Презентация на тему: "Механизированная линия изготовления прямошовных труб" к учебному занятию по МДК 01.02 Основное оборудование для производства сварных конструкций. Специальность: 22.02.02 Сварочное производство, 2-й год обучения. Тема программы: Автоматические линии сварочного производства Тема урока: Механизированная линия изготовления прямошовных труб . Презентация позволяет студентам более качественно и наглядно изучить тему урока.
ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО
ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ
«АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ»
ОБРАЗОВАНИЯ
ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ
«ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Механизированная линия
изготовления прямошовных труб
МДК 01.02 Основное оборудование для производства сварных
конструкций
Специальность: 22.02.02 Сварочное производство, 2й
обучения
год
Разработала: преподаватель
высшей категории АСК Дон ГТУ
Шишкина Людмила Николаевна
Производство сварных труб
10% всего мирового производства стали
тратится на выпуск труб. Доля сварных труб
составляет более половины всего производства
и объем их выпуска продолжает расти.
Трубы большого диаметра (более 500 мм)
изготавливают только сварными.
Эффективному применению прогрессивных
способов сварки с высокими скоростями
способствуют большая протяженность швов,
серийный характер производства, относительно
простая форма изделий. Эти особенности
изготовления стальных труб большого диаметра
позволяют полностью механизировать процесс
выпуска, максимально оптимизировав его.
Стремительное развитие трубопроводного транспорта
из
способствует
низколегированных сталей с большим диаметром. В
практиках
применяться
трубопроводы различной величины.
производства
расширению
различных
стран
могут
труб
Для
России
характерна
укладка
газопроводов
диаметром 142 см и рабочим давлением 7,5 МПа.
Для США характерны сети трубопроводов, в основе
которых чаще всего находятся трубы небольшого диаметра.
Для магистральных трубопроводов трубы изготавливают
дуговой сваркой под флюсом. При этом шов располагают
или по спирали, или по образующей. Прямошовные трубы,
диаметр которых менее 82 сантиметров, сваривают одним
продольным швом в связи с ограниченной шириной листов.
Для труб с большим диаметром используют два шва.
Использование
позволяет
производить трубы диаметром 142 см с одним швом.
большей ширины
листов
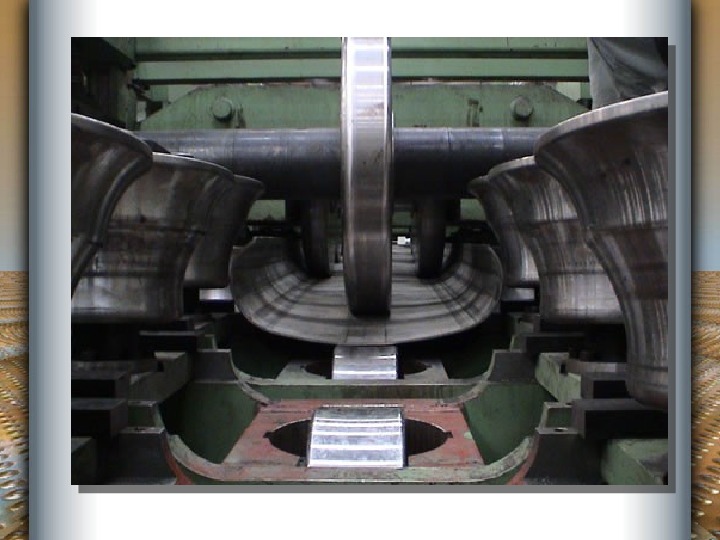
Механизированная линия
изготовления прямошовных труб
Линия предназначена для изготовления
прямошовных труб диаметром 529 820 мм,
длиной до 12 м и толщиной стенки 612 мм.
заготовки
Линия состоит из четырех участков:
1ый
и
участок
формовки листа;
2ой участок сварки наружных
швов;
3ий участок сварки внутренних
швов;
4ый участок контроля качества и
отделки труб.
Схема механизированной линии изготовления прямошовных
труб из листа
1 складирование листов;
2 подача листа в производство;
3 правка листа;
4 строжка кромок листа;
5 подгиб кромок;
6 предварительное формирование заготовок;
7 окончательное формирование заготовок;
8 сварка наружного шва;
9 сварка внутреннего шва;
10 отрезание кратерных участков и торцевание труб;
11 фрезерование выпуклости внутреннего шва;
12 разжатие трубы и гидроиспытания;
13 складирование готовых труб.
участке
заготовки и формовки
На
листа
осуществляются правка листа на листоправильных
вальцах, строжка кромок на кромкострогальном
станке, подгиб кромок на валковом стане,
предварительное и окончательное формирование
заготовки на прессах. Передача заготовки в
процессе изготовления выполняется с помощью
приводных рольгангов.
Вид участка заготовки и формовки листа
Участок заготовки и формовки листа
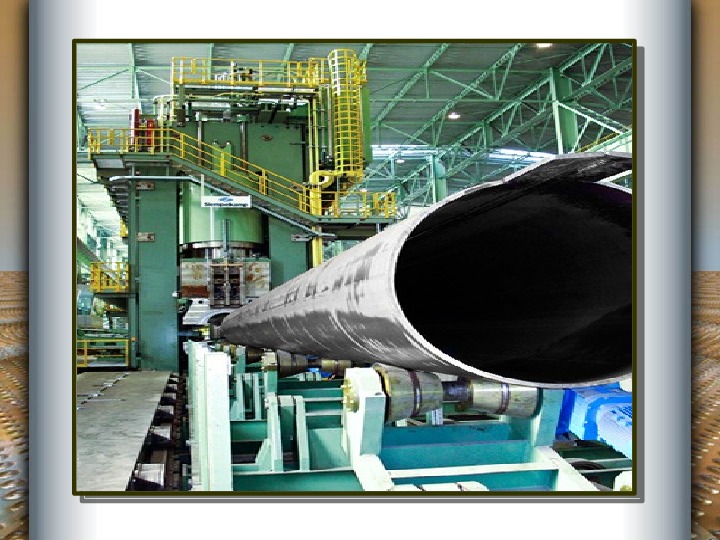
Сформированная заготовка трубы с помощью
передвижных рольгангов поступает на участок
сварки наружных швов, который состоит из
нескольких
расположенных
автосварочных станов.
параллельно
Сборка и сварка наружного шва выполняется
одновременно на непрерывном валковом стане,
который в процессе сварки обжимает трубу,
плотно прижимает свариваемые кромки одну к
другой и перемещает трубу со сварочной
скоростью. Сварочный аппарат при этом остается
неподвижным. Прихватка кромок перед сваркой
не нужна. Сварка выполняется сварочным
аппаратом типа А688 на медной скользящей
подкладке башмаке.
Участок сварки наружных швов
Стан оборудован флюсовой
аппаратурой,
которая обеспечивает подачу флюса в зону
сварки, сбор флюса, а также отсасывание газа и
пыли в процессе работы. Сваренная труба
проходит
установку,
предназначенную для снятия шлаковой корки и
очистки внутренней поверхности трубы от
окалины, и потом поступает на участок сварки
внутреннего шва.
специальную
через
Сварка внутреннего шва осуществляется в стане
сварочным аппаратом А850, укрепленным на
длинной штанге. В процессе сварки труба,
уложенная
с
на
сварочной
роликоопорами,
скоростью. После сварки труба возвращается в
исходное положение. Сварка наружных и
внутренних швов выполняется на скоростях 100
200 м/ч в зависимости от толщины стенки трубы.
специальной
двигается
тележке
со
сварки
производится
После
очистка
внутренней полости трубы от остатков флюса,
шлака и окалины. Затем труба проходит
ультразвуковой контроль и поступает на
участок отделки труб.
Участок отделки труб
Ультразвуковой контроль труб
На участке отделки труб производится:
вырубка, заварка и зачистка дефектов
сварных швов;
- снятие выпуклости внутренних сварных
швов на расстоянии до 300 мм на
специальных фрезерных станках;
- торцевание
снятие фаски
трубоотрезных станках.
Далее труба поступает в пресс
расширитель для правки, калибровки,
и
снятия
гидравлических испытаний.
напряжений
внутренних
и
на
Измерение геометрических размеров труб
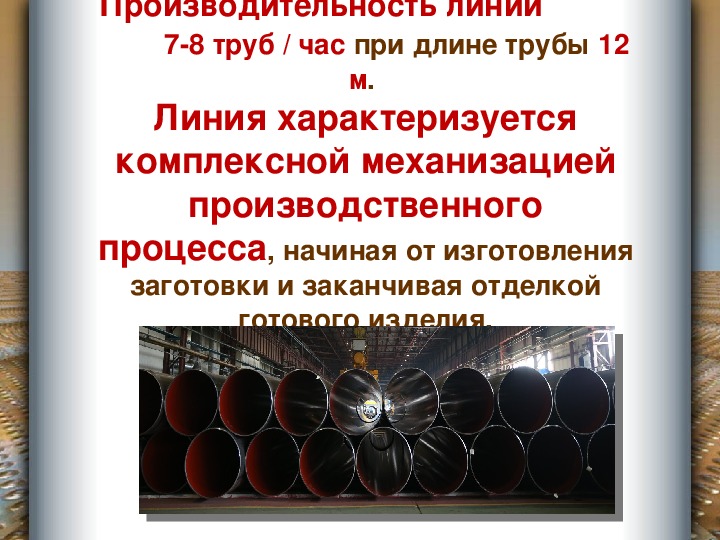
Производительность линии
78 труб / час при длине трубы 12
м.
Линия характеризуется
комплексной механизацией
производственного
процесса, начиная от изготовления
заготовки и заканчивая отделкой
готового изделия.
Видео:
поточная механизированная лини
я изготовления
прямошовных труб
https://youtu.be/e7UR3iJrOAM
БЛАГОДАРЮ
за работу на уроке!