Калибры для контроля годности цилиндрических резьб действуют как комплекты для комплексного контроля годности резьбы. Эти калибры разделяются на две основные группы— калибры для наружной и калибры для внутренней резьбы. По принципу построения они являются предельны-ми калибрами, т. е. разделяются на проходные и непроходные, каждый из которых контролирует свой предел поля допуска. По форме поверхности они разделяются на резьбовые и гладкие.
Тема урока:
«Измерение резьб»
Цели урока:
Научится разбираться в методах
измерения, а также применять знания
на практике.
Калибры для контроля годности цилиндрических
резьб действуют как комплекты для комплексного
контроля годности резьбы.
Эти калибры разделяются на две основные группы
— калибры для наружной и калибры для
внутренней резьбы.
По принципу построения они являются предельны
ми калибрами, т. е. разделяются на проходные и
непроходные, каждый из которых контролирует
свой предел поля допуска.
По форме поверхности они разделяются на
резьбовые и гладкие.
Калибры для контроля резьбы болта:
1 — болт с полями
допусков резьбы,
2 — скоба гладкая
предельная ПР и НЕ и ее
поля допусков,
3 — кольцо резьбовое ПР,
4 — кольцо резьбовое
непроходное НЕ и поля
допусков резьбовых
калибров
Комплект калибров для наружной резьбы
болта
1. Резьбовой проходной
калибркольцо ПР (поз.
3).
2. Резьбовой
непроходной калибр
кольцо НЕ (поз. 4).
3. Гладкий проходкой
калибрскоба ПР (поз. 2).
Контролирует
наибольший наружный
диаметр резьбы болта
dmax.
4. Гладкий непроходной
1. Резьбовой проходной калибркольцо ПР (поз. 3). Профиль
резьбы полный; Болт годен, если этот калибркольцо ПР
свободно навинчивается на него.
2. Резьбовой непроходной калибркольцо НЕ (поз. 4).
Профиль резьбы укороченный; Болт годен, если этот калибр
кольцо НЕ навинчивается на него не более чем на два
оборота.
3. Гладкий проходкой калибрскоба ПР (поз. 2).
Контролирует наибольший наружный диаметр резьбы болта
dmax. Болт годен, если этот калибрскоба ПР проходит через
него под действием собственного веса.
4. Гладкий непроходной калибрскоба НЕ (поз. 2).
Контролирует наименьший наружный диаметр резьбы болта
dmin. Болт годен, если калибрскоба НЕ не проходит через
него под действием собственного веса.
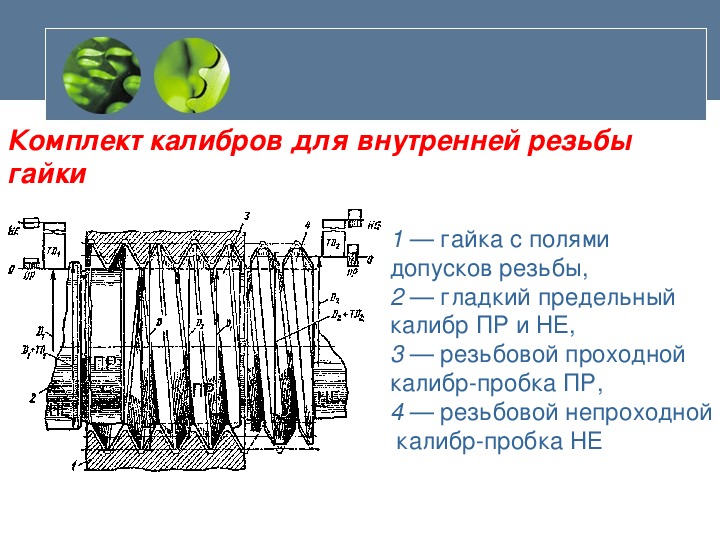
Комплект калибров для внутренней резьбы
гайки
1 — гайка с полями
допусков резьбы,
2 — гладкий предельный
калибр ПР и НЕ,
3 — резьбовой проходной
калибрпробка ПР,
4 — резьбовой непроходной
калибрпробка НЕ
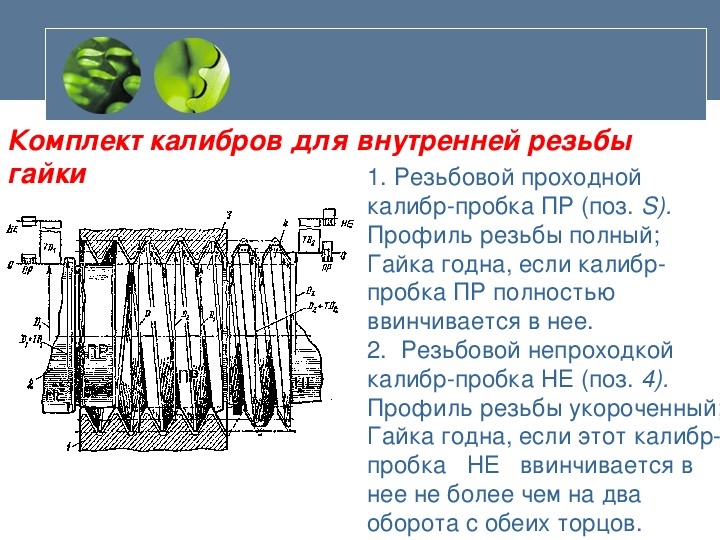
Комплект калибров для внутренней резьбы
гайки
1. Резьбовой проходной
калибрпробка ПР (поз. S).
Профиль резьбы полный;
Гайка годна, если калибр
пробка ПР полностью
ввинчивается в нее.
2. Резьбовой непроходкой
калибрпробка НЕ (поз. 4).
Профиль резьбы укороченный;
Гайка годна, если этот калибр
пробка НЕ ввинчивается в
нее не более чем на два
оборота с обеих торцов.
3. Гладкий проходной калибр
Комплект калибров
для внутренней
резьбы гайки
3. Гладкий проходной калибр
пробка ПР (поз. 2). Контролирует
наименьший внутренний диаметр
резьбы гайки. Гайка годна, если
этот калибрпробка ПР свободно
входит в нее под действием
собственного веса.
4. Гладкий непроходной калибр
пробка НЕ. Контролирует
наибольший внутренний диаметр
резьбы гайки. Гайка годна, если
этот калибрпробка НЕ входит в
нее не более чем на один шаг
резьбы этой гайки.
Средства измерения
среднего диаметра
резьбы.
Значительно точнее измерение
среднего диаметра резьбы
осуществляется с использованием
специальных проволочек.
Средства измерения
среднего диаметра
резьбы.
Значительно точнее измерение
среднего диаметра резьбы
осуществляется с использованием
специальных проволочек.
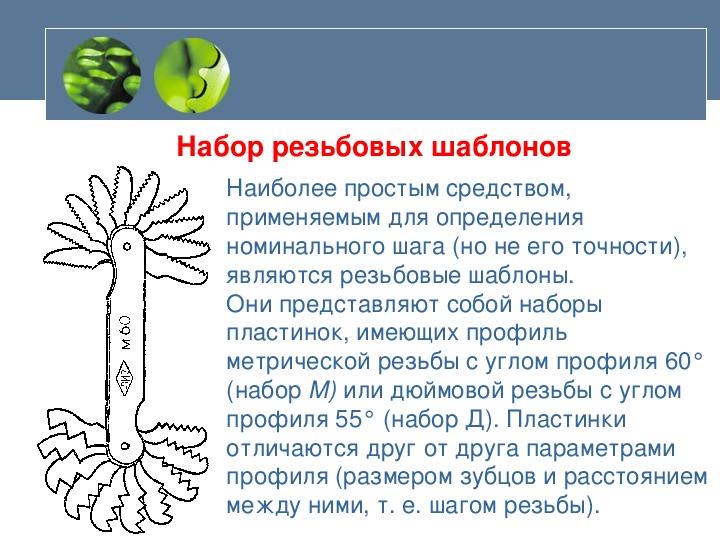
Набор резьбовых шаблонов
Наиболее простым средством,
применяемым для определения
номинального шага (но не его точности),
являются резьбовые шаблоны.
Они представляют собой наборы
пластинок, имеющих профиль
метрической резьбы с углом профиля 60°
(набор М) или дюймовой резьбы с углом
профиля 55° (набор Д). Пластинки
отличаются друг от друга параметрами
профиля (размером зубцов и расстоянием
между ними, т. е. шагом резьбы).
ПРОВЕРКА УСВОЕНИЯ
Что входит в комплект калибров для контроля
гайки и для контроля болта?
Что такое контрольные калибры для
рабочих резьбовых калибров?
В чем отличие микрометра со вставками от
гладкого микрометра?
Опишите измерение среднего диаметра резьбы
с помощью проволочек.
В чем преимущество этого метода?
Домашнее задание
Журавлев § 56
Козловский § 4.1
Список рекомендуемой литературы
1. Ганевский Г. М. Лабораторнопрактические работы по
предмету «Допуски и технические измерения». Учебное пособие.
— М.: Высшая школа, 1988.
2. Иванов А. Г. Измерительные приборы в
машиностроении.— М.: Издательство стандартов, 2003.
3. Марков Н. Н. Взаимозаменяемость и технические
измерения. — М.: Издательство стандартов, 2004,
4. Марков Н. Н., Ганевский Г. М. Конструкция, расчет и
эксплуатация измерительных инструментов и приборов.— М.:
Машиностроение, 2007.
5. Мягков В. Д., Палей М. А. и др. Допуски и посадки.
Справочник. — Л.: Машиностроение, 1983.