Поделиться

ТОР. Оборудование для ремонта деталей механизмов вращательного движения
В процессе эксплуатации валов и осей возникают такие характерные дефекты, как прогиб, скручивание, изломы, образование забоин и трещин, износ шеек (цапф), износ или повреждение шпоночных канавок, шлицев, повреждение и износ резьбы.
Прогиб вала (оси) устраняют в первую очередь — ранее других дефектов.
Стрелу прогиба вала или оси устанавливают в центрах на токарном станке или на подшипниках, затем индикатором измеряют биение на различных участках, отмечая мелом места, которые дают наибольшее биение и потому требуют правки. Более простой способ определения изгиба — при помощи стальной линейки. Ее прикладывают ребром по оси вала и щупом замеряют просвет на данном участке, соответствующий прогибу вала.
Допустимый прогиб валов при частоте вращения свыше 500 об/мин составляет 0,15 мм на 1 м, но не более 0,3 мм на всю длину вала; при частоте вращения менее 500 об/мин — 0,1 мм на 1 м, но не более 0,2 мм на всю длину вала.
Прогиб вала (осей) менее 0,5 мм устраняют шлифованием, а более 0,5 мм — холодной правкой или правкой с нагреванием.
Холодную правку валов (осей) проводят чеканкой, винтовыми приспособлениями и прессами.
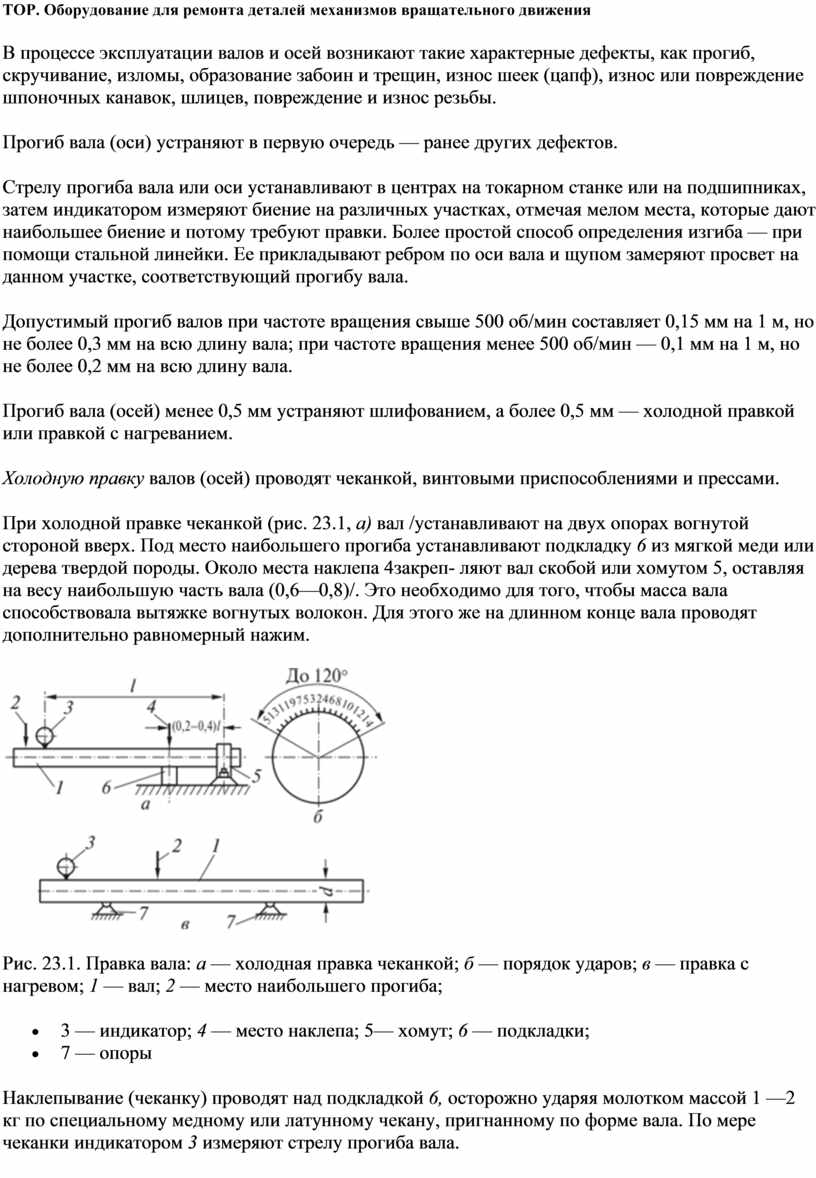
При холодной правке чеканкой (рис. 23.1, а) вал /устанавливают на двух опорах вогнутой стороной вверх. Под место наибольшего прогиба устанавливают подкладку 6 из мягкой меди или дерева твердой породы. Около места наклепа 4закреп- ляют вал скобой или хомутом 5, оставляя на весу наибольшую часть вала (0,6—0,8)/. Это необходимо для того, чтобы масса вала способствовала вытяжке вогнутых волокон. Для этого же на длинном конце вала проводят дополнительно равномерный нажим.
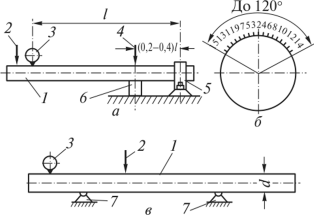
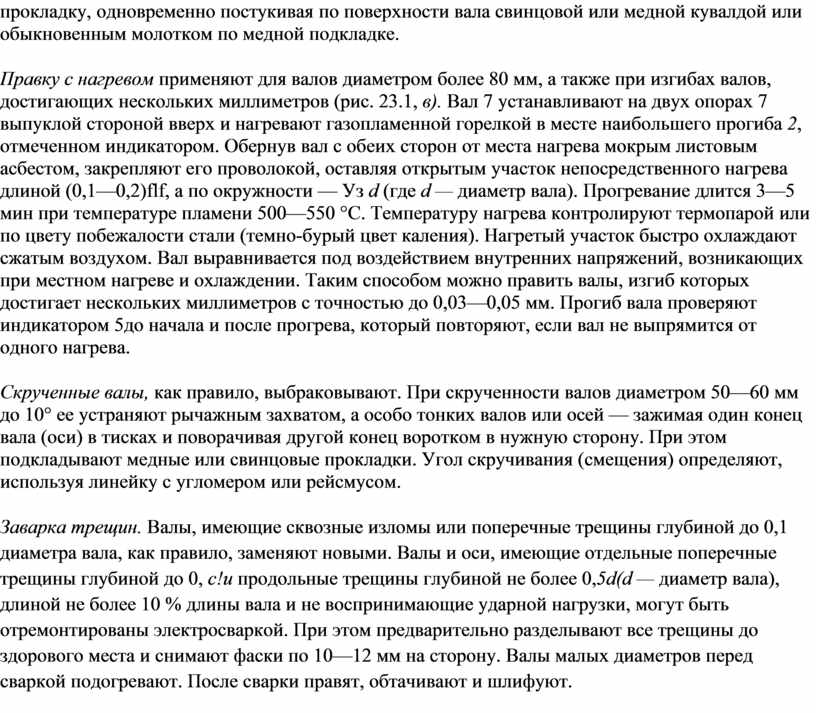
Рис. 23.1. Правка вала: а — холодная правка чеканкой; б — порядок ударов; в — правка с нагревом; 1 — вал; 2 — место наибольшего прогиба;
Наклепывание (чеканку) проводят над подкладкой 6, осторожно ударяя молотком массой 1 —2 кг по специальному медному или латунному чекану, пригнанному по форме вала. По мере чеканки индикатором 3 измеряют стрелу прогиба вала.
Винтовой пресс используют при правке валов диаметром менее 60 мм. Головку винта устанавливают над выпуклым местом вала и давят на него через медную или латунную прокладку, одновременно постукивая по поверхности вала свинцовой или медной кувалдой или обыкновенным молотком по медной подкладке.
Правку с нагревом применяют для валов диаметром более 80 мм, а также при изгибах валов, достигающих нескольких миллиметров (рис. 23.1, в). Вал 7 устанавливают на двух опорах 7 выпуклой стороной вверх и нагревают газопламенной горелкой в месте наибольшего прогиба 2, отмеченном индикатором. Обернув вал с обеих сторон от места нагрева мокрым листовым асбестом, закрепляют его проволокой, оставляя открытым участок непосредственного нагрева длиной (0,1—0,2)flf, а по окружности — Уз d (где d — диаметр вала). Прогревание длится 3—5 мин при температуре пламени 500—550 °С. Температуру нагрева контролируют термопарой или по цвету побежалости стали (темно-бурый цвет каления). Нагретый участок быстро охлаждают сжатым воздухом. Вал выравнивается под воздействием внутренних напряжений, возникающих при местном нагреве и охлаждении. Таким способом можно править валы, изгиб которых достигает нескольких миллиметров с точностью до 0,03—0,05 мм. Прогиб вала проверяют индикатором 5до начала и после прогрева, который повторяют, если вал не выпрямится от одного нагрева.
Скрученные валы, как правило, выбраковывают. При скрученности валов диаметром 50—60 мм до 10° ее устраняют рычажным захватом, а особо тонких валов или осей — зажимая один конец вала (оси) в тисках и поворачивая другой конец воротком в нужную сторону. При этом подкладывают медные или свинцовые прокладки. Угол скручивания (смещения) определяют, используя линейку с угломером или рейсмусом.
Заварка трещин. Валы, имеющие сквозные изломы или поперечные трещины глубиной до 0,1 диаметра вала, как правило, заменяют новыми. Валы и оси, имеющие отдельные поперечные трещины глубиной до 0, с!и продольные трещины глубиной не более 0,5d(d — диаметр вала), длиной не более 10 % длины вала и не воспринимающие ударной нагрузки, могут быть отремонтированы электросваркой. При этом предварительно разделывают все трещины до здорового места и снимают фаски по 10—12 мм на сторону. Валы малых диаметров перед сваркой подогревают. После сварки правят, обтачивают и шлифуют.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
