1. ВВЕДЕНИЕ
1.1. Материал детали, его свойства и марка
2. ТЕХНОЛОГИЧЕКАЯ ЧАСТЬ
2.1. Преимущества и недостатки стыкового соединения
2.2. Особенности технологии сварки материала детали
2.3. Режим и техника сварки
2. 4. Возможные дефекты и способы их устранения
3. ПРАВИЛА ОХРАНЫ ТРУДА И ТЕХНИКИ
БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ ДАННОЙ РАБОТЫ
4. ЗАКЛЮЧЕНИЕ
5. СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ.
4
4
5
5
5
11
12
14
16
17
ОГЛАВЛЕНИЕ
31. ВВЕДЕНИЕ
1.1. Материал детали стали, свойства и его марка
Свойства углеродистых сталей определяются процентным содержанием
в них углерода. По этому признаку стали, делятся на малоуглеродистые (до
0,25 %) среднеуглеродистые (0,26 – 0,5 % С) и высокоуглеродистые (свыше
0,5 С). Углеродистую сталь обыкновенного качества выпускают по ГОСТ
38071, согласно которому способ выплавки стали в ее марке не указывают.
На свойства стали существенно влияет степень раскисления. Кипящая
сталь (кп) в процессе разливки «кипит» выделяя много газообразных
оксидов, что служит признаком процесса раскисления. Спокойная сталь (СП)
при разливке спокойно застывает в форме, так как в нее введены элементы
раскислителей. Она однородна по химическому составу, хорошо сваривается
и используется для ответственных конструкций. Полуспокойная сталь
занимает промежуточное положение между спокойной и кипящей. Она
содержит такое количество раскислителей, при котором газов выделяется
меньше, чем при затвердении кипящей стали, и поэтому имеет меньшую
химическую неоднородность. Степень раскисления стали отражается в ее
маркировке, например Ст2 кп, БСт3пс и т.д.
Группа А гарантирует механические свойства и по нормируемым
показателям делится на три категории, которые обозначаются цифрой в
конце марки. Первая категория, а также буква А в написании группы не
указываются. Пример маркировки: Ст3кп2, Ст4с3 и т.д.;
Группа Б гарантирует химический состав стмли и имеет две категории
Группа В гарантирует механические свойства, а также химический
состав стали и имеет шесть категорий. Эта группа чаще всего применяется
для сварных конструкции.
42.ТЕХНОЛОГИЧЕКАЯ ЧАСТЬ
2.1.Преимущества и недостатки соединения
Стыковые сварные соединения (Рис. 1) – свариваемые элементы
располагаются в одной плоскости или на одной поверхности.
Устанавливается 32 вида стыковых соединений. Обозначаются С1, С2, С3, С4
и т.д.
Рис. 1
Стыковое соединение: составляющий его элемент расположен в одной
плоскости или на одной поверхности. Оно наиболее распространенное, так как
имеет следующие преимущества:
Не ограниченная толщина свариваемых элементов.
Более равномерное распределение силовых линий (напряжения) при
передаче усилий: от одного к другому.
Минимальное
расстояние сварного соединения.
Надежность и удобство контроля качества соединения.
Недостатки:
Необходимо более точно собирать элементы под сварку.
Сложность обработки кромок под сварку профильного металла
(Уголки, швеллеры, тавры, двухтавры)
2.2. Особенности технологии сварки материала детали
Низкоуглеродистые стали обладают самой хорошей свариваемостью.
При выборе типа и марки электрода для сварки низкоуглеродистых сталей
следует обращать внимание на следующие моменты:
— получение сварных швов без дефектов;
— обеспечение равной прочности сварного соединения и основного металла;
5— обеспечение правильного химического состава металла шва;
— получение достаточной стойкости сварных соединений при различных
видах нагрузки (ударные, вибрационные и т. п.).
Для варки низкоуглеродистых сталей применяют электроды марок ОММ5,
СМ5, КПЗ32Р, ЦМ7, УОНИ13/45, ОМА2 и другие (типов Э38, Э42,
Э42А).
В некоторых случаях (толстые листы стали, неудобное положение сварщика и
т. д.) рекомендуется использовать электроды с повышенной прочностью
наплавленного металла (типов Э46 и Э46А). Это связано с тем, что
выполнение многослойных швов больших сечений в неудобных положениях
трудно осуществить без внутренних пороков. Достижение прочности сварного
соединения обеспечивается применением электродов, дающих повышенную
прочность шва.
Среднеуглеродистые стали имеют по сравнению с низкоуглеродистыми
повышенное содержание углерода, изза чего могут образовываться
кристаллические трещины и малопластичные закалочные структуры в
околошовной зоне. Поэтому для повышения стойкости металла шва против
образования трещин нужно понизить содержание углерода в металле шва. Для
этого применяются электроды с пониженным содержанием углерода. Кроме
того, стараются уменьшить долю участия основного металла в металле шва.
2.3.Режим и техника сварки стыковых швов в горизонтальном и
Вертикальные швы выполняют двумя способами: снизу вверх и сверху
нижнем положениях
вниз. При сварке снизу вверх (рис. 1) дугу возбуждают в нижней точке
соединения, и после образования ванночки расплавленного металла электрод
отводят немного вверх и в сторону. Дуга при этом должна быть направлена на
основной металл. Расплавленный металл при отводе электрода вверх
затвердевает, образуя «полочку», на которую наплавляют и которая
6удерживает последующие капли металла при движении электрода вверх.
Электрод рекомендуется наклонять вверх под углом 2025º к горизонту.
Сборка изделия и подготовка листов при сварке внахлестку
упрощаются, однако расход основного и наплавленного металла больше, чем
при сварке встык. Соединения внахлестку менее прочны при переменных и
ударных нагрузках, чем стыковые. При роликовой и точечной контактной
электросварке в основном применяют соединения внахлестку.
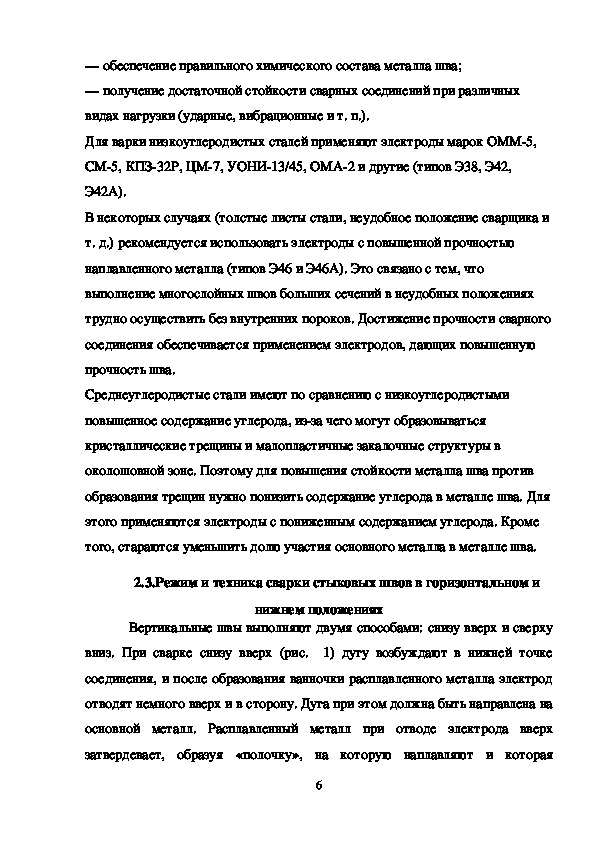
Рис. 2
Сварка нахлесточного соединения в нижнем положении: a подготовка
соединения к сварке; б положение электрода при сварке однопроходным
швом равных толщин; в положение электрода при втором и третьем проходе
при выполнении многопроходного шва; г положение электрода при сварке
разных толщин
При сварке в нижнем положении расплавленный металл не может вытечь
из ванны, металл электрода легко переходит в шов, и образуется шов
правильной формы. При этом легко вести наблюдение за процессом сварки,
так как сварщик находится в удобном положении, чаще всего сидя, что не
сильно утомляет его при работе. Поэтому по возможности надо устанавливать
свариваемые изделия так, чтобы вести сварку в нижнем положении. Техника
сварки швов различна. Сварка стыковых бесскосных швов. При обычных
приемах сварка бесскосных швов применяется для толщины металла до 68
мм (см. фиг. 32, б, в, г). При сварке стыковых бесскосных швов необходимо
обеспечить проварку толщины листа. Валик направляется вдоль кромок при
небольшом колебании электрода в поперечном направлении. Если сварка
осуществляется электродом диаметром 6 мм, то ширина валика получается
7достаточной без поперечных колебательных движений электрода. При сварке
стыковых бесскосных швов внимание сварщика должно быть обращено на
наличие зазора между кромками и их равномерное расплавление. Для
получения шва высокой прочности без непровара в нижней части кромок
следует, если позволяет конструкция, делать подварку с обратной стороны. В
том случае, если подварить шов с обратной стороны не представляется
возможным, пользуются подкладками. Применение подкладок имеет з
рачительные преимущества.
Внешний вид шва заметно улучшается. Наплавленный металл имеет
плавный пере од к основному. В случае сварки швов типа С4 необходимо
применять способ сварки погруженной дугой.
Для сварки нахлесточного соединения в нижнем положении на прямой
полярности требуется поддержание очень короткой дуги, а на обратной
полярности еще более короткой. Дуга должна быть сориентирована в
направлении корня соединения и горизонтальной поверхности пластины. Во
время сварки необходимо совершать, относительно оси сварного, шва
небольшие возвратнопоступательные колебания электрода. Это способствует
предварительному подогреву соединения перед движущейся сварочной дугой,
обеспечивает создание полноразмерной выпуклости и покрывает шлаковой
коркой хвостовую часть сварочной ванны.
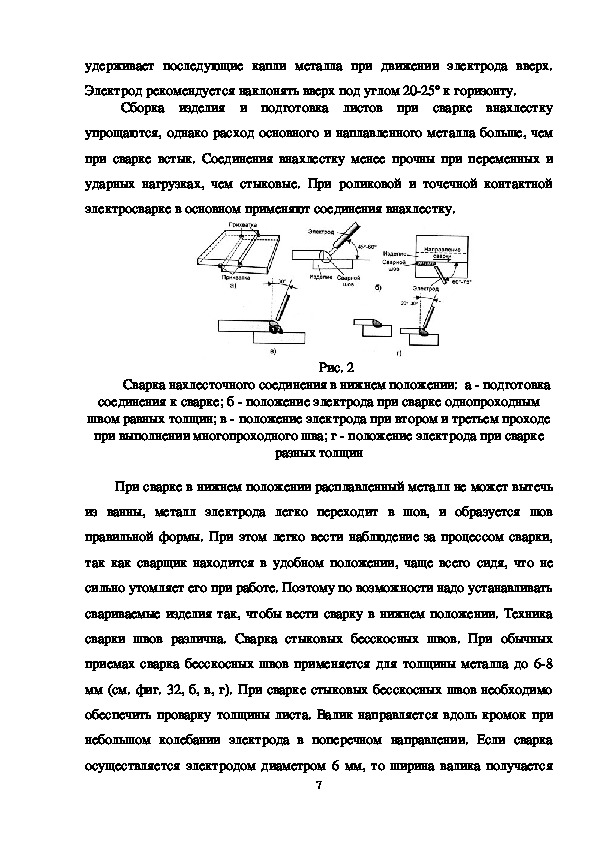
Рис. 3
Положение электрода при сварке нахлесточного соединения в
вертикальном положении снизу вверх многопроходным угловым швом (а) и
однопроходным угловым швом с поперечным перемещением электрода (б)
8Вертикальные швы выполнять значительно труднее, чем нижние, так как
в первом случае расплавленный металл под действием силы тяжести
стремится вытечь из сварочной ванны. Вертикальные швы следует выполнять
током на 1015% меньшим, чем при выполнении швов в нижнем положении, и
короткой дугой. Используемые для наложения вертикальных швов электроды
должны иметь «короткие» шлаки. При выполнении вертикальных швов, как и
при выполнении швов в нижнем положении, получают узкие и широкие
валики.
Iсв = (20 + 6d) * d,
где ICВ сварочный ток, а;
d диаметр металлического стержня электрода, мм.
При толщине металла менее l,5