Поделиться

Типовые детали и узлы химического оборудования .
В современной химической технологии применяются самые разнообразные машины и аппараты как по назначению, рабочим характеристикам, так и по принципу действия и конструкции основных узлов и деталей.
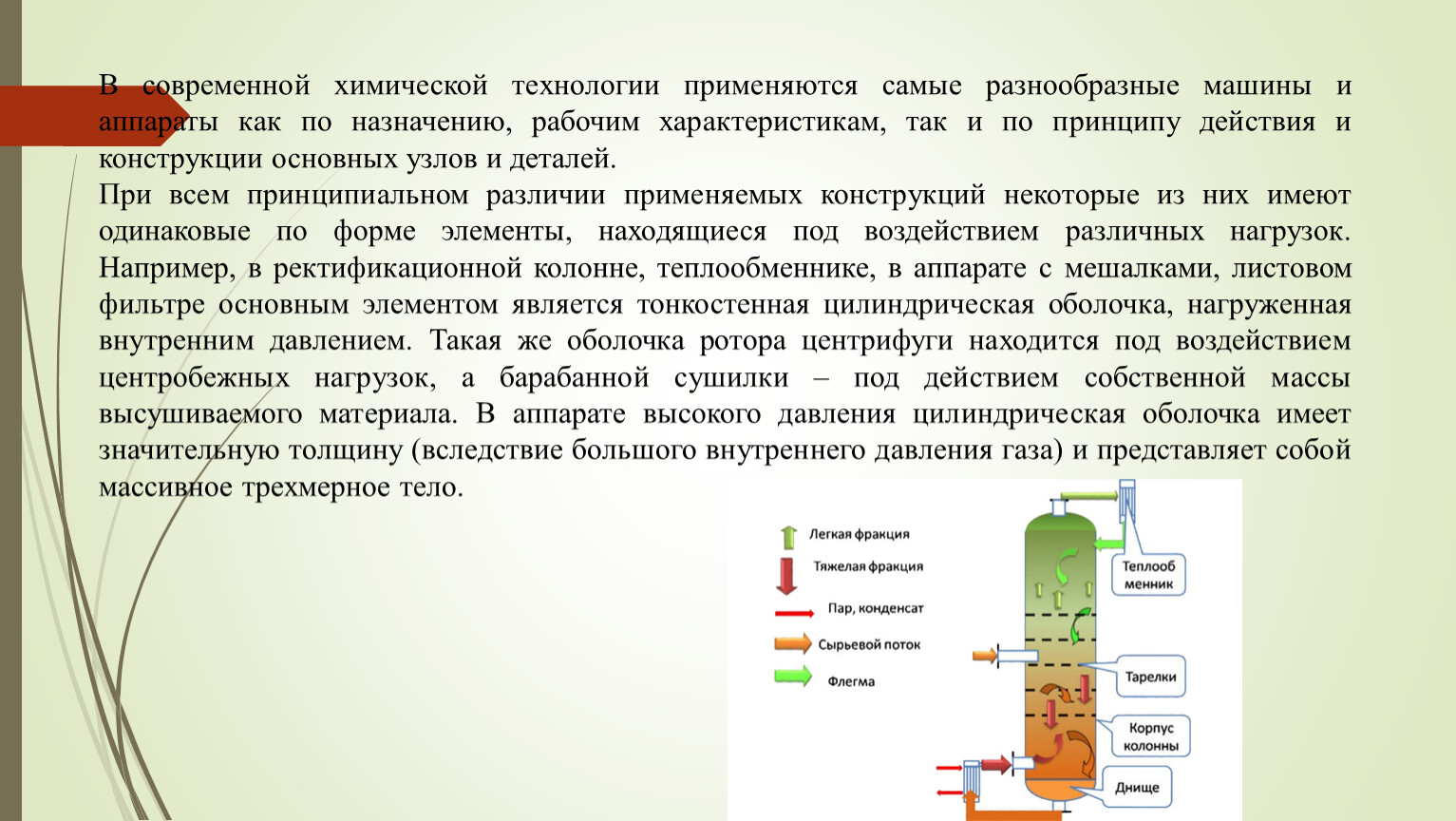
При всем принципиальном различии применяемых конструкций некоторые из них имеют одинаковые по форме элементы, находящиеся под воздействием различных нагрузок. Например, в ректификационной колонне, теплообменнике, в аппарате с мешалками, листовом фильтре основным элементом является тонкостенная цилиндрическая оболочка, нагруженная внутренним давлением. Такая же оболочка ротора центрифуги находится под воздействием центробежных нагрузок, а барабанной сушилки – под действием собственной массы высушиваемого материала. В аппарате высокого давления цилиндрическая оболочка имеет значительную толщину (вследствие большого внутреннего давления газа) и представляет собой массивное трехмерное тело.
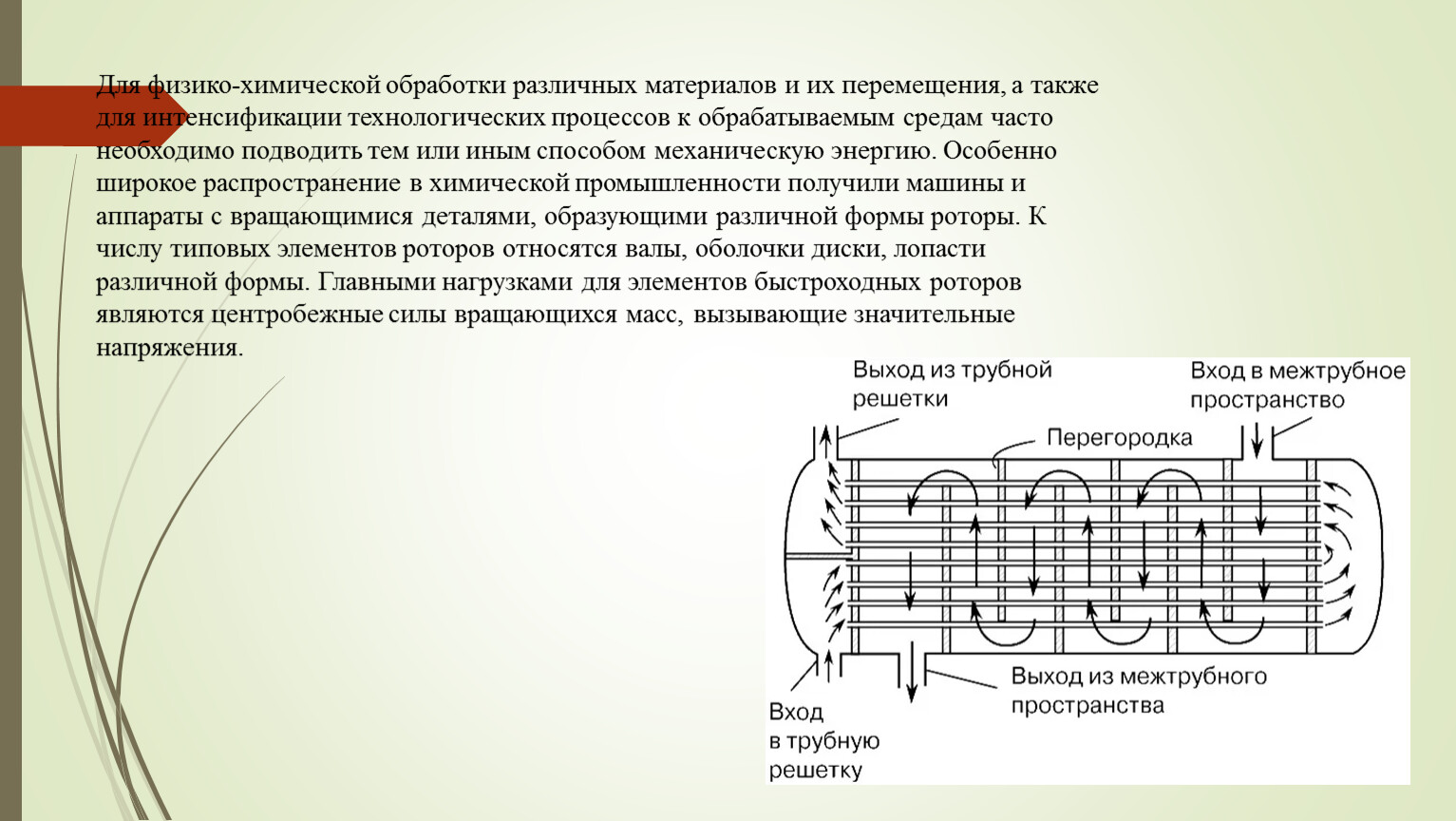
Для физико-химической обработки различных материалов и их перемещения, а также для интенсификации технологических процессов к обрабатываемым средам часто необходимо подводить тем или иным способом механическую энергию. Особенно широкое распространение в химической промышленности получили машины и аппараты с вращающимися деталями, образующими различной формы роторы. К числу типовых элементов роторов относятся валы, оболочки диски, лопасти различной формы. Главными нагрузками для элементов быстроходных роторов являются центробежные силы вращающихся масс, вызывающие значительные напряжения.

Работоспособность многих конструкций машин и аппаратов зависит от правильности учета динамических нагрузок, возникающих при колебаниях тех или иных элементов. Так, надежная эксплуатация центрифуги, центробежного насоса определяется виброустойчивостью роторов этих агрегатов.
Поэтому необходимо рассматривать не комплексный расчет элементов каждого элемента каждого агрегата, а изучать расчеты типовых элементов агрегата, находящихся под воздействием различных нагрузок. К числу наиболее распространенных типовых элементов химического оборудования следует отнести в первую очередь такие, которые можно сгруппировать по принципу общности расчетной схемы (стержни, пластины и оболочки, массивные трехмерные тела) или по конструктивному признаку (элементы роторов, барабанных вращающихся аппаратов и т.д.).

«Основные элементы машин и аппаратов»
Станины – это основной неподвижный элемент машины, обеспечивающий необходимое взаимное расположение отдельных узлов и деталей и крепление их на фундаменте. В большинстве случаев станину выполняют в виде корпуса (металлической оболочки) или рамы (соединения брусьев).
Корпуса машин обычно имеют сложную форму и состоят из ряда элементов (стенок, ребер, бобышек, фланцев и т.п.), связанных между собой. Корпуса изготовляют методом литья или сварки. При конструировании корпусных деталей особое внимание следует уделять обеспечению жесткости системы.
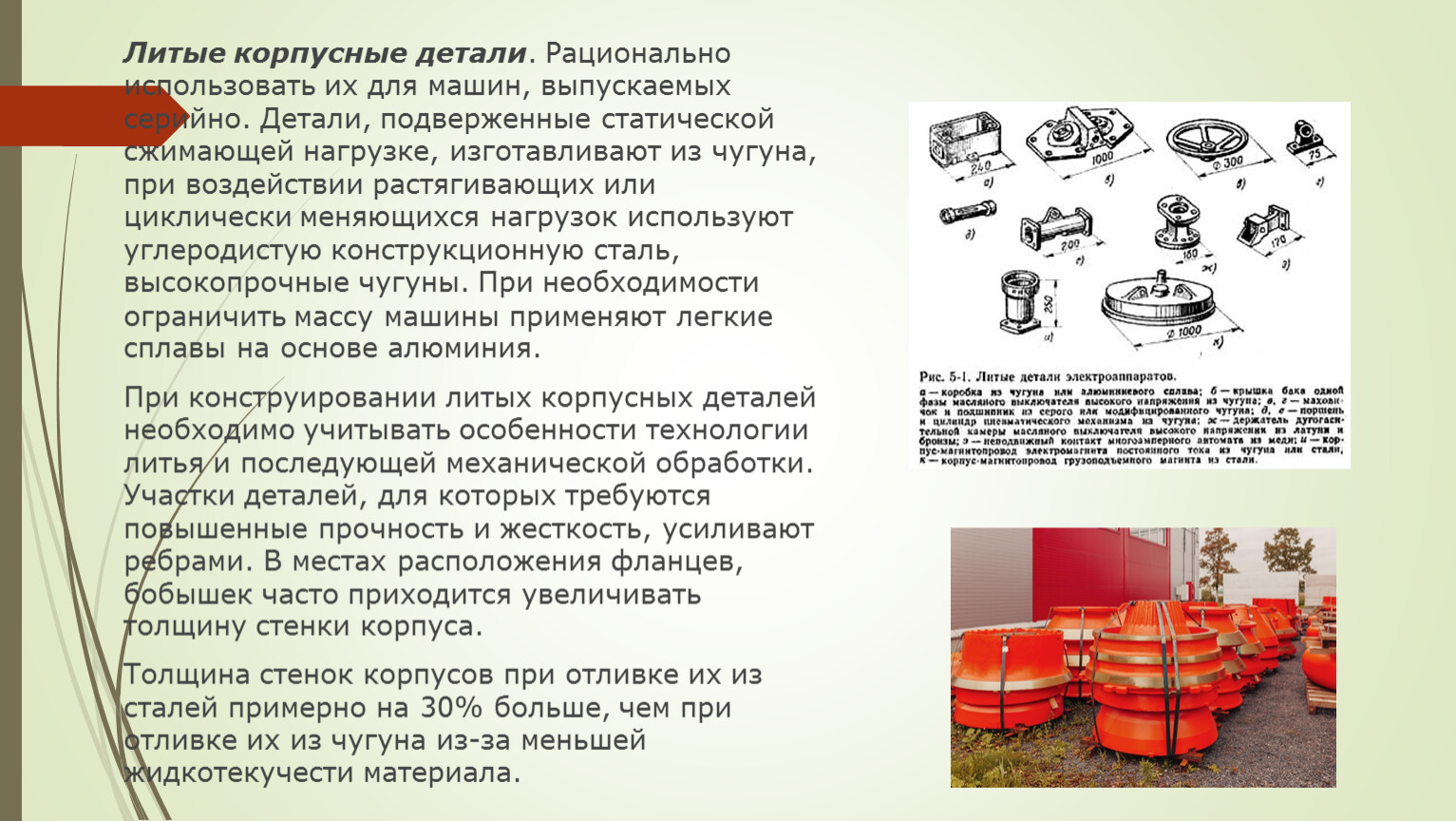
Литые корпусные детали. Рационально использовать их для машин, выпускаемых серийно. Детали, подверженные статической сжимающей нагрузке, изготавливают из чугуна, при воздействии растягивающих или циклически меняющихся нагрузок используют углеродистую конструкционную сталь, высокопрочные чугуны. При необходимости ограничить массу машины применяют легкие сплавы на основе алюминия.
При конструировании литых корпусных деталей необходимо учитывать особенности технологии литья и последующей механической обработки. Участки деталей, для которых требуются повышенные прочность и жесткость, усиливают ребрами. В местах расположения фланцев, бобышек часто приходится увеличивать толщину стенки корпуса.
Толщина стенок корпусов при отливке их из сталей примерно на 30% больше, чем при отливке их из чугуна из-за меньшей жидкотекучести материала.
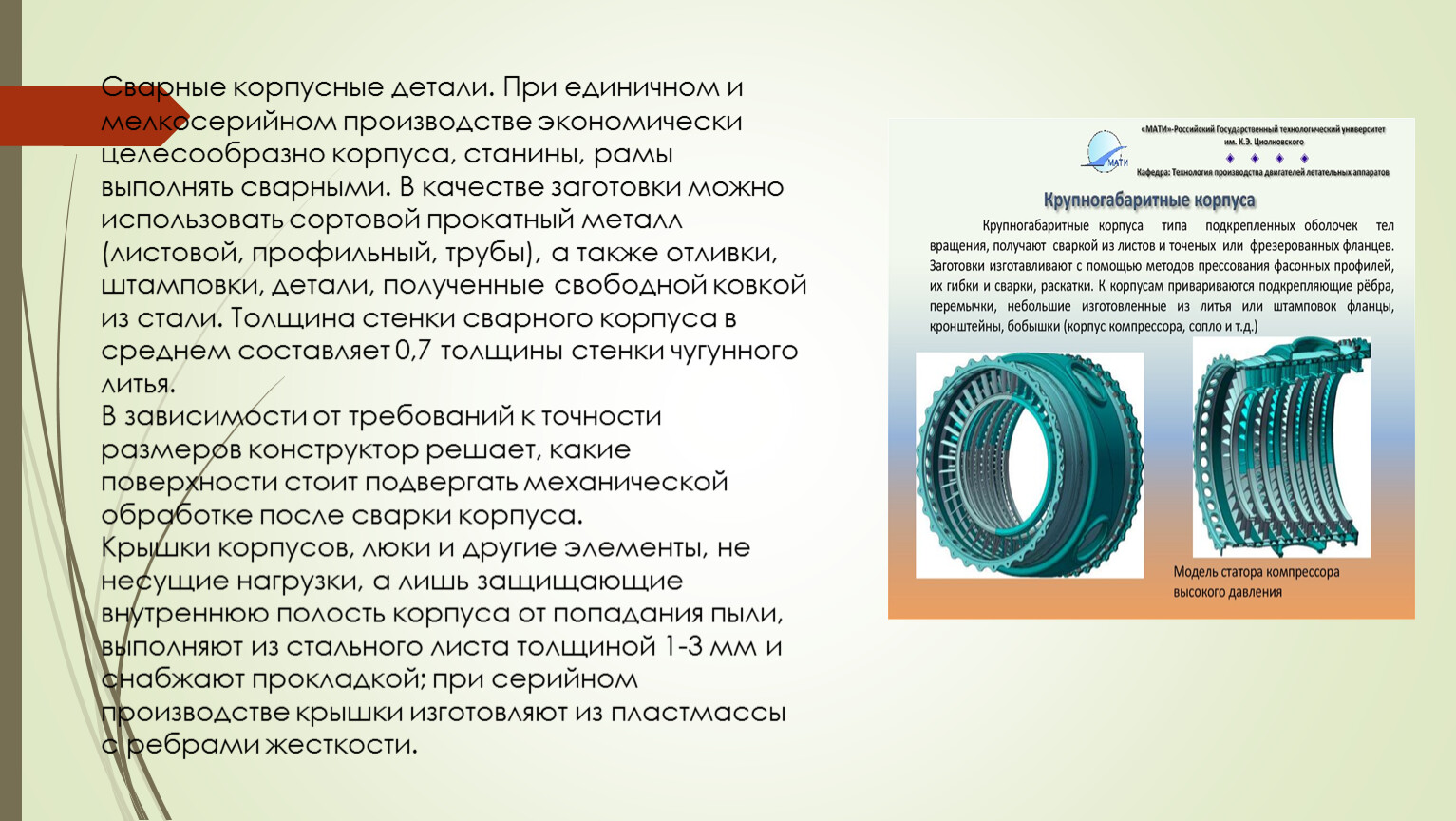
Сварные корпусные детали. При единичном и мелкосерийном производстве экономически целесообразно корпуса, станины, рамы выполнять сварными. В качестве заготовки можно использовать сортовой прокатный металл (листовой, профильный, трубы), а также отливки, штамповки, детали, полученные свободной ковкой из стали. Толщина стенки сварного корпуса в среднем составляет 0,7 толщины стенки чугунного литья.
В зависимости от требований к точности размеров конструктор решает, какие поверхности стоит подвергать механической обработке после сварки корпуса.
Крышки корпусов, люки и другие элементы, не несущие нагрузки, а лишь защищающие внутреннюю полость корпуса от попадания пыли, выполняют из стального листа толщиной 1-3 мм и снабжают прокладкой; при серийном производстве крышки изготовляют из пластмассы с ребрами жесткости.
Дизайн. Форма машины должна максимально соответствовать ее функциональному назначению. Также на форму могут сильно влиять так разноречивые факторы, как особенности эксплуатации, ремонта, транспортировки, удобства обслуживания, степень использования унифицированных деталей, экономические факторы, технологические возможности предприятия-изготовителя и т.д. все эти факторы должны быть учтены, согласованы и в конечном счете подчинены эстетическим критериям.
Все эстетические факторы могут быть определены как «красота» машины. Красота машины – это ее целесообразность и полезность на современном этапе развития общества, соответствие формы машины функциональным и эстетическим требованиям, т.е. максимальное удобство, безопасность и положительное воздействие на человека.
Эстетически совершенная машина обладает гармоничными формами, т.е. правильным соотношением частей изделия между собой, определенной направленностью объемов по отношению к основному элементу, композиционным единством.

Аппарат – сосуд, оборудованный внутренними устройствами и предназначенный для проведения химико-технологических процессов.
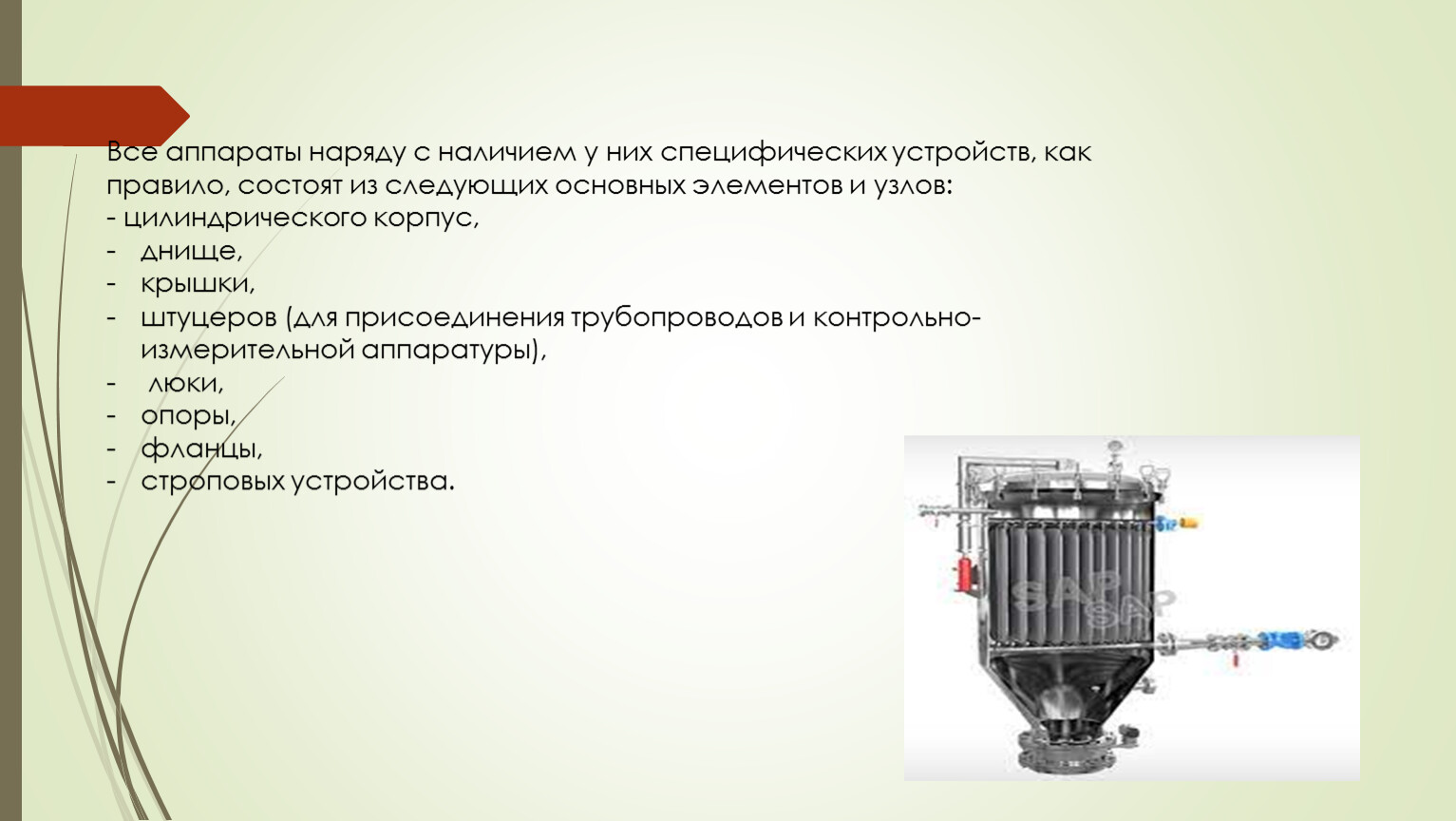
Все аппараты наряду с наличием у них специфических устройств, как правило, состоят из следующих основных элементов и узлов:
- цилиндрического корпус,
днище,
крышки,
штуцеров (для присоединения трубопроводов и контрольно-измерительной аппаратуры),
люки,
опоры,
фланцы,
строповых устройства.
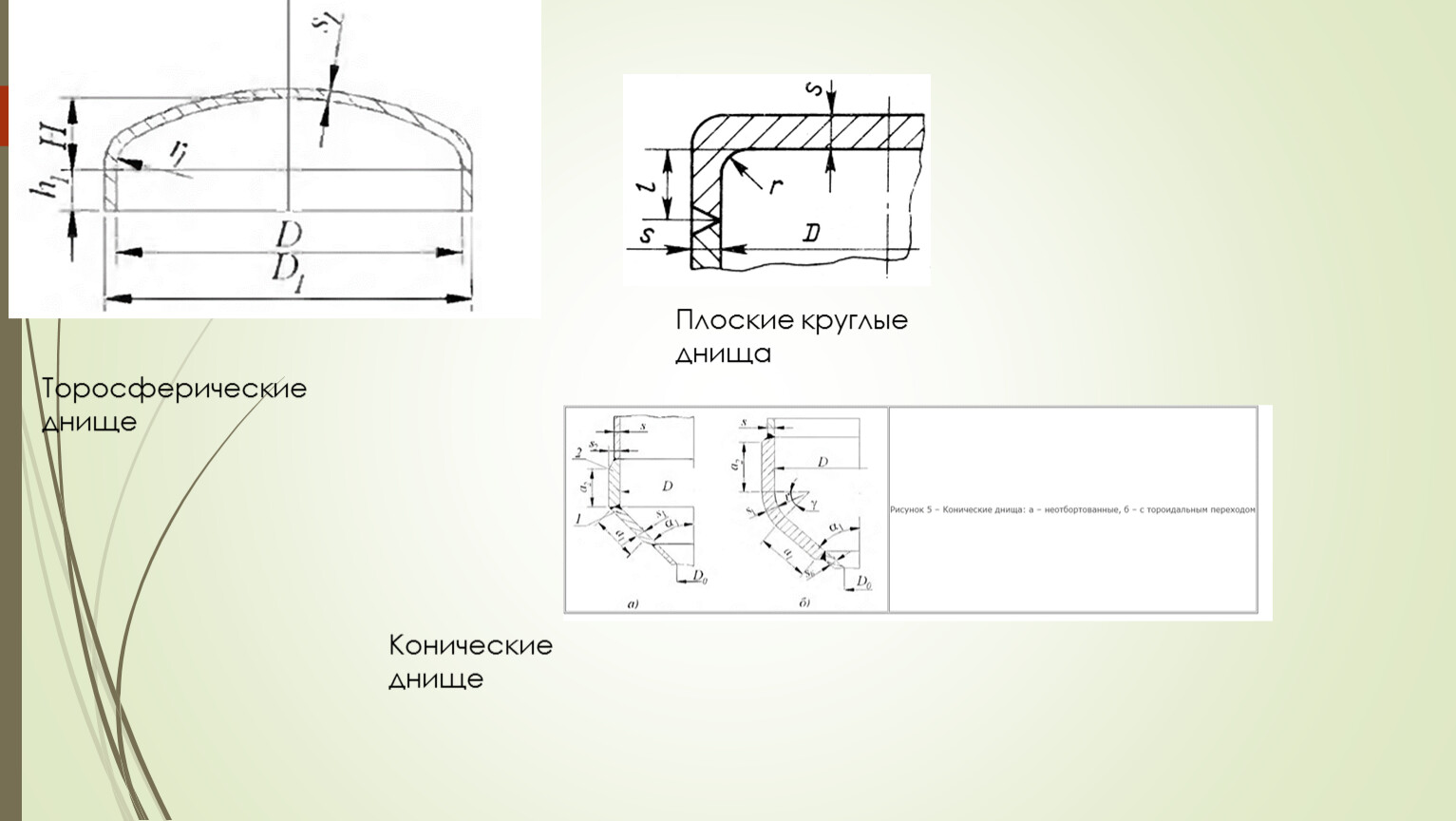
Торосферические днище
Плоские круглые днища
Конические днище
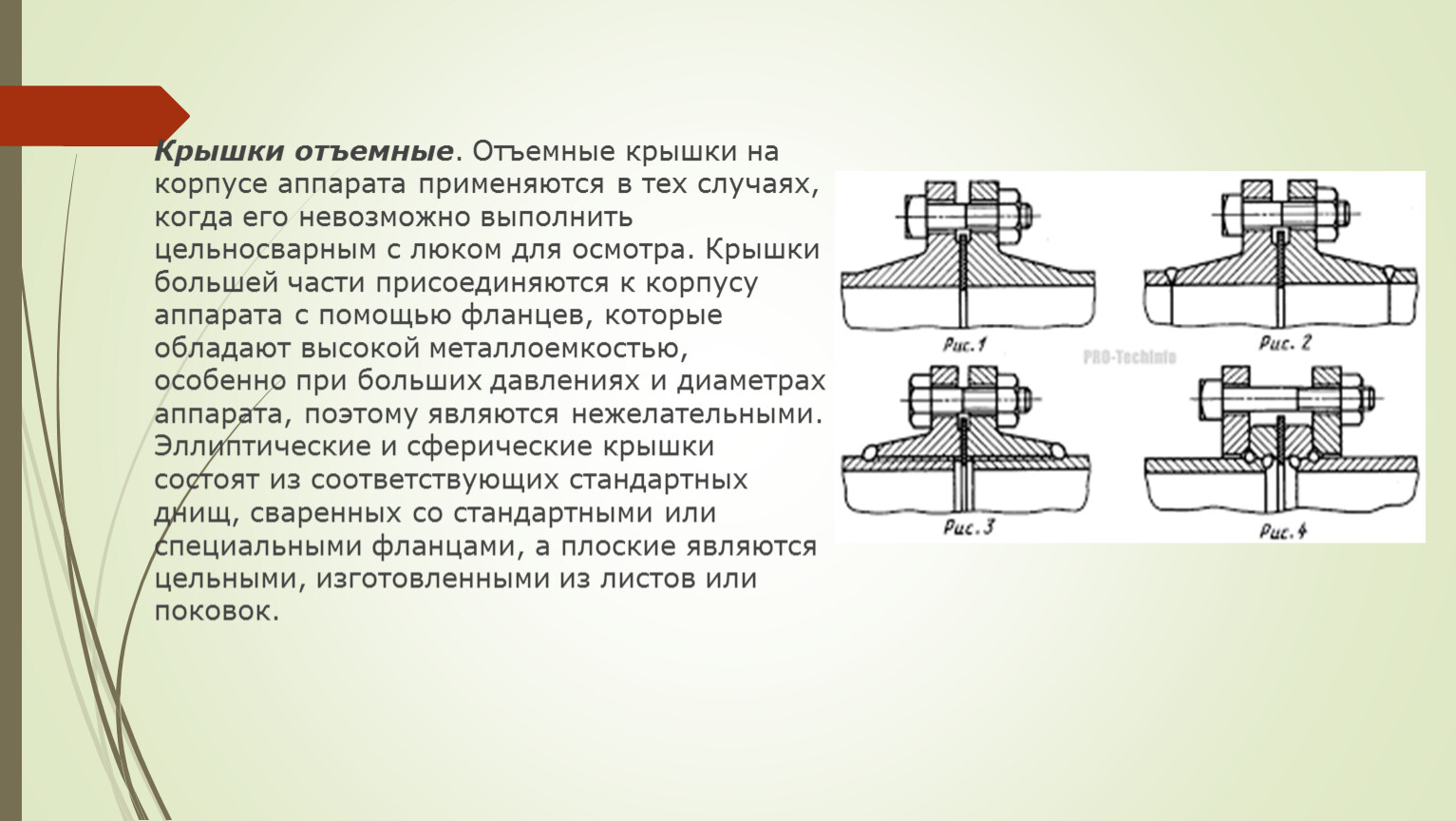
Крышки отъемные. Отъемные крышки на корпусе аппарата применяются в тех случаях, когда его невозможно выполнить цельносварным с люком для осмотра. Крышки большей части присоединяются к корпусу аппарата с помощью фланцев, которые обладают высокой металлоемкостью, особенно при больших давлениях и диаметрах аппарата, поэтому являются нежелательными. Эллиптические и сферические крышки состоят из соответствующих стандартных днищ, сваренных со стандартными или специальными фланцами, а плоские являются цельными, изготовленными из листов или поковок.

Фланцевые соединения
Для разъемного соединения корпусов или отдельных элементов аппарата, присоединения трубопроводов наиболее широкое применение нашли фланцевые соединения, обеспечивающие прочность, жесткость и герметичность, а также технологичность изготовления и простоту сборки-разборки.
Люки. Предназначены для осуществления внутреннего осмотра, ремонта и контроля сосуда или аппарата, а также монтажа, демонтажа, ремонта разборных внутренних устройств, загрузки и выгрузки сырья и продукции. Аппараты, подведомственные Ростехнадзору, диаметром D> 800 мм должны предусматривать люки диаметром не менее 450 мм у аппаратов, устанавливаемых на открытом воздухе, и не менее 400 мм – устанавливаемых в помещении. Размер люков овальной формы должен быть не менее 325×400 мм

Опоры для горизонтальных аппаратов. Горизонтальные аппараты устанавливают на седловых опорах Седловая опора состоит из сваренных между собой опорной плиты 1, двух боковых и одного или нескольких промежуточных ребер 2, стойки 3 и опорного листа 4. Число седловых опор, располагаемых вдоль аппарата, определяется расчетом в зависимости от длины и массы аппарата и может быть равно двум или более. При этом одна опора выполняется неподвижной, остальные – подвижные. Отверстия под фундаментные болты у подвижных опор выполняются овальной формы, что обеспечивает свободную температурную деформацию корпуса аппарата; при этом температурные удлинения между двумя смежными опорами не должны превышать 35 мм.
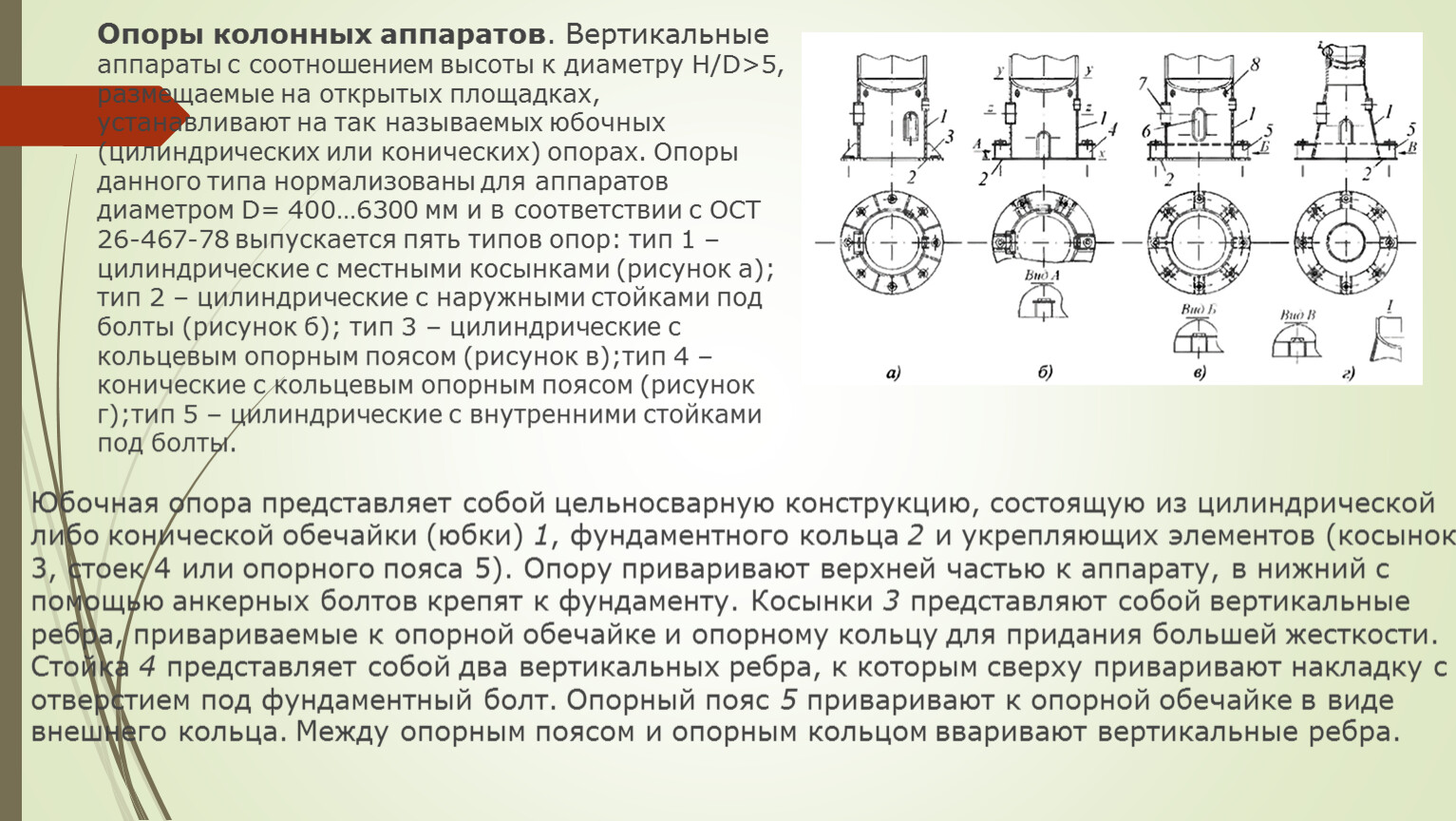
Опоры колонных аппаратов. Вертикальные аппараты с соотношением высоты к диаметру Н/D>5, размещаемые на открытых площадках, устанавливают на так называемых юбочных (цилиндрических или конических) опорах. Опоры данного типа нормализованы для аппаратов диаметром D= 400…6300 мм и в соответствии с ОСТ 26-467-78 выпускается пять типов опор: тип 1 – цилиндрические с местными косынками (рисунок а); тип 2 – цилиндрические с наружными стойками под болты (рисунок б); тип 3 – цилиндрические с кольцевым опорным поясом (рисунок в);тип 4 – конические с кольцевым опорным поясом (рисунок г);тип 5 – цилиндрические с внутренними стойками под болты.
Юбочная опора представляет собой цельносварную конструкцию, состоящую из цилиндрической либо конической обечайки (юбки) 1, фундаментного кольца 2 и укрепляющих элементов (косынок 3, стоек 4 или опорного пояса 5). Опору приваривают верхней частью к аппарату, в нижний с помощью анкерных болтов крепят к фундаменту. Косынки 3 представляют собой вертикальные ребра, привариваемые к опорной обечайке и опорному кольцу для придания большей жесткости. Стойка 4 представляет собой два вертикальных ребра, к которым сверху приваривают накладку с отверстием под фундаментный болт. Опорный пояс 5 приваривают к опорной обечайке в виде внешнего кольца. Между опорным поясом и опорным кольцом вваривают вертикальные ребра.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.