

Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
ДОНЕЦКОЙ НАРОДНОЙ РЕСПУБЛИКИ
ГПОУ ДОНЕЦКИЙ ПРОФЕССИОНАЛЬНЫЙ
ЛИЦЕЙ АВТОТРАНСПОРТА
Сборник
заданий по выполнению лабораторных работ и практических заданий
по учебной дисциплине ОП.04 «Основы материаловедения»
для обучающихся по профессии 15.01.26 Токарь-универсал
г. Донецк - 2019
Составитель: Жаркова С.А., преподаватель первой категории
Сборник заданий по выполнению лабораторных работ и практических заданий по учебной дисциплине ОП.04 «Основы материаловедения» является частью учебно-методического комплекса
Рецензенты:
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине «Основы материаловедения» содержит основные требования к оформлению лабораторных работ и практических заданий по данной дисциплине, алгоритмы выполнения работ. В сборнике приведены варианты заданий и методические указания по выполнению работ.
Сборник заданий по выполнению лабораторных работ и практических заданий может быть использован преподавателями образовательных учреждений среднего профессионального образования на учебных занятиях по основам материаловедения, студентами для выполнения самостоятельной работы.
Рассмотрено на заседании методического совета Донецкого профессионального лицея автотранспорта, протокол от 29.08.2019г. № 1
СОДЕРЖАНИЕ
Введение…………………………………………………………………………4
Общие методические указания…………………………………………………5
Комплекс лабораторных работ для аудиторной самостоятельной работы студентов……………………………………………..………………………….7
Лабораторная работа № 1………………………………………………………7
Лабораторная работа № 2……………………………………………………..11
Лабораторная работа № 3……………………………………………………..15
Комплекс практических заданий для аудиторной самостоятельной работы студентов……………………………………………………………………….21
Практическое занятие № 1……………………..……………………………..21
Практическое занятие № 2……………………………………………………31
Практическое занятие № 3..…………………………………………………..34
Практическое занятие № 4…………………………………………………....38
Практическое занятие № 5..…………………………………………………..42
Список литературы.………………..…………………………………………49
Введение
Лабораторные работы и практические занятия отнесены к основным видам учебных занятий, поэтому их выполнение обязательно для каждого студента и определяется учебным планом в соответствии с ГОС СПО по профессии 15.01.05 «Сварщик (электросварочные и газосварочные работы)». Рекомендуемое количество часов на выполнение лабораторных работ и практических заданий по учебной дисциплине «Основы материаловедения» составляет 8 работ: 3 лабораторные работы и 5 практических заданий.
Выполнении студентами лабораторных работ и практических заданий способствует:
- обобщению, систематизации, углублению, закреплению полученных теоретических знаний по конкретным темам учебных дисциплин математического и общего естественнонаучного, общепрофессионального и профессионального циклов;
- формированию умений применять полученные знания на практике, реализации единства интеллектуальной и практической деятельности;
- развитию интеллектуальных умений у будущих специалистов: аналитических, проектировочных, конструктивных и др.;
- выработке при решении поставленных задач таких профессионально значимых качеств, как самостоятельность, ответственность, точность, творческая инициатива.
Перечисленные способности, умения и качества делают студентов конкурентоспособными на современном рынке труда.
Выполнение лабораторных работ и практических заданий по учебной дисциплине «Основы материаловедения» направлено на усвоение знаний (из ГОС СПО):
- основных свойств и классификации материалов, используемых в профессиональной деятельности;
- наименований, маркировки, свойств обрабатываемого материала;
- правил применения охлаждающих и смазывающих материалов;
- основных сведений о металлах и сплавах;
- основных сведений о неметаллических, прокладочных, уплотнительных и электротехнических материалах, сталях, их классификации.
Выполнение лабораторных работ и практических заданий по учебной дисциплине «Основы материаловедения» способствует формированию умений (из ФГОС):
- подбирать материалы по их назначению и условиям эксплуатации для выполнения работ;
- применять материалы при выполнении работ.
Выполнение лабораторных работ и практических заданий по учебной дисциплине «Основы материаловедения» способствует формированию общих и профессиональных компетенций. Лабораторно-практические работы выполняются в тетради.
Общие методические указания
Лабораторные работы и практические задания выполняются в тетрадях предназначенных для их выполнения, которые хранятся у преподавателя.
Лабораторные и практические работы по своему содержанию имеют определенную структуру: порядок выполнения работы приведен в начале каждой практической и лабораторной работы; указано задание, которое необходимо выполнить и составить отчет по его выполнению.
При выполнении лабораторных и практических работ студентами выполняются определенные правила, рассмотрите их ниже:
лабораторные и практические работы выполняются во время учебных занятий;
допускается окончательное оформление лабораторных и практических работ в домашних условиях;
разрешается использование дополнительной литературы при выполнении лабораторных и практических работ;
перед выполнением лабораторной и практической работы необходимо изучить основные теоретические положения по рассматриваемому вопросу.
Прежде, чем приступить к выполнению задания необходимо ознакомиться с:
наименованием темы работы;
целью работы;
предлагаемым заданием;
оборудованием для выполнения работы;
краткими теоретическими сведениями;
порядком выполнения работы;
содержанием отчета.
Лабораторные и практические работы представляют собой элемент учебной дисциплины и оцениваются по критериям, представленным ниже:
Оценка «отлично» ставится в том случае, если студент:
1. правильно, по плану выполняет лабораторную работу (практическое задание);
2. работу выполняет самостоятельно, правильно формулирует выводы и аккуратно оформляет отчет о работе.
Оценка «хорошо» ставится в том случае, если студент:
1. правильно, по плану выполняет лабораторную работу (практическое задание), но допускает недочеты и неточности в процессе выполнения работы;
2. правильно формулирует выводы, но имеются недостатки в оформлении лабораторной работы (практического задания);
Оценка «удовлетворительно» ставится в том случае, если студент:
1. допускает неточности в выполнении лабораторной работы (практического задания);
2. допускает недочеты в определении определяемых величин;
3. допускает неточности в формулировании выводов;
4. имеются недостатки в оформлении лабораторной работы (практического задания).
Оценка «неудовлетворительно» ставится в том случае, если студент:
1. выполняет лабораторную работу(практическое задание) не полностью;
2. допускает грубые ошибки в определении определяемых величин;
3. не формулирует выводы.
Комплекс лабораторных работ для аудиторной самостоятельной работы студентов
Лабораторная работа №1
Тема: Макроструктурный анализ металлов
Цель работы:
ознакомление с методикой проведения макроструктурного анализа; приобретение практических навыков изучения металлических поверхностей, изломов и макрошлифов.
Время: 45 минут
Задание:
1. Ознакомиться с методикой проведения макроструктурного анализа, а также со способами приготовления и травления макрошлифов.
2. Изучить коллекцию изломов, макрошлифов и сварных швов.
3. Изучить основные дефекты, наблюдаемые в металле.
4. Выяснить причины возникновения дефектов и меры по их предотвращению или устранению.
5. Подготовить отчет по работе.
Оборудование: лупа, коллекция макрошлифов, коллекция изломов.
Краткие теоретические сведения
Макроанализ дает представление об общем строении металла и позволяет оценить его качество после различных видов обработки: литья, обработки давлением, сварки, термической и химико-термической обработки.
Не выявляя подробностей строения, макроанализ позволяет определить участки металла, требующие дальнейшего микроскопического исследования. Макроанализом можно определить:
1. Нарушения сплошности металла: центральную пористость, свищи, подкорковые пузыри, трещины, непровары и газовые пузыри при сварке;
2. Дендритное строение, размеры и ориентацию зерен в литом состоянии;
3. Химическую неоднородность литого металла – ликвацию (исследуется макрошлиф);
4. Волокнистое строение деформированного металла;
5. Вид излома: вязкий, хрупкий, нафталинистый, камневидный и т.д.;
6. Глубину слоя после химико-термической обработки (исследуется излом).
Макроанализ проводят на продольных и поперечных макрошлифах (темплетах) и изломах. Для успешного выполнения макроанализа необходим выбор наиболее характерного для изучаемого изделия сечения или излома. Вырезанные темплеты подвергают механической обработке, химическому травлению и исследованию.
Методы макротравления подразделяют на три группы: глубокого травления; поверхностного травления; отпечатков. Структура, выявляемая глубоким травлением, слабо зависит от подготовки поверхности образца; поверхностное травление или метод отпечатков требует более тщательной подготовки поверхности. Способы макроанализа различны в зависимости от состава сплава и задач, стоящих перед исследователем. Для многих марок стали, с целью выявления дефектов, нарушающих сплошность, применяют горячий (60-80 °С) 50% водный раствор соляной кислоты. Темплеты травят в течение 5-45 мин. до четкого выявления макроструктуры – это глубокое травление.
Химическую неоднородность стали, например, ликвацию фосфора, серы, свинца определяют методом поверхностного травления и отпечатков.
При необходимости полного макроскопического исследования, а также определения нарушений сплошности металла и дефектов строения целесообразно придерживаться следующей последовательности; сначала травить образец реактивом поверхностного травления, затем снова шлифовать и определять распределение серы по отпечатку на фотобумаге, после чего производить глубокое травление для определения нарушений сплошности.
 а)
а) 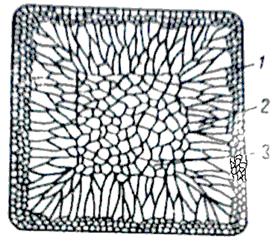 б)
б)
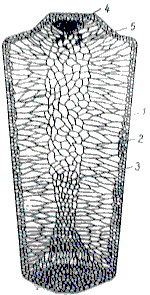
Рисунок 1.1 - Макроструктура металлического слитка (а) продольное сечение; б) дендритное строение кристаллов в усадочной раковине)
1. Зона мелких произвольно ориентированных кристаллов
2. Столбчатые кристаллы.
3. Зона крупных произвольно ориентированных кристаллов
4. Усадочная раковина
5. Усадочная рыхлость
 а)
а)
 б)
б)  в)
в)
Рисунок 1.2 - Макроструктура металлического слитка (поперечное сечение)
а) литье в землю;
б) литье в кокиль;
в) литье в землю модифицированное.

а) б)
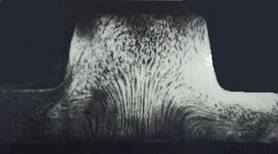
Рисунок 1.3 - Волокнистое строение металлов
а) горячий прокат и обработка резанием;
б) горячий прокат и горячая штамповка.
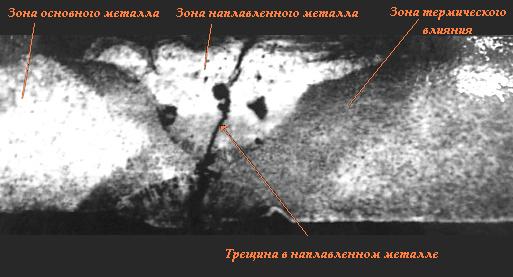
Рисунок 1.4 -Дефекты сварных соединений: Усадочные и газовые поры, трещины, шлаковые включения, подрезы, непровар



Рисунок 1.5 - Виды излома
а) вязкий; б) хрупкий; в) усталостный
Порядок выполнения работы:
1. Зарисовать макроструктуру образцов, показывающую особенности литого состояния. Сравнить макроструктуру слитка с макроструктурой образцов, отлитых различными методами.
2. Зарисовать макроструктуру образцов с волокнистым строением и сделать вывод о правильности изготовления заготовки.
3. Зарисовать макрошлиф сварного соединения. Определить положение зоны термического влияния, отметить дефекты.
4.
Определить различие вязкого и хрупкого изломов.
5. Отметить на рисунке усталостного излома очаг зарождения усталостной трещины
и характерные зоны этого вида излома
Содержание отчета:
1. Наименование работы.
2. Цель работы.
3. Оборудование и материалы, используемые в работе.
4. Зарисовать макроструктуры (рисунки 1.1-1.5).
5. Выводы.
Контрольные вопросы
1. Какими характеристиками определяется качество металлов и сплавов?
2. От каких факторов зависит структура металла?
3. С помощью какого метода изучают внутреннее строение металлов?
4. Используя какой метод, изучают размеры, форму и взаимное расположение кристаллов?
5. Что такое макроструктурный анализ?
6. Расскажите, что выявляют макроструктурным анализом.
7. Что можно обнаружить внешним осмотром поверхности металла?
8. Виды изломов в зависимости от качества металла, условий эксплуатации и режимов нагружения деталей и конструкций.
Лабораторная работа №2
Тема: Испытание на твердость по Бринеллю
Цель работы:
освоение навыков определения и расчета твердости поверхностных слоев материалов по методу Бринелля.
Время: 45 минут
Задание:
определить твердость образцов
Оборудование: прибор для измерения твердости по Бринеллю, образцы.
Краткие теоретические сведения
В материал вдавливается стальной шарик, и значения твердости определяют по величине поверхности отпечатка, оставляемого шариком. Шарик вдавливают с помощью пресса.
|
|
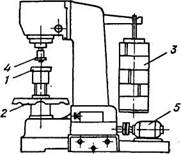
Рисунок 2.1 Схема прибора для получения твердости вдавливанием шарика (измерение по Бринеллю): 1 - столик для центровки образца; 2 — маховик; 3 — грузы; 4 — шарик; 5 — электродвигатель.
Испытуемый образец устанавливают на столике 1 в нижней части неподвижной станины пресса (рис. 2), зашлифованной поверхностью кверху. Поворотом вручную маховика 2 по часовой стрелке столик поднимают так, чтобы шарик мог вдавиться в испытуемую поверхность. В прессах с электродвигателем вращают маховик 2 до упора и нажатием кнопки включают двигатель 5. Последний перемещает коромысло и постепенно вдавливает шарик под действием нагрузки, сообщаемой привешенным к коромыслу грузом. Эта нагрузка действует в течение определенного времени, обычно 10—60 с, в зависимости от твердости измеряемого материала, после чего вал двигателя, вращаясь в обратную сторону, соответственно перемещает коромысло и снимает нагрузку. После автоматического выключения двигателя, поворачивая маховик 2 против часовой стрелки, опускают столик прибора и затем снимают образец.
В образце остается отпечаток со сферической поверхностью (лунка). Диаметр отпечатка измеряют лупой, на окуляре которой нанесена шкала с делениями, соответствующими десятым долям миллиметра. Диаметр отпечатка измеряют с точностью до 0,05 мм (при вдавливании шарика диаметром 10 и 5 (мм) в двух взаимно перпендикулярных направлениях; для определения твердости следует принимать среднюю из полученных величин.
Число твердости по Бринеллю НВ вычисляют по уравнению:
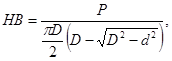
где Р — нагрузка на шарик, кг·с (1кг·с – 0,1 Мпа); D — диаметр вдавливаемого шарика, мм; d — диаметр отпечатка, мм. Получаемое число твердости при прочих равных условиях тем выше, чем меньше диаметр отпечатка.
Во избежание сложных вычислений числа твердости для каждого отпечатка на практике используются готовыми таблицами (Приложение 1).
Усилие, F в зависимости от значения К и диаметра шарика D устанавливают в соответствии с табл. 1. Рекомендуемое время выдержки образца под нагрузкой для сталей составляет 10 с, для цветных сплавов 30 с (при K=10 и 30) или 60 с (при K=2.5).
Таблица
|
Диаметр шарика D, мм |
Прикладываемое усилие F, Н |
||||
|
K=F/D2 |
|||||
|
30 |
10 |
5 |
2,5 |
1 |
|
|
10 |
29420 |
9807 |
4903 |
2452 |
980,7 |
|
5 |
7355 |
2452 |
1226 |
612,9 |
245,2 |
|
2,5 |
1839 |
612,9 |
306,5 |
153,2 |
61,3 |
|
1 |
294,2 |
98,1 |
49,0 |
24,5 |
9,81 |
|
Диапазон твердости HB |
55-650 |
35-200 |
<55 |
8-55 |
3-20 |
|
Измеряются |
Сталь, чугун, медь и ее сплавы, легкие сплавы |
Чугун, спла- вы меди, легкие спла- вы |
Медь и ее сплавы, легкие сплавы |
Легкие сплавы |
Свинец, олово |
Порядок выполнения работы:
1. Изучить работу твердомера типа ТШ.
2. Подготовить образцы к испытанию (поверхность образца должна быть плоской и чистой от загрязнений и окалины. Толщина образца – не менее десятикратной глубины отпечатка).
3. Выбрать в зависимости от заданных условий испытания и типа образца диаметр шарика, нагрузку и время выдержки под нагрузкой.
4. Закрепить шариковый наконечник в шпинделе установочным винтом.
5. Поместить на подвеску требуемое для испытания количество сменных грузов.
6. Установить упор на нужную продолжительность выдержки и закрепить стопорным винтом.
7. Установить на столик (испытания круглых образцов производят с помощью специальной подставки) испытуемый образец и вращением маховика поднять его к шариковому наконечнику, оказывая предварительную нагрузку на образец порядка 100 кг. Нагрузка должна быть приложена в направлении, перпендикулярном к плоскости образца. Центр отпечатка должен находиться от края образца на расстоянии не менее диаметра шарика, а от центра соседнего отпечатка – на расстоянии не менее двух диаметров шарика.
8. Нажать на пусковую кнопку, приводя в движение электродвигатель и передать нагрузку на образец.
9. После окончания испытания опустить столик, снять образец и измерить диаметр отпечатка в двух взаимно перпендикулярных направлениях при помощи лупы. Диаметр отпечатка измеряют с точностью до 0,05 мм при испытании шариком диаметром 10 и 5 мм и с точностью до 0,01 мм при испытании шариком диаметром 2,5 мм.
10. По величине диаметра отпечатка рассчитать число твердости НВ.
11. Повторить эксперимент 3 раза.
12. Определить среднее число твердости НВ.
13. Результаты испытаний внести в протокол.
|
Марка металла |
D шарика, мм |
F, H (кгс) |
Продол. выдержки, с |
Диаметр отпечатка, мм |
Среднее арифм., dср мм |
HB |
|
|
d1 |
d2 |
||||||
|
|
|
|
|
|
|
|
|
Содержание отчета:
1. Название работы.
2. Цель работы.
3. Оборудование и материалы, используемые в работе.
4. Протокол испытаний твердости по методу Бринелля.
5. Выводы.
Контрольные вопросы
1. Что такое твердость?
2. Классификация методов измерения твердости.
3. Сущность измерения твердости по Бринеллю.
4. До какого значения твердости при испытании по Бринеллю используются стальные шарики?
5. Какого диаметра шарики используются при испытании на твердость по Бринеллю?
6. Из каких условии выбирается диаметр шарика при испытании на твердость по Бринеллю?
7. Пример записи твердости по Бринеллю?
Таблица определения твердости по Бринеллю
Приложение 1
|
Диаметр отпечатка d10 или 2d5, или 4d2,5 |
Число твердости по Бринеллю при нагрузке Р (кгс), равной |
Диаметр отпечатка d10 или 2d5, или 4d2,5 |
Число твердости по Бринеллю при нагрузке Р (кгс), равной |
||||
|
30 D2 |
10 D2 |
2,5 D2 |
30 D2 |
10 D2 |
2,5 D2 |
||
|
2,00 |
955 |
|
|
4,00 |
229 |
76,3 |
19,1 |
|
2,05 |
910 |
|
|
4,05 |
223 |
74,3 |
18,6 |
|
2,10 |
868 |
|
|
4,10 |
217 |
72,4 |
18,1 |
|
2,15 |
|
|
|
4,20 |
207 |
68,8 |
17,2 |
|
2,20 |
764 |
|
|
4,25 |
201 |
67,1 |
16,8 |
|
2,25 |
735 |
|
|
4,30 |
197 |
65,5 |
16,4 |
|
2,30 |
707 |
|
|
4,35 |
192 |
63,8 |
16,0 |
|
2,35 |
682 |
|
|
4,40 |
187 |
62,4 |
15,6 |
|
2,40 |
659 |
|
|
4,45 |
183 |
60,9 |
15,2 |
|
2,45 |
616 |
|
|
4,50 |
179 |
59,5 |
14,9 |
|
2,50 |
597 |
|
|
4,55 |
174 |
58,1 |
14,5 |
|
2,55 |
579 |
|
|
4,60 |
170 |
56,8 |
14,2 |
|
2,60 |
562 |
|
|
4,65 |
167 |
55,5 |
13,9 |
|
2,65 |
531 |
|
|
4,70 |
163 |
54,3 |
13,6 |
|
2,70 |
516 |
|
|
4,75 |
159 |
53,0 |
13,3 |
|
2,75 |
489 |
|
|
4,80 |
156 |
51,9 |
13,0 |
|
2,80 |
477 |
|
|
4,85 |
152 |
50,7 |
12,7 |
|
2,85 |
455 |
|
|
4,90 |
149 |
49,6 |
12,4 |
|
2,90 |
444 |
|
|
4,95 |
146 |
48,6 |
12,2 |
|
2,95 |
429 |
|
|
5,00 |
143 |
47,5 |
11,9 |
|
3,00 |
415 |
|
34,6 |
5,05 |
140 |
46,5 |
11,6 |
|
3,05 |
401 |
|
33,4 |
5,10 |
137 |
45,5 |
11,4 |
|
3,10 |
388 |
129 |
32,3 |
5,15 |
134 |
44,6 |
11,2 |
|
3,15 |
375 |
125 |
31,3 |
5,20 |
131 |
43,7 |
10,9 |
|
3,20 |
363 |
121 |
30,3 |
5,25 |
128 |
42,8 |
10,7 |
|
3,25 |
352 |
117 |
29,3 |
5,30 |
126 |
41,9 |
10,5 |
|
3,30 |
341 |
114 |
28,4 |
5,35 |
123 |
41,0 |
10,3 |
|
3,35 |
331 |
110 |
27,6 |
5,40 |
121 |
40,2 |
10,1 |
|
3,40 |
321 |
107 |
26,7 |
5,45 |
118 |
39,4 |
9,86 |
|
3,45 |
311 |
104 |
25,9 |
5,50 |
116 |
38,6 |
9,66 |
|
3,50 |
302 |
101 |
25,2 |
5,55 |
114 |
37,9 |
9,46 |
|
3,55 |
293 |
97,7 |
24,5 |
5,60 |
111 |
37,1 |
9,27 |
|
3,60 |
285 |
95,0 |
23,7 |
5,65 |
109 |
36,4 |
9,10 |
|
3,65 |
277 |
92,3 |
23,1 |
5,70 |
107 |
35,7 |
8,93 |
|
3,70 |
269 |
89,7 |
22,4 |
5,75 |
105 |
35,0 |
8,76 |
|
3,75 |
262 |
87,2 |
21,8 |
5,80 |
103 |
34,3 |
8,59 |
|
3,80 |
255 |
84,9 |
21,2 |
5,85 |
101 |
33,7 |
8,43 |
|
3,85 |
248 |
82,6 |
20,7 |
5,90 |
99,2 |
33,1 |
8,26 |
|
3,90 |
241 |
80,4 |
20,1 |
5,95 |
97,3 |
32,4 |
8,11 |
|
3,95 |
235 |
78,3 |
19,6 |
6,00 |
95,5 |
31,8 |
7,96 |
Лабораторная работа №3
Тема: Термическая обработка стали
Цель работы:
изучить технологию термической обработки стали (закалка, отпуск, нормализация, отжиг) и познакомиться с закономерностями изменения твердости образцов стали в исходном (г.к.) состоянии и после термообработки.
Время: 45 минут
Задание:
изучить технологию термической обработки и провести анализ
Оборудование: диаграмма железо-цементит.
Краткие теоретические сведения
Термическая обработка – это технологический процесс, состоящий из нагрева стали до определенной температуры выдержка при этой температуре определенной время и охлаждения при заданной скорости с целью изменения его структуры и свойств.
На стадии изготовления деталей строительных конструкций необходимо, чтобы металл был пластичным, нетвердым, имел хорошую обрабатываемость резанием.
В готовых изделиях всегда желательно иметь материал максимально прочным, вязким, с необходимой твердостью.
Такие изменения в свойствах материала позволяет сделать термообработка. Любой процесс термообработки может быть описан графиком в координатах температура-время и включает нагрев, выдержку и охлаждение. При термообработке протекают фазовые превращения, которые определяют вид термической обработки.
При 727ОС верхняя критическая точка соответствует началу выделения феррита из аустенита (при охлаждении) или концу растворения феррита в аустените (при нагреве). Температура линии SE, соответствующая началу выделения вторичного цементита из аустенита, обозначается Аm.®Температура нагрева стали зависит от положения ее критических точек и выбирается по диаграмме состояния Fe – Fe3С в зависимости от вида термической обработки. Критические точки (температуры фазовых превращений) определяют: линия PSK – точку А1, GS – точку А3 и SE – точку Аm. Нижняя критическая точка А1 соответствует превращению А
Время нагрева до заданной температуры зависит, главным образом, от химического состава стали и толщины наиболее массивного сечения детали (в среднем 60 с на каждый миллиметр сечения).

Рисунок 3.1. Печь для термической обработки
Выдержка при температуре термообработки необходима для завершения фазовых превращений, происходящих в металле, выравнивания температуры по всему объему детали. Продолжительность выдержки зависит от химического состава стали и для нелегированных сплавов определяется из расчета 60 с. на один миллиметр сечения. Скорость охлаждения зависит, главным образом, от химического состава стали, а также от твердости, которую необходимо получить.
Самыми распространенными видами термообработки сталей являются закалка и отпуск. Производятся с целью упрочнения изделий.
Виды операций термической обработки: отжиг, нормализация, закалка, отпуск.
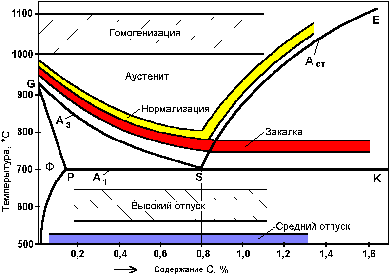
Рисунок 3.2. Диапазон оптимальных температур нагрева при различных видах термической обработки
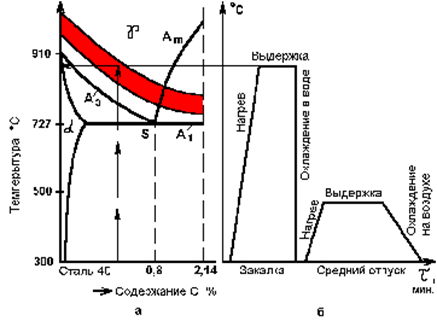
Рис. 3.3. Выбор оптимальной температуры закалки стали (а) и отпуска (б)
Закалка сталей
Закалкой называется фиксация при комнатной температуре высокотемпературного состояния сплава. Основная цель закалки – получение высокой твердости, прочности и износостойкости. Для достижения этой цели стали нагревают до температур на 30 – 50ОС выше линии GSK (рис.3.2), выдерживают определенное время при этой температуре и затем быстро охлаждают. Процессы, происходящие в сплаве на различных стадиях закалки, можно рассмотреть на примере эвтектоидной стали. В исходном отожженном состоянии эта сталь имеет структуру перлита (эвтектоидная смесь феррита и цементита). При достижении температуры А1 (7270С) произойдет полиморфное превращение, т.е. перестройка кристаллической решетки феррита (ОЦК) в решетку аустенита (ГЦК), вследствие чего растворимость углерода резко возрастает. В процессе выдержки весь цементит растворится в аустените и концентрация углерода в нем достигнет содержания углерода в стали, т.е. 0,8 %.
Следующий этап – охлаждение стали из аустенитной области до комнатной температуры – является определяющим при закалке. При охлаждении стали ниже температуры А1 происходит обратное полиморфное превращение, т.е. решетка аустенита (ГЦК) перестраивается в решетку феррита (ОЦК) и при этом растворимость углерода уменьшается в 40 раз (с 0,8 до 0,02). Если охлаждение происходит медленно, то “лишний” углерод успевает выйти из решетки феррита и образовать цементит. В результате формируется структура феррито-цементитной смеси. Если же охлаждение производится быстро, то после полиморфного превращения углерод остается вследствие подавления диффузионных процессов в решетке ОЦК. Образуется пересыщенный твердый раствор углерода в - железе, который называется мартенситом.
Практической целью закалки Vкр.³является получение максимальной прочности и твердости стали. Достигается эта цель при следующих режимах: нагрев стали на 30 – 50ОС выше линии GSK, выдержка при этой температуре и охлаждение со скоростью
По температуре нагрева различают полную и неполную закалку. Полная закалка осуществляется из аустенитной области. После охлаждения с критической скоростью закалки у всех углеродистых сталей образуется структура мартенсита. Полной закалке подвергают изделия из доэвтектоидных сталей, при этом исключается образование мягких ферритных включений. Неполная закалка – закалка из промежуточных, двухфазных областей (А + Ф), (А+ЦII). В результате охлаждения с критической скоростью в доэвтектоидных сталях образуется структура Ф + М, а в заэвтектоидных – М + ЦII. Неполной закалке подвергают инструмент из заэвтектоидной стали, поскольку наличие включений вторичного цементита увеличивает твердость закаленного инструмента, т.к. цементит по твердости превосходит мартенсит
Отпуск. К важнейшим механическим свойствам сталей наряду с твердостью относится и пластичность, которая после закалки очень мала. Структура резко- неравновесная, возникают большие закалочные напряжения. Чтобы снять закалочные напряжения и получить оптимальное сочетание свойств для различных групп деталей, обычно после закалки проводят отпуск стали. Отпуском стали является термообработка, состоящая из нагрева закаленной стали до температуры ниже линии PSK (критическая точка А1), выдержки при этой температуре и дальнейшего произвольного охлаждения. Этот процесс связан с изменением строения и свойств закаленной стали. При отпуске происходит распад мартенсита, переход к более устойчивому состоянию. При этом повышается пластичность, вязкость, снижается твердость и уменьшаются остаточные напряжения встали. Механизм протекающих превращений при отпуске сталей – диффузионный, он определяется температурой и продолжительностью нагрева.
Первое превращение, протекающее в интервале 80 – 200ОС, соответствует выделению из мартенсита тонких пластин – карбида Fe2С. Выделение углерода из решетки приводит к уменьшению степени ее тетрагональности. Полученный при этом мартенсит, имеющий степень тетрагональности, близкую к 1, называется отпущенным.
При нагреве закаленной стали выше 300ОС происходит полное выделение углерода из раствора и снятие внутренних напряжений. Сталь состоит из мелкодисперсной смеси феррита и цементита (троостит отпуска).
При нагреве до температуры выше 480ОС идет процесс коагуляции (укрупнения) карбидных частиц и максимальное снятие остаточных напряжений. Формируется структура сорбита отпуска.
В зависимости от температуры нагрева различают низкий, средний и высокий отпуск. Низкий отпуск проводят в интервале температур 80 – 250ОС для инструментов-изделий, которым необходимы высокая твердость и износостойкость. Получаемая структура МОТП или МОТП + ЦII (мартенсит отпуска + цементит вторичный).
Средний отпуск (350 – 500ОС) применяется для рессор, пружин, штампов и другого ударного инструмента, т.е. для тех изделий, где требуется достаточная твердость и высокая упругость. Получаемая структура – ТОТП (троостит отпуска).
Высокий отпуск (500 – 650ОС) полностью устраняет внутренние напряжения. Достигается наилучший комплекс механических свойств: повышенная прочность, вязкость и пластичность. Применяется для изделий из конструкционных сталей, подверженных воздействию высоких напряжений. Структура – СОТП (сорбит отпуска).
Термообработку, заключающуюся в закалке на мартенсит и последующем высоком отпуске, называют улучшением.
Нормализация. Нормализацией называется нагрев сталей на 30 — 50°С выше линии доэвтектоидных, а эвтектоидной и заэвтектоидных - выше линии Am, выдержка при этой температуре и последующее охлаждение на воздухе. После нормализации изделия из доэвтектодной, заэвтектодной и эвтектодной сталей приобретают однородную структуру по сечению - пластинчатый сорбит. Сорбит представляет собой механическую смесь двух фаз феррита и цементита.
Нормализацию применяют для снижения внутренних напряжений, измельчения зерна после литья, для подготовки структуры к последующей операции термической обработки. Нагрев заэвтектоидной стали выше линии - Am при нормализации проводится с целью растворения цементитной сетки для улучшения обрабатываемости резанием и для подготовки структуры к закалке.
Отжиг сталей
Чтобы облегчить механическую или пластическую обработку стальной детали, уменьшают ее твердость путем отжига. Так называемый полный отжиг заключается в том, что деталь или заготовку нагревают до температуры 900° С, выдерживают при этой температуре некоторое время, необходимое для прогрева ее по всему объему, а затем медленно (обычно вместе с печью) охлаждают до комнатной температуры.
Внутренние напряжения, возникшие в детали при механической обработке, снимают низкотемпературным отжигом, при котором деталь нагревают до температуры 500—600° С, а затем охлаждают вместе с печью. Для снятия внутренних напряжений и некоторого уменьшения твердости стали применяют неполный отжиг — нагрев до 750—760° С и последующее медленное (также вместе с печью) охлаждение.
Разновидностью отжига стали является гомогенизация – создание однородной (гомогенной) структуры в сплавах путем ликвидации микронеоднородностей структуры сплава, возникающих при неравновесной кристаллизации расплава. При гомогенизации сплавы подвергаются т.н. диффузионному или гомонизирующему отжигу, что повышает пластичность и стабильность механических свойств сплава.
При гомогенизации сталь нагревается до температуры 1000 – 1100ОС выдерживается при этой температуре для полного равномерного прогрева всего сечения образца и медленно охлаждается вместе с печью.
Порядок выполнения работы:
1.Изучить технологию термической обработки стали, влияние температуры на физические свойства стали.
2. Провести анализ:
сущность термической обработки стали.
виды термической обработки стали.
цель закалки стальных изделий.
отпуск стали после закалки.
сущность отжига, нормализация стали?
Содержание отчета:
1. Название работы.
2. Цель работы.
3. Оборудование и материалы, используемые в работе.
4. Проведенный анализ.
5. Выводы.
Контрольные вопросы
1. Что такое термическая обработка?
2. Виды термической обработки.
3. Назовите основные элементы режима закалки и ее цели.
4. Что такое отпуск?
5. Назначение отжига
6. Отжиг, который снимает внутренние напряжения в детали при механической обработке.
Комплекс практических заданий для аудиторной самостоятельной работы студентов
Практическое занятие №1
Тема: Изучение справочных таблиц для определения свойств материалов
Цель работы:
изучение справочных таблиц и определение свойств материалов.
Время: 45 минут
Задание: пользуясь справочными таблицами определить свойства материалов
Оборудование: справочные таблицы механических свойств и допустимых напряжений
Краткие теоретические сведения
В справочной литературе приводятся сведения о механических свойствах и допускаемых напряжениях для различных материалов.
Таблица 1.1 - Допускаемые напряжения* для углеродистых сталей обыкновенного качества в горячекатаном состоянии
|
Марка стали |
Допускаемые напряжения **, МПа |
|||||||||||||
|
при растяжении [sр] |
при изгибе [sиз] |
при кручении [tкр] |
при срезе [tср] |
при смятии [sсм] |
||||||||||
|
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
|
|
Ст2 |
115 |
80 |
60 |
140 |
100 |
80 |
85 |
65 |
50 |
70 |
50 |
40 |
175 |
120 |
|
СтЗ |
125 |
90 |
70 |
150 |
110 |
85 |
95 |
65 |
50 |
75 |
50 |
40 |
190 |
135 |
|
Ст4 |
140 |
95 |
75 |
170 |
120 |
95 |
105 |
75 |
60 |
85 |
65 |
50 |
210 |
145 |
|
Ст5 |
165 |
115 |
90 |
200 |
140 |
110 |
125 |
90 |
70 |
100 |
65 |
55 |
250 |
175 |
|
Ст6 |
195 |
140 |
110 |
230 |
170 |
135 |
145 |
105 |
80 |
115 |
85 |
65 |
290 |
210 |
* Горский
А. И., Иванов-Емин Е. Б., Кареновский А. И. Определение допускаемых напряжений
при расчетах на прочность. НИИмаш, М., 1974.
** Римскими цифрами
обозначен вид нагрузки: I - статическая; II - переменная, действующая от нуля
до максимума, от максимума до нуля (пульсирующая); III - знакопеременная
(симметричная).
Таблица 1.2- Механические свойства и допускаемые напряжения углеродистых качественных конструкционных сталей
|
Марка стали |
Термообработка* |
Временное сопротивление sB |
Предел текучести sT |
Предел выносливости |
Допускаемые напряжения **, МПа |
|||||||||||||||
|
при растяженииs-1p |
при изгибе s-1 |
при крученииt-1 |
при растяжении [sp] |
при изгибе [sиз] |
при кручении [tкр] |
при срезе [tср] |
при смятии [sсм] |
|||||||||||||
|
МПа |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
||||||
|
08 |
Н |
330 |
200 |
120 |
150 |
90 |
110 |
80 |
60 |
130 |
95 |
75 |
80 |
60 |
45 |
60 |
45 |
35 |
165 |
120 |
|
10 |
Н |
340 |
210 |
125 |
155 |
95 |
110 |
80 |
60 |
145 |
100 |
75 |
80 |
60 |
45 |
65 |
45 |
35 |
165 |
120 |
|
|
Ц-В59 |
400 |
250 |
145 |
180 |
110 |
130 |
90 |
70 |
155 |
115 |
90 |
100 |
65 |
55 |
70 |
50 |
40 |
195 |
135 |
|
15 |
Н |
380 |
230 |
135 |
170 |
100 |
125 |
85 |
65 |
150 |
110 |
85 |
95 |
65 |
50 |
75 |
50 |
40 |
185 |
125 |
|
|
Ц-В59 |
450 |
250 |
160 |
200 |
120 |
145 |
50 |
80 |
175 |
125 |
100 |
110 |
80 |
60 |
85 |
60 |
45 |
210 |
175 |
|
20 |
Н |
420 |
250 |
150 |
190 |
115 |
140 |
115 |
95 |
170 |
120 |
95 |
105 |
70 |
55 |
85 |
60 |
45 |
210 |
175 |
|
|
Ц-В59 |
500 |
300 |
180 |
225 |
135 |
165 |
115 |
90 |
200 |
140 |
110 |
125 |
75 |
55 |
100 |
60 |
45 |
240 |
175 |
|
25 |
Н |
460 |
280 |
170 |
210 |
125 |
150 |
110 |
85 |
180 |
130 |
105 |
110 |
80 |
60 |
90 |
65 |
50 |
220 |
165 |
|
|
Ц-В58 |
550 |
350 |
200 |
250 |
155 |
180 |
130 |
100 |
210 |
160 |
125 |
135 |
95 |
75 |
110 |
80 |
60 |
270 |
195 |
|
30 |
Н |
500 |
300 |
180 |
225 |
135 |
165 |
115 |
90 |
200 |
140 |
110 |
125 |
90 |
70 |
100 |
65 |
55 |
240 |
177 |
|
|
У |
600 |
350 |
215 |
270 |
160 |
200 |
140 |
105 |
240 |
175 |
135 |
150 |
105 |
80 |
120 |
85 |
65 |
300 |
210 |
|
35 |
Н |
540 |
320 |
190 |
240 |
145 |
180 |
125 |
95 |
210 |
155 |
120 |
135 |
90 |
70 |
110 |
75 |
55 |
270 |
190 |
|
|
У |
650 |
380 |
230 |
290 |
175 |
210 |
150 |
115 |
260 |
185 |
145 |
160 |
110 |
85 |
130 |
90 |
70 |
520 |
220 |
|
|
В35 |
1000 |
650 |
360 |
450 |
270 |
330 |
230 |
180 |
400 |
290 |
220 |
250 |
165 |
135 |
200 |
140 |
110 |
500 |
350 |
|
40 |
Н |
580 |
340 |
210 |
260 |
155 |
190 |
130 |
105 |
230 |
165 |
130 |
140 |
100 |
75 |
115 |
80 |
60 |
280 |
200 |
|
|
У |
700 |
400 |
250 |
315 |
190 |
230 |
160 |
125 |
270 |
200 |
155 |
170 |
120 |
95 |
140 |
100 |
80 |
340 |
240 |
|
|
В35 |
1000 |
650 |
360 |
450 |
270 |
340 |
230 |
180 |
400 |
290 |
220 |
250 |
175 |
135 |
200 |
140 |
110 |
500 |
350 |
|
45 |
Н |
610 |
360 |
220 |
375 |
165 |
200 |
140 |
110 |
240 |
175 |
135 |
150 |
105 |
80 |
125 |
85 |
65 |
300 |
210 |
|
|
У |
750 |
450 |
270 |
345 |
205 |
240 |
170 |
135 |
290 |
215 |
170 |
185 |
130 |
100 |
145 |
105 |
80 |
360 |
260 |
|
|
М35 |
900 |
650 |
325 |
405 |
245 |
300 |
210 |
160 |
360 |
260 |
200 |
230 |
165 |
120 |
185 |
125 |
95 |
450 |
310 |
|
45 |
В42 |
1000 |
700 |
325 |
405 |
245 |
300 |
210 |
160 |
360 |
260 |
200 |
230 |
160 |
120 |
185 |
125 |
95 |
450 |
310 |
|
|
B48 |
1200 |
950 |
430 |
540 |
325 |
400 |
280 |
210 |
480 |
340 |
270 |
300 |
210 |
160 |
240 |
170 |
130 |
600 |
420 |
|
|
ТВЧ56 |
750 |
450 |
270 |
340 |
205 |
240 |
170 |
135 |
290 |
210 |
170 |
185 |
130 |
100 |
145 |
105 |
80 |
360 |
260 |
|
50 |
Н |
640 |
380 |
230 |
290 |
175 |
210 |
140 |
115 |
250 |
185 |
145 |
160 |
110 |
85 |
125 |
85 |
65 |
310 |
220 |
|
|
У |
900 |
700 |
325 |
405 |
245 |
300 |
210 |
160 |
360 |
260 |
200 |
230 |
180 |
120 |
185 |
125 |
95 |
450 |
310 |
|
20Г |
Н |
460 |
280 |
165 |
205 |
125 |
150 |
100 |
80 |
180 |
130 |
100 |
110 |
80 |
60 |
90 |
65 |
50 |
220 |
160 |
|
|
В |
570 |
420 |
205 |
255 |
150 |
195 |
130 |
100 |
230 |
165 |
125 |
145 |
100 |
75 |
115 |
80 |
60 |
290 |
190 |
|
З0Г |
Н |
550 |
320 |
200 |
250 |
150 |
180 |
130 |
100 |
210 |
160 |
125 |
135 |
95 |
75 |
110 |
80 |
60 |
270 |
190 |
|
|
В |
680 |
560 |
345 |
30S |
180 |
230 |
160 |
120 |
270 |
195 |
150 |
170 |
120 |
90 |
140 |
100 |
75 |
340 |
240 |
|
40Г |
Н |
600 |
360 |
220 |
270 |
160 |
200 |
140 |
110 |
240 |
175 |
135 |
150 |
105 |
80 |
120 |
85 |
65 |
300 |
210 |
|
|
B45 |
840 |
590 |
350 |
380 |
230 |
280 |
190 |
150 |
330 |
240 |
190 |
210 |
150 |
115 |
170 |
120 |
95 |
420 |
290 |
|
50Г |
Н |
660 |
400 |
235 |
295 |
175 |
210 |
150 |
115 |
260 |
185 |
145 |
160 |
110 |
75 |
130 |
90 |
70 |
320 |
220 |
|
|
В |
820 |
560 |
300 |
370 |
220 |
270 |
190 |
150 |
330 |
250 |
185 |
250 |
155 |
110 |
165 |
105 |
75 |
419 |
290 |
|
65Г |
Н |
750 |
440 |
270 |
340 |
200 |
240 |
175 |
135 |
290 |
210 |
170 |
185 |
130 |
100 |
145 |
105 |
80 |
360 |
260 |
|
|
У |
900 |
700 |
325 |
405 |
245 |
300 |
210 |
160 |
360 |
260 |
200 |
230 |
160 |
120 |
185 |
125 |
95 |
450 |
310 |
|
|
М45 |
1500 |
1250 |
530 |
670 |
400 |
500 |
350 |
260 |
600 |
430 |
330 |
380 |
260 |
200 |
300 |
210 |
160 |
760 |
520 |
* Условные о обозначения термической
обработки в табл. 14 - 16: О - отжиг. Н - нормализация; У - улучшение; Ц
-цементация; ТВЧ - закалка с нагревом ТВЧ; В - закалка с охлаждением в воде; М
- закалка с охлаждением в масле; НВ - твердость по Бринеллю. Число после М, В,
Н или ТВЧ - среднее значение твердости по HRC.
** Римскими цифрами
обозначен вид нагрузки.
Примечание. Марки стали 20Г, 30Г, 40Г, 50Г, 65Г являются старыми марками, действующими до 1988 г. Буква Г в них обозначала содержание марганца около 1 %.
Таблица 1.3 - Механические свойства и допускаемые напряжения легированных конструкционных сталей
|
Марка стали |
ГОСТ |
Термообработка |
Временное сопротивлениеsB |
Предел текучестиsT |
Предел выносливости |
Допускаемые напряжения, МПа |
|||||||||||||||
|
при растяженииs-1p |
при изгибеs-1 |
при крученииt-1 |
при растяжении [sp] |
при изгибе [sиз] |
при кручении [tкр] |
при срезе [tср] |
при смятии [sсм] |
||||||||||||||
|
МПа |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
|||||||
|
10Г2 |
4543-71 |
Н |
430 |
250 |
175 |
220 |
125 |
140 |
110 |
90 |
170 |
135 |
110 |
105 |
75 |
60 |
85 |
65 |
50 |
210 |
165 |
|
09Г2С |
19281-89 |
- |
500 |
350 |
190 |
240 |
140 |
170 |
120 |
95 |
200 |
150 |
120 |
125 |
90 |
70 |
100 |
70 |
55 |
250 |
180 |
|
10ХСНД |
19281-89 |
- |
540 |
400 |
215 |
270 |
155 |
1S5 |
140 |
110 |
220 |
160 |
135 |
140 |
100 |
80 |
110 |
80 |
65 |
280 |
210 |
|
20Х |
4543-71 |
Н |
600 |
300 |
210 |
260 |
150 |
190 |
135 |
105 |
230 |
165 |
130 |
140 |
100 |
75 |
115 |
85 |
60 |
280 |
200 |
|
У |
700 |
500 |
280 |
350 |
200 |
240 |
175 |
140 |
290 |
220 |
175 |
180 |
130 |
100 |
145 |
105 |
80 |
360 |
260 |
||
|
М59 |
850 |
630 |
340 |
420 |
240 |
290 |
210 |
170 |
350 |
145 |
210 |
220 |
155 |
120 |
175 |
125 |
95 |
430 |
320 |
||
|
40Х |
Н |
630 |
330 |
250 |
310 |
180 |
200 |
155 |
125 |
240 |
190 |
155 |
150 |
115 |
90 |
120 |
95 |
75 |
300 |
230 |
|
|
У |
800 |
650 |
320 |
400 |
230 |
270 |
200 |
160 |
320 |
250 |
200 |
200 |
150 |
115 |
160 |
115 |
90 |
400 |
300 |
||
|
М39 |
1100 |
900 |
440 |
550 |
320 |
380 |
280 |
220 |
450 |
340 |
270 |
280 |
200 |
160 |
230 |
165 |
130 |
560 |
420 |
||
|
М48 |
1300 |
1100 |
520 |
650 |
380 |
440 |
330 |
260 |
530 |
410 |
320 |
330 |
240 |
190 |
270 |
195 |
150 |
670 |
490 |
||
|
45Х |
Н |
650 |
350 |
260 |
320 |
185 |
210 |
160 |
130 |
250 |
195 |
160 |
155 |
115 |
90 |
125 |
95 |
75 |
310 |
240 |
|
|
У |
950 |
750 |
380 |
470 |
270 |
320 |
240 |
190 |
380 |
290 |
230 |
240 |
175 |
135 |
190 |
135 |
105 |
480 |
360 |
||
|
М48 |
1400 |
1200 |
560 |
700 |
400 |
480 |
350 |
280 |
570 |
430 |
350 |
360 |
260 |
200 |
290 |
200 |
160 |
720 |
520 |
||
|
50Х |
Н |
650 |
350 |
260 |
325 |
185 |
210 |
160 |
130 |
250 |
200 |
160 |
160 |
120 |
90 |
125 |
90 |
70 |
360 |
240 |
|
|
М48 |
1500 |
1300 |
600 |
750 |
430 |
500 |
370 |
300 |
600 |
460 |
370 |
370 |
270 |
210 |
300 |
220 |
170 |
750 |
550 |
||
|
35Г2 |
Н |
630 |
370 |
250 |
315 |
180 |
200 |
155 |
125 |
240 |
190 |
160 |
150 |
115 |
90 |
130 |
95 |
75 |
330 |
230 |
|
|
В, НВ 249 |
800 |
650 |
320 |
400 |
230 |
270 |
200 |
160 |
320 |
250 |
200 |
200 |
145 |
115 |
160 |
115 |
90 |
400 |
300 |
||
|
40Г2 |
Н |
670 |
390 |
270 |
335 |
195 |
220 |
170 |
135 |
260 |
210 |
170 |
165 |
120 |
95 |
130 |
95 |
75 |
330 |
250 |
|
|
М, НВ З31 |
1120 |
950 |
540 |
660 |
380 |
380 |
310 |
270 |
460 |
380 |
330 |
290 |
230 |
190 |
230 |
180 |
150 |
580 |
460 |
||
|
45Г2 |
Н |
700 |
410 |
280 |
350 |
200 |
230 |
175 |
140 |
270 |
210 |
175 |
175 |
125 |
100 |
140 |
100 |
8O |
340 |
260 |
|
|
М, НВ 295 |
850 |
700 |
340 |
425 |
245 |
290 |
210 |
170 |
350 |
145 |
210 |
220 |
155 |
120 |
175 |
125 |
95 |
440 |
330 |
||
|
33ХС |
Н |
600 |
300 |
210 |
260 |
150 |
190 |
135 |
105 |
230 |
165 |
130 |
140 |
100 |
75 |
115 |
65 |
60 |
280 |
200 |
|
|
М |
900 |
700 |
360 |
450 |
260 |
300 |
220 |
180 |
360 |
280 |
220 |
230 |
165 |
130 |
180 |
135 |
105 |
450 |
330 |
||
|
38ХС |
У |
950 |
750 |
370 |
470 |
280 |
320 |
230 |
185 |
390 |
290 |
230 |
240 |
175 |
140 |
190 |
140 |
110 |
480 |
350 |
|
|
18ХГТ |
Н |
700 |
430 |
280 |
350 |
200 |
230 |
175 |
140 |
270 |
210 |
175 |
170 |
125 |
100 |
140 |
100 |
8O |
340 |
260 |
|
|
Ц-М59 |
1000 |
800 |
400 |
500 |
290 |
330 |
250 |
200 |
400 |
310 |
250 |
250 |
185 |
145 |
200 |
145 |
115 |
490 |
380 |
||
|
30ХГТ |
М43 |
1250 |
1050 |
500 |
620 |
360 |
430 |
310 |
250 |
510 |
390 |
310 |
320 |
230 |
180 |
260 |
185 |
140 |
640 |
460 |
|
|
Ц-М59 |
1100 |
800 |
440 |
550 |
320 |
370 |
270 |
220 |
440 |
340 |
270 |
280 |
200 |
160 |
220 |
160 |
125 |
550 |
410 |
||
|
20ХГНР |
М40 |
1300 |
1200 |
520 |
650 |
375 |
450 |
330 |
260 |
540 |
410 |
320 |
340 |
230 |
170 |
270 |
180 |
135 |
680 |
500 |
|
|
М50 |
1450 |
1400 |
580 |
725 |
420 |
500 |
360 |
290 |
600 |
450 |
360 |
380 |
270 |
210 |
300 |
215 |
170 |
750 |
540 |
||
|
40ХФА |
М30 |
900 |
750 |
360 |
450 |
260 |
320 |
230 |
180 |
380 |
280 |
220 |
240 |
170 |
130 |
190 |
135 |
105 |
480 |
340 |
|
|
М50 |
1600 |
1300 |
640 |
800 |
480 |
550 |
410 |
320 |
660 |
500 |
400 |
410 |
310 |
240 |
330 |
240 |
195 |
820 |
610 |
||
|
30ХМ |
М |
950 |
750 |
380 |
475 |
230 |
320 |
240 |
190 |
390 |
300 |
240 |
240 |
155 |
115 |
190 |
125 |
90 |
480 |
360 |
|
|
35ХМ |
М, НВ270 |
1000 |
850 |
400 |
500 |
290 |
340 |
250 |
200 |
410 |
310 |
250 |
260 |
185 |
145 |
200 |
130 |
95 |
520 |
380 |
|
|
М50 |
1600 |
1400 |
640 |
800 |
480 |
550 |
410 |
320 |
660 |
500 |
400 |
420 |
310 |
240 |
330 |
250 |
200 |
820 |
610 |
||
|
40ХН |
Н |
780 |
460 |
310 |
390 |
225 |
260 |
195 |
160 |
310 |
240 |
195 |
190 |
140 |
110 |
155 |
115 |
90 |
390 |
290 |
|
|
М43 |
1300 |
1000 |
480 |
600 |
345 |
410 |
310 |
240 |
490 |
370 |
300 |
310 |
220 |
170 |
250 |
175 |
135 |
620 |
460 |
||
|
12ХН2 |
М |
800 |
600 |
320 |
400 |
230 |
270 |
200 |
160 |
320 |
250 |
200 |
200 |
145 |
115 |
160 |
115 |
90 |
400 |
300 |
|
|
Ц-М59 |
800 |
600 |
320 |
400 |
230 |
270 |
200 |
160 |
320 |
250 |
200 |
200 |
145 |
115 |
160 |
115 |
90 |
400 |
300 |
||
|
12ХНЗА |
У |
950 |
700 |
380 |
470 |
270 |
320 |
240 |
190 |
380 |
280 |
230 |
240 |
175 |
140 |
190 |
140 |
110 |
480 |
300 |
|
|
ТВЧ59 |
1000 |
850 |
400 |
500 |
300 |
Э40 |
260 |
200 |
410 |
310 |
250 |
250 |
190 |
150 |
200 |
150 |
120 |
510 |
380 |
||
|
20Х2Н4А |
ТВЧ59 |
680 |
450 |
270 |
340 |
200 |
230 |
170 |
135 |
270 |
210 |
170 |
170 |
125 |
100 |
140 |
100 |
80 |
340 |
260 |
|
|
Ц-М59 |
1100 |
850 |
440 |
550 |
320 |
370 |
270 |
220 |
440 |
340 |
270 |
280 |
200 |
160 |
220 |
160 |
125 |
550 |
410 |
||
|
М |
1300 |
1100 |
520 |
650 |
375 |
440 |
330 |
260 |
530 |
400 |
320 |
330 |
240 |
190 |
260 |
190 |
150 |
660 |
500 |
||
|
20ХГСА |
М |
800 |
650 |
320 |
400 |
230 |
270 |
200 |
160 |
330 |
250 |
200 |
200 |
145 |
115 |
160 |
115 |
90 |
410 |
300 |
|
|
30ХГС |
О |
600 |
360 |
240 |
300 |
170 |
200 |
150 |
120 |
240 |
185 |
150 |
150 |
110 |
85 |
120 |
90 |
70 |
300 |
220 |
|
|
30ХГСА |
У |
1100 |
850 |
440 |
550 |
320 |
370 |
270 |
220 |
440 |
340 |
270 |
280 |
200 |
160 |
220 |
160 |
125 |
550 |
410 |
|
|
М46 |
1500 |
1300 |
600 |
750 |
430 |
510 |
380 |
300 |
620 |
470 |
380 |
390 |
270 |
210 |
310 |
220 |
170 |
760 |
570 |
||
|
38Х210 |
М |
800 |
700 |
320 |
400 |
230 |
280 |
200 |
160 |
330 |
250 |
200 |
200 |
150 |
115 |
170 |
120 |
95 |
410 |
300 |
|
|
М |
900 |
750 |
360 |
450 |
260 |
310 |
240 |
190 |
370 |
290 |
240 |
230 |
170 |
135 |
185 |
140 |
110 |
460 |
360 |
||
|
50ХФА |
14959-79 |
М |
1300 |
1100 |
520 |
650 |
340 |
440 |
330 |
260 |
540 |
400 |
320 |
340 |
220 |
170 |
260 |
180 |
135 |
660 |
500 |
|
М46 |
1500 |
1300 |
600 |
750 |
360 |
520 |
380 |
300 |
620 |
470 |
380 |
390 |
240 |
180 |
310 |
200 |
145 |
770 |
570 |
||
|
60С2 |
М, НВ 269 |
1300 |
1200 |
520 |
650 |
340 |
440 |
330 |
260 |
540 |
400 |
320 |
340 |
230 |
170 |
260 |
180 |
135 |
670 |
500 |
|
|
60С2А |
М, НВ 269 |
1600 |
1400 |
640 |
800 |
465 |
550 |
400 |
320 |
660 |
500 |
400 |
410 |
300 |
230 |
330 |
240 |
185 |
820 |
600 |
|
|
ШХ15 |
801-78 |
О |
600 |
380 |
240 |
300 |
180 |
200 |
150 |
120 |
240 |
180 |
150 |
150 |
110 |
90 |
120 |
90 |
75 |
300 |
220 |
|
М62 |
2200 |
1700 |
460 |
660 |
330 |
740 |
350 |
230 |
890 |
480 |
330 |
550 |
250 |
165 |
440 |
200 |
130 |
1100 |
520 |
||
Таблица 1.4 - Механические свойства и допускаемые напряжения для отливок из углеродистых и легированных сталей
|
Марка стали |
ГОСТ |
Термообработка |
Временное сопротивлениеsB |
Предел текучестиsT |
Предел выносливости |
Допускаемые напряжения, МПа |
|||||||||||||||
|
при растяженииs-1p |
при изгибеs-1 |
при крученииt-1 |
при растяжении [sp] |
при изгибе [sиз] |
при кручении [tкр] |
при срезе [tср] |
при смятии [sсм] |
||||||||||||||
|
МПа |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
|||||||
|
20Л |
977-88 |
Н |
412 |
216 |
120 |
170 |
100 |
90 |
63 |
48 |
110 |
84 |
68 |
63 |
50 |
40 |
50 |
40 |
32 |
135 |
95 |
|
25Л |
441 |
235 |
125 |
180 |
110 |
95 |
65 |
50 |
115 |
90 |
72 |
65 |
52 |
44 |
52 |
42 |
35 |
145 |
105 |
||
|
30Л |
471 |
255 |
135 |
190 |
115 |
100 |
70 |
53 |
120 |
93 |
76 |
70 |
55 |
46 |
55 |
44 |
36 |
150 |
110 |
||
|
35Л |
491 |
275 |
140 |
200 |
120 |
110 |
74 |
56 |
130 |
100 |
80 |
75 |
60 |
48 |
60 |
47 |
38 |
165 |
120 |
||
|
45Л |
540 |
314 |
155 |
220 |
130 |
125 |
84 |
63 |
150 |
110 |
88 |
87 |
65 |
52 |
70 |
53 |
42 |
190 |
125 |
||
|
50Л |
569 |
334 |
170 |
240 |
145 |
140 |
92 |
68 |
170 |
125 |
96 |
100 |
74 |
58 |
75 |
55 |
43 |
210 |
150 |
||
|
20ГЯ |
540 |
275 |
155 |
220 |
130 |
120 |
83 |
63 |
145 |
110 |
88 |
85 |
65 |
52 |
65 |
50 |
40 |
180 |
125 |
||
|
35ГЛ |
Н |
540 |
294 |
155 |
220 |
130 |
120 |
83 |
63 |
145 |
105 |
88 |
85 |
65 |
52 |
65 |
50 |
40 |
180 |
125 |
|
|
В |
589 |
343 |
170 |
240 |
145 |
140 |
92 |
68 |
170 |
125 |
96 |
100 |
74 |
58 |
75 |
55 |
43 |
210 |
150 |
||
|
30ГСЛ |
Н |
589 |
343 |
170 |
240 |
145 |
140 |
92 |
68 |
170 |
125 |
96 |
100 |
74 |
58 |
75 |
55 |
43 |
210 |
150 |
|
|
В |
638 |
392 |
180 |
260 |
155 |
160 |
100 |
72 |
190 |
135 |
105 |
110 |
79 |
62 |
88 |
64 |
50 |
240 |
155 |
||
|
40ХЛ |
М |
638 |
491 |
180 |
260 |
160 |
165 |
100 |
72 |
200 |
140 |
105 |
115 |
82 |
64 |
90 |
64 |
50 |
250 |
165 |
|
|
35ХГСЛ |
Н |
589 |
343 |
170 |
240 |
145 |
140 |
92 |
68 |
170 |
125 |
96 |
100 |
74 |
58 |
75 |
55 |
43 |
210 |
150 |
|
|
В |
785 |
589 |
225 |
320 |
190 |
200 |
125 |
90 |
240 |
170 |
130 |
140 |
98 |
76 |
110 |
78 |
60 |
300 |
300 |
||
|
35ХМЛ |
Н |
589 |
392 |
170 |
240 |
145 |
160 |
95 |
68 |
190 |
130 |
96 |
110 |
76 |
58 |
88 |
60 |
46 |
240 |
150 |
|
Таблица 1.5 - Механические свойства и допускаемые напряжения для отливок из серого чугуна
|
Марка чугуна (ГОСТ 1412-85) |
Временное сопротивление sв |
Предел прочности |
Предел выносливости |
Форма сечения |
Допускаемые напряжения, МПа |
||||||||||||||
|
при изгибеsиз |
при сжатииsсж |
при крученииtкр |
при изгибе s-1 |
при крученииt-1 |
при изгибе [sиз] |
при кручении [tкр] |
при растяжении [sр] |
при сжатии [sсж] |
|||||||||||
|
МПа |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
III |
|||||||
|
СЧ 15 |
150 |
320 |
650 |
240 |
70 |
50 |
|
70 |
40 |
30 |
53 |
30 |
22 |
33 |
20 |
14 |
145 |
83 |
14 |
|
|
60 |
35 |
25 |
40 |
23 |
16 |
|||||||||||||
|
|
50 |
29 |
21 |
33 |
18 |
13 |
|||||||||||||
|
СЧ 18 |
180 |
360 |
700 |
260 |
80 |
60 |
|
80 |
50 |
35 |
58 |
36 |
26 |
40 |
25 |
18 |
155 |
95 |
18 |
|
|
66 |
41 |
30 |
43 |
27 |
20 |
|||||||||||||
|
|
56 |
35 |
25 |
37 |
23 |
16 |
|||||||||||||
|
СЧ20 |
300 |
400 |
750 |
280 |
100 |
80 |
|
88 |
57 |
43 |
62 |
45 |
35 |
45 |
30 |
22 |
165 |
110 |
22 |
|
|
73 |
47 |
35 |
45 |
33 |
25 |
|||||||||||||
|
|
60 |
40 |
30 |
40 |
28 |
22 |
|||||||||||||
|
СЧ25 |
250 |
460 |
850 |
300 |
120 |
100 |
|
97 |
67 |
52 |
65 |
52 |
43 |
53 |
35 |
28 |
185 |
125 |
28 |
|
|
80 |
55 |
43 |
50 |
38 |
32 |
|||||||||||||
|
|
68 |
47 |
35 |
40 |
32 |
27 |
|||||||||||||
|
СЧ 30 |
300 |
500 |
1100 |
390 |
140 |
110 |
|
115 |
80 |
60 |
85 |
60 |
48 |
70 |
48 |
37 |
240 |
165 |
37 |
|
|
95 |
65 |
50 |
65 |
45 |
35 |
|||||||||||||
|
|
80 |
55 |
42 |
55 |
37 |
30 |
|||||||||||||
|
СЧ35 |
350 |
550 |
1200 |
400 |
150 |
115 |
|
125 |
85 |
65 |
90 |
65 |
50 |
78 |
55 |
42 |
260 |
185 |
42 |
|
|
100 |
70 |
55 |
65 |
47 |
37 |
|||||||||||||
|
|
87 |
60 |
45 |
55 |
40 |
30 |
|||||||||||||
|
СЧ40 |
400 |
600 |
1300 |
460 |
150 |
115 |
|
130 |
85 |
65 |
100 |
65 |
50 |
85 |
57 |
43 |
280 |
190 |
43 |
|
|
100 |
70 |
55 |
75 |
47 |
37 |
|||||||||||||
|
|
90 |
60 |
45 |
63 |
40 |
30 |
|||||||||||||
|
СЧ45 |
450 |
650 |
1400 |
500 |
200 |
150 |
|
140 |
105 |
85 |
110 |
80 |
65 |
100 |
75 |
60 |
310 |
190 |
60 |
|
|
115 |
85 |
70 |
80 |
60 |
50 |
|||||||||||||
|
|
100 |
75 |
60 |
75 |
55 |
45 |
|||||||||||||
Таблица 1.6 - Механические свойства и допускаемые напряжения для отливок из ковкого чугуна
|
Марка чугуна |
Временное сопротив ление sв |
Предел прочности |
Предел текучестиsт |
Предел выносливости |
Форма сечения |
Допускаемые напряжения, МПа |
|||||||||||||||||
|
при изгибеsиз |
при сжатииsсж |
при крученииtкр |
при изгибеs-1 |
при крученииt-1 |
при изгибе [sиз] |
при кручении [tкр] |
при растяжении [sр] |
при сжатии [sсж] |
при смятии [sсм] |
||||||||||||||
|
МПа |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
III |
||||||||
|
КЧ 30 - 6 |
300 |
490 |
340 |
270 |
190 |
90 |
55 |
80 |
|
105 |
58 |
40 |
65 |
40 |
36 |
85 |
39 |
25 |
95 |
40 |
25 |
125 |
58 |
|
|
100 |
55 |
37 |
52 |
37 |
29 |
|||||||||||||||||
|
|
95 |
50 |
35 |
45 |
32 |
25 |
|||||||||||||||||
|
|
80 |
43 |
30 |
45 |
32 |
25 |
|||||||||||||||||
|
КЧ 33-8 |
330 |
530 |
345 |
290 |
210 |
100 |
60 |
90 |
|
115 |
65 |
45 |
70 |
50 |
40 |
95 |
42 |
27 |
105 |
43 |
27 |
140 |
63 |
|
|
110 |
60 |
42 |
56 |
40 |
32 |
|||||||||||||||||
|
|
100 |
58 |
40 |
50 |
35 |
28 |
|||||||||||||||||
|
|
85 |
50 |
34 |
50 |
35 |
28 |
|||||||||||||||||
|
КЧ 35 -10 |
350 |
570 |
350 |
300 |
220 |
105 |
65 |
95 |
|
120 |
70 |
50 |
75 |
55 |
43 |
100 |
45 |
30 |
110 |
47 |
30 |
150 |
67 |
|
|
110 |
65 |
47 |
60 |
44 |
34 |
|||||||||||||||||
|
|
105 |
60 |
45 |
52 |
38 |
30 |
|||||||||||||||||
|
|
90 |
52 |
38 |
52 |
38 |
30 |
|||||||||||||||||
|
КЧ 37-12 |
370 |
580 |
370 |
320 |
230 |
110 |
65 |
100 |
|
125 |
72 |
50 |
80 |
57 |
45 |
105 |
47 |
30 |
115 |
48 |
30 |
155 |
70 |
|
|
115 |
65 |
47 |
64 |
45 |
36 |
|||||||||||||||||
|
|
110 |
63 |
45 |
55 |
40 |
31 |
|||||||||||||||||
|
|
55 |
55 |
38 |
55 |
40 |
31 |
|||||||||||||||||
|
КЧ 45-7 |
450 |
660 |
440 |
340 |
250 |
135 |
80 |
120 |
|
130 |
80 |
60 |
85 |
65 |
55 |
110 |
53 |
35 |
125 |
55 |
35 |
165 |
80 |
|
|
120 |
75 |
55 |
68 |
52 |
44 |
|||||||||||||||||
|
|
115 |
70 |
53 |
60 |
45 |
38 |
|||||||||||||||||
|
|
100 |
60 |
45 |
60 |
45 |
38 |
|||||||||||||||||
Примечание. Ковкий чугун марок КЧ 30-6, КЧ 33-8, КЧ 35-10, КЧ 37-12 относится к ферритному классу; ковкий чугун КЧ 45-7 относится к перлитному классу.
Таблица 1.7 - Допускаемые напряжения для пластмассовых деталей
|
Пластмассы |
Разрушающее напряжение при кратковременных статических испытаниях по стандартной методике, МПа |
Рекомендуемые допускаемые напряжения при кратковременных нагрузках, МПа |
||||
|
sр. с |
sр |
sи |
[sр. с] |
[sр] |
[sи] |
|
|
Текстолиты |
220 |
70 |
100 |
150 |
45 |
65 |
|
Стеклотекстолит |
30 |
45 |
65 |
60 |
35 |
48 |
|
Капрон |
70 |
60 |
80 |
35 |
30 |
40 |
|
Поливинилхлорид |
85 |
50 |
100 |
42 |
25 |
50 |
|
Полиформальдегид |
130 |
60 |
100 |
65 |
36 |
50 |
|
Поликарбонат (дифлон) |
80 |
70 |
85 |
37 |
35 |
42 |
|
Полипропилен |
60 |
35 |
50 |
25 |
17 |
22 |
|
Фторопласт Ф-4 |
20 |
16 |
18 |
8 |
6 |
7 |
Для пластичных (незакаленных) сталей при статических напряжениях (I вид нагрузки) коэффициент концентрации не учитывают. Для однородных сталей (sв > 1300 МПа, а также в случае работы их при низких температурах) коэффициент концентрации, при наличии концентрации напряжения, вводят в расчет и при нагрузках I вида (k > 1). Для пластичных сталей при действии переменных нагрузок и при наличии концентрации напряжений эти напряжения необходимо учитывать.
Для чугунов в большинстве случаев коэффициент концентрации напряжений приближенно принимают равным единице при всех видах нагрузок (I - III).
При расчетах на прочность для учета размеров детали приведенные табличные допускаемые напряжения для литых деталей следует умножать на коэффициент масштабного фактора, равный 1,4 ... 5.
Приближенные эмпирические зависимости пределов выносливости для случаев нагружения с симметричным циклом:
для углеродистых сталей:
при изгибе s-1 =
(0,40 , 0,46) sв
при растяжении или сжатии s-1р =
(0,65 , 0,75) s-1
при кручении t-1 = (0,55 , 0,65) s-1
для легированных сталей:
при изгибе s-1 =
(0,45 , 0,55) sв
при растяжении или сжатии s-1р =
(0,7 , 0,9) s-1
при кручении t-1 = (0,5 , 0,65) s-1
для стального литья:
при изгибе s-1 =
(0,35 , 0,45) sв
при растяжении или сжатии s-1р =
(0,65 , 0,75) s-1
при кручении t-1 = (0,55 , 0,65) s-1
Механические свойства и допускаемые напряжения антифрикционного чугуна:
предел прочности при изгибе 250 - 300 МПа;
допускаемые напряжения при изгибе: 95 МПа для I; 70 МПа - II; 45 МПа - III, где
I, II, III - обозначения видов нагрузки.
Ориентировочные допускаемые напряжения для цветных металлов на растяжение и сжатие, МПа:
30 ... 110 - для меди;
60 ... 130 - латуни;
50 ... 110 - бронзы;
25 ... 70 - алюминия;
70 ... 140 - дюралюминия.
Порядок выполнения работы:
- Пользуясь справочными таблицами, определить механические свойства и допускаемые напряжения для следующих материалов:
- конструкционная сталь 45 улучшение;
- конструкционная сталь 18ХГТ, цементация;
- отливка 35Л, нормализация;
- отливка СЧ20, круглый прокат.
Содержание отчета:
1. Название работы.
2. Цель работы.
3. Определенные данные по механическим свойствам и допускаемым напряжениям
4. Выводы.
Контрольные вопросы
1. Что такое механические свойства?
2. Виды механических испытаний
3. Что такое допустимые напряжения?
Практическое занятие №2
Тема: Анализ диаграммы состояния сплавов системы железо-углерод
Цель работы:
детально изучить диаграмму состояния сплавов системы железо-углерод.
Время: 45 минут
Задание:
1. Изучить диаграмму состояния сплавов системы «Железо-углерод» с указанием структурных составляющих каждой области диаграммы. Назвать все характерные точки и линии диаграммы.
2. Пользуясь диаграммой состояния железо-углерод, определите для заданных сплавов температуры начала и окончания процесса первичной кристаллизации..
3. Укажите состав этих сплавов между линиями ликвидуса и солидуса и после окончания кристаллизации.
4. Определить состав сплава.
Оборудование: диаграмма состояния системы "железо-углерод".
Краткие теоретические сведения
Диаграмма системы «железо–углерод» дает представление о ходе фазовых превращений в процессе кристаллизации сплавов и об их строении и структуре после завершения процесса кристаллизации.
Диаграмма состояния системы «железо-цементит» показана на рис. 2.1. По горизонтальной оси откладывается содержание углерода в сплаве в процентах, по вертикальной оси – температура. Иногда на оси вместо содержания углерода показывают содержание цементита, причем содержанию углерода 6,67 % (крайняя правая точка) соответствует содержание в сплаве цементита 100 %. Для перевода содержания углерода в содержание цементита исходят из того, что в сплаве 0,1 % углерода соответствует 1,5 % цементита. Сплавы с содержанием углерода до 2,14 % называют сталями, а свыше 2,14 % до 6,67 % - чугунами.
Характерные точки диаграммы отмечены буквами латинского алфавита в соответствии с международным обозначением. Каждая точка на диаграмме характеризуется строго определенным составом при соответствующей температуре (табл.2.1). Особенностью железоуглеродистых сплавов является то, что превращения в них происходят не только при кристаллизации жидкого сплава, но и в твердом состоянии вследствие полиморфных переходов модификаций железа при изменении температуры.
На диаграмме (рис. 2.1) показаны следующие линии:
ABCD – линия ЛИКВИДУС показывает температуры начала затвердевания сплавов. При температурах выше температур, определяемых этой линией, все сплавы находятся в жидком состоянии, представляющем собой раствор углерода в железе (жидкая фаза).
AHJECF – линия СОЛИДУС. При температурах ниже температур, определяемых этой линией, все сплавы находятся в твердом состоянии.
АВ – линия температур начала выделения из жидкого раствора кристаллов феррита.
ВС и CD линии температур начала первичной кристаллизации аустенита (ВС) и цементита (CD).
АН – линия температур окончания затвердевания сплавов, образующих феррит. По ней определяют состав феррита, кристаллизирующегося при температурах, определяемых линией АВ.
JE – линия солидуса аустенита, начало кристаллизации которого определяется линией ABC.
HJB – линия температур перитектического превращения при 1499 ºС: Fе3(С)н + Жв → Feγ (C)J.
HN – линия предельной растворимости углерода в δ-железе. В то же время эта линия показывает начало перехода в γ-железо при охлаждении или конец этого превращения при нагреве.
JN – линия конца перехода γ-железа в α-железо при охлаждении или начала этого превращения при нагреве.
ECF – линия эвтектического превращения: ЖC → Feδ(C)p + Fе3С. Она обозначает температуру образования эвтектики (ледебурита) и температуру конца первичной кристаллизации сплавов, содержащих углерода более 2,14 %.
GS и ES – линии температур начала вторичных превращений (перекристаллизации). Линия ES также является линией предельной растворимости углерода в γ-железе в интервале температур от 1147 до 727 °С. Линия GS показывает также температуры начала полиморфного превращения γ-железа в α-железо (выделение феррита из аустенита при охлаждении и конец обратного превращения при нагреве). Температуры превращений на линии ES обозначаются как критические точки Аcт, а на линии GS – А3.
PG – линия температур конца первичной перекристаллизации аустенита в феррит (линия изменения растворимости углерода в феррите).
PSK – линия эвтектоидного превращения аустенита состава, соответствующего составу в точке S (С=0,8 %) при температуре 727 °С: Feγ (C)s → Fеα(С)р+Fе3С. Температуры превращений по этой линии обозначаются A1.
PQ – линия температур начала кристаллизации третичного цементита из феррита (линия переменной растворимости углерода в феррите при температуре от 727 °С до комнатной).
На диаграмме обозначены также следующие области и соответствующие им фазы:
1) область выше линии ABC – однородный жидкий сплав железа с углеродом;
2) АВН - жидкий сплав и δ- феррит;
3) BCEJ - жидкий сплав и аустенит;
4) DCF - жидкий сплав и цементит (первичный);
5) AHN - δ- феррит;
6) HJN - δ-феррит и аустенит;
7) NJESG – аустенит;
8) EFKS – аустенит и цементит (вторичный);
9) GSP – аустенит и феррит;
10) QPG – феррит;
11) PKLQ – феррит и цементит (вторичный и третичный).
Порядок выполнения работы:
1. Пользуясь диаграммой состояния железо-углерод, определите для сплавов с содержанием углерода 0,4; 0,8; 1,3; 2,5 и 4,8 % температуры начала и окончания процесса первичной кристаллизации. Укажите состав этих сплавов между линиями ликвидуса и солидуса и после окончания кристаллизации. Какие из этих сплавов являются сталями, какие – чугунами? Данные сведите в таблицу 2.1.
Таблица 2.1
|
Содержание углерода |
Какой сплав |
Температура начала кристаллизации |
Температура конца кристаллизации |
Структура сплава между линиями ликвидуса и солидуса |
Структура после завершения первичной кристаллизации |
|
0,4 |
|
|
|
|
|
|
0,8 |
|
|
|
|
|
|
1,3 |
|
|
|
|
|
|
2,5 |
|
|
|
|
|
|
4,8 |
|
|
|
|
|
Содержание отчета:
1. Название работы.
2. Цель работы.
3. Заполненная таблица.
4. Выводы.
Контрольные вопросы
1. Как подразделяются группы сплавов по содержанию в них углерода?
2. Что называется сталью?
3. Как делятся стали по содержанию в них углерода?
4. Что называется чугуном?
5. Чем отличается серый чугун от белого?
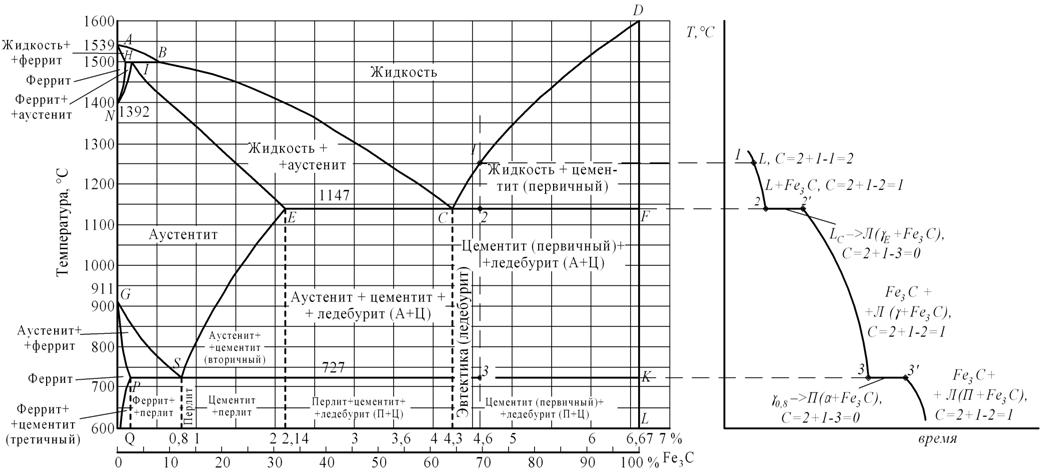
Рисунок 2.1 Диаграмма состояния железо-углерод.
Практическое занятие №3
Тема: Анализ диаграммы состояния сплавов железо-цементит
Цель работы:
закрепить знание принципов построения диаграмм. Приобрести навыки в построении кривых охлаждения. Научиться рассматривать процесс охлаждения сплавов с учётом фазовых превращений, описываемых диаграммой железо-цементит. Ознакомиться с основными микроструктурами железоуглеродистых сплавов и их характеристиками.
Время: 45 минут.
Задание:
1. Построить для заданных сплавов кривые охлаждения и описать процесс охлаждения от температуры 1600°С до комнатной c учётом фазовых превращений.
2. Дать определения и характеристики структур по заданному сплаву. Оборудование: диаграмма состояния сплава железо-цементит.
Краткие теоретические сведения
Диаграмма железо – цементит служит:
а) для определения структур сталей в равновесном состоянии в зависимости от содержания углерода и температуры;
б) определения температуры термической обработки стали;
в) определения температуры горячей обработки стали давлением;
г) определения растворимости углерода в аустените и феррите углеродистой стали;
д) определения концентраций и весового соотношения фаз в сталях и чугунах при различной температуре.
Диаграмма Fe – Fe3C приведена на рис. 3.1.
Характеристика структурных составляющих
Феррит – твердый раствор углерода в железе Feα. Твердость феррита HB 600 (МПа). Растворимость углерода в феррите переменная.
Аустенит – твердый раствор углерода в железе Feα. Твердость аустенита HB 2000 (МПа). Растворимость углерода в аустените переменная.
Цементит – химическое соединение железа с углеродом. Твердость цементита HB 8000...9000 (МПа). Цементит (Fe3C) имеет постоянное количество углерода: 6,67 % С.
Перлит – эвтектоидная механическая смесь феррита и цементита, которая образуется из твердого раствора аустенита. Он содержит постоянное количество углерода (0,8 % С) и имеет твердость HB 2200 (МПа).
Ледебурит – эвтектическая механическая смесь аустенита и цементита при температуре выше 727 0С или смесь перлита и цементита при температуре ниже 727 0С. Ледебурит образуется из жидкого раствора, содержащего 4,3 % С. Имеет постоянное количество углерода (4,3 % С) и твердость по Бринеллю HB 6000...7000 (МПа).
Превращения на линиях диаграммы Fe – Fe3C
Превращения на линиях диаграммы определяют путем сравнения структур выше и ниже линии, если рассматривают процесс охлаждения. Например, что происходит на линии BC при охлаждении? Из диаграммы видно, что выше линии BC структура жидкая, а ниже линии – жидкость и аустенит. Следовательно, жидкость превращается в аустенит. Рассмотрим превращения на линии PS при охлаждении. Выше линии PS структура Ау + Ф, ниже линии PS структура П + Ф. Сравнивая эти структуры, делаем вывод: на линии PS при охлаждении аустенит превращается в перлит. Аналогичным образом определяются превращения на других линиях диаграммы состояния.
На линии CD: Ж ![]() Ц1. На линии BE: Жост
Ц1. На линии BE: Жост
![]() охл Ау. На линии
ECF: Жост
охл Ау. На линии
ECF: Жост ![]() Л(Ау+Ц). На линии PSK: Ау
Л(Ау+Ц). На линии PSK: Ау ![]() П. На линии SE: Ау
П. На линии SE: Ау ![]() Ц2. На
линии PG: Ау
Ц2. На
линии PG: Ау ![]() Ф.
На линии PQ: Ф
Ф.
На линии PQ: Ф ![]() Ц3.
Ц3.
Ц1, Ц2, Ц3 – цементит, который выделяется в различные температурные интервалы. Жост – остаточная жидкость (жидкий раствор углерода в железе).
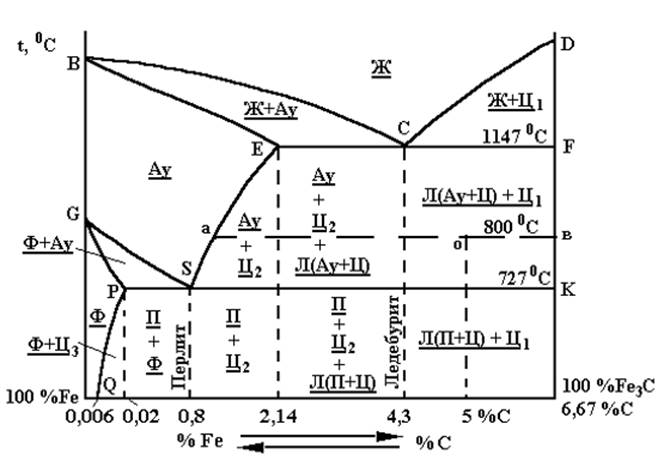
Рисунок 3.1 Диаграмма железо-цементит
Структуры и фазы
Структура – картина строения металла, наблюдаемая под микроскопом.
Обозначения структур приведены на диаграмме состояния Fe – Fe3C. Например, сталь 40 при температуре 6000С имеет структуры П + Ф. Белый чугун, содержащий 4,3 % С, при 1000 0С согласно диаграмме состояния имеет структуру ледебурит, состоящий из смеси аустенита и цементита.
Фаза – однородная часть структуры, имеющая границу раздела, при переходе через которую меняются химический состав и кристаллическая решетка.
Однородными частями структур (фазами) на диаграмме состояния Fe – Fe3C являются жидкие и твердые растворы, химические соединения (Fe3C). Перлит и ледебурит не могут быть фазами, так как они неоднородны. Фазы определяются из структуры. Примеры приведены в таблице.
Таблица 3.1 Структуры и фазы
|
Структуры |
Фазы |
|
П (Ф + Ц) |
Ф, Ц |
|
П + Ц + Л (П + Ц) |
Ф, Ц |
|
Л (Ау + Ц) |
Ау, Ц |
|
Ау + Ф |
Ау, Ф |
|
Ж + Ц1 |
Ж, Ц1 |
Правило концентраций и отрезков
Для того, чтобы у сплава заданного состава (например, 5 % С) при заданной температуре (например, 8000С) определить концентрацию фаз и их весовое соотношение, необходимо через точку пересечения состава сплава и температуры (точка о на рис.3.1) провести горизонталь влево и вправо до ближайших линий фаз на диаграмме состояния. Точки пересечения укажут концентрацию фаз, а отрезки будут обратно пропорциональны весу фаз. В точке о структура сплава (5 %С, t = 800 0С) – ледебурит и цементит. Из структуры определяем фазы: аустенит и цементит. Для определения содержания углерода в фазе аустенита данного сплава через точку о проведем горизонталь влево до пересечения с линией SE фазы аустенита на диаграмме. Точка пересечения а укажет содержание углерода в аустените (0,9 % С). Для определения содержания углерода в цементите через точку о вправо проводим горизонталь до пересечения с линией цементита (DFK). Точка пересечения в укажет концентрацию углерода в цементите (6,67 %С). Для определения весового соотношения фаз необходимо воспроизвести указанные отрезки (рис. 3.2).
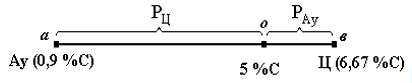
Рис. 3.2. Отрезки для определения весовых долей фаз сплава
Соотношение величин отрезков будет обратно пропорционально соотношению весовых долей фаз. То есть, отрезок ов, прилегающий к фазе цементита, будет пропорционален весу аустенита. Отрезок ао будет пропорционален весу цементита.
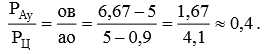
Таким образом, вес аустенита PАу составляет 0,4 веса цементита PЦ.
Порядок выполнения работы:
1. Для стали 10, 50 и белых чугунов, содержащих 2,5 и 6 % С, определить превращения в сталях и чугунах при охлаждении из расплавленного состояния до комнатной температуры. Какая структура получается после охлаждения?
2. Для стали 10, 50 и белых чугунов, содержащих 2,5 и 6 % С, при температуре 8000С определить структуру, фазы, концентрацию фаз и их весовое соотношение.
Содержание отчета:
1. Название работы.
2. Цель работы.
3. Диаграмма.
4. Результаты.
5. Выводы.
Контрольные вопросы
1. Какое превращение происходит в железоуглеродистых сплавах при температуре 1147°С?
2. Какое превращение происходит в железоуглеродистых сплавах при температуре 727°С?
3. Какой фазовый состав имеют стали по завершению процесса первичной кристаллизации?
4. Какой фазовый состав имеют стали при комнатной температуре?
5. Что называют перлитом?
6. Что называют ледебуритом?
Практическое занятие №4
Тема: Расшифровка марок чугунов по заданным параметрам
Цель работы:
развитие умений классифицировать, расшифровывать чугуны.
Время: 45 минут.
Задание:
1.Ознакомиться с методикой маркировки чугунов по методическим указаниям 2. Дать расшифровку марок чугунов по карточке индивидуального задания.
Оборудование: методические указания по выполнению работы, индивидуальное задание
Краткие теоретические сведения
Классифицировать сплав – значит отнести его к соответствующему классу материалов по признакам: - химическому составу, - структуре, - применению. Расшифровывая марку сплава, необходимо дать его полное название и раскрыть содержание всех букв и цифр марки. Следует иметь в виду, что в ряде сплавов содержание компонентов прямо не указано в марке, но следует из принципов маркировки данного материала и должно быть отражено при расшифровке. Характеризуя область применения сплава, можно сослаться на круг наиболее распространенных изделий из данного сплава.
Чугун – сплав железа с углеродом, содержащий более 2,14% углерода, постоянные примеси. Они мало пластичны, не прокатываются и не куются. Чугуны обладают пониженной температурой плавления и хорошими литейными свойствами. За счет этого из чугунов можно делать отливки значительно более сложной формы, чем из сталей
Разновидности чугунов
В зависимости от того, какой формы присутствует углерод в сплавах, различают белые, серые, ковкие и высокопрочные чугуны.
Белый чугун
Такое название он получил по виду излома, который имеет матово-белый цвет. Весь углерод в этом чугуне находится в связанном состоянии в виде цементит. Белые чугуны имеют большую твердость (НВ 450-550) и, как следствие этого, они очень хрупкие и для изготовления деталей машин не используются. Высокая твердость белого чугуна обеспечивает его износостойкость, в том числе и при воздействии агрессивных сред. Это свойство учитывают при изготовлении из него поршневых колец. Однако белый чугун применяют главным образом для отливки деталей на ковкий чугун, поэтому его называют передельным.
Серый чугун
В сером чугуне углерод находится в виде графита пластинчатой формы.. Серые чугуны маркируются сочетанием букв «С» - серый, «Ч»- чугун и цифрами, которые обозначают временное сопротивление разрыву при растяжении в МПа.
Высокопрочный чугун
Отличительной особенностью высокопрочного чугуна являются его высокие механические свойства, так как структура углерода в нем - шаровидный графит. Это повышает прочность чугуна и позволяет получить сплавы с достаточно высокой пластичностью и вязкостью. Обозначение марки включает буквы «В» - высокопрочный, «Ч» - чугун и цифры, обозначающие временное сопротивление разрыву при растяжении в МПа.
Ковкий чугун
Ковкими называют чугуны, в которых графит имеет хлопьевидную форму. Несмотря на свое название, они никогда не подвергаются ковке. Конфигурация детали из ковкого чугуна определяется формой отливки. Ковкие чугуны маркируют «К» - ковкий, «Ч» - чугун и цифрами. Первая группа цифр показывает предел прочности чугуна при растяжении, МПа: вторые – относительное удлинение при разрыве в %.
Чугуны со специальными свойствами
В зависимости от назначения различают износостойкие, антифрикционные, жаростойкие и коррозионностойкие чугуны.
Износостойкие (антифрикционные ) чугуны
Обозначают сочетанием букв АЧС, АЧК, АЧВ. Буквы С, К, В обозначают вид чугуна: серый, ковкий, высокопрочный. Цифра обозначает номер чугуна. Для легирования антифрикционных чугунов применяют хром, никель, медь, титан.
Жаростойкие и жаропрочные чугуны
Обозначают набором заглавных букв русского алфавита и следующими за ними букв. Буква «Ч» - чугун. Буква «Ш», стоящая в конце марки означает шаровидную форму графита. Остальные буквы означают легирующие элементы, а числа, слежующие за ними, соответствуют их процентному содержанию в чугуне. Жаростойкте чугуны применяют для изготовления деталей контактных аппаратов химического оборудования, работающих в газовых средах при температуре 900-11000 С.
Коррозионностойкие чугуны
Короозионностойкие чугуны обладают высокой стойкостью в газовой, воздушной и щелочных средах. Их применяют для изготовления деталей узлов трения, работающих при повышенных температурах.
Кроме простых чугунов выпускают и специальные легированные чугуны. При маркировке используют следующие буквенные обозначения:
Х - хром; Н - никель; С – кремний; М – молибден; В – вольфрам; Г – марганец; A – ванадий; Т – титан; Ю – алюминий; Б – ниобий; Д – медь; К – кобальт; Е – селен.
Примеры обозначения и расшифровки
1. СЧ15 – серый чугун, временное сопротивление при растяжении 150Мпа.
2. КЧ45-7 – ковкий чугун, временное сопротивление при растяжении 450Мпа, относительное удлинение 7%.
3. ВЧ70 – высокопрочный чугун, временное сопротивление при растяжении 700 МПА
4. АЧВ – 2 – антифрикционный высокопрочный чугун, номер 2.
5. ЧН20Д2ХШ – жаропрочный высоколегированный чугун, содержащий никеля 20%, 2% меди, 1% хрома, остальное – железо, углерод, форма графита – шаровидная
6. ЧС17 – коррозионностойкий кремниевый чугун, содержащий 17% кремния, остальное – железо, углерод.
Порядок выполнения работы:
1. Ознакомиться с маркировкой чугунов.
2. Расшифровать марки чугунов согласно варианту.
|
№ варианта |
Задания |
||
|
1 |
СЧ30 |
КЧ 30-6 |
ВЧ80 |
|
2 |
СЧ35 |
КЧ 45-7 |
ЖЧХ-2,5 |
|
3 |
СЧ40 |
КЧ 33-8 |
АЧС-1 |
|
4 |
СЧ18 |
КЧ 37-12 |
ЧН19Х3 |
|
5 |
СЧ20 |
КЧ 35-10 |
АЧК-2 |
|
6 |
СЧ25 |
КЧ 55-4 |
АЧВ-1 |
|
7 |
СЧ45 |
КЧ 50-5 |
ЧС13 |
|
8 |
СЧ21 |
КЧ 60-3 |
ЖЧХ-5,5 |
|
9 |
СЧ24 |
КЧ70-2 |
ЧН19Х3Ш |
|
10 |
СЧ10 |
КЧ65-3 |
ВЧ50 |
|
11 |
СЧ30 |
КЧ 30-6 |
ВЧ80 |
|
12 |
СЧ35 |
КЧ 45-7 |
ЖЧХ-2,5 |
|
13 |
СЧ40 |
КЧ 33-8 |
АЧС-1 |
|
14 |
СЧ18 |
КЧ 37-12 |
ЧН19Х3 |
|
15 |
СЧ20 |
КЧ 35-10 |
АЧК-2 |
|
16 |
СЧ25 |
КЧ 55-4 |
АЧВ-1 |
|
17 |
СЧ45 |
КЧ 50-5 |
ЧС13 |
|
18 |
СЧ21 |
КЧ 60-3 |
ЖЧХ-5,5 |
|
19 |
СЧ24 |
КЧ70-2 |
ЧН19Х3Ш |
|
20 |
СЧ10 |
КЧ65-3 |
ВЧ50 |
|
21 |
СЧ30 |
КЧ 30-6 |
ВЧ80 |
|
22 |
СЧ35 |
КЧ 45-7 |
ЖЧХ-2,5 |
|
23 |
СЧ40 |
КЧ 33-8 |
АЧС-1 |
|
24 |
СЧ18 |
КЧ 37-12 |
ЧН19Х3 |
|
25 |
СЧ20 |
КЧ 35-10 |
АЧК-2 |
|
26 |
СЧ25 |
КЧ 55-4 |
АЧВ-1 |
|
27 |
СЧ45 |
КЧ 50-5 |
ЧС13 |
|
28 |
СЧ21 |
КЧ 60-3 |
ЖЧХ-5,5 |
|
29 |
СЧ24 |
КЧ70-2 |
ЧН19Х3Ш |
|
30 |
СЧ10 |
КЧ65-3 |
ВЧ50 |
Содержание отчета:
1. Название работы.
2. Цель работы.
3. Оборудование и материалы, используемые в работе.
4. Расшифровка марок чугунов
5. Выводы.
Контрольные вопросы
1. Что такое чугун?
2. Какова цель легирования чугунов?
3. В чем отличие СЧ35 от ВЧ35?
4. Может ли ковкий чугун быть антифрикционным?
Практическое занятие №5
Тема: Расшифровка марок стали по заданным параметрам
Цель работы:
развитие умений классифицировать, расшифровывать стали.
Время: 45 минут.
Задание:
1.Ознакомиться с методикой маркировки сталей по методическим указаниям
2. Дать расшифровку марок стали по индивидуальному заданию.
Оборудование: методические указания по выполнению работы, индивидуальное задание
Краткие теоретические сведения
Сталь - сплав железа с углеродом, содержащий углерода не более 2,14 %, а также ряд других элементов
Для правильного прочтения марки необходимо учитывать ее место в классификации стали по химическому составу, назначению, качеству, степени раскисления.
По химическому составу стали подразделяют на углеродистые и легированные.
Стали по назначению делят на конструкционные, инструментальные и стали специального назначения с особыми свойствами.
Стали по качеству классифицируют на стали обыкновенного качества, качественные, высококачественные и особо высококачественные.
Стали по степени раскисления классифицируют на спокойные, полуспокойные и кипящие.
Таблица 5.1- Классификация сталей
|
Стали по химическому составу |
|||
|
Углеродистые |
Легированные |
||
|
низкоуглеродистые (до 0,25% С), среднеуглеродистые (0,25-0,6% С высокоуглеродистые (более 0,6% С).
|
низколегированную (с суммарным содержанием легирующих элементов до 2,5%), среднелегированную (от 2,5до 10%) и высоколегированную (свыше 10%). |
||
|
По назначению |
|||
|
инструментальные |
конструкционные |
||
|
По качеству (содержанию вредных примесей) |
|||
|
обыкновенного качества содержат до 0,06% S и 0,07% Р, |
Качественные — до 0,035% S и 0,035% Р |
Высококачественные - не более 0,025% S и 0,025% Р, |
особо высококачественные - не более 0,015% S и 0,025% Р.
|
Конструкционные стали – стали, предназначенные для изготовления различных деталей, узлов механизмов и конструкций.
Инструментальные стали – стали, применяемые для обработки материалов резанием или давлением, а также для изготовления измерительного инструмента.
Специальные стали — это высоколегированные (свыше 10%) стали, обладающие особыми свойствами - коррозионной стойкостью, жаростойкостью, жаропрочностью, износостойкостью и др
Углеродистые стали
К углеродистым сталям относят стали, не содержащие специально введенные легирующие элементы.
Конструкционные углеродистые стали
Стали углеродистые обыкновенного качества (сталь с достаточно высоким содержанием вредных примесей S и P) обозначают согласно ГОСТ 380-94.
Эти наиболее широко распространенные стали поставляют в виде проката в нормализованном состоянии и применяют в машиностроении, строительстве и в других отраслях.
Углеродистые стали обыкновенного качества обозначают буквами Ст и цифрами от 0 до 6. Цифры—это условный номер марки. Чем больше число, тем больше содержание углерода, выше прочность и ниже пластичность.
Перед символом Ст указывают группу гарантированных свойст: А, Б, В. Если указание о группе отсутствует, значит предполагается группа А. Например, СТ3; БСт4; ВСт2.
Сталь обыкновенного качества выпускается также с повышенным содержание марганца (0,8-1,1% Mn). В этом случае после номера марки добавляется буква Г. Например, БСТ3Гпс. После номера марки стали указывают степень раскисления: кп - кипящая, пс - полуспокойная, сп - спокойная сталь. Например, ВСт3пс.
Таблица 5.2 – Структура обозначения углеродистых сталей
|
Группа стали |
Обозначение |
Номер стали |
Степень раскисления |
Категория |
|
А |
Ст |
0 |
- |
1,2,3 |
|
1,2,3,4 |
кп, пс, сп |
|||
|
5,6 |
пс, сп |
|||
|
Б |
БСт |
1,2,3,4 |
кп, пс, сп |
1,2 |
|
5,6 |
пс, сп |
|||
|
В |
ВСт |
1,2,3,4 |
кп, пс, сп |
1,2,3,4,5 |
|
5 |
пс, сп |
Таблица 5.3 – Значение букв и цифр, употребляющихся при маркировке сталей обыкновенного качества
|
Обозначение |
Расшифровка обозначения |
|
А |
Группа сталей, поставляемая с гарантированными механическими свойствами. Обычно при обозначении сталей букву А опускаю |
|
Б |
Группа сталей, поставляемая с гарантированным химическим составом |
|
В |
Группа сталей, поставляемая с гарантированными химическим составом и механическими свойствами |
|
Ст |
Сокращенное обозначение термина «сталь» |
|
0-6 |
Условные марки стали |
|
кп |
Сталь «кипящая», раскисленная только ферромарганцем |
|
пс |
Сталь «полуспокойная», раскисленная ферромарганцем и алюминием |
|
сп |
Сталь «спокойная», то есть полностью раскисленная. |
Примеры обозначения и расшифровки
1. БСт2кп – сталь конструкционная углеродистая обыкновенного качества, группы Б, поставляемая с гарантированным химическим составом, номер 2, кипящая.
2. Ст5Гпс – сталь конструкционная обыкновенного качества , группы , поставляемая с гарантированными механическими свойствами, номер 5, содержание марганца до 1%, полуспокойная.
3. ВСт3сп - сталь конструкционная углеродистая обыкновенного качества, группы В, поставляемая с гарантированным химическим составом и механическими свойствами, номер 3, спокойная.
Обозначение углеродистых качественных конструкционных сталей
Качественная конструкционная сталь – сталь с заметно меньшим содержанием серы, фосфора и других вредных примесей. Обозначается согласно ГОСТ 1050-88. Сталь маркируют двузначными числами, которые обозначают содержание углерода в сотых долях процента, и поставляют с гарантированными показателями химического состава и механических свойств. По степени раскисления сталь подразделяют на кипящую (кп), полуспокойную (пс), спокойную (без указания индекса). Буква Г в марках сталей указывает на повышенное содержание марганца (до 1%).
Примеры обозначения и расшифровки
1. Сталь 05кп –сталь конструкционная низкоуглеродистая, качественная, содержащая углерода 0,05%, кипящая.
2. Сталь 25 - сталь конструкционная низкоуглеродистая, качественная, содержащая углерода 0,25%, спокойная.
3. Сталь 60Г - сталь конструкционная среднеуглеродистая, качественная, содержащая углерода 0,6%, марганца 1%, спокойная.
Автоматные стали Обозначение автоматных сталей
По ГОСТ 1414-75 эти стали маркируют буквой А и цифрами, показывающими среднее содержание углерода в сотых долях процента.
Применяют следующие марки автоматной стали: А12,А20, АЗО, А40Г. Из стали А12 готовят неответственные детали, из стали других марок — более ответственные детали, работающие при значительных напряжениях и повышенных давлениях. Сортамент автоматной стали предусматривает изготовление сортового проката в виде прутков круглого, квадратного и шестигранного сечений. Эти стали не применяют для изготовления сварных конструкций.
Котельные стали. Стали листовые для котлов и сосудов, работающих под давлением, применяют для изготовления паровых котлов, судовых топок, камер горения газовых турбин и других деталей. Они должны работать при переменных давлениях и температуре до 450"С. Кроме того, котельная сталь должна хорошо свариваться. Для получения таких свойств в углеродистую сталь вводят технологическую добавку (титан) и дополнительно раскисляют ее алюминием. Выпускают следующие марки углеродистой котельной стали 12К, 15К, 16К, 18K.20K.22Kc содержанием в них углерода от 0,08 до 0,28%. Эти стали поставляют в виде листов с толщиной до 200 мм и поковок в состоянии после нормализации и отпуска.
Примеры обозначения и расшифровка
АС12ХН – сталь автоматная легированная, низкоуглеродистая, содержащая 0,12 % углерода, 1% хрома и никеля.
Инструментальные углеродистые стали
Обозначение инструментальных углеродистых сталей
Инструментальный углеродистые стали маркируют в соответствии с ГОСТ 1435-90.
Инструментальные углеродистые стали выпускают следующих марок: У7.У8ГА.У8Г, У9, У 10, У 11, У 12 и У 13. Цифры указывают на содержание углерода в десятых долях процента. Буква Г после цифры означает, что сталь имеет повышенное содержание марганца. Марка инструментальной углеродистой стали высокого качества имеет букву А.
Примеры обозначения и расшифровки
1. У12 – сталь инструментальная, высокоуглеродистая, содержащая 1,2% углерода, качественная.
2. У8ГА - сталь инструментальная, высокоуглеродистая, содержащая 0,8% углерода, 1% марганца, высококачественная
3. У9А - сталь инструментальная, высокоуглеродистая, содержащая 0,9% углерода, высококачественная.
Легированные стали
Легированной называют сталь со специально введенным одним или более легирующим элементом.
Обозначение легированных сталей
Легированные стали маркируются комбинацией цифр и заглавных букв алфавита. В обозначении нет слова «сталь» или символа «Ст». Например, 40Х, 38ХМ10А, 20Х13. Первые две цифры обозначают содержание углерода в сотых долях процента. Следующие буквы являются сокращенным обозначением элемента. Цифры, стоящие после букв, обозначают содержание этого элемента в целых процентах. Если за буквой не стоит цифра, значит содержание этого элемента до 1%.
Таблица 5.4 – Обозначение букв в маркировке
|
Ю-Al Алюминий _ |
Ф-V Ванадий |
Ж-Fe Железо |
|
C-Si Кремний |
М-Мо Молибден |
T-Ti Титан |
|
А- N Азот |
Е-Se Селен |
Б-Nb Ниобий |
|
Р-В Бор |
В-Wвольфрам |
К- Co Кобальт |
|
Г- Mn Марганец |
Н-Ni Никель |
Та - Тантал |
|
Д –Cu Медь |
Ц-Zr Цирконий |
Х- хром |
Для изготовления измерительных инструментов применяют X, ХВГ. Стали для штампов: 9Х, Х12М, 3Х2Н8Ф. Стали для ударного инструмента: 4ХС, 5ХВ2С.
Обозначение быстрорежущих сталей
Все быстрорежущие стали являются высоколегированными. Это стали для оснащения рабочей части резцов, фрез, сверл и т.д. Маркировка быстрорежущих сталей всегда начинается с буквы Р и числа, показывающего содержание вольфрама в процентах. Наиболее распространенными марками являются Р9, Р18, Р12.
Легированные стали с особыми свойствами.
1. Коррозионностойкие стали. Коррозионностойкой (или нержавеющей) называют сталь, обладающую высокой химической стойкостью в агрессивных средах. Коррозионностойкие стали получают легированием низко- и среднеуглеродистых сталей хромом, никелем, титаном, алюминием, марганцем. Антикоррозионные свойства сталям придают введением в них большого количества хрома или хрома и никеля. Наибольшее распространение получили хромистые и хромоникелевые стали. Например, хромистые стали 95Х18, 30Х13, 08Х17Т.
Хромоникелевые нержавеющие имеют большую коррозийную стойкость, чем хромистые стали, обладают повышенной прочностью и хорошей технологичностью в отношении обработки давлением. Например, 12Х18Н10Т, 08Х10Н20Т2.
2. Жаростойкие оболадают стойкостью против химического разрушения в газовых средах, работающие в слабонагруженном состоянии.
3.Жаропрочные стали – это стали, способные выдерживать механические нагрузки без существенных деформаций при высоких температурах. К числу жаропрочных относят стали, содержащие хром, кремний, молибден, никель и др. Например, 40Х10С2М, 11Х11Н2В2МФ.
4.Износостойкие – стали, обладающие повышенной стойкостью к износу: шарикоподшипниковые, графитизированные и высокомарганцовистые.
Особенности обозначения подшипниковых сталей.
Маркировка начинается с буквы Ш, цифра, стоящая после буквы Х, показывает содержание хрома в десятых долях процента. Например, ШХ9, ШХ15ГС.
Примеры обозначения и расшифровки
1.40ХГТР – сталь конструкционная, лкгированная, качественная, содержащая 0,4% углерода и по 1% хрома, марганца, титана, бора, остальное- железо и примеси.
2. 38Х2МЮА - сталь конструкционная, лкгированная, высококачественная, содержащая 0,38% углерода, 2% % хрома, 1% молибдена, алюминия, остальное- железо и примеси.
3. ХВГ - сталь конструкционная, лкгированная, качественная, содержащая 1% углерода и по 1% хрома, марганца, остальное – железо и примеси.
4. ШХ15 – сталь подшипниковая, инструментальная, качественная, содержащая 1% углерода, 1,5% хрома, остальное-железо.
5. Р10К5Ф5 – сталь быстрорежущая, инструментальная, качественная, содержащая 1% углерода, 10 % вольфрама, 5% кобальта, 5% ванадия, остальное-железо
Порядок выполнения работы:
1. Ознакомиться с маркировкой сталей.
2. Расшифровать марки сталей согласно варианту.
|
№ варианта |
Задания |
||
|
1 |
Ст3кп |
35Х |
У8 |
|
2 |
ВСт4сп |
20 |
Р6М5 |
|
3 |
Ст3 |
38ХМ10А |
ШХ9 |
|
4 |
БСт5сп |
20Х13 |
Х12М |
|
5 |
Ст6пс |
08 |
12Х18Н10Т |
|
6 |
ВСт2 |
60Г |
А20 |
|
7 |
БСт4пс |
40ХН |
У12 |
|
8 |
Ст6 |
60 |
Р18 |
|
9 |
БСт5сп |
20ХГСА |
ШХ15ГС |
|
10 |
ВСт3пс |
50 |
40Х10С2М |
|
11 |
Ст3кп |
35Х |
У8 |
|
12 |
ВСт4сп |
20 |
Р6М5 |
|
13 |
Ст3 |
38ХМ10А |
ШХ9 |
|
14 |
БСт5сп |
20Х13 |
Х12М |
|
15 |
Ст6пс |
08 |
12Х18Н10Т |
|
16 |
ВСт2 |
60Г |
А20 |
|
17 |
БСт4пс |
40ХН |
У12 |
|
18 |
Ст6 |
60 |
Р18 |
|
19 |
БСт5сп |
20ХГСА |
ШХ15ГС |
|
20 |
ВСт3пс |
50 |
40Х10С2М |
|
21 |
Ст3кп |
35Х |
У8 |
|
22 |
ВСт4сп |
20 |
Р6М5 |
|
23 |
Ст3 |
38ХМ10А |
ШХ9 |
|
24 |
БСт5сп |
20Х13 |
Х12М |
|
25 |
Ст6пс |
08 |
12Х18Н10Т |
|
26 |
ВСт2 |
60Г |
А20 |
|
27 |
БСт4пс |
40ХН |
У12 |
|
28 |
Ст6 |
60 |
Р18 |
|
29 |
БСт5сп |
20ХГСА |
ШХ15ГС |
|
30 |
ВСт3пс |
50 |
40Х10С2М |
Содержание отчета:
1. Название работы.
2. Цель работы.
3. Оборудование и материалы, используемые в работе.
4. Расшифровка марок сталей
5. Выводы.
Контрольные вопросы
1. Что такое сталь?
2. Может ли Сталь 45 иметь индекс «кп» и группу Б? Дайте название этой стали
3. Для чего стали легируют хромом, никелем?
4. Может ли сталь быть без примесей?
Список литературы
1. А.А.Черепахин, И.И. Колтунов, В.А. Кузнецов – Материаловедение,–учебник, М.,: КНОРУС, 2011
2. А.М.Адаскин, В.М. Зуев,– Материаловедение (металлообработка), уч. пособие, М.: ОИЦ «Академия», 2009.
3. Н.В. Акулич – Материаловедение и технология конструкционных материалов, уч. пособие, Минск, «Новое знание», 2008.
4. Ю.Т. Вишневский – Материаловедение для технических колледжей ; учебник, М., «Дашков и Ко», 2008.
5. В.Н. Заплаткин, Ю.И. Сапожников, А.В. Дубов– Справочное пособие по материаловедению (металлообработка); уч. пособие, М., ОИЦ «Академия», 2008.
6. В.А.Рогов, Г.Г. Позняк – Современные машиностроительные материалы и заготовки; уч.пособие, М., ОИЦ «Академия», 2008.
7. Е.Н. Соколова –Материаловедение (металлообработка) слесарного дела; рабочая тетрадь; уч. пособие, М., ОИЦ «Академия», 2008.
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения

Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
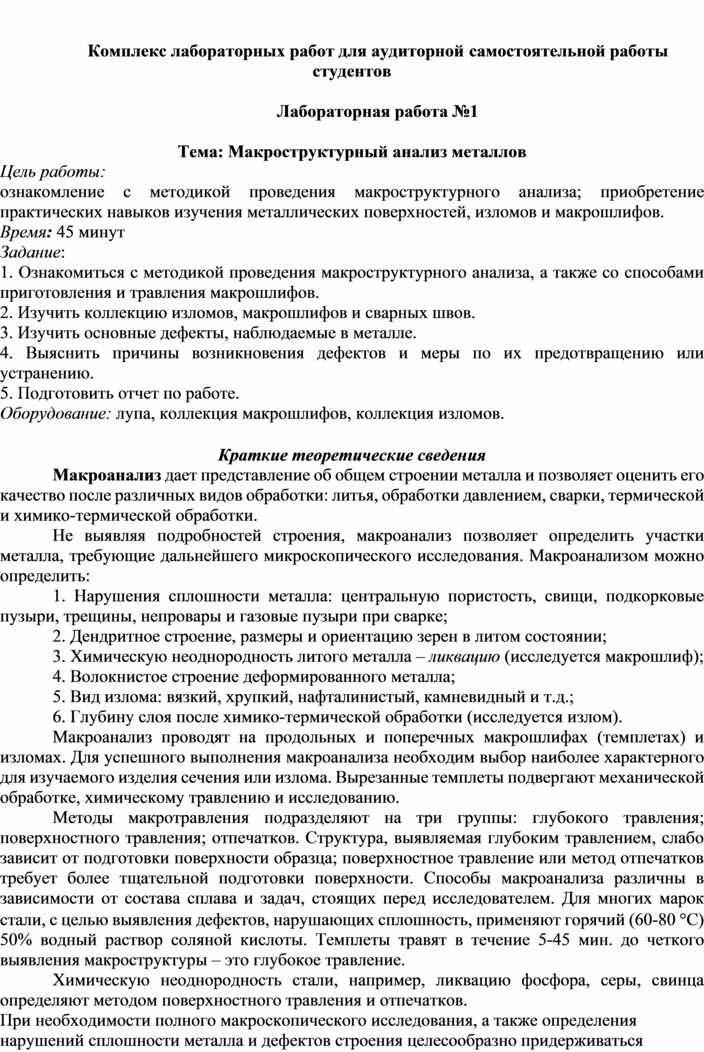
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
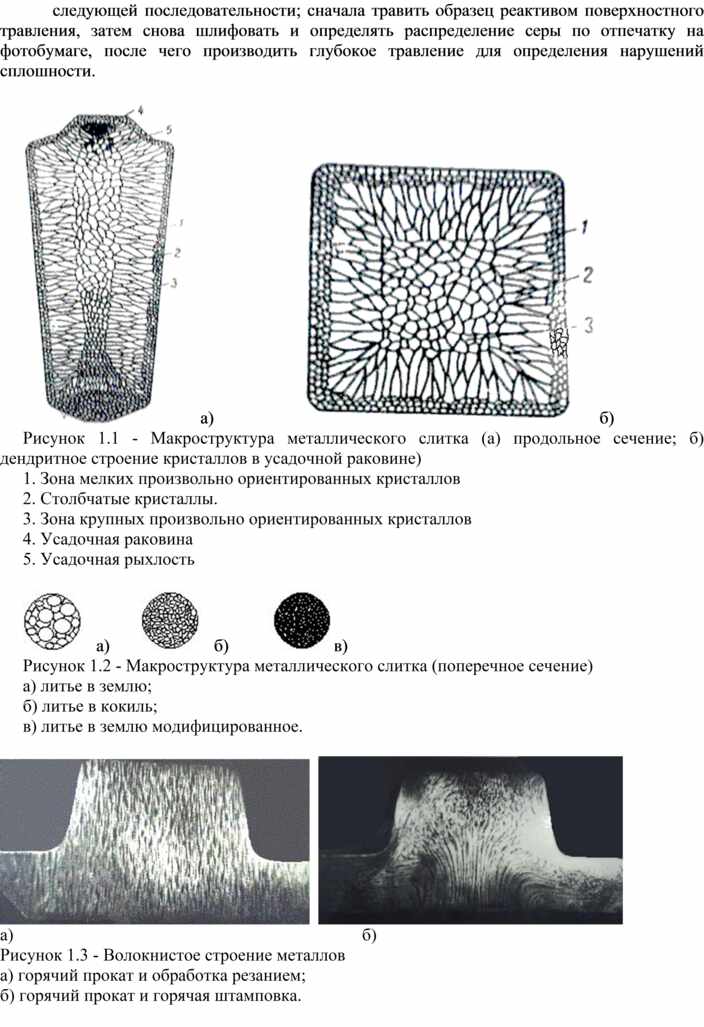
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
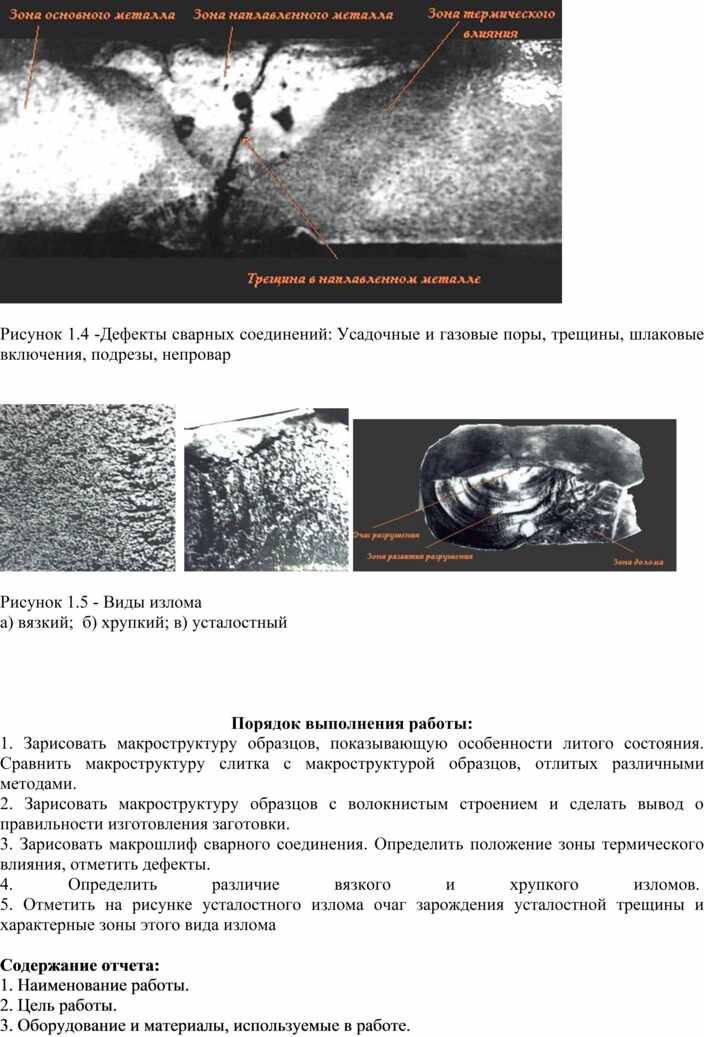
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
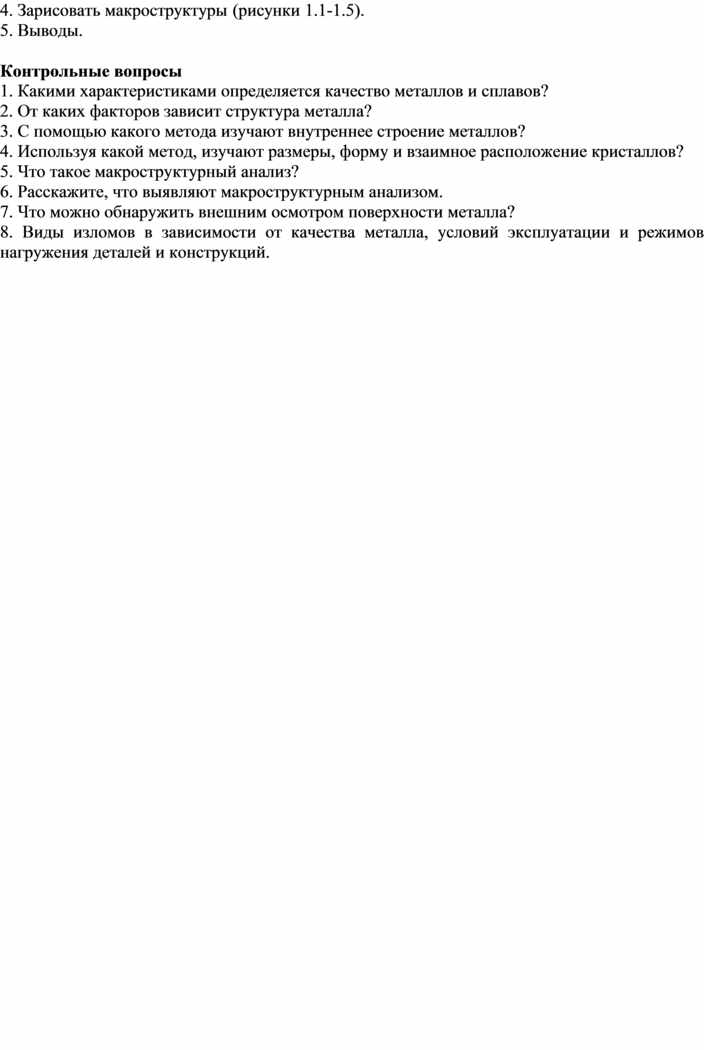
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
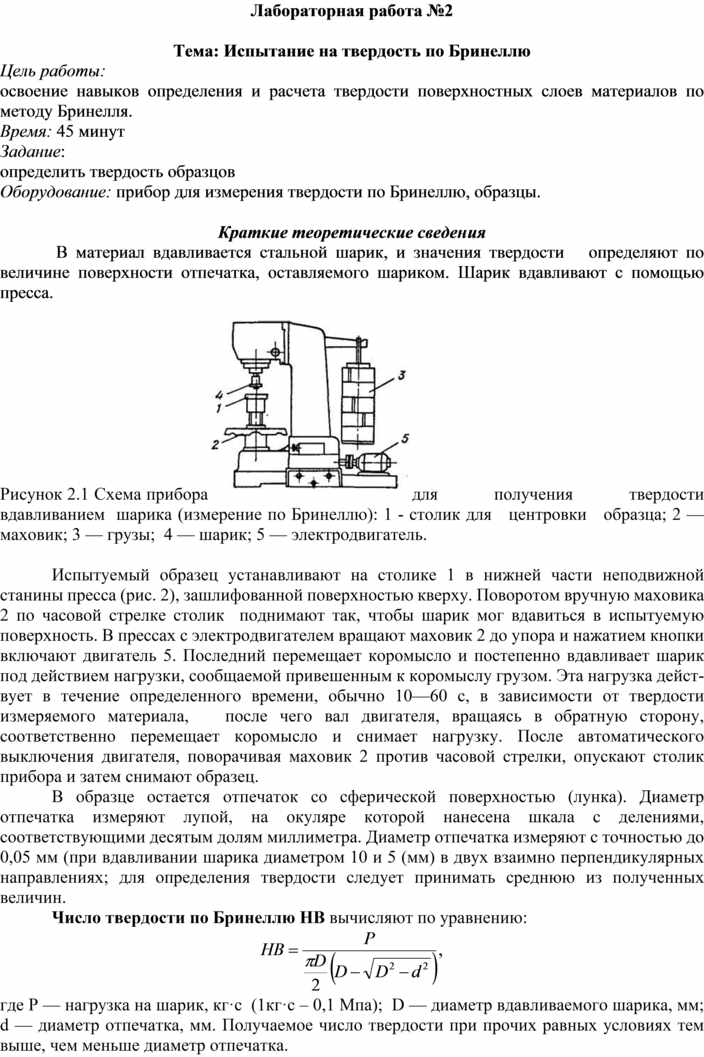
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
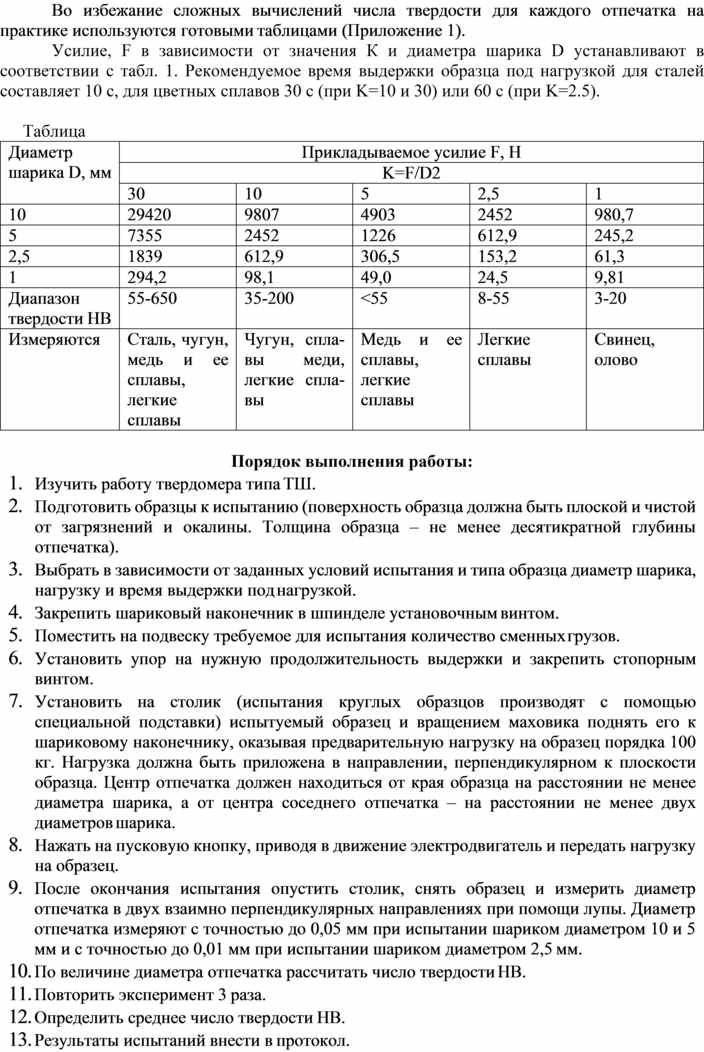
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
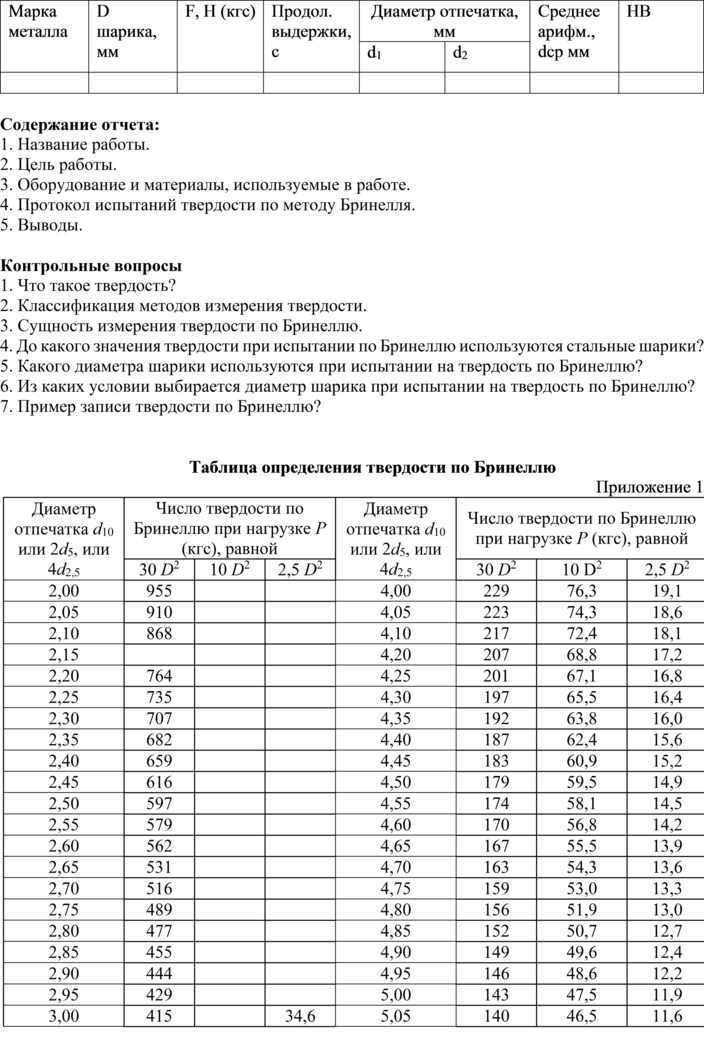
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
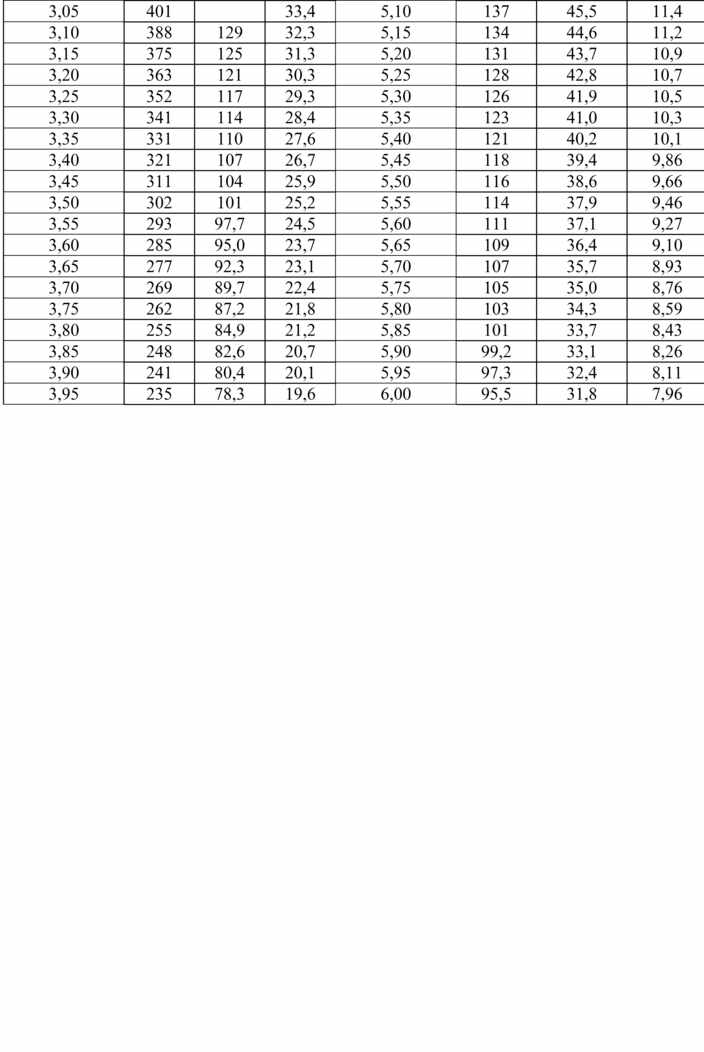
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
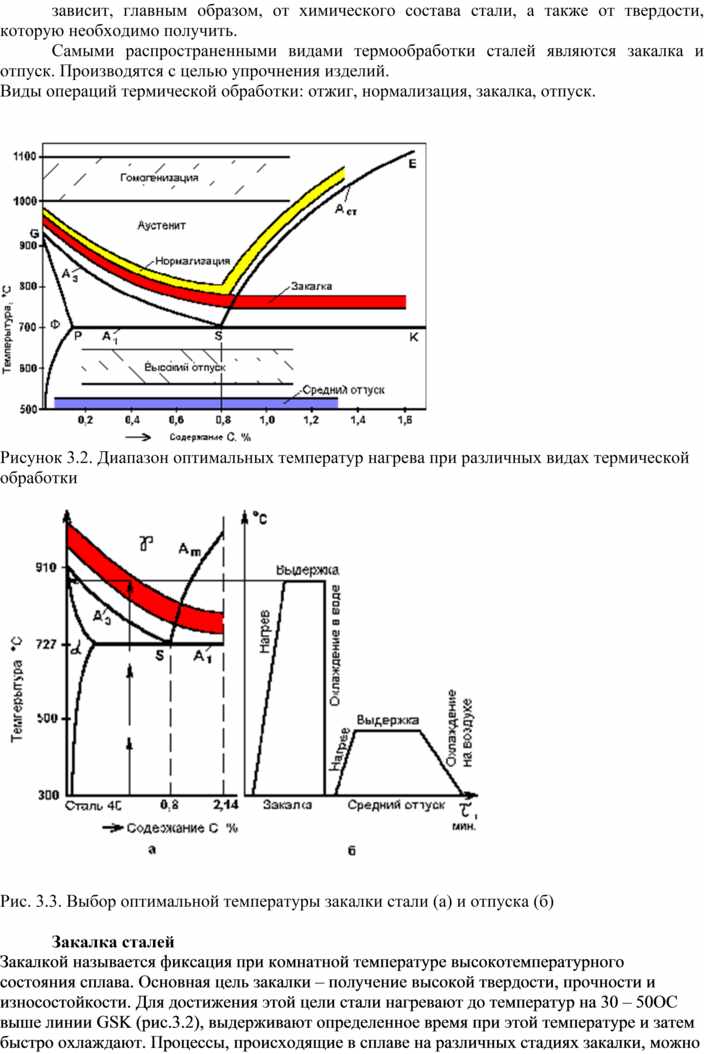
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
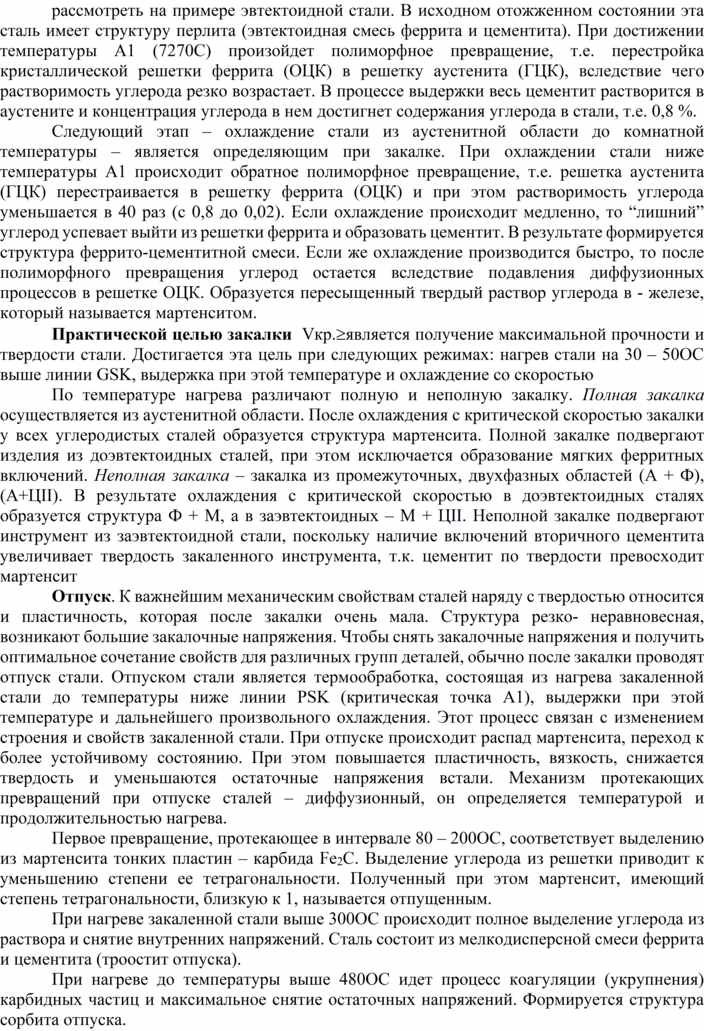
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
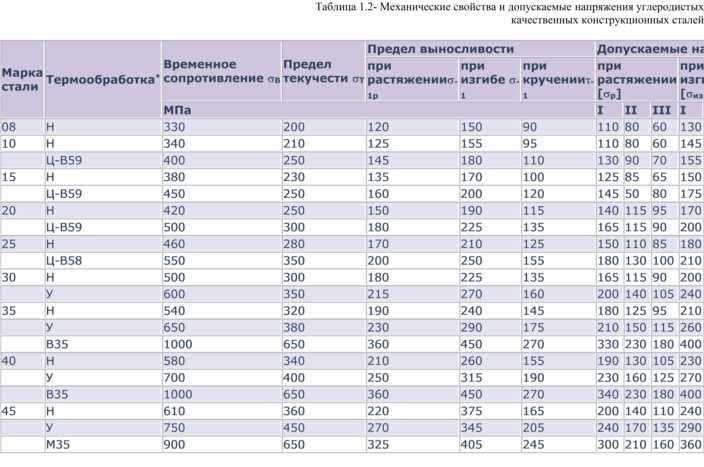
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
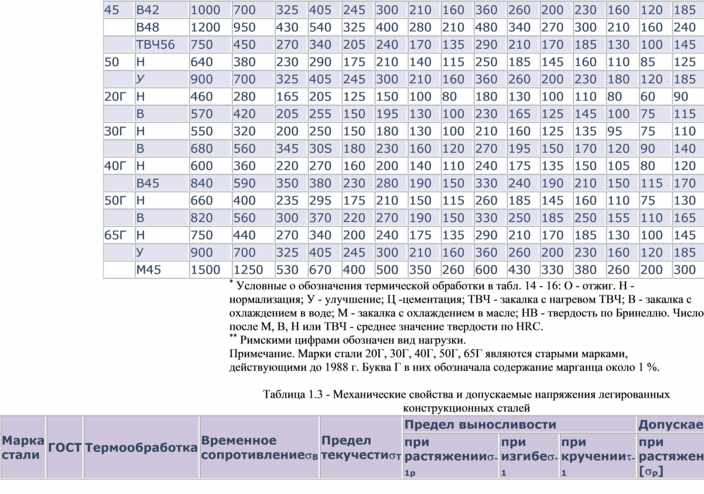
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
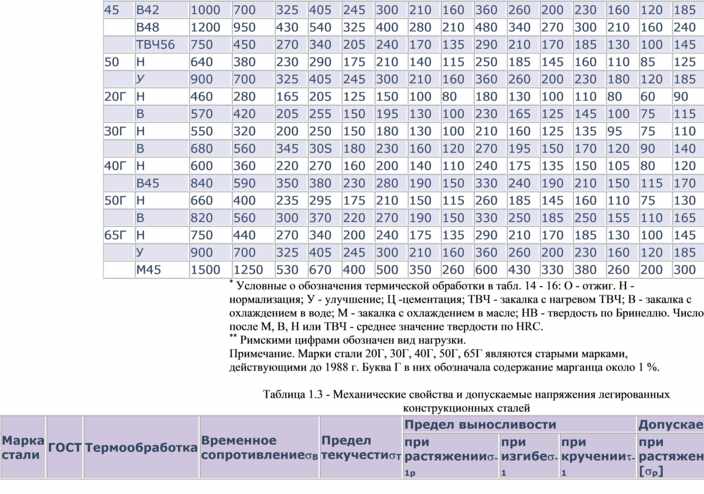
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
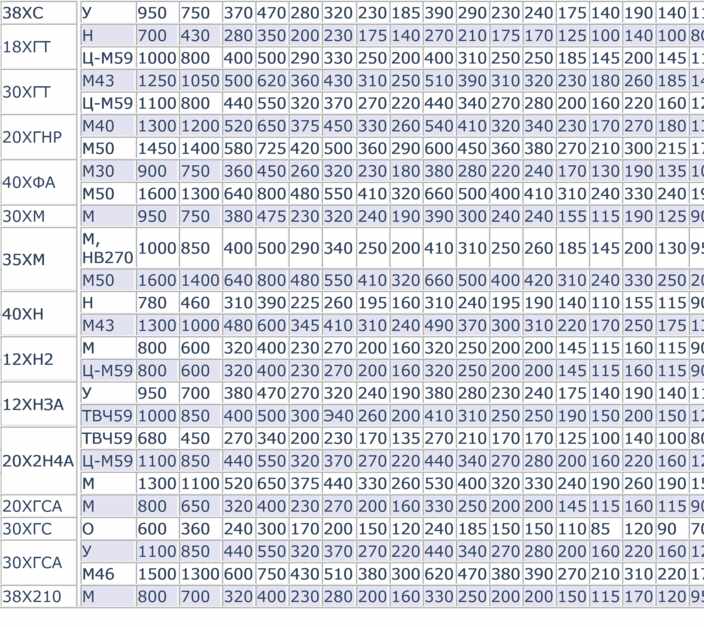
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
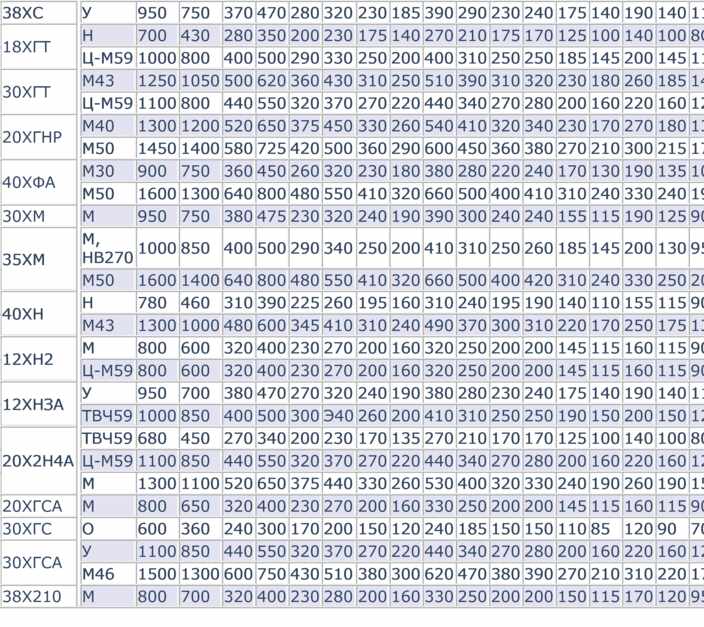
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
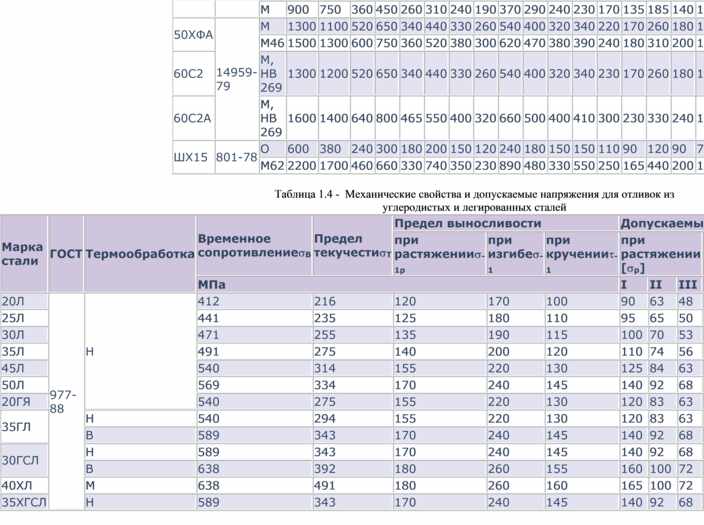
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
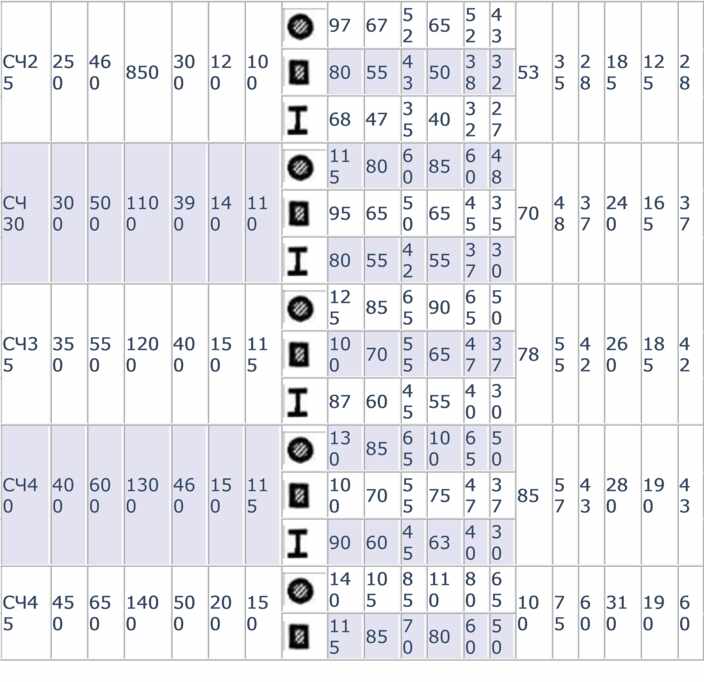
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
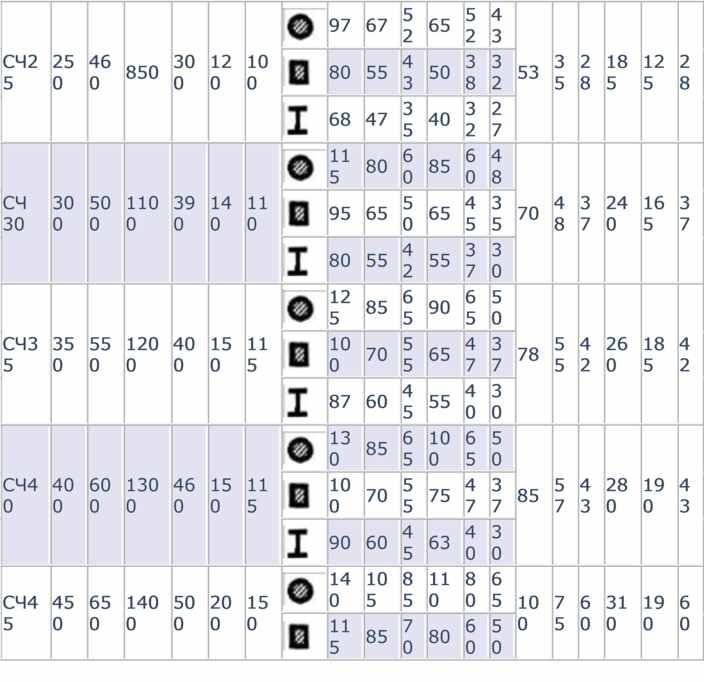
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
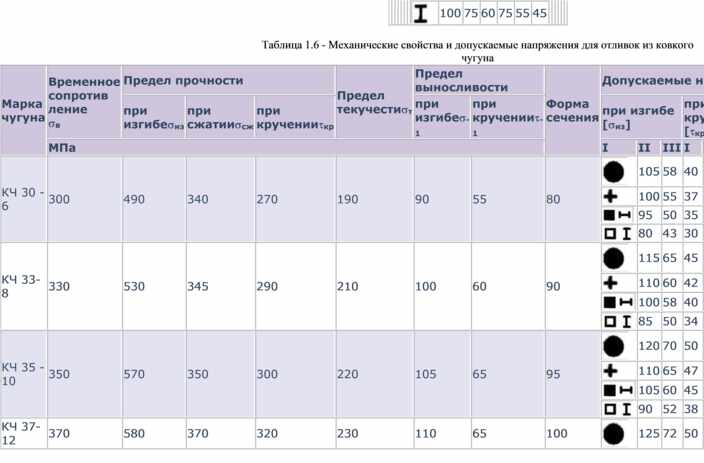
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
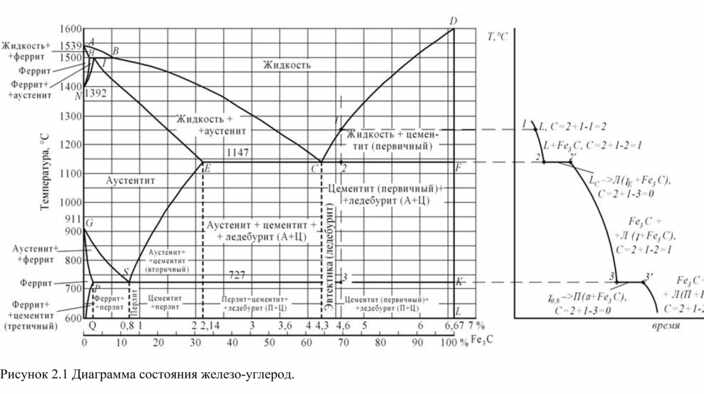
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения

Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения

Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения

Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
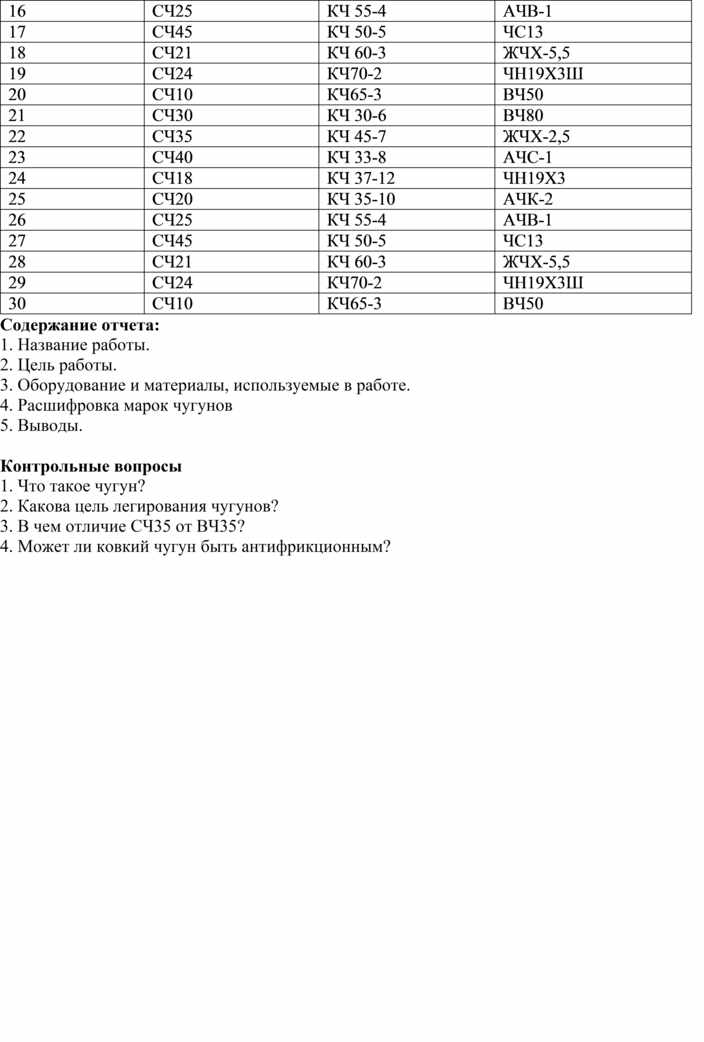
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения
Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения

Сборник заданий по выполнению лабораторных работ и практических заданий по дисциплине ОП.04 Основы материаловедения

© ООО «Знанио»
С вами с 2009 года.
![]()