Поделиться


89. Пути обеспечения непрерывности производственного процесса и сокращения длительности цикла
Подготовила: преподаватель Гнездилова Т.В.
1.Производственный цикл и его структура
Длительность производственного цикла - это календарный период времени, в течение которого сырье и материалы превращаются в готовую продукцию или отрезок времени от начала первой технологической операции до момента полного окончания производства, испытания, сдачи готового продукта на склад.
1.Производственный цикл и его структура
Входящее в структуру трудового цикла время выполнения технологических операций - это время, в течение которого происходит непосредственное изменение структуры, свойств и габаритных параметров предметов труда.
При этом штучное время выражает непосредственную работу оборудования и производственною персонала по изготовлению продукции, а подготовительно-заключительное время — работу по переналадке рабочих мест и смене технологической оснастки.
1.Производственный цикл и его структура
Время выполнения нетехнологических операций выражает длительность вспомогательного процесса, необходимого для нормального согласованного протекания технологических операций.
Входящие в структуру производственного цикла естественные процессы характеризуют те производственные операции, которые не требуют непосредственного участия производственных рабочих.
Типовыми разновидностями естественных процессов являются охлаждение деталей после термообработки, сушка изделий после различных видов покрытия, естественное старение материалов и т.д.
Понятие производственного процесса.
Производственный процесс представляет собой совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления продукции (ГОСТ 14.005-83).
Производственный процесс состоит из множества определенным образом упорядоченных в пространстве и времени частичных процессов.
Технологический процесс является частью производственного процесса, содержащей целенаправленные действия по изменению и (или) определению состояния предмета (ГОСТ 3.1109-82).
Технологическая операция - законченная часть технологического процесса, выполняемая на одном рабочем месте.
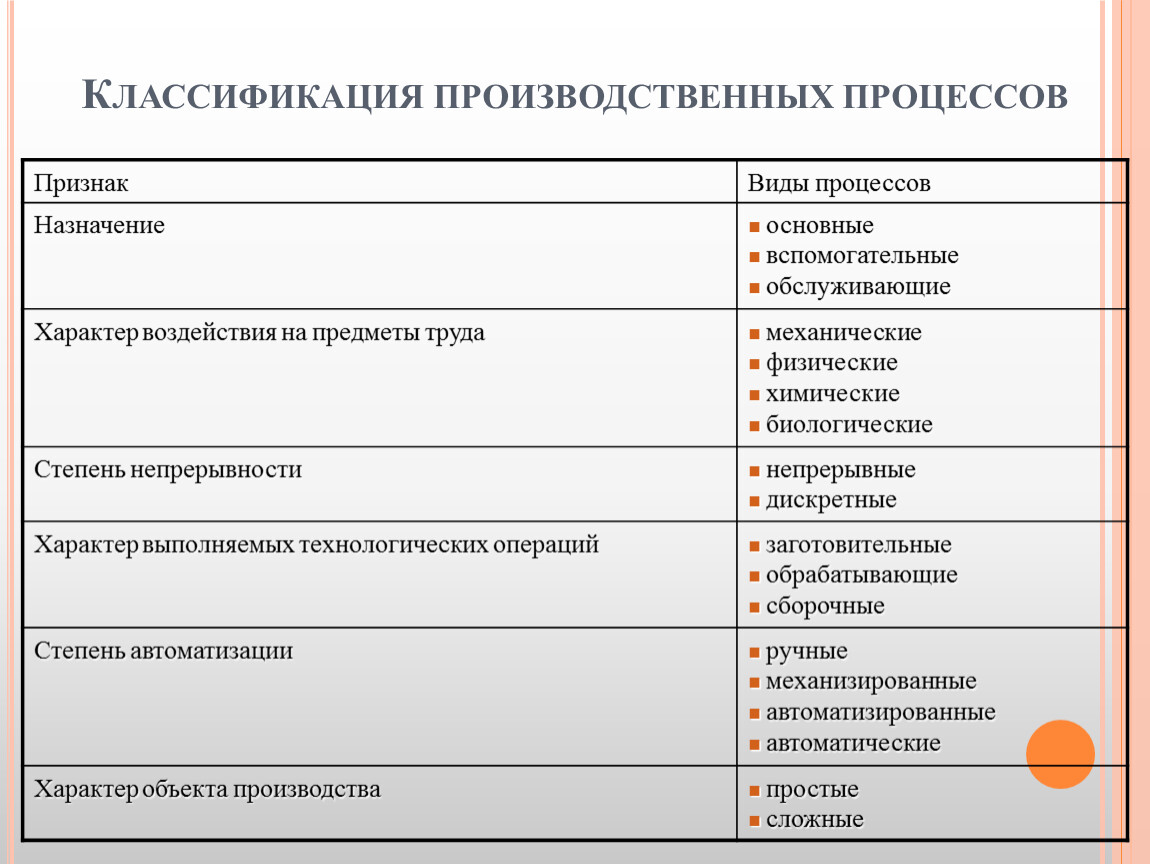
Классификация производственных процессов
Признак | Виды процессов |
Назначение | основные |
Характер воздействия на предметы труда | механические |
Степень непрерывности | непрерывные |
Характер выполняемых технологических операций | заготовительные |
Степень автоматизации | ручные |
Характер объекта производства | простые |
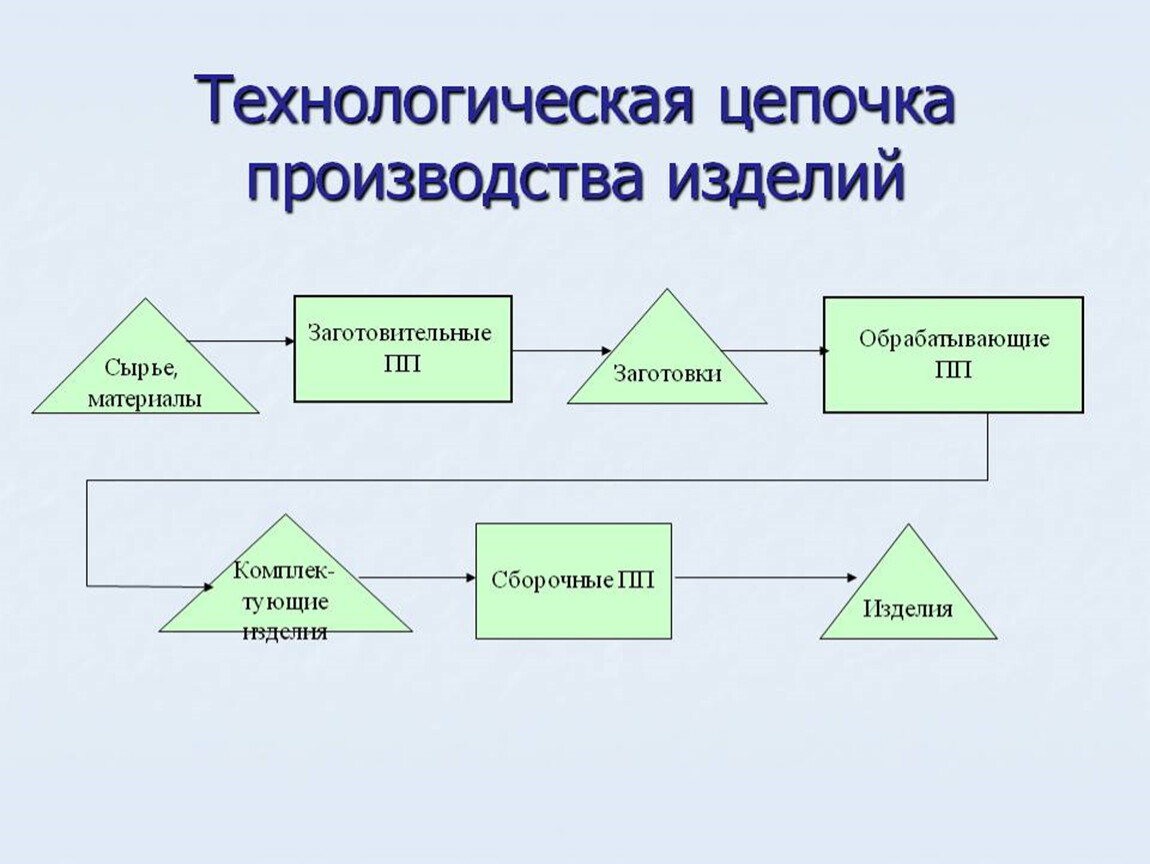
Технологическая цепочка производства изделий
Структура производственного цикла
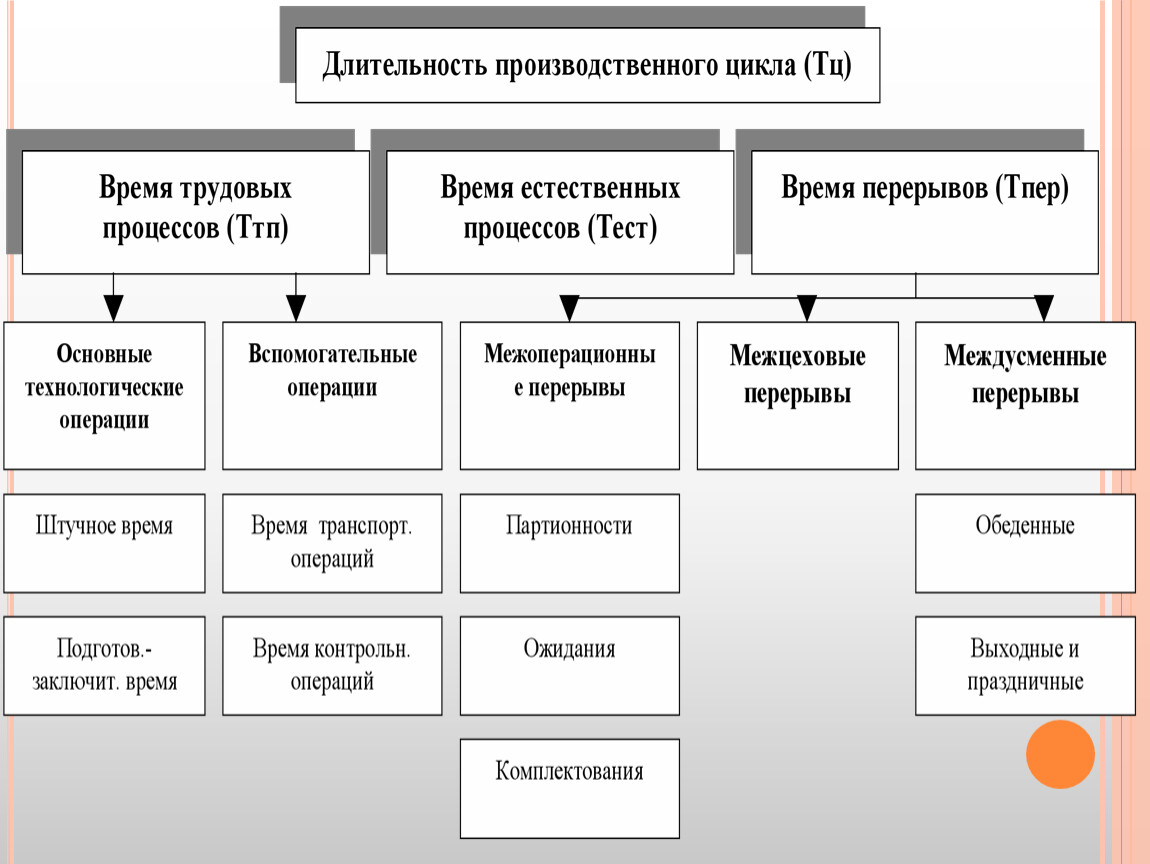
Структура производственного цикла состоит из двух частей — рабочего периода и времени перерывов.
Рабочий период - время операционного цикла, вспомогательных операций (контрольных, транспортных, складских) и время естественных перерывов, связанных с затратами времени без затрат труда (сушка, охлаждение и т.д.).
Операционный цикл состоит из времени технологических операций (основное технологическое время непосредственной обработки предметов труда) и подготовительно-заключительного времени, необходимого для освоения операции.
Время перерывов - межоперационное время и нерабочее время.
К межоперационному времени относятся перерывы в ожидании накопления партии изделий или освобождения оборудования, занятого обработкой других изделий, перерывы комплектования, связанные со временем пролеживания деталей перед началом сборки.
Нерабочее время состоит из перерывов, регламентированных режимом и условиями работы, перерывов между сменами, на обед, в выходные и праздничные дни и нерегламентированных перерывов, связанных с остановкой оборудования по организационно-техническим причинам.
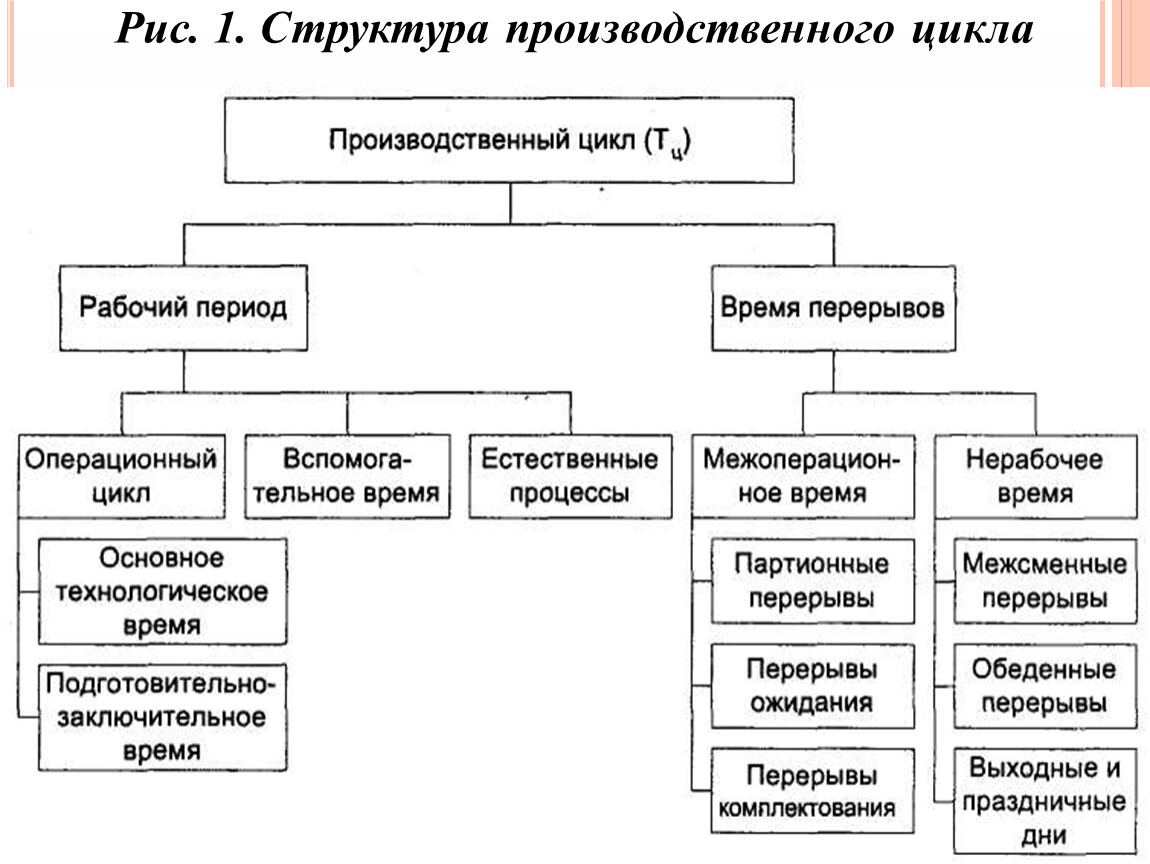
Рис. 1. Структура производственного цикла
Экономическое значение и пути сокращения длительности цикла
Сокращение длительности производственного цикла приводит к экономии рабочего времени.
Непосредственным эффектом сокращения длительности производственного процесса является возможность увеличения объема производства продукции на том же оборудовании в единицу времени, что позволяет снизить себестоимость продукции, с максимально полезной отдачей использовать основные производственные фонды и оборотные средства, получить дополнительную прибыль.
Экономическое значение и пути сокращения длительности цикла
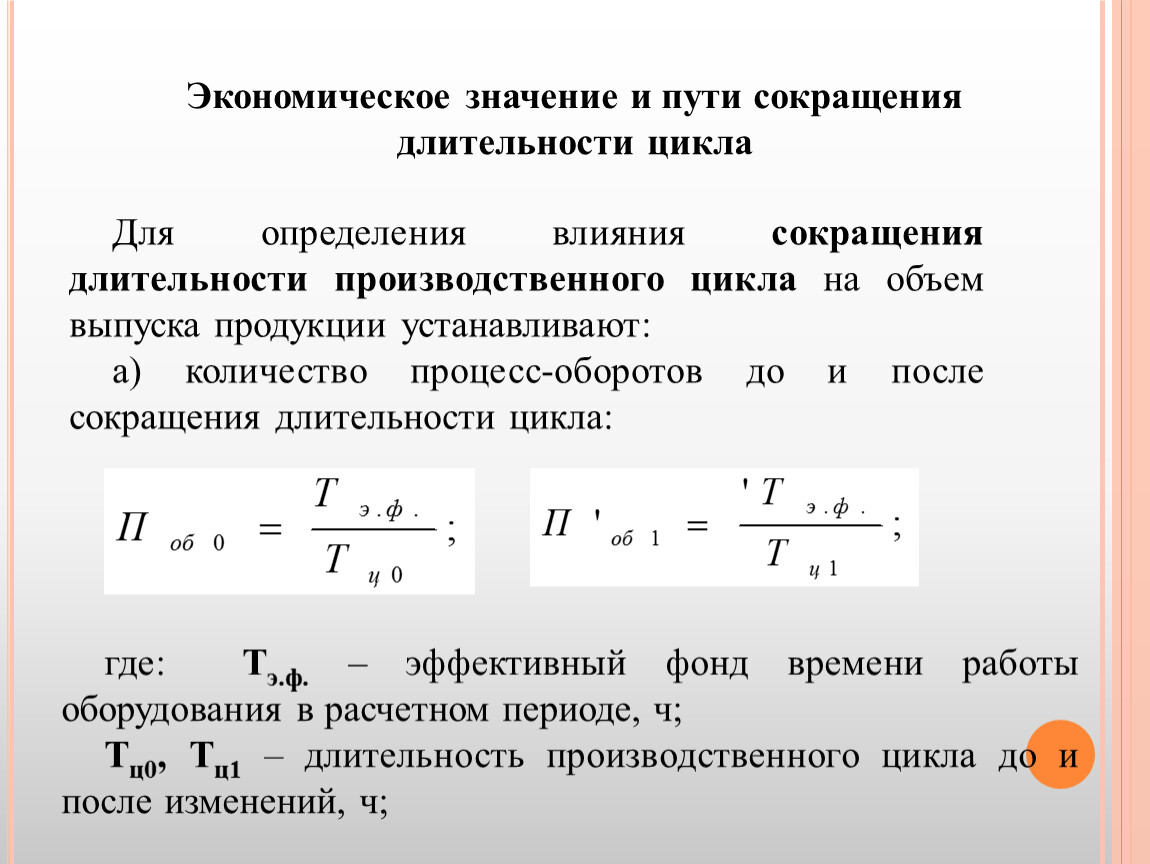
Для определения влияния сокращения длительности производственного цикла на объем выпуска продукции устанавливают:
а) количество процесс-оборотов до и после сокращения длительности цикла:
где: Тэ.ф. – эффективный фонд времени работы оборудования в расчетном периоде, ч;
Тц0, Тц1 – длительность производственного цикла до и после изменений, ч;
б) выпуск продукции до и после сокращения длительности цикла:
В0=Поб0 Q; В1=Поб1 Q
где: Q – выпуск продукта с одного процесс-оборота (количество деталей в партии), нат.ед;
в) прирост выпуска продукции в результате сокращения длительности цикла
ΔВ=В1-В0
Организационные мероприятия по сокращению длительности производственного цикла должны предусматривать:
*сокращение перерывов, вызванных межоперационным пролеживанием, и перерывов партионности за счет применения параллельного и параллельно-последовательного методов движения предметов труда;
*построение графиков комбинирования различных производственных процессов, обеспечивающих частичное совмещение во времени выполнения смежных работ и операций;
*сокращение перерывов ожидания на основе построения оптимизированных планов-графиков изготовления продукции и рационального запуска деталей в производство;
*внедрение предметно-замкнутых и подетально-специализированных цехов и участков, создание которых уменьшает длину внутрицеховых и межцеховых маршрутов, сокращает затраты времени на транспортировку.
Организационные мероприятия по сокращению длительности производственного цикла должны предусматривать:
Техническое совершенствование производства, связанное с внедрением новой технологии, прогрессивного оборудования и новых транспортных средств, ведет к сокращению производственного цикла за счет снижения трудоемкости технологических и контрольных операций, уменьшения времени на перемещение предметов труда.
Особенности расчета длительности производственного цикла в электротехнической отрасли
Используются четыре метода определения длительности производственного цикла:
1) обработка одного экземпляра детали какого-либо наименования;
2) обработка нескольких деталей одного наименования;
3) изготовление экземпляра изделия какого-либо наименования;
4) изготовление нескольких изделий одного и того же наименования.
Прохождение партии изделий во времени в одной операции может быть попереходным или пооперационным.
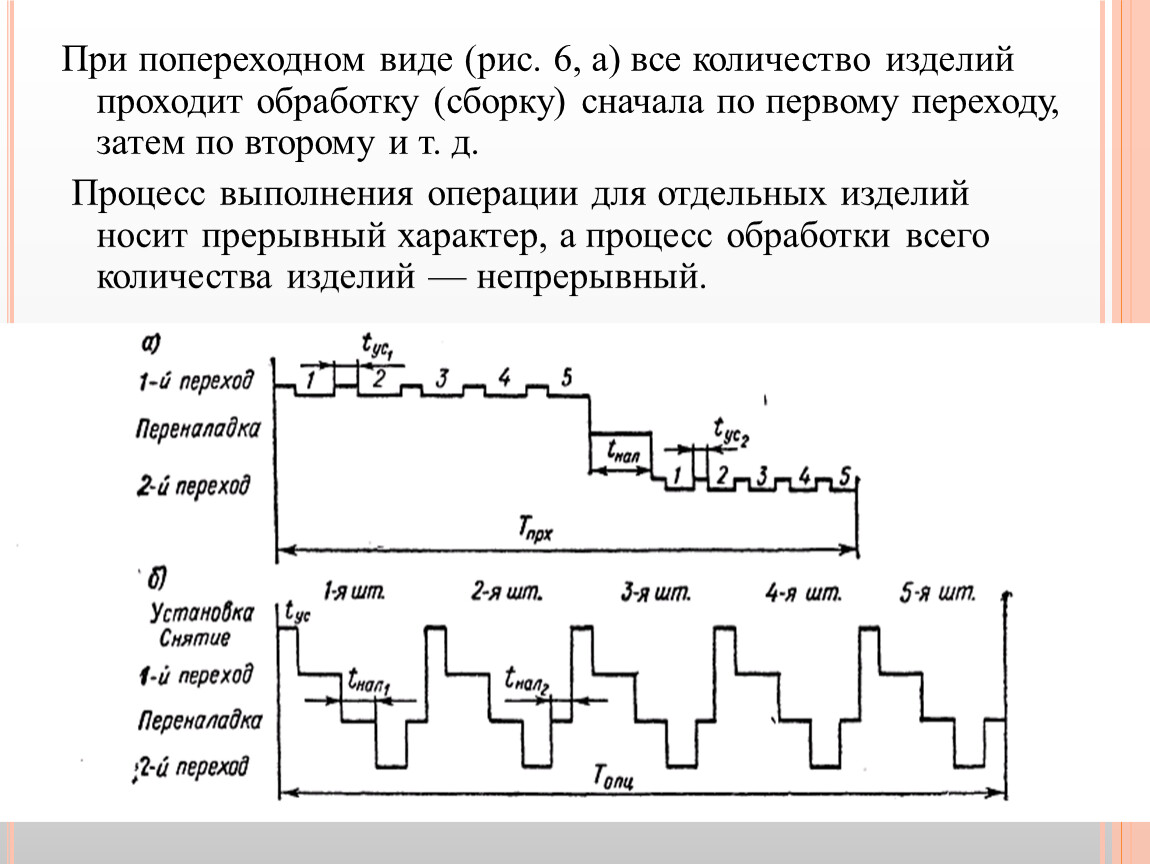
При попереходном виде (рис. 6, а) все количество изделий проходит обработку (сборку) сначала по первому переходу, затем по второму и т. д.
Процесс выполнения операции для отдельных изделий носит прерывный характер, а процесс обработки всего количества изделий — непрерывный.
Пооперационный вид (рис. б) характеризуется тем, что каждая отдельная штука проходит обработку по всем переходам, от первого до последнего, непрерывно и не ожидает окончания обработки всего количества изделий на предыдущем переходе, чтобы перейти на следующий.
Целесообразным видом прохождения партии изделий во времени считается тот, при котором суммарное время обработки (сборки) партии будет минимальным.
При попереходном виде увеличивается время на установку и снятие каждого изделия по каждому переходу, а при пооперационном — на переналадку рабочего места после каждого перехода.
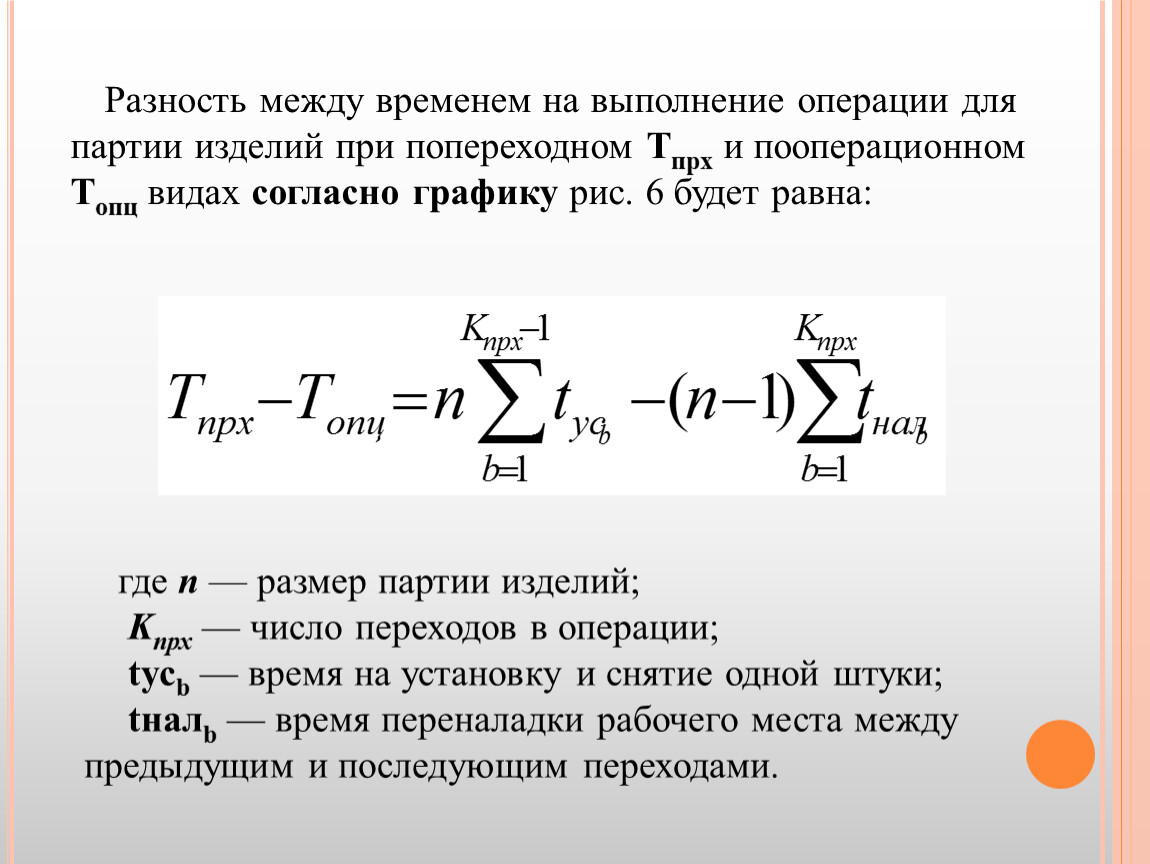
Разность между временем на выполнение операции для партии изделий при попереходном Tпрх и пооперационном Tопц видах согласно графику рис. 6 будет равна:
где п — размер партии изделий;
Kпрх — число переходов в операции;
tycb — время на установку и снятие одной штуки;
tналb — время переналадки рабочего места между предыдущим и последующим переходами.
Важнейшими путями сокращения длительности цикла являются:
- уменьшение трудоемкости изделия за счет улучшения конструкции машин и технологичности деталей;
- внедрение новой техники и технологии, повышение уровня механизации и автоматизации производства;
- внедрение технологических процессов, обеспечивающих максимальное приближение заготовок по конфигурации и размерам к готовым деталям;
- оснащение оборудования специальными приспособлениями и механизмами, совмещение вспомогательных и основных операций;
- улучшение технического руководства, повышение квалификации рабочих;
- замена естественных процессов искусственными;
- правильная организация транспортного хозяйства;
- автоматизация и механизация контрольных операций;
- сокращение времени перерывов;
- увеличение размера партии обработки деталей и сборки изделий.
Сокращение перерывов достигается:
путем увеличения сменности работы оборудования;
применением параллельно-последовательного способа обработки партии деталей вместо последовательного;
рационализацией отдыха рабочих;
применением эффективных систем оперативно-календарного планирования.
С целью выявления резервов сокращения длительности производственного цикла проводятся маршрутные фотографии.
Их анализ дает возможность определить отдельные стадии цикла, где имеются резервы их сокращения, благодаря чему может быть получен значительный эффект.
В результате анализа формул расчета длительности производственного цикла можно выявить такие пути его сокращения, как уменьшение партии деталей, изменение порядка их запуска в обработку, увеличение сменности работы оборудования и т.д.
Пути сокращения
Чем меньше продолжительность производственного цикла, тем больше продукции в единицу времени при прочих равных условиях можно выпустить на данном предприятии, в цехе или на участке; тем выше использование основных фондов предприятия; тем меньше потребность предприятия в оборотных средствах, вложенных в незавершенное производство; тем выше фондоотдача и т. д.
Чем больше длительность производственного цикла, тем больше оборотных средств требуется предприятию и тем на больший срок они оседают в производстве, поэтому следует стремиться к сокращению длительности производственного цикла, оно возможно по двум направлениям:
1) уменьшение времени, связанного с выполнением технологических операций;
2) сведение к минимуму всех перерывов в процессе изготовления изделия.
Пути сокращения производственного цикла:
1)совершенствование конструкции изготовления продукции с точки зрения ее технологичности и степени унификации;
2)совершенствование технологий;
3)сокращение трудоемкости, путем механизации и автоматизации процесса;
4)снижение времени естественных процессов;
5)совершенствование транспортировки, складирования, контроля;
6)повышение степени параллельности выполняемых операций.
Тестовое задание
1. Вопрос:
Производственный процесс представляет собой:
Варианты ответа:
Тестовое задание
3. Производственная операция − это:
Тестовое задание
5. Длительность производственного цикла состоит из:
Тестовое задание
8. Движение деталей в пространстве может быть:
Желаю успеха!!!
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
