Поделиться

Тестовые задания По профессии «Электросварщик ручной сварки» 3 вариант
1. Многопроходной угловой шов в нижнем положении выполняется следующей последовательности:
а) первый проход без колебаний электрода
б) второй, третий проходы волнообразным движением электрода.
в) первый проход с колебаниями электрода, последующие проходы без колебаний электрода.
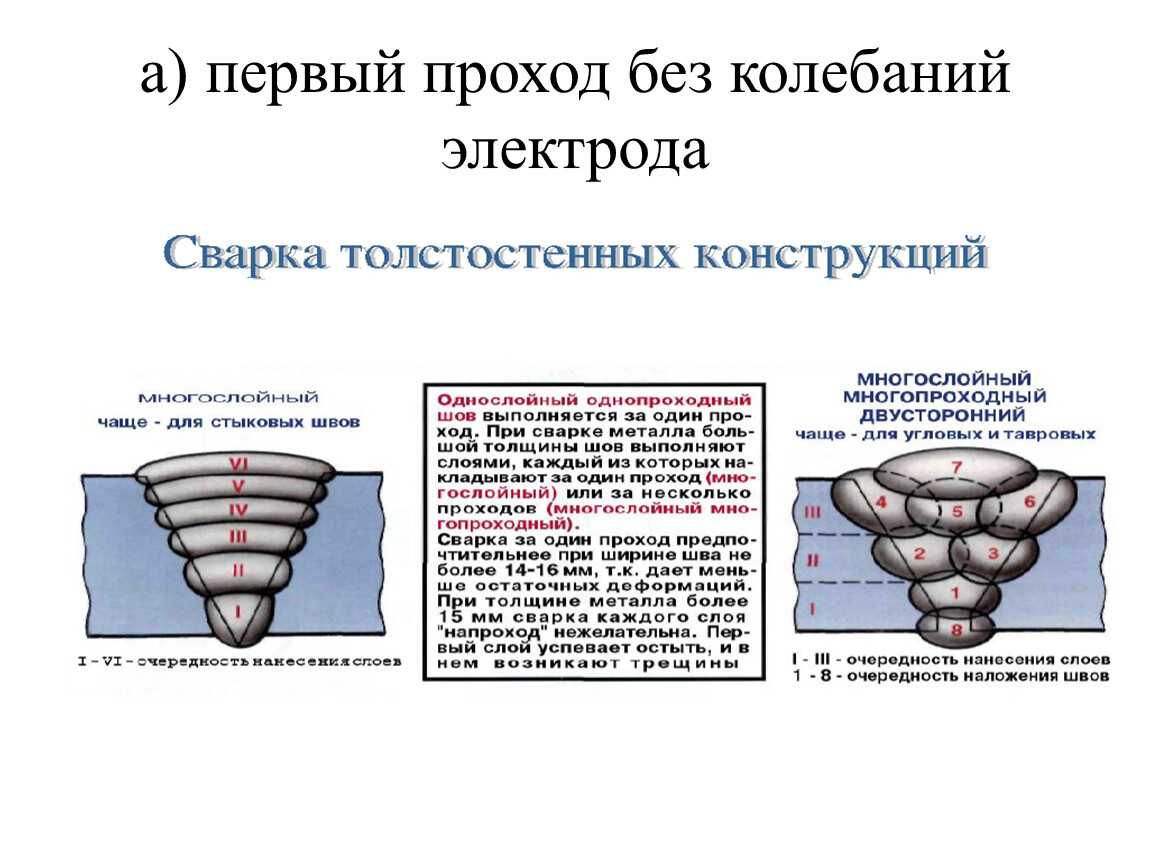
а) первый проход без колебаний электрода
2. Для чего при сборке углового соединения устанавливается угол, превышающий прямой примерно на 5 градусов:
а) для удобства сварки
б) для поправки на сварочную деформацию
в) для получения качественного сварного шва.
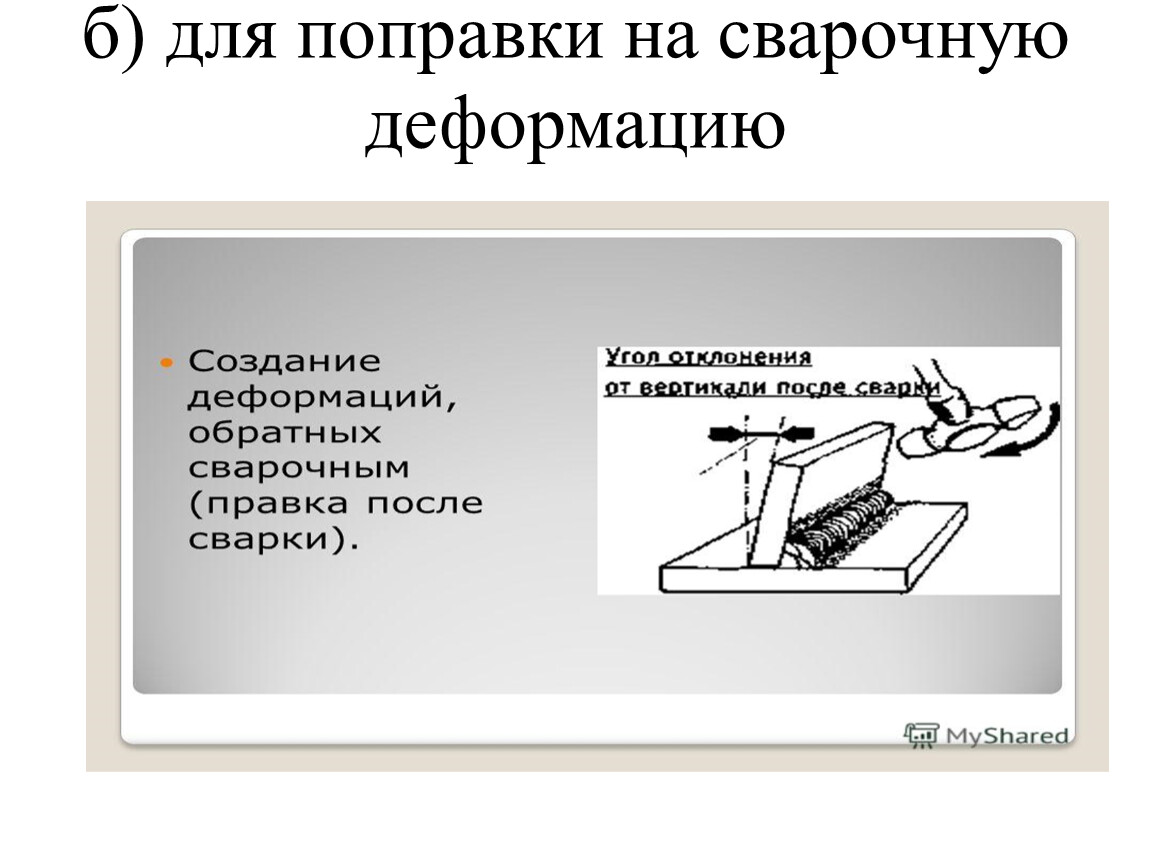
б) для поправки на сварочную деформацию
3. Деформация - это
а) изменение размеров и формы тела при внешнем воздействии.
б) изменение напряжения и тока в электрической цепи при сварке.
в) только такое изменение размера и формы тела, которые может быть получены в результате правки после сварки.
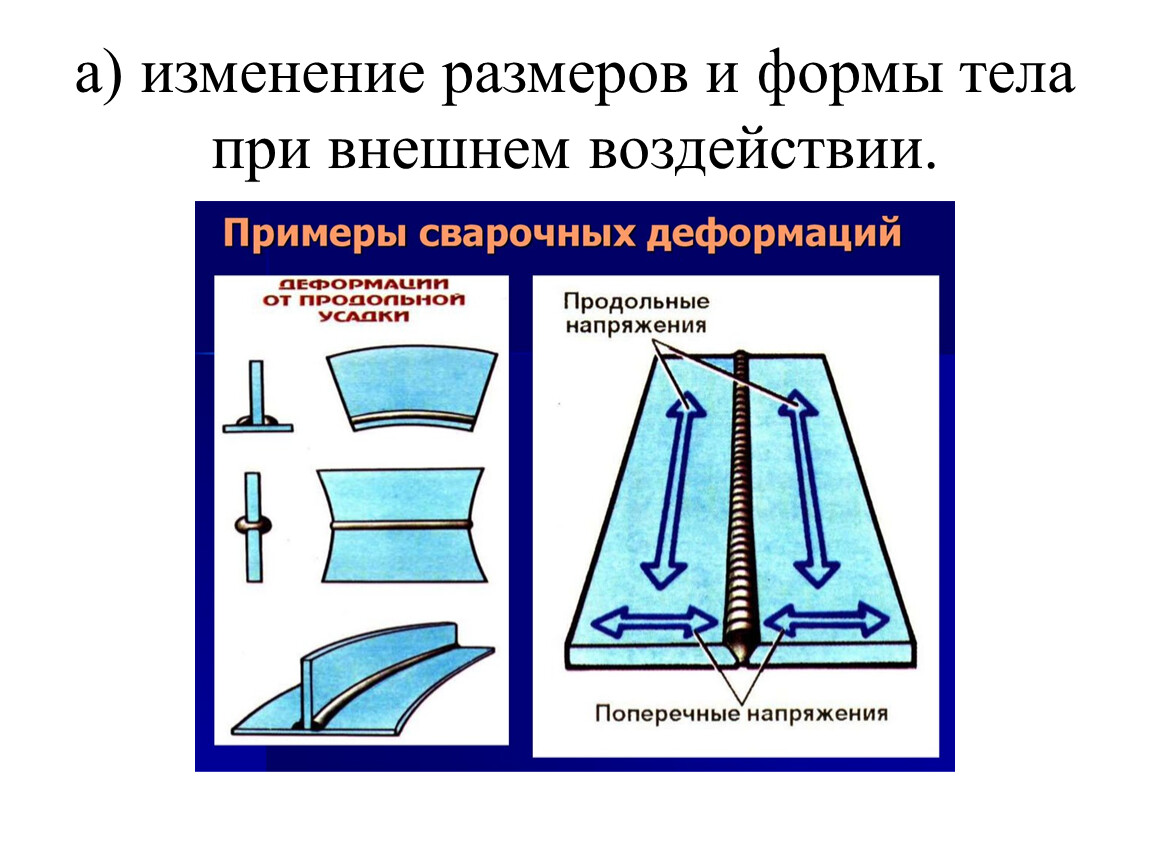
а) изменение размеров и формы тела при внешнем воздействии.
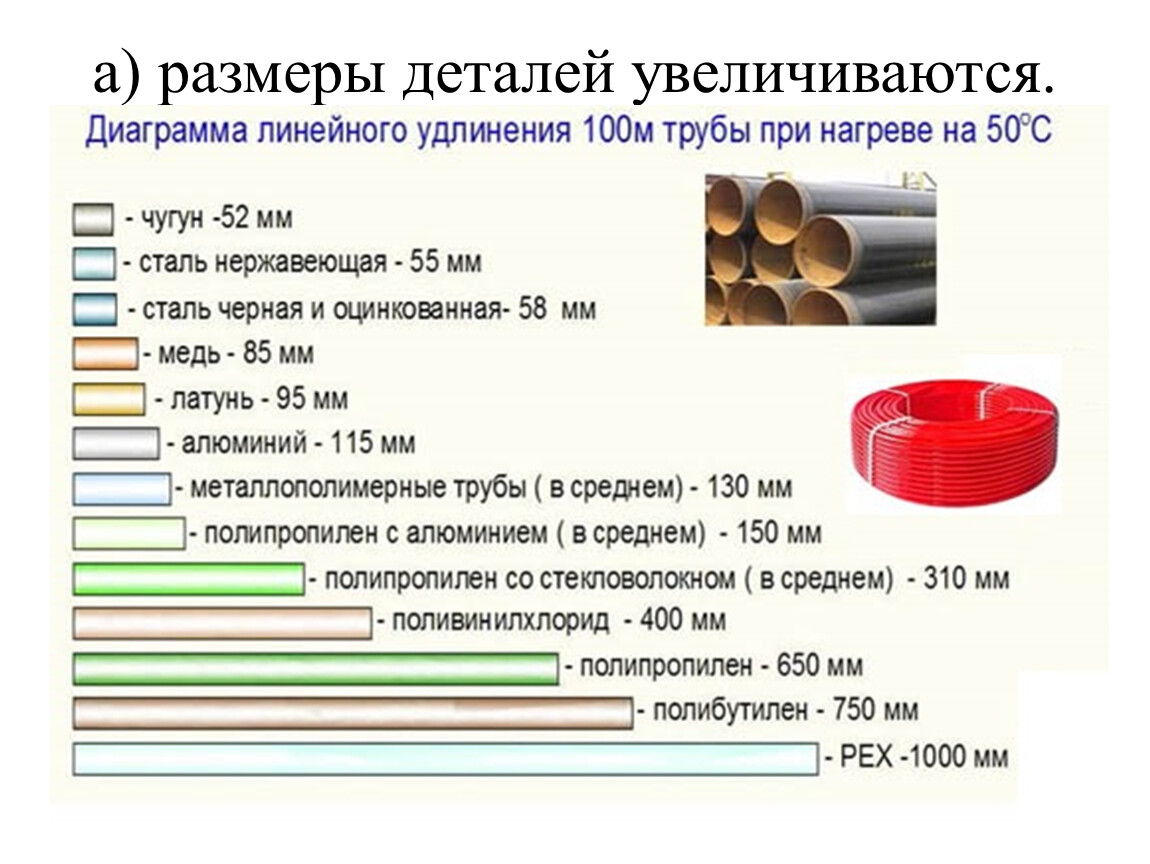
4. Как изменяется размеры детали при нагреве:
а) размеры деталей увеличиваются.
б) ) размеры деталей уменьшаются
в) ) размеры деталей не изменяются.
а) размеры деталей увеличиваются.
5. Причины возникновения деформации при сварке являются:
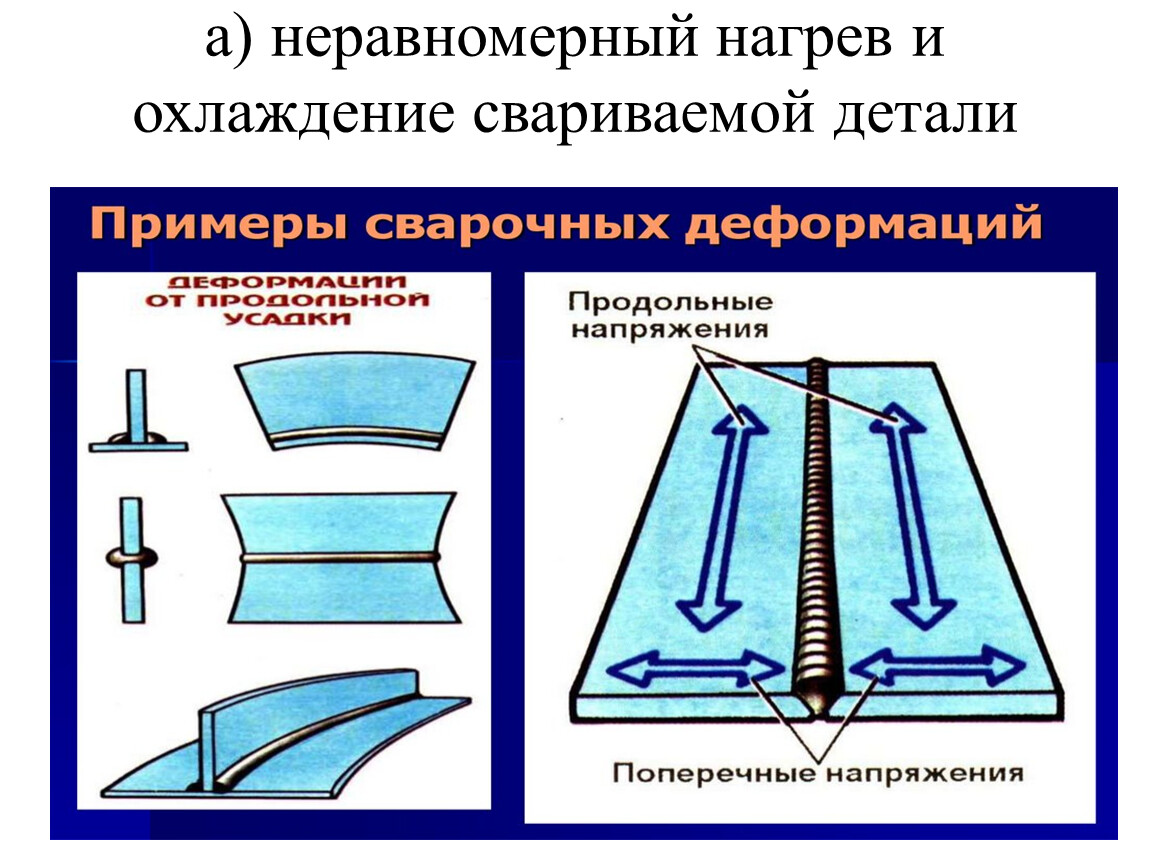
а) неравномерный нагрев и охлаждение свариваемой детали
б) нерациональная сборка деталей под сварку
в) неправильно проведенная термообработка деталей после сварки.
а) неравномерный нагрев и охлаждение свариваемой детали
6. В каком состоянии находится металл сварного шва после сварки и полного остывания.
а) металл сварного шва сжат.
б) металл сварного шва растянут
в) металл сварного шва не деформирован

в) металл сварного шва не деформирован
7. Как изменяется величина сварочного зазора при сварке узких пластин встык:
а) зазор увеличивается.
б) зазор уменьшается.
в) зазор не изменяется.
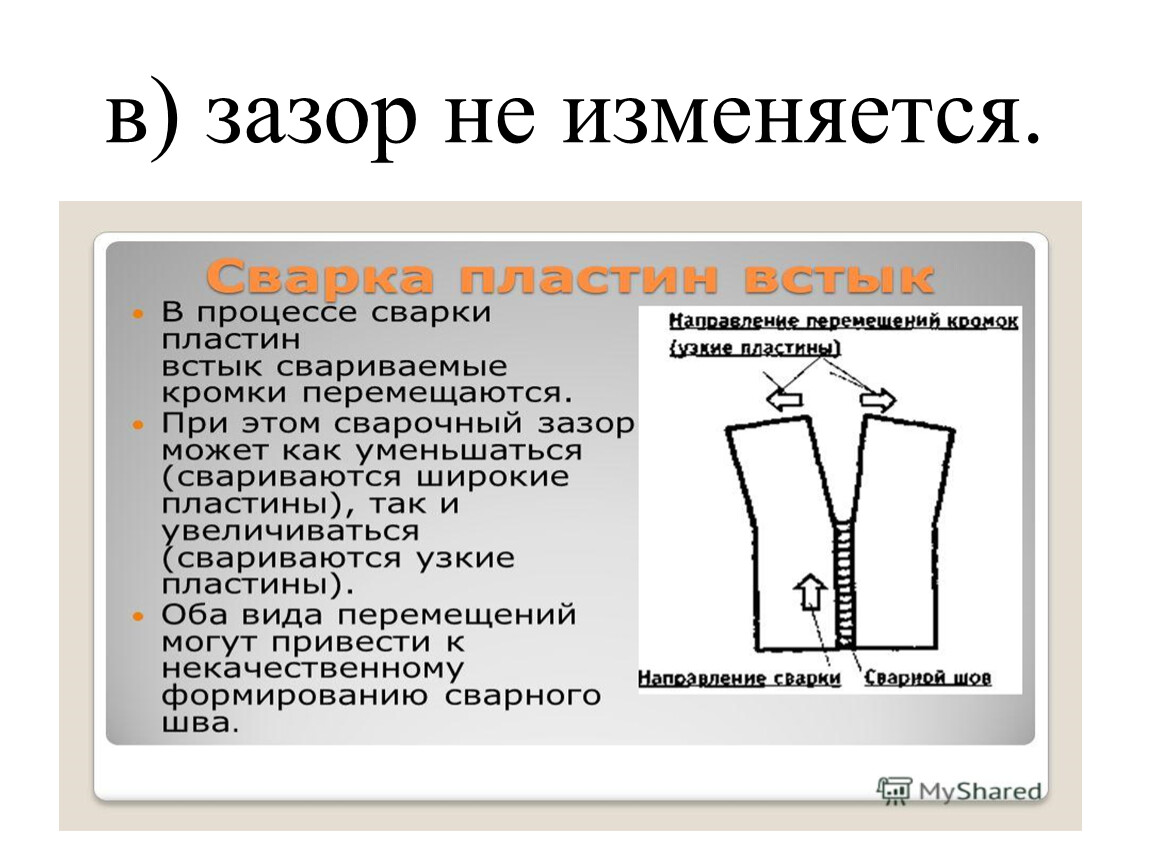
в) зазор не изменяется.
8. Как изменяется величина сварочного зазора при сварке широких пластин встык:
а) зазор увеличивается.
б) зазор уменьшается.
в) зазор не изменяется.
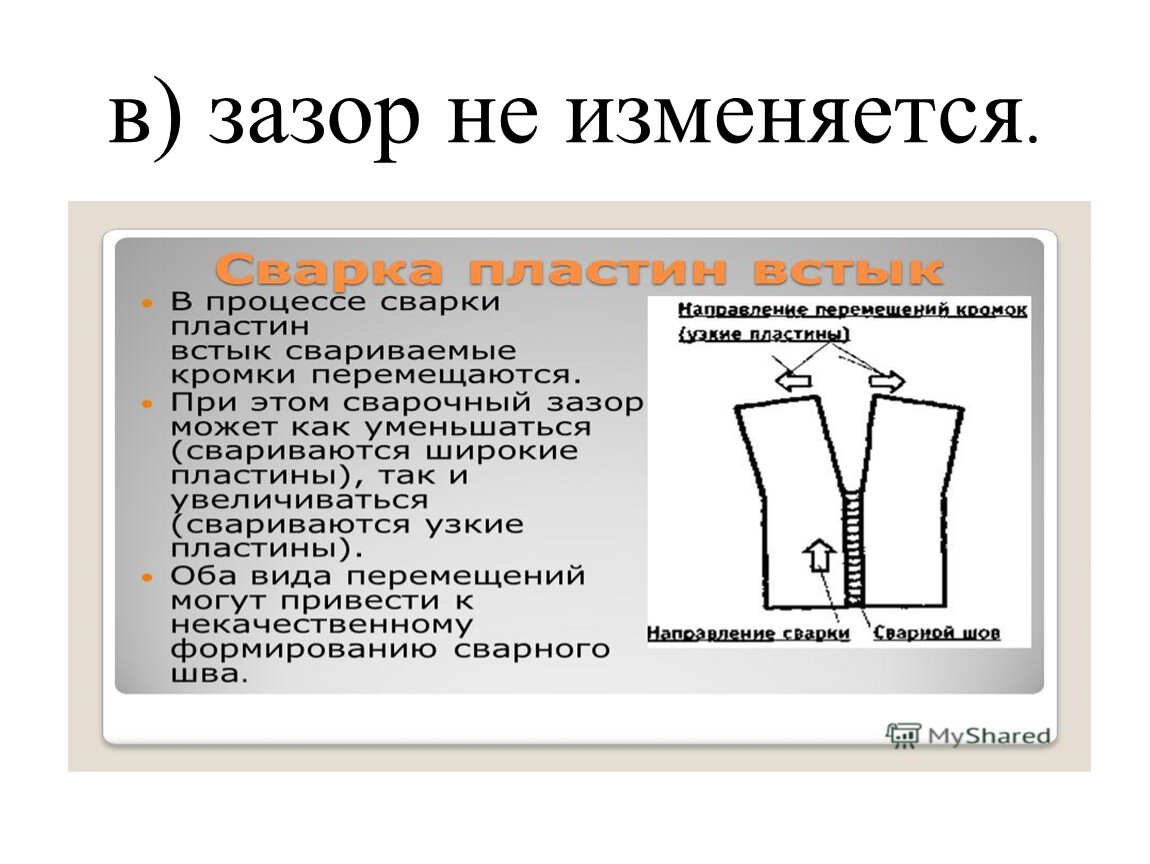
в) зазор не изменяется.
9. Зависят ли величины деформации после сварки от размеров свариваемых пластин.
а)зависят
б) не зависят
в) зависят если сваривается величины разной ширины.
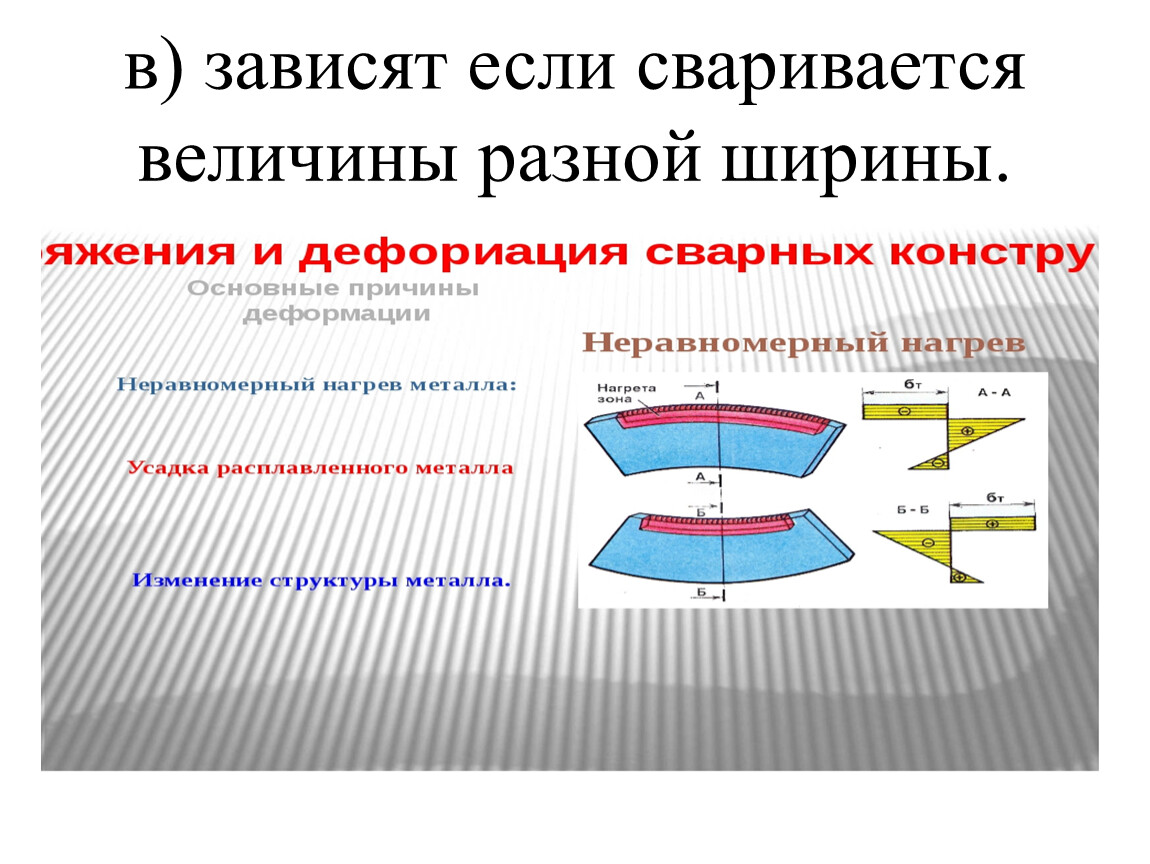
в) зависят если сваривается величины разной ширины.
10. Каким способом можно уменьшить сварочные деформации при сварке пластин встык:
а) путем правильного выбора, взаимного расположения, свариваемых деталей с учетом последующей деформации от сварки.
б) нельзя уменьшить
в) путем нагрева определенных зон металла
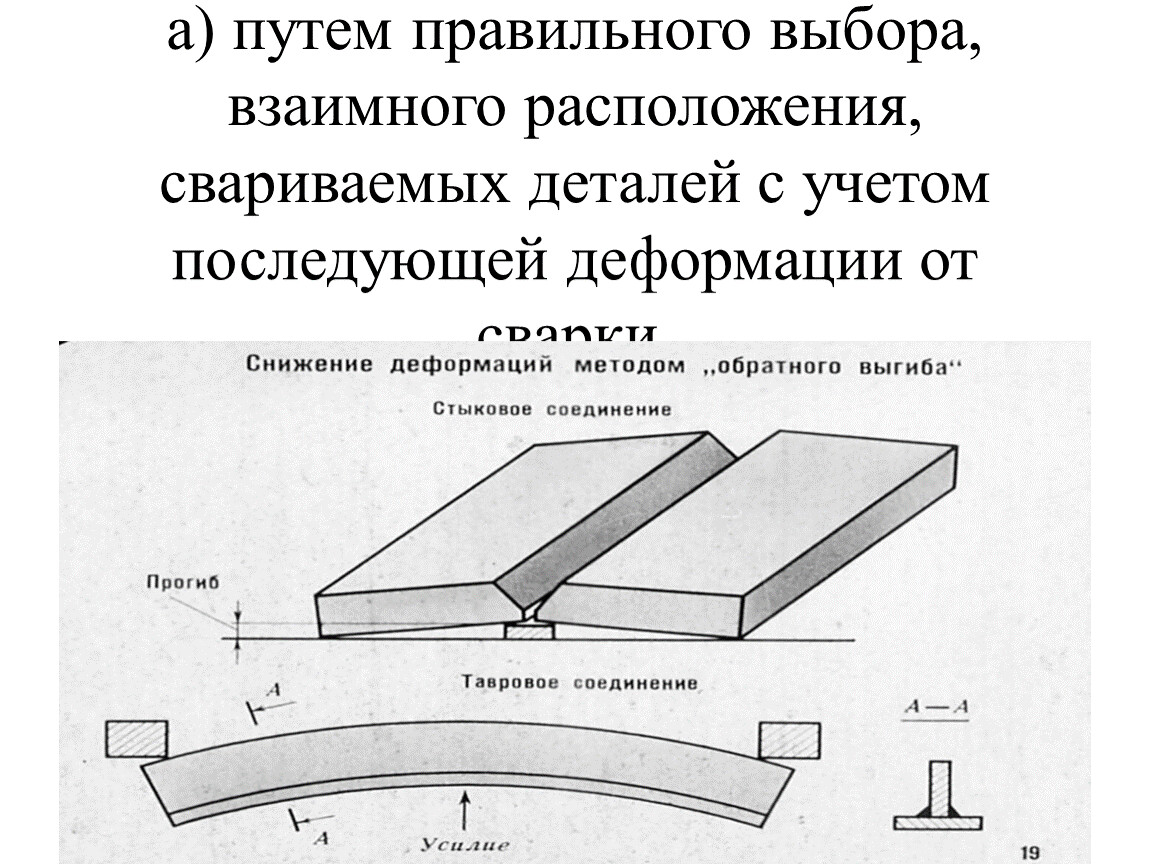
а) путем правильного выбора, взаимного расположения, свариваемых деталей с учетом последующей деформации от сварки.
11. Сварочные деформации при сварке плавлениям возникают:
а) всегда
б) очень редко
в) никогда.
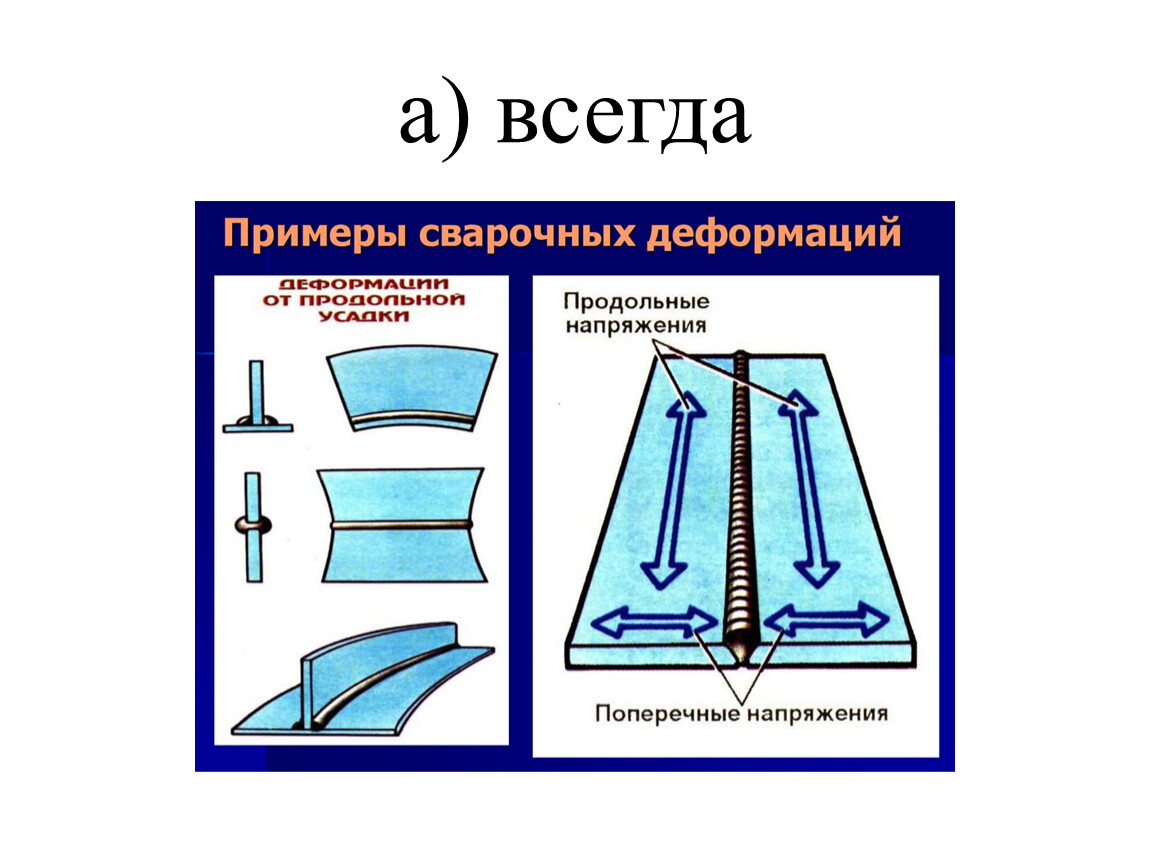
а) всегда
12. К основным параметрам режима сварки относятся:
а) сила сварочного тока.
б) скорость сварки
в) диаметр электрода
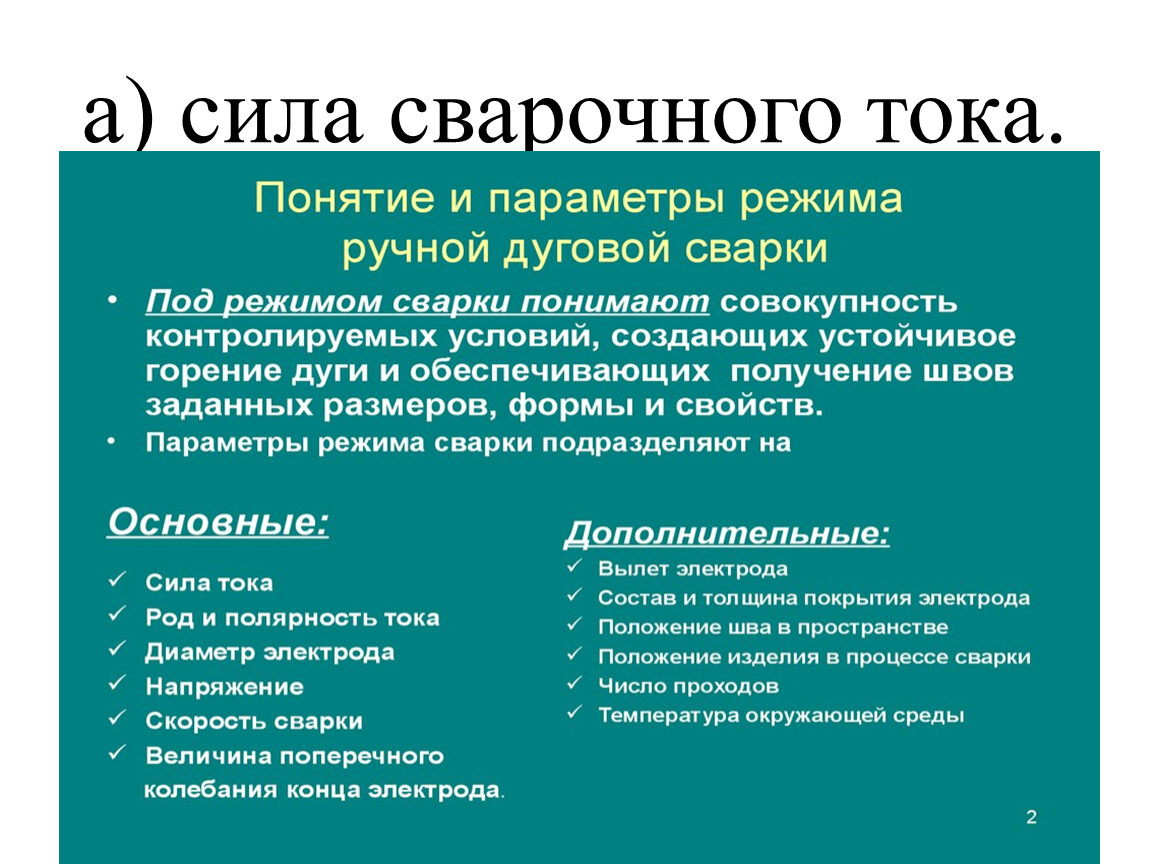
а) сила сварочного тока.
13. К дополнительным параметрам режима сварки относится:
а) род и полярность тока
б) разновидность покрытия электрода
в) угол наклона электрода.
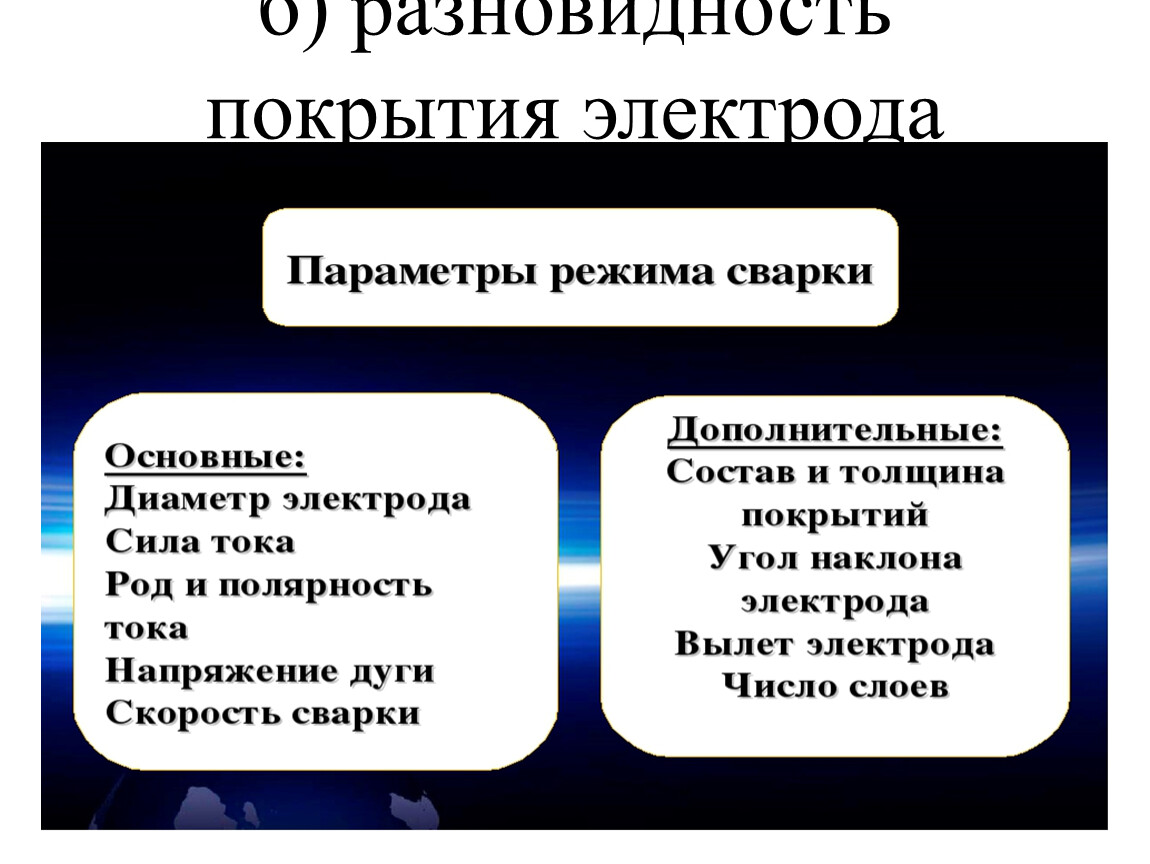
б) разновидность покрытия электрода
14. При сварке стальных листов толщиной больше 4 мм. используют электрод диаметром
а) 4-6 мм.
б) меньше 4 мм.
в) больше 6 мм
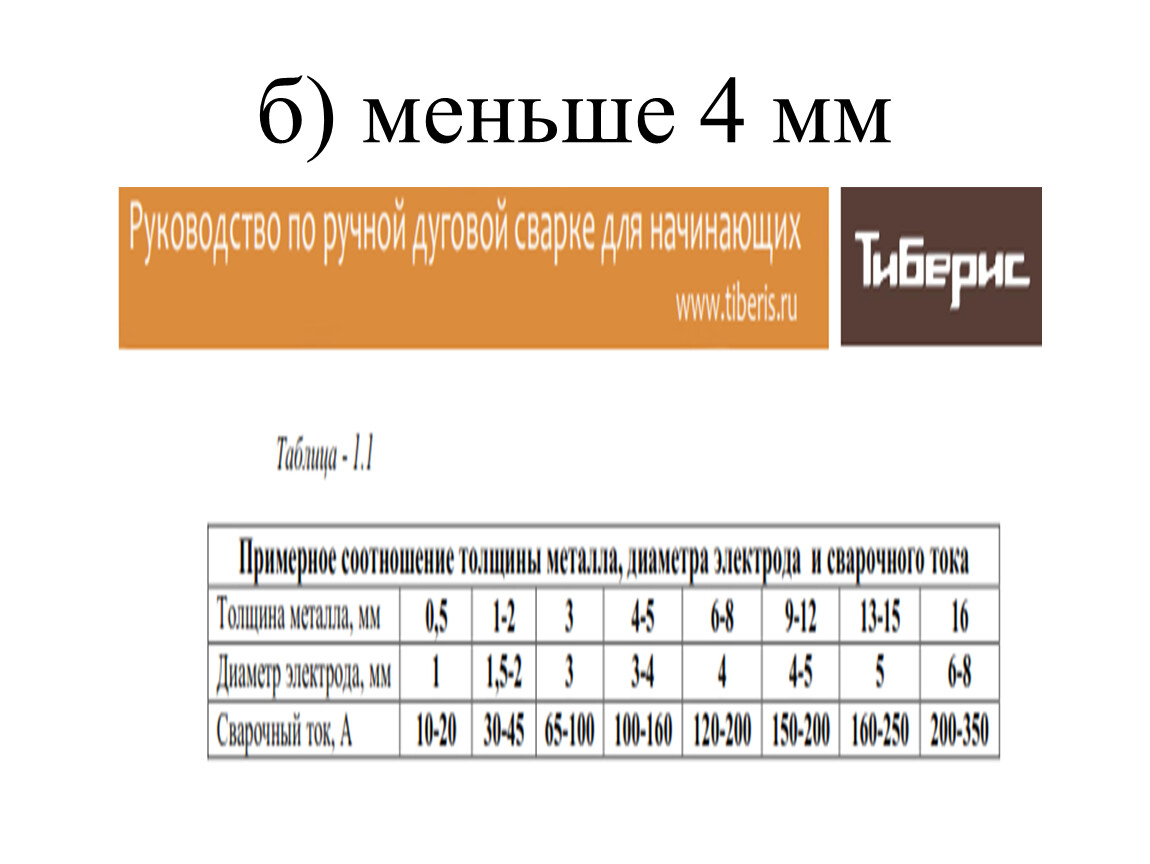
б) меньше 4 мм
15. Малый сварочный ток приводит
а) к неустойчивому горению дуги
б) возможности непровара
в) повышенному разбрызгиванию электродного материала
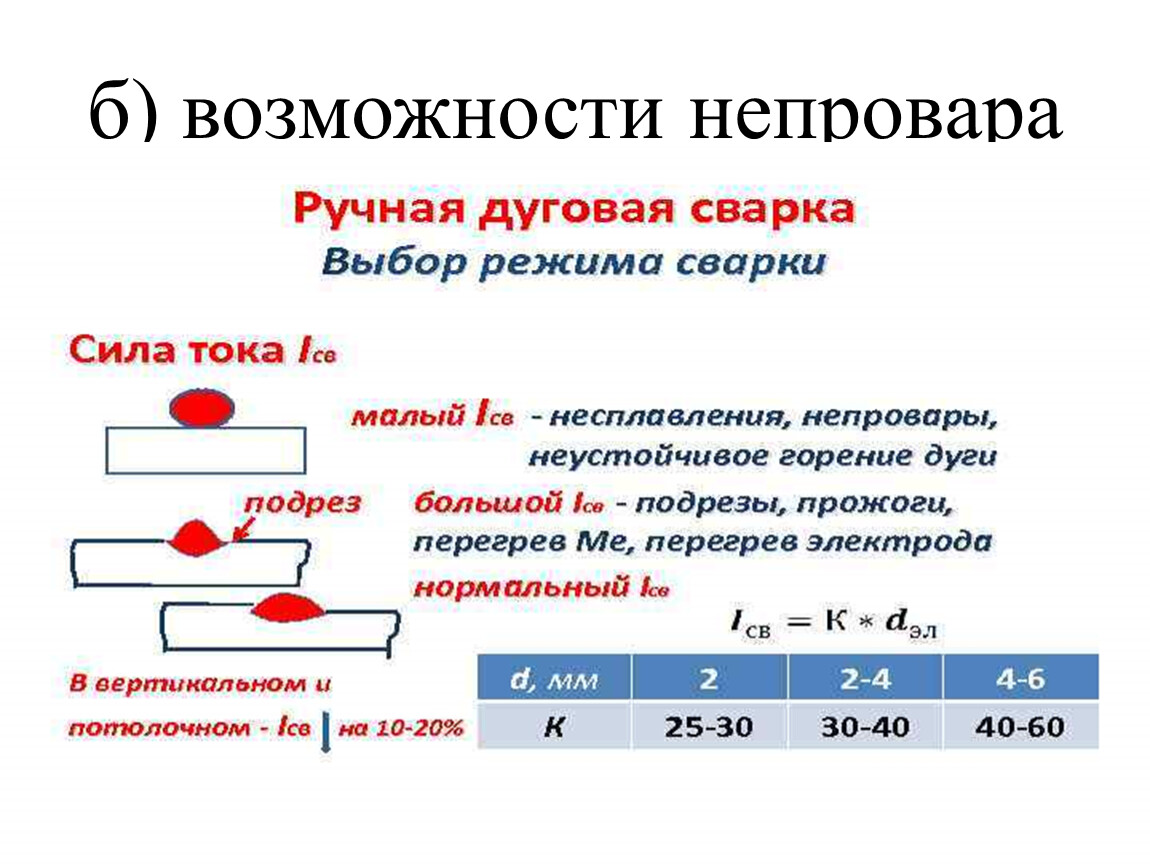
б) возможности непровара
16. Сварка в вертикальном положении осуществляется электродами диаметром
а) не более 4 мм.
б) не более 5 мм.
в) не более 6 мм.
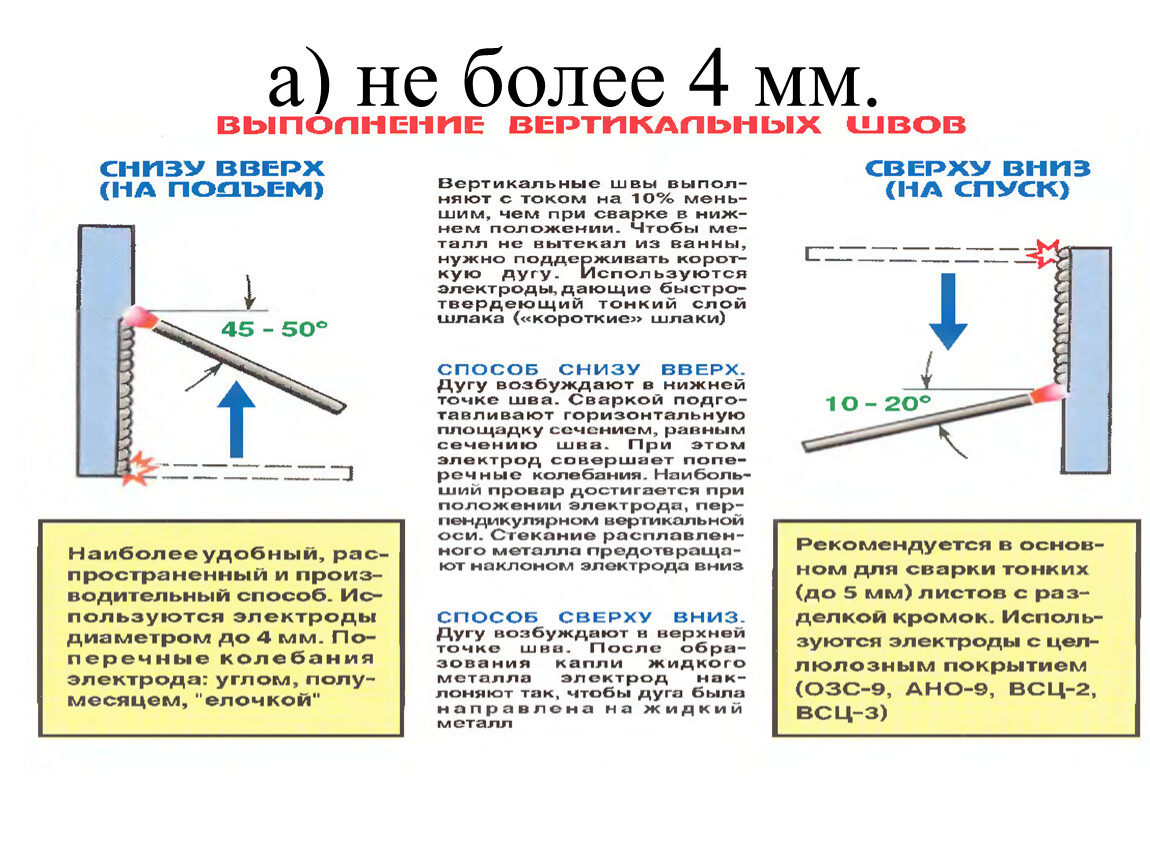
а) не более 4 мм.
17. Что называется трещиной.
а) дефект сварного соединения в виде разрыва металла в сварном шве и прилегающих к нему зонах
б) дефект в виде внутренней полости.
в) дефект в виде углубления по линии сплавления сварного шва с основным металлом.
а) дефект сварного соединения в виде разрыва металла в сварном шве и прилегающих к нему зонах
18. Что называется порой:
а) дефект в виде полости или впадины, образованной при усадке металла шва.
б) дефект и мелкие ответвления в различных направлениях.
в) дефект сварного шва в виде полости округлой формы, заполненная газом.

в) дефект сварного шва в виде полости округлой формы, заполненная газом.
19. Что называется непроваром кромок:
а) дефект, ориентированный вдоль сварного шва в виде разрыва.
б) дефект в виде неславления в сварном соединении в следствии неполного расплавления кромок.
в) дефект в виде скопления шлаков в сварном шве
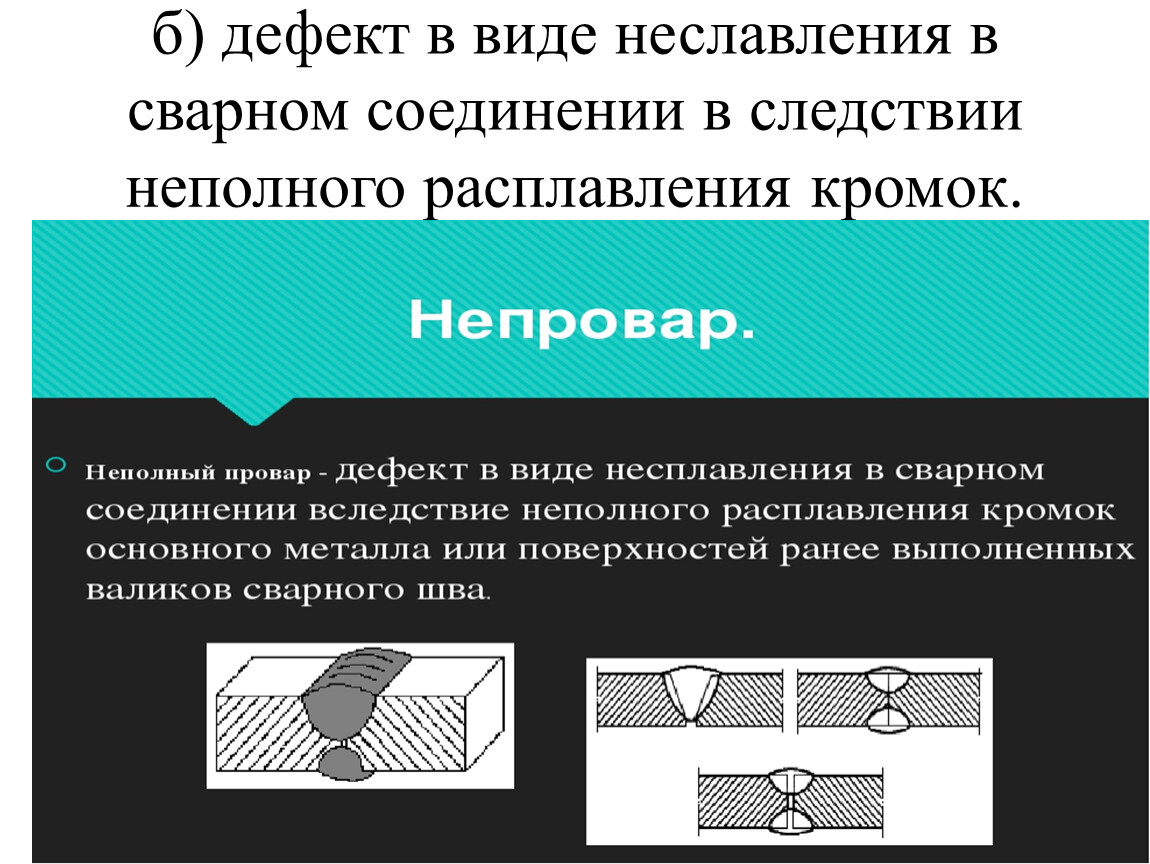
б) дефект в виде неславления в сварном соединении в следствии неполного расплавления кромок.
20. Что называется прожогом:
а) дефект в виде воронкообразного углубления в сварном шве.
б) дефект в виде полости или впадины в сварном шве.
в) дефект в виде сквозного отверстия в сварном шве, образующийся в результате вытеснения части металла сварочной ванны.
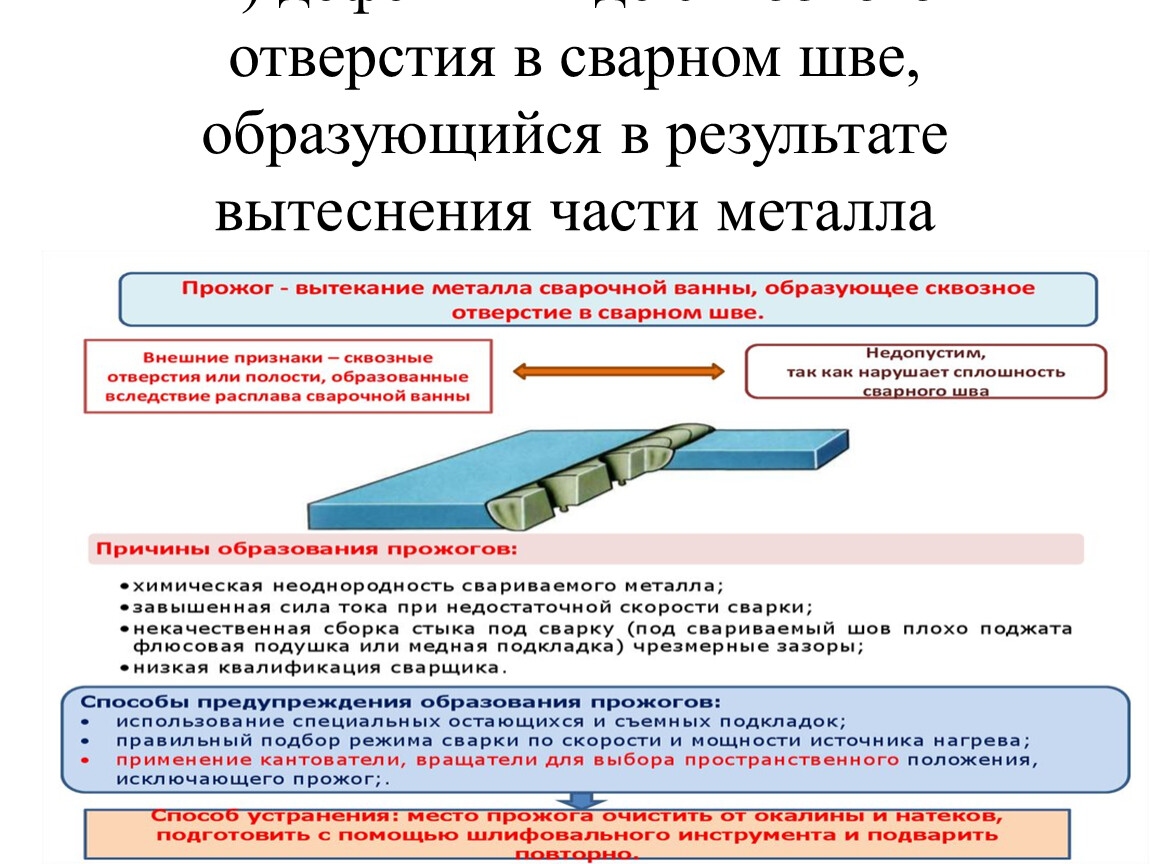
в) дефект в виде сквозного отверстия в сварном шве, образующийся в результате вытеснения части металла сварочной ванны.
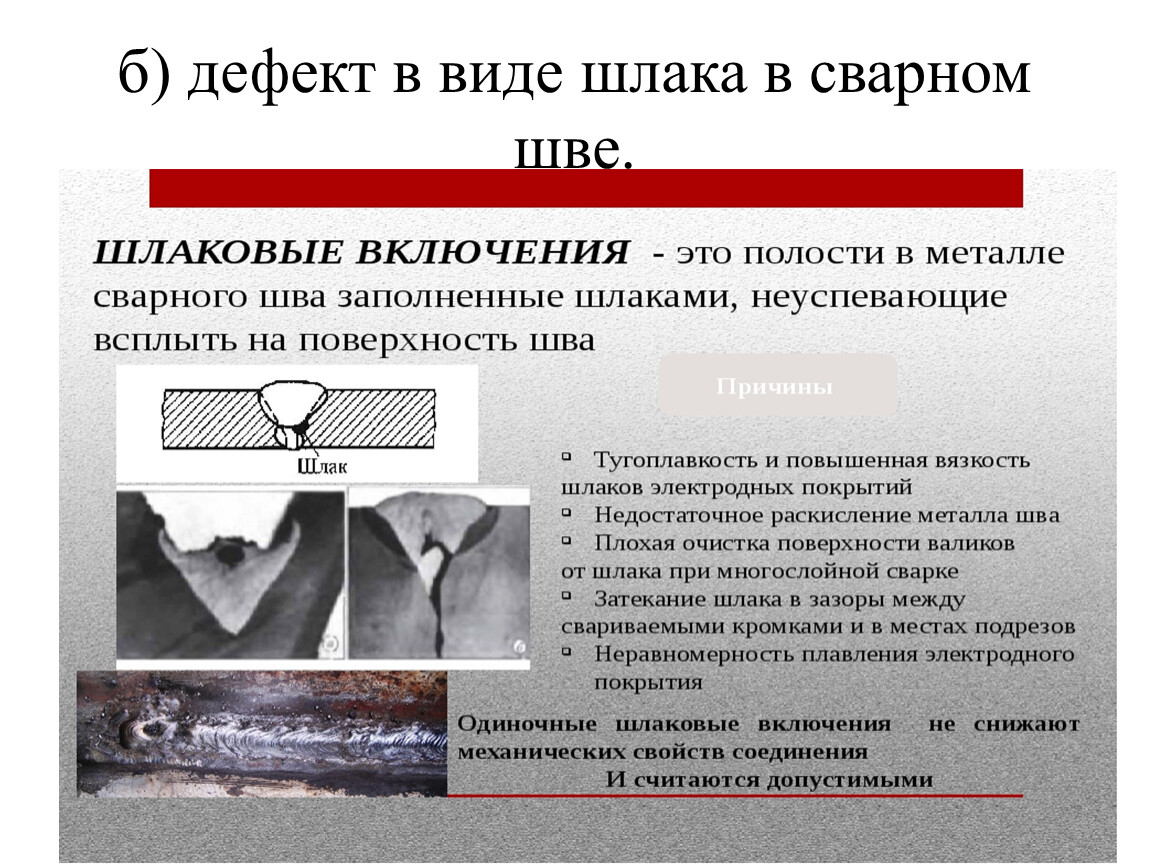
21. Что такое шлаковые включения:
а) дефект сварного шва в виде полости округлой формы заполненный газом.
б) дефект в виде шлака в сварном шве.
в) дефект в виде углубления по линии сплавления шва с основным металлом.
б) дефект в виде шлака в сварном шве.
22. Что называется подрезом.
а) дефект в виде углубления по линии сплавления шва с основным металлом.
б) дефект в виде несплавления в сварном соединении, вследствии неполного расплавления кромок.
в) дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
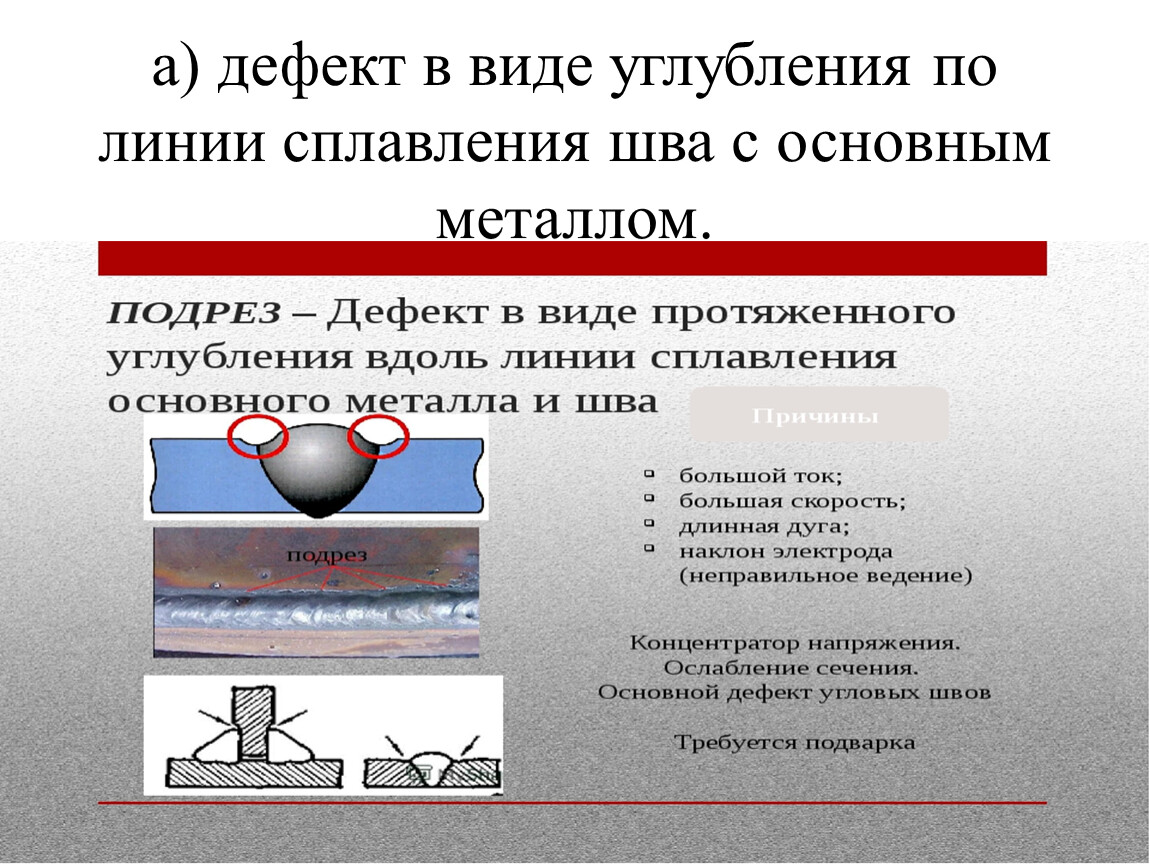
а) дефект в виде углубления по линии сплавления шва с основным металлом.
23. Что такое кратер.
а) Дефект в виде воронкообразного углубления в середине сварного шва.
б) дефект в виде углубления по линии сплавления сварного шва с основным металлом.
в) дефект в виде полости или впадины образовавшихся при усадке расплавленного металла при затвердевании в конце сварного шва.

а) Дефект в виде воронкообразного углубления в середине сварного шва.
24. Что называется прижогом.
а) дефект в виде окалины или пленки окислов на поверхности сварного соединения.
б)дефект в виде затвердевших капель на поверхности сварного соединения.
в) дефект в виде местного повреждения поверхности основного металла, возникшие в результате случайного или преднамеренного возбуждения дуги вне разделки соединений.

б)дефект в виде затвердевших капель на поверхности сварного соединения.
25. Каковы причины появления пор.
а) хорошо прокаленные электроды.
б) влажные электроды
в) наличие ржавчины или масла на сварочных кромках

б) влажные электроды
26. Каковы причины появления брызг электродного металла:
а) большая длина сварочной дуги.
б) большая ширина сварного шва.
в) магнитное дутьё.

а) большая длина сварочной дуги.
27. Электродная проволока:
а) обеспечивает стабильное горение сварочной дуги
б) обеспечивает хорошее формирование сварного шва.
в) выполняет роль присадочного материала.
в) выполняет роль присадочного материала.
28. Покрытие электрода служит для:
а) обеспечивает стабильное горение сварочной дуги.
б) получение металла заданного химического состава.
в)получение неразъемного сварного соединения.
а) обеспечивает стабильное горение сварочной дуги
29.При выборе металлических покрытых электродов всегда следует предусматривать, чтобы:
а) механические свойства электродной проволоки были не ниже механических свойств свариваемого металла.
б) механические свойства металла шва не были ниже механических свойств основного металла.
в) механические свойства металла шва были не выше механических свойств основного металла
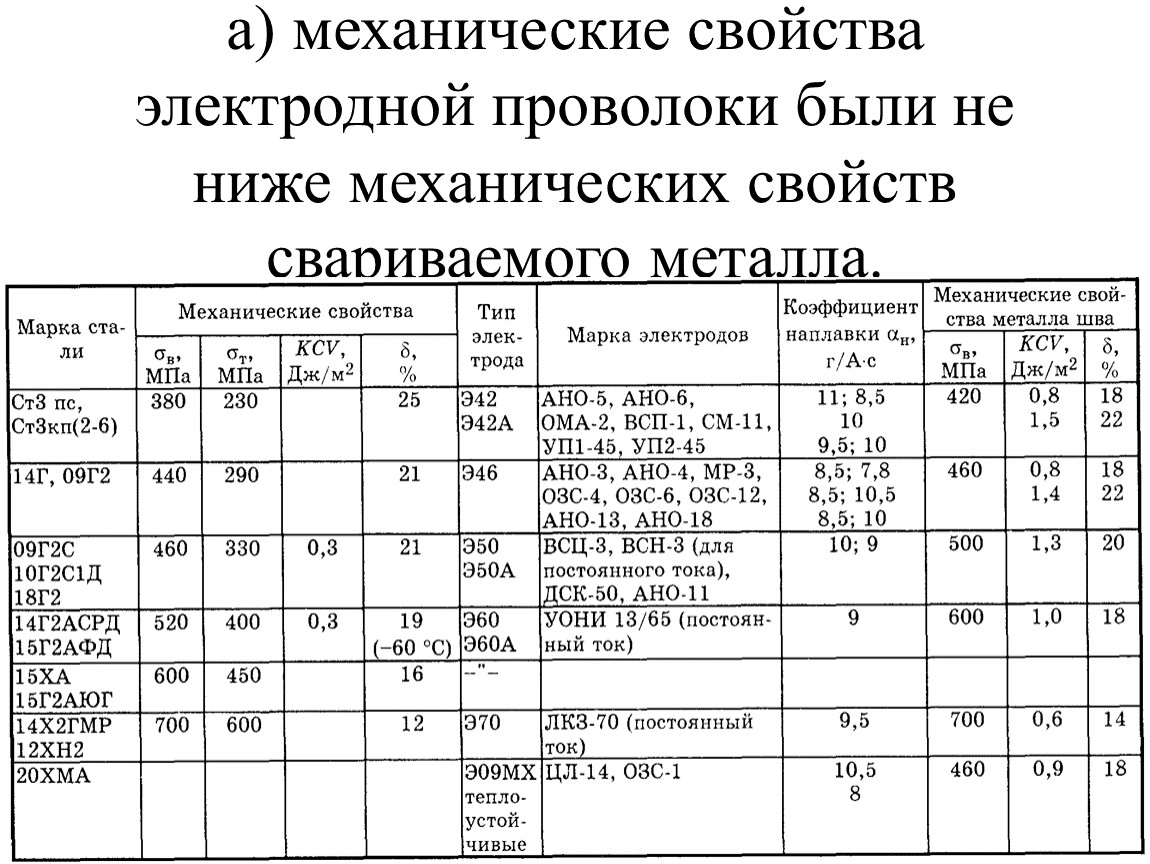
а) механические свойства электродной проволоки были не ниже механических свойств свариваемого металла.
30. Основное покрытие обозначается буквой:
а) А.
б) Р.
в) Б.
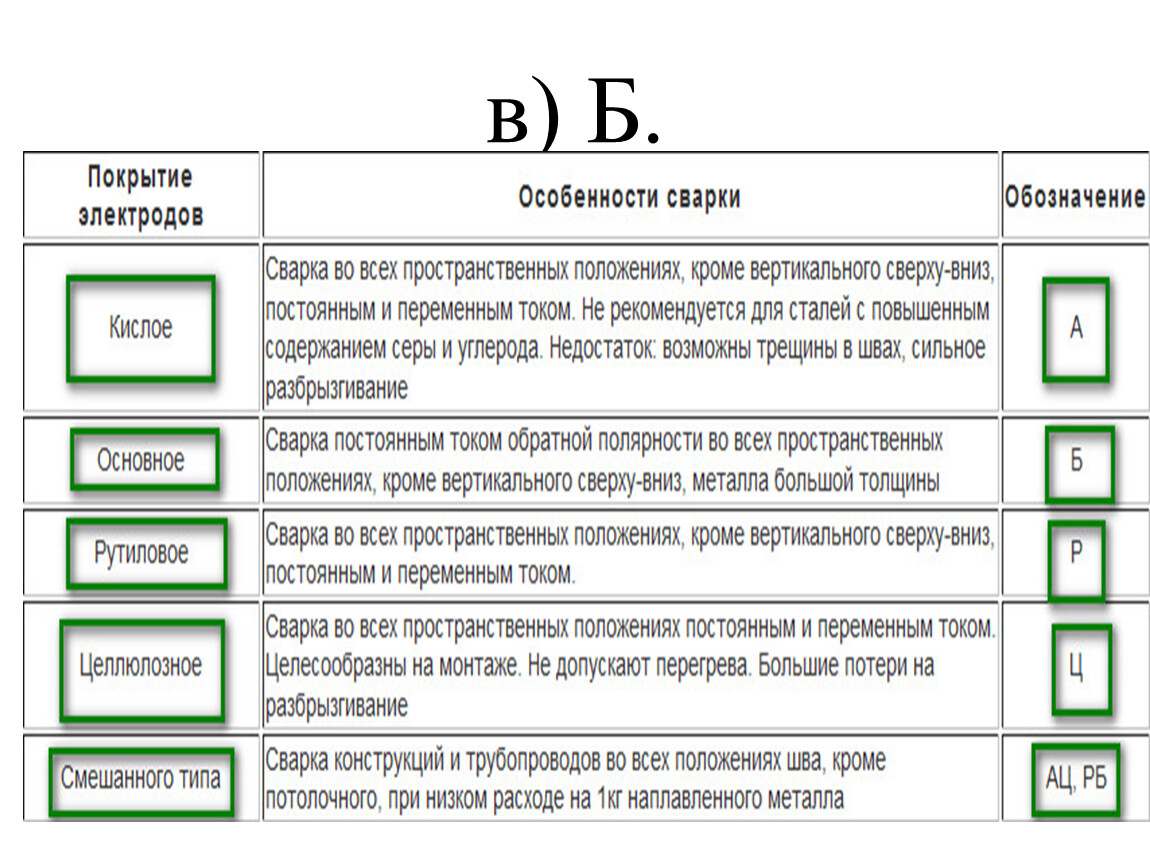
в) Б.
31. К каким типам электродов предъявляются повышенные требования по пластичности и ударной вязкости.
а) Э50А.
б) Э46.
в) Э42А.
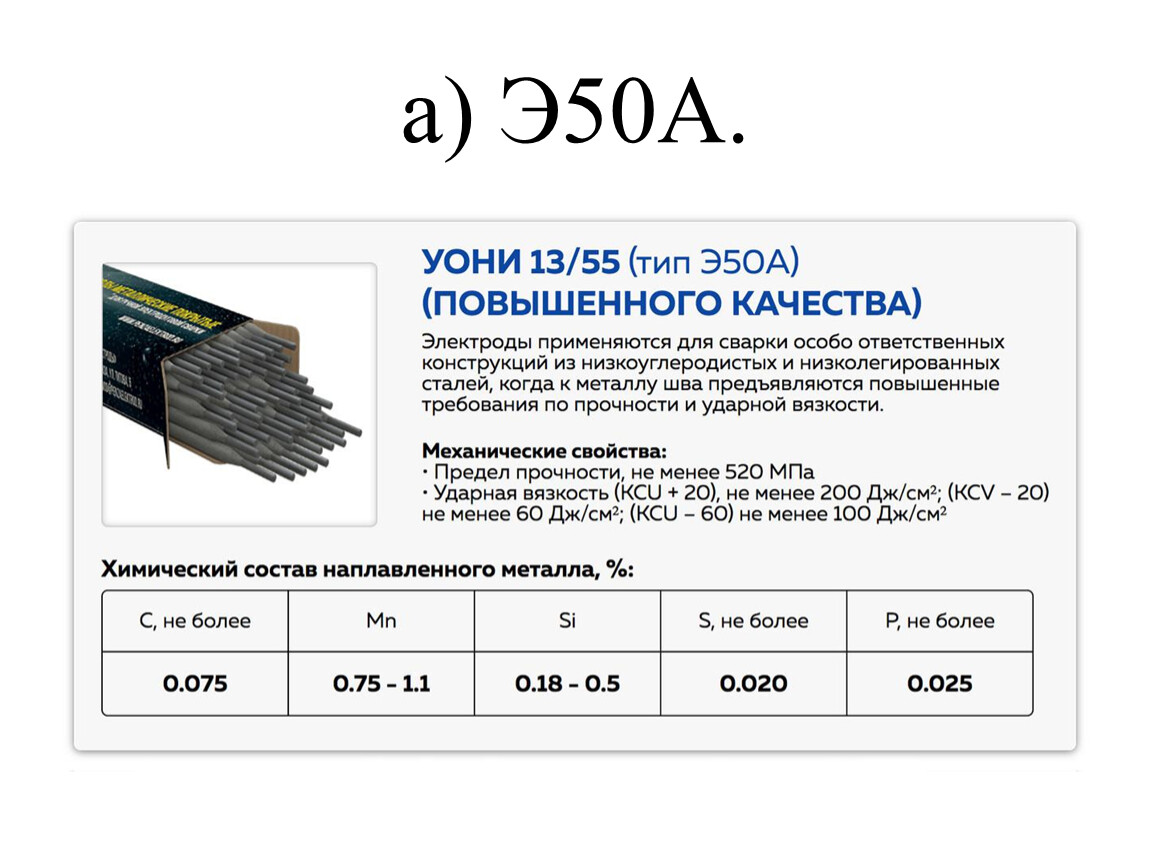
а) Э50А.
32. Для сварки на переменном токе используются электроды:
а) АНО-4.
б) МР-3.
в) УОНИ-13/55.
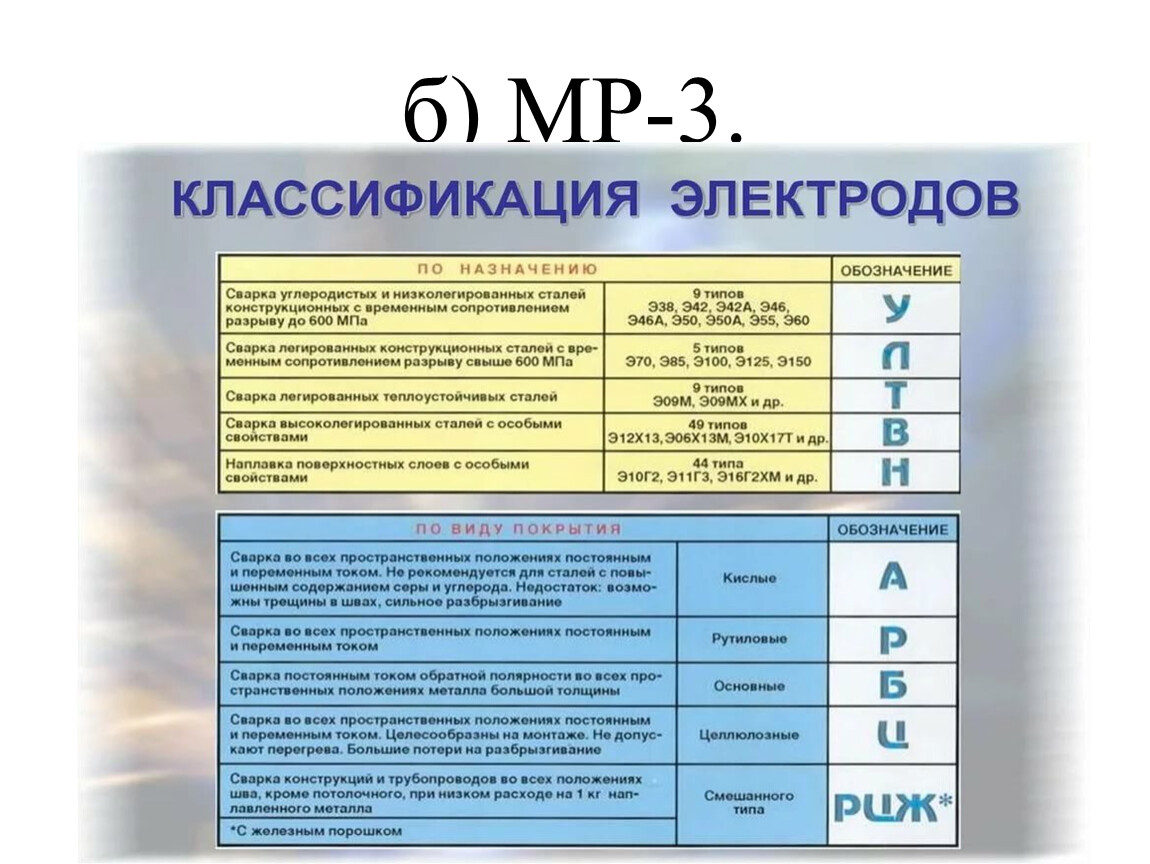
б) МР-3.
33. Какие марки электродов не требуют тщательной подготовки кромок под сварку.
а) УОНИ-13/45.
б) АНО-9.
в) ЦУ-7.
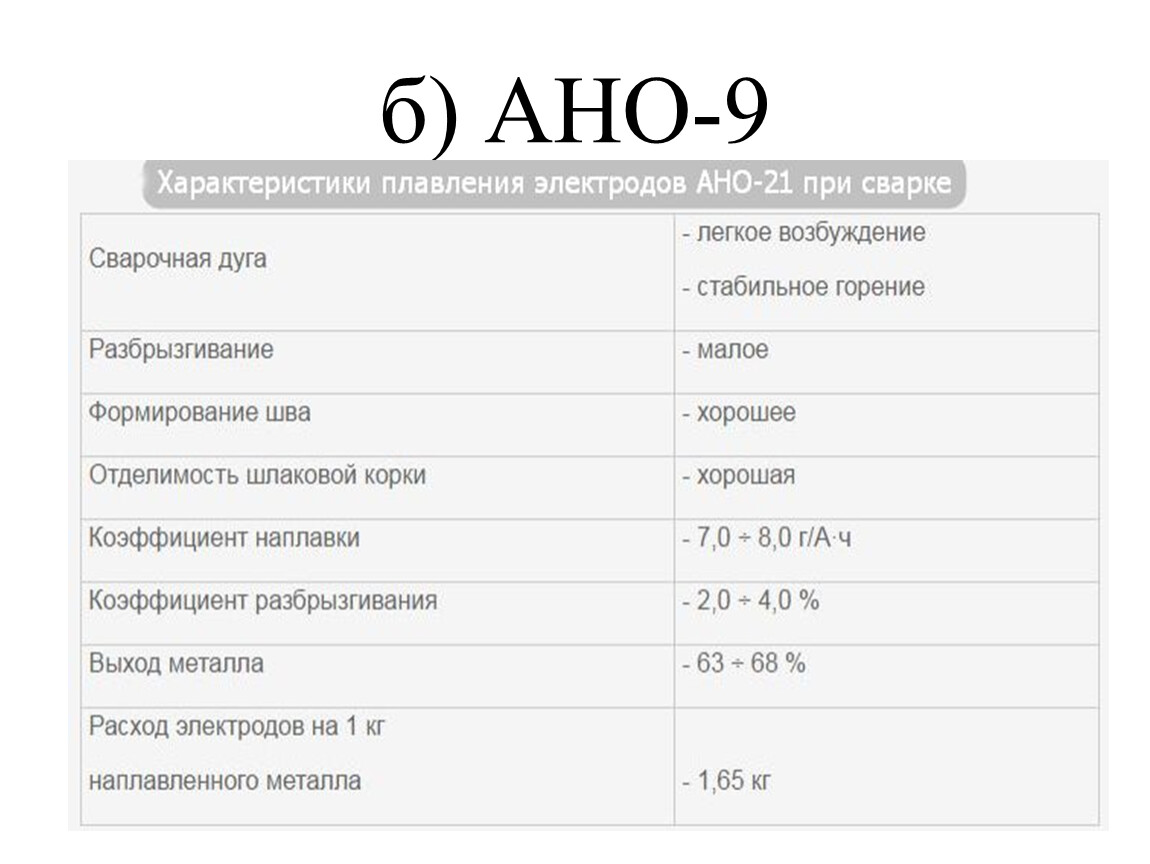
б) АНО-9
34. Электроды какой марки менее чувствительны к увлажнению покрытия электрода.
а) АНО-4.
б) МР-4
в) УОНИ-13/45
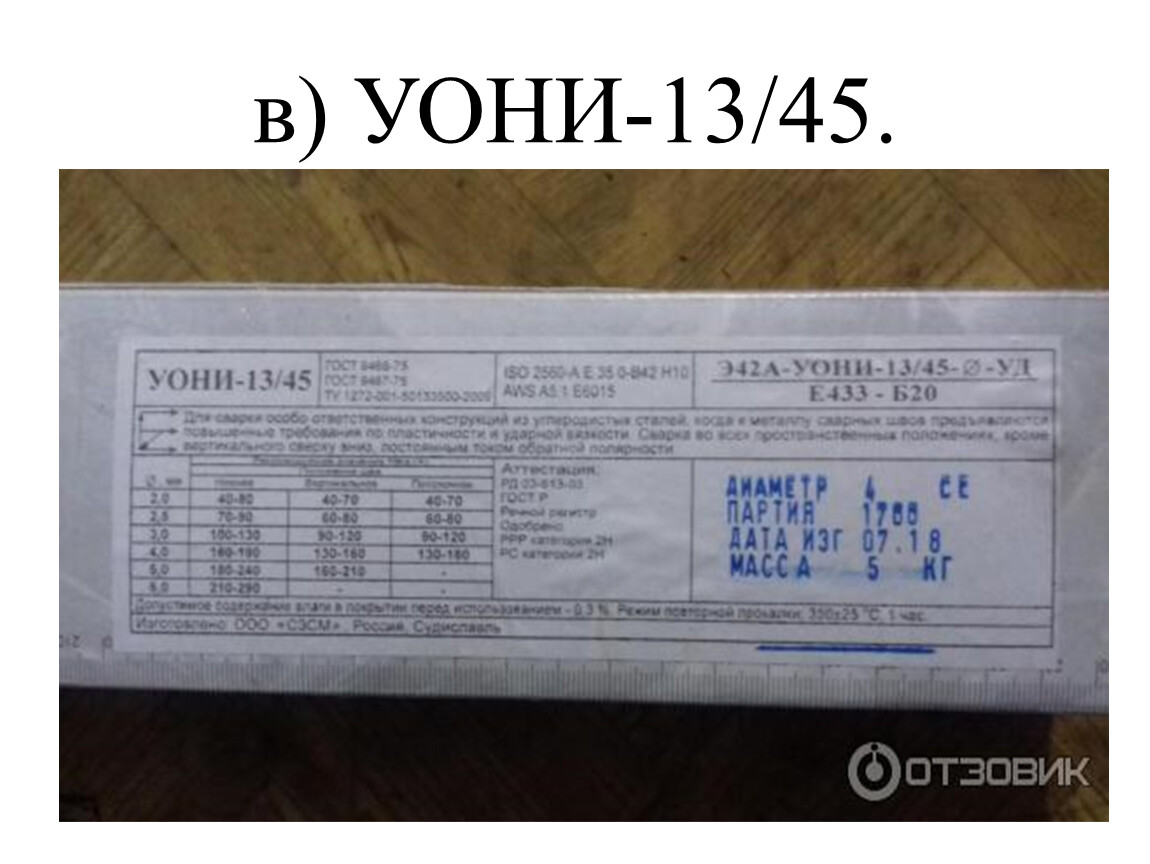
в) УОНИ-13/45.
35. Какие электроды рассчитаны на сварку предельно короткой дугой.
а) УОНИ-13/45.
б) УОНИ-13/55.
в) ЦУ-7.
в) ЦУ-7.
36. Условия хранения электродов:
а) температура не ниже 15 градусов и относительная влажность не выше 50%.
б) температура не ниже 80 градусов и относительная влажность не выше 50%.
в) температура ниже 15 градусов и относительная влажность не выше 50%.
а) температура не ниже 15 градусов и относительная влажность не выше 50%.
37. Что называется низкой углеродистой сталью:
а) любая конструкционная сталь.
б) сталь с содержанием углерода до 0,25%.
в) сталь с содержанием углерода более 0.25%.
б) сталь с содержанием углерода до 0,25%.
38. По качественному признаку низкоуглеродистая сталь бывает:
а) обыкновенного качества.
б) качественной
в) легированной.
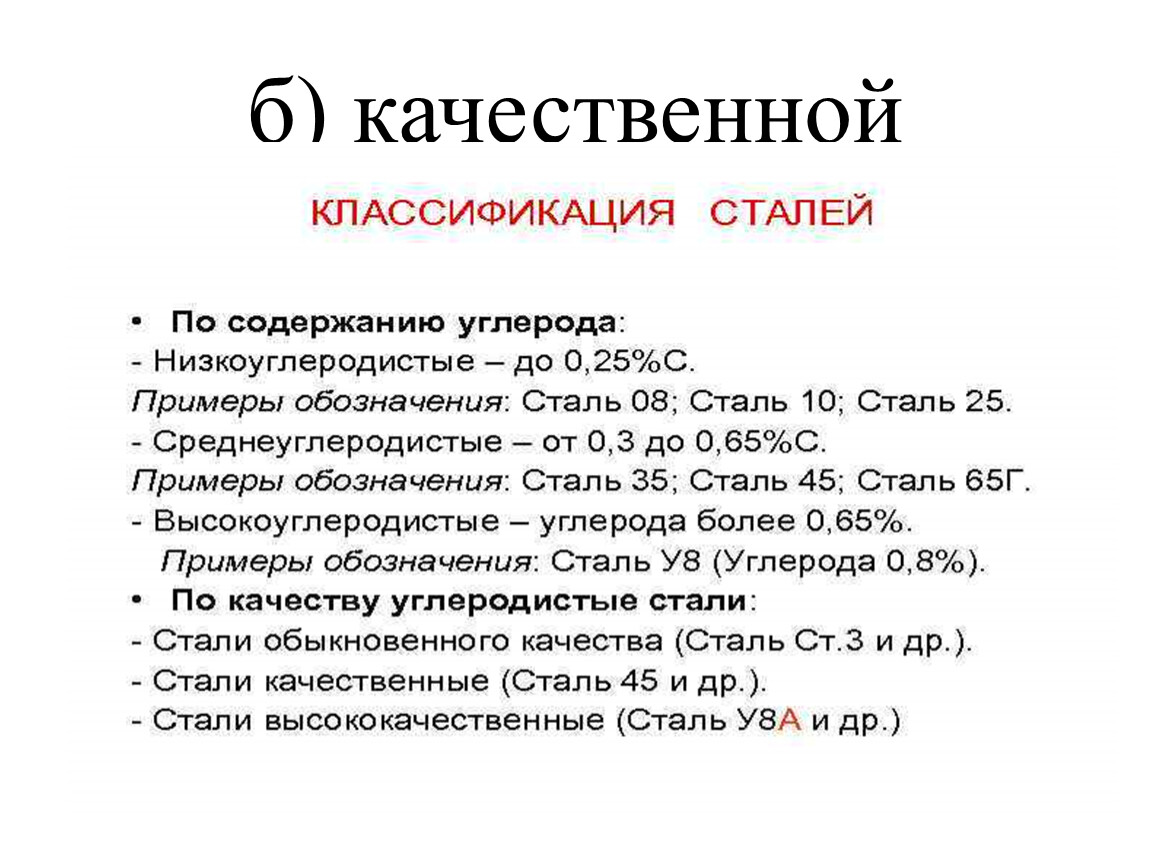
б) качественной
39.Свойство низкоуглеродистой стали определяет
а) содержанием углерода.
б) содержанием легирующих элементов.
в) содержание вредных примесей.
а) содержанием углерода.
40. Предел текучести и предел прочности – это
а) характеристика прочности стали.
б) характеристика пластичности стали.
в) характеристика вязкости стали.
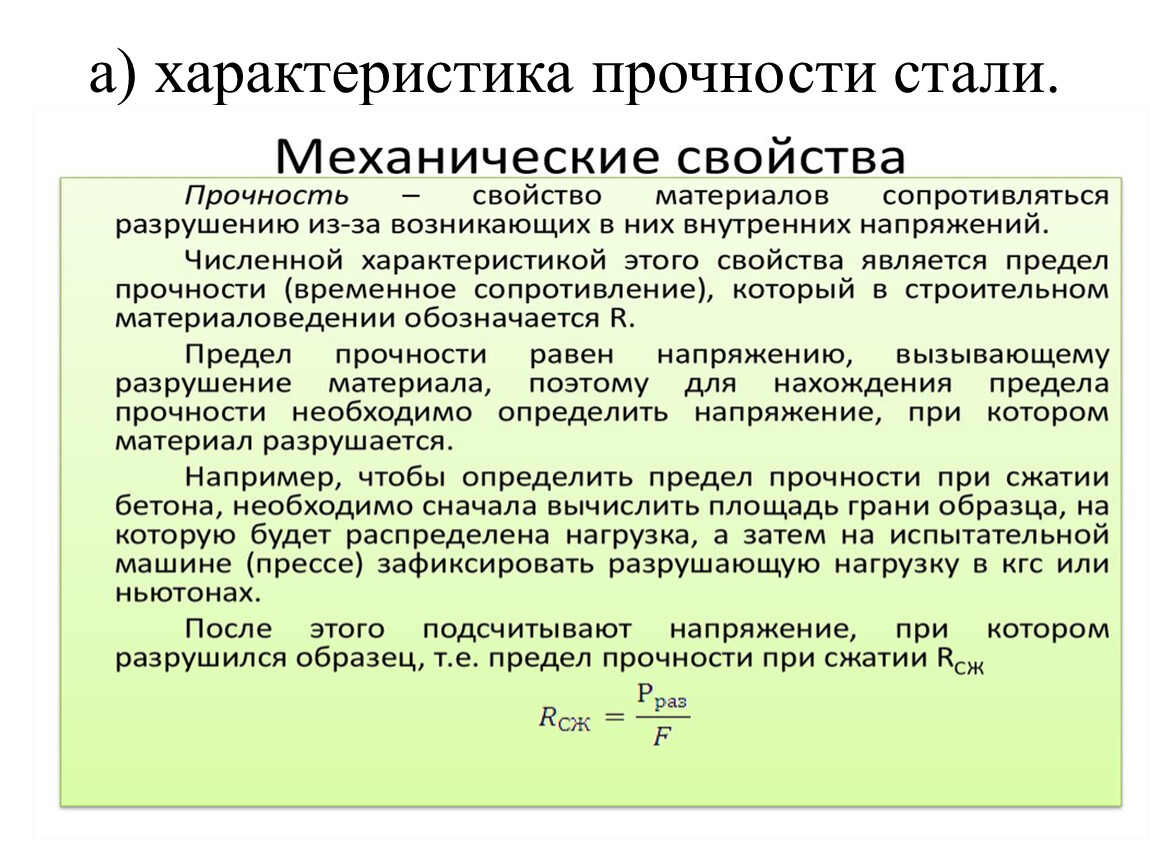
а) характеристика прочности стали.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.