Студентам раздается текстовый документ из которого они должны выбрать и записать правильные ответы на вопросы.
Дайте определение слесарной операции "нарезание резьбы".
Перечислите основные элементы резьбы и дайте им краткое определение.
Перечислите какие бывают типы резьбы.
Составьте алгоритм нарезания резьбы.
Ознакомить стдентов с процессом нарезания резьбы плашкой вручную, устройством и назначением основных резьбонарезных инструментов и приспособлений.
Объяснить взаимосвязь темы урока с профессией студентов.
Урок №
Способствовать воспитанию бережного
Группа
Тема программы Слесарные работы.
Тема урока: Нарезание наружной резьбы .
Образовательные: Создать условия для ознакомления студентов с процессом нарезания резьбы
плашкой вручную, устройством и назначением основных резьбонарезных инструментов и
приспособлений.
Развивающие: Сформировать навыки и умения при нарезании наружной резьбы.
Воспитательные:
материалам и оборудованию мастерской.
Сабақтың түрі
Тип урока: Урок по изучению трудовых приёмов и операций.
Сабақтың әдісі
Метод проведения: Беседа, самостоятельная работа, практическая работа в слесарной
мастерской.
Оқу материалын жабдықтау
Материальнотехническая база:
прута,верстак, слесарные тиски, плашка, напильник, машинное масло.
МПС: математика, черчение.
Сабақтың барысы/Ход урока
1.Организационная часть 9.009.03
отношения к инструментам,
плакат, интерактивная доска,
заготовки из железного
1.Проверка по журналу явки учащихся.
2.Проверка внешнего вида учащихся(спецодежды).
1.1 Вводный инструктаж
Сообщение темы и цели урока.
Нарезание наружной резьбы.
Ознакомить стдентов с процессом нарезания резьбы плашкой вручную, устройством и
назначением основных резьбонарезных инструментов и приспособлений.
Объяснить взаимосвязь темы урока с профессией студентов.
2.Актуализация прежних знаний (повторение материала предыдущего урока)
Проведение тестирования по пройденным темам.
3.Объяснение нового материала
3.1Показ презентации с объяснением нового материала.
3.2Самотоятельная работа по составлению конспекта урока.
Студентам раздается текстовый документ из которого они должны выбрать и записать
правильные ответы на вопросы.
Дайте определение слесарной операции "нарезание резьбы".
Перечислите основные элементы резьбы и дайте им краткое определение.
Перечислите какие бывают типы резьбы.
Составьте алгоритм нарезания резьбы.
3.3 Закрепление материала (ответы на вопросы)
1.Что называют ниткой при нарезании резьбы?
2. Что такое шаг резьбы?
3. Какие бывают виды резьбы?
4. Инструмент для нарезания наружной резьбы.
5.Техника безопасности при нарезании резьбы
4.Текущий инструктаж, упражнения, самостоятельнаяработа
Для получения практических навыков студентам необходимо выполнить нарезание резьбы
плашками на стержне.(формирование умений и навыков)
Целевые обходы рабочих мест учащихся.
Первый обход:
проверка содержания рабочих мест.
Второй обход:
проверка правильности выполнения трудовых приемов.
Третий обход:
проверка правильности ведения самоконтроля.
Четвертый обход:
проверка правильности соблюдения технических условий в работе. Произведение приемки и
оценки работ. Выдача дополнительной работы наиболее успевающим учащимся.
Пятый обход:
проверка правильности ведения промежуточного (межоперационного) контроля.
5. Заключительный инструктаж.
1. Подведение итогов за день.
2. Сообщение оценки качества работы каждого учащегося.
3. Отметка, кто из учащихся добился отличного качества работы.
4. Разбор наиболее характерных недочетов в работе учащихся .
6.. Уборка рабочих мест.
7. Подготовка материальнотехнической базы к следующему уроку.
8. Домашнее задание : выучить конспект, повторить пройденные темы.
Мастер производственного обучения (фамилия) _____________ Е.КотоваСоставьте конспект урока, ответив на следующие вопросы
1.Дайте определение слесарной операции "нарезание резьбы".
2.Перечислите основные элементы резьбы и дайте им краткое определение.
3.Перечислите какие бывают типы резьбы.
4.Составьте алгоритм нарезания резьбы.
Наиболее распространенными соединениями деталей машин являются резьбовые.
Широкое применение резьбовых соединений в машинах и механизмах объясняется их простотой
и надежностью, удобством регулирования затяжки, а также возможностью их разборки и
повторной сборки без замены детали.Нарезанием резьбы называется её образование снятием
стружки (а также пластическим деформированием) на наружных или внутренних поверхностях
заготовок деталей. Резьба бывает наружной и внутренней.
Деталь (стержень) с наружной резьбой называется винтом, болтом, а с внутренней – гайкой. Эти
резьбы изготовляют на станках и вручную.
В зависимости от направления подъема витков на цилиндрической поверхности винтовая линия
(резьба) может быть правой и левой. Если винтовая линия при навивании треугольника на
цилиндр, удаляясь от основания, постепенно поднимается слева направо, т. е. против часовой
стрелки, то она называется правой, соответственно и резьба называется правой. Если винтовая
линия при навивании треугольника на цилиндр, удаляясь, постепенно поднимается справа налево,
т. е. по часовой стрелке, то она называется левой, соответственно и резьба называется левой.
Правыми винтовая линия и соответствующая ей резьба называются потому, что для завинчивания
винта с этой резьбой винт или гайку надо вращать вправо, т. е. по часовой стрелке. При левой
резьбе винт или гайку для завинчивания надо вращать влево, т. е. против часовой стрелке. В
машиностроении чаще применяют правые резьбы.
Оставшееся нетронутым после нарезания резьбы круглое поперечное сечение материала является
внутренним поперечным сечением резьбы, а диаметр этого сечения внутренним диаметром
резьбы. Наружный диаметр стержня является номинальным диаметром резьбы, или диаметром
резьбы.
Основные элементы резьбы.
У всякой резьбы различают следующие основные элементы: профиль; угол и высоту профиля;
шаг; наружный, средний, и внутренний диаметры резьбы.
Профиль резьбы рассматривается в сечении, проходящем через ось болта или гайки.
Ниткой (витком) называется часть резьбы, образуемой при одном полном обороте
профиля.
Угол профиля – угол между боковыми сторонами (гранями) профиля резьбы, измеряемый
в плоскости, проходящей через ось болта. В метрической резьбе этот угол равен 60 град.,
в дюймовой – 55 град.
Высота (глубина резьбы) Н1 профиля – расстояние от вершины резьбы до основания
профиля, измеряемое перпендикулярно оси болта.
Шаг резьбы Р расстояние между параллельными сторонами или вершинами двух рядом
лежащих витков, измеренное вдоль оси резьбы. В метрической резьбешаг выражается в
миллиметрах; дюймовая резьбахарактеризуется числом ниток (витков) на одном дюйме. 1
дюйм 2,54 см
Наружный диаметр резьбы диаметр цилиндра, описанного около резьбовой поверхности.
Наружный диаметр измеряется у болтов по вершинам профиля резьбы, у гаек – по
впадинам. Внутренний диаметр резьбы – диаметр цилиндра, вписанного в резьбовую поверхность.
Внутренний диаметр измеряется у болтов по впадинам, у гаек по вершинам профиля
резьбы.
Средний диаметр резьбы – диаметр соосного с резьбой цилиндра, образующие которого
делятся боковыми сторонами профиля на равные отрезки.
Профили резьб.
Профиль резьбы зависит от формы режущей части инструмента, с помощью которого нарезается
резьба.
Чаще всего применяется цилиндрическая треугольная резьба; обычно её называют крепежной,
так как нарезают на крепежных деталях, например на шпильках, болтах и гайках.
Основные типы резьб и их обозначение.
В машиностроении, как правило, применяют три системы резьб – метрическую, дюймовую и
трубную.
Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами, угол профиля
равен 60 град., диаметры и шаг выражаются в миллиметрах.
Метрические резьбы делят на резьбы с нормальным шагом и с мелкими шагами.
Метрические резьбы с нормальным шагом обозначают М20 (число – наружный диаметр резьбы), с
мелкими шагами – М20Х1,5, первое число – наружный диаметр, второе шаг).
Метрические резьбы применяют в основном как крепежные: с нормальным шагом – при
значительных нагрузках и для крепежных деталей (болтов, гаек, винтов), с мелкими шагами – при
малых нагрузках и тонких регулировках.
Дюймовая резьбаимеет треугольный проскорезанный профиль с углом 55° (резьба Витворта) или
60° (резьба Селлерса). Все размеры этой резьбы даются в дюймах (1˝=25,4мм). Шаг выражается
числом ниток (витков)на длине одного дюйма.
Трубная цилиндрическая резьбапредставляет собой мелкую дюймовую резьбу. В отличие от
дюймовой резьбы она сопрягается без зазоров (для увеличения герметичности соединения) и
имеет закруглённые вершины. Трубная цилиндрическая резьба применяется на трубах для их
соединения, а также арматуре трубопроводов и других тонкостенных деталей.Трубная
цилиндрическая резьба обозначается: Труб ¾ ˝(цифры номинальный диаметр резьбы в дюймах)
Шаг резьбы для стандартных винтов, болтов, гаек
М4
0,7
М5
0,8
М6
1
М8 М10 М12 М14
1,25
1,75
1,5
2
М16
2
М18 М20 М22
2,5
2,5
2,5
М24
3
Инструмент и способы нарезания наружной резьбы.
Для нарезания наружной резьбы как вручную, так и на станках, применяют плашки. Они могут
быть круглыми, накатными и раздвижными (призматическими), а также цельными, раздвижными
и составными. Круглая плашка предназначена для нарезания резьбы невысокой точности за один
проход. Рабочая часть круглой плашки имеет с обоих торцов режущие (заборные) элементы, что
позволяет нарезать резьбу как одной, так и другой стороной. Поскольку плашка не имеет
хвостовика, для ее установки и закрепления на наружной поверхности выполняются гнезда, в
которые входят крепежные винты, прижимающие плашку к плашкодержателю. Для выхода
стружки в плашках выполняют стружечные отверстия или пазы, число которых для резьбы
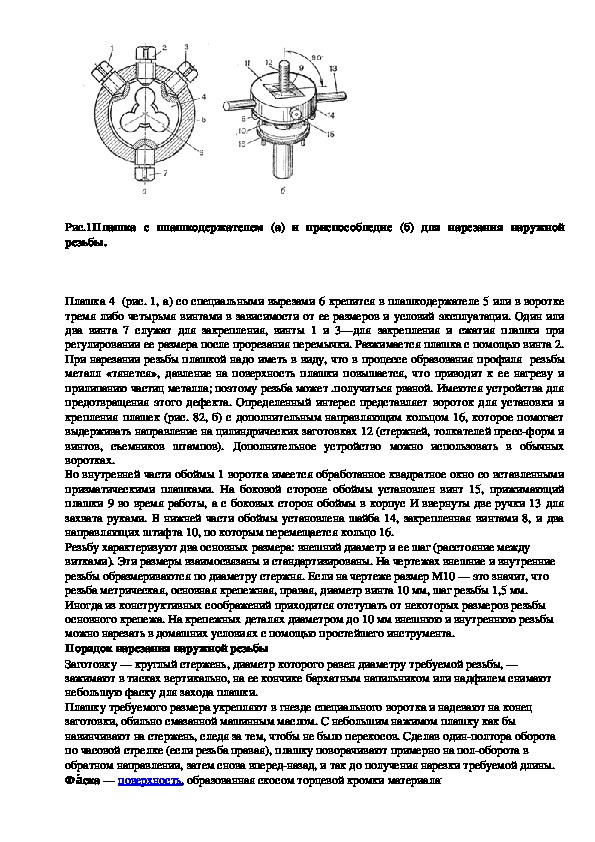
диаметром от 2 до 52 мм колеблется от трех до семи.Рис.1Плашка с плашкодержателем (а) и приспособледие (б) для нарезания наружной
резьбы.
Плашка 4 (рис. 1, а) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке
тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или
два винта 7 служат для закрепления, винты 1 и 3—для закрепления и сжатия плашки при
регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2.
При нарезании резьбы плашкой надо иметь в виду, что в процессе образования профиля резьбы
металл «тянется», давление на поверхность плашки повышается, что приводит к ее нагреву и
прилипанию частиц металла; поэтому резьба может .получиться рваной. Имеются устройства для
предотвращения этого дефекта. Определенный интерес представляет вороток для установки и
крепления плашек (рис. 82, б) с дополнительным направляющим кольцом 16, которое помогает
выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей прессформ и
винтов, съемников штампов). Дополнительное устройство можно использовать в обычных
воротках.
Во внутренней части обоймы 1 воротка имеется обработанное квадратное окно со вставленными
призматическими плашками. На боковой стороне обоймы установлен винт 15, прижимающий
плашки 9 во время работы, а с боковых сторон обоймы в корпус И ввернуты две ручки 13 для
захвата руками. В нижней части обоймы установлена шайба 14, закрепленная винтами 8, и два
направляющих штифта 10, по которым перемещается кольцо 16.
Резьбу характеризуют два основных размера: внешний диаметр и ее шаг (расстояние между
витками). Эти размеры взаимосвязаны и стандартизированы. На чертежах внешние и внутренние
резьбы образмериваются по диаметру стержня. Если на чертеже размер М10 — это значит, что
резьба метрическая, основная крепежная, правая, диаметр винта 10 мм, шаг резьбы 1,5 мм.
Иногда из конструктивных соображений приходится отступать от некоторых размеров резьбы
основного крепежа. На крепежных деталях диаметром до 10 мм внешнюю и внутреннюю резьбы
можно нарезать в домашних условиях с помощью простейшего инструмента.
Порядок нарезания наружной резьбы
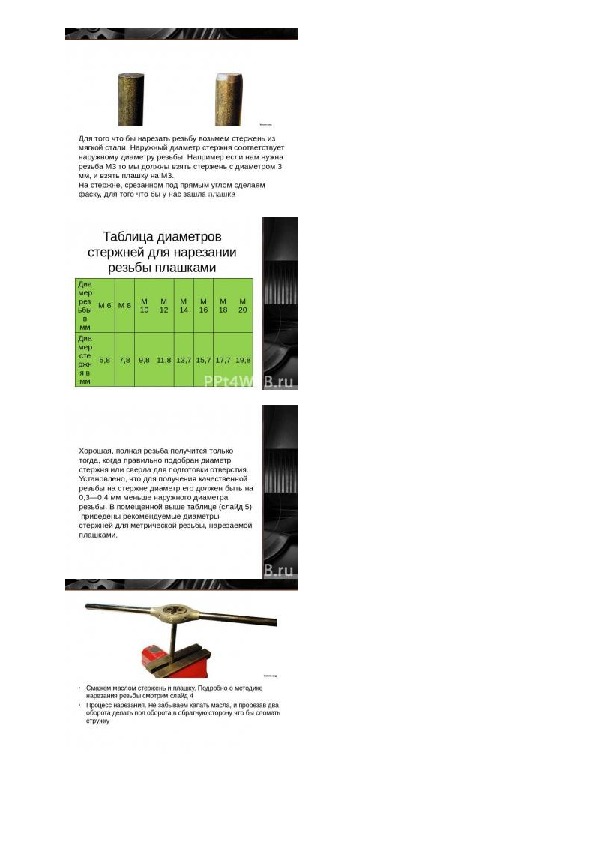
Заготовку — круглый стержень, диаметр которого равен диаметру требуемой резьбы, —
зажимают в тисках вертикально, на ее кончике бархатным напильником или надфилем снимают
небольшую фаску для захода плашки.
Плашку требуемого размера укрепляют в гнезде специального воротка и надевают на конец
заготовки, обильно смазанной машинным маслом. С небольшим нажимом плашку как бы
навинчивают на стержень, следя за тем, чтобы не было перекосов. Сделав одинполтора оборота
по часовой стрелке (если резьба правая), плашку поворачивают примерно на полоборота в
обратном направлении, затем снова впередназад, и так до получения нарезки требуемой длины.
Ф скааа
— поверхность, образованная скосом торцевой кромки материала.Фаски часто используются в различных конструктивных элементах для упрощения последующего
монтажа и уменьшения опасности ранения острыми кромками деталей. Так, например в
машиностроении, фаска крепёжного отверстия часто представляет собой коническую
поверхность, срезающую кромку, образованную торцевой поверхностью и собственно
цилиндрической поверхностью отверстия. Угол скоса фаски выбирается исходя из
конструктивных целей, но зачастую устанавливается равным 45°
Инструкционная карта
Задание: Нарезание наружной резьбы плашкой на стержне.
Инструменты:круглые плашки цельные, напильник, штангенциркуль, угольник.
Приспособления и материалы: тиски параллельные, вороток для круглых
плашек (плашкодержатель), масло минеральное.
1. Подготовка плашкодержателя для работы
Слегка отвернуть все винты воротка. Вставить плашку в гнездо воротка так,
чтобы клеймо на плашке было наружу, а углубления располагались против
стопорных винтов. У разрезных плашек разрез должен быть против среднего
винта. Закрепить плашку в головке воротка стопорными винтами.
2.Подготовка и закрепление стержня в тисках.
Проверить диаметр стержня. Который должен быть на 0,1 – 0,2 мм меньше
наружного диаметра резьбы. Опилить заборную фаску. Закрепить стержень(болт,
шпильку) в тисках вертикально так, чтобы выступающая над губками часть его
была на 2025мм больше длины нарезаемой части.
3.Нарезание резьбы цельной плашкой
Смазать конец стержня маслом. Наложить плашку на конец стержня так, чтобы
клеймо было вниз, и нажимая на корпус воротка ладонью правой руки, левой
вращать его за рукоятка по часовой стрелке до полного врезания плашки.
Прорезать стержень на требуемую глубину за один проход, вращая плашку за
рукоятку по часовой стрелке на 12 оборота и на полуоборота обратно (для
среза стружки). Обильно смазать место нарезания. Снять плашку со стержня
обратным вращением .4.Требования к изделию.
Подобрать плашку соответствующую диаметру стержня.
Диаметр
резьбы
М6
М8
Шаг(Р)
Диаметр стержня
h 1
h 2
6
8
4
4,5
4
4
где h высота нарезания резьбы с одной стороны стержня.
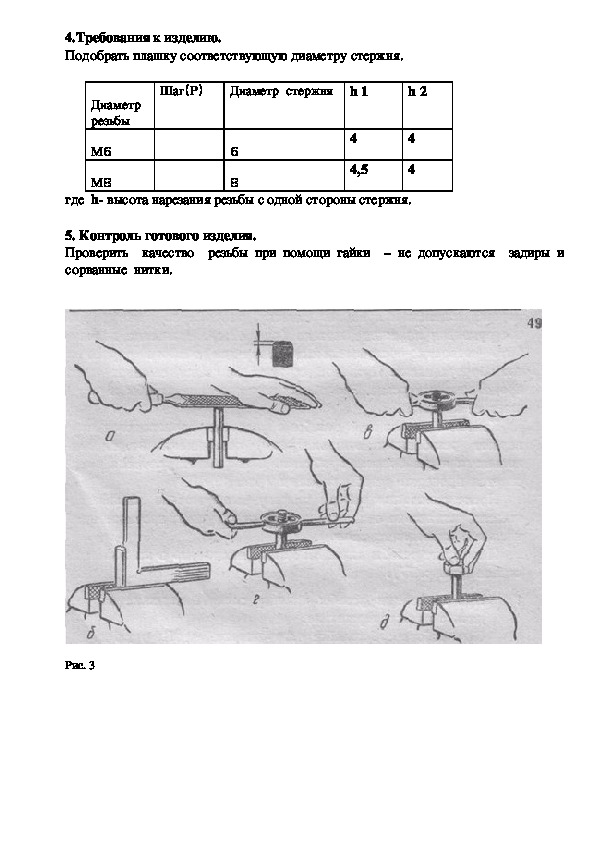
5. Контроль готового изделия.
Проверить качество резьбы при помощи гайки – не допускаются задиры и
сорванные нитки.
Рис. 3Тестирование
1.Развертыванием называется...
а) вид механической обработки материалов резанием, при котором с помощью специального
вращающегося режущего инструмента получают отверстия различного диаметра и глубины, или
многогранные отверстия различного сечения и глубины.
б) процесс чистовой обработки отверстий обеспечивающих точность до 7 квалитета и
шероховатости поверхности 78 классов.
в)это процесс получения неразъёмного соединения с помощью заклёпок.
г) процесс обработки отверстий полученных литьём, ковкой, штамповкой или предварительно
просверленных с целью улучшения качества.повышения точности и увеличения диаметра
2.Какое отверстие называют сквозным
а)выполненное на определённую глубину
б)имеющее овальное сечение.
в)проходящее через всю деталь на сквозь
3. Как называется инструмент для получения отверстия в сплошном
материале?
а) резец
б) зенкер
в) развёртка
г) сверло
4. В каком из перечней указаны элементы зенкера?
а) режущая часть, направляющая, шейка, хвостовик, лапка
б) режущая часть, калибрующая часть, шейка, хвостовик, лапка
в)режущей часть, шейка, хвостовик, лапка.
5. Какое сверло применяется чаще ?
а) плоские
б) спиральные
в)ступенчатые
г) перовые6. Зенкерование применяется для:
а) сверления отверстий
б) обработки отверстий полученных ковкой, штамповкой, литьем и предварительно
просверленных
в) рассверливания
г) для обработки отверстий не применяется
7. Инструментом для развертывания является:
а) сверло
б) развертка
в)зенкер
г) цековка
8. Зенкерованием называется…
а)процесс обработки отверстий полученных литьём, ковкой, штамповкой или предварительно
просверленных с целью улучшения качества.повышения точности и увеличения диаметра.
б)процесс чистовой обработки отверстий обеспечивающих точность до 7 квалитета и
шероховатостьповерхности 78 классов.
в)вид механической обработки материалов резанием, при котором с помощью специального
вращающегося режущего инструмента получают отверстия различного диаметра и глубины, или
многогранные отверстия различного сечения и глубины.
г) это процесс получения неразъёмного соединения с помощью заклёпок.
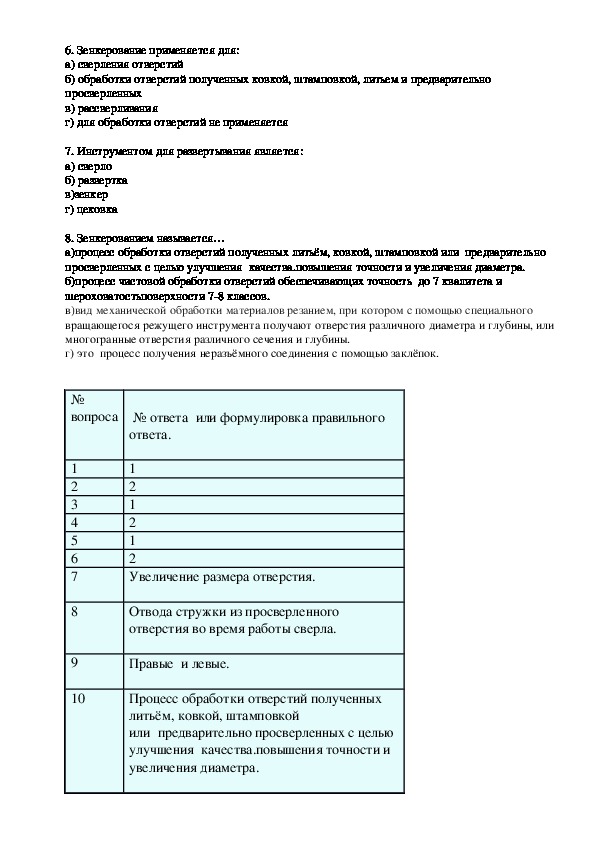
№
вопроса
1
2
3
4
5
6
7
8
9
10
№ ответа или формулировка правильного
ответа.
1
2
1
2
1
2
Увеличение размера отверстия.
Отвода стружки из просверленного
отверстия во время работы сверла.
Правые и левые.
Процесс обработки отверстий полученных
литьём, ковкой, штамповкой
или предварительно просверленных с целью
улучшения качества.повышения точности и
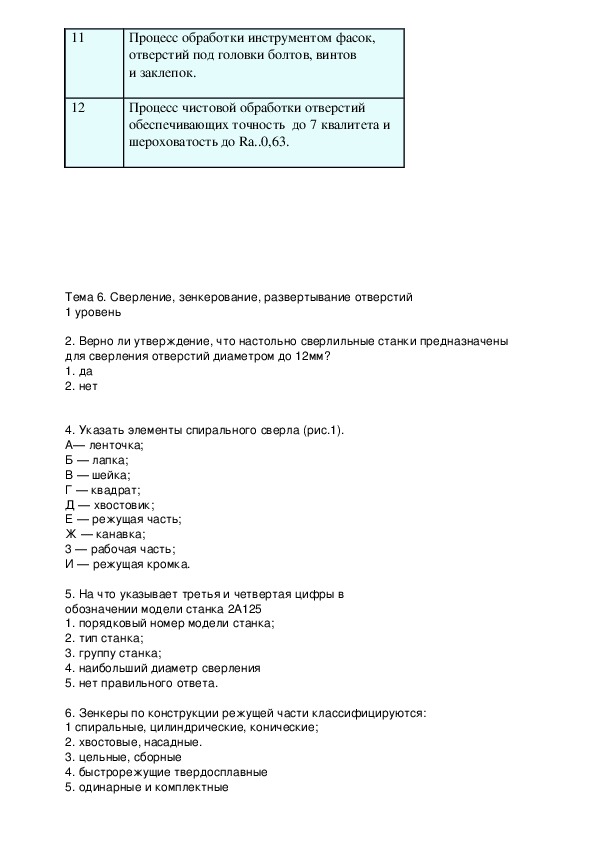
увеличения диаметра.11
12
Процесс обработки инструментом фасок,
отверстий под головки болтов, винтов
и заклепок.
Процесс чистовой обработки отверстий
обеспечивающих точность до 7 квалитета и
шероховатость до Rа..0,63.
Тема 6. Сверление, зенкерование, развертывание отверстий
1 уровень
2. Верно ли утверждение, что настольно сверлильные станки предназначены
для сверления отверстий диаметром до 12мм?
1. да
2. нет
4. Указать элементы спирального сверла (рис.1).
А— ленточка;
Б — лапка;
В — шейка;
Г — квадрат;
Д — хвостовик;
Е — режущая часть;
Ж — канавка;
3 — рабочая часть;
И — режущая кромка.
5. На что указывает третья и четвертая цифры в
обозначении модели станка 2А125
1. порядковый номер модели станка;
2. тип станка;
3. группу станка;
4. наибольший диаметр сверления
5. нет правильного ответа.
6. Зенкеры по конструкции режущей части классифицируются:
1 спиральные, цилиндрические, конические;
2. хвостовые, насадные.
3. цельные, сборные
4. быстрорежущие твердосплавные
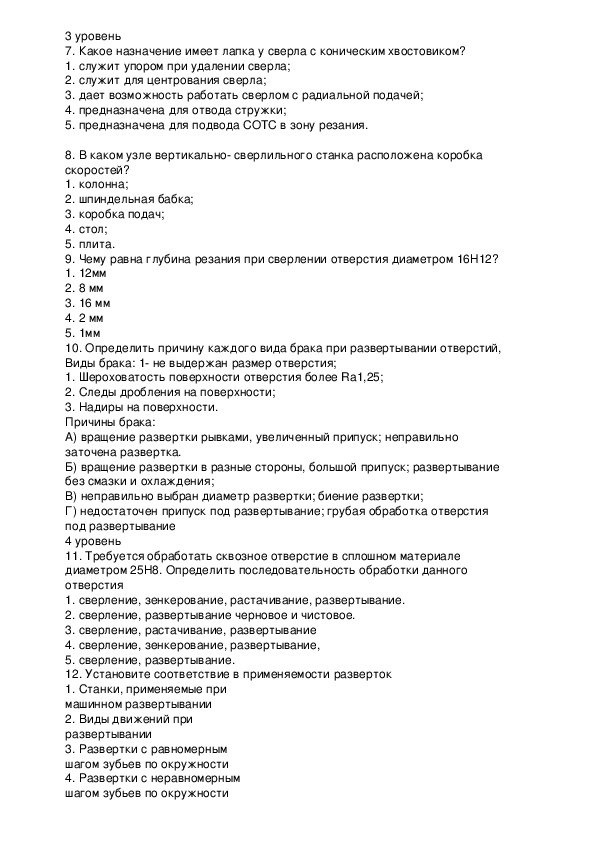
5. одинарные и комплектные3 уровень
7. Какое назначение имеет лапка у сверла с коническим хвостовиком?
1. служит упором при удалении сверла;
2. служит для центрования сверла;
3. дает возможность работать сверлом с радиальной подачей;
4. предназначена для отвода стружки;
5. предназначена для подвода СОТС в зону резания.
8. В каком узле вертикально сверлильного станка расположена коробка
скоростей?
1. колонна;
2. шпиндельная бабка;
3. коробка подач;
4. стол;
5. плита.
9. Чему равна глубина резания при сверлении отверстия диаметром 16Н12?
1. 12мм
2. 8 мм
3. 16 мм
4. 2 мм
5. 1мм
10. Определить причину каждого вида брака при развертывании отверстий,
Виды брака: 1 не выдержан размер отверстия;
1. Шероховатость поверхности отверстия более Rа1,25;
2. Следы дробления на поверхности;
3. Надиры на поверхности.
Причины брака:
А) вращение развертки рывками, увеличенный припуск; неправильно
заточена развертка.
Б) вращение развертки в разные стороны, большой припуск; развертывание
без смазки и охлаждения;
В) неправильно выбран диаметр развертки; биение развертки;
Г) недостаточен припуск под развертывание; грубая обработка отверстия
под развертывание
4 уровень
11. Требуется обработать сквозное отверстие в сплошном материале
диаметром 25Н8. Определить последовательность обработки данного
отверстия
1. сверление, зенкерование, растачивание, развертывание.
2. сверление, развертывание черновое и чистовое.
3. сверление, растачивание, развертывание
4. сверление, зенкерование, развертывание,
5. сверление, развертывание.
12. Установите соответствие в применяемости разверток
1. Станки, применяемые при
машинном развертывании
2. Виды движений при
развертывании
3. Развертки с равномерным
шагом зубьев по окружности
4. Развертки с неравномерным
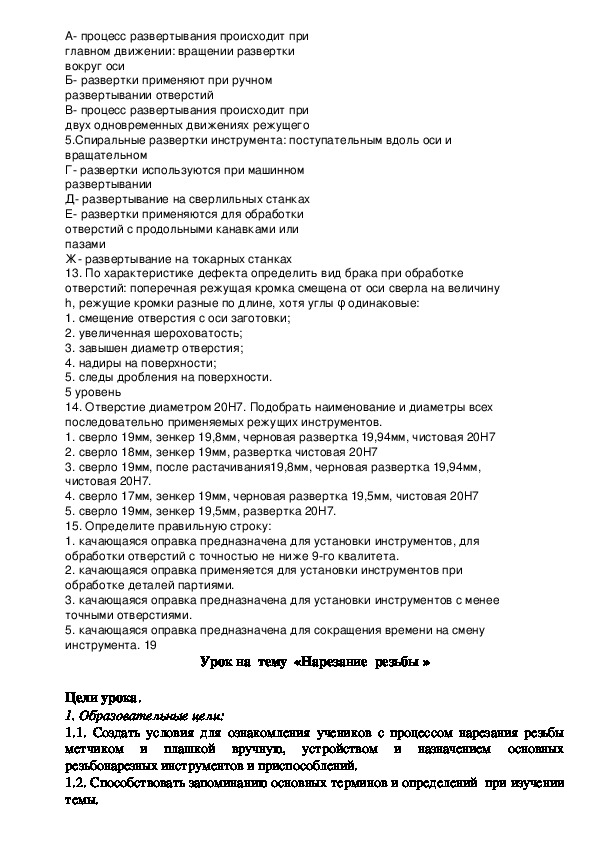
шагом зубьев по окружностиА процесс развертывания происходит при
главном движении: вращении развертки
вокруг оси
Б развертки применяют при ручном
развертывании отверстий
В процесс развертывания происходит при
двух одновременных движениях режущего
5.Спиральные развертки инструмента: поступательным вдоль оси и
вращательном
Г развертки используются при машинном
развертывании
Д развертывание на сверлильных станках
Е развертки применяются для обработки
отверстий с продольными канавками или
пазами
Ж развертывание на токарных станках
13. По характеристике дефекта определить вид брака при обработке
отверстий: поперечная режущая кромка смещена от оси сверла на величину
h, режущие кромки разные по длине, хотя углы
1. смещение отверстия с оси заготовки;
2. увеличенная шероховатость;
3. завышен диаметр отверстия;
4. надиры на поверхности;
5. следы дробления на поверхности.
5 уровень
14. Отверстие диаметром 20Н7. Подобрать наименование и диаметры всех
последовательно применяемых режущих инструментов.
1. сверло 19мм, зенкер 19,8мм, черновая развертка 19,94мм, чистовая 20Н7
2. сверло 18мм, зенкер 19мм, развертка чистовая 20Н7
3. сверло 19мм, после растачивания19,8мм, черновая развертка 19,94мм,
чистовая 20Н7.
4. сверло 17мм, зенкер 19мм, черновая развертка 19,5мм, чистовая 20Н7
5. сверло 19мм, зенкер 19,5мм, развертка 20Н7.
15. Определите правильную строку:
1. качающаяся оправка предназначена для установки инструментов, для
обработки отверстий с точностью не ниже 9го квалитета.
2. качающаяся оправка применяется для установки инструментов при
обработке деталей партиями.
3. качающаяся оправка предназначена для установки инструментов с менее
точными отверстиями.
5. качающаяся оправка предназначена для сокращения времени на смену
инструмента. 19
φ
одинаковые:
Урок на тему «Нарезание резьбы »
Цели урока.
1. Образовательные цели:
1.1. Создать условия для ознакомления учеников с процессом нарезания резьбы
метчиком и плашкой вручную, устройством и назначением основных
резьбонарезных инструментов и приспособлений.
1.2. Способствовать запоминанию основных терминов и определений при изучении
темы.1.3.Способствовать формированию первоначальных умений и навыков в работе
резьбонарезным инструментом.
2. Развивающие цели:
2.1. Способствовать развитию умений и навыков пользования контрольно
измерительным и разметочным инструментом.
2.2. Способствовать расширению представлений о свойствах металлов и способах
их обработки.
2.3. Способствовать развитию технического мышления и трудолюбия.
3. Воспитательные цели:
3.1. Способствовать формированию и развитию эстетических качеств личности.
3.2. Способствовать воспитанию бережного отношения к инструментам,
материалам и оборудованию мастерской.
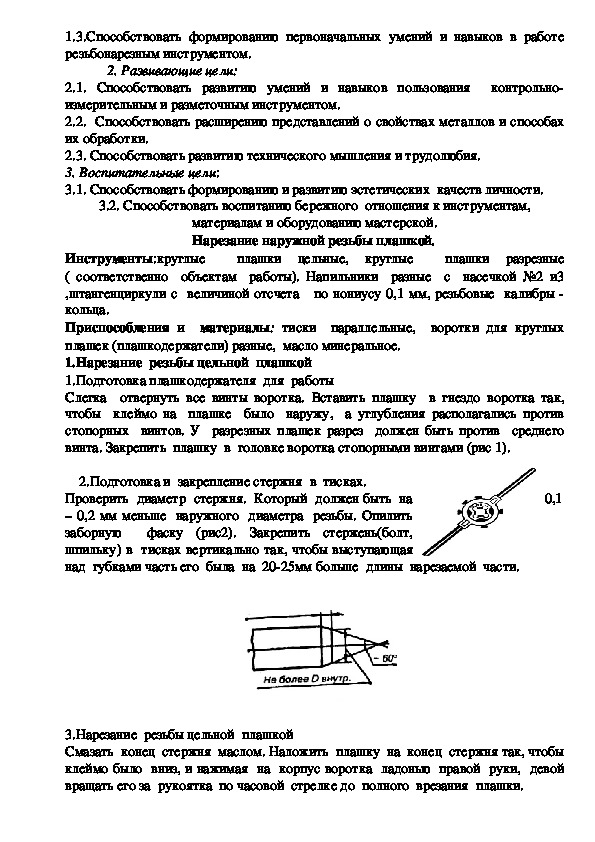
Нарезание наружной резьбы плашкой.
плашки цельные, круглые
Инструменты:круглые
плашки разрезные
( соответственно объектам работы). Напильники разные с насечкой №2 и3
,штангенциркули с величиной отсчета по нониусу 0,1 мм, резьбовые калибры
кольца.
Приспособления и материалы: тиски параллельные, воротки для круглых
плашек (плашкодержатели) разные, масло минеральное.
1.Нарезание резьбы цельной плашкой
1.Подготовка плашкодержателя для работы
Слегка отвернуть все винты воротка. Вставить плашку в гнездо воротка так,
чтобы клеймо на плашке было наружу, а углубления располагались против
стопорных винтов. У разрезных плашек разрез должен быть против среднего
винта. Закрепить плашку в головке воротка стопорными винтами (рис 1).
2.Подготовка и закрепление стержня в тисках.
Проверить диаметр стержня. Который должен быть на
– 0,2 мм меньше наружного диаметра резьбы. Опилить
заборную
фаску (рис2). Закрепить стержень(болт,
шпильку) в тисках вертикально так, чтобы выступающая
над губками часть его была на 2025мм больше длины нарезаемой части.
0,1
3.Нарезание резьбы цельной плашкой
Смазать конец стержня маслом. Наложить плашку на конец стержня так, чтобы
клеймо было вниз, и нажимая на корпус воротка ладонью правой руки, девой
вращать его за рукоятка по часовой стрелке до полного врезания плашки.Прорезать стержень на требуемую глубину за один проход, вращая плашку за
рукоятку по часовой стрелке на 12 оборота и на полуоборота обратно (для
среза стружки). Обильно смазать место нарезания. Снять плашку со стержня
Проверить качество резьбы наружным
обратным вращением (рис 3).
осмотром – не допускаются задиры и сорванные нитки.
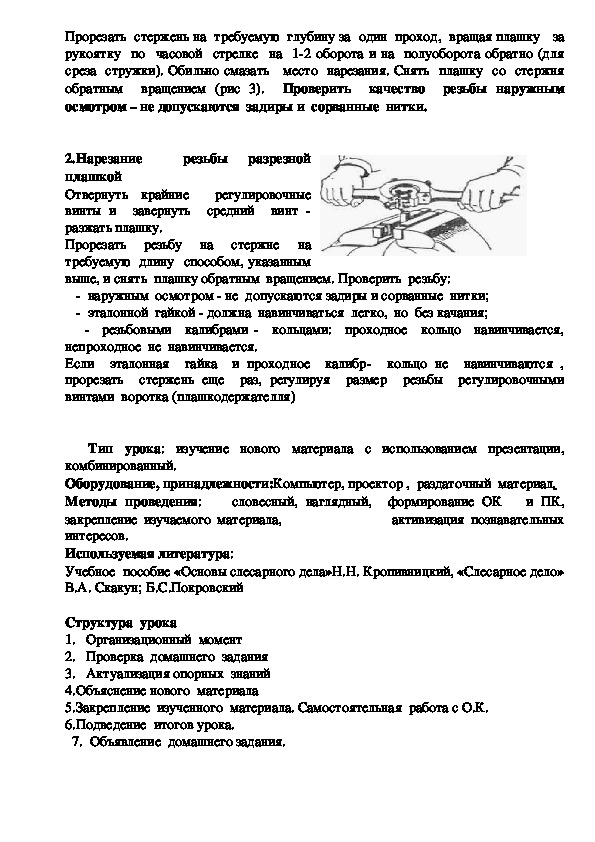
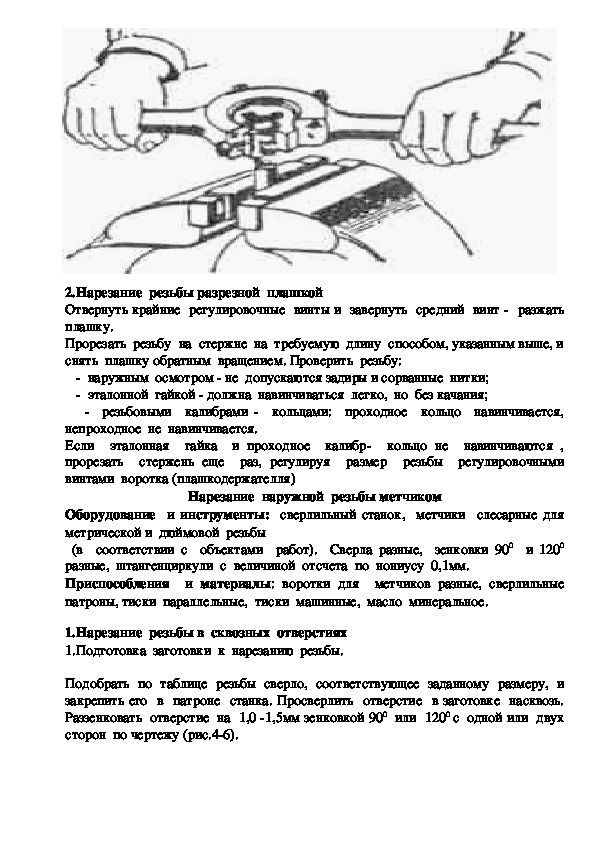
резьбы разрезной
2.Нарезание
плашкой
Отвернуть крайние
регулировочные
винты и завернуть средний винт
разжать плашку.
Прорезать резьбу на стержне на
требуемую длину способом, указанным
выше, и снять плашку обратным вращением. Проверить резьбу:
наружным осмотром не допускаются задиры и сорванные нитки;
эталонной гайкой должна навинчиваться легко, но без качания;
резьбовыми калибрами кольцами: проходное кольцо навинчивается,
непроходное не навинчивается.
Если эталонная гайка и проходное калибр кольцо не навинчиваются ,
прорезать стержень еще раз, регулируя размер резьбы регулировочными
винтами воротка (плашкодержателля)
Тип урока: изучение нового материала с использованием презентации,
комбинированный.
Оборудование, принадлежности:Компьютер, проектор , раздаточный материал.
Методы проведения:
словесный, наглядный, формирование ОК и ПК,
закрепление изучаемого материала, активизация познавательных
интересов.
Используемая литература:
Учебное пособие «Основы слесарного дела»Н.Н. Кропивницкий, «Слесарное дело»
В.А. Скакун; Б.С.Покровский
Структура урока
1. Организационный момент
2. Проверка домашнего задания
3. Актуализация опорных знаний
4.Объяснение нового материала
5.Закрепление изученного материала. Самостоятельная работа с О.К.
6.Подведение итогов урока.
7. Объявление домашнего задания.Ход урока
1.Орг. момент. Проверка готовности обучающихся к уроку. Объявление темы и
цели урока.
2.Проверка домашнего задания. Фронтальная устная работа по вопросам
преподавателя.
Какие инструменты и приспособления используются при клепке?
Указать область применения клепки.
Сформулировать определение клепки.
Какова техника безопасности труда при клепке?
3. Актуализация опорных знаний.
Педагог начинает урок с рассказа о неразъемных соединениях деталей,
используя презентацию(см.презентацию).
4. Излагается новый материал в краткой форме материал по плану:
1). Определение резьбы. Классификация резьб . Основные элементы резьбы. Виды
резьбы применяемой в машиностроении.
2). Инструменты для нарезания резьб.
3). Техника нарезания резьбы.
4).Техника безопасности .
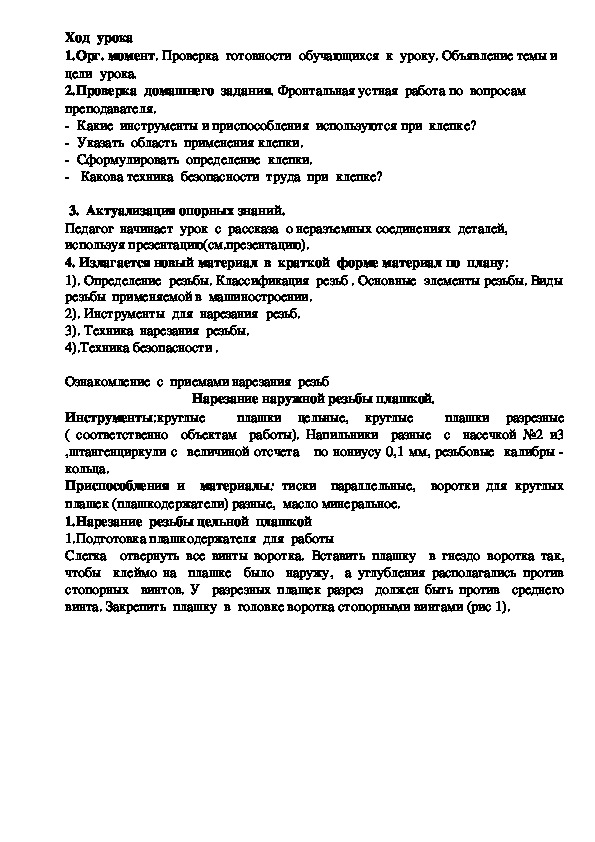
Ознакомление с приемами нарезания резьб
Нарезание наружной резьбы плашкой.
плашки цельные, круглые
Инструменты:круглые
плашки разрезные
( соответственно объектам работы). Напильники разные с насечкой №2 и3
,штангенциркули с величиной отсчета по нониусу 0,1 мм, резьбовые калибры
кольца.
Приспособления и материалы: тиски параллельные, воротки для круглых
плашек (плашкодержатели) разные, масло минеральное.
1.Нарезание резьбы цельной плашкой
1.Подготовка плашкодержателя для работы
Слегка отвернуть все винты воротка. Вставить плашку в гнездо воротка так,
чтобы клеймо на плашке было наружу, а углубления располагались против
стопорных винтов. У разрезных плашек разрез должен быть против среднего
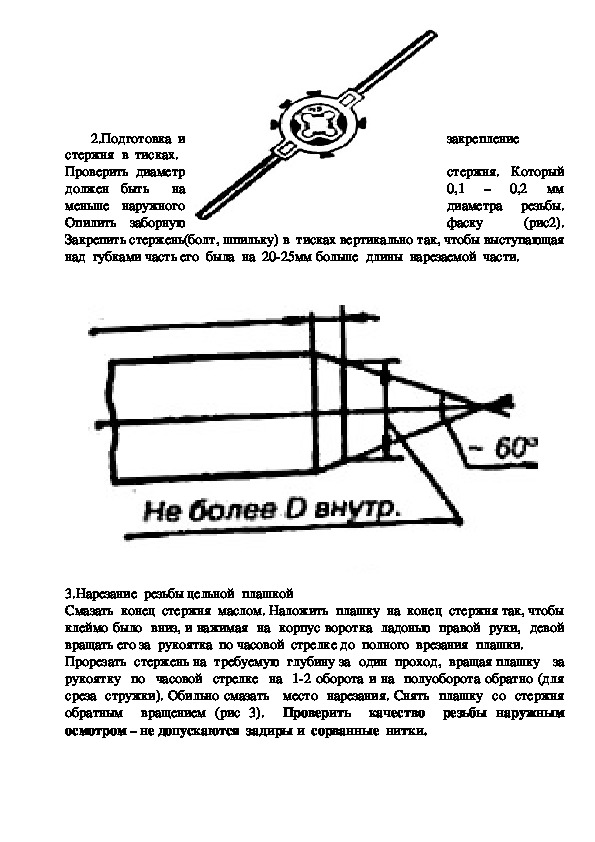
винта. Закрепить плашку в головке воротка стопорными винтами (рис 1).2.Подготовка и
стержня в тисках.
стержня. Который
Проверить диаметр
0,1 – 0,2 мм
должен быть
на
диаметра резьбы.
меньше наружного
фаску
(рис2).
Опилить заборную
Закрепить стержень(болт, шпильку) в тисках вертикально так, чтобы выступающая
над губками часть его была на 2025мм больше длины нарезаемой части.
закрепление
3.Нарезание резьбы цельной плашкой
Смазать конец стержня маслом. Наложить плашку на конец стержня так, чтобы
клеймо было вниз, и нажимая на корпус воротка ладонью правой руки, девой
вращать его за рукоятка по часовой стрелке до полного врезания плашки.
Прорезать стержень на требуемую глубину за один проход, вращая плашку за
рукоятку по часовой стрелке на 12 оборота и на полуоборота обратно (для
среза стружки). Обильно смазать место нарезания. Снять плашку со стержня
Проверить качество резьбы наружным
обратным вращением (рис 3).
осмотром – не допускаются задиры и сорванные нитки.2.Нарезание резьбы разрезной плашкой
Отвернуть крайние регулировочные винты и завернуть средний винт разжать
плашку.
Прорезать резьбу на стержне на требуемую длину способом, указанным выше, и
снять плашку обратным вращением. Проверить резьбу:
наружным осмотром не допускаются задиры и сорванные нитки;
эталонной гайкой должна навинчиваться легко, но без качания;
резьбовыми калибрами кольцами: проходное кольцо навинчивается,
непроходное не навинчивается.
Если эталонная гайка и проходное калибр кольцо не навинчиваются ,
прорезать стержень еще раз, регулируя размер резьбы регулировочными
винтами воротка (плашкодержателля)
Нарезание наружной резьбы метчиком
Оборудование и инструменты: сверлильный станок, метчики слесарные для
метрической и дюймовой резьбы
(в соответствии с объектами работ). Сверла разные, зенковки 900 и 1200
разные, штангенциркули с величиной отсчета по нониусу 0,1мм.
Приспособления и материалы: воротки для метчиков разные, сверлильные
патроны, тиски параллельные, тиски машинные, масло минеральное.
1.Нарезание резьбы в сквозных отверстиях
1.Подготовка заготовки к нарезанию резьбы.
Подобрать по таблице резьбы сверло, соответствующее заданному размеру, и
закрепить его в патроне станка. Просверлить отверстие в заготовке насквозь.
Раззенковать отверстие на 1,0 1,5мм зенковкой 900 или 1200 с одной или двух
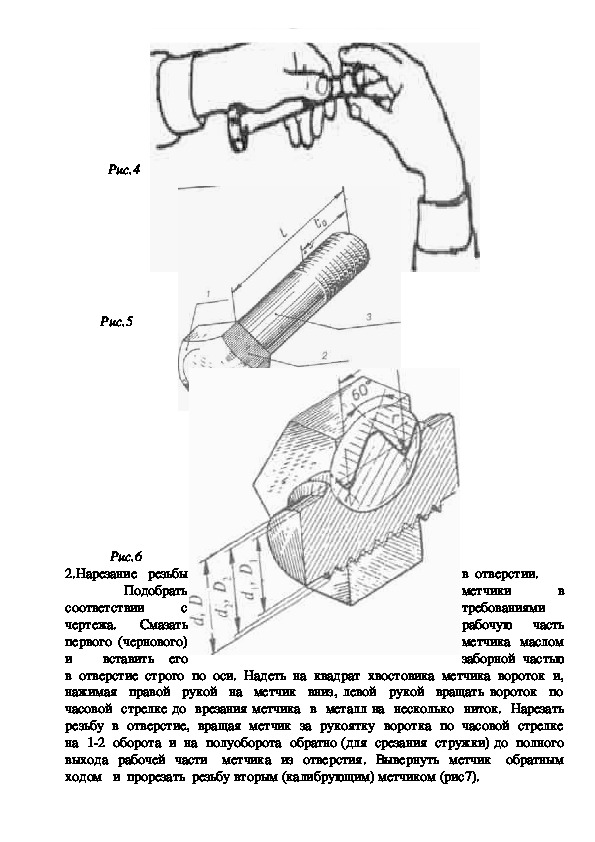
сторон по чертежу (рис.46).Рис.4
Рис.5
Рис.6
в
в отверстии.
2.Нарезание резьбы
метчики
Подобрать
требованиями
соответствии
с
рабочую часть
Смазать
чертежа.
метчика маслом
первого (чернового)
и
заборной частью
вставить его
в отверстие строго по оси. Надеть на квадрат хвостовика метчика вороток и,
нажимая правой рукой на метчик вниз, левой рукой вращать вороток по
часовой стрелке до врезания метчика в металл на несколько ниток. Нарезать
резьбу в отверстие, вращая метчик за рукоятку воротка по часовой стрелке
на 12 оборота и на полуоборота обратно (для срезания стружки) до полного
выхода рабочей части метчика из отверстия. Вывернуть метчик обратным
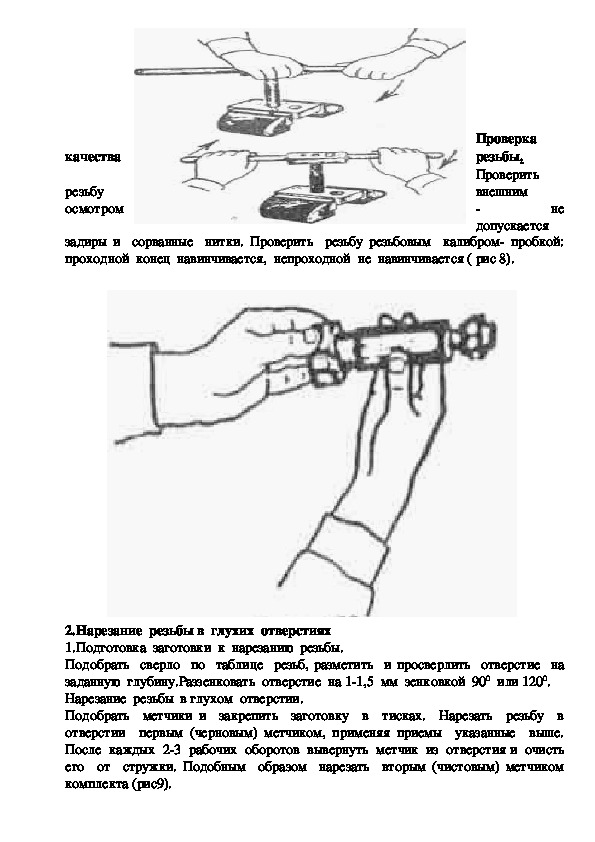
ходом и прорезать резьбу вторым (калибрующим) метчиком (рис7).качества
резьбу
осмотром
Проверка
резьбы.
Проверить
внешним
допускается
не
задиры и сорванные нитки. Проверить резьбу резьбовым калибром пробкой:
проходной конец навинчивается, непроходной не навинчивается ( рис 8).
2.Нарезание резьбы в глухих отверстиях
1.Подготовка заготовки к нарезанию резьбы.
Подобрать сверло по таблице резьб, разметить и просверлить отверстие на
заданную глубину.Раззенковать отверстие на 11,5 мм зенковкой 900 или 1200.
Нарезание резьбы в глухом отверстии.
Подобрать метчики и закрепить заготовку в тисках. Нарезать резьбу в
отверстии первым (черновым) метчиком, применяя приемы указанные выше.
После каждых 23 рабочих оборотов вывернуть метчик из отверстия и очисть
его от стружки. Подобным образом нарезать вторым (чистовым) метчиком
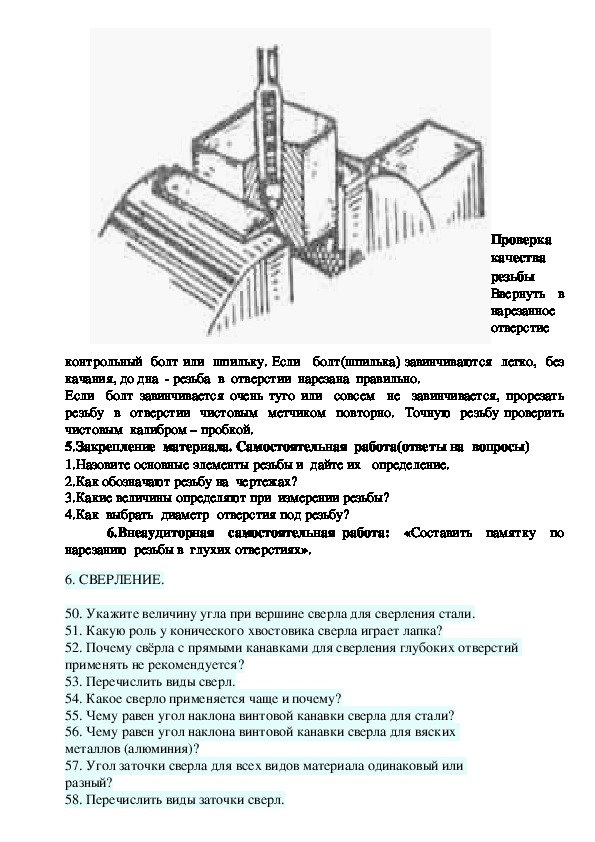
комплекта (рис9).Проверка
качества
резьбы
Ввернуть в
нарезанное
отверстие
контрольный болт или шпильку. Если болт(шпилька) завинчиваются легко, без
качания, до дна резьба в отверстии нарезана правильно.
Если болт завинчивается очень туго или совсем не завинчивается, прорезать
резьбу в отверстии чистовым метчиком повторно. Точную резьбу проверить
чистовым калибром – пробкой.
5.Закрепление материала. Самостоятельная работа(ответы на вопросы)
1.Назовите основные элементы резьбы и дайте их определение.
2.Как обозначают резьбу на чертежах?
3.Какие величины определяют при измерении резьбы?
4.Как выбрать диаметр отверстия под резьбу?
6.Внеаудиторная самостоятельная работа: «Составить памятку по
нарезанию резьбы в глухих отверстиях».
6. СВЕРЛЕНИЕ.
50. Укажите величину угла при вершине сверла для сверления стали.
51. Какую роль у конического хвостовика сверла играет лапка?
52. Почему свёрла с прямыми канавками для сверления глубоких отверстий
применять не рекомендуется?
53. Перечислить виды сверл.
54. Какое сверло применяется чаще и почему?
55. Чему равен угол наклона винтовой канавки сверла для стали?
56. Чему равен угол наклона винтовой канавки сверла для вяских
металлов (алюминия)?
57. Угол заточки сверла для всех видов материала одинаковый или
разный?
58. Перечислить виды заточки сверл.59. Для чего при сверлении отверстий применяют кондукторы?
60. Перечислить способы крепления сверла.
61. Что называется зенкерованием?
62. Когда необходимо производить зенкование?
63. Для чего применяют развертывание?
50. Угол при вершине сверла для сверлении я стали =5560 град.
51. Служит упором для удаления сверла из гнезда.
52. Затруднен выход стружки, сверло приходится вынимать периодически,
отверстие получается не точным.
53. Спиральное, с прямыми канавками, перовое, ружейное, однокромочное,
двухкромочное, для кольцевого сверления. Центоровое.
54. Чаще применяется спиральное, т.к.хороший отвод стружки из отверстия и
дает точный диаметр просверленного отверстия.
55. Угол наклона винтовой канавки для стали равен 18=30 град.
56. Угол равен 4045 град.
57. Угол заточки сверла для чугуна, стали равен 116118 град.
58. Нодинарная (нормальная)
НП одинарная с подточкой перемычек.
НПЛодинарная с подточкой перемычек и ленточки.
ДПдвойная с подточкой перемычек.
ДПА двойная с подточек перемычки и ленточки.
59. Кондуктор применяют для точного сверления.
60. свёрла крепятся: непосредственно в шпинделе,
в переходных втулках.
в сверлильном патроне.
61. зенкерованием наз. процесс обработки ранее просверленного отверстия или
полученного ковкой или штамповкой для улучшения качества или увеличения
диаметра.
62. Зенкование применяют когда производят сверление отверстия под
63. Развертывание применяется для чистовой обработка отверстия.
головки винтов и болтов.
4. Зенкерование применяется для:1 сверления отверстий
2 обработки отверстий полученных ковкой, штамповкой, литьем и
предварительно просверленных
3 рассверливания
4 для обработки отверстий не применяется
5. Зенкерование применяют для:
1 увеличения отверстия под головки болтов и винтов
2 сверления глухих отверстий
3 выравнивания просверленного отверстия
4 такой операции в слесарном деле нет
6. Инструментом для развертывания является:
1 сверло
2 развертка
3 зенкер
4 цековка
Произвести формулировку
7. Рассверливанием называется……………………………………………..
8. Винтовые канавки редназначены для……………………
9. В зависимости от направления винтовых канавок спиральные
сверла подразделяются на………………….. и
………………………………..
10.Зенкерованием называется………………………………
11. Зенкованием называется…………………………….
12. Развертыванием называется………………………...
ТЕСТ № 3 / обработка отверстий/.
№
вопроса
№ ответа или формулировка правильного
ответа.
1
2
1
21
2
1
2
Увеличение размера отверстия.
Отвода стружки из просверленного
отверстия во время работы сверла.
Правые и левые.
Процесс обработки отверстий полученных
литьём, ковкой, штамповкой
или предварительно просверленных с целью
улучшения качества.повышения точности и
увеличения диаметра.
Процесс обработки инструментом фасок,
отверстий под головки болтов, винтов
и заклепок.
Процесс чистовой обработки отверстий
обеспечивающих точность до 7 квалитета и
шероховатость до Rа..0,63.
3
4
5
6
7
8
9
10
11
12