Актуальность темы письменной экзаменационной работы заключается в том, что сварочные приспособления призваны: уменьшить трудоемкость работ, повысить производительность труда, сократить длительность производственного цикла, облегчить условие труда, повысить качество продукции, расширить технологические возможности сварочного оборудования, способствовать повышению комплексной механизации и автоматизации производства сварных изделий.Цель работы: описать технологию изготовления сборочно-сварочного приспособления.
Для выполнения поставленной цели необходимо выполнить следующие задачи:
- изучить литературу, необходимую для выполнения данной работы;
- дать оценку современного состояния решаемой проблемы, основные и исходные данные для разработки письменной экзаменационной работы;
- представить анализ сварной конструкции, подлежащей к изготовлению;
- разработать требования, предъявляемые к сварной конструкции: материал, его обработка, виды сварочных материалов, способы контроля изделия, его сварных швов и испытание конструкции;
- произвести расчеты режимов ручной дуговой сварки плавящимся электродом;
- представить расчет расхода материалов и расчета норм времени на сварочные работы;
- разработать мероприятия по соблюдению правил техники безопасности и требований электробезопасности и пожарной безопасности.
Введение
Современный технически прогресс в промышленности неразрывно
связан с совершенствованием сварочного производства.
Сварка высокопроизводительный процесс изготовления неразъёмных
соединений находит широкое применение при изготовлении
металлургического, химического и энергетического оборудования, различных
трубопроводах, в машиностроении, в производстве строительных и других
конструкций. Сварка – такой же необходимый технологический процесс, как
и обработка металлов, литьё, ковка, штамповка. Большие технологические
возможности сварки обеспечили её широкое применение при изготовлении и
ремонте судов, автомобилей, самолётов, турбин, котлов, реакторов, мостов и
других конструкций. Её применение способствует совершенствованию
машиностроения и развитий ракетостроения,
атомной энергетике,
радиоэлектроники.
Сварка представляет собой процесс создания неразъемного соединения
металлических деталей, важнейшую операцию сборки деталей в узлы и целые
конструкции. Сегодня в промышленности внедрено более 100 способов
сварки, появляются новые способы, совершенствуются старые. Но прежде чем
сварка заняла свое место в современной технике, она прошла долгий путь.
Решить задачу повышения производительности труда и увеличения
качества сборки и сварки конструкции помогают дополнительные устройства –
сборочносварочные приспособления.
Приспособления позволяют расширить технологические возможности
сварочного оборудования, повысить производительность за счет механизации и
автоматизации процесса, снизить уровень требуемой квалификации персонала,
улучшить условия и безопасность труда, а также за счет возможности
многостаночного обслуживания понизить себестоимость конструкций.
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
ЛистКонструкция приспособления
в
первую очередь определяется
массогабаритными показателями изготавливаемого изделия и типом производства.
При проектировании приспособления необходимо детально проанализировать
свариваемое в приспособлении изделие, расчленив его на составные части.
Ознакомиться с назначением и будущими условиями эксплуатации собираемой
конструкции, что позволит выбрать нормативный документ, регламентирующий
сборку,
Согласно нормативно
сварку и контроль качества конструкции.
техническому документу, специалисту необходимо определить порядок сборки
деталей и способ сварки, позволяющий получать сварные швы требуемого качества.
При этом разрабатываемое приспособление должно обеспечить возможность сварки
всех швов в нижнем положении.
При проектировании приспособления специалисту необходимо учитывать
силу тяжести собираемого изделия и составных частей приспособления, а также
возникающие деформации деталей в процессе сварки.
Основным видом сварки является дуговая сварка, при помощи которой
создаются основные сварочные конструкции.
Актуальность темы письменной экзаменационной работы заключается в
том, что сварочные приспособления призваны: уменьшить трудоемкость работ,
повысить производительность труда, сократить длительность производственного
цикла, облегчить условие труда, повысить качество продукции, расширить
технологические возможности сварочного оборудования, способствовать
повышению комплексной механизации и автоматизации производства сварных
изделий.
Цель работы: описать технологию изготовления сборочносварочного
приспособления.
Для выполнения поставленной цели необходимо выполнить следующие
задачи:
изучить литературу, необходимую для выполнения данной работы;
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
Лист дать оценку современного состояния решаемой проблемы, основные и
исходные данные для разработки письменной экзаменационной работы;
представить анализ сварной конструкции, подлежащей к изготовлению;
разработать требования, предъявляемые к сварной конструкции:
материал, его обработка, виды сварочных материалов, способы контроля
изделия, его сварных швов и испытание конструкции;
произвести расчеты режимов ручной дуговой сварки плавящимся
электродом;
представить расчет расхода материалов и расчета норм времени на
сварочные работы;
разработать мероприятия по соблюдению правил техники безопасности
и требований электробезопасности и пожарной безопасности.
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
Лист1 Основная часть
1.1Назначение и конструктивные особенности изделия
Магнитные угольники – полезный инструмент в арсенале сварщика.
Они позволяют ускорить процесс соединения деталей и добиться высокого
качества шва. Магнитные угольники для сварки бывают двух типов:
отключаемые и не отключаемые. Отключаемые магнитные угольники
облегчают точную установку, снятие и быстрое очищение от стружки.
Неотключаемые магнитные угольники обычно стоят дешевле и имеют более
мощный постоянный магнит.
Магнитные угольники для сварки предназначены для работы с прямоугольной
и круглой трубой, уголком, полосой, профилями; листовым, сплошным и
другими видами металла. Угольники магнитные многопозиционные позволяют
соединять детали под разными углами, тем самым дают возможность варить
конструкции разного уровня сложности.
Магнитные приспособления для сварки помогают выполнить сборку и
фиксацию деталей в нужном положении и под нужным углом, и с
необходимым сварочным зазором. Основным отличием магнитных угольников
для сварки от резьбовых приспособлений является отсутствие резьбовых
Плюсы использования магнитных приспособлений для сварки
зажимов.
очевидны, не нужно тратить время на вращение резьбовых винтов для зажима
деталей.
При работе с магнитными приспособлениями для сварки нужно учитывать,
что сила деформации металла при нагреве от сварки может превысить силу
удержания магнитов Приложение 1.
Очень удобными сборочносварочными устройствами являются
магнитные приспособления для сварки, соединяющие и удерживающие детали
в определенном положении силой притяжения встроенных в них
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
Листмагнитов.
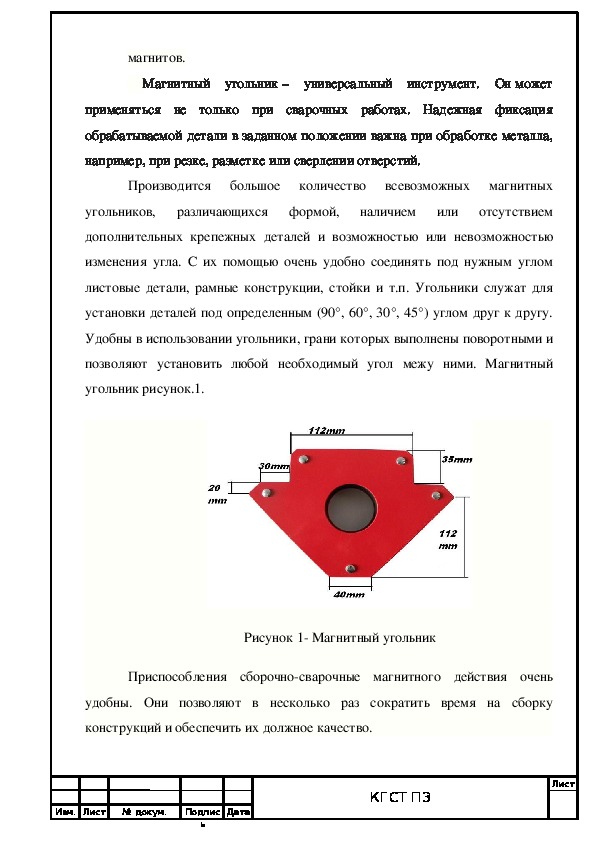
Магнитный угольник – универсальный инструмент. Он может
применяться не только при сварочных работах. Надежная фиксация
обрабатываемой детали в заданном положении важна при обработке металла,
например, при резке, разметке или сверлении отверстий.
Производится большое количество всевозможных магнитных
наличием или отсутствием
различающихся формой,
угольников,
дополнительных крепежных деталей и возможностью или невозможностью
изменения угла. С их помощью очень удобно соединять под нужным углом
листовые детали, рамные конструкции, стойки и т.п. Угольники служат для
установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу.
Удобны в использовании угольники, грани которых выполнены поворотными и
позволяют установить любой необходимый угол межу ними. Магнитный
угольник рисунок.1.
Рисунок 1 Магнитный угольник
Приспособления сборочносварочные магнитного действия очень
удобны. Они позволяют в несколько раз сократить время на сборку
конструкций и обеспечить их должное качество.
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
ЛистУпрощение процесса сваривания, происходит за счет отсутствия
необходимости использовать помощника для сварщика, плюс возможность
регулировать расположение свариваемых частей после их закрепления;
Приспособление может работать в любых плоскостях, под любым углом и на
любых поверхностях.
Таблица 1Технические характеристики магнитного угольника
рабочая магнитная поверхность
3 основания по 80 х50 мм
"подошва"
Вес
Габаритные размеры
Усилие на отрыв
200 х 112 мм;
25 кг
425 х 112 х 40 мм
1200 кг
1.2 Выбор материала и сортамента сталей элементов сварной
конструкции
Для выбора материала сварной конструкции в первую очередь
руководствуются такой характеристикой металла, как свариваемость. Под
свариваемостью материалов понимается комплексная технологическая
характеристика металла или сплава, которая отражает их реакцию на процесс
сварки и показывает пригодность данного материала для получения
надежного сварного соединения. Свариваемость определяется в первую
очередь механическими испытаниями сварных швов на разрыв, изгиб, ударную
вязкость и, кроме того, способностью материалов без образования трещин и
значительного изменения свойств выдерживать быстрый нагрев до
температуры плавления, значительное тепловое расширение, быстрое
охлаждение и усадку при этом. Например, сталь должна обладать запасом
вязкости при местных нагревах и высоких напряжениях и не быть склонной к
хрупкому разрушению без проведения термической обработки.
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
ЛистВ некоторых случаях для определения свариваемости проводят
специальные испытания сварных соединений в условиях, соответствующих
реальным условиям их эксплуатации.
Свариваемость стали может быть определена также по содержанию
химических элементов (С, Mo, V, Ni, Cr, Mn), влияющих на ее механические
свойства.
В этом случае пользуются эмпирической формулой, определяющей
эквивалент углерода Сэкв:
Сэкв = C + Mn/20 + Ni/15 + (Cr + Mo + V)/10 (1)
где Mn, Ni, Cr, Mo, V, С — содержание элементов в стали в весовых
процентах по данным химического анализа.
Для ручной дуговой, автоматической и полуавтоматической сварки
эквивалент углерода не должен превышать 0,45%. При этом соотношении не
обнаружено склонности стали к образованию горячих трещин.
Если С экв более 0,45%, то для предотвращения образования трещин и
закалочных структур применяют предварительный и сопутствующий подогрев
и последующую термическую обработку. При сварке металлов малых толщин
допускается предельное содержание Сэкв 0,55% без применения термической
обработки.
Свариваемость стали ухудшают примеси серы и фосфора, содержание
которых свыше 0,035 и 0,04% соответственно повышает склонность к
образованию трещин.
По свариваемости стали подразделяют на: хорошо, удовлетворительно,
ограниченно и плохо свариваемые.
Сплав Ст3 содержит: углерода 0,140,22%, кремния 0,050,17%,
марганца 0,40,65%, никеля, меди, хрома до 0,3% , мышьяка до 0,08%, серы
и фосфора до 0,05 и 0,04% соответственно.
Лист
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗСэкв = 0,15 + 0,5/20 + 0,3/15 + (0,3 + 0,05)/10 =0,23
Из уравнения видно, что сталь Ст3 хорошо сваривается и не дает
трещин, не требует предварительного нагрева.
1.3 Выбор и обоснование подготовительных операций
Технологический процесс заготовки деталей изделий из проката
начинается с подбора металла по размерам и маркам стали включает следующие
операции: правку металла, разметку, резку, разделку кромок, очистку.
Правка металла. Металл, поступающий с металлургических заводов,
заготовки после резки и других заготовительных операций, требует правки.
Существуют следующие способы правки:
Ручной способ (на стальной или чугунной плите, либо
наковальне).
Машинный способ (на правильных вальцах, прессах).
Профильный металл (тавры, двутавры, швеллеры, уголки), пустотелые
валы, толстую листовую сталь, правят с нагревом изогнутого места
(выпуклости) паяльной лампой или сварочной горелкой до вишневокрасного
цвета;
Поскольку нагретый металл более пластичный, то при охлаждении
струей сжатого воздуха нагретое место сжимается и металл выпрямляется.
Холодную правку (рихтовку) сварных соединений с небольшими
короблениями выполняют вручную с помощью деревянных и стальных
молотков на плитах, наковальнях или оправках. Сварные соединения со
значительными короблениями правят на ручных прессах, используя различные
оправки, колодки, или на специальных приспособлениях.
Правила нанесения ударов молотком при холодной правке сварных
изделий те же, что и при правке полосового материала.
Разметка – это процесс нанесения на металл в натуральную величину
контура детали. В процессе разметки необходимые указания по обработке
Лист
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗнаносят на металл с использованием мерительного и специального инструмента:
металлических рулеток, линеек, чертилок, угольников, молотков и др. Качество
разметки во многом зависит от точности мерительного
инструмента. Различают плоскостную и пространственную разметку.
Приспособления для разметки:
Разметочная плита необходима для установки детали, подлежащей
разметке и размещения всех приспособлений и инструментов.
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую
поверхность при помощи линейки, угольника или шаблона. Виды чертилок:
круглая, с отогнутым концом, со вставной иглой.
Кернер применяется для нанесения углублений (кернов) на
предварительно размеченных линиях.
Циркули используют для разметки окружностей и дуг, для деления
отрезков, окружностей и для геометрических построений.
Разметочный штангенциркуль служит для точной разметки прямых
линий и центров для разметки окружности больших диаметров.
При выполнении разметки использовались следующий мерительный
инструмент: рулетка, металлическая линейка, штангенциркуль. В качестве
разметочного материала применялась чертилка.
Резка металла может быть заготовительная и как операция изготовления
деталей без последующей механической обработки. Она является наиболее
трудоемкой и сложной операцией. На вырезание деталей затрачивается 30…50%
времени необходимого для их полного изготовления. Вырезание деталей или
заготовок в зависимости от вида изделия, для которого вырезают деталь,
материала и размеров деталей производят различными способами:
механическим или термическим.
Механическая резка осуществляется ножницами, пилами, на прессах.
Листовой металл режут на пресс ножницах, гильотинных, дисковых и
виброножницах.
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
ЛистКислородная резка основана на сгорании металла в струе режущего
кислорода и удаление этой струей образующихся оксидов.
Процесс кислородной резки основан на сгорании нагретого до
температуры воспламенения металла в струе кислорода и удалении этой струей
образовавшихся в процессе окисления расплавленных оксидов железа.
Условия процесса кислородной резки:
Температура плавления металла должна быть выше температуры
плавленая в струе кислорода.
Шлак, образующийся при резке должен быть легкоплавким.
Теплопроводность металла должна быть небольшой.
Температура плавления металлов должна быть выше температуры
плавления его оксидов.
Очистка листовой стали, поверхностей цветных металлов, деталей от
загрязнений является трудоемкой операцией. Существуют следующие способы
очистки металла: ручным инструментом, механическими щетками, абразивными
кругами, пескоструйный способ, дробеметным и дробеструйным способом,
химический и другие.
Эти методы заготовки позволят получить детали требуемой
конфигурации и формы с конструктивными размерами требуемой точности.
Вышеприведенные методы заготовки позволят деталям выполнить свое
служебное назначение на определенный срок и даже более длительный срок,
если будут соблюдены все технические условия изготовления и своевременно
будет производиться ремонт в процессе эксплуатации.
Экономически выбирают ресурсосберегающее оборудование для
заготовительных операций, то есть то оборудование, которое позволитсвести к
минимуму отходы материала, требующегося на изготовление изделия.
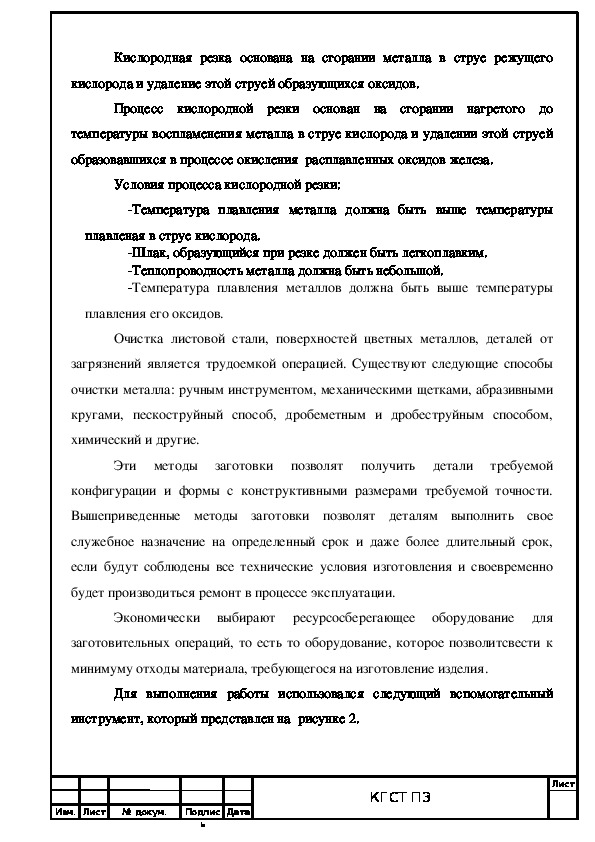
Для выполнения работы использовался следующий вспомогательный
инструмент, который представлен на рисунке 2.
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
ЛистРисунок 2 Вспомогательный инструмент
металлическая щетка (а), шлакоотделитель (б), зубило (в), молоток (г).
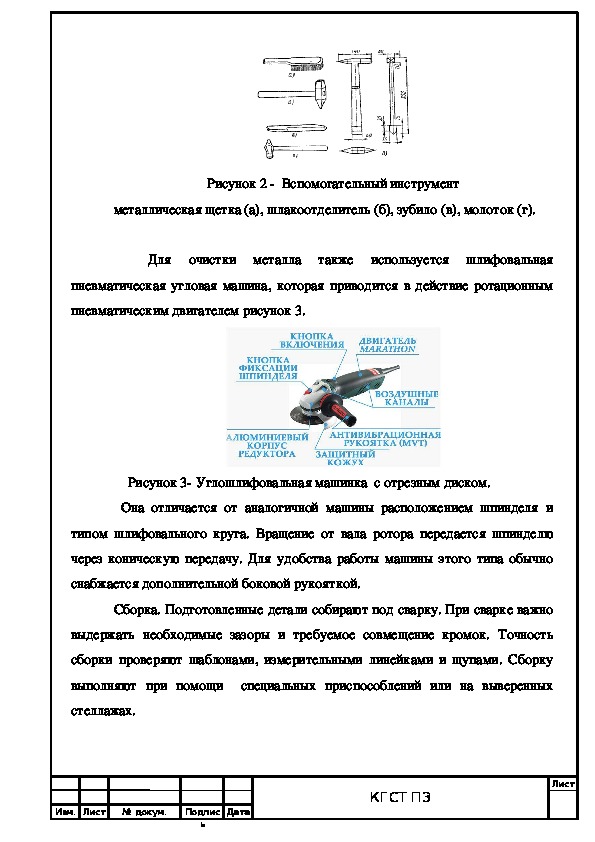
Для очистки металла также используется шлифовальная
пневматическая угловая машина, которая приводится в действие ротационным
пневматическим двигателем рисунок 3.
Рисунок 3 Углошлифовальная машинка с отрезным диском.
Она отличается от аналогичной машины расположением шпинделя и
типом шлифовального круга. Вращение от вала ротора передается шпинделю
через коническую передачу. Для удобства работы машины этого типа обычно
снабжается дополнительной боковой рукояткой.
Сборка. Подготовленные детали собирают под сварку. При сварке важно
выдержать необходимые зазоры и требуемое совмещение кромок. Точность
сборки проверяют шаблонами, измерительными линейками и щупами. Сборку
выполняют при помощи специальных приспособлений или на выверенных
стеллажах.
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
ЛистСпециальная часть
2.1 Выбор и обоснование способа сварки
Выбор того или иного способа сварки производится с учетом ряда
факторов, главными из которых являются:
свариваемость металла;
толщина свариваемого металла.
Свойства свариваемого материала в ряде случаев имеют
определенное значение в выборе способа сварки, иногда, существенно
ограничивают число возможных способов.
Существенную роль при выборе вида сварки играет толщина свариваемых
деталей. При сварке тонкостенных деталей, для обеспечения требуемой
величины проплавления и удовлетворительного формирования шва, нет
необходимости, стремится к применению мощного источника тепла. Сварные
соединения выполняются в последовательности, обеспечивающей минимальную
(допустимую) деформацию (коробление) конструкции и исключающей
появление трещин. Швы длиной 1м при ручной и механизированной сварке
выполняются обратноступенчатым способом. При толщине свариваемых
элементов 6…10 мм и более многослойным способом слоями высотой 4… 6 мм.
Параметры режимов сварки. Под режимом сварки понимают
совокупность контролируемых параметров, при которых обеспечивается
устойчивое горение дуги и получение швов заданных размеров и форм.
Диаметр электродов выбирают в зависимости от толщины металла,
катета шва и положения шва в пространстве. Примерное соотношение между
толщиной металла S и диаметром электрода d при сварки шва в нижнем
положении приведены в таблице 2
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
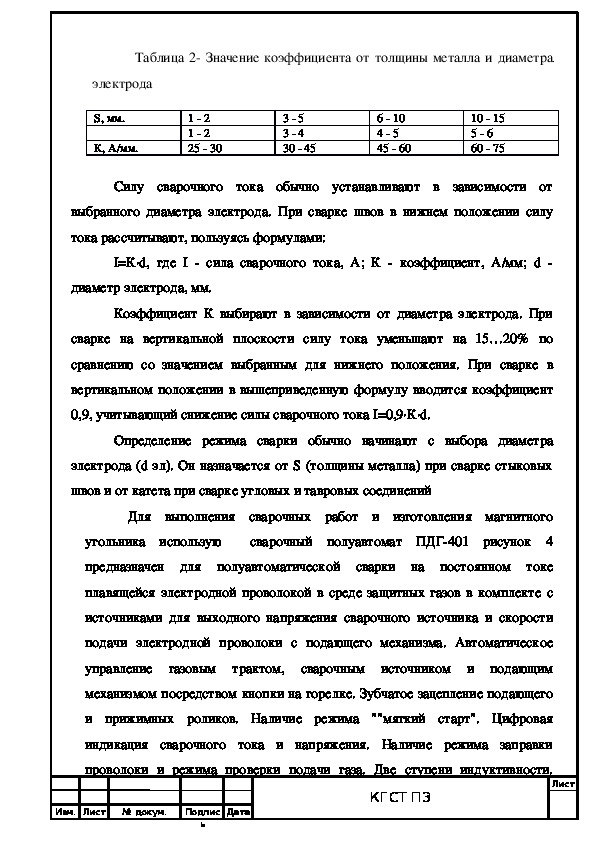
ЛистТаблица 2 Значение коэффициента от толщины металла и диаметра
электрода
S, мм.
К, А/мм.
1 2
1 2
25 30
3 5
3 4
30 45
6 10
4 5
45 60
10 15
5 6
60 75
Силу сварочного тока обычно устанавливают в зависимости от
выбранного диаметра электрода. При сварке швов в нижнем положении силу
тока рассчитывают, пользуясь формулами:
I=К∙d, где I сила сварочного тока, А; К коэффициент, А/мм; d
диаметр электрода, мм.
Коэффициент К выбирают в зависимости от диаметра электрода. При
сварке на вертикальной плоскости силу тока уменьшают на 15…20% по
сравнению со значением выбранным для нижнего положения. При сварке в
вертикальном положении в вышеприведенную формулу вводится коэффициент
0,9, учитывающий снижение силы сварочного тока I=0,9∙К∙d.
Определение режима сварки обычно начинают с выбора диаметра
электрода (d эл). Он назначается от S (толщины металла) при сварке стыковых
швов и от катета при сварке угловых и тавровых соединений
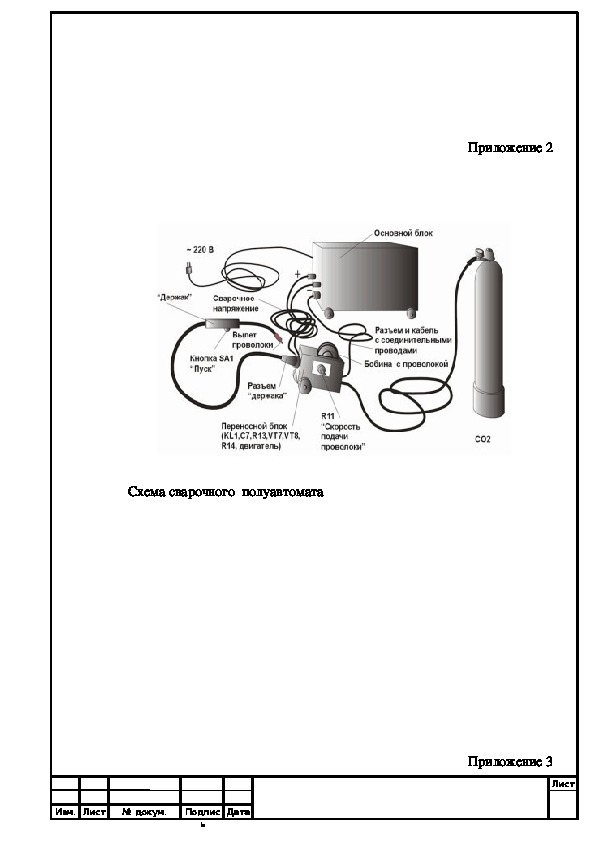
Для выполнения сварочных работ и изготовления магнитного
сварочный полуавтомат ПДГ401 рисунок 4
угольника использую
предназначен для полуавтоматической сварки на постоянном токе
плавящейся электродной проволокой в среде защитных газов в комплекте с
источниками для выходного напряжения сварочного источника и скорости
подачи электродной проволоки с подающего механизма. Автоматическое
управление газовым трактом, сварочным источником и подающим
механизмом посредством кнопки на горелке. Зубчатое зацепление подающего
и прижимных роликов. Наличие режима ""мягкий старт". Цифровая
индикация сварочного тока и напряжения. Наличие режима заправки
проволоки и режима проверки подачи газа. Две ступени индуктивности.
Лист
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗНаличие термозащиты от перегрузки. Класс изоляции Н. Удобство
перемещения в монтажных условиях (установлен на колеса, конструкция
тележки на поворотных колесах). Быстроразъемные, безопасные токовые
разъемы. Приложение 2 Схема сварочного полуавтомата.
Рисунок 4 Сварочный полуавтомат ПДГ401
Таблица 3 Технические характеристики ПДГ401:
Наименование параметра
Напряжение питающей сети, В
Номинальный сварочный ток, А
Количество роликов
Диаметр электродной проволоки, мм
Скорость подачи электродной проволоки, мч
Тип разъема сварочной горелки
Размер сварочной кассеты, мм
Вместимость сварочной кассеты, кг
Масса, кг
Габариты, мм, не более
Значение
27
400
2
0,81,6
45960
евро разъем
300
15
17
640х240х420
2.2 Выбор сварочного оборудования для изготовления
конструкции
выбирается
полуавтомат, который поставляется в комплекте с источником питания.
Для полуавтоматической сварки в СО2
Кроме силы сварочного тока полуавтомат должен обеспечивать сварку
проволокой выбранного диаметра, а также обеспечивать скорость подачи
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
Листпроволоки, полученную при расчете режима.
При автоматической сварке при выборе оборудования используются
те же критерии сила сварочного тока, диаметр проволоки, скорость
подачи сварочной проволоки. Так как сварка производится на постоянном
токе,
который комплектуется
должен быть выбран автомат,
выпрямителем. Для сварки магнитного угольника использую полуавтомат
ПДГ401. со встроенным подающим механизмом предназначен для
полуавтоматической сварки изделий на постоянном токе в среде
защитных газов. Управление полуавтоматом осуществляю с помощью
органов управления, расположенных на механизме подачи, и кнопки на
горелке. Полуавтомат имеет независимое, плавное регулирование
скорости подачи электродной проволоки, которое регулируется ручкой
потенциометра, расположенного на механизме подачи. Для каждого
способа сварки наиболее характерен свой участок характеристики дуги
Приложение 3
В режиме работы "Сварка" полуавтомат обеспечивает:
возможность работы в режимах "Длинные/короткие швы";
дистанционную регулировку выходного напряжения выпрямителя;
дистанционное включение/выключение выходного выпрямителя;
регулировку времени задержки отключения сварочного выпрямителя по
окончанию сварки ("Вылет проволоки");
регулировку времени изменения скорости подачи сварочной проволоки от
минимального до установленного значения ("Мягкий старт");
продувку газа до и после сварки в режиме “Длинные швы”
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
ЛистСварка в углекислом газе характеризуется применением проволок
малого диаметра, что пропорционально квадрату диаметра увеличивает
плотность тока. Характеристика дуги становится возрастающей.
Важными параметрами процесса сварки являются вольтамперная
характеристика сварочной дуги и внешняя характеристика источника
питания. От их согласования во многом зависят устойчивость горения дуги и
стабильность протекания процесса сварки.
Вольтамперная характеристика дуги нелинейная, поскольку в общем
случае электрический ток в газах не подчиняется закону Ома (дуга является
электрическим разрядом в газе, и ее сопротивление не равняется постоянной
величине).
При малых токах (примерно до 100А) с его увеличением интенсивно
возрастают степень ионизации и число заряженных частиц. Сопротивление
столба дуги уменьшается, и для поддержания тока необходимо меньшее
напряжение.
Для каждого способа сварки наиболее характерен свой участок
характеристики дуги.
Сварка в углекислом газе характеризуется применением проволок
малого диаметра, что пропорционально квадрату диаметра увеличивает
плотность тока. Характеристика дуги становится возрастающей.
Особенно частые колебания длины дуги возникают при недостаточной
квалификации сварщика. Для обеспечения стабильности процесса сварки,
требуемой глубины проплавления и хорошего качества шва необходимо,
чтобы сила тока при колебаниях длины дуги изменялась минимально.
2.3 Выбор сварочных материалов.
Для полуавтоматической сварки
магнитного угольника
использовалась электродная проволока СВ 08А (диаметром 0,8 мм).
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
ЛистПроволока Св08А
индекс Св означает, что она сварочная;
цифры 08 указывают на содержание в проволоке углерода в
процентах;
буква А указывает на содержание в проволоке главных
элементов. В высоколегированных проволоках буквой А обозначают азот, в
низкоуглеродистых и легированных буква А указывает на повышенную
чистоту металла по содержанию серы и фосфора.
Плюсами сварки с помощью проволока СВ 08А считаются:
увеличение устойчивости горения дуги, что значительно улучшает
шов и его качество формирования;
этот вид может подвергаться многократным перегибам, не
сплющиваясь и не сминаясь при этом в подающем ролике;
благодаря низкой теплопроводности щелочного металла, который
входит в состав, происходит защита от потери тепла сварочной зоны.
Сварочная проволока СВ08А предназначена для сварки (наплавки)
изделий из углеродистых конструкционных сталей типа Ст3пс, в защитных
газах, смесях под флюсом. Сварка ацетиленокислородным пламенем. ГОСТ
224670.Проволока изготавливается с неомедненной поверхностью.
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
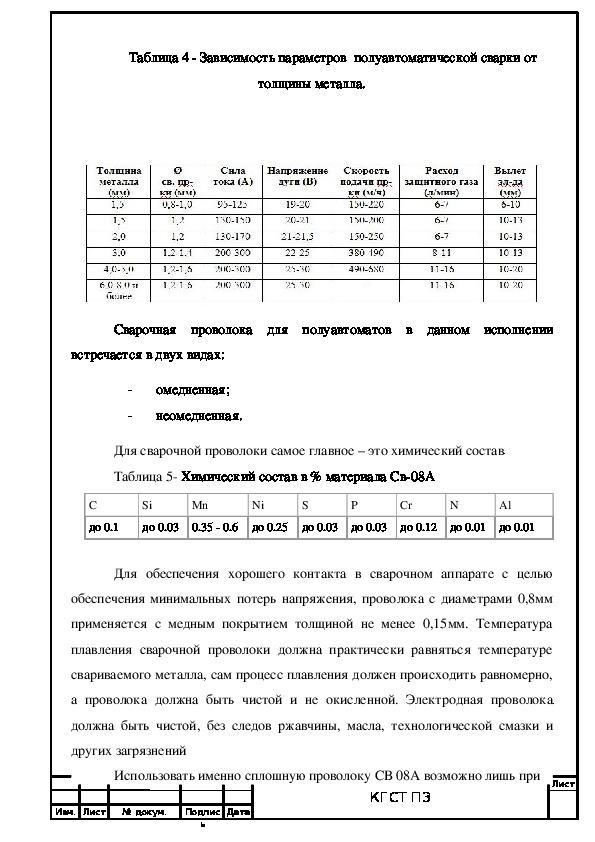
ЛистТаблица 4 Зависимость параметров полуавтоматической сварки от
толщины металла.
Сварочная проволока для полуавтоматов в данном исполнении
встречается в двух видах:
омедненная;
неомедненная.
Для сварочной проволоки самое главное – это химический состав
Таблица 5 Химический состав в % материала Св08А
C
Si
Mn
Ni
S
P
Cr
N
Al
до 0.1
до 0.03
0.35 0.6
до 0.25
до 0.03
до 0.03
до 0.12
до 0.01
до 0.01
Для обеспечения хорошего контакта в сварочном аппарате с целью
обеспечения минимальных потерь напряжения, проволока с диаметрами 0,8мм
применяется с медным покрытием толщиной не менее 0,15мм. Температура
плавления сварочной проволоки должна практически равняться температуре
свариваемого металла, сам процесс плавления должен происходить равномерно,
а проволока должна быть чистой и не окисленной. Электродная проволока
должна быть чистой, без следов ржавчины, масла, технологической смазки и
других загрязнений
Использовать именно сплошную проволоку СВ 08А возможно лишь при
Лист
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗработе со современным аппаратом полуавтоматической конструкции,
который отлично приспособлен для работ с защитными газами. Именно
проволока СВ 08а считается одной из лучших наплавочных материалов, которые
справляются со сложными задачами сварки непростой конструкционной стали
(используется для наплавки изделий). Кроме вышеперечисленных свойств,
проволока св 08а также используется для высокотехнологичных наплавочных
операций, которые непосильны другим форматам материалов (даже из этой же
так называемой «подгруппы»). Проволока СВ 08А успешно работает под
флюсом, что автоматически повышает её в рейтинге самых популярных среди
квалифицированных
сварщиков марок.
Основное требование к сварочной проволоке:
химический состав проволоки для сварки должен соответствовать составу
металла, из которого сделаны свариваемые детали или элементы, сварочная
проволока должна плавиться при температуре, практически равной температуре
металла, плавление должно быть равномерным, а сама сварочная проволока не
должна быть грязной или окисленной. Проволока сварочная СВ08А
применяется для автоматической сварки углеродистых сталей под флюсом с
пределом текучести 235285Мпа и для производства электродов с повышенной
вязкостью и пластичностью шва,
низколегированной и низкоуглеродистой стали.
предназначенных для сваривания
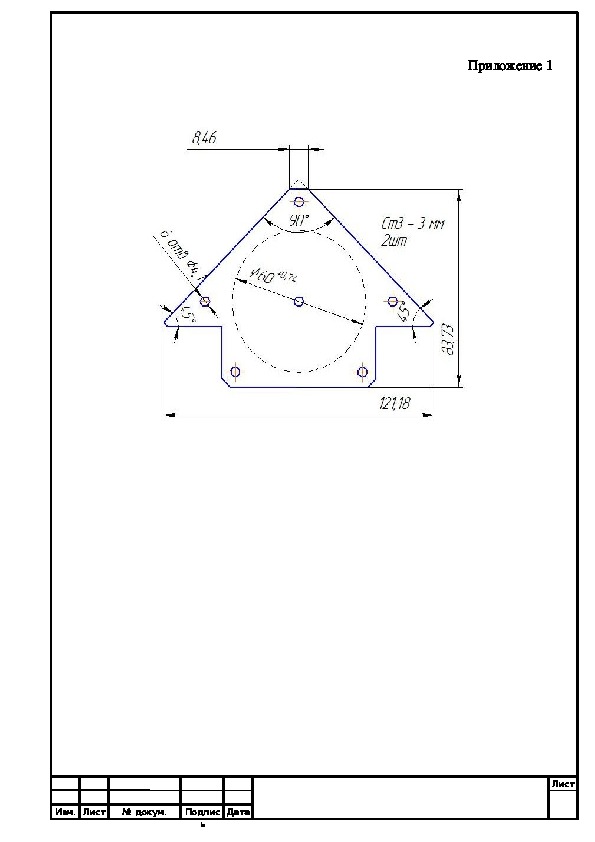
2.4 Порядок сварки изделия
Магнитные приспособления для сварки помогают выполнить сборку и
фиксацию деталей в нужном положении и под нужным углом, и с необходимым
сварочным зазором. Для изготовления магнитного угольника понадобиться
небольшой лист металла 3 мм, магнит , 4 болта, гайки к болтам, пластины
соединяем медными или алюминиевыми болтами, так не будет нарушаться
полярность и магнит не будет терять свою силу. В качестве металлической
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
Листосновы из подходящей марки стали вручную, болгаркой или с помощью
лазерной резки выпиливаются пластины с точными углами рабочих плоскостей.
При изготовлении магнитных уголков, следует помнить об тепловых режимах –
слишком высокая температура приводит к потере свойств магнита.
Обезопасить магнит от налипания металлических стружек, опилок и
прочего, а также для дополнительной жёсткости конструкции используется
проставка (например, из фанеры). Эта деталь по периметру будет чуть меньше
(на 34 мм) пластин из п. 1, под магнит выполняется сквозное отверстие.
Внутрь вкладывается магнит произвольной (чаще всего круглой) формы
– важно лишь, чтобы он не выступал за контуры внешних пластин и имел
центральное отверстие для возможности его жёсткой фиксации.
Процесс сборки заключается в строго параллельном складывании всех
деталей, для большей надёжности обработке их клеем и фиксации
алюминиевыми заклёпками.
Конструкция постоянных магнитных уголков проста. Это две пластины
из металла с расположенным между ними магнитом. Самая распространенная
форма в виде домика с двускатной крышей, срезанным коньком и круглое
отверстие посередине. Также есть и другие, для варки во всех трех координатах
пространства, или попроще – четырехгранные или многогранники, а также
цилиндры.
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
Лист3 Контроль сварных соединений
3.1 Виды возможных дефектов, допустимый уровень
дефектности.
Предварительная проверка металла с целью обнаружения дефектов
поверхности – необходимое и обязательная операция, благодаря которой можно
предупредить применение некачественного металла при сварке изделия.
Участки швов с обнаруженными дефектами всех видов должны быть
устранены и вновь заварены, после чего их повторно осматривают.
Сварные швы метало изоляции на внутренние дефекты контролируют
магнито гамма, рентгенографическим и ультразвуковыми методами.
Плотность швов метало изоляции проверяют после внешнего осмотра
вакуумным методом, а также при помощи керосина и аммиака. Проверке на
сплошность подлежат 100% сварных швов.
Дефекты в сварных соединениях могут быть вызваны плохим качеством
сварных материалов, неточной сборкой и подготовкой стыков под сварку,
нарушением технологии сварки, низкой квалификацией сварщика и другими
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
Листпричинами. Задача контроля качества соединений – выявление возможных
причин появления брака и его предупреждения.
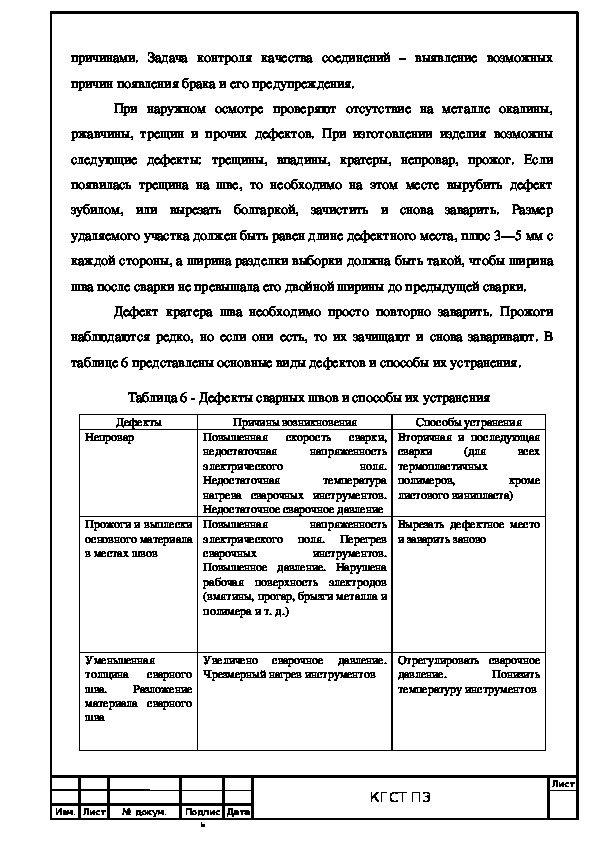
При наружном осмотре проверяют отсутствие на металле окалины,
ржавчины, трещин и прочих дефектов. При изготовлении изделия возможны
следующие дефекты: трещины, впадины, кратеры, непровар, прожог. Если
появилась трещина на шве, то необходимо на этом месте вырубить дефект
зубилом, или вырезать болгаркой, зачистить и снова заварить. Размер
удаляемого участка должен быть равен длине дефектного места, плюс 3—5 мм с
каждой стороны, а ширина разделки выборки должна быть такой, чтобы ширина
шва после сварки не превышала его двойной ширины до предыдущей сварки.
Дефект кратера шва необходимо просто повторно заварить. Прожоги
наблюдаются редко, но если они есть, то их зачищают и снова заваривают. В
таблице 6 представлены основные виды дефектов и способы их устранения.
Таблица 6 Дефекты сварных швов и способы их устранения
Дефекты
Непровар
Прожоги и выплески
основного материала
в местах швов
Уменьшенная
толщина сварного
шва.
Разложение
материала сварного
шва
Причины возникновения
Способы устранения
Вторичная и последующая
сварки
(для
всех
термопластичных
полимеров,
листового винипласта)
кроме
Вырезать дефектное место
и заварить заново
Повышенная скорость сварки,
напряженность
недостаточная
электрического
ноля.
Недостаточная
температура
нагрева сварочных инструментов.
Недостаточное сварочное давление
Повышенная
напряженность
электрического поля. Перегрев
сварочных
инструментов.
Повышенное давление. Нарушена
рабочая поверхность электродов
(вмятины, прогар, брызги металла и
полимера и т. д.)
Увеличено сварочное давление.
Чрезмерный нагрев инструментов
Отрегулировать сварочное
давление.
Понизить
температуру инструментов
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
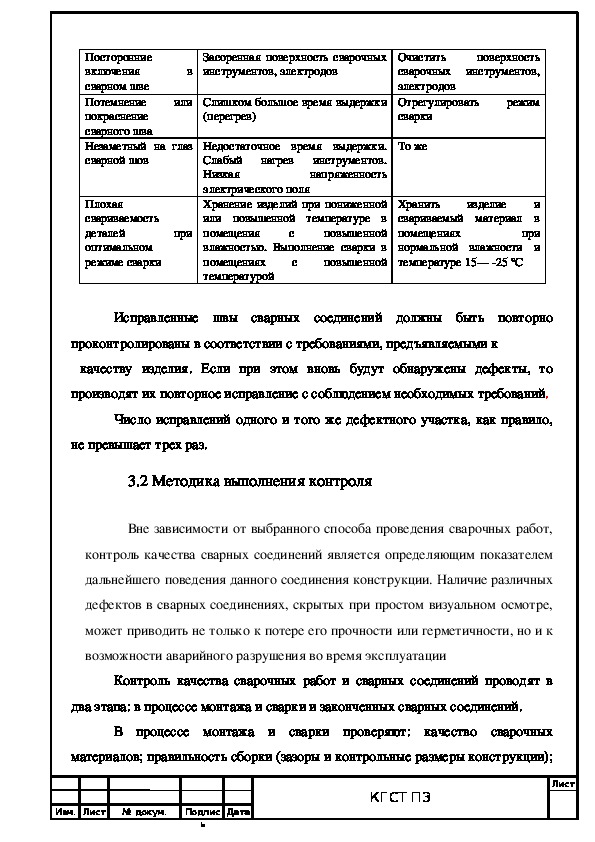
Листв
Посторонние
включения
сварном шве
Потемнение
покраснение
сварного шва
Незаметный на глаз
сварной шов
или
Плохая
свариваемость
деталей
оптимальном
режиме сварки
при
Засоренная поверхность сварочных
инструментов, электродов
Слишком большое время выдержки
(перегрев)
Очистить
поверхность
сварочных инструментов,
электродов
Отрегулировать
сварки
режим
Недостаточное время выдержки.
Слабый нагрев инструментов.
Низкая
напряженность
электрического поля
Хранение изделий при пониженной
или повышенной температуре в
помещения
повышенной
влажностью. Выполнение сварки в
помещениях
повышенной
температурой
с
с
То же
изделие
Хранить
и
свариваемый материал в
помещениях
при
нормальной влажности и
температуре 15— 25 °С
Исправленные швы сварных соединений должны быть повторно
проконтролированы в соответствии с требованиями, предъявляемыми к
качеству изделия. Если при этом вновь будут обнаружены дефекты, то
производят их повторное исправление с соблюдением необходимых требований.
Число исправлений одного и того же дефектного участка, как правило,
не превышает трех раз.
3.2 Методика выполнения контроля
Вне зависимости от выбранного способа проведения сварочных работ,
контроль качества сварных соединений является определяющим показателем
дальнейшего поведения данного соединения конструкции. Наличие различных
дефектов в сварных соединениях, скрытых при простом визуальном осмотре,
может приводить не только к потере его прочности или герметичности, но и к
возможности аварийного разрушения во время эксплуатации
Контроль качества сварочных работ и сварных соединений проводят в
два этапа: в процессе монтажа и сварки и законченных сварных соединений.
В процессе монтажа и сварки проверяют: качество сварочных
материалов; правильность сборки (зазоры и контрольные размеры конструкции);
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
Листчистоту свариваемых кромок; соблюдение очередности наложения швов,
предусмотренной технологической картой; качество шва в процессе его
наложения.
Работы по контролю качества сварочных работ проводят в три этапа:
Предварительный контроль, проводимый до начала работ;
Контроль в процессе сборки и сварки (пооперационный);
Контроль качества готовых сварных соединений.
Контроль наружных дефектов в сварных швах и околошовной зоны
осуществляют путем внешнего осмотра (визуального или с применением лупы) и
измерения их геометрических размеров. Визуальному осмотру с проведением
необходимых измерений подлежат 100% сварных швов.
Классификация методов контроля (ГОСТ 324279). Методы контроля
сварных соединений разделяют на две основные группы: неразрушающий
контроль (НК) и разрушающий контроль (РК).
Неразрушающий контроль (НК) (ГОСТ 1835379):
1. Визуальнооптический метод (ГОСТ 2347979, ДСТУ ISO 17637).
2. Дефектоскопия течеисканием (ГОСТ 328577).
Разрушающий контроль (РК) (ГОСТ 699666):
1. Механические испытания.
2. Коррозионные испытания.
Визуальнооптический метод контроля. Визуальный метод контроля
является старейшим и продолжает играть важнейшую роль. Визуальный
контроль предельно прост и доступен; позволяет получить до 50% информации
о качестве соединения и о ходе технологического процесса, но зависит от
квалификации и ответственности проверяющего.
Внешний осмотр производился невооруженным глазом, и при помощи
технического приспособления (обзорная лупа).
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
ЛистВнешнему осмотру подлежит все изделие и его сварные соединения для
выявления в них всевозможных дефектов. При формировании швов на
поверхности могут выявляться неравномерности высоты и ширины швов,
чрезмерная чешуйчатость, наплывы, подрезы, чрезмерное усиление или
ослабление швов, незаваренные кратеры, прожоги, шлаковые включения, осевые
смещения.
Испытание керосином применяют в тех случаях, когда имеется доступ к
конструкции и изоляции с обеих сторон. Для испытания швы с одной стороны
окрашивают меловым раствором, а с другой опрыскивают керосином из
керосинореза под давлением 0,1—0,2 МПа. Испытания проводят дважды с
перерывом в 12 ч.
Прочность сварных швов определяют механическими испытаниями на
растяжение и изгиб (ГОСТ 6996—66) .
Для выполнения контроля качества сварной конструкции необходимо:
Проверить качество сварки внешним осмотром;
Проверить размеры измерительной линейкой;
Замерить катеты швов штангенциркулем.
Еще что проверяем?? Добавить
Проверить радиационную дефектоскопия;
Проверить магнитный контроль;
Проверить ультразвуковую дефектоскопия;
Проверить капиллярную дефектоскопия;
Проверить контроль сварных швов на проницаемость;
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
Лист4. Экономическая часть
4.1 Расчет нормы времени на сварку изделия
Порядок установления нормы времени при сварке сводится к
следующему:
1. Определение способа нормирования.
2. Установление рационального режима сварки (соблюдение
требований НРТ и техники безопасности).
3. Осуществление расчета нормы времени на сварочную операцию.
Силу сварочного тока I св , А, вычисляю по формуле
I св = г *Fэ
Где г плотность тока, 150А/мм2
Fэ площадь поперечного сечения
проволоки, мм2
Определяю площадь поперечного сечения проволоки Fэ,мм2, по
формуле
F э = рЧdэ/4
Где р3.14; dэ диаметр сварочной проволоки
Fэ =3.14Ч1.4Імм/4=1.54Імм
Iсв=150А/мм2Ч1.54мм2=231А
Определяю скорость сварки Vсв,м/ч, по формуле
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
ЛистVсв = б n Ч Icв/ FнмЧ г
Где бнкоэффициент наплавки, 15А/ч
Iсв формула 1
Fнм площадь поперечного сечения наплавленного металла,мм2
г плотность наплавленного металла,7,85г/см3
Fнм = SІ/ tg60
Где S толщина металла ,мм
tg60=1,76
Fнм =7.4Імм/1.76=54.76ммІ/1,76=31,1ммІ=0,37смІ
Vсв=15гA/чЧ231А/0,31смІЧ7,85г/смІ=1443,8см/ч=15м/ч
Норма штучного времени определяется по формуле
Т шт =[(Т о +tвш)Чl+ tвиз]Ч 1,12,
Где:
То основное время сварки одного погонного метра шва (мин.).
Тв из вспомогательное время связанное с каждым швом(мин.).
1 длина свариваемого шва (м).
К коэффициент учитывающий время на обслуживание рабочего места
(%).
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
ЛистВспомогательное время связано с каждым швом и разделяется на две
группы:
1. t вш затраты, связанные с выполнением шва
2. tв из затраты, связанные со свариваемым изделием и работой
оборудования
Т вш= t вш +tв из
t вш = 0,5+0,4+0,15=1,05мин~1мин
t в.из=0,8+0,1+5+0,5=6,4мин~7мин
Tшт =[(4,3мин/п.м.+1)Ч1м+7мин)]Ч1,12=13,7мин
Определение расхода электродной проволоки. Потребность
сварочной проволоки определяется из длины швов и удельной нормы
расходов проволоки на один метр шва типового размера и определяется
по формуле, кг
где Mпр – расход сварочной проволоки, кг;
mпр – удельный расход электродной проволоки на 1 погонный
метр шва, кг/м.
=8983,5.
Удельная норма расхода электродной проволоки по формуле,
кг/м,
где Fн площадь поперечного сечения шва, мм2
γ
плотность расплавленного металла, г/см
3
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
ЛистРасход сварочного флюса на изделие определяется по расходу
сварочной проволоки на изделие, кг,
где коэффициент расхода флюса, зависящий от типа сварочного
соединения и способа сварки.
4.2 Расчет расхода сварочных материалов и металла
Для того, чтобы рассчитать количество сварочной проволоки, которое
требуется для изготовления сварной конструкций, необходимо учесть
следующие параметры:
Если применение полуавтоматический метод сварки, то
количество сварочной проволоки зависит от следующих факторов:
характеристики подвергаемого сварке металла
диаметра сварочной проволоки
особенности и технические характеристики самого сварочного
оборудования
присутствия или отсутствия защитного газа.
Расчет расхода сварочной проволоки можно произвести, исходя из
массы всей сварной конструкции как правило, максимальное количество
проволоки равняется 1,5% массы сварной конструкции.
Также массу проволоки можно определить, исходя из массы
наплавляемого металла. При этом методе расчета учитывается, что требуемая
масса проволоки превышает вес наплавляемого металла на 26%.
Правильный расчет расхода материалов для сварочных работ дает
возможность не только обеспечить сварщика вовремя всем необходимым, но и
сэкономить затраты на производство сварных конструкций, а значит, снизить
себестоимость продукции и повысить конкурентоспособность ее на рынке.
Изм. Лист № докум.
Подпис
ь
Дата
КГСТ ПЗ
Лист5 Охрана труда
5.1 Электробезопасность и пожарная безопасность
Электробезопасность. Поражение электрическим током происходит при
соприкосновении человека с токоведущими частями оборудования.
Сопротивление человеческого организма в зависимости от его состояния
(утомляемость, влажность кожи, состояния здоровья) меняется в широких
приделах от 1000 до 20000 Ом. Напряжение холостого хода источников питания
дуги достигает 90В, а сжатой дуги – 200В в соответствии с законом Ома при
неблагоприятном состоянии сварщика через него может пройти ток, близкий к
предельному: I = R.
Для предупреждения возможного поражения электрическим током при
выполнении электросварочных работ необходимо соблюдать основные правила:
Корпуса оборудования и аппаратуры, к которым подведен электрический
ток, должны быть заземлены;
Все электрические провода, идущие от распределительных щитков и на
рабочие места, должны быть надежно изолированы и защищены от механических
повреждений;
Запрещается использовать контур заземления, металлоконструкции
зданий, а также трубы водяной и отопительной систем в качестве обратного
провода сварочной цепи;
При выполнении сварочных работ внутри замкнутых сосудов (котлов,
емкостей, резервуаров) следует применять деревянные щиты, резиновые
коврики, перчатки, галоши, сварку необходимо проводить с подручным,
находящимся вне сосуда. Следует помнить, что для осветительных целей внутри
сосудов, а также в сырых помещениях применяют электрический ток
напряжением не выше 12В, а в сухих помещениях – не выше 36В, в сосудах без
вентиляции сварщик должен работать не более 30 минут с перерывами для
отдыха на свежем воздухе.
Изм. Лист № докум.
Подпис
ь
Дата
ЛистЗапрещается установка сварочных трансформаторов над регулятором
тока. Многопостовые сварочные агрегаты кроме защиты со стороны питающей
сети должны иметь автоматические выключатели, в общем, проводе сварочной
цепи и предохранители на каждом проводе к сварочному посту. Монтаж, ремонт
электрооборудования и наблюдение за ним должны выполнять электромонтеры.
Сварщикам категорически запрещается исправлять силовые электрические цепи.
При поражении электрическим током необходимо выключить ток первичной
цепи освободить от его воздействия пострадавшего, обеспечить к нему доступ
свежего воздуха, вызвать врача, а при необходимости до прихода врача сделать
искусственное дыхание.
При касании телом незащищенных токоведущих частей сварочных
выпрямителей (трансформаторов, преобразователей), электропроводов и
другого оборудования под напряжением, возможно поражение электрическим
током.
Безопасным для человека является ток менее 1мА, с возрастанием силы
тока, опасность поражения увеличивается, Смертельным для человека является
ток 0,1 А.
Для защиты сварщика от поражения электрического тока следует
соблюдать следующие требования:
Надежно заземлять корпус источника питания дуги и свариваемого
изделия;
Не использовать контур заземления для обратного провода;
Надежно изолировать рукоятку электрододержателя;
Работать в сухой и прочной спецодежде и рукавицах (ботинки не
должны иметь в подошве металлических шипов);
В случае отсутствия навесов прекращать работу во время дождя,
снегопада;
Не производить самому ремонт оборудования.
Изм. Лист № докум.
Подпис
ь
Дата
ЛистПожарная безопасность. Причинами пожара при сварочных работах
могут быть искры или капли расплавленного металла и шлака,
неосторожное обращение с пламенем горелки при наличии горючих материалов
вблизи рабочего места сварщика. Опасность пожара особенно следует учитывать
на строительномонтажных площадках и при ремонтных работах в не
приспособленных для сварки помещениях.
Для предупреждения пожаров необходимо соблюдать следующие
противопожарные меры:
нельзя хранить вблизи от места сварки огнеопасные или
легковоспламеняющиеся материалы, а также производить сварочные работы в
помещениях, загрязненных ветошью, бумагой, отходами дерева и т.п.;
запрещается пользоваться одеждой и рукавицами со следами масел,
жиров, бензина, керосина и других горючих жидкостей;
выполнять сварку и резку свежевыкрашенными маслеными красками
конструкций до полного их высыхания;
запрещается выполнять сварку аппаратов, находящихся под
электрическим напряжением, и сосудов находящихся под давлением;
нельзя проводить без специальной подготовки сварку и резку емкостей
изпод жидкого топлива.
При выполнении в помещениях временных сварочных работ деревянные
полы, настилы и помосты должны быть защищены от воспламенения листами
асбеста или железа;
Нужно постоянно иметь и следить за исправным состоянием
противопожарных средств огнетушителей, ящиков с песком, лопат, ведер,
пожарных рукавов, а также содержать в исправности пожарную сигнализацию.
После окончания сварочных работ необходимо выключить сварочный
аппарат, а также убедиться в отсутствии горящих предметов. Средствами
пожаротушениями являются вода, пена, газы, пар, порошковые составы.
Для подачи воды в установки пожаротушения используют специальные
водопроводы. Пена представляет собой концентрированную эмульсию диоксида
углерода в водном растворе минеральных солей, содержащих пенообразующие
Изм. Лист № докум.
Подпис
ь
Дата
Листвещества. При тушении пожара газами и паром используют диоксид углерода,
азот, дымовые газы.
При тушении керосина, бензина, нефти, горящих электрических
проводов запрещается применять воду и пенные огнетушители. В этих случаях
следует пользоваться, углекислотными или сухим огнетушителями.
5.2 Техника безопасности при выполнении работ
Требования безопасности перед началом работы.
1. Перед началом работы электросварщик обязан:
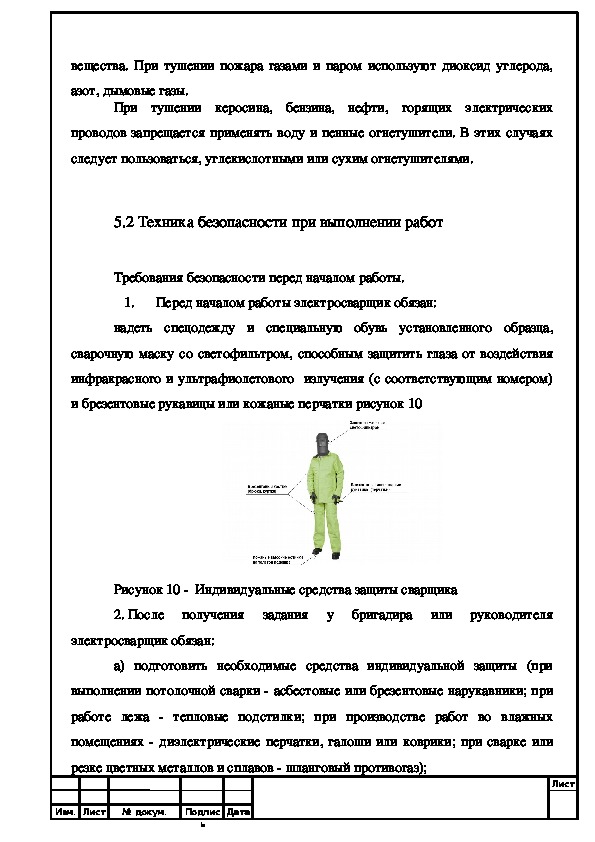
надеть спецодежду и специальную обувь установленного образца,
сварочную маску со светофильтром, способным защитить глаза от воздействия
инфракрасного и ультрафиолетового излучения (с соответствующим номером)
и брезентовые рукавицы или кожаные перчатки рисунок 10
Рисунок 10 Индивидуальные средства защиты сварщика
2. После получения задания у бригадира или руководителя
электросварщик обязан:
а) подготовить необходимые средства индивидуальной защиты (при
выполнении потолочной сварки асбестовые или брезентовые нарукавники; при
работе лежа тепловые подстилки; при производстве работ во влажных
помещениях диэлектрические перчатки, галоши или коврики; при сварке или
резке цветных металлов и сплавов шланговый противогаз);
Лист
Изм. Лист № докум.
Подпис
ь
Датаб) проверить рабочее место и подходы к нему на соответствие
требованиям безопасности;
в) подготовить инструмент, оборудование и технологическую оснастку,
необходимые при выполнении работ, проверить их исправность и соответствие
требованиям безопасности;
г) в случае производства сварочных работ в закрытых помещениях или на
территории действующего предприятия проверить выполнение требований
пожаровзрывобезопасности и вентиляции в зоне работы.
3. Электросварщик не должен приступать к работе при следующих
нарушениях требований безопасности:
а) отсутствии или неисправности защитного щитка, сварочных проводов,
электрододержателя, а также средств индивидуальной защиты;
б) отсутствии или неисправности заземления корпуса сварочного
трансформатора, вторичной обмотки, свариваемой детали и кожуха рубильника;
в) недостаточной освещенности, рабочих мест и подходов к ним;
г) отсутствии ограждений рабочих мест, расположенных на высоте 1,3м и
более, и оборудованных систем доступа к ним;
д) отсутствии вытяжной вентиляции в случае работы в закрытых
Обнаруженные неисправности и нарушения требований
помещениях.
безопасности должны быть устранены собственными силами до начала работ, а
при невозможности сделать это электросварщик обязан сообщить о них
бригадиру или руководителю.
Требования безопасности во время работы
4. Электросварщик обязан выполнять работы при соблюдении следующих
требований безопасности:
а) место производства работ, а также нижерасположенные места должны
быть освобождены от горючих материалов в радиусе не менее 5м, а от
взрывоопасных материалов и установок 10м;
Изм. Лист № докум.
Подпис
ь
Дата
Листб) при производстве электросварочных работ вне помещений (во время
дождя или снегопада) над рабочим местом сварщика и местом нахождения
сварочного аппарата должен быть установлен навес;
в) электросварочные работы на высоте должны выполняться с лесов и
подмостей с ограждениями. Запрещается производить работы с приставных
лестниц;
г) сварка должна осуществляться с применением двух проводов, один из
которых присоединяется к электрододержателю, а другой (обратный) к
свариваемой детали. Запрещается использовать в качестве обратного провода
сети заземления металлические конструкции зданий, технологическое
оборудование, трубы санитарнотехнических сетей (водопровод, газопровод);
д) сварочные провода должны соединяться способом горячей пайки,
сварки или при помощи соединительных муфт с изолирующей оболочкой. Места
соединений должны быть заизолированы; соединение сварочных проводов
методом скрутки не допускается;
е) сварочные провода должны прокладывать так, чтобы их не могли
повредить машины и механизмы. Запрещается прокладка проводов рядом с
газосварочными шлангами и трубопроводами, расстояние между сварочным
проводом и трубопроводом кислорода должно быть не менее 0,5м, а
трубопроводом ацетилена и других горючих газов 1м.
5.При очистке металла необходимо пользоваться защитными очками.
Свариваемые детали до начала сварки должны быть надежно закреплены. При
резке элементов конструкций электросварщик обязан применять меры против
случайного падения отрезаемых элементов.
6.Емкости, в которых находились горючие жидкости или кислоты, до
начала электросварочных работ должны быть очищены, промыты, просушены с
целью устранения опасной концентрации вредных веществ. Запрещается
производить сварку на сосудах, находящихся под давлением.
Изм. Лист № докум.
Подпис
ь
Дата
Лист7.При выполнении электросварочных работ в закрытых емкостях или
полостях конструкций электросварщик обязан соблюдать следующие
требования безопасности:
а) рабочее место должно быть обеспечено вытяжной вентиляцией, а в
особых случаях сварку следует производить в шланговом противогазе;
б) применять освещение напряжением не выше 12В, устанавливая
трансформатор вне емкости;
в) работы необходимо осуществлять с применением предохранительного
пояса с креплением его к веревке, другой конец которой должен держать
страхующий снаружи емкости;
г) электросварочный аппарат должен иметь электроблокировку,
обеспечивающую автоматическое отключение напряжения холостого хода или
ограничение его до напряжения 12В с выдержкой времени не более 0,5 с;
д.) сварщик при работе должен пользоваться диэлектрическими
перчатками, галошами, ковриком, а также изолирующим шлемом.
8. При работе в одном месте нескольких электросварщиков их рабочие
места необходимо ограждать светонепроницаемыми щитами из несгораемого
материала. Запрещается одновременная работа электросварщика и газосварщика
(газорезчика) внутри закрытой емкости или резервуара.
9.Во время перерывов в работе электросварщику запрещается оставлять
на рабочем месте электрододержатель, находящийся под напряжением,
сварочный аппарат необходимо отключать, а электрододержатель закреплять на
специальной подставке или подвеске. Подключение и отключение сварочных
аппаратов, а также их ремонт должны осуществляться специальным персоналом
через индивидуальный рубильник.
10. При выполнении работ на действующих объектах с установленным
режимом проведения огневых работ электросварщик обязан выполнять
дополнительные требования инструкций, утвержденных Госгортехнадзором
России.
Изм. Лист № докум.
Подпис
ь
Дата
ЛистТребования безопасности в аварийных ситуациях
11. При обнаружении в процессе работы загораний необходимо работу
приостановить и принять меры к их тушению. В случае невозможности
ликвидировать загорание собственными силами необходимо сообщить
бригадиру или руководителю работ.
12. В случае возникновения неисправности сварочного агрегата,
сварочных проводов, электрододержателей, защитного щитка или шлемамаски
необходимо прекратить работу и сообщить об этом бригадиру или
руководителю работ. Возобновить работу можно только после устранения всех
неисправностей соответствующим персоналом.
13. В случае возникновения загазованности помещений при отсутствии
вытяжной вентиляции работы необходимо приостановить и проветрить
помещение. Работы также должны быть прекращены при выполнении их вне
помещений (при возникновении дождя или снегопада). Работы могут быть
возобновлены только после прекращения дождя или снегопада или устройства
навеса над местом работы электросварщика.
Требования безопасности по окончании работы
14. По окончании работы электросварщик обязан:
а) отключить электросварочный аппарат;
б) привести в порядок рабочее место, собрать инструмент, смотать в
бухты сварочные провода и убрать в отведенные для их хранения места;
в) убедиться в отсутствии очагов загорания, при их наличии залить
водой;
г) обо всех нарушениях требований безопасности, имевших место в
процессе выполнения работы, сообщить бригадиру или руководителю работ.
Изм. Лист № докум.
Подпис
ь
Дата
ЛистЗаключение
Письменная экзаменационная работа выполнена в соответствии с
заданной темой:
приспособления».
«Технология
изготовления сборочносварочного
Поставленная цель достигнута, выполнено описание технологии
изготовления сборочносварочного приспособления для выполнения швов во
всех пространственных положениях.
Выполнены следующие задачи:
изучена литература, необходимая для выполнения данной работы;
дана оценка современного состояния решаемой проблемы, основные и
исходные данные для разработки письменной экзаменационной работы;
представлен анализ сварной конструкции, подлежащей к изготовлению;
разработаны требования, предъявляемые к сварной конструкции:
материал, его обработка, виды сварочных материалов, способы контроля
изделия, его сварных швов и испытание конструкции;
произведены расчеты режимов ручной дуговой сварки плавящимся
электродом;
представлен расчет расхода материалов и расчета норм времени на
сварочные работы;
разработаны мероприятия по техники безопасности при изготовлении
сварной конструкции. Электробезопасность и пожарная безопасность.
Изм. Лист № докум.
Подпис
ь
Дата
ЛистСписок используемых источников
1. Виноградов В. М., Черепахин А. А., Шпунькин Н. Ф Основы сварочного
производства. М.: Академия , 2014, переиздание 272c.
2. Маслов Б.Г.Производство сварных конструкций. М.: Академия, 2014.
256 с.
3. Чернышов Г. Г Сварочное дело: сварка и резка металлов. Учебник для
начального профессионального образования. М.: Академия, 2014.496 с.
4. Сквориков В.С. Сварка в защитных газах. М.: АйрисПресс, 2014.384 с.
5. Костенко Е. М. Сварочные работы. Практическое пособие для
электрогазосварщика. М.: НЦ ЭНАС, 2015, переиздание.144с.
6. В.А.Чебан. Сварочные работы: учебное пособие для начального
профессионального образования. М.: Феникс, 2015.412 с.
7. ГОСТ 40632010. Сварка и родственные процессы. Приложение 1. М.:
Издательство стандартов, 2015.
Информационные ресурсы:
1. http://www.mastercity.ru/showthread.php?t=68314
2. http://forum.ostmetal.info/showthread.php?t=219398
3. http://www.forumhouse.ru/threads/13760/4
Изм. Лист № докум.
Подпис
ь
Дата
ЛистПриложение 1
Изм. Лист № докум.
Подпис
ь
Дата
ЛистПриложение 2
Схема сварочного полуавтомата
Изм. Лист № докум.
Подпис
ь
Дата
Приложение 3
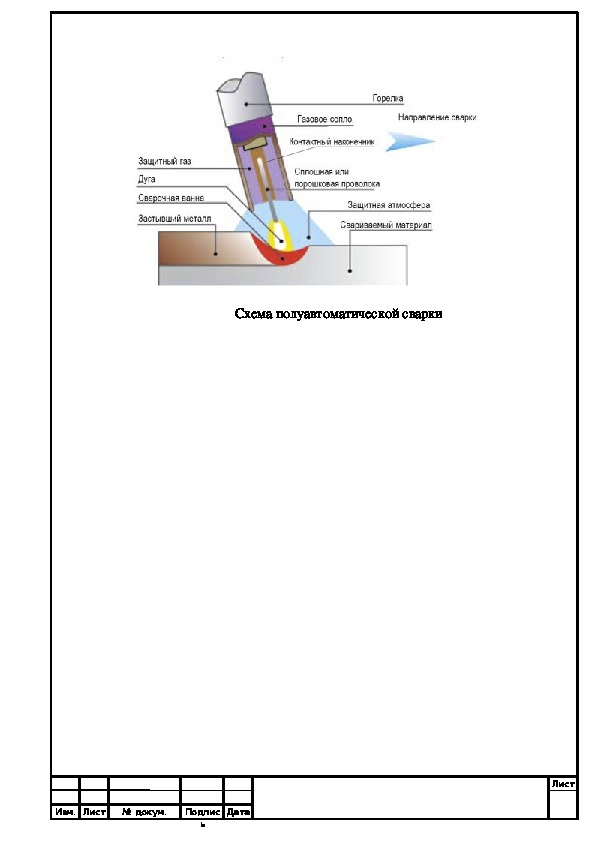
ЛистСхема полуавтоматической сварки
Изм. Лист № докум.
Подпис
ь
Дата
Лист