Данная презентация предназначена для проведения урока по теме "Газовая сварка чугуна" при подготовке специалистов по специальности "Сварочное дело". Она включает в себя теоретическую информацию и иллюстрации по данной теме. В ней описаны особенности сварки чугуна, материалы, дополнительное оборудование, трудности при сварке данного вида металла.Презентация к уроку "Газовая сварка чугуна"
ВЫПОЛНИЛ: ПРЕПОДАВАТЕЛЬ
СПЕЦДИСЦИПЛИН
САВОРОВСКАЯ Т.В
Трудности при сварке чугуна обусловлены его химическим составом,
структурой и механическими свойствами, поэтому при сварке чугуна
необходимо учитывать следующие его свойства:
1) чугун более жидкотекучий сплав, чем сталь, поэтому сварка его
производится только в нижнем положении;
2) малая пластичность чугуна, характеризующаяся возникновением в
процессе сварки значительных внутренних напряжений и закалочных
структур, которые часто приводят к образованию трещин;
3) интенсивное выгорание углерода, что приводит к пористости сварного
шва;
4) в расплавленном состоянии чугун окисляется с образованием
тугоплавких окислов, температура плавления которых выше, чем чугуна.
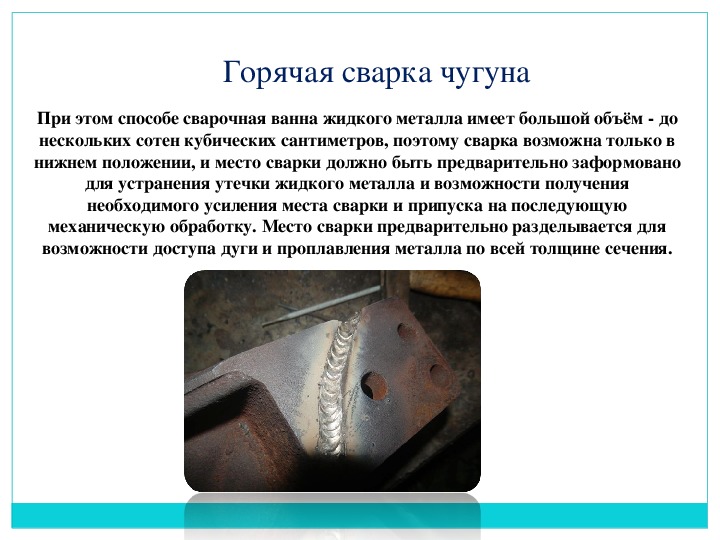
Горячая сварка чугуна
При этом способе сварочная ванна жидкого металла имеет большой объём до
нескольких сотен кубических сантиметров, поэтому сварка возможна только в
нижнем положении, и место сварки должно быть предварительно заформовано
для устранения утечки жидкого металла и возможности получения
необходимого усиления места сварки и припуска на последующую
механическую обработку. Место сварки предварительно разделывается для
возможности доступа дуги и проплавления металла по всей толщине сечения.
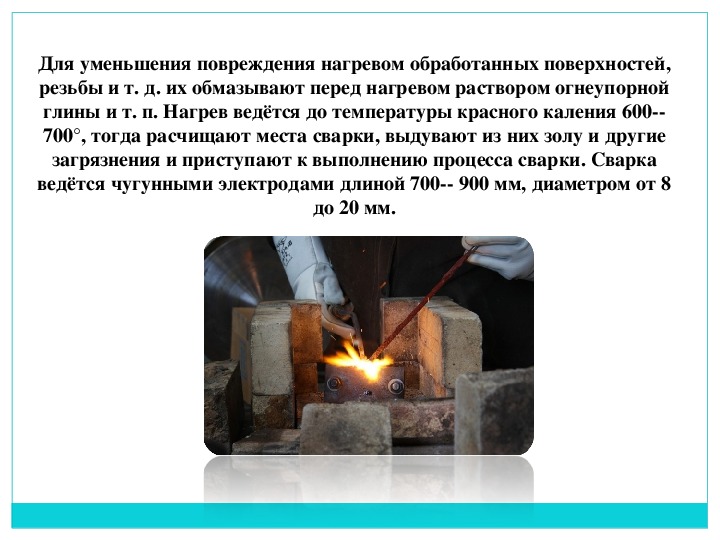
Для уменьшения повреждения нагревом обработанных поверхностей,
резьбы и т. д. их обмазывают перед нагревом раствором огнеупорной
глины и т. п. Нагрев ведётся до температуры красного каления 600
700°, тогда расчищают места сварки, выдувают из них золу и другие
загрязнения и приступают к выполнению процесса сварки. Сварка
ведётся чугунными электродами длиной 700 900 мм, диаметром от 8
до 20 мм.
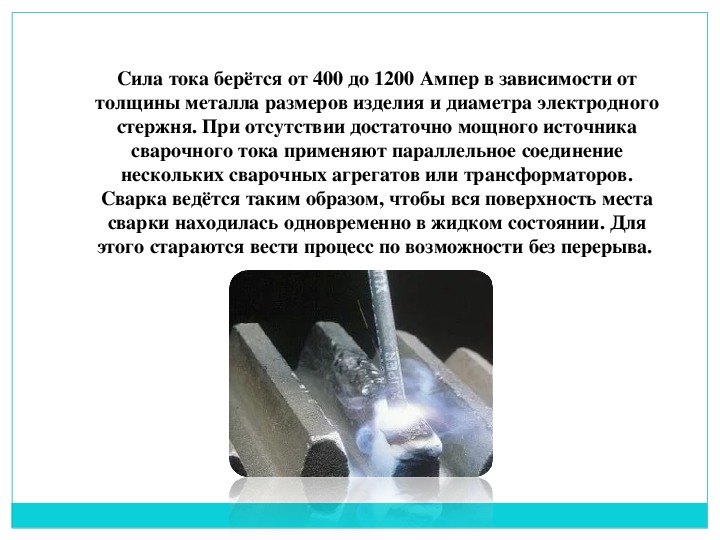
Сила тока берётся от 400 до 1200 Ампер в зависимости от
толщины металла размеров изделия и диаметра электродного
стержня. При отсутствии достаточно мощного источника
сварочного тока применяют параллельное соединение
нескольких сварочных агрегатов или трансформаторов.
Сварка ведётся таким образом, чтобы вся поверхность места
сварки находилась одновременно в жидком состоянии. Для
этого стараются вести процесс по возможности без перерыва.
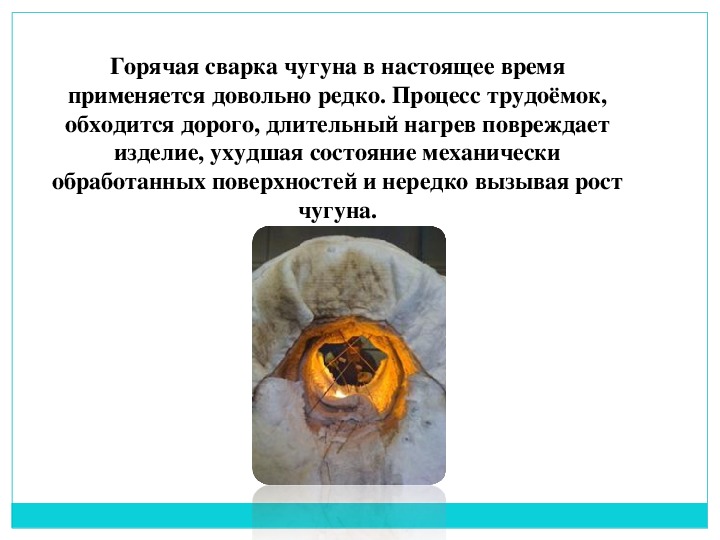
Горячая сварка чугуна в настоящее время
применяется довольно редко. Процесс трудоёмок,
обходится дорого, длительный нагрев повреждает
изделие, ухудшая состояние механически
обработанных поверхностей и нередко вызывая рост
чугуна.
Холодная сварка чугуна
Особенность холодной сварки чугуна заключается в том, что
сварка ведется без всякого предварительного подогрева
изделия. Существует большое количество разновидностей
методов холодной сварки , но все они практически могут
быть сведены к трем основным видам:
1) сварка стальными электродами;
2) сварка электродами из специальных сплавов и цветных
металлов;
3) сварка чугунными электродами.
При холодной сварке чугуна стальными
электродами для уменьшения разогрева чугуна в
зоне сварки при наложении первого слоя используют
стальные малоуглеродистые электроды малого
диаметра (3 мм) с тонким покрытием при силе тока
не более 90 Ампер.
Последующие слои могут выполняться электродами
не превышала 5060° С.
как с тонким, так и с толстым покрытием (типа
УОНИ13) при увеличенном диаметре электрода,
однако с условием, чтобы не допускать сильного
нагрева чугуна в зоне сварки. Поэтому сварка
ведется с перерывами таким образом, чтобы
температура основного металла вблизи места сварки
Этапы процесса проведения горячей сварки
следующие:
подготовка изделия к сварке;
прогрев до необходимой температуры (в горне,
муфельной печи, нагревательном колодце и т.д.);
сборку (с применением струбцин или прихваток) и
установку изделия под сварку;
собственно сам процесс сваривания;
охлаждение (медленное).
При ремонте ответственных изделий колонн, машин, станин
кронштейнов для увеличения механической прочности соединения
часто применяют ввертыши (шпильки с резьбой).
Ввертыши изготовляют из малоуглеродистой стали. Назначение
ввертышей связывать металл шва с чугуном, передавая усилия от
шва вглубь, в массу основного металла с неизменной структурой,
минуя пограничный хрупкий слой стали и отбеленного чугуна.
выбирают исходя из условия равнопрочности этих
элементов основному металлу. Сначала выполняют
сварку вокруг шпилек, а затем, когда вся поверхность
разделки закрыта первым слоем, заполняют шов
обычным порядком. Процесс сварки ведут с перерывами
Размеры соединительных ввертышей (шпилек)
для охлаждения детали.
Особенности сварки стальными электродами
Стальные низкоуглеродистые электроды применяются для
сварки чугуна в виду их дешевизны и доступности. Ими
допускается сваривать изделия неответственных деталей и при
небольших дефектах. Но чтобы ими качественно варить,
необходимо первый плакирующий слой в разделке выполнять
электродами марки ЦЧ4.
Технология сварки чугунными электродами
Сейчас свободно можно приобрести специальные
электроды по чугуну, выпускаемые различными
производителями. В основном они изготовлены на основе
железа, никеля, меди и представляют собой стержни из
металла, покрытые тонким слоем обмазки.
Выпускаются, как правило, по техническим условиям
предприятияизготовителя.
Величина сварочного тока находится в прямой зависимости от
диаметра электрода и лежит в пределах 50 60 Ампер. Обычно
сварочный ток выбирают в районе 50 90 Ампер на 1 мм
диаметра электрода. Сварку ведут небольшими валиками (не
более 50 мм) с их последующим охлаждением до температуры
50С. В процессе сварки швы в обязательном порядке
проковываются молотком, вес которого не должен превышать 1,2
кг.
Сварка чугуна неплавящимися электродами
Изделия из чугуна можно сваривать неплавящимися
электродами (угольным, графитовым, вольфрамовым), но
обязательно используя присадочный пруток — стержни
или прутки из чугуна, содержащие такие металлы как
никель, медь, алюминий и другие.
Газовая сварка чугуна
Применяется только для осуществления
ремонтных работ. В качестве присадочного
металла используют прутки, изготовленные из
латуни. Это позволяет получить сварной шов
необходимой плотности. Кроме того, такой шов
хорошо поддается механической обработке.
Присадочным металлом служит сварочная проволока марки
Св08 и Св08А, стержни из чугуна марки А. Непосредственно
перед сваркой разделанные кромки детали прогревают, а
затем засыпают из флюсом. Выбор наконечника горелки
1 мм толщины детали.
зависит от толщины свариваемых деталей. При толщине до 5
мм необходимо использовать наконечник № 3 или 4, от 5 до 10
мм — № 4 или 5, от 10 до 15 мм – № 5 или 6, а металл
толщиной свыше 15 мм сваривают с помощью наконечника №
6 или 7. Расход ацетилена может колебаться от 50 до 75 л/ч на
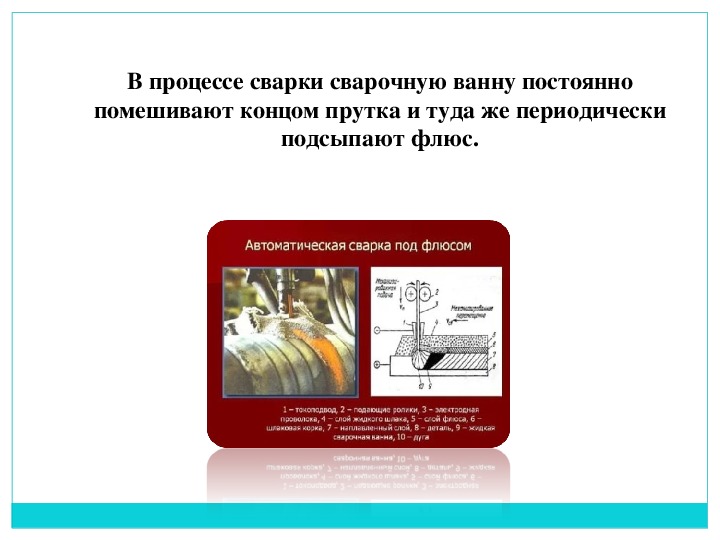
В процессе сварки сварочную ванну постоянно
помешивают концом прутка и туда же периодически
подсыпают флюс.