Поделиться

МИНИСТЕРСТВО ОБРАЗОВАНИЯ САРАТОВСКОЙ ОБЛАСТИ
государственное бюджетное профессиональное образовательное учреждение
Саратовской области
«БАЛАШОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ЛИЦЕЙ
ПИСЬМЕННАЯ ЭКЗАМЕНАЦИОННАЯ РАБОТА
Тема: Технология ремонта компрессора КТ-6Эл.
Выпускник:
Группа: 43
Профессия: 23.01.09 Машинист локомотива
Руководитель: Сазыкин Геннадий Владимирович
Балашов 2025г.
СОДЕРЖАНИЕ.
ВВЕДЕНИЕ……………………………………………………………………3
РАЗДЕЛ 1 ОБЩАЯ ЧАСТЬ
1.1.История развития компрессора………………………………………….4
РАЗДЕЛ 2 ОСНОВНАЯ ЧАСТЬ
2.1. Назначение и техническая характеристика компрессора КТ-6Эл……7
2.2. Устройство компрессора КТ-6ЭЛ и его работа………………………..8
2.3. Технология ремонта компрессора КТ-6Эл……………………………13
РАЗДЕЛ 3 ТЕХНИКА БЕЗОПАСНОСТИ.
3.1. Техника безопасности автотормозного оборудования……………….25
ЗАКЛЮЧЕНИЕ………………………………………………………………30
СПИСОК ЛИТЕРАТУРЫ………………………………………………………31
ПРИЛОЖЕНИЯ………………………………………………………………32
РЕЦЕНЗИЯ ПЭР
ВВЕДЕНИЕ.
Основной вид транспорта в Российской Федерации – железнодорожный. На его долю приходится более 80 и около 40% всего объема соответственно грузовых и пассажирских перевозок, выполняемых транспортом общего пользования. Железные дороги, будучи основной транспортной системой Российской Федерации, имеют чрезвычайно важное государственное, экономическое, социальное и оборонное значение. От них требуется своевременное, качественное и полное удовлетворение потребностей населения, грузоотправителей и грузополучателей в перевозках. В связи с этим железнодорожный подвижной состав должен оснащаться технически исправным оборудованием. Не менее важным из его составляющего является тормозное оборудование, ведь только оно отвечает за торможение поезда и сохранности перевозимых грузов и пассажиров. Совершенствование технологий ремонта компрессоров важно для обеспечения безопасной и эффективной работы локомотивов, что имеет значительное значение для всего транспортного сектора.
Я выбрал тему своей письменной экзаменационной работы «Технология ремонта компрессора КТ-6Эл». Считаю свою тему актуальной т.к. только с помощью компрессора зависит всё управление электровоза и поезда.
При выполнении письменной экзаменационной работы были поставлены цели и задачи по закреплению профессиональных и общих компетенции по профессии «Машинист локомотива», полученных в процессе обучения в лицее и при прохождении практики на предприятии.
В соответствии с моей темой я ставлю следующие задачи:
- Закрепление знаний по истории создания компрессоров;
- Назначению и устройству компрессора тип КТ-6Эл;
- Выполнению ремонта компрессора КТ-6Эл в соответствии с технологией и требованиями техники безопасности.Основной целью ставлю рассмотрение технологии ремонта компрессора КТ-6 Эл.
РАЗДЕЛ 1 ОБЩАЯ ЧАСТЬ
1.1.История развития компрессора.
История развития компрессора напрямую связана с периодом мировой промышленной революции и последовавшего индустриального подъема, когда на смену ручному труду пришли машины.
Предпосылок к изобретению компрессора было несколько.
1.Появляются высокотехнологичные производства (для того времени), позволяющие изготовлять детали и узлы для компрессора требуемого качества;
2.Растут потребности производства в энергии, которую уже не дают простейшие механизмы, приводимые в движение мускульной силой, вместо мануфактур появляются заводы.
3.Резко растет уровень математических и физических знаний человека.
В 1650 г. немецкий физик Герике, вдохновленный открытием Торричелли явления вакуума, собрал первый одноступенчатый поршневой компрессор. Идея применения для привода поршня кривошипно-шатунного механизм оказалась столь удачной, что в разных исполнениях применяется до сих пор. Компрессор имел клапанное распределение и принципиально отличался от современного лишь тем, что был предназначен не для нагнетания, а для откачивания воздуха.
В 1765 году русский ученый-изобретатель Ползунов создал (ПРИЛОЖЕНИЕ 1) двухпоршневой паровой двигатель мощностью 1,8 л.с. для промышленного применения. В нем энергия сжатого горячего пара заставляла попеременно двигаться поршни. Это был пневматический (паровой) двигатель – машина, обратная компрессору.
Развитие первых компрессоров шло в направлении повышения рабочего давления, т.к. первостепенной задачей изобретателей являлось доказательство превосходства машин над человеком. Так появились двух- и трехпоршневые компрессоры, сжимающие воздух по ступеням. Однако с ростом давления начала повышаться температура газа, а эффективность компрессоров – снижаться. Эта проблема была решена и научно обоснована благодаря развитию термодинамики такими учеными, как Бойль (1962 г.), Мариотт (1676 г.), Фурье (1822 г.), Карно (1824 г.), Майер и Джоуль (40-е годы XIX века), Клапейрона (1834 г.), Менделеев (1974 г.) и др. Многоступенчатые компрессоры получили промежуточные и концевые охладители сжатого воздуха, улучшенную герметизацию и принудительное охлаждение качающего узла, что значительно повысило их коэффициент полезного действия.
В конце XIX века компрессоры стали сжимать не только воздух, но и другие газы. В 1850 г американский врач Гори впервые продемонстрировал процесс получения искусственного льда в созданном им аппарате, использовав технологию компрессионного цикла, которая применяется в современных холодильниках. В качестве рабочего газа он применил аммиак.
В марте 1878 года немец Кригар первым запатентовал идею винтовых компрессоров, однако производственные технологии того времени не позволяли изготовить сложную винтовую пару. Повышение точности литья и последующей обработки позволило в 1932 г. шведскому инженеру Линсхольму воплотить идею Кригара в жизнь. Отчасти создание винтового компрессора было продиктовано необходимостью снизить пульсацию давления, создаваемую возвратно-поступательным движением поршней. Несмотря на хорошую сбалансированность и малошумность, винтовой компрессор все же уступал поршневым по герметичности и развиваемому давлению. Примерно в это же время началось производство центробежных компрессоров. Предназначаясь для больших подач, они заняли отдельную нишу в промышленности.
С конца XIX и весь XX век зарубежными и отечественными учеными-изобретателями совершенствовались конструкции компрессоров, что было вызвано 2 главными причинами:
1.Повышение требований производств-потребителей к качеству сжатого воздуха.
2.Постоянное соперничество фирм и конструкторских бюро в области энергоэффективности.
Так компрессоры превратились в компрессорные установки и компрессорные станции с системами охлаждения, маслоотделения, осушения воздуха, автоматического регулирования и защит от перегрузок, поддержания внутреннего микроклимата и дистанционного управления. Винтовые компрессоры благодаря повышению точности изготовления винтовых пар и применению маслозаполненного принципа сжатия практически вытеснили поршневые в области низкого давления (до 1,6…2,5 МПа).
На сегодняшний день конструкции компрессоров практически не совершенствуются, а техническая мысль направлена на развитие систем управления и поиск энергоэффективных режимов их работы.
РАЗДЕЛ 2 ОСНОВНАЯ ЧАСТЬ.
2.1 Назначение и техническая характеристика компрессора КТ6Эл.
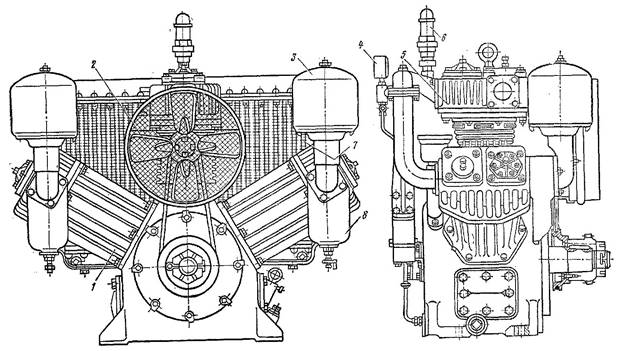
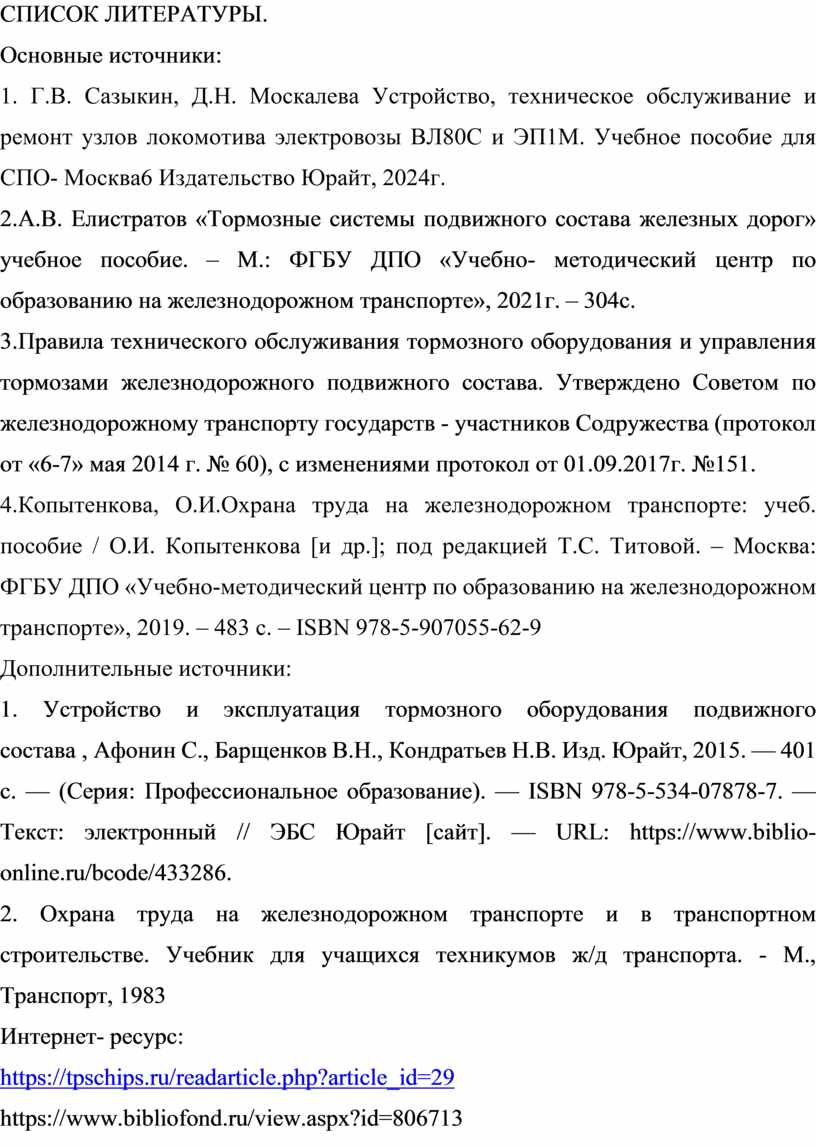
Компрессоры (ПРИЛОЖЕНИЕ 2) предназначены для обеспечения сжатым воздухом тормозной сети поезда и пневматической сети вспомогательных аппаратов: электропневматических контакторов, реверсоров, песочниц и другого.
Применяемые на подвижном составе компрессоры классифицируются по числу цилиндров (одно-, двухцилиндровые и так далее); по расположению цилиндров (горизонтальные, вертикальные, V-и W-образные); по числу ступеней сжатия (одно- и двухступенчатые); по типу привода (с приводом от электродвигателя или от двигателя внутреннего сгорания).
Компрессоры должны полностью обеспечивать потребность в сжатом воздухе при максимальных расходах и утечках его в поезде. Во избежание недопустимого нагрева режим работы компрессора устанавливается повторно-кратковременным. При этом продолжительность включения (ПВ) компрессора под нагрузкой допускается не более 50 %, а продолжительность цикла до 10 мин.
Основные компрессоры, применяемые на подвижном составе, как правило, являются двухступенчатыми. Сжатие воздуха в них происходит последовательно в двух цилиндрах с промежуточным охлаждением между ступенями.
Техническая характеристика компрессора КТ-6Эл.
Рабочее давление, кПа....................................................................................900
Частота вращения коленчатого вала, об/мин . . . …………………………440
Эффективная подача при противодавлении 900 кПа,м'/мин.....................2,75
Потребляемая мощность при противодавлении 900 кПа, кВт.....................24
Охлаждение..................воздушное
Смазка ....................циркуляционная под давлением и разбрызгиванием
Марка масла................... компрессорное К-19 летом и К-12 зимой ГОСТ 1861-73
Количество масла в картере, л ......... ………………………………………….12
Давление масла в системе смазки прогретого компрессора, кПа..............150-600
Направление вращения (со стороны прив'ода)... по часовой стрелке
Режим работы.................повторно-кратковременный ПВ=50о/0 при цикле до 10 мин. Время работы под нагрузкой не должно превышать 15 мин
Габаритные размеры, мм................................................................. 740x1255x1105
Масса без масла, кг ,...........................................................................................630
На электровозах всех модификаций ВЛ80 применяются компрессоры КТ-6 Эл приводятся
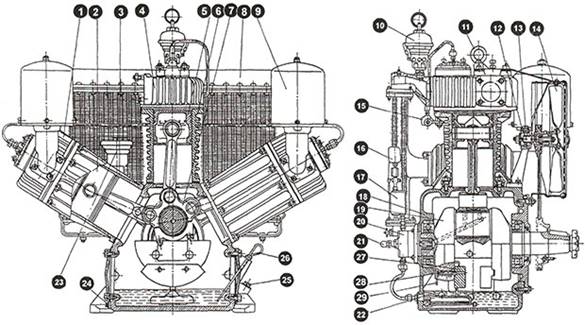
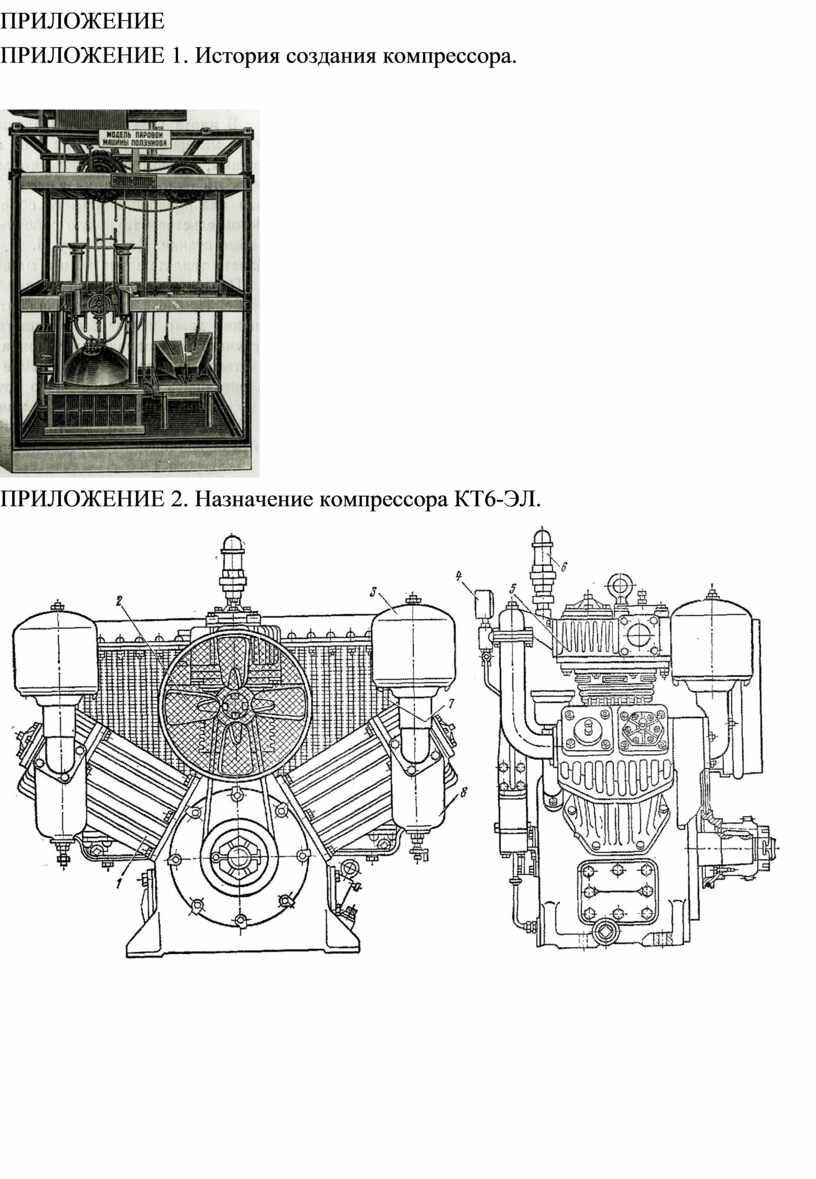
в действие от электродвигателя. Компрессор КТ-6Эл (ПРИЛОЖЕНИЕ 3) состоит
из корпуса (картера)13, двух цилиндров 29 низкого давления (ЦНД), имеющих
угол развала 120°. одного цилиндра 6 высокого давления (ЦВД) и холодильника 8 радиаторного
типа с предохранительным клапаном 10, узла шатунов 7 и поршней 2, 5.
Корпус 18 имеет три привалочных фланца для установки цилиндров и
два люка для доступа к деталям, находящимся внутри. Сбоку к корпусу прикреплен
масляный насос 20 с редукционным клапаном 21, а в нижней
части корпуса помещен сетчатый масляный фильтр 25. Передняя
часть корпуса (со стороны привода) закрыта съемной крышкой, в которой
расположен один из двух шарикоподшипников коленчатого вала 19. Второй
шарикоподшипник расположен в корпусе со стороны масляного насоса.
Все три цилиндра имеют ребра: ЦВД выполнен
с горизонтальным оребрением для лучшей теплоотдачи, а ЦНД имеют вертикальные
ребра для придания цилиндрам большей жесткости. В верхней части цилиндров
расположены клапанные коробки 1 и 4.
Коленчатый вал 19 компрессора
- стальной, штампованный с двумя противовесами, имеет две коренные шейки и одну
шатунную. Для уменьшения амплитуды собственных колебаний к противовесам винтами 23 прикреплены
дополнительные балансиры 22. Для подвода масла к шатунным подшипникам коленчатый
вал снабжен системой каналов, показанных пунктиром.
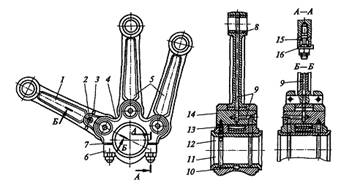
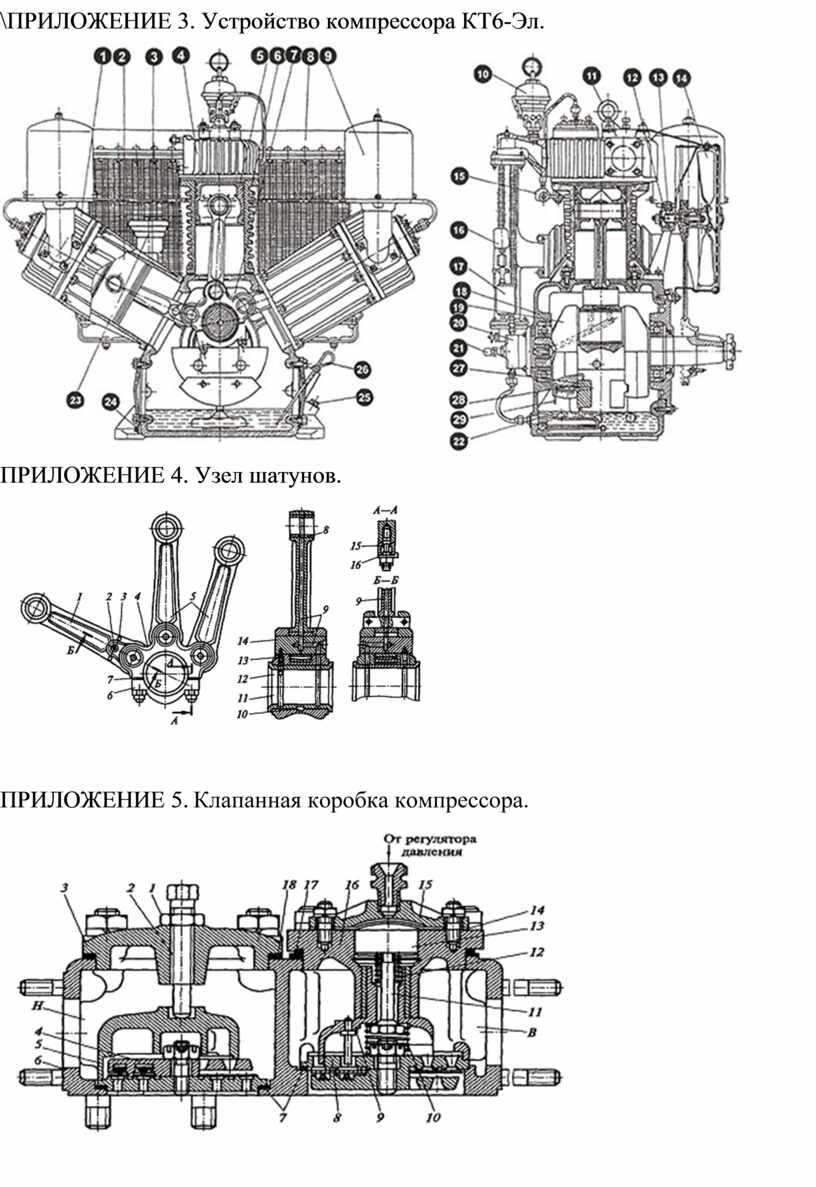
Узел шатунов (ПРИЛОЖЕНИЕ 4) состоит
из главного 1 и двух прицепных 5 шатунов, соединенных
пальцами 14, застопоренными винтами 13. Главный
шатун выполнен из двух частей - собственно шатуна 1 и
разъемной головки 4, жестко соединенных между собой пальцем 2 со
штифтом 3 и пальцем 14. В верхние головки шатунов запрессованы бронзовые
втулки 6. Съемная крышка 15 прикреплена к головке 4 четырьмя
шпильками 7, гайки который стопорятся замковой шайбой 8. В расточке
головки 4 главного шатуна установлены два стальных вкладыша 11 и 12, залитые
баббитом. Вкладыши удерживаются в головке за счет натяга и стопорения штифтом 10. Зазор между
шейкой вала и подшипником шатуна регулируется прокладками 16. Каналы 9 служат
для подачи смазки к верхним головкам шатенов и к поршневым пальцам.
Основным преимуществом данной системы шатунов
является значительное уменьшение износа вкладышей и шатунной шейки коленчатого
вала, которое обеспечивается передачей усилий от поршней через головку сразу на
всю поверхность шейки.
Поршни 2 и 5 - литые чугунные. Они присоединяются к верхним
головкам шатунов поршневыми пальцами 30 плавающего типа. Для предотвращения осевого
перемещения пальцев поршни снабжены стопорными кольцами. Поршневые пальцы ЦНД -
стальные, пустотелые, поршневые пальцы ЦВД сплошные. На каждом
поршне установлены по четыре поршневых кольца: два верхних - компрессионные
(уплотнительные), два нижних - маслосъемные. Кольца имеют радиальные пазы для
прохода масла, снятого с зеркала цилиндра.
Клапанные коробки внутренней перегородкой
разделены на две полости: всасывающую (В) и нагнетательную (Н). (ПРИЛОЖЕНИЕ 5).
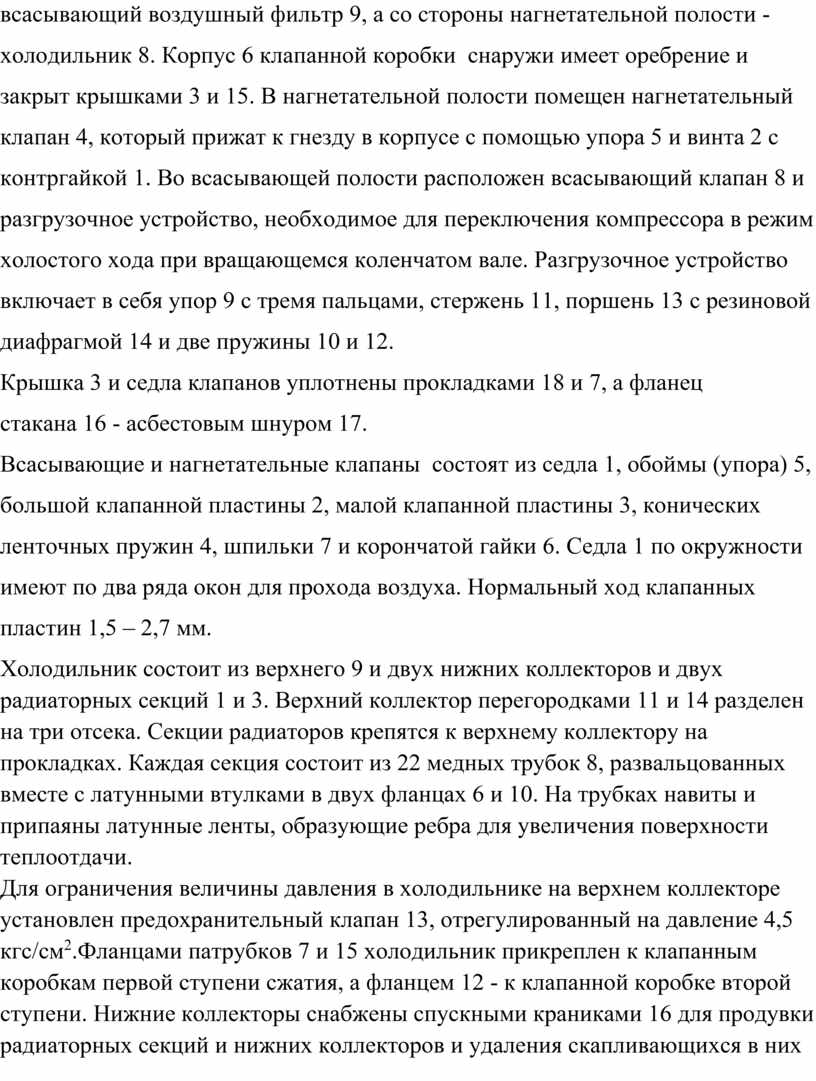
В клапанной коробке ЦНД со
стороны всасывающей полости прикреплен всасывающий воздушный фильтр 9, а со
стороны нагнетательной полости - холодильник 8. Корпус 6 клапанной
коробки снаружи имеет
оребрение и закрыт крышками 3 и 15. В нагнетательной полости помещен нагнетательный
клапан 4, который прижат к гнезду в корпусе с помощью упора 5 и винта 2 с
контргайкой 1. Во всасывающей полости расположен всасывающий клапан 8 и
разгрузочное устройство, необходимое для переключения компрессора в режим
холостого хода при вращающемся коленчатом вале. Разгрузочное устройство
включает в себя упор 9 с тремя пальцами, стержень 11, поршень 13 с
резиновой диафрагмой 14 и две пружины 10 и 12.
Крышка 3 и седла клапанов уплотнены прокладками 18 и 7, а фланец
стакана 16 - асбестовым шнуром 17.
Всасывающие и нагнетательные клапаны состоят из седла 1, обоймы (упора) 5, большой
клапанной пластины 2, малой клапанной пластины 3, конических
ленточных пружин 4, шпильки 7 и корончатой гайки 6. Седла 1 по
окружности имеют по два ряда окон для прохода воздуха. Нормальный ход клапанных
пластин 1,5 – 2,7 мм.
Холодильник состоит из верхнего 9 и двух нижних коллекторов и двух радиаторных секций 1 и 3. Верхний
коллектор перегородками 11 и 14 разделен на три отсека. Секции радиаторов крепятся к
верхнему коллектору на прокладках. Каждая секция состоит из 22 медных
трубок 8, развальцованных вместе с латунными втулками в двух
фланцах 6 и 10. На трубках навиты и припаяны латунные ленты,
образующие ребра для увеличения поверхности теплоотдачи.
Для ограничения величины давления в холодильнике
на верхнем коллекторе установлен предохранительный клапан 13,
отрегулированный на давление 4,5
кгс/см2.Фланцами патрубков 7 и 15 холодильник
прикреплен к клапанным коробкам первой ступени сжатия, а фланцем 12 - к
клапанной коробке второй ступени. Нижние коллекторы снабжены спускными
краниками 16 для продувки радиаторных секций и нижних коллекторов и
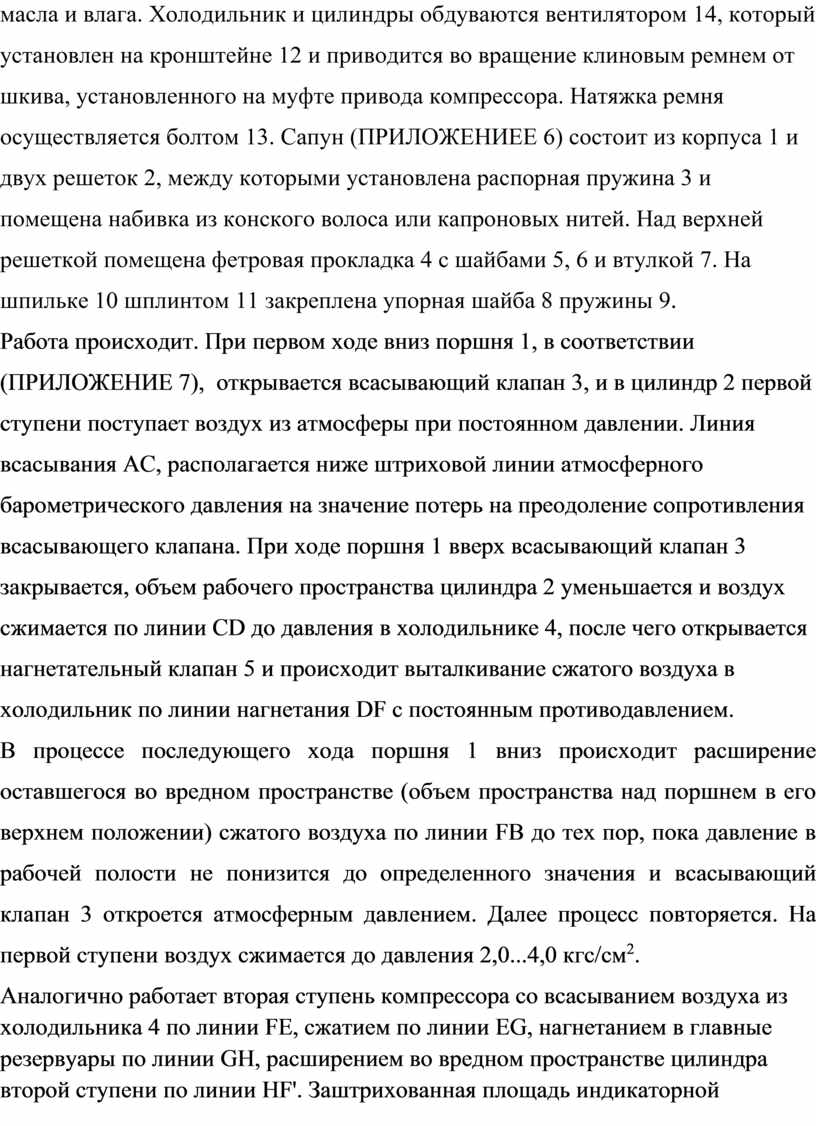
удаления скапливающихся в них масла и влага. Холодильник и цилиндры обдуваются
вентилятором 14, который установлен на кронштейне 12 и
приводится во вращение клиновым ремнем от шкива, установленного на муфте
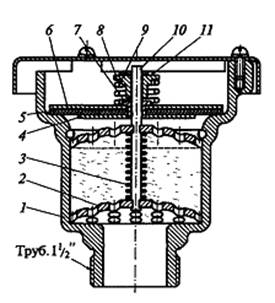
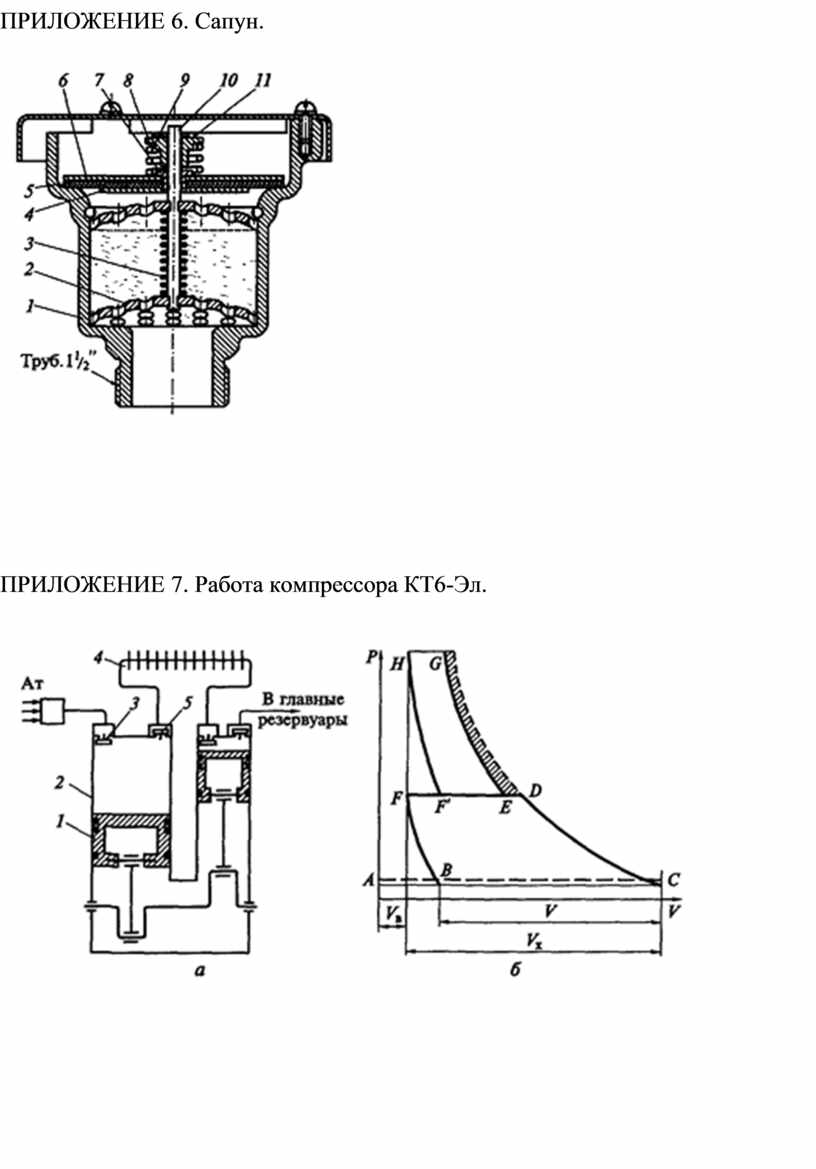
привода компрессора. Натяжка ремня осуществляется болтом 13. Сапун (ПРИЛОЖЕНИЕЕ 6) состоит из корпуса 1 и двух решеток 2, между которыми установлена
распорная пружина 3 и помещена набивка из конского волоса или капроновых
нитей. Над верхней решеткой помещена фетровая прокладка 4 с шайбами 5, 6 и
втулкой 7. На шпильке 10 шплинтом 11 закреплена упорная шайба 8 пружины 9.
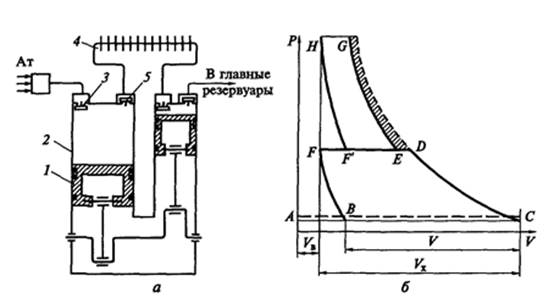
Работа происходит. При первом ходе вниз поршня 1, в соответствии (ПРИЛОЖЕНИЕ 7), открывается всасывающий клапан 3, и в цилиндр 2 первой ступени поступает воздух из атмосферы при постоянном давлении. Линия всасывания АС, располагается ниже штриховой линии атмосферного барометрического давления на значение потерь на преодоление сопротивления всасывающего клапана. При ходе поршня 1 вверх всасывающий клапан 3 закрывается, объем рабочего пространства цилиндра 2 уменьшается и воздух сжимается по линии CD до давления в холодильнике 4, после чего открывается нагнетательный клапан 5 и происходит выталкивание сжатого воздуха в холодильник по линии нагнетания DF с постоянным противодавлением.
В процессе последующего хода поршня 1 вниз происходит расширение оставшегося во вредном пространстве (объем пространства над поршнем в его верхнем положении) сжатого воздуха по линии FB до тех пор, пока давление в рабочей полости не понизится до определенного значения и всасывающий клапан 3 откроется атмосферным давлением. Далее процесс повторяется. На первой ступени воздух сжимается до давления 2,0...4,0 кгс/см2.
Аналогично работает вторая ступень компрессора со всасыванием воздуха из холодильника 4 по линии FE, сжатием по линии EG, нагнетанием в главные резервуары по линии GH, расширением во вредном пространстве цилиндра второй ступени по линии HF'. Заштрихованная площадь индикаторной диаграммы характеризует уменьшение работы сжатия вследствие охлаждения воздуха между ступенями.
Сжатие воздуха сопровождается выделением теплоты. В зависимости от интенсивности охлаждения и количества теплоты, отбираемой от сжимаемого воздуха, линия сжатия может быть изотермой, когда отводится вся выделяющаяся теплота и температура остается постоянной, адиабатой, когда процесс сжатия идет без отвода теплоты, или политропной при частичном отводе выделяющейся теплоты.
Адиабатический и изотермический процессы сжатия являются теоретической идеализацией. Действительный процесс сжатия является политропным.
Основными показателями работы компрессора являются производительность (подача), объемный, изотермический и механический КПД.
Производительностью компрессора называется объем воздуха, нагнетаемый компрессором в резервуар в единицу времени, замеренный на выходе из компрессора, но пересчитанный на условия всасывания. Производительность компрессора локомотива определяют по времени повышения давления в главных резервуарах с 7,0 до 8,0 кгс/см2.
Объемный КПД характеризует уменьшение производительности компрессора под влиянием вредного пространства; он зависит от объема вредного пространства и давления. Двухступенчатое сжатие позволяет понизить температуру воздуха в конце сжатия, улучшить условия смазывания компрессора и уменьшить потребляемую компрессором мощность за счет работы, сэкономленной благодаря охлаждению воздуха в промежуточном холодильнике, а также повысить объемный КПД за счет уменьшения соотношения давлений нагнетания и всасывания.
Изотермический КПД позволяет оценить совершенство компрессора.
Механический КПД компрессора учитывает потери на трение в самом компрессоре и потери на привод вспомогательных механизмов — вентилятора и масляного насоса.
Ремонт тормозного оборудования производится в автоматном отделении (участке) сервисных локомотивных депо и на локомотиворемонтных заводах, за исключением воздухораспределителей, которые следует ремонтировать на контрольных пунктах автотормозов вагонных депо. Руководство ремонтом тормозного оборудования в сервисных локомотивных депо возлагается на мастера вышеуказанных депо. Автоматные отделения (участки) сервисных локомотивных депо и заводов должны быть оснащены механизмами, специальными приспособлениями и стендами для проверки тормозного оборудования. При капитальном ремонте электровозов, тормозное оборудование подлежит обязательному снятию для ремонта в цехе или замены новым. При текущих ремонтах электровозов, снятию подлежат приборы тормозного оборудования по перечню, утвержденному (ОАО «РЖД»), в соответствии с инструкцией ЦТ-533. Снятое тормозное оборудование необходимо ремонтировать и испытывать в объеме, установленном разделами 5 - 12 данной инструкции.
Ремонт компрессоров со снятием с локомотивов.
После снятия компрессора с локомотива, его очистки, разборки, промывки деталей керосином, обмера и осмотра неисправные детали заменяются, а вышедшие за пределы допусков ремонтируются.
Корпус: картер следует обмыть керосином, обтереть, обмелить, обстучать молотком и тщательно осмотреть. При капитальном ремонте корпус заменить при наличии сквозных и несквозных трещин длиной более 50 мм в количестве более 3 шт, в том числе ранее заваренных трещин в теле корпуса в посадочном месте подшипника глубиной более 5 мм, а также при наличии размеров изнашиваемых поверхностей корпуса, выходящих за пределы допустимых. Несквозные трещины длиной менее 50 мм разрешается восстанавливать холодной сваркой чугуна. Сварка производится в соответствии с требованиями Инструктивных указаний по сварочным работам при ремонте тепловозов, электровозов и моторвагонного подвижного состава. Разрешается восстанавливать отколотые лапы (без повреждения стенки корпуса) методом наплавки (литья) в горячем состоянии с предварительной формовкой отколотой части. При текущих ремонтах корпус, имеющий отломанные части или сквозные трещины между отверстиями для цилиндров и подшипникового фланца, а также смотровых люков, разрешается восстанавливать электро- или газовой сваркой, при этом концы трещины перед заваркой должны быть засверлены.
При ослаблении наружной обоймы шарикоподшипников в корпусе и крышке корпуса разрешается растачивать посадочные места для постановки втулки толщиной не менее 5 мм. Шпильки с сорванной или забитой резьбой заменяются. Сорванную резьбу под шпильки и разработанные резьбовые отверстия разрешается восстанавливать под следующий размер по соответствующему стандарту с постановкой соответствующих шпилек; Переднюю крышку корпуса при капитальном ремонте при наличии трещин заменяют. Забоины и риски посадочных плоскостей под цилиндры глубиной более 0,3 мм и забоины привалочного фланца крышки глубиной 0,3 мм и площадью более 10 кв.мм устраняют. При этом толщина фланца должна быть не менее 15 мм. Наклеп и другое выступление металла под плоскостью фланца не допускается; Износ цилиндрической поверхности в крышке под сальник не более 0,08 мм на сторону разрешается восстанавливать омеднением. При большем износе допускается восстанавливать размер до альбомного наплавкой с применением бронзовых или латунных прутков. Внутреннюю поверхность картера в случае повреждения покрытия окрасить автонитроэмалью N 624а, допускается грунтом ГФ020 или ПФ-046. Цилиндры: цилиндры компрессора заменяются при наличии трещин, изломанных охлаждающих ребер более 15% их общего количества и достижения предельного износа внутреннего диаметра;
Цилиндры с конусностью и овальностью более допустимых размеров расшлифовываются с последующим хонингованием под ремонтные размеры, с допусками и чистотой обработки по требованиям чертежа; При текущих ремонтах цилиндров разрешается:
а) зачищать на рабочих поверхностях риски, следы задиров и забоин;
б) оставлять на рабочей поверхности цилиндра низкого давления (ЦНД) без исправления задиры, риски и забоины глубиной не более 0,2 мм и длиной не более 100 мм если общая площадь указанных дефектов составляет не более 15 кв.см или не более двух отдельных рисок глубиной не более 0,3 мм и длиной не более 70 мм;
в) оставлять на рабочей поверхности цилиндра высокого давления (ЦВД) без исправления задиры, риски и забоины глубиной не более 0,2 мм и длиной до 70 мм, если общая площадь их составляет не более 10 кв.см, или не более двух отдельных рисок глубиной до 0,5 мм и длиной не более 50 мм;
г) восстанавливать толщину фланцев наплавкой с последующей механической обработкой; Задиры и забоины на торцевых поверхностях цилиндра глубиной более 0,3 мм площадью более 10 кв.мм устраняются. Коленчатый вал: коленчатый вал при его демонтаже проверяется дефектоскопом и при выявлении трещин независимо от их количества и расположения заменяется; Внутренние каналы подвода смазки тщательно промываются и продуваются сжатым воздухом; Шатунную шейку при уменьшении диаметра, наличии на ней рисок и кольцевых выработок, а также с овальностью и конусностью более 0,06 мм следует обточить и отшлифовать под следующий ремонтный размер (разрешается восстанавливать методом газотермического или лазерного напыления с последующей механической обработкой);
Разрешается оставлять на шатунной шейке после шлифовки вмятины в количестве не более двух глубиной 0,2 мм и общей площадью 20 кв.мм. Оставлять на шатунной шейке поперечные риски запрещается. Перекос шатунной шейки относительно коренных шеек в любой плоскости на всей рабочей длине допускается не более 0,02 мм;
При наличии на коренных шейках выработки под посадку колец шарикоподшипников разрешается восстанавливать диаметр вала хромированием или вибродуговой наплавки под слоем флюса с последующей обработкой до чертежного размера. Резиновая манжета и втулка при износе заменяются;
Коническая поверхность вала проверяется калибром по краске, прилегание должно быть не менее 75% поверхности. Допускается утопание конусного калибра до 2 мм от торца конуса; Шарикоподшипники заменяются при обнаружении выкрашивания металла на поверхности шариков, трещин в обоймах, излома сепаратора или износа беговых дорожек. Новые шарикоподшипники устанавливаются на шейки вала в горячем состоянии, для чего подшипники следует нагреть в масле до температуры 120 град.С. При текущих ремонтах, в случае отсутствия ослабления внутренних колец разрешается шарикоподшипники не снимать; При ремонте компрессора запрещается производить сварочные работы на коленчатом валу, кроме заварки трещин в сварочных швах противовесов. Сварку необходимо проводить в соответствии с Инструктивными указаниями по сварочным работам при ремонте тепловозов, электровозов и мотор-вагонного подвижного состава. Узел шатунов: шатун, головка шатуна и крышка головки шатуна заменяются при наличии трещин, забоин на черновых поверхностях глубиной более 1 мм, конусности и овальности при разработке отверстий и торцовых поверхностей головки шатуна более допускаемых размеров. Запрещается производить на указанных деталях какие-либо сварочные работы. Допускается на черновых поверхностях деталей зачищать с плавным переходом забоины глубиной не более 1 мм. При овальности или конусности отверстия диаметром 25 мм в головке шатуна более 0,023 мм разрешается развернуть его в сборе с жестким шатуном до диаметра 25,3 мм с постановкой пальца соответствующего диаметра. Овальность или конусность отверстия диаметром 45 мм более 0,027 мм, а также наличие рисок и забоин глубиной более 0,2 мм устраняются расточкой до диаметра 45,3 (в степени + 0,065) мм. Наружный диаметр пальца шатунов разрешается увеличить до диаметра 45,3 (в степени + 0,08) мм хромированием.
При текущих ремонтах шатуны с изгибом до 3 мм разрешается править в холодном состоянии, не допуская появления трещин; Втулки шатунов заменяются при наличии предельного зазора в сочленении или их ослабления в посадке. Втулки необходимо запрессовать с натягом 0,047-0,003 мм. Перепрессовка втулок относительно торцов головки шатуна допускается не более 0,5 мм. Недопрессовка не допускается. После запрессовки проверяется совпадение масляного канала во втулке и шатуне. Разрешается постановка штифтов увеличенного диаметра в отверстие головки шатуна. Штифты не должны доходить до внутренних поверхностей втулок на 0,6 + -0,3 мм. После запрессовки штифтов выступающую часть их следует спилить заподлицо и закернить; Поршневые пальцы и пальцы шатунов подвергаются дефектоскопированию. При наличии на полированной поверхности трещин, волосовин, забоин и рисок, уменьшения наружного диаметра, овальности и конусности более 0,01 мм детали заменяются. При большей овальности и конусности, а также при наличии износа более допускаемого разрешается восстанавливать пальцы хромированием с последующей шлифовкой. Толщина хромового покрытия должна быть не более 0,15 мм. При текущих ремонтах допускается оставлять волосовины на поверхности пальцев; увеличение диаметра поршневого пальца против чертежного размера разрешается на 0,25 мм. Палец жесткого шатуна диаметром 23 мм заменяется при наличии трещин, рисок и забоин на рабочей поверхности глубиной более 0,1 мм, увеличения отверстия в головке шатуна и шатуне, увеличения отверстия под штифт более 6,5 мм.
При капитальном ремонте шпильки шатуна заменяются новыми независимо от их состояния, при текущих ремонтах проводится дефектоскопирование и при обнаружении трещины шпильки заменяются;
Вкладыши при наличии отколов, трещин и других дефектов, влияющих на нормальную его работу, заменяются. Новые вкладыши следует изготавливать по градационным размерам с соблюдением требований рабочих чертежей, при этом:
а) по внутреннему диаметру вкладыши следует изготавливать в соответствии с градационным размером диаметра шатунной шейки коленчатого вала;
б) толщину вкладыша по всем градациям увеличивать за счет толщины вкладыша, а толщину баббитовой заливки оставляют в пределах, указанных на рабочем чертеже;
в) прилегание вкладыша в ложе головки шатунов и крышке в сборе проверяют по краске. Отпечаток краски должен покрывать не менее 85% поверхности каждого вкладыша и располагаться по всей его поверхности. При этом на площади 1 кв.см поверхности должно быть не менее двух пятен краски;
г) вкладыши устанавливаются в головку шатунов и крышку с натягом на обе половинки в пределах 0,08-0,12 мм. Если у подшипника обнаружено отставание баббита от корпуса подшипника, местное выкрашивание баббита более 20% или толщина слоя баббита менее допустимой, то баббит у подшипника необходимо выплавить и подшипник заплавить вновь. Наплавленный слой баббита должен быть в пределах 0,8 - 2 мм.
Если общая площадь поврежденных мест на рабочей части заливки не превышает 1,5 кв.см и у стыков 2 кв.см, то такие места в условиях депо разрешается оставлять без заплавки. При ремонте на заводе у такого подшипника баббит необходимо выплавить и заплавить вновь. Поршни и поршневые кольца: поршни заменяются при наличии трещин, задиров, наволакивания металла, рисок, замятин, сколов глубиной более 0,3 мм при среднем и капитальном ремонтах и более 1 мм при текущих ремонтах; овальности поршня, увеличения диаметра отверстия под поршневой палец и износе ручьев более допускаемых размеров;
При капитальных ремонтах поршневые кольца заменить новыми. При текущих ремонтах поршневые кольца заменить при наличии трещин, отколов, зазора в замках более установленного. Следует обращать внимание на чистоту рабочих поверхностей ручьев в поршнях;
Новые поршни и поршневые кольца изготавливаются по ремонтным градациям в соответствии с таблицей 14 и с допусками, как и на альбомный размер. Разница веса поршней низкого давления в одном компрессоре допускается не более 200 г;
После ремонта поршней и шатунов необходимо проверить:
а) отсутствие перекоса поршня в цилиндре, зазор между поршнем и цилиндром;
б) перед постановкой поршня в цилиндр - чистоту маслопроводящих отверстий;
в) свободу перемещения колец в ручьях поршня при их плотном прилегании к стенкам ручья;
г) прилегание новых колец перед их постановкой на поршень по рабочей поверхности цилиндров;
д) правильность установки колец: замки колец на поршне должны быть смещены друг от друга на 1200; при неполной замене колец старые годные кольца устанавливаются в их же ручьи;
е) дефектоскопом шатунные болты перед их постановкой; При текущих ремонтах поршней и шатунов компрессора разрешается: а) выведение шабровкой или шлифовкой овальности и конусности в отверстиях бобышек под поршневой палец;
б) оставление волосовин в цементном слое на рабочих участках поршневого пальца;
в) шлифовка поршня для установления нормального зазора между поршнем и цилиндром.
Клапанная коробка. детали клапанных коробок после разборки следует очистить, осмотреть и подвергнуть ремонту с соблюдением следующих требований:
а) корпус клапанных коробок при среднем и капитальном ремонтах локомотивов подвергается гидравлическому испытанию давлением 15 кгс/кв.см в течение 5 мин. Течь и потение поверхности корпуса не допускаются, корпус заменяется при наличии трещин или отбитых охлаждающих ребер более 15%;
б) крышку всасывающего и нагнетательных клапанов необходимо заменить: при капитальном ремонте при наличии сквозных и несквозных трещин (в том числе и ранее заваренных) при увеличении диаметра на 50 мм в крышке всасывающих клапанов более чем на 2 мм. При текущих ремонтах несквозные трещины длиной менее 25 мм разрешается заваривать методом холодной сварки чугуна. При наличии забоин на торцовой поверхности крышки более 0,3 мм допускается ее торцовка с обязательным сохранением литейного размера 99+-0,3 мм для крышки цилиндра низкого давления и 57+-0,3 мм для крышки цилиндра высокого давления. Разрешается уменьшение толщины привалочного фланца до 18 мм за счет обработки притирочной поверхности;
в) головка стержня заменяется при наличии трещин в стержне, увеличения отверстия в крышке всасывающего клапана под головку более 50,2 мм;
г) при ослаблении шпилек в упоре всасывающего клапана следует заменить их на новые, обеспечив посадку по чертежу. Завершение или занижение торцов шпилек относительно торцовых поверхностей упора не допускается;
д) пружины высотой менее 10 мм, а также при наличии трещин, поломки витков или поверхности более 0,2 мм заменяются. Пружину, потерявшую упругость, разрешается восстанавливать термообработкой с соблюдением технических условий чертежа. Пружины должны иметь жесткость от 0,55 до 0,75 кгс при сжатии до 8 мм;
е) покорбленные и изношенные более чем на 0,2 мм пластины при текущих ремонтах заменяются, при текущем и капитальном ремонтах заменяются независимо от состояния. Новые клапанные пластины притираются. Допускается высота притираемых поясков не менее 1,4 мм;
ж) седло клапана заменяется при наличии трещин. Риски и забоины не допускаются. Допускается уменьшение толщины привалочного фланца до 6 мм;
з) упор заменяется при наличии трещин. Риски и забоины на притираемых поверхностях не допускаются. Уменьшение высоты упора нагнетательного клапана допускается до 67 мм; Собранный клапан испытывается на плотность. Допускается падение давления с 8,0 до 7,5 кгс/кв.см в резервуаре объемом 50 л не быстрее, чем за 2 мин. Величина подъема клапана должна быть в пределах 2,5-2,7 мм;
При ремонте клапанных коробок запрещается: а) постановка всасывающего клапана вместо нагнетательного; б) постановка клапанов с не отрегулированным подъемом клапанных пластин; в) постановка стаканов с уменьшенным поперечным сечением проходных отверстий;
Масляный насос: изношенные бронзовые
втулки, лопасти и другие детали насоса заменяются. Зазор между бронзовыми
втулками и валиком, а также износ лопастей допускается не более 0,12 мм; Корпус
масляного насоса компрессора КТ6 заменяется при наличии трещин, увеличения
диаметра средней полости более 53 мм, уменьшения высоты корпуса до величины менее
19,8 мм. При увеличении диаметра средней полости до 53 мм ставятся новые
удлиненные лопасти высотой 13 мм. При этом биение торцовых поверхностей относительно
поверхности средней полости допускается не более 0,02 мм; Валик насоса
заменяется при наличии трещин или выхода за допускаемые пределы размеров.
Овальность и конусность валика диаметром 21 мм допускается не более 0,02 мм.
При большей овальности или конусности разрешается восстанавливать валик до
чертежного размера хромированием. Толщина хромового покрытия должна быть не
более 0,15 мм.
Допускается оставлять без исправления износ цилиндрической поверхности валика
до диаметра 47,8 мм. При дальнейшем уменьшении диаметра до 47,6 мм валик
разрешается восстанавливать хромированием;
В случае уменьшения высоты корпуса масляного насоса для обеспечения зазора 0,035-0,076 мм между торцом валика и крышкой разрешается прошлифовать торцовую поверхность валика до размера 19,8 мм и довести шлифованием размер лопасти по длине также до 19,8 мм;
При ремонте редукционного клапана соблюдаются следующие условия:
а) корпус клапана заменяется при наличии рисок и забоин на поверхности под шариковый клапан глубиной более 0,1 мм, забитой или стянутой резьбе. При забоинах и рисках глубиной менее 0,1 мм посадочное место проверяется на станке;
б) пружина клапана заменяется при наличии трещин, потере упругости и потертости витков более 0,2 мм;
в) клапан регулируется на открытие при давлении 2,4-2,8 кгс/кв.см и проверяется плотность по месту посадки шарика; В собранном масляном насосе валик должен проворачиваться без заклиниваний и заеданий; зазор между валиком и втулкой должен быть в пределах 0,02-0,06 мм, а между фланцем и лопастью - 0,035-0,076 мм и между валиком и поверхностью корпуса (в наименьшей точке приближения) - 0,02-0,05 мм;
После ремонта масляный насос испытывается на герметичность и производительность:
а) течь в местах соединения корпуса с фланцем и крышкой у масляного насоса компрессоров не допускается;
б) производительность масляного насоса при 850 об/мин валика и температуре масла 60-700С должна быть у компрессора КТ6, КТ7 в пределах 4,5-5,5 л/мин при давлении масла 3-3,5 кгс/кв.см. Холодильник:. радиаторы и крышки холодильника требуется выварить в ванне с 10%-ным раствором каустической соды с последующей продувкой каждой трубки острым паром; Охлаждающие ребра (пластины) выправляются. Концы трубок, неплотно прилегающие во фланцах, развальцовываются. Трубки, имеющие трещины или обрывы, заменяются. При текущих ремонтах допускается заглушать трубки, имеющие трещины и обрывы, но не более трех в каждом радиаторе; При текущих ремонтах разрешается заваривать трещины в патрубках и крышках, при среднем и капитальном ремонтах такие детали заменить; После ремонта секцию радиатора необходимо опрессовать сжатым воздухом давлением 6,0 кгс/кв.см в водяной бане. Появление пузырей при опрессовке не допускается; Вентилятор: ось вентилятора заменяется при наличии трещин, сорванных ниток резьбы, уменьшении диаметра до величины менее 14,8 мм. Износ цилиндрической оси по диаметру 15-0,012 не более 0,2 мм следует восстанавливать хромированием, при большем износе осталиванием с последующей обработкой до чертежного размера; Корпус вентилятора заменяется при наличии трещин, поломок лап крепления, наличии выработки посадочной поверхности под подшипник по диаметру более 35,2 мм. Забоины и риски боковых поверхностей глубиной более 0,3мм устраняются, при этом уменьшение длины корпуса допускается не менее 63 мм. Колесо подвергается статической балансировке. Допускается дисбаланс не более 25 гсм. Дисбаланс более 25 гсм устраняется сверлением отверстий диаметром 12 мм на диске шкива или проверкой резцом по контуру детали; Трещины на лопастях при текущих ремонтах разрешается заваривать, если они не доходят на 20 мм до края лопасти. При среднем и капитальном ремонтах колесо и лопасти при наличии трещин, надрывов заменяются новыми. Перед заваркой концы трещин должны быть засверлены сверлом диаметром 2 мм. Общая длина трещин на лопастях не должна превышать 10 см. После заварки колесо вентилятора следует подвергать балансировке. Дисбаланс допускается не более 25 гсм. Для восстановления баланса разрешается приваривать в любом месте колеса 2 балансировочных груза общим весом не более 30 г. После балансировки колеса испытываются на разнос при 2100 об/мин; Проверка натяжения ремня вентилятора осуществляется путем приложения усилия равного 0,5 кгс в точке равноудаленной от осей шкивов, при этом величина прогиба для нового ремня должна быть 6 - 8 мм, для ремня бывшего в работе 10 - 12 мм. Поврежденная сетка ограждения вентилятора заменяется. При текущих ремонтах разрешается оставлять сетку с повреждением не более 5% общей площади.
Сапун, фильтры и пылеловки: фильтры, пылеловки и сапун после снятия промываются в керосине и продуваются сжатым воздухом. Сетки фильтров ремонтируются или заменяются. Набивка воздушных фильтров и сапуна при среднем и капитальном ремонтах заменяется.
3.1 Техника безопасности автотормозного оборудования
Работники производственных участков обязаны:
Выполнять только ту работу, которая поручена мастером и при условии, что безопасные приемы ее выполнения хорошо известны. В сомнительном случае обратиться к мастеру. Быть внимательным, не отвлекаться на посторонние дела и разговоры, не отвлекать других работающих. Работать только исправным инструментом. Инструмент хранить в переносном инструментальном ящике или сумке.
При групповой работе каждый работающий должен принимать положение, безопасное для себя и не угрожающее безопасности другого. При транспортировке узлов и деталей пользоваться только специальными грузозахватными приспособлениями.
Запрещается пользоваться поврежденными или немаркированными грузозахватными приспособлениями и тарой. Во всех случаях перед подъемом груза убедиться в том, что груз надежно закреплен. Для этого поднять груз на 200-300 мм от поверхности, проверить правильность крепления и натяжения строп. При обнаружении неправильной и ненадежной зацепки груза опустить его и произвести строповку вновь. Помнить, что удерживать стропы, соскальзывающие с груза при его подъемке или транспортировке, а также направлять их ударами молотка или лома запрещается. При перемещении груза в горизонтальном направлении, он должен быть поднят не менее чём на 0,5м выше встречающихся препятствий. Необходимо следить за тем, чтобы в зоне транспортировки не было людей, сопровождать груз сзади, находясь в безопасной зоне.
С воздушными, сварочными и водопроводными шлангами, с электрическими проводами обращаться аккуратно, не допускать их перегибов, запутывания, пересечения с тросами, другими шлангами. Размещать их так, чтобы была исключена возможность наезда на него транспорта и прохода по нему рабочих.
Соблюдать меры личной гигиены:
- Нельзя курить и принимать пищу на рабочем месте;
- Перед едой тщательно помыть руки водой с мылом;
- Для питья следует применять только остуженную кипяченую воду.
Слесарь по ремонту тормозных приборов обязан при работе пользоваться исправным ручным и механизированным инструментом. Молоток должен быть надежно насажен на исправную (без трещин и сколов) деревянную рукоятку из твердых пород дерева и расклинен заершенными металлическими клиньями не более 2-х штук. Ударная часть молотка не должна иметь расклепов. Зубила, бородки, обжимки и керны должны быть длиной не менее 150 мм и не иметь сбитых или сношенных ударных частей и заусенцев на боковых гранях. Размер зева гаечных ключей должен соответствовать размерам болтов и гаек. Если необходимо иметь длинный рычаг, следует пользоваться ключом с удлиненной рукояткой.
Запрещается наращивать ключ другим ключом или трубой. Напильники, шаберы и отвертки должны быть прочно закреплены в деревянных рукоятках, не имеющих сколов и трещин, снабженных металлическими кольцами. При обработке деталей напильником, шабером скопившуюся стружку убирать щеткой.
При запрессовке и распрессовке деталей с помощью кувалды и выколотки последнюю держать клещами или специальными захватами. Выколотка должна быть сделана из мягкого металла. При рубке металла зубилом пользоваться защитными очками с небьющимися стеклами или сеткой. При расшплинтовке необходимо остерегаться отлетающих частей проволоки и смазки.
Перед резанием металла ручной ножовкой
отрегулировать натяжение ножовочного полотна. Не разрешается производить работу
на уровне лица. К работе с электроинструментом слесарь должен приступить только
после оформления наряда-допуска. Получая на руки электроинструмент, он должен
осмотреть его и проверить на холостом ходу. Корпус электроинструмента,
работающего от сети напряжением выше 42 В или не имеющего двойной изоляции,
должен быть заземлен. При необходимости следует использовать диэлектрические
перчатки. Электроинструмент следует присоединять к электрической цепи при помощи
вилки. При работе кабель должен быть защищен от случайного повреждения
(например, подвешен). Запрещается непосредственное соприкосновение кабеля с
горячими, влажными и загрязненными нефтепродуктами поверхностями, а также его
перекручивание и натягивание. При заклинивании сверла на выходе из отверстия,
снятия напряжения в сети или другой внезапной остановке электроинструмента, а
также при каждом перерыве в работе и при переходе с одного рабочего места на
другое электроинструмент необходимо отключать от электросети.
При работе с электроинструментом на высоте необходимо пользоваться площадками,
снабженными перилами, работать, стоя на лестнице, запрещается.
Регулировать и заменять рабочую часть пневмо- и электроинструмента следует в
отключенном состоянии.
Перед работой с пневматическим инструментом слесарь должен проверить его и убедиться в том, что: воздушные шланги без повреждения, закреплены на штуцере (штуцера имеют исправные грани и резьбу, обеспечивающие прочное и плотное присоединение шланга к пневматическому инструменту и к воздушной магистрали); присоединение воздушных шлангов к пневматическому инструменту и соединение шлангов между собой выполнено при помощи штуцеров или ниппелей с исправной резьбой (кольцевыми выточками) и стяжными хомутиками;
- сверла, отвертки, зенкера и другие сменные инструменты правильно заточены и не имеют выбоин, заусенцев и прочих дефектов, в хвостовики этого инструмента ровные, без скосов, трещин и других повреждений плотно пригнаны и правильно центрированы;
- хвостовик зубила, обжимка и другого сменного инструмента ударного действия имеет четкие грани и входит в ствол молотка;
- набор сменных инструментов хранится в переносном ящике; пневматический инструмент смазан, корпус инструмента без трещин и других повреждений;
- клапан включения инструмента легко и быстро открывается и не пропускает воздух в закрытом положении;
- корпус шпинделя на сверлильной машинке не имеет забоин;
- абразивный круг на пневматической машине имеет клеймо испытания и огражден защитным кожухом.
Перед присоединением воздушного шланга к пневматическому инструменту необходимо выпустить конденсат из воздушной магистрали. Кратковременным открытием клапана продуть шланг сжатым воздухом давлением не выше 0,05 Мпа (0,5 кгс/см2), предварительно присоединив к его к сети и удерживая наконечник шланга в руках. Струю воздуха следует направлять только вверх. Направлять струю воздуха на людей, на пол или на оборудование запрещается.
Впускать воздух в пневматический инструмент и приводить его в действие разрешается после того, как сменный инструмент плотно установлен в ствол и прижат к обрабатываемой детали. Пневматический инструмент следует предохранять от загрязнения. Пневматический инструмент нельзя бросать, подвергать ударам, оставлять без присмотра. При работе с пневматическим инструментом нельзя допускать перегибов, запутывания, пересечений воздушных шлангов с тросами, электрокабелями, ацетиленовыми или кислородными шлангами. Размещать шланги следует так, чтобы была исключена возможность наезда на него транспорта и прохода по нему рабочих. При обрыве воздушного шланга, промывке или замене сменного инструмента, при перерыве в работе необходимо перекрыть вентиль на магистрали. Прекращать подачу сжатого воздуха путем переламывания шланга запрещается.
При работе с пневматическим инструментом обязательно следует применять виброзащитные рукавицы или перчатки, индивидуальные наушники или противошумные вкладыши. Запрещается пользоваться пневматическим инструментом, вибрационные и шумовые характеристики которого превышают допустимые значения. При переноске пневматического инструмента необходимо держать его за рукоятку корпуса, а воздушный шланг - свернутым в кольцо. Запрещается работа в рукавицах со сверлильными и другими вращающимися инструментами.
При работе с использованием ручных шлифовальных машин следует пользоваться респираторами и защитными очками. Отвинчивание гаек, требующее применения больших усилий, следует производить с помощью гайковертов или ключей, имеющих удлиненную рукоятку. Не допускается наращивание ключей и заполнение зазора между губками ключа и гайкой прокладками. Запрещается отворачивать гайки при помощи зубила и молотка. Место рубки болтов и заклепок необходимо ограждать во избежание попадания отлетающих частей в людей.
Требования к содержанию рабочих мест. Рабочие места и проходы к ним следует содержать в чистоте, не допуская загромождения их запасными частями, снятыми деталями с вагона и посторонними предметами. Обтирочный материал необходимо складывать в металлические ящики с плотно закрывающимися крышками. Детали и инструмент размещать так, чтобы работа с ними не вызывала лишних движений. Детали, запчасти и материалы укладывать на стеллажи, расположенные на междупутьях, в отделениях и производственных участках, обеспечивая свободные проходы и исключая возможность их раскатывания и падения. Запрещается сдувать мусор с рабочего места и оборудования или очищать одежду сжатым воздухом.
ЗАКЛЮЧЕНИЕ
В процессе выполнения настоящей работы я подробно изучил назначение и конструкцию компрессора КТ-6Эл, его работу, регулировку, правила эксплуатации, технического обслуживания и ремонта. Я научился безопасным приемам труда, соблюдал меры безопасности при нахождении на железнодорожных путях, правила личной гигиены. Считаю, что работа над ПЭР и производственная практика помогли мне закрепить теоретические знания, полученные в лицее, и подготовиться к самостоятельной работе.
СПИСОК ЛИТЕРАТУРЫ.
Основные источники:
1. Г.В. Сазыкин, Д.Н. Москалева Устройство, техническое обслуживание и ремонт узлов локомотива электровозы ВЛ80С и ЭП1М. Учебное пособие для СПО- Москва6 Издательство Юрайт, 2024г.
2.А.В. Елистратов «Тормозные системы подвижного состава железных дорог» учебное пособие. – М.: ФГБУ ДПО «Учебно- методический центр по образованию на железнодорожном транспорте», 2021г. – 304с.
3.Правила технического обслуживания тормозного оборудования и управления тормозами железнодорожного подвижного состава. Утверждено Советом по железнодорожному транспорту государств - участников Содружества (протокол от «6-7» мая 2014 г. № 60), с изменениями протокол от 01.09.2017г. №151.
4.Копытенкова, О.И.Охрана труда на железнодорожном транспорте: учеб. пособие / О.И. Копытенкова [и др.]; под редакцией Т.С. Титовой. – Москва: ФГБУ ДПО «Учебно-методический центр по образованию на железнодорожном транспорте», 2019. – 483 c. – ISBN 978-5-907055-62-9
Дополнительные источники:
1. Устройство и эксплуатация тормозного оборудования подвижного состава , Афонин С., Барщенков В.Н., Кондратьев Н.В. Изд. Юрайт, 2015. — 401 с. — (Серия: Профессиональное образование). — ISBN 978-5-534-07878-7. — Текст: электронный // ЭБС Юрайт [сайт]. — URL: https://www.biblio-online.ru/bcode/433286.
2. Охрана труда на железнодорожном транспорте и в транспортном строительстве. Учебник для учащихся техникумов ж/д транспорта. - М., Транспорт, 1983
Интернет- ресурс:
https://tpschips.ru/readarticle.php?article_id=29
https://www.bibliofond.ru/view.aspx?id=806713



Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
