МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ на тему «Изготовление болта» для специальности "Токарное дело". Обозначены цели урока, методы обучения и материально-техническое и дидактическое оснащение. В разработке представлены все этапы урока производственного обучения: Организационный этап, вводный инструктаж, основной (текущий инструктаж), рефлексия (заключительный инструктаж). В работе представлен также оценочный лист и правила безопасности при ведении токарных работ.
ӨНДІРІСТІК ОҚЫТУ САБАҒЫНЫҢ
ӘДІСТЕМЕЛІК ӘЗІРЛЕМЕСІ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА
ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
Тема: «Изготовление болта»
Оқу курсы (жылы): үшінші
Курс (год) обучения: третий
Группа: Т-15
Өндірістік оқытудың шеберлери: Иванютин Валерий
Юрьевич
Мастер производственного обучения: Иванютин Валерий
ЮрьевичОНДІРІСТІК ОҚЫТУ САБАҒЫНЫҢ ЖОСПАРЫ
ПЛАН УРОКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
Топ Т-15
Группа Т-15
Мамандығы: 1109000«Токарлық іс және металл өңдеу (түрлері
бойынша)»
Профессия: «Токарноеное дело и металлообработка»(по
видам)1109000
Бағдарламаның тақырыбы:
Сабақтың тақырыбы:
Тема урока: Изготовление болта
Сабақтың мақсаттары:
Цели урока:
Білімділік
Обучающая: сформировать и закрепить самостоятельно практические знания и
навыки в ходе выполнения комплексной работы по изготовлению болта
Дамытушылық:
Развивающая: развивать навыки самостоятельной работы, скорость и
технику при выполнении токарных работ, производить подбор режима
скорости вращения шпинделя токарного станка.
Тәрбиеліқ:
Воспитательная: развивать творческие способности, формировать
профессиональные навыки при выполнении работ, аккуратность,
внимательность.
Сабақтың түрі:
Тип урока: обобщение и закрепление трудовых приемов и навыков
токарных работ
Сабақтың әдісі:
Метод урока:
демонстрационный
Аралык пәндік байланыс:
Межпредметная связь: спецтехнология, токарное дело, охрана
труда,
материаловедение, черчение
Материалдық-техникалық және дидактикалық жабдықтау:
Материально-техническое и дидактическое оснащение: токарный
цех, доска с чертежом изготовление болта, инструкционные карты, токарные станки,
ключи, заготовки из шестигранников, токарные резцы отрезной резец, проходной
резец,
практический,
словесный,
наглядно-Найменование
этапа
№
эта
па
1 Организацион
ный этап
2
Вводный
инструктаж
2.1
Повторение
пройденого
материала
(активизация
знаний и
умений)
Средст
ва
Прил. 1
Структура и ход урока
Содержание
1. Приветствие обучающихся.
2. Проверка готовности к уроку,
посещаемость.
3. Психологический настрой.
1.Сообщить тему урока.
2.Сообщить учебную цель урока.
3.Акцентировать внимание обучающихся
на использовании рейтинговой оценки
знаний и умений во время урока.
1. Что такое фасонная поверхность и как она
образуется?
2. Приведите примеры деталей с фасонной
поверхностью?
3. Способ обработки сочетанием двух подач в каких
случаях применяется?
4. Короткие фасонные поверхности длинной до 60мм
какими обрабатывают фасонными резцами и при
помощи каких подач?
5. Какие вы знаете методы обработки фасонных
поверхностей?
6. Опишите мне метод обработки поверхности при
помощи контроля по чертежу?
7. Опишите мне метод обработки фасонных
поверхностей при помощи контроля по эталонной
детали?
8. Опишите метод обработки фасонных поверхностей
при помощи копировальной линейки
9. Какие приспособления используют для обточки
фасонных поверхностей?
10. Какие фасонные резцы вы знаете и какие детали
обрабатывают такими резцами?
11. Какой фасонный резец является простейшим?
Что вы мне можете рассказать о переточке фасонных
резцов? Как она происходит?
12. Сколько допустимо перетачивать стержневой
фасонный резец? Почему?
13. Какую форму имеет дисковый или круглый резец?14. Чтобы уменьшить вибрацию заготовок при работе
фасонным резцом способом поперечной передачи что
выполняют?
15. Расскажите мне последовательность обработки
фасонной поверхности проходным резцом с
применением продольной и поперечной подач?
16. Как производят контроль фасонной поверхности
шаблонами?
17. Какие виды брака вы знаете?
18. Какое должно быть расположение режущего и
измерительного инструмента токаря на своем рабочем
месте?
19. Перечислите основные узлы токарновинторезных
станков и их назначение?
20. Какие виды резцов вы знаете и для каких работ их
применяют?
21. Из каких сплавов делают резцы и напайки на
резцах?
22. Для чего предназначены такие инструменты как
плашки и метчики?
23.При выполнении каких работ вам необходимо
понизить обороты вращения шпинделя, а при каких
наоборот увеличить обороты вращения
Инструктирование обучающихся по
материалу урока изготовление болта
План объяснения:
1. План действий учащихся перед началом
выполнения комплексной работы по
изготовлению болта
2. Выполнение протачивания
шестигранника в два прохода до
необходимого размера
3. Выполнение протачивания фасок.
4. Нарезание наружной резьбы плашкой.
4.Экономное использование материалов.
5.Экология:
стружки
1.Какой диаметр изготавливаемого болта?
2.Какая будет длина болта по окончанию
выполнения работы?
3.Какая длина резьбы на болте?
4.Правила безопасности при ведении
токарных работ.
- до начала работы
- во время работы
- после окончания
уборка отходов,
уборка
2.2 Объяснение
нового
материала
2.3 Закрепление
материала
вводного
инструктажа
к-
Учебная
доска
инстру
ционная
карта,
шестигр
анники,
эталон
детали,
заготов
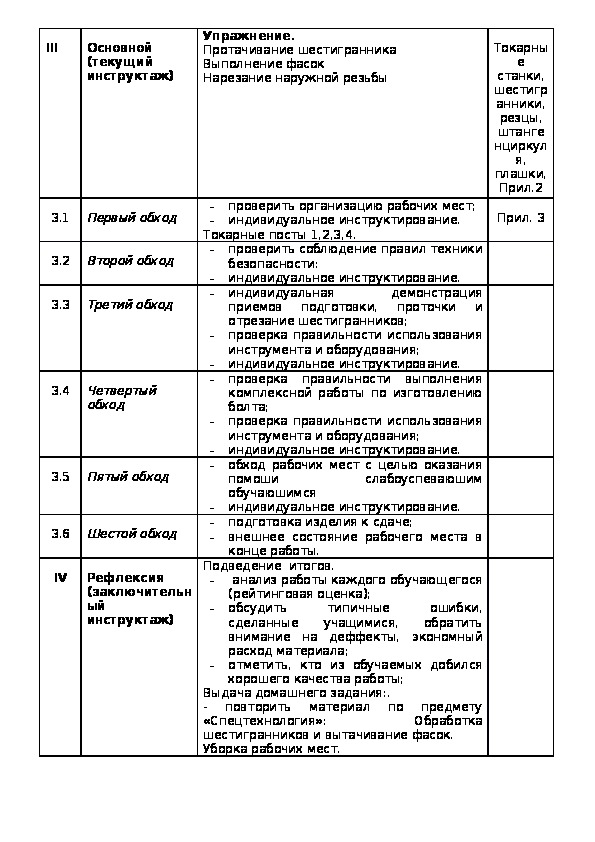
киIII
Основной
(текущий
инструктаж)
Упражнение.
Протачивание шестигранника
Выполнение фасок
Нарезание наружной резьбы
безопасности:
проверить организацию рабочих мест;
индивидуальное инструктирование.
Токарные посты 1,2,3,4.
проверить соблюдение правил техники
индивидуальное инструктирование.
индивидуальная
демонстрация
приемов подготовки, проточки и
отрезание шестигранников;
проверка правильности использования
индивидуальное инструктирование.
проверка правильности выполнения
комплексной работы по изготовлению
болта;
проверка правильности использования
индивидуальное инструктирование.
обход рабочих мест с целью оказания
слабоуспеваюшим
инструмента и оборудования;
инструмента и оборудования;
помоши
обучаюшимся
3.1 Первый обход
3.2 Второй обход
3.3 Третий обход
3.4 Четвертый
обход
3.5 Пятый обход
3.6 Шестой обход
IV
Рефлексия
(заключительн
ый
инструктаж)
е
Токарны
станки,
шестигр
анники,
резцы,
штанге
нциркул
плашки,
Прил.2
я,
Прил. 3
конце работы.
индивидуальное инструктирование.
подготовка изделия к сдаче;
внешнее состояние рабочего места в
Подведение итогов.
обсудить
анализ работы каждого обучающегося
(рейтинговая оценка);
ошибки,
типичные
обратить
сделанные учащимися,
внимание на деффекты, экономный
расход материала;
отметить, кто из обучаемых добился
Выдача домашнего задания:.
- повторить материал по предмету
«Спецтехнология»:
Обработка
шестигранников и вытачивание фасок.
Уборка рабочих мест.
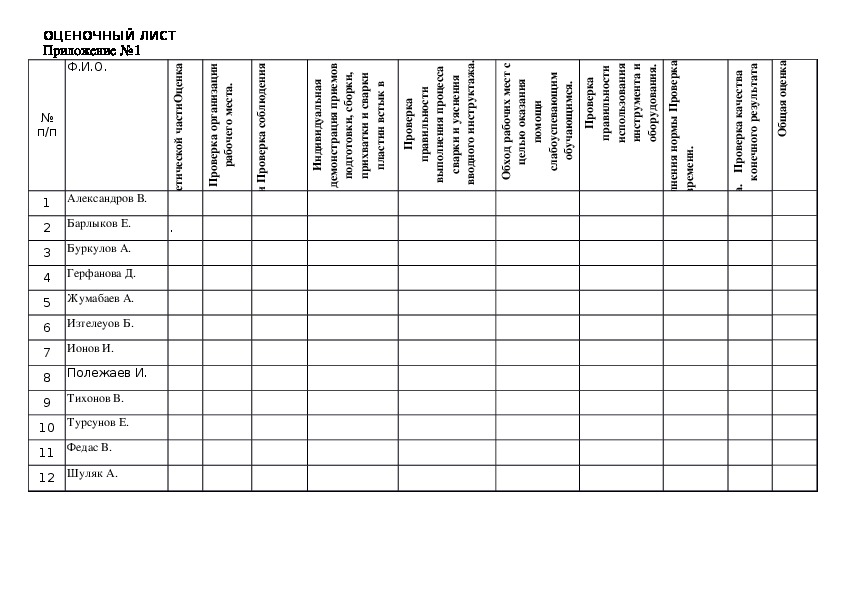
хорошего качества работы;ОЦЕНОЧНЫЙ ЛИСТ
Приложение №1
и
и
ц
а
з
и
н
а
г
р
о
а
к
р
е
в
о
р
П
.
а
т
с
е
м
о
г
е
ч
о
б
а
р
а
к
н
е
ц
О
и
т
с
а
ч
й
о
к
с
е
ч
и
т
е
р
о
е
т
.
я
и
н
а
з
а
к
о
ю
ь
л
е
ц
и
щ
о
м
о
п
а
к
р
е
в
о
р
П
м
и
щ
ю
а
в
е
п
с
у
о
б
а
л
с
.
я
с
м
и
щ
ю
а
ч
у
б
о
в
о
м
е
и
р
п
я
и
ц
а
р
т
с
н
о
м
е
д
,
и
к
р
о
б
с
,
и
к
в
о
т
о
г
д
о
п
и
к
р
а
в
с
и
и
к
т
а
в
х
и
р
п
в
к
ы
т
с
в
н
и
т
с
а
л
п
а
к
р
е
в
о
р
П
и
т
с
о
н
ь
л
и
в
а
р
п
а
с
с
е
ц
о
р
п
я
и
н
е
н
л
о
п
ы
в
.
я
и
н
е
н
с
я
у
и
и
к
р
а
в
с
а
ж
а
т
к
у
р
т
с
н
и
о
г
о
н
д
о
в
в
с
т
с
е
м
х
и
ч
о
б
а
р
д
о
х
б
О
я
и
н
е
д
ю
л
б
о
с
а
к
р
е
в
о
р
П
и
к
и
н
х
е
т
л
и
в
а
р
П
.
и
т
с
о
н
с
а
п
о
з
е
б
я
а
н
ь
л
а
у
д
и
в
и
д
н
И
.
и
и
н
е
ж
о
л
о
п
м
е
н
ж
и
н
и
т
с
о
н
ь
л
и
в
а
р
п
я
и
н
а
в
о
з
ь
л
о
п
с
и
и
а
т
н
е
м
у
р
т
с
н
и
.
я
и
н
а
в
о
д
у
р
о
б
о
а
к
р
е
в
о
р
П
ы
м
р
о
н
я
и
н
е
н
л
о
п
ы
в
.
и
н
е
м
е
р
в
а
к
н
е
ц
о
я
а
щ
б
О
а
т
а
т
ь
л
у
з
е
р
о
г
о
н
ч
е
н
о
к
а
в
т
с
е
ч
а
к
а
к
р
е
в
о
р
П
.
а
д
у
р
т
Ф.И.О.
№
п/п
Буркулов А.
Барлыков Е.
Герфанова Д.
1 Александров В.
2
3
4
5 Жумабаев А.
6 Изтелеуов Б.
7 Ионов И.
8 Полежаев И.
9
10 Турсунов Е.
11 Федас В.
12 Шуляк А.
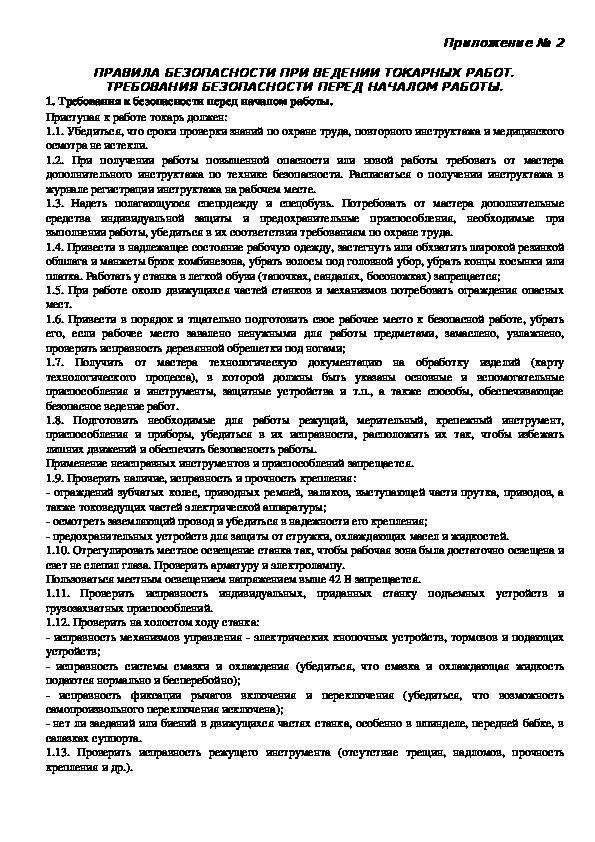
Тихонов В.Приложение № 2
ПРАВИЛА БЕЗОПАСНОСТИ ПРИ ВЕДЕНИИ ТОКАРНЫХ РАБОТ.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ.
1. Требования к безопасности перед началом работы.
Приступая к работе токарь должен:
1.1. Убедиться, что сроки проверки знаний по охране труда, повторного инструктажа и медицинского
осмотра не истекли.
1.2. При получении работы повышенной опасности или новой работы требовать от мастера
дополнительного инструктажа по технике безопасности. Расписаться о получении инструктажа в
журнале регистрации инструктажа на рабочем месте.
1.3. Надеть полагающуюся спецодежду и спецобувь. Потребовать от мастера дополнительные
средства индивидуальной защиты и предохранительные приспособления, необходимые при
выполнении работы, убедиться в их соответствии требованиям по охране труда.
1.4. Привести в надлежащее состояние рабочую одежду, застегнуть или обхватить широкой резинкой
обшлага и манжеты брюк комбинезона, убрать волосы под головной убор, убрать концы косынки или
платка. Работать у станка в легкой обуви (тапочках, сандалях, босоножках) запрещается;
1.5. При работе около движущихся частей станков и механизмов потребовать ограждения опасных
мест.
1.6. Привести в порядок и тщательно подготовить свое рабочее место к безопасной работе, убрать
его, если рабочее место завалено ненужными для работы предметами, замаслено, увлажнено,
проверить исправность деревянной обрешетки под ногами;
1.7. Получить от мастера технологическую документацию на обработку изделий (карту
технологического процесса), в которой должны быть указаны основные и вспомогательные
приспособления и инструменты, защитные устройства и т.п., а также способы, обеспечивающие
безопасное ведение работ.
1.8. Подготовить необходимые для работы режущий, мерительный, крепежный инструмент,
приспособления и приборы, убедиться в их исправности, расположить их так, чтобы избежать
лишних движений и обеспечить безопасность работы.
Применение неисправных инструментов и приспособлений запрещается.
1.9. Проверить наличие, исправность и прочность крепления:
ограждений зубчатых колес, приводных ремней, валиков, выступающей части прутка, приводов, а
также токоведущих частей электрической аппаратуры;
осмотреть заземляющий провод и убедиться в надежности его крепления;
предохранительных устройств для защиты от стружки, охлаждающих масел и жидкостей.
1.10. Отрегулировать местное освещение станка так, чтобы рабочая зона была достаточно освещена и
свет не слепил глаза. Проверить арматуру и электролампу.
Пользоваться местным освещением напряжением выше 42 В запрещается.
1.11. Проверить исправность индивидуальных, приданных станку подъемных устройств и
грузозахватных приспособлений.
1.12. Проверить на холостом ходу станка:
исправность механизмов управления электрических кнопочных устройств, тормозов и подающих
устройств;
исправность системы смазки и охлаждения (убедиться, что смазка и охлаждающая жидкость
подаются нормально и бесперебойно);
исправность фиксации рычагов включения и переключения (убедиться, что возможность
самопроизвольного переключения исключена);
нет ли заеданий или биений в движущихся частях станка, особенно в шпинделе, передней бабке, в
салазках суппорта.
1.13. Проверить исправность режущего инструмента (отсутствие трещин, надломов, прочность
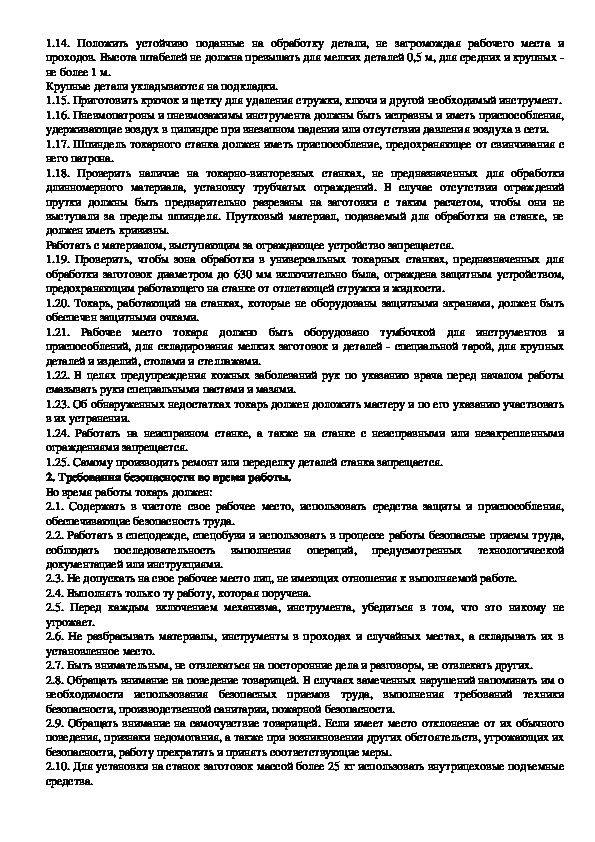
крепления и др.).1.14. Положить устойчиво поданные на обработку детали, не загромождая рабочего места и
проходов. Высота штабелей не должна превышать для мелких деталей 0,5 м, для средних и крупных
не более 1 м.
Крупные детали укладываются на подкладки.
1.15. Приготовить крючок и щетку для удаления стружки, ключи и другой необходимый инструмент.
1.16. Пневмопатроны и пневмозажимы инструмента должны быть исправны и иметь приспособления,
удерживающие воздух в цилиндре при внезапном падении или отсутствии давления воздуха в сети.
1.17. Шпиндель токарного станка должен иметь приспособление, предохраняющее от свинчивания с
него патрона.
1.18. Проверить наличие на токарновинторезных станках, не предназначенных для обработки
длинномерного материала, установку трубчатых ограждений. В случае отсутствии ограждений
прутки должны быть предварительно разрезаны на заготовки с таким расчетом, чтобы они не
выступали за пределы шпинделя. Прутковый материал, подаваемый для обработки на станке, не
должен иметь кривизны.
Работать с материалом, выступающим за ограждающее устройство запрещается.
1.19. Проверить, чтобы зона обработки в универсальных токарных станках, предназначенных для
обработки заготовок диаметром до 630 мм включительно была, ограждена защитным устройством,
предохраняющим работающего на станке от отлетающей стружки и жидкости.
1.20. Токарь, работающий на станках, которые не оборудованы защитными экранами, должен быть
обеспечен защитными очками.
1.21. Рабочее место токаря должно быть оборудовано тумбочкой для инструментов и
приспособлений, для складирования мелких заготовок и деталей специальной тарой, для крупных
деталей и изделий, столами и стеллажами.
1.22. В целях предупреждения кожных заболеваний рук по указанию врача перед началом работы
смазывать руки специальными пастами и мазями.
1.23. Об обнаруженных недостатках токарь должен доложить мастеру и по его указанию участвовать
в их устранении.
1.24. Работать на неисправном станке, а также на станке с неисправными или незакрепленными
ограждениями запрещается.
1.25. Самому производить ремонт или переделку деталей станка запрещается.
2. Требования безопасности во время работы.
Во время работы токарь должен:
2.1. Содержать в чистоте свое рабочее место, использовать средства защиты и приспособления,
обеспечивающие безопасность труда.
2.2. Работать в спецодежде, спецобуви и использовать в процессе работы безопасные приемы труда,
соблюдать последовательность выполнения операций,
предусмотренных технологической
документацией или инструкциями.
2.3. Не допускать на свое рабочее место лиц, не имеющих отношения к выполняемой работе.
2.4. Выполнять только ту работу, которая поручена.
2.5. Перед каждым включением механизма, инструмента, убедиться в том, что это никому не
угрожает.
2.6. Не разбрасывать материалы, инструменты в проходах и случайных местах, а складывать их в
установленное место.
2.7. Быть внимательным, не отвлекаться на посторонние дела и разговоры, не отвлекать других.
2.8. Обращать внимание на поведение товарищей. В случаях замеченных нарушений напоминать им о
необходимости использования безопасных приемов труда, выполнения требований техники
безопасности, производственной санитарии, пожарной безопасности.
2.9. Обращать внимание на самочувствие товарищей. Если имеет место отклонение от их обычного
поведения, признаки недомогания, а также при возникновении других обстоятельств, угрожающих их
безопасности, работу прекратить и принять соответствующие меры.
2.10. Для установки на станок заготовок массой более 25 кг использовать внутрицеховые подъемные
средства.2.11. При выполнении работы находиться на деревянном решетчатом настиле с расстоянием между
планками не более 30 мм.
2.12. Надежно закреплять обрабатываемую деталь и режущий инструмент.
2.13. Во время работы станка не брать и не подавать через работающий станок какиелибо предметы,
не подтягивать болты, гайки и другие соединительные детали.
2.14. Резец зажимать с минимально возможным вылетом и не менее чем тремя болтами. Для этой
цели использовать набор подкладок различной толщины длиной и шириной не меньше опорной части
резца.
При недостаточной высоте резца применять одну подкладку вместо нескольких.
Пользоваться случайными подкладками запрещается.
2.15. Подводить резец и деталь только при вращении, и врезание производить плавно, без ударов.
2.16. Остерегаться наматывания стружки на обрабатываемую деталь или режущий инструмент и не
допускать смещения стружки на себя, для чего использовать крючок.
Уборку стружки изпод станка производить только после его остановки.
2.17. При обработке вязких материалов (сталей), дающих сливную ленточную стружку, применять
резцы с выкружками, накладными стружколомателями или стружкозавивателями. При обработке
хрупких металлов (чугуна, бронзы и др.) и образовании мелкодробленной стальной стружки
использовать защитные устройства: специальные стружкоотводчики, прозрачные экраны или
индивидуальные щитки (для защиты лица).
2.18. Укладывать заготовки, готовую продукцию, инструмент и приспособления на предназначенные
места. Не использовать для этой цели станины, коробку скоростей и другие части станка.
2.19. При обработке длинных деталей (превышающих соотношение длины к диаметру в 1012 раз),
необходимо пользоваться специальными поддерживающими приспособлениями во избежание
прогиба деталей и их вибрации.
2.20. При возникновении вибрации детали остановить станок, принять меры к устранению вибрации.
2.21. Применять только те режимы резания, которые указаны в технологической карте или
рекомендуются режимами обработки и не перегружать станок.
2.22. Не снимать ограждения и предохранительные устройства, а также не держать на работающем
станке ограждения открытыми.
2.23. Во время работы стоять с правой стороны суппорта, при этом положении более безопасно
управлять станком и удобно наблюдать за обработкой детали.
2.24. Не измерять на ходу обрабатываемые изделия, если не установлено специальное
приспособление, дающее возможность измерить деталь на ходу станка. При измерении или смене
деталей остановить станок и отвести суппорт на безопасное расстояние.
2.25. Зачистку деталей наждачным полотном или бумагой производить при отведенном на безопасное
расстояние суппорте с инструментом.
При зачистке изделий на станке шкуркой или порошком применять прижимные колодки. Зачистку
внутренних поверхностей деталей осуществлять деревянными стержнями с наждачным полотном.
2.26. При зачистке деталей напильником, ручку напильника брать в левую руку, а другой конец
придерживать правой рукой.
2.26. Отключить станок от источника питания в случае прекращения подачи электроэнергии, при
закреплении или установке на нем обрабатываемой детали, снятии ее со станка, а также чистке и
смазке, уборке опилок и стружки, при перерывах в работе.
2.27. При обработке в центрах деталей длиной равной 12 диаметрам и более, а также при скоростном
и силовом резании деталей длиной равной 8 диаметрам и более применять дополнительные опоры
(люнеты).
2.28. При обработке деталей в центрах проверить, закреплена ли задняя бабка, и после установки
изделия смазать центр. При дальнейшей работе нужно периодически смазывать задний центр, а при
обточке длинных деталей проверять осевой зажим.
2.29. При закреплении деталей в центрах:
протереть и смазать центровые отверстия; следить за тем, чтобы размеры токарных центров соответствовали центровым отверстиям
обрабатываемой детали;
не затягивать туго задний центр, надежно закреплять заднюю бабку и пиноль;
не допускать упор центра в дно центрового отверстия детали;
следить за тем, чтобы деталь опиралась на центр всей конусной частью центрового отверстия.
2.30. Для обработки деталей, закрепленных в центрах, необходимо применять безопасные
поводковые патроны или безопасные хомутики.
2.31. При установке на станках коленчатых валов и эксцентрических деталей необходимо
производить их балластировку. Противовесы при установке должны ограждаться.
2.32. При проверке центричности установки детали необходимо пользоваться длинным куском мела,
вставленным в оправку.
2.33. Необходимо надежно закреплять деталь в хомутике во избежание ее поворота во время работы.
2.34. При нарезании резьбы плашками необходимо придерживать клупп суппортом, а не руками.
2.35. Применять только исправные гаечные ключи соответствующих размеров (применять прокладки
между зевом ключа и гранями гаек запрещается).
При работе ключами не наращивать их трубой или другими рычагами.
2.36. Устанавливать и снимать патрон или планшайбу со шпинделя следует при ручном вращении.
Запрещается свинчивать патрон посредством внезапного торможения.
2.37. При установке патрона или планшайбы на шпиндель под них на станок подкладывать
деревянные прокладки с выемкой по форме патрона (планшайбы).
2.38. При закреплении детали в кулачковом патроне или использовании планшайб захватывать деталь
кулачками на возможно большую величину.
После закрепления детали кулачки не должны выступать из патрона или планшайбы за пределы их
наружного диаметра. Если кулачки выступают, следует заменить патрон или установить специальное
ограждение.
2.39. Не допускать на рабочее место лиц, не имеющих отношения к данной работе. Без разрешения
мастера не доверять станок другому рабочему.
2.40. При заточке режущего инструмента (в случае отсутствия централизованной заточки) соблюдать
требования инструкции по охране труда при работе на заточном станке.
2.41. При работе на станке запрещается:
пользоваться зажимными патронами, если изношены рабочие плоскости кулачков;
работать при скоростном резании с невращающимся центром задней бабки;
работать со сработанными или забитыми центрами;
работать без закрепления патрона сухарями, предотвращающими самосвинчивание при реверсе;
тормозить вращение шпинделя нажимом руки на вращающиеся части станка или детали;
оставлять в револьверной головке инструмент, не используемый при обработке данной детали;
находиться между деталью и станком при установке детали на станок;
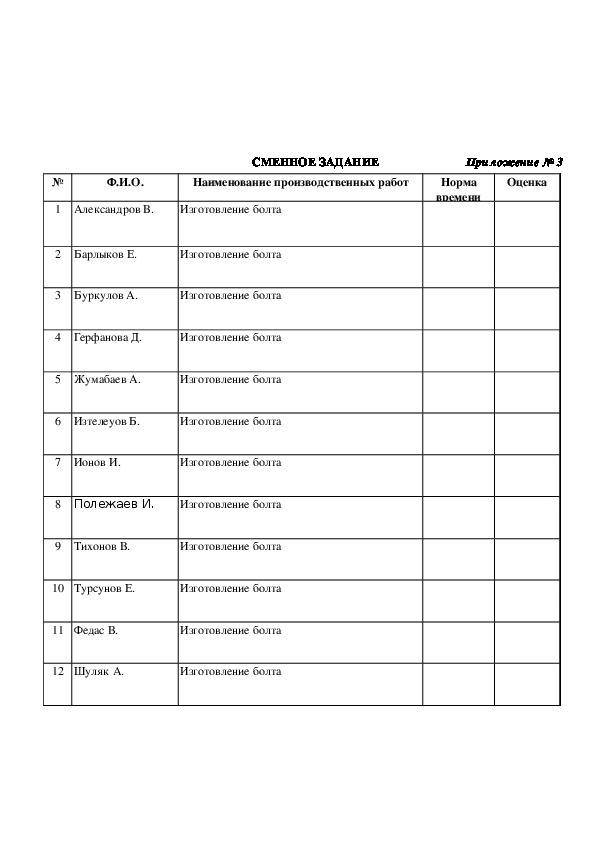
придерживать руками конец отрезаемой тяжелойСМЕННОЕ ЗАДАНИЕ Приложение № 3
Ф.И.О.
Наименование производственных работ
Норма
времени
Оценка
№
1 Александров В.
Изготовление болта
2 Барлыков Е.
Изготовление болта
3 Буркулов А. Изготовление болта
4
Герфанова Д.
Изготовление болта
5 Жумабаев А.
Изготовление болта
6 Изтелеуов Б.
Изготовление болта
7 Ионов И.
Изготовление болта
8 Полежаев И.
Изготовление болта
9 Тихонов В.
Изготовление болта
10 Турсунов Е.
Изготовление болта
11 Федас В.
Изготовление болта
12 Шуляк А.
Изготовление болта