверей и решеток. Пороховой нож используется для резки высоковольтных проводов.
Для защиты электропитания и приборов существуют: трансформаторы, стабилизаторы напряжения и источники бесперебойного питания. Трансформатор – устройство, преобразующее переменное напряжение (однофазные, трехфазные). Силовые трансформаторы понижают или повышают напряжение и используются в системах автоматики, электросетях, радиотехнических приборах. Измерительный – определяет наибольшее напряжение и ток. Источник бесперебойного питания подает электричество на компьютерную и другую бытовую технику в случае исчезновения основного напряжения, защищает от перегрузки.
Стабилизатор напряжения защищает электроприборы от всех проблем в электросети. Работает автоматически, без участия человека и особенно незаменим на промышленных предприятиях с дорогим оборудованием.


3 Специальная часть
Монтаж силовой электропроводки в стальных трубах
Применяемые для электропроводок стальные трубы должны иметь внутреннюю поверхность, исключающую повреждение изоляции проводов при их затягивании в трубу и антикоррозионное покрытие наружной поверхности. Для труб, замоноличиваемых в строительные конструкции, наружное антикоррозионное покрытие не требуется.
Стальные трубы для электропроводки, укладываемые в фундаментах под технологическое оборудование, до бетонирования фундаментов должны быть закреплены на опорных конструкциях или на арматуре. В местах выхода труб из фундамента в грунт должны быть осуществлены мероприятия, предусматриваемые в рабочих чертежах, против среза труб при осадках грунта или фундамента.
В местах пересечения трубами температурных и осадочных швов должны быть выполнены компенсирующие устройства в соответствии с указаниями в рабочих чертежах.
Расстояния между точками крепления открыто проложенных стальных труб не должны превышать 2,5 м. Крепление стальных труб электропроводки непосредственно к технологическим трубопроводам, а также их приварка непосредственно к различным конструкциям не допускаются.
При изгибании труб следует, как правило, применять нормализованные углы поворота 90, 120 и 135° и нормализованные радиусы изгиба 400, 800 и 1000 мм. Радиус изгиба 400 мм следует применять для труб, прокладываемых в перекрытиях, и для вертикальных выходов; 800 и 1000 мм - при прокладке труб в монолитных фундаментах и при прокладке в них кабелей с однопроволочными жилами. При заготовке пакетов и блоков труб следует также придерживаться указанных нормализованных углов и радиусов изгиба.
Трубы при скрытой прокладке в полу должны быть заглублены не менее чем на 20 мм и защищены слоем цементного раствора,
Расстояния между протяжными коробками (ящиками) не должны превышать, м: на прямых участках 75, при одном изгибе трубы - 50, при двух - 40, при трех -20.
Провода и кабели в трубах должны лежать свободно, без натяжения. Диаметр труб следует принимать в соответствии с указаниями в рабочих чертежах.
Монтаж электрического освещения
Провода и кабели в поливикилхлоридной оболочке с поливинилхлоридной изоляцией надлежит закреплять к несущему стальному канату или к проволоке бандажами или кницами, устанавливаемыми на расстояниях не более 0,5 м друг от друга.
Кабели и провода, проложенные на канатах, в местах перехода их с каната на конструкции зданий должны быть разгружены от механических усилий.
Стрела провеса каната в пролетах между креплениями должна быть в пределах 1/40 - 1/60 длины пролета. Сращивание канатов в пролете между концевыми креплениями не допускается.
Крепление светильника к опорной поверхности (конструкции) должно быть разборным.
Присоединение светильников к групповой сети должно быть выполнено с помощью клеммных колодок, обеспечивающих присоединение как медных, так и алюминиевых (алюмомедных) проводов сечением до 4мм2.
Концы проводов, присоединяемых к светильникам, счетчикам, автоматам, щиткам и электроустановочным аппаратам, должны иметь запас по длине, достаточный для повторного подсоединения в случае их обрыва.
Вводы проводов и кабелей в светильники и электроустановочные аппараты при наружной их установке должны быть уплотнены для защиты от проникновения пыли и влаги.
Электроустановочные аппараты при открытой установке в производственных помещениях должны быть заключены в специальные кожухи или коробки.
Вертикальные подвески осветительной проводки, выполненной проводом с несущим тросом, должны быть расположены, как правило, в местах установки ответвительных коробок или светильников. Стрела провеса в пролетах между креплениями должна быть в пределах 1/40 - 1/60 длины пролета. Сращивание проводов в пролете между концевыми креплениями не допускается. Для предотвращения раскачивания электропроводки должны быть установлены растяжки. Число растяжек должно быть определено в рабочих чертежах.
Для ответвлений от специальных тросовых проводов надлежит использовать специальные коробки, обеспечивающие создание петли троса, а также запаса жил, необходимого для подсоединения отходящей линии с помощью ответвительных сжимов без разрезания магистрали.
Монтаж заземляющего устройства
Каждая часть электроустановки, подлежащая заземлению или занулению, должна быть присоединена к сети заземления или зануления при помощи отдельного ответвления. Последовательное включение в заземляющий или защитный проводник заземляемых или зануляемых частей электроустановки не допускается.
Соединение заземляющих и нулевых защитных проводников должно быть выполнено: сваркой на магистралях, выполненных из строительных профилей; болтовыми соединениями - на магистралях, выполненных электромонтажными конструкциями; болтовыми соединениями или сваркой - при подсоединениях к электрооборудованию; пайкой или опрессовкой - в концевых заделках и соединительных муфтах на кабелях. Места соединения стыков после сварки должны быть окрашены.
Заземляющие и нулевые защитные проводники должны быть защищены от химических воздействий и механических повреждений в соответствии с указаниями, приведенными в рабочих чертежах.
Магистрали заземления или зануления и ответвления от них в закрытых помещениях и в наружных установках должны быть доступны для осмотра. Это требование не распространяется на нулевые жилы и оболочки кабелей, на арматуру железобетонных конструкций, а также на заземляющие и нулевые защитные проводники, проложенные в трубах, коробах или замоноличенные в строительные конструкции.
Заземление канатов, катанки или стальной проволоки, используемых в качестве несущего троса, должно быть выполнено с двух противоположных концов присоединением к магистрали заземления или зануления сваркой. Для оцинкованных канатов допускается болтовое соединение с защитой места соединения от коррозии.
При использовании в качестве заземляющих устройств металлических и железобетонных конструкций (фундаментов, колонн), все металлические элементы этих конструкций должны быть соединены между собой, образуя непрерывную электрическую цепь, железобетонные элементы (колонны), кроме этого должны иметь металлические выпуски (закладные изделия) для присоединения к ним сваркой заземляющих или нулевых защитных проводников.
Болтовые, заклепочные и сварные соединения металлических колонн, ферм и балок, используемых при возведении зданий или сооружений создают непрерывную электрическую цепь. При возведении здания или сооружения из железобетонных элементов непрерывная электрическая цепь должна быть создана с помощью сварки арматуры прилегающих элементов конструкций между собой либо приваркой к арматуре соответствующих закладных деталей. Эти сварные соединения должны быть выполнены строительной организацией в соответствии с указаниями, приведенными в рабочих чертежах.
При креплении электродвигателей с помощью болтов к заземленным (зануленным) металлическим основаниям перемычку между ними выполнять не следует.
Сечение заземляющих проводников для силовых кабелей сечением жил до 10 мм должно быть не менее 6 мм .
При использовании строительных или технологических конструкций в качестве заземляющих и нулевых защитных проводников на перемычках между ними, а также в местах присоединений и ответвлений проводников должно быть нанесено не менее двух полос желтого цвета по зеленому фону.
В электроустановках напряжением до 1000 В с изолированной нейтралью заземляющие проводники разрешается прокладывать в общей оболочке с фазными или отдельно от них.
Непрерывность цепи заземления стальных водогазопроводных труб в местах соединения их между собой следует обеспечивать муфтами, наворачиваемыми до конца резьбы на конец трубы с короткой резьбой и установкой контргаек на трубе с длинной резьбой.
Воспринимающие элементы и первичные преобразователи должны быть хорошо освещены; температура окружающего воздуха должна быть в пределах от 5 до 50 °С.
Технологические карты имеют своим назначением обеспечение правильной организации и передовой технологии монтажного процесса при выполнении работ по монтажу отдельных элементов электротехнического узла (выключатель, разъединитель, конденсатор, измерительный трансформатор и др.) или по монтажу отдельных узлов электротехнических устройств (ячейка ОРУ или ЗРУ, силовой трансформатор, аккумуляторная батарея, выводы генераторов, комплектные токопроводы, гибкие связи и т. п.).
Технологические карты на сложные работы и на работы, выполняемые новыми методами, не получившими широкого распространения, должны разрабатываться в составе ППР.
В технологических картах должны быть разработаны следующие разделы:
1. Технико-экономические показатели монтажных работ (физические объемы работ, трудоемкость работ в человеко-днях, выработка на одного рабочего в день, затраты машйно-смен и энергоресурсов).
2. Организация и технология выполнения монтажных процессов (схема организации работ и рабочих мест с указанием фронта работ, расположение частей и деталей подлежащего монтажу электрооборудования, расположение и порядок перемещения машин и механизмов; основные указания о последовательности и методах выполнения работ; специальные требования по технике безопасности).
3. Организация и методы труда рабочих (количественный и квалификационный состав бригад с учетом достигнутого и возможного перевыполнения норм, график выполнения работ с указанием трудоемкости на единицу объема и на весь объем работ).
4. Материально-технические ресурсы (ведомость необходимых монтажных материалов, ведомость монтажных изделий и конструкций, изготовляемых на заводах монтажных изделий и в центральных монтажно-заготовительных мастерских, ведомость машин, механизмов, приспособлений и инструмента).
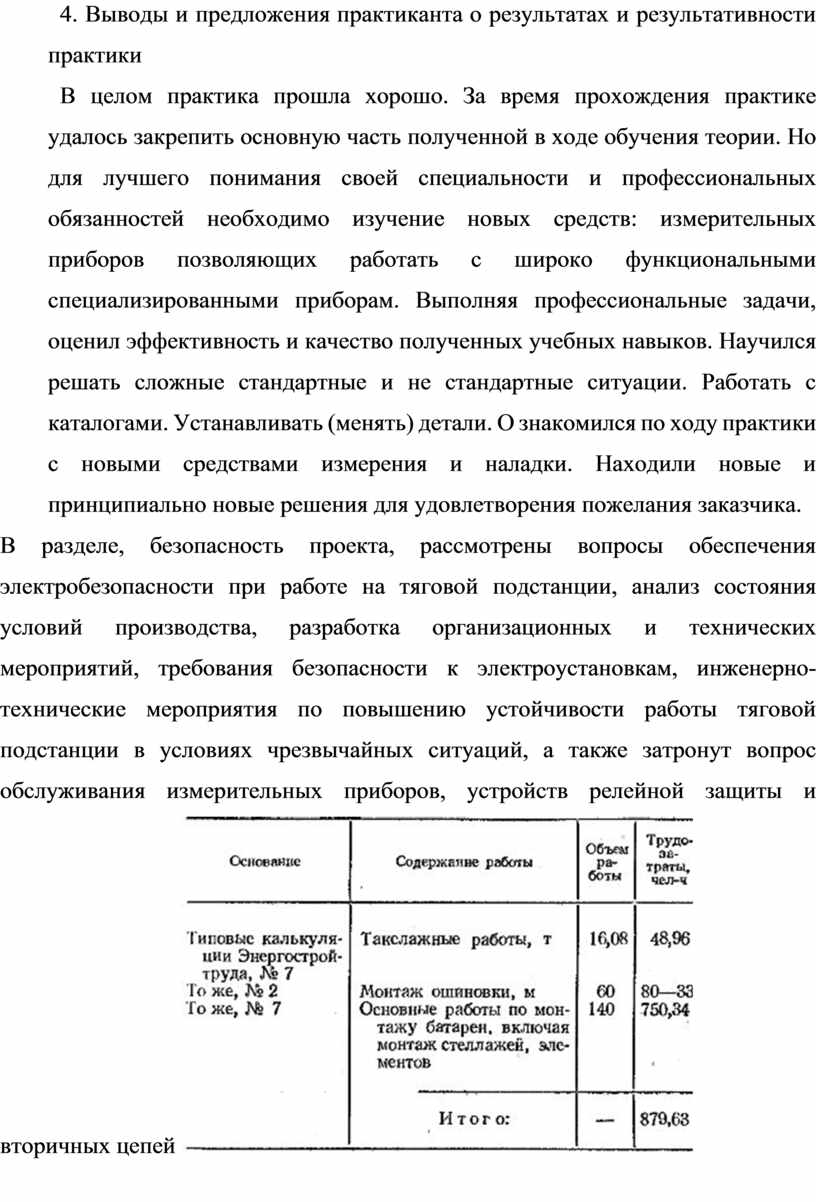
5. Калькуляция трудовых затрат.
На основные монтажные узлы электротехнических устройств и основные виды электрооборудования разработаны типовые технологические карты. Указанные карты могут быть использованы с привязкой их к конкретным местным условиям при разработке проектов производства работ и технологических карт для конкретных объектов монтажа.
Схема разделов и порядок расположения материалов, подлежащих разработке при составлении конкретных типовых карт, могут изменяться в зависимости от сложности и специфики подлежащего монтажу электрооборудования.
Типовые технологические карты способствуют внедрению единых форм ведомостей, графиков и таблиц, разрабатываемых в составе конкретных технологических карт, и значительно облегчают работу по их составлению, ограничивая ее внесением в типовые карты изменений, вызванных специфическими особенностями конкретной монтажной площадки (схемы такелажа оборудования, расстояния их места разгрузки оборудования до монтажной зоны, наличие механизмов и др.).
При приемке-сдаче монтажных работ для электроснабжения оформляется документация отдельно на основные элементы линии электропередач на воздушные, воздушно кабельные, кабельные линии и трансформаторные подстанции.
При приемке в эксплуатацию вновь сооруженной ВЛ сдающей организацией передается эксплуатирующей организации:
· проект линии с расчетами и изменениями, внесенными в процессе строительства и согласованными с проектной организацией;
· исполнительную схему сети с указанием на ней сечений проводов и их марок, защитных заземлений, средств грозозащиты, типов опор и др.;
· акты осмотра выполненных переходов и пересечений, составленные вместе с представителями заинтересованных организаций;
· акты на скрытые работы по устройству заземлений и заглублений опор;
· описание конструкций заземлений и протоколы измерений сопротивлений заземлений;
· паспорт линии, составленный по установленной форме;
· инвентарная опись вспомогательных сооружений линий, сдаваемого аварийного запаса материалов и оборудования;
· протокол контрольной проверки стрел провеса и габаритов ВЛ в пролетах и пересечениях.
Перед приемкой в эксплуатацию вновь сооруженной или вышедшей из капитального ремонта ВЛ проверяют техническое состояние линии и соответствие ее проекту, равномерность распределения нагрузки по фазам, заземляющие и грозозащитные устройства, стрелы провеса и вертикальное расстояние от низшей точки провода в пролетах и пересечениях до земли.
На опорах ВЛ должны быть нанесены обозначения, предусмотренные ПТЭ (N опоры, год ввода ВЛ ). На первой опоре от источника указывается наименование ВЛ.
Канаты и грузозахватные приспособления
 Канаты в зависимости от
материала подразделяются па стальные (тросы), пеньковые и хлопчатобумажные.
Стальные канаты изготовляются одинарной свивки, когда канат свивается непосредственно
из проволок, и двойной свивки, когда проволоки свиваются в пряди, а пряди в
канат. По виду свивки проволок и прядей стальные канаты бывают крестовой
свивки, при которой направления свивания проволок в пряди и прядей в канат
противоположны друг другу, и односторонней, при которой эти направления
совпадают. Тросы крестовой свивки менее подвержены раскручиванию, чем тросы
односторонней свивки.
Канаты в зависимости от
материала подразделяются па стальные (тросы), пеньковые и хлопчатобумажные.
Стальные канаты изготовляются одинарной свивки, когда канат свивается непосредственно
из проволок, и двойной свивки, когда проволоки свиваются в пряди, а пряди в
канат. По виду свивки проволок и прядей стальные канаты бывают крестовой
свивки, при которой направления свивания проволок в пряди и прядей в канат
противоположны друг другу, и односторонней, при которой эти направления
совпадают. Тросы крестовой свивки менее подвержены раскручиванию, чем тросы
односторонней свивки.
Стальные канаты обладают по сравнению с пеньковыми и хлопчатобумажными большей надежностью и долговечностью и поэтому находят преимущественное применение в грузоподъемных и грузозахватных устройствах. Пеньковые и хлопчатобумажные канаты используются только для оттяжек или для подъема небольших грузов (подача инструментов и приспособлений, подъем гирлянд при монтаже ошиновки ОРУ и др.).
К недостаткам стальных тросов относится их сравнительно малая эластичность (гибкость). Гибкость канатов зависит от диаметра проволок: чем меньше диаметр проволок в прядях каната, тем больше гибкость каната. Канат, изготовленный из более тонких проволок, изнашивается быстрее и стоит дороже. Поэтому выбор канатов должен производиться в зависимости от их назначения.
Стальные канаты хранятся в бухтах или на барабанах в закрытых сухих помещениях на деревянных подкладках. Каждый канат должен быть снабжен биркой, на которой указываются тип, диаметр, длина и масса каната. Канаты, находящиеся в эксплуатации, должны смазываться канатной мазью в следующие сроки: грузовые (полиспастные) — 1 раз в 2 мес, чалочные и стропы — 1 раз в 1,5 мес, расчалки — 1 раз в 3 мес. Канаты, хранящиеся на складе, смазываются 1 раз в 6 мес.
Выбор канатов для грузоподъемных механизмов и грузозахватных устройств производится по значению действительного разрывного усилия каната в Н (та нагрузка, при которой образец каната рвется при испытании на разрывной машине). Это усилие обычно приводится в паспорте (акте-сертификате) каната. Если в паспорте указано не действительное разрывное усилие, а суммарное разрывное усилие всех отдельных проволок (Рсум), то следует действительное разрывное усилие принять равным 0,83 Рсум.
При эксплуатации канатов необходимо следить за степенью износа и выбраковывать канаты, имеющие опасный износ. Опасный износ каната определяется по количеству оборванных проволок на шаге свивки (длина каната, на протяжении которой прядь делает полный оборот вокруг его оси). На участке каната, на котором обнаружено наибольшее число оборванных проволок, отмечают шаг свивки и подсчитывают на нем число обрывов.
При уменьшении диаметра проволок каната в результате поверхностного износа или коррозии более чем на 40% первоначальной величины канат бракуется.
Канаты стальные, пеньковые и хлопчатобумажные, стропы всех типов и грузозахватные приспособления должны подвергаться в процессе эксплуатации периодическим осмотрам лицом, на которое возложено их обслуживание, а также проходить испытания статической нагрузкой.
Стропы служат для крепления груза к крюку подъемного механизма. Стропы изготовляются из стальных канатов. В зависимости от назначения стропов и от подлежащих подъему и монтажу элементов электрооборудования применяются стропы различных конструкций. Соединение свободного конца троса с основной ветвью для образования петли стропа производится заплеткой. Заплетка тросов является сложной операцией, требующей высокой квалификации исполнителей, и должна выполняться специальными заплетчиками.
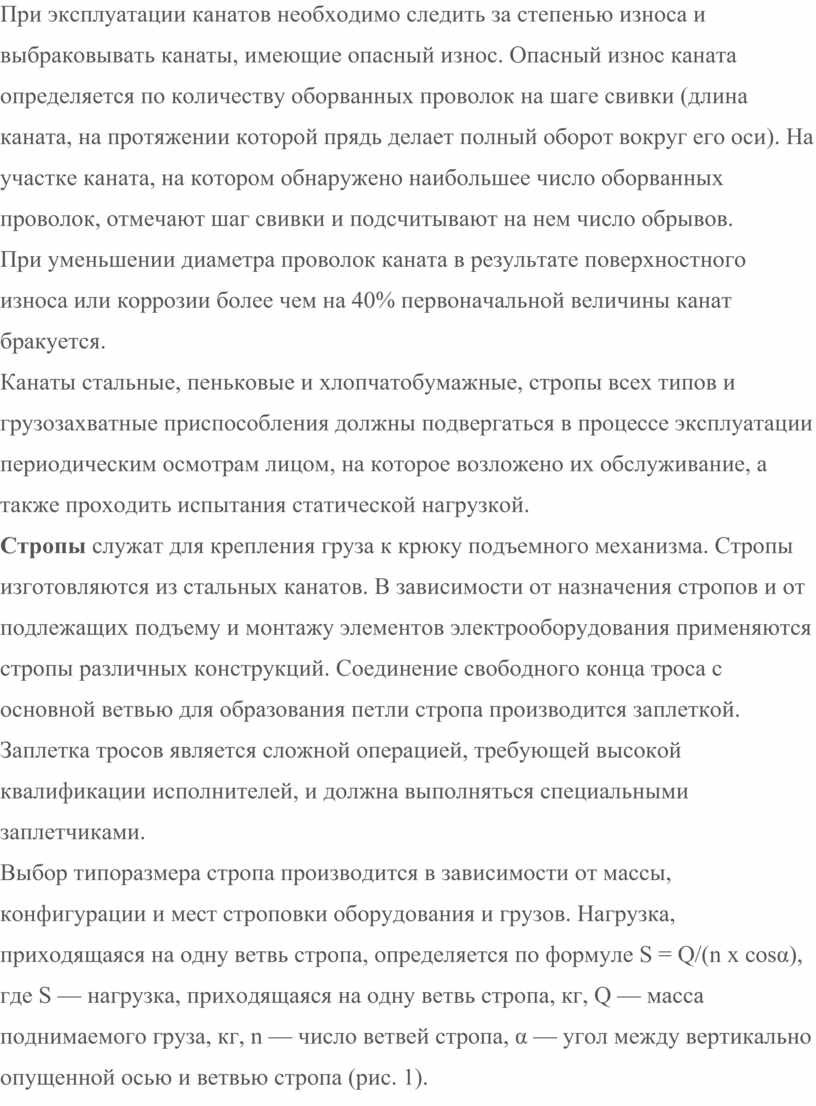
Выбор типоразмера стропа производится в зависимости от массы, конфигурации и мест строповки оборудования и грузов. Нагрузка, приходящаяся на одну ветвь стропа, определяется по формуле S = Q/(n х cosα),
где S — нагрузка, приходящаяся на одну ветвь стропа, кг, Q — масса поднимаемого груза, кг, n — число ветвей стропа, α — угол между вертикально опущенной осью и ветвью стропа (рис. 1).
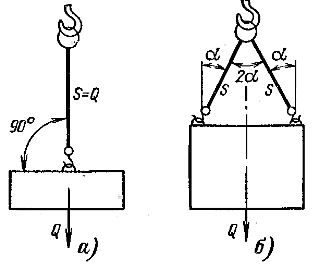
Схемы строповки грузов: а - одноветвевым стропом, б - двухветвевым стропом.
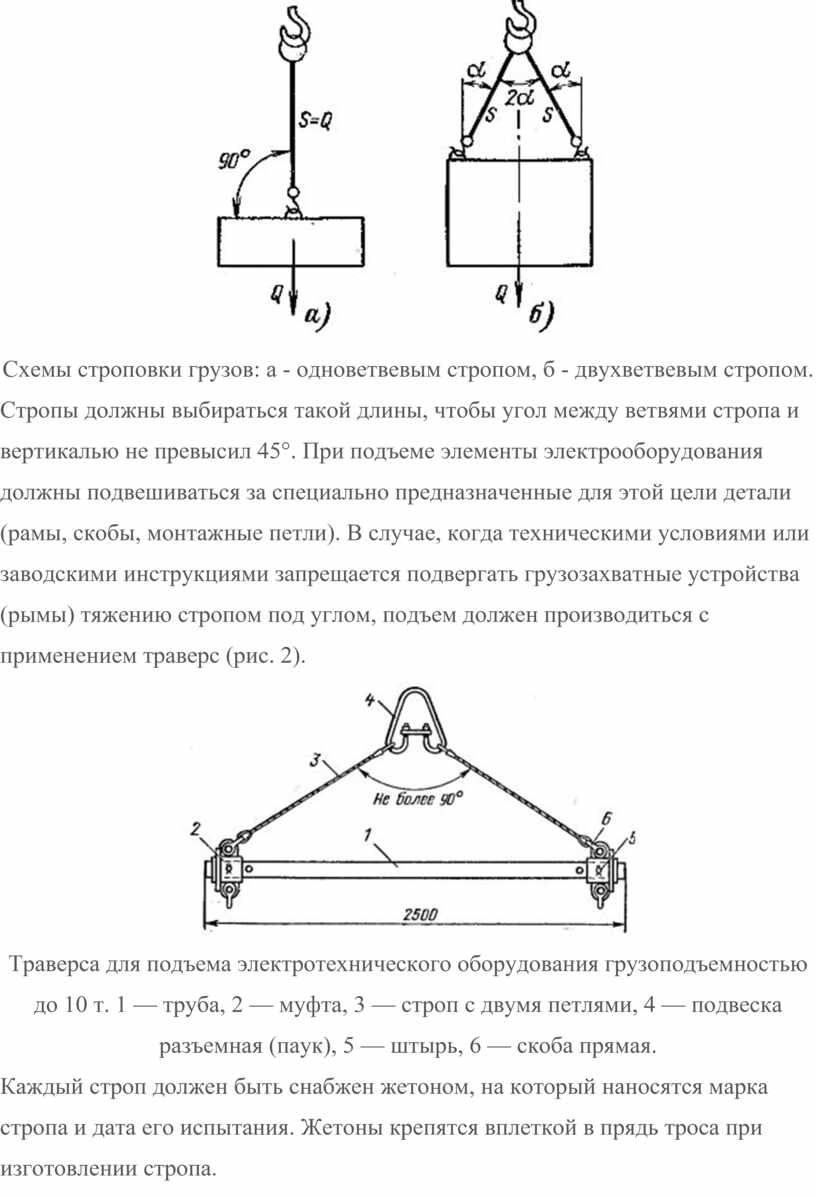
Стропы должны выбираться такой длины, чтобы угол между ветвями стропа и вертикалью не превысил 45°. При подъеме элементы электрооборудования должны подвешиваться за специально предназначенные для этой цели детали (рамы, скобы, монтажные петли). В случае, когда техническими условиями или заводскими инструкциями запрещается подвергать грузозахватные устройства (рымы) тяжению стропом под углом, подъем должен производиться с применением траверс (рис. 2).
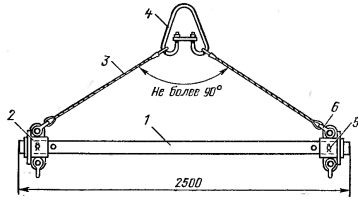
Траверса для подъема электротехнического оборудования грузоподъемностью до 10 т. 1 — труба, 2 — муфта, 3 — строп с двумя петлями, 4 — подвеска разъемная (паук), 5 — штырь, 6 — скоба прямая.
Каждый строп должен быть снабжен жетоном, на который наносятся марка стропа и дата его испытания. Жетоны крепятся вплеткой в прядь троса при изготовлении стропа.
К работам по строповке и подъему оборудования и других грузов могут допускаться только такелажники и электромонтеры, прошедшие специальное обучение и имеющие удостоверение на допуск к производству стропальных работ. Подъем ответственных тяжелых грузов должен производиться под непосредственным руководством мастера или производителя работ.
4. Выводы и предложения практиканта о результатах и результативности практики
В целом практика прошла хорошо. За время прохождения практике удалось закрепить основную часть полученной в ходе обучения теории. Но для лучшего понимания своей специальности и профессиональных обязанностей необходимо изучение новых средств: измерительных приборов позволяющих работать с широко функциональными специализированными приборам. Выполняя профессиональные задачи, оценил эффективность и качество полученных учебных навыков. Научился решать сложные стандартные и не стандартные ситуации. Работать с каталогами. Устанавливать (менять) детали. О знакомился по ходу практики с новыми средствами измерения и наладки. Находили новые и принципиально новые решения для удовлетворения пожелания заказчика.
В разделе, безопасность проекта,
рассмотрены вопросы обеспечения электробезопасности при работе на тяговой
подстанции, анализ состояния условий производства, разработка организационных и
технических мероприятий, требования безопасности к электроустановкам,
инженерно-технические мероприятия по повышению устойчивости работы тяговой
подстанции в условиях чрезвычайных ситуаций, а также затронут вопрос обслуживания
измерительных приборов, устройств релейной защиты и вторичных цепей 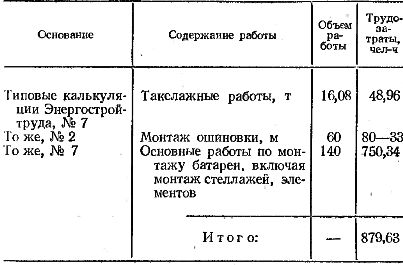
5 Список использованных источников
1. Монтаж средств измерений и автоматизацииСправочник.Под редакцией Клюева А.С.Москва "ЭнергоАтомИздат - 1988"
2. Каминский М.Л., Каминский В.М.Монтаж приборов и систем автоматизации: Учебник для СПТУ. , 5-е изд., перераб. и доп. М.: Высшая школа, 1983
3. http://files.stroyinf.ru/Data1/47/47640/
4. ГОСТ 2.601-95ЕСКД. Эксплуатационные документы
Скачано с www.znanio.ru


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.