Поделиться

Технология сварки чугуна
Введение
Чугун представляет собой сплав железа с углеродом.. Содержание углерода в чугуне - от 2,14% - 6,67%. Углерод придаёт сплавам железа твёрдость, снижает пластичность и вязкость. Углерод в чугуне содержатся в виде цементита и графита.
Температура плавления чугуна — от 1 150 до 1 200 °C , что на 300 °C ниже, чем у чистого железа. Теплопроводность чугуна ниже, чем у сталей, коэффициент теплового расширения такой же. Электропроводность чугуна зависят от распределения включений графита
Способы сварки чугуна
Горячая сварка. При этом способе изделие, подлежащее сварке, нагревают до температуры 600...630 °С с медленным последующим охлаждением после выполнения всех сварочных работ. Такой режим не приводит к образованию отбеленных и закаленных участков в зоне термического влияния и металле шва.
Холодная сварка. Основная трудность, возникающая при холодной сварке чугунными электродами, заключается в образовании структур белого чугуна в шве н околошовной зоне и резкой закалке участков металла, нагретых при сварке выше температур тючки Л. что, в конечном итоге, ведет к образованию трещин. 1 Грп этом на их образование влияют следующие свойства серого чугуна:
• он обладает очень низкими пластичностью и деформационной способностью;
• при всех температурах его прочность значительно ниже прочности углеродистых сталей:
• быстрое охлаждение тонких элементов детали при литье ведет к их отбеливанию.
С учетом этого выбор сварочных. материалов для холодной сварки должен обеспечить такой состав металла шва. при котором его пластичность должна быть гораздо выше пластичности самого чугуна.
Горячая сварка чугуна
Наиболее радикальным средством борьбы с образованием отбеленных и закаленных участков шва и околошовной зоны и образованием пор и трещин служит подогрев изделия до температуры 600 ... 650 °С и медленное охлаждение его после сварки. Технологический процесс горячей сварки состоит из следующих этапов: I - подготовка изделия под сварку; II - предварительный подогрев деталей; III - сварка; IV - последующее охлаждение
Подготовка под сварку зависит от вида исправляемого дефекта. Однако во всех случаях подготовка дефектного места заключается в тщательной очистке от загрязнений и в разделке для образования полостей, обеспечивающих доступность для манипулирования электродом и воздействия сварочной дуги. Для предупреждения вытекания жидкотекучего металла сварочной ванны, а в ряде случаев для придания наплавленному металлу соответствующей формы, место сварки формуют. Формовку выполняют в зависимости от размеров и местоположения исправляемого дефекта с помощью графитовых пластинок, скрепляемых формовочной массой, состоящей из кварцевого песка, замешенного на жидком стекле, или другими формовочными материалами, а также в опоках формовочными материалами, применяемыми в литейном производстве

После формовки необходима просушка формы при постепенном подъеме температуры от 60 до 120 С, затем проводят дальнейший нагрев под сварку со скоростью 120 ... 150° в час в печах, горнах или временных нагревательных устройствах. Замедленное охлаждение после сварки достигается при укрывании изделий теплоизолирующим слоем (листами асбеста и засыпкой песком, шлаком и др.) или при охлаждении вместе с печами, горнами. Горячую сварку чугуна выполняют на больших токах [Iсв = (60... 100)dэ] без перерывов до окончательной заварки дефекта. При больших объемах завариваемого дефекта два сварщика, работающие поочередно. Электрододержатель для горячей сварки должен обеспечивать хороший контакт с чугунным электродом и иметь щиток для защиты руки сварщика от теплового ожога. Примером одной из возможных конструкций может служить электрододержатель завода "Станколити .
Горячая сварка чугуна позволяет получать сварные соединения, равноценные свариваемому металлу (по механическим характеристикам, плотности, обрабатываемости и др.), однако это трудоемкий и дорогостоящий процесс. Вместе с этим в ряде случаев к сварным соединениям из чугуна не предъявляется таких требований. Часто, например, достаточно обеспечить только равнопрочность или только хорошую обрабатываемость, или плотность сварных швов. С помощью различных металлургических и технологических средств можно получить сварные соединения из чугуна с теми или иными свойствами при сварке с невысоким подогревом или вовсе без предварительного подогрева (т.е. с помощью полугорячей или холодной сварки).
Холодная сварка чугуна
Холодная сварка чугуна электродами положительных результатов не обеспечивает, так как при больших скоростях охлаждения образуется структура белого чугуна в шве и высокотемпературной области околошовной зоны, а так-же происходит резкая закалка металлической основы участков зоны термического влияния, нагревающихся в процессе сварки выше температуры Асз. Возникающие при этом деформации превышают деформационную способность металла шва и околошовной зоны, в результате чего образуются трещины.
Для предупреждения отбеливания необходимо обеспечить такой состав металла шва, для которого в этих условиях будет получаться структура серого чугуна с наиболее благоприятной формой графитных включений. Это может быть достигнуто путем введения в наплавленный металл достаточно большого количества графитизаторов и легирования чугуна элементами, способствующими сфероидизации карбидов (магнием). Примером таких электродов могут служить электроды марки ЭМЧ, стержень которых представляет собой чугун с повышенным (до 5,2 %) содержанием кремния, покрытие двухслойное: первый слой - легирующий, второй - обеспечивает газовую и шлаковую защиту
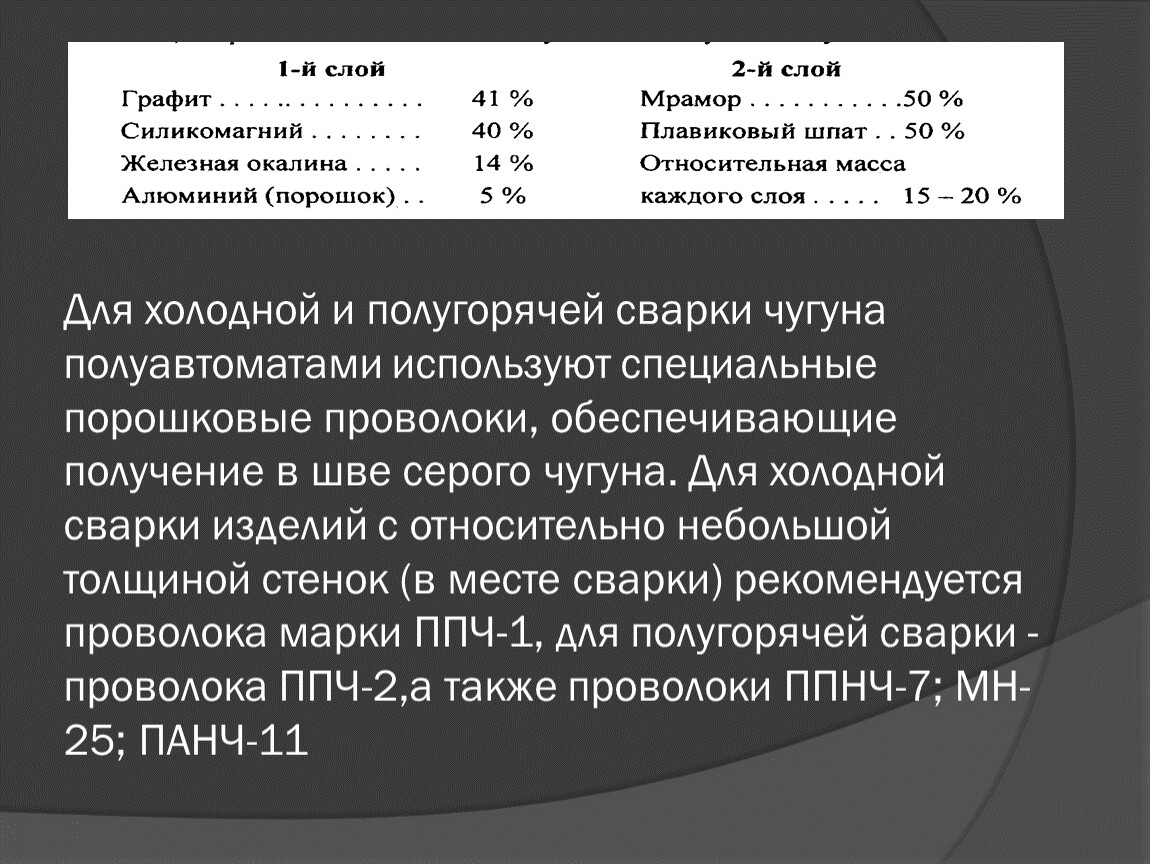
Для холодной и полугорячей сварки чугуна полуавтоматами используют специальные порошковые проволоки, обеспечивающие получение в шве серого чугуна. Для холодной сварки изделий с относительно небольшой толщиной стенок (в месте сварки) рекомендуется проволока марки ППЧ-1, для полугорячей сварки - проволока ППЧ-2,а также проволоки ППНЧ-7; МН-25; ПАНЧ-11
Заключение
Сварка чугуна широко применяется как в основном производстве так и при проведении ремонтных работ.
При выборе способа сварки чугуна следует в первую очередь обращать внимание на применяемость сварных деталей, и необходимость получения сварного шва с определенными физическими свойствами. Во вторых на целесообразность применения способов сварки и экономичность способа сварки.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.