Поделиться

|
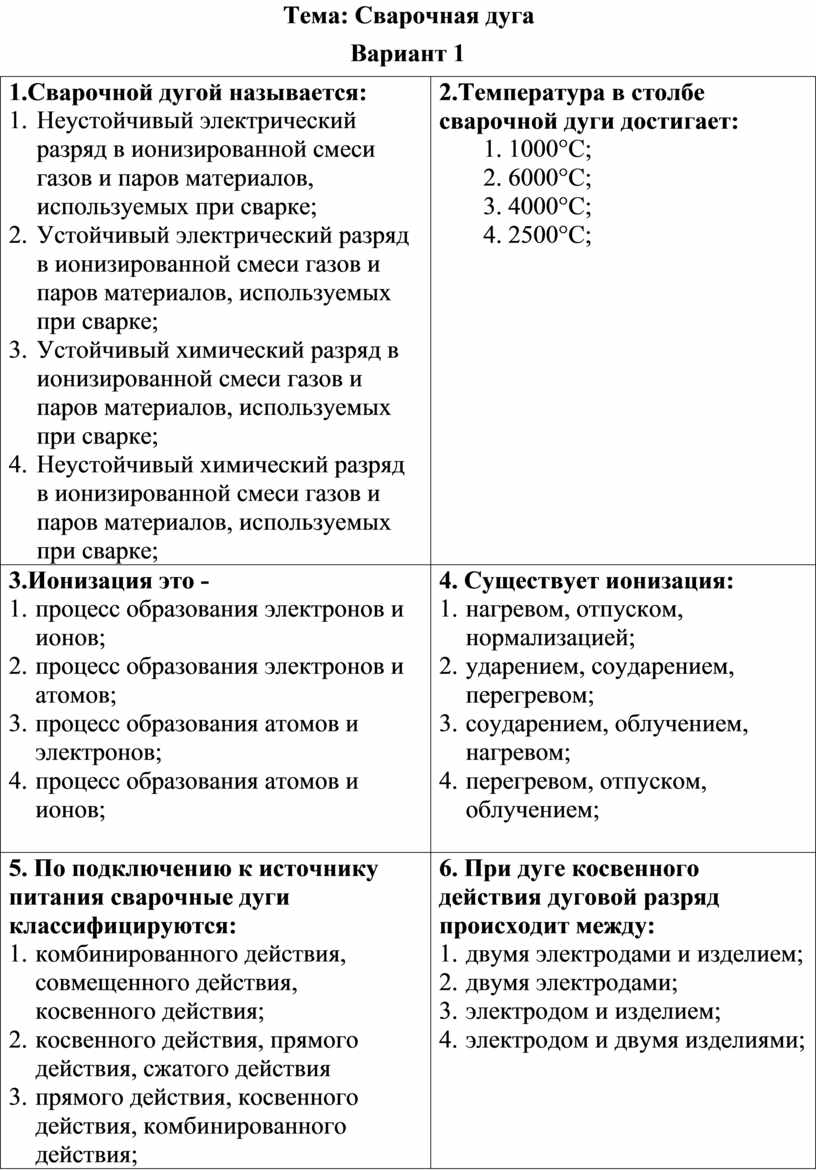
1.Сварочной дугой называется: 1. Неустойчивый электрический разряд в ионизированной смеси газов и паров материалов, используемых при сварке; 2. Устойчивый электрический разряд в ионизированной смеси газов и паров материалов, используемых при сварке; 3. Устойчивый химический разряд в ионизированной смеси газов и паров материалов, используемых при сварке; 4. Неустойчивый химический разряд в ионизированной смеси газов и паров материалов, используемых при сварке; |
2.Температура в столбе сварочной дуги достигает: 1. 1000°С; 2. 6000°С; 3. 4000°С; 4. 2500°С;
|
|
3.Ионизация это - 1. процесс образования электронов и ионов; 2. процесс образования электронов и атомов; 3. процесс образования атомов и электронов; 4. процесс образования атомов и ионов;
|
4. Существует ионизация: 1. нагревом, отпуском, нормализацией; 2. ударением, соударением, перегревом; 3. соударением, облучением, нагревом; 4. перегревом, отпуском, облучением;
|
|
5. По подключению к источнику питания сварочные дуги классифицируются: 1. комбинированного действия, совмещенного действия, косвенного действия; 2. косвенного действия, прямого действия, сжатого действия 3. прямого действия, косвенного действия, комбинированного действия; 4. прямого действия, свободного действия, сжатого действия; |
6. При дуге косвенного действия дуговой разряд происходит между: 1. двумя электродами и изделием; 2. двумя электродами; 3. электродом и изделием; 4. электродом и двумя изделиями;
|
|
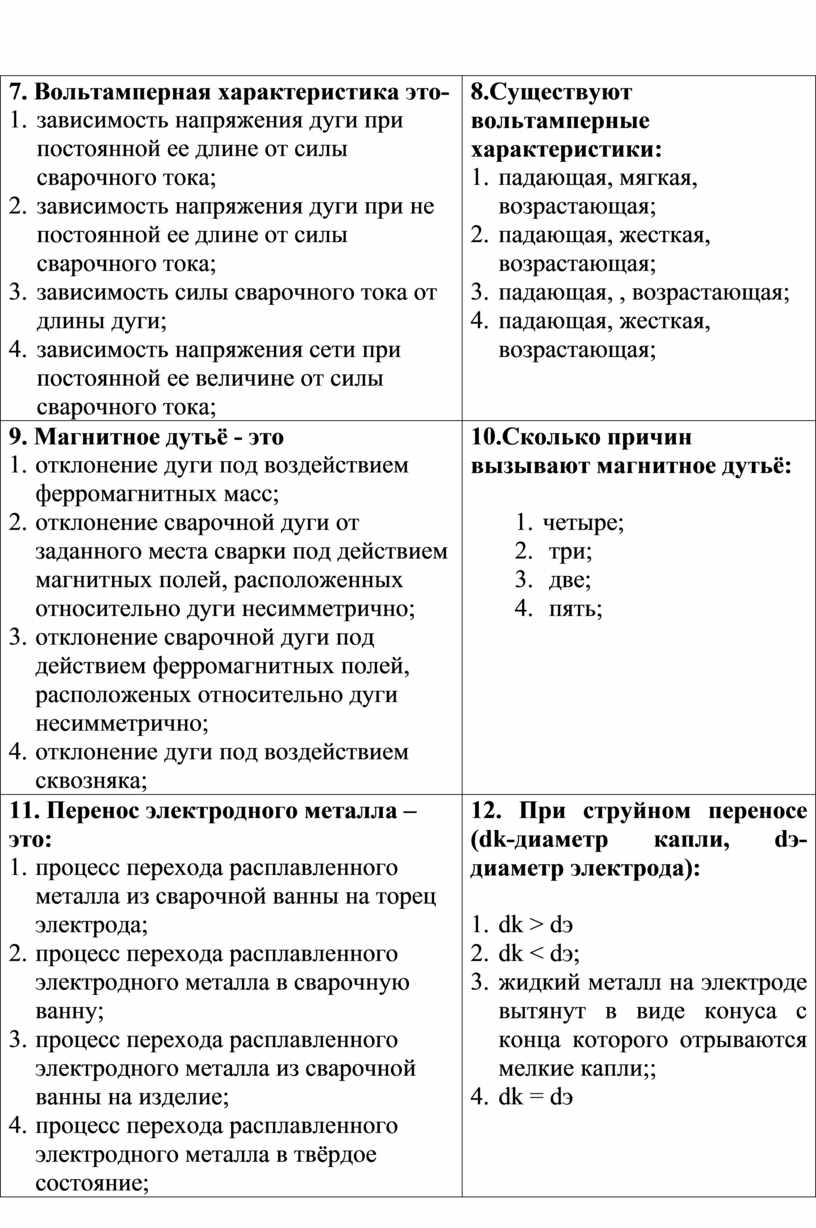
7. Вольтамперная характеристика это- 1. зависимость напряжения дуги при постоянной ее длине от силы сварочного тока; 2. зависимость напряжения дуги при не постоянной ее длине от силы сварочного тока; 3. зависимость силы сварочного тока от длины дуги; 4. зависимость напряжения сети при постоянной ее величине от силы сварочного тока; |
8.Существуют вольтамперные характеристики: 1. падающая, мягкая, возрастающая; 2. падающая, жесткая, возрастающая; 3. падающая, , возрастающая; 4. падающая, жесткая, возрастающая;
|
|
9. Магнитное дутьё - это 1. отклонение дуги под воздействием ферромагнитных масс; 2. отклонение сварочной дуги от заданного места сварки под действием магнитных полей, расположенных относительно дуги несимметрично; 3. отклонение сварочной дуги под действием ферромагнитных полей, расположеных относительно дуги несимметрично; 4. отклонение дуги под воздействием сквозняка; |
10.Сколько причин вызывают магнитное дутьё:
1. четыре; 2. три; 3. две; 4. пять;
|
|
11. Перенос электродного металла – это: 1. процесс перехода расплавленного металла из сварочной ванны на торец электрода; 2. процесс перехода расплавленного электродного металла в сварочную ванну; 3. процесс перехода расплавленного электродного металла из сварочной ванны на изделие; 4. процесс перехода расплавленного электродного металла в твёрдое состояние; |
12. При струйном переносе (dk-диаметр капли, dэ-диаметр электрода):
1. dk > dэ 2. dk < dэ; 3. жидкий металл на электроде вытянут в виде конуса с конца которого отрываются мелкие капли;; 4. dk = dэ
|
|
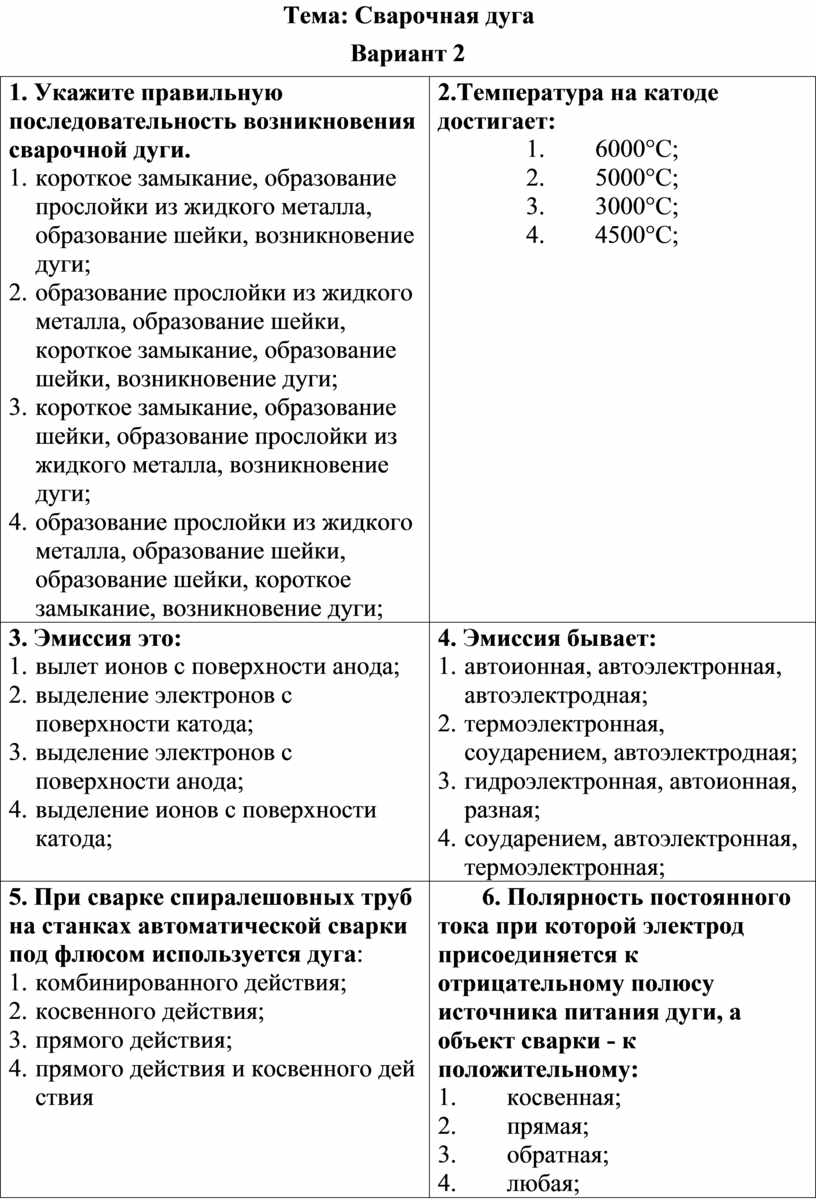
1. Укажите правильную последовательность возникновения сварочной дуги. 1. короткое замыкание, образование прослойки из жидкого металла, образование шейки, возникновение дуги; 2. образование прослойки из жидкого металла, образование шейки, короткое замыкание, образование шейки, возникновение дуги; 3. короткое замыкание, образование шейки, образование прослойки из жидкого металла, возникновение дуги; 4. образование прослойки из жидкого металла, образование шейки, образование шейки, короткое замыкание, возникновение дуги; |
2.Температура на катоде достигает: 1. 6000°С; 2. 5000°С; 3. 3000°С; 4. 4500°С;
|
|
3. Эмиссия это: 1. вылет ионов с поверхности анода; 2. выделение электронов с поверхности катода; 3. выделение электронов с поверхности анода; 4. выделение ионов с поверхности катода;
|
4. Эмиссия бывает: 1. автоионная, автоэлектронная, автоэлектродная; 2. термоэлектронная, соударением, автоэлектродная; 3. гидроэлектронная, автоионная, разная; 4. соударением, автоэлектронная, термоэлектронная; |
|
5. При сварке спиралешовных труб на станках автоматической сварки под флюсом используется дуга: 1. комбинированного действия; 2. косвенного действия; 3. прямого действия; 4. прямого действия и косвенного дей ствия |
6. Полярность постоянного тока при которой электрод присоединяется к отрицательному полюсу источника питания дуги, а объект сварки - к положительному: 1. косвенная; 2. прямая; 3. обратная; 4. любая;
|
|
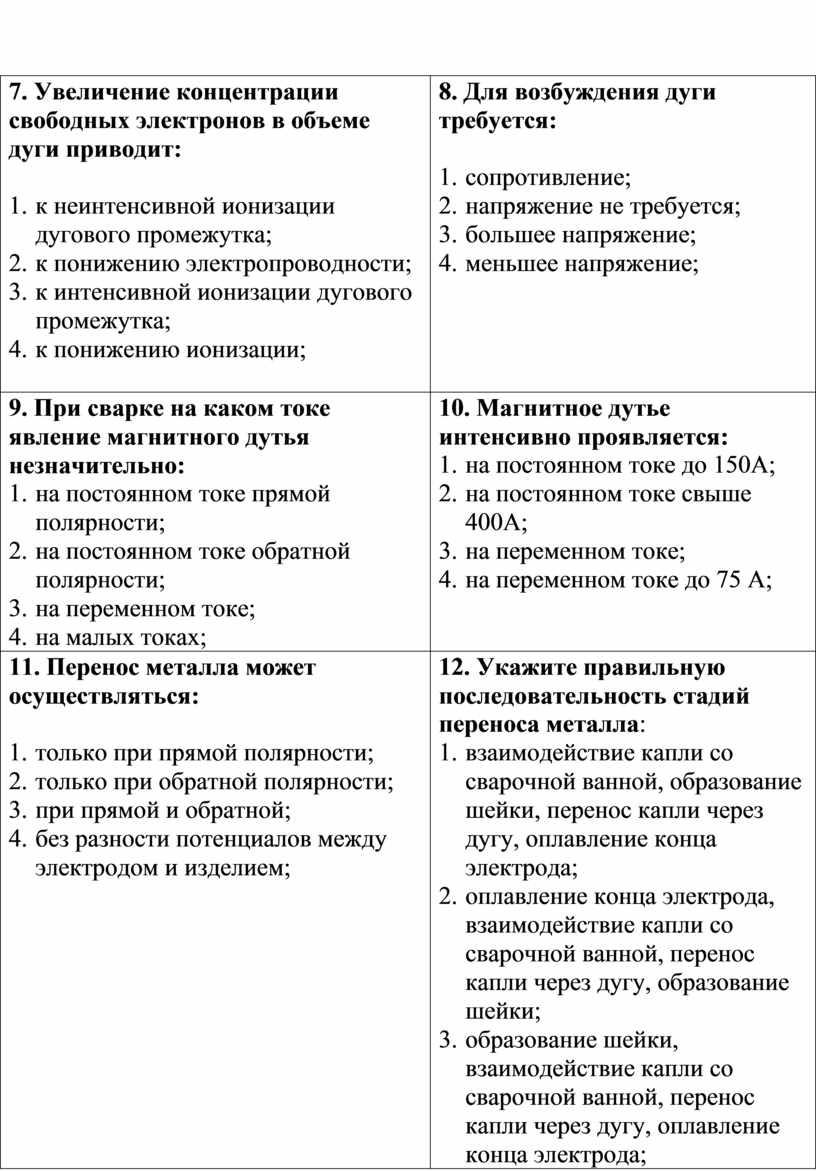
7. Увеличение концентрации свободных электронов в объеме дуги приводит:
1. к неинтенсивной ионизации дугового промежутка; 2. к понижению электропроводности; 3. к интенсивной ионизации дугового промежутка; 4. к понижению ионизации;
|
8. Для возбуждения дуги требуется:
1. сопротивление; 2. напряжение не требуется; 3. большее напряжение; 4. меньшее напряжение;
|
|
9. При сварке на каком токе явление магнитного дутья незначительно: 1. на постоянном токе прямой полярности; 2. на постоянном токе обратной полярности; 3. на переменном токе; 4. на малых токах; |
10. Магнитное дутье интенсивно проявляется: 1. на постоянном токе до 150А; 2. на постоянном токе свыше 400А; 3. на переменном токе; 4. на переменном токе до 75 А;
|
|
11. Перенос металла может осуществляться:
1. только при прямой полярности; 2. только при обратной полярности; 3. при прямой и обратной; 4. без разности потенциалов между электродом и изделием;
|
12. Укажите правильную последовательность стадий переноса металла: 1. взаимодействие капли со сварочной ванной, образование шейки, перенос капли через дугу, оплавление конца электрода; 2. оплавление конца электрода, взаимодействие капли со сварочной ванной, перенос капли через дугу, образование шейки; 3. образование шейки, взаимодействие капли со сварочной ванной, перенос капли через дугу, оплавление конца электрода; 4. оплавление конца электрода, образование шейки, перенос капли через дугу, взаимодействие капли со сварочной ванной; |
|
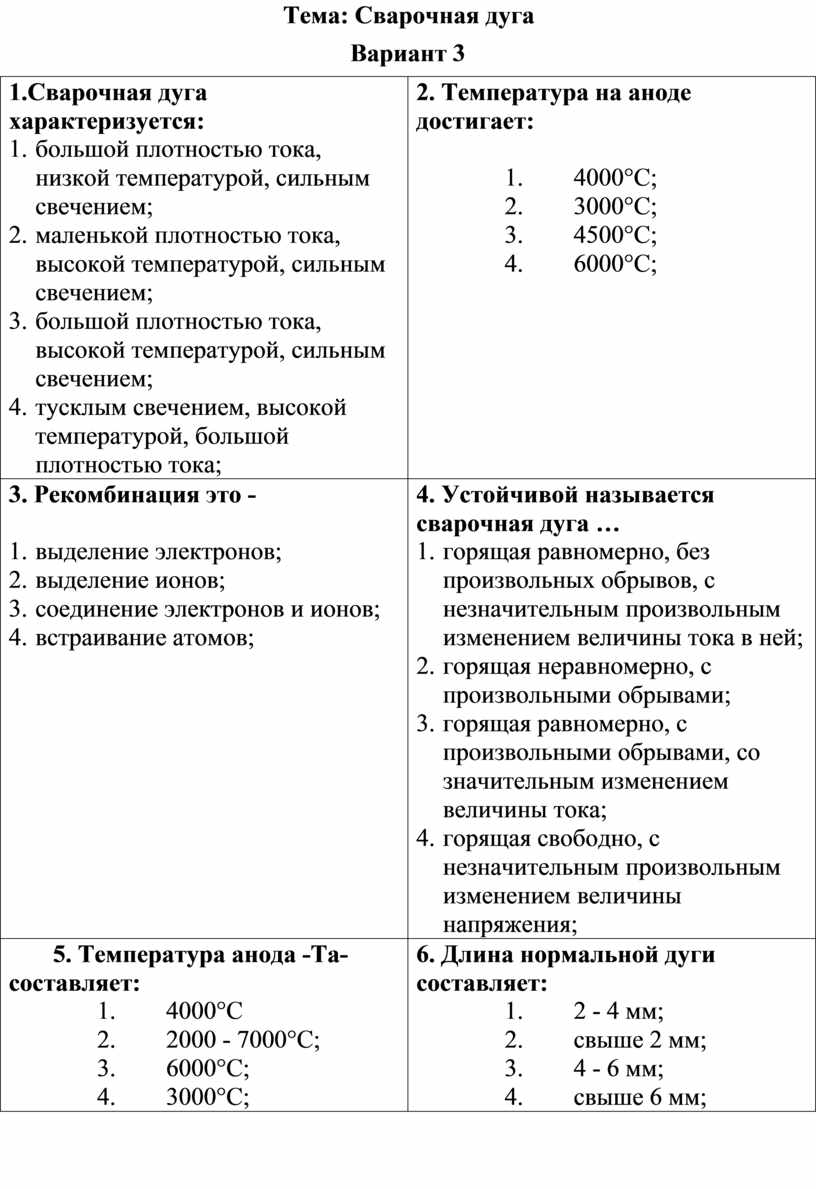
1.Сварочная дуга характеризуется: 1. большой плотностью тока, низкой температурой, сильным свечением; 2. маленькой плотностью тока, высокой температурой, сильным свечением; 3. большой плотностью тока, высокой температурой, сильным свечением; 4. тусклым свечением, высокой температурой, большой плотностью тока; |
2. Температура на аноде достигает:
1. 4000°С; 2. 3000°С; 3. 4500°С; 4. 6000°С;
|
|
3. Рекомбинация это -
1. выделение электронов; 2. выделение ионов; 3. соединение электронов и ионов; 4. встраивание атомов;
|
4. Устойчивой называется сварочная дуга … 1. горящая равномерно, без произвольных обрывов, с незначительным произвольным изменением величины тока в ней; 2. горящая неравномерно, с произвольными обрывами; 3. горящая равномерно, с произвольными обрывами, со значительным изменением величины тока; 4. горящая свободно, с незначительным произвольным изменением величины напряжения; |
|
5. Температура анода -Та- составляет: 1. 4000°С 2. 2000 - 7000°С; 3. 6000°С; 4. 3000°С; |
6. Длина нормальной дуги составляет: 1. 2 - 4 мм; 2. свыше 2 мм; 3. 4 - 6 мм; 4. свыше 6 мм; |
|
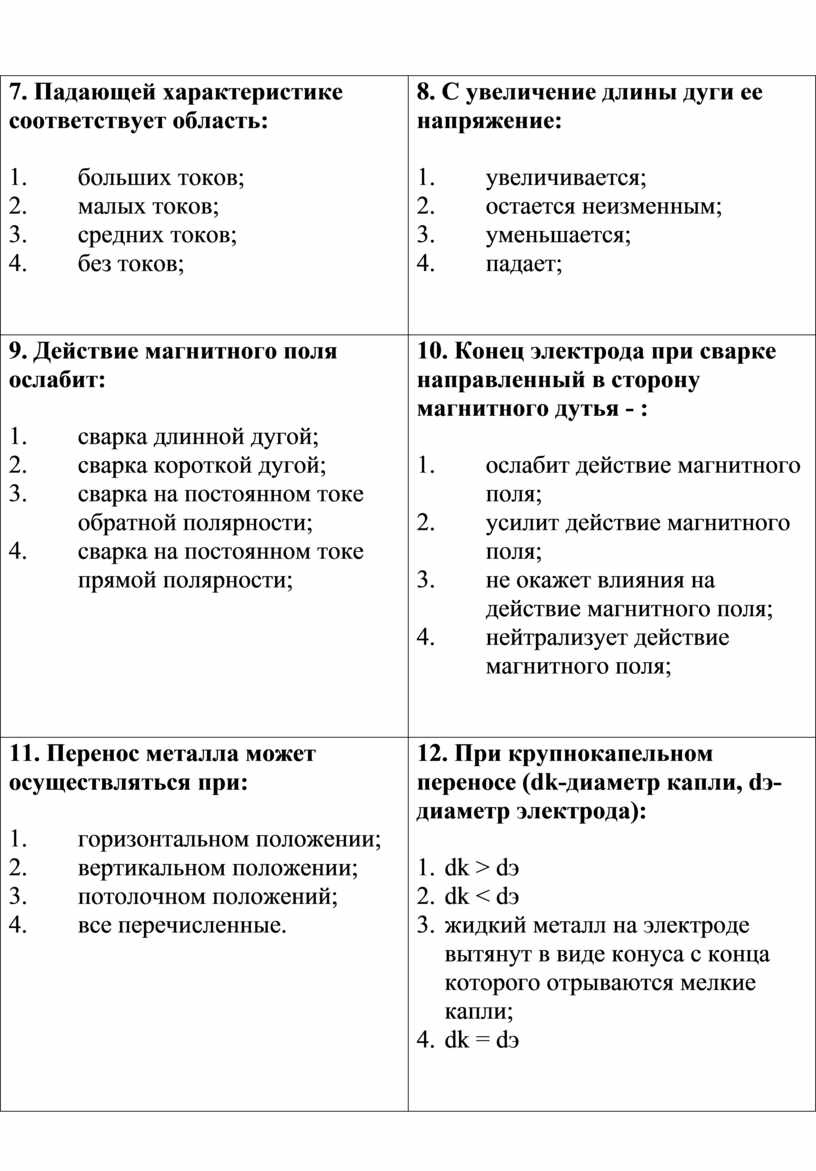
7. Падающей характеристике соответствует область:
1. больших токов; 2. малых токов; 3. средних токов; 4. без токов;
|
8. С увеличение длины дуги ее напряжение:
1. увеличивается; 2. остается неизменным; 3. уменьшается; 4. падает;
|
|
9. Действие магнитного поля ослабит:
1. сварка длинной дугой; 2. сварка короткой дугой; 3. сварка на постоянном токе обратной полярности; 4. сварка на постоянном токе прямой полярности;
|
10. Конец электрода при сварке направленный в сторону магнитного дутья - :
1. ослабит действие магнитного поля; 2. усилит действие магнитного поля; 3. не окажет влияния на действие магнитного поля; 4. нейтрализует действие магнитного поля;
|
|
11. Перенос металла может осуществляться при:
1. горизонтальном положении; 2. вертикальном положении; 3. потолочном положений; 4. все перечисленные.
|
12. При крупнокапельном переносе (dk-диаметр капли, dэ-диаметр электрода):
1. dk > dэ 2. dk < dэ 3. жидкий металл на электроде вытянут в виде конуса с конца которого отрываются мелкие капли; 4. dk = dэ
|
|
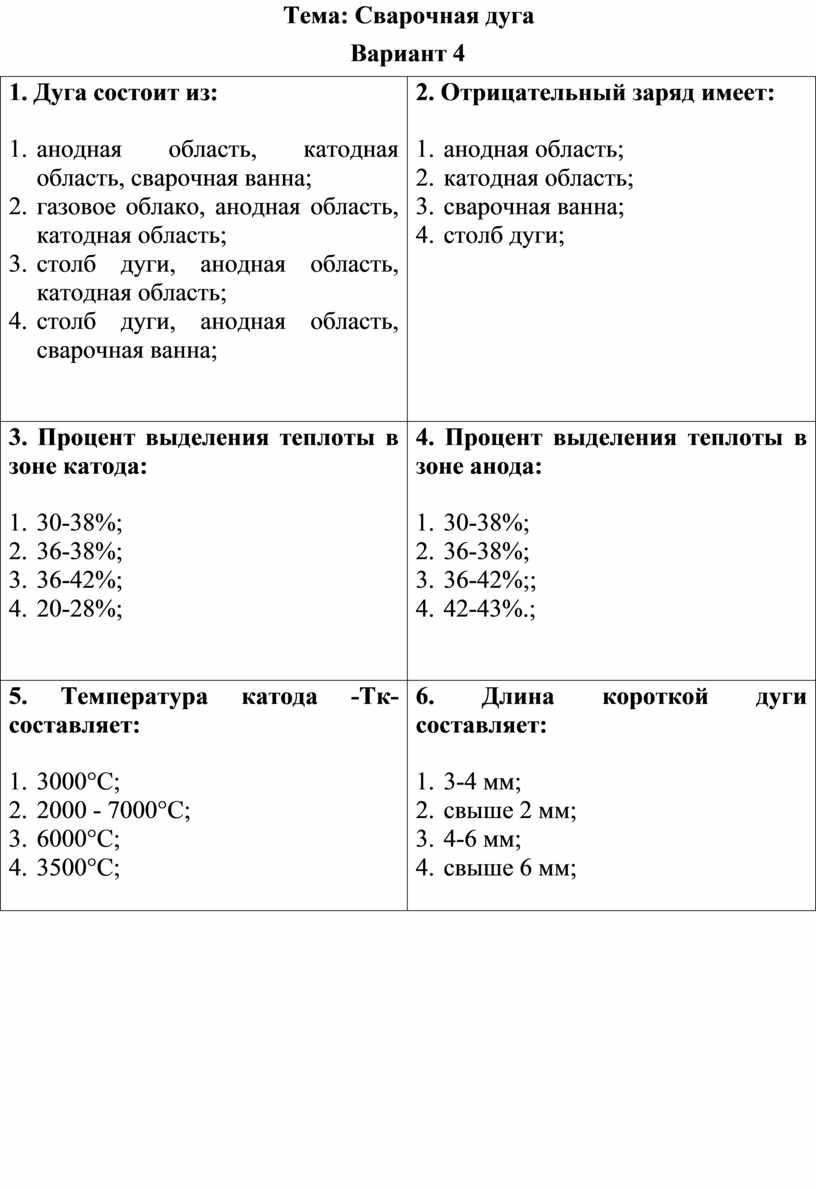
1. Дуга состоит из:
1. анодная область, катодная область, сварочная ванна; 2. газовое облако, анодная область, катодная область; 3. столб дуги, анодная область, катодная область; 4. столб дуги, анодная область, сварочная ванна;
|
2. Отрицательный заряд имеет:
1. анодная область; 2. катодная область; 3. сварочная ванна; 4. столб дуги;
|
|
3. Процент выделения теплоты в зоне катода:
1. 30-38%; 2. 36-38%; 3. 36-42%; 4. 20-28%;
|
4. Процент выделения теплоты в зоне анода:
1. 30-38%; 2. 36-38%; 3. 36-42%;; 4. 42-43%.;
|
|
5. Температура катода -Тк- составляет:
1. 3000°С; 2. 2000 - 7000°С; 3. 6000°С; 4. 3500°С;
|
6. Длина короткой дуги составляет:
1. 3-4 мм; 2. свыше 2 мм; 3. 4-6 мм; 4. свыше 6 мм;
|
|
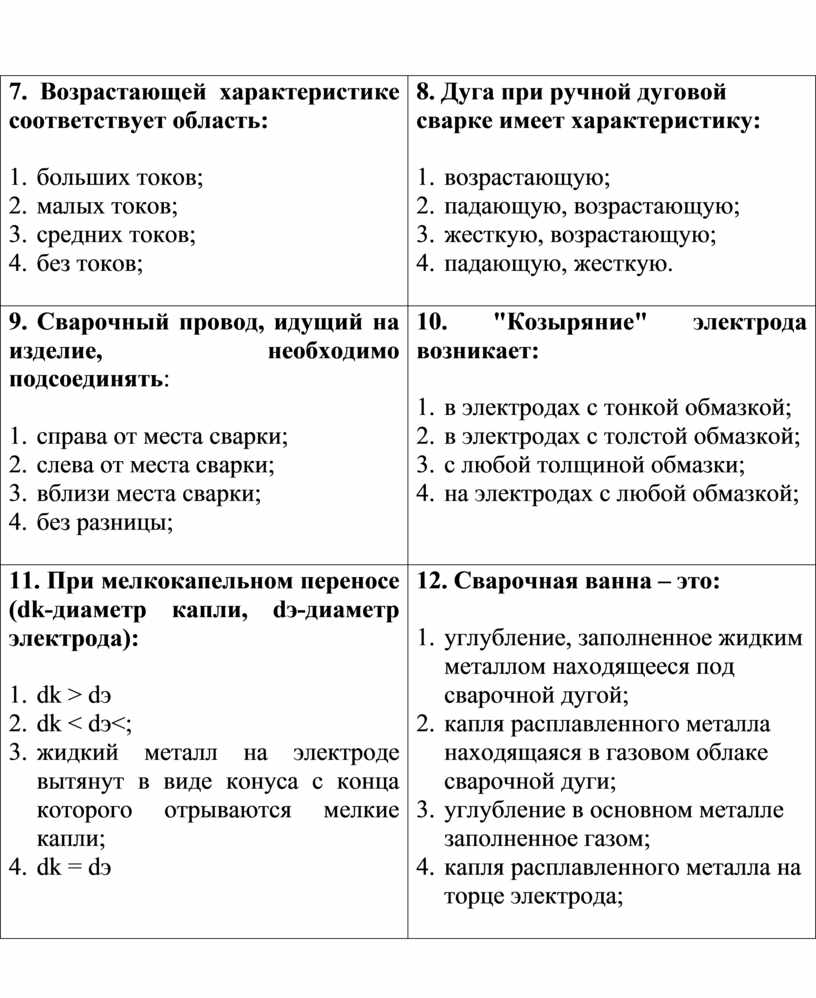
7. Возрастающей характеристике соответствует область:
1. больших токов; 2. малых токов; 3. средних токов; 4. без токов;
|
8. Дуга при ручной дуговой сварке имеет характеристику:
1. возрастающую; 2. падающую, возрастающую; 3. жесткую, возрастающую; 4. падающую, жесткую.
|
|
9. Сварочный провод, идущий на изделие, необходимо подсоединять:
1. справа от места сварки; 2. слева от места сварки; 3. вблизи места сварки; 4. без разницы;
|
10. "Козыряние" электрода возникает:
1. в электродах с тонкой обмазкой; 2. в электродах с толстой обмазкой; 3. с любой толщиной обмазки; 4. на электродах с любой обмазкой;
|
|
11. При мелкокапельном переносе (dk-диаметр капли, dэ-диаметр электрода):
1. dk > dэ 2. dk < dэ<; 3. жидкий металл на электроде вытянут в виде конуса с конца которого отрываются мелкие капли; 4. dk = dэ
|
12. Сварочная ванна – это:
1. углубление, заполненное жидким металлом находящееся под сварочной дугой; 2. капля расплавленного металла находящаяся в газовом облаке сварочной дуги; 3. углубление в основном металле заполненное газом; 4. капля расплавленного металла на торце электрода;
|
|
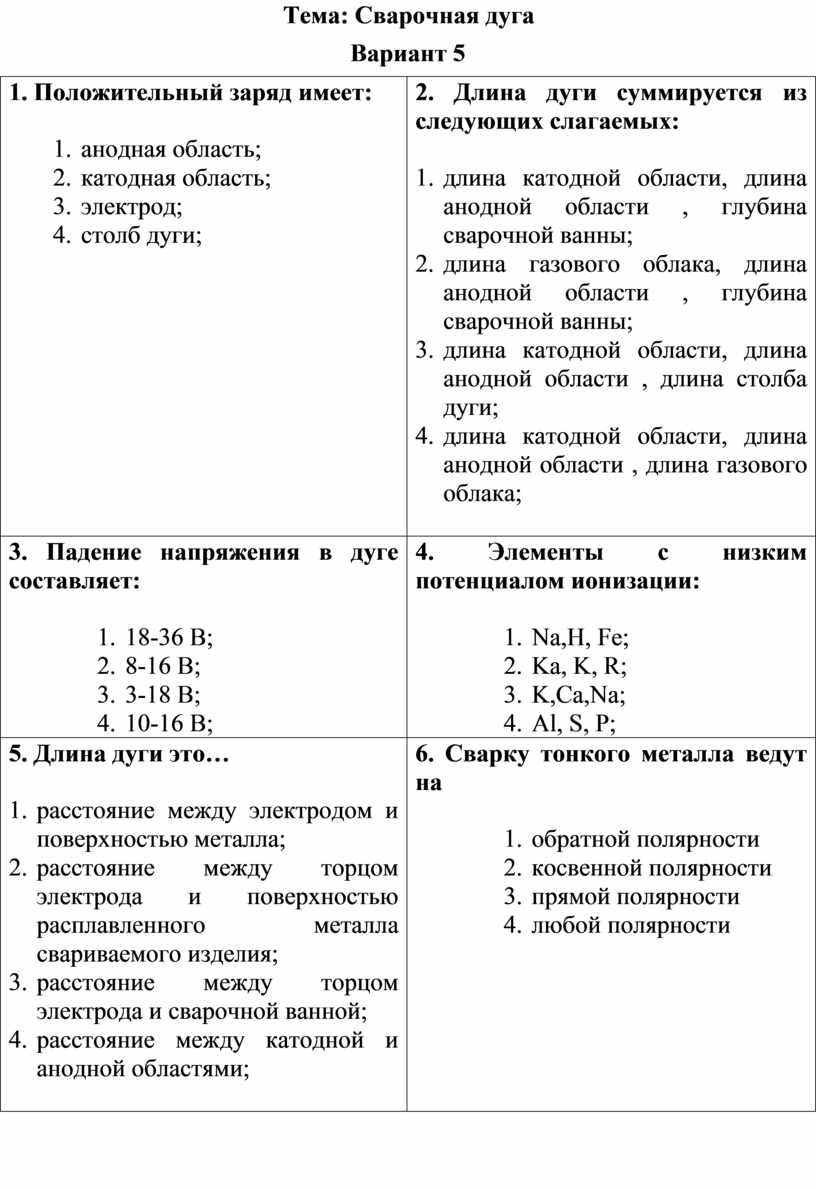
1. Положительный заряд имеет:
1. анодная область; 2. катодная область; 3. электрод; 4. столб дуги; |
2. Длина дуги суммируется из следующих слагаемых:
1. длина катодной области, длина анодной области , глубина сварочной ванны; 2. длина газового облака, длина анодной области , глубина сварочной ванны; 3. длина катодной области, длина анодной области , длина столба дуги; 4. длина катодной области, длина анодной области , длина газового облака;
|
|
3. Падение напряжения в дуге составляет:
1. 18-36 В; 2. 8-16 В; 3. 3-18 В; 4. 10-16 В; |
4. Элементы с низким потенциалом ионизации:
1. Na,Н, Fe; 2. Ka, K, R; 3. K,Ca,Na; 4. Al, S, P; |
|
5. Длина дуги это…
1. расстояние между электродом и поверхностью металла; 2. расстояние между торцом электрода и поверхностью расплавленного металла свариваемого изделия; 3. расстояние между торцом электрода и сварочной ванной; 4. расстояние между катодной и анодной областями;
|
6. Сварку тонкого металла ведут на
1. обратной полярности 2. косвенной полярности 3. прямой полярности 4. любой полярности
|
|
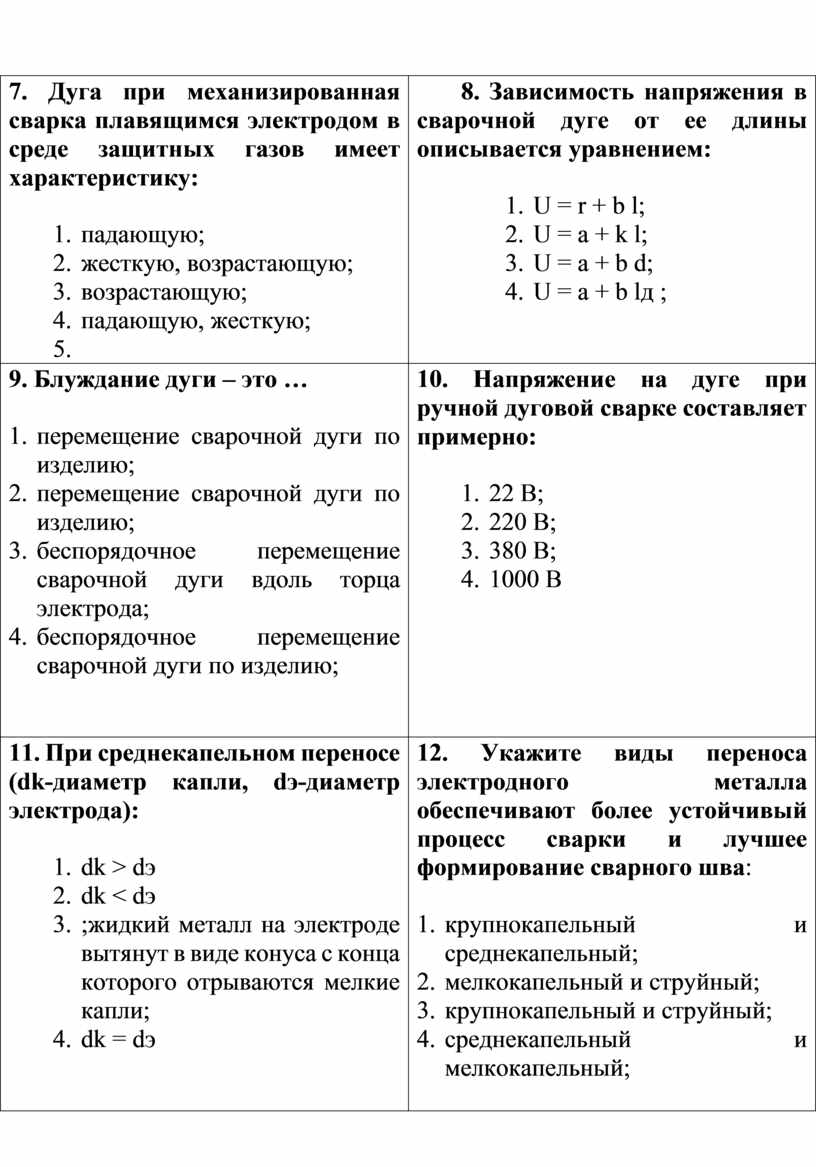
7. Дуга при механизированная сварка плавящимся электродом в среде защитных газов имеет характеристику:
1. падающую; 2. жесткую, возрастающую; 3. возрастающую; 4. падающую, жесткую; 5. |
8. Зависимость напряжения в сварочной дуге от ее длины описывается уравнением:
1. U = r + b l; 2. U = a + k l; 3. U = a + b d; 4. U = a + b lд ;
|
|
9. Блуждание дуги – это …
1. перемещение сварочной дуги по изделию; 2. перемещение сварочной дуги по изделию; 3. беспорядочное перемещение сварочной дуги вдоль торца электрода; 4. беспорядочное перемещение сварочной дуги по изделию;
|
10. Напряжение на дуге при ручной дуговой сварке составляет примерно:
1. 22 В; 2. 220 В; 3. 380 В; 4. 1000 В |
|
11. При среднекапельном переносе (dk-диаметр капли, dэ-диаметр электрода):
1. dk > dэ 2. dk < dэ 3. ;жидкий металл на электроде вытянут в виде конуса с конца которого отрываются мелкие капли; 4. dk = dэ
|
12. Укажите виды переноса электродного металла обеспечивают более устойчивый процесс сварки и лучшее формирование сварного шва:
1. крупнокапельный и среднекапельный; 2. мелкокапельный и струйный; 3. крупнокапельный и струйный; 4. среднекапельный и мелкокапельный;
|
|
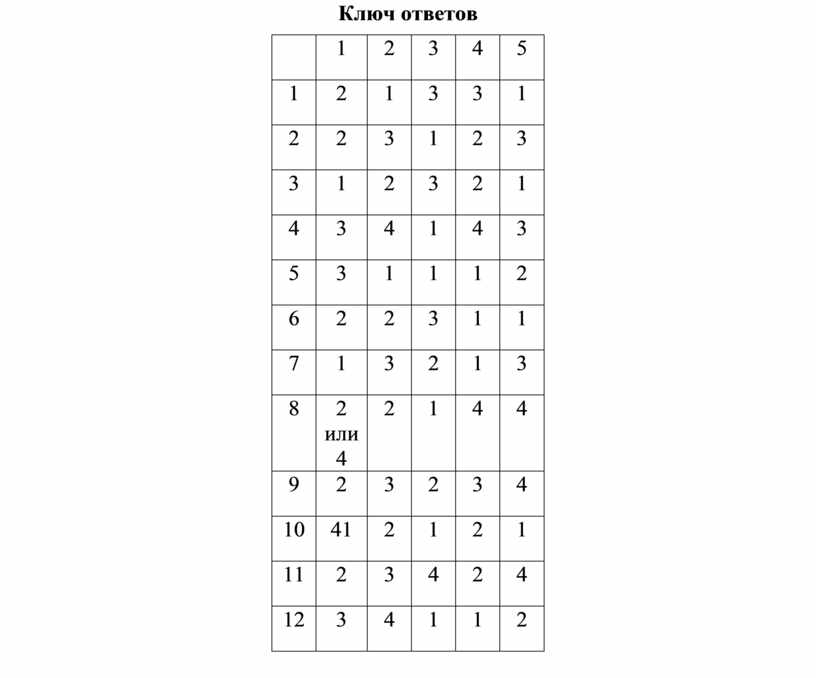
|
1 |
2 |
3 |
4 |
5 |
|
1 |
2 |
1 |
3 |
3 |
1 |
|
2 |
2 |
3 |
1 |
2 |
3 |
|
3 |
1 |
2 |
3 |
2 |
1 |
|
4 |
3 |
4 |
1 |
4 |
3 |
|
5 |
3 |
1 |
1 |
1 |
2 |
|
6 |
2 |
2 |
3 |
1 |
1 |
|
7 |
1 |
3 |
2 |
1 |
3 |
|
8 |
2 или 4 |
2 |
1 |
4 |
4 |
|
9 |
2 |
3 |
2 |
3 |
4 |
|
10 |
41 |
2 |
1 |
2 |
1 |
|
11 |
2 |
3 |
4 |
2 |
4 |
|
12 |
3 |
4 |
1 |
1 |
2 |
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.