Поделиться

РЕЦЕНЗИЯ
на комплект контрольно-измерительных материалов по учебной дисциплине
ОП.06 Процессы формообразования и инструменты» для студентов обучающихся по специальности
15.02.08 Технология машиностроения, составленный преподавателем ГПОУ «Горловский колледж промышленных
технологий и экономики» Кропивной Еленой Николаевной
Комплект КИМ составлен на основании нормативных документов:
ГОС СПО, рабочей программы дисциплины, учебного плана специальностей.
Контрольно-измерительные материалы предполагают интегрирующий контроль знаний, позволяющий судить об уровне усвоения текущего материала. Разработанный комплект контрольно-измерительных материалов состоит из следующих разделов: паспорта; зачетных заданий; фонда тестовых заданий.
Комплект контрольно-измерительных материалов позволяет определить эффективность учебного процесса по дисциплине в целом и усвоения знаний и умений каждым обучающимся в частности. Текущий контроль успеваемости осуществляется в ходе повседневной учебной работы по дисциплине «Процессы формообразования и инструменты». Данный вид контроля стимулирует у обучающихся стремление к систематической самостоятельной работе по изучению дисциплины, овладению личностными компетенциями, межпредметными связями, общеучебными компетенциями, предметными и общими компетенциями.
Данный комплект КИМ по дисциплине «Процессы формообразования и инструменты» сочетает контроль теоретических знаний и практических умений и может быть использован в образовательном процессе.
РЕЦЕНЗИЯ
на комплект контрольно-измерительных материалов по учебной дисциплине
ОП.06 Процессы формообразования и инструменты» для студентов обучающихся по специальности
15.02.08 Технология машиностроения, составленный преподавателем ГПОУ «Горловский колледж промышленных технологий и экономики» Кропивной Еленой Николаевной
Данный комплект контрольно-измерительных материалов содержит паспорт, зачетные задания, фонд тестовых заданий. Контрольно-измерительные материалы предполагают интегрирующий контроль знаний, позволяющий судить об уровне усвоения текущего материала.
Разработанный комплект контрольно-измерительных материалов позволяет определить уровень усвоения обучающимися изученного материала по темам, разделам, за семестр и после изучения дисциплины в целом. Текущий контроль успеваемости осуществляется в ходе учебной работы по курсу «Процессы формообразования и инструменты» в форме устного опроса, лабораторных и практических работ; после изучения темы или раздела проводится тестирование.
Данный комплект КИМ по дисциплине «Процессы формообразования и инструменты» сочетает контроль теоретических знаний и практических умений, может быть использован в образовательном процессе.
1.1 Общие положения
Цель создания контрольно – измерительных материалов: установление соответствия уровня подготовки студента на данном этапе обучения требованиям рабочей программы учебной дисциплины ОП.06 "Процессы формообразования и инструменты".
Задачи КИМ по учебной дисциплине ОП.06 "Процессы формообразования и инструменты":
- контроль и управление процессом приобретения студентами необходимых знаний, умений, навыков и уровня сформированности компетенций, определенных в ГОС СПО по специальности 15.02.08 Технология машиностроения;
- контроль и управление достижением целей реализации ОП СПО, определенных в виде набора общекультурных и профессиональных компетенций выпускников;
- оценка достижений студентов в процессе изучения дисциплины с выделением положительных/отрицательных результатов и планирование предупреждающих/корректирующих мероприятий;
- обеспечение соответствия результатов обучения задачам будущей профессиональной деятельности через совершенствование традиционных и внедрение инновационных методов обучения в образовательный процесс.
1.2 Результаты освоения дисциплины, подлежащие проверке.
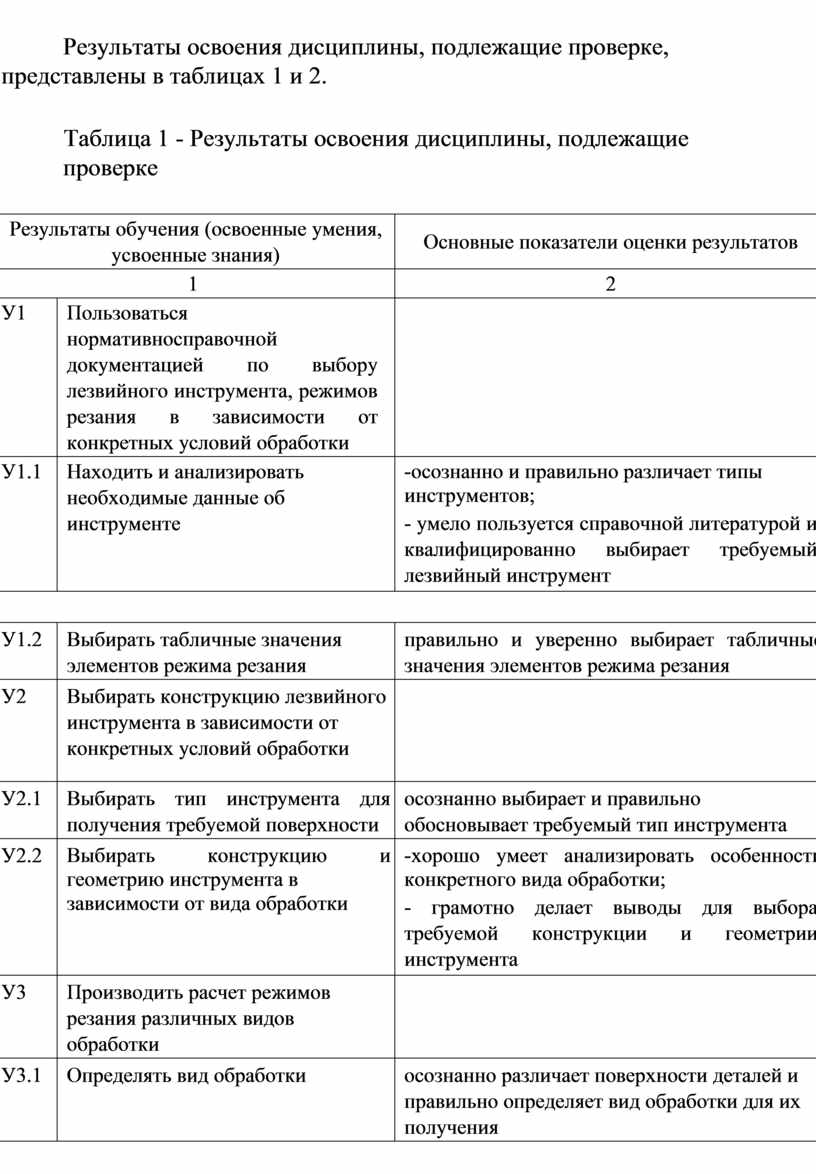
Результаты освоения дисциплины, подлежащие проверке, представлены в таблицах 1 и 2.
Таблица 1 - Результаты освоения дисциплины, подлежащие проверке
|
Результаты обучения (освоенные умения, усвоенные знания) |
Основные показатели оценки результатов |
|
|
1 |
2 |
|
|
У1 |
Пользоваться нормативносправочной документацией по выбору лезвийного инструмента, режимов резания в зависимости от конкретных условий обработки |
|
|
У1.1 |
Находить и анализировать необходимые данные об инструменте |
-осознанно и правильно различает типы инструментов; - умело пользуется справочной литературой и квалифицированно выбирает требуемый лезвийный инструмент |
|
У1.2 |
Выбирать табличные значения элементов режима резания |
правильно и уверенно выбирает табличные значения элементов режима резания |
|
У2 |
Выбирать конструкцию лезвийного инструмента в зависимости от конкретных условий обработки |
|
|
У2.1 |
Выбирать тип инструмента для получения требуемой поверхности |
осознанно выбирает и правильно обосновывает требуемый тип инструмента |
|
У2.2 |
Выбирать конструкцию и геометрию инструмента в зависимости от вида обработки |
-хорошо умеет анализировать особенности конкретного вида обработки; - грамотно делает выводы для выбора требуемой конструкции и геометрии инструмента |
|
У3 |
Производить расчет режимов резания различных видов обработки |
|
|
У3.1 |
Определять вид обработки |
осознанно различает поверхности деталей и правильно определяет вид обработки для их получения |
|
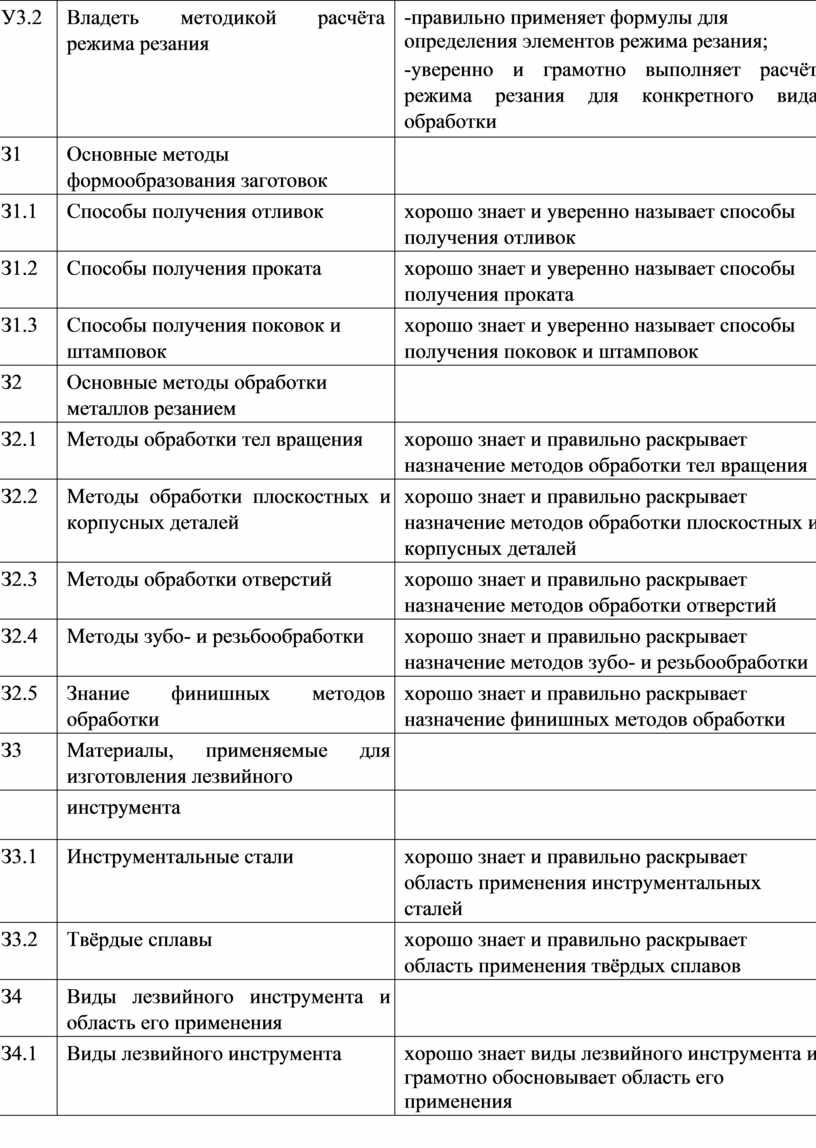
У3.2 |
Владеть методикой расчёта режима резания |
-правильно применяет формулы для определения элементов режима резания; -уверенно и грамотно выполняет расчёт режима резания для конкретного вида обработки |
|
З1 |
Основные методы формообразования заготовок |
|
|
З1.1 |
Способы получения отливок |
хорошо знает и уверенно называет способы получения отливок |
|
З1.2 |
Способы получения проката |
хорошо знает и уверенно называет способы получения проката |
|
З1.3 |
Способы получения поковок и штамповок |
хорошо знает и уверенно называет способы получения поковок и штамповок |
|
З2 |
Основные методы обработки металлов резанием |
|
|
З2.1 |
Методы обработки тел вращения |
хорошо знает и правильно раскрывает назначение методов обработки тел вращения |
|
З2.2 |
Методы обработки плоскостных и корпусных деталей |
хорошо знает и правильно раскрывает назначение методов обработки плоскостных и корпусных деталей |
|
З2.3 |
Методы обработки отверстий |
хорошо знает и правильно раскрывает назначение методов обработки отверстий |
|
З2.4 |
Методы зубо- и резьбообработки |
хорошо знает и правильно раскрывает назначение методов зубо- и резьбообработки |
|
З2.5 |
Знание финишных методов обработки |
хорошо знает и правильно раскрывает назначение финишных методов обработки |
|
З3 |
Материалы, применяемые для изготовления лезвийного |
|
|
|
инструмента |
|
|
З3.1 |
Инструментальные стали |
хорошо знает и правильно раскрывает область применения инструментальных сталей |
|
З3.2 |
Твёрдые сплавы |
хорошо знает и правильно раскрывает область применения твёрдых сплавов |
|
З4 |
Виды лезвийного инструмента и область его применения |
|
|
З4.1 |
Виды лезвийного инструмента |
хорошо знает виды лезвийного инструмента и грамотно обосновывает область его применения |
|
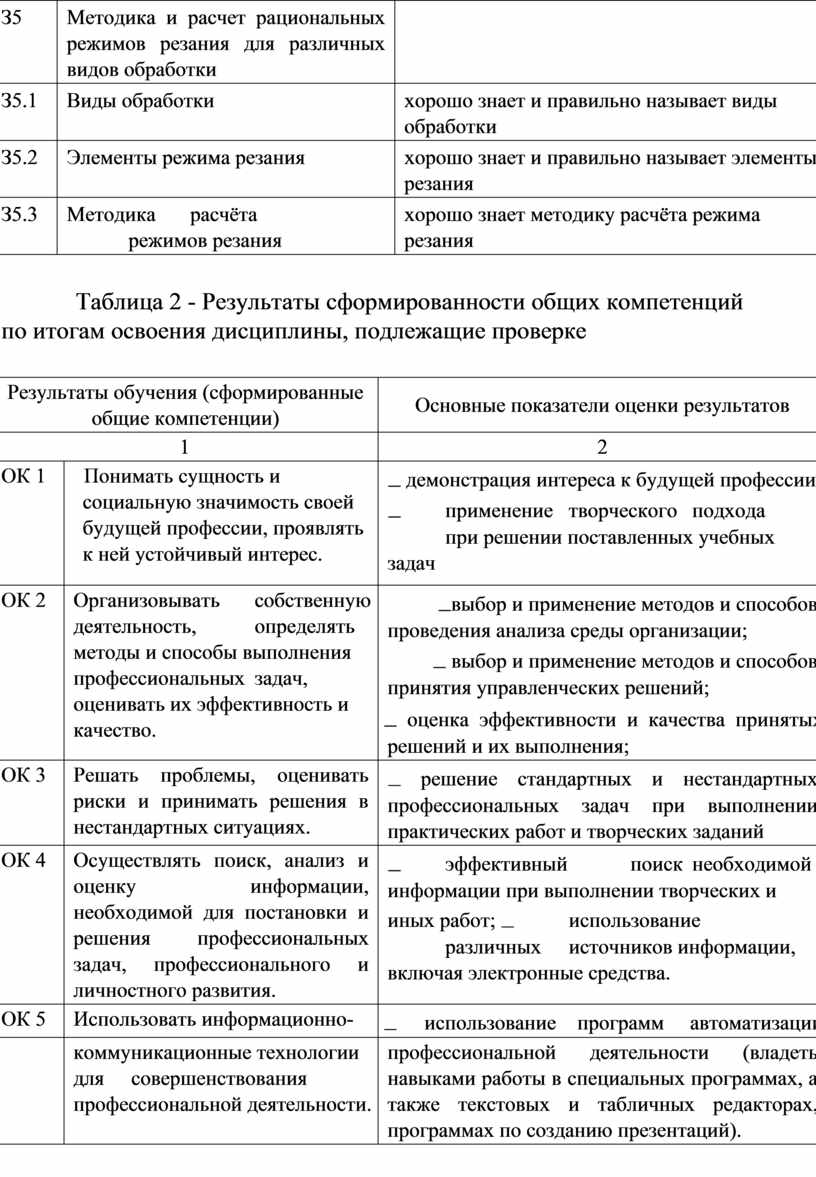
З5 |
Методика и расчет рациональных режимов резания для различных видов обработки |
|
|
З5.1 |
Виды обработки |
хорошо знает и правильно называет виды обработки |
|
З5.2 |
Элементы режима резания |
хорошо знает и правильно называет элементы резания |
|
З5.3 |
Методика расчёта режимов резания |
хорошо знает методику расчёта режима резания |
Таблица 2 - Результаты сформированности общих компетенций по итогам освоения дисциплины, подлежащие проверке
|
Результаты обучения (сформированные общие компетенции) |
Основные показатели оценки результатов |
|
|
1 |
2 |
|
|
ОК 1 |
Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. |
|
|
ОК 2 |
Организовывать собственную деятельность, определять методы и способы выполнения профессиональных задач, оценивать их эффективность и качество. |
проведения анализа среды организации;
принятия управленческих решений;
|
|
ОК 3 |
Решать проблемы, оценивать риски и принимать решения в нестандартных ситуациях. |
|
|
ОК 4 |
Осуществлять поиск, анализ и оценку информации, необходимой для постановки и решения профессиональных задач, профессионального и личностного развития. |
|
|
ОК 5 |
Использовать информационно- |
|
|
|
коммуникационные технологии для совершенствования профессиональной деятельности. |
профессиональной деятельности (владеть навыками работы в специальных программах, а также текстовых и табличных редакторах, программах по созданию презентаций). |
|
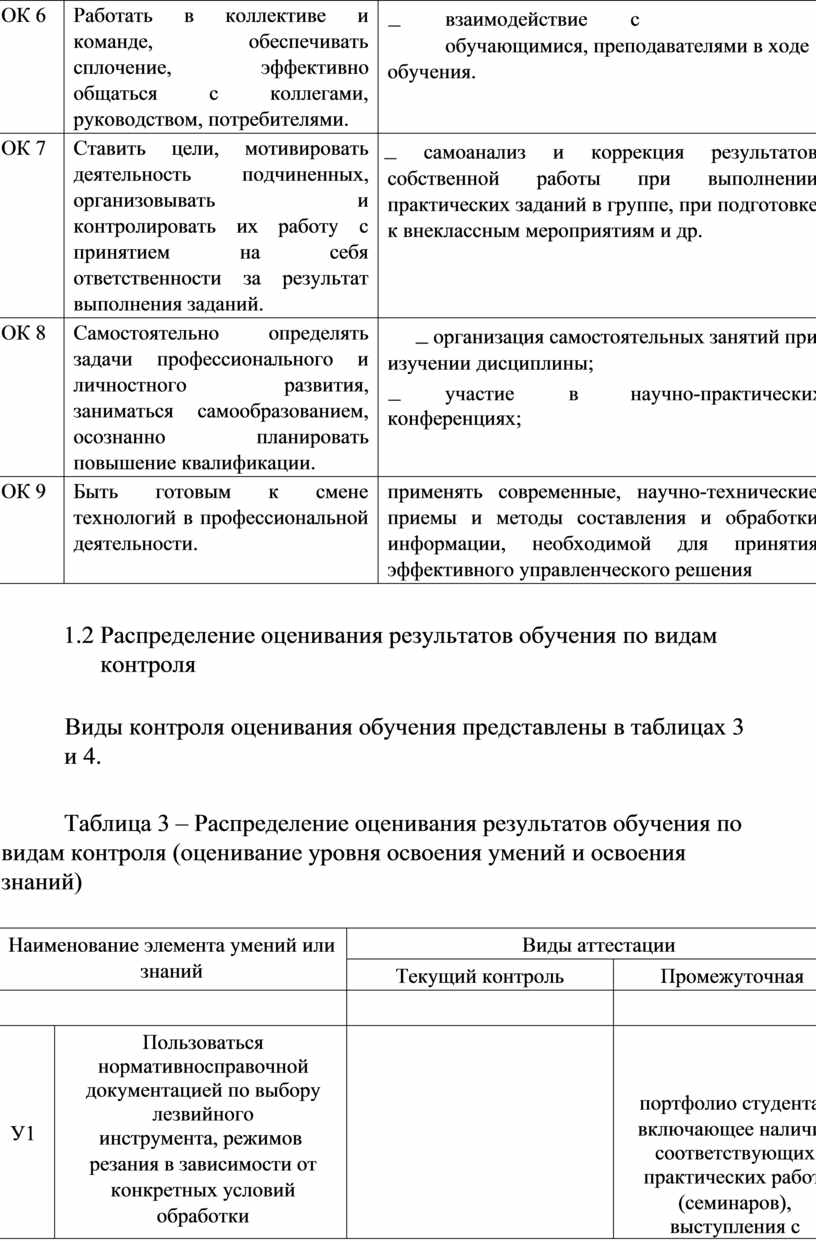
ОК 6 |
Работать в коллективе и команде, обеспечивать сплочение, эффективно общаться с коллегами, руководством, потребителями. |
|
|
ОК 7 |
Ставить цели, мотивировать деятельность подчиненных, организовывать и контролировать их работу с принятием на себя ответственности за результат выполнения заданий. |
|
|
ОК 8 |
Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации. |
изучении дисциплины;
|
|
ОК 9 |
Быть готовым к смене технологий в профессиональной деятельности. |
применять современные, научно-технические приемы и методы составления и обработки информации, необходимой для принятия эффективного управленческого решения |
1.3 Распределение оценивания результатов обучения по видам контроля
Виды контроля оценивания обучения представлены в таблицах 3 и 4.
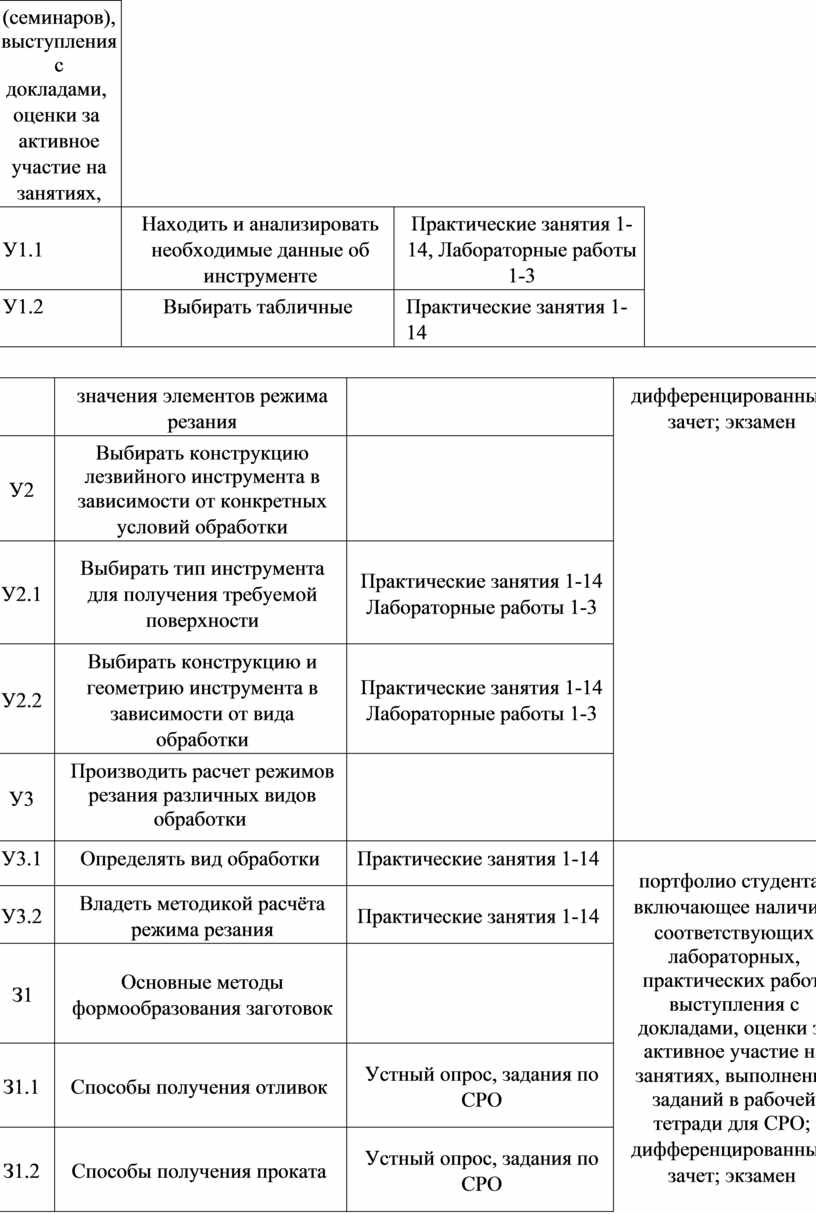
Таблица 3 – Распределение оценивания результатов обучения по видам контроля (оценивание уровня освоения умений и освоения знаний)
|
Наименование элемента умений или знаний |
Виды аттестации |
||
|
Текущий контроль |
Промежуточная |
||
|
|
|
|
|
|
У1 |
Пользоваться нормативносправочной документацией по выбору лезвийного инструмента, режимов резания в зависимости от конкретных условий обработки |
|
портфолио студента, включающее наличие соответствующих практических работ (семинаров), выступления с докладами, оценки за активное участие на занятиях, |
|
У1.1 |
Находить и анализировать необходимые данные об инструменте |
Практические занятия 1-14, Лабораторные работы 1-3 |
|
|
У1.2 |
Выбирать табличные |
Практические занятия 1-14 |
|
|
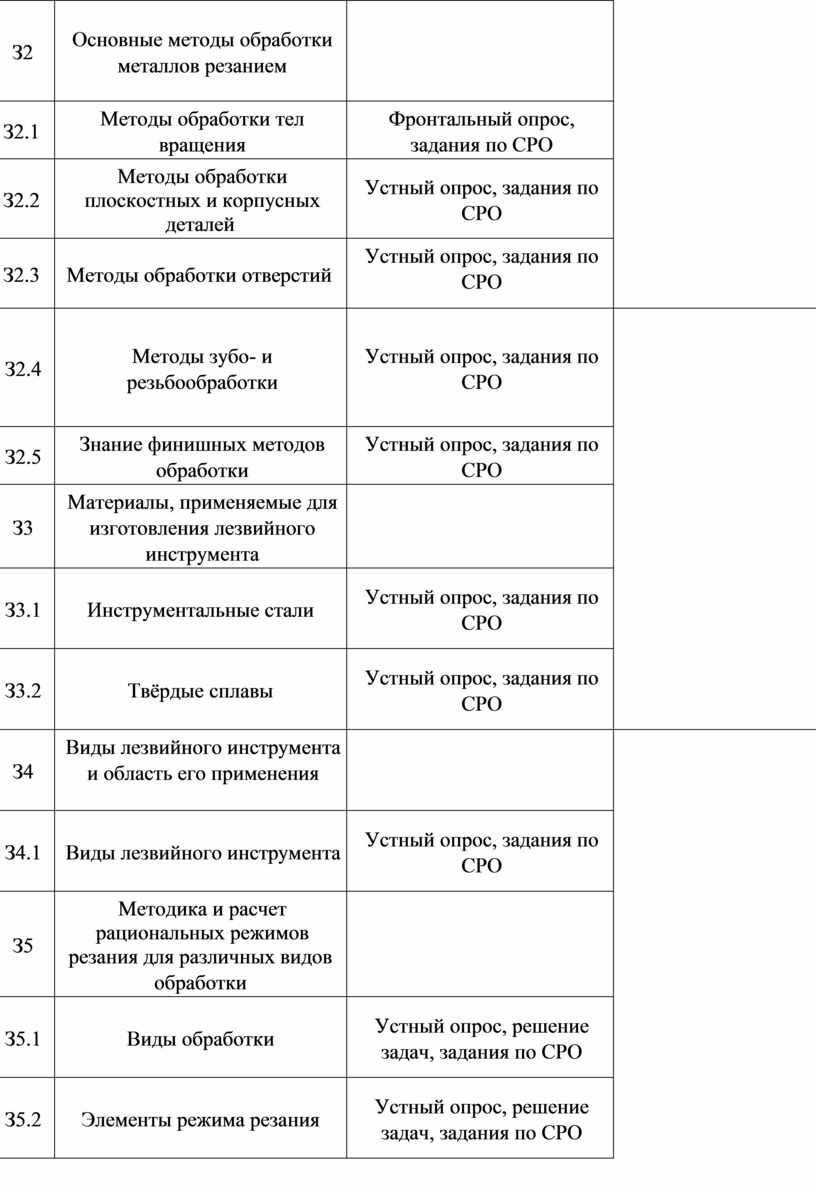
|
значения элементов режима резания |
|
дифференцированный зачет; экзамен |
|
У2 |
Выбирать конструкцию лезвийного инструмента в зависимости от конкретных условий обработки |
|
|
|
У2.1 |
Выбирать тип инструмента для получения требуемой поверхности |
Практические занятия 1-14 Лабораторные работы 1-3 |
|
|
У2.2 |
Выбирать конструкцию и геометрию инструмента в зависимости от вида обработки |
Практические занятия 1-14 Лабораторные работы 1-3 |
|
|
У3 |
Производить расчет режимов резания различных видов обработки |
|
|
|
У3.1 |
Определять вид обработки |
Практические занятия 1-14 |
портфолио студента, включающее наличие соответствующих лабораторных, практических работ, выступления с докладами, оценки за активное участие на занятиях, выполнение заданий в рабочей тетради для СРО; дифференцированный зачет; экзамен |
|
У3.2 |
Владеть методикой расчёта режима резания |
Практические занятия 1-14 |
|
|
З1 |
Основные методы формообразования заготовок |
|
|
|
З1.1 |
Способы получения отливок |
Устный опрос, задания по СРО |
|
|
З1.2 |
Способы получения проката |
Устный опрос, задания по СРО |
|
|
З1.3 |
Способы получения поковок и штамповок |
Устный опрос, задания по СРО |
|
|
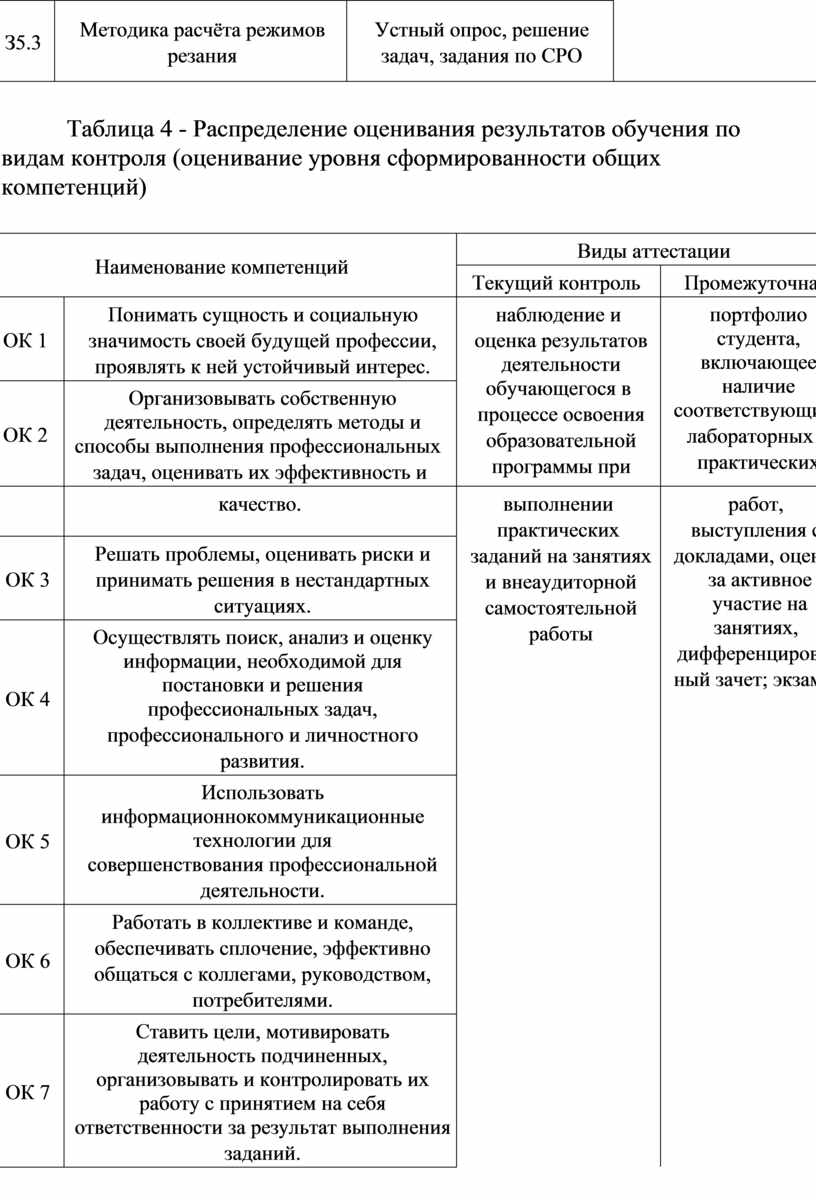
З2 |
Основные методы обработки металлов резанием |
|
|
|
З2.1 |
Методы обработки тел вращения |
Фронтальный опрос, задания по СРО |
|
|
З2.2 |
Методы обработки плоскостных и корпусных деталей |
Устный опрос, задания по СРО |
|
|
З2.3 |
Методы обработки отверстий |
Устный опрос, задания по СРО |
|
|
З2.4 |
Методы зубо- и резьбообработки |
Устный опрос, задания по СРО |
|
|
З2.5 |
Знание финишных методов обработки |
Устный опрос, задания по СРО |
|
|
З3 |
Материалы, применяемые для изготовления лезвийного инструмента |
|
|
|
З3.1 |
Инструментальные стали |
Устный опрос, задания по СРО |
|
|
З3.2 |
Твёрдые сплавы |
Устный опрос, задания по СРО |
|
|
З4 |
Виды лезвийного инструмента и область его применения |
|
|
|
З4.1 |
Виды лезвийного инструмента |
Устный опрос, задания по СРО |
|
|
З5 |
Методика и расчет рациональных режимов резания для различных видов обработки |
|
|
|
З5.1 |
Виды обработки |
Устный опрос, решение задач, задания по СРО |
|
|
З5.2 |
Элементы режима резания |
Устный опрос, решение задач, задания по СРО |
|
|
З5.3 |
Методика расчёта режимов резания |
Устный опрос, решение задач, задания по СРО |
Таблица 4 - Распределение оценивания результатов обучения по видам контроля (оценивание уровня сформированности общих компетенций)
|
|
Наименование компетенций |
Виды аттестации |
|
|
Текущий контроль |
Промежуточная |
||
|
ОК 1 |
Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. |
наблюдение и оценка результатов деятельности обучающегося в процессе освоения образовательной программы при |
портфолио студента, включающее наличие соответствующих лабораторных и практических |
|
ОК 2 |
Организовывать собственную деятельность, определять методы и способы выполнения профессиональных задач, оценивать их эффективность и |
||
|
|
качество. |
выполнении практических заданий на занятиях и внеаудиторной самостоятельной работы |
работ, выступления с докладами, оценки за активное участие на занятиях, дифференцирован ный зачет; экзамен |
|
ОК 3 |
Решать проблемы, оценивать риски и принимать решения в нестандартных ситуациях. |
||
|
ОК 4 |
Осуществлять поиск, анализ и оценку информации, необходимой для постановки и решения профессиональных задач, профессионального и личностного развития. |
||
|
ОК 5 |
Использовать информационнокоммуникационные технологии для совершенствования профессиональной деятельности. |
||
|
ОК 6 |
Работать в коллективе и команде, обеспечивать сплочение, эффективно общаться с коллегами, руководством, потребителями. |
||
|
ОК 7 |
Ставить цели, мотивировать деятельность подчиненных, организовывать и контролировать их работу с принятием на себя ответственности за результат выполнения заданий. |
||
|
ОК 8 |
Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации. |
||
|
ОК 9 |
Быть готовым к смене технологий в профессиональной деятельности. |
||
2. ЗАЧЕТНЫЕ ЗАДАНИЯ
1 Система каналов литейной формы для подвода в ее полость расплавленного материала, обеспечивающая заполнение формы и питание отливки при затвердевании
а) литниковая система;
б) литейная модель;
в) литейная опока
2 Вид горячей обработки давлением, при котором металл деформируется с помощью универсального инструмента а) прокатка;
б) свободная ковка;
в) штамповка
3 Указать вид сварки давлением а) сварка под слоем флюса;
б) точечная сварка;
в) электродуговая сварка
4 Рекомендовать инструментальную сталь для обработки нержавеющей стали а) Р6М5;
б) У10А4;
в) ХВГ
5 Угол между задней поверхностью резца и плоскостью резания а) угол заострения - β;
б) угол резания - δ
в) задний угол - α
6 Величина срезаемого слоя с поверхности заготовки за один проход а) подача S;
б) толщина срезаемого слоя а;
в) глубина резания t.
7 Процесс представляющий собой упругопластическое деформирование, а иногда и разрушение срезаемого слоя а) упругая деформация;
б) процесс резания;
в) процесс разрушения поверхностного слоя.
8 Каким типом резца можно обработать цилиндрическую поверхность? а) проходным;
б) отрезным;
в) фасонным;
9 Сколько у сверла режущих кромок? а) три;
б) две;
в) четыре.
10 Какое движение совершает червячная фреза при обработке цилиндрического прямозубого колеса? а) вращательное;
б) поступательное;
в) вращательное и поступательное.
11 Какой способ фрезерования червячных колес получил наибольшее применение?
а) с продольной подачей;
б) с тангенциальной подачей;
в) с радиальной и тангенциальной подачей
12 Для заточки простых и фасонных профилей применяется шлифовальный: а) круг профиля ПП;
б) круг профиля Д;
в) круг профиля Т
1 Приспособление, при помощи которых в формовочной смеси получают отпечатки полости, соответствующие наружной конфигурации отливки а) литейная форма;
б) литейная модель;
в) стержневой ящик.
2 Процесс протягивания через постепенно сужающееся отверстие в инструменте а) прокатка;
б) свободная ковка;
в) волочение
3 Основным параметром режима электродуговой сварки является
а) сила сварочного тока;
б) напряжение;
в) диаметр электрода.
4 Указать марку металлокерамического твердого сплава а) Р6М5;
б) ХВГ;
в) Т15К4;
5 Как называется линия, которая образуется пересечением передней и вспомогательной задней поверхностями резца? а) вспомогательная режущая кромка;
б) главная режущая кромка; .
в) главная передняя поверхность.
6 Угол между передней и задней поверхностями инструмента а) угол заострения β
б) передний угол γ
в) угол резания δ
7 При обработке хрупких материалов (чугуна, стали) образуется стружка... а) скалывания;
б) сливная;
в) надлома.
8 Формула определения глубины резания при подрезке торца a) t = h;
б) t = D/2;
в) t = (D — d)/2.
9 Наиболее производительный метод нарезания наружных резьб… а) нарезание резьбы резцом; 6) нарезание резьбы плашкой;
в) нарезание резьбы резьбонарезной головкой;
10 Какие зуборезные инструменты работают по методу копирования а) дисковая модульная фреза;
б) пальцевая фреза
в) шевер.
11 Наиболее высокую производительность имеет а) шпоночная протяжка;
б) круглая протяжка;
в) комбинированная протяжка;
12 Для шлифования деталей из твердых сплавов, заточки твердосплавного режущего инструмента применяют абразивный круг из…. а) электрокорунда; .
б) карбида кремния черного;
в) карбида кремния зеленого;
1 Способность смеси обеспечивать сохранность формы без разрушения при ее изготовлении и пользовании а) пластичность;
б) вязкость;
в) прочность;
2 Инструмент, применяемый для получения штампованной заготовки а) молот
б) матрица;
в) штамп;
3 Процесс соединения деталей посредством сплава, который смачивает поверхности деталей и затвердевая, связывает их: а) пайка;
б) сварка;
в) плавка;
4 Какая марка стали обладает наибольшей температурной устойчивостью а) Р18;
б) 9ХС;
в) Т15К10;
5 Как называется поверхность резца, по которой в процессе резания сходит стружка
а) вспомогательная режущая кромка;
б) главная передняя поверхность;
в) главная задняя поверхность;
6 Угол между передней поверхностью резца и плоскостью резания а) угол заострения β;
б) передний угол γ;
в) угол резания δ.
7 Путь перемещения точки режущей кромки относительно поверхности резания в единицу времени
а) скорость резания υ
б) толщина срезаемого слоя а;
в) глубина резания t;
8 Как называется часть резца, которая служит для закрепления резца в резцедержателе? а) тело резца;
б) задняя поверхность;
в) передняя поверхность.
9 Какие фрезы обеспечивают наибольшую производительность? а) фрезы цельные с винтовыми зубьями из P18;
б) фрезы сборные оснащенные пластинками из Рб;
в) фрезы оснащенные пластинками из твердого сплава;
10 Сколько режущих зубьев имеет шпоночная фреза? а) две;
б) зависит от обрабатываемо поверхности
в) зависит от диаметра фрезы
11 Прошивкой с выглаживающими зубьями обеспечивают обработку ... а) по 14—му квалитету Ra =6,3 мкм;
б) по 6-7 —му квалитету Ra =0,32-0,16 мкм;
в) по 9-му калитету Ra 1,6 мкм
12 К естественным абразивным материалам относятся… а) монокорунд;
б) карбид кремния;
в) алмаз.
1 Свойство металлов и сплавов уменьшать свой объем при затвердевании и охлаждении
а) жидкотекучесть;
б) ликвация;
в) усадка.
2 Условие захвата металла валками
а)f = tg α;
б)f > tg α;
в)f < sinα.
3 Основное назначение электродных nокрытий
а) защита сварочной ванны от кислорода и азота воздуха;
б) обеспечивают горение дуги;
в) все выше перечисленное
4 Указать марку углеродистой инструментальной стали а) сталь У8А;
б) сталь 3 кп;
в) сталь 45
5 Поверхность образуется на заготовке режущей кромкой инструмента а) вспомогательная режущая кромка;
б) поверхность резания;
в) главная передняя поверхность;
6 Угол между передней поверхностью инструмента и плоскостью перпендикулярной плоскости резания а) угол заострения β;
б) передний угол γ;
в) угол резания δ.
7 Дать определение машинного времени а) время на изготовление одной детали;
6) время необходимое на изготовление детали при участии рабочего;
в) время, в течении, которого происходит процесс снятия стружки без непосредственного участия рабочего.
8 Наростообразование уменьшается при….
а) повышении твердости обрабатываемого материала, увеличении переднего
угла;
б) более тщательной доводке передней поверхности. применении СОВ;
в) все выше перёчисленные критерии
9 Как определяется глубина резания при развертывании a) t=h;
б) t = D/2;
в )t=(D-d)/2
10 Инструмент, применяемый для предварительной обработки длинных резьб....
а) резьбовые гребенки;
б) резьбовые фрезы;
в) резьбонарезные головки.
11 Для нарезания зубчатых колес с мелкими модулями (от 0,2— 1 мм) применяют….
а) цельные твердосплавные дисковые модульные фрезы;
б) цилиндрические сборные фрезы;
в) пальцевые модульные фрезы.
12 Высокопроизводительный метод обработки внутренних и наружных поверхностей, многозубым инструментом, обеспечивающий высокую точность формы и размеров обрабатываемой поверхности а) протягивание;
б) шлифование
в) сверление.
1 Химическая неоднородность затвердевшего сплава а) жидкотекучесть;
б) ликвация;
в) гигроскопичность
2 Один из видов обработки металлов давлением, при котором металл пластически деформируется вращающимися валками а) прокатка;
б) прессование;
в) волочение.
3 Указать вид сварки плавлением а) сварка под слоем флюса;
б) точечная сварка;
в) стыковая.
4 Указать марку быстрорежущей инструментальной стали а) Р6М5;
б) ХВГ;
в) Т15К4;
5 Как называется линия, которая образуется пересечением главной передней и главной задней поверхностями резца? а) главная передняя поверхность;
б) главная режущая кромка;
в) вершина резца.
6 Величина перемещения резца, мм, относительно обработанной поверхности за один оборот при точении или за один рабочий ход при строгании а) подача S;
б) скорость резания υ
в) глубина резания t;
7 Какой метод подвода СОВ наиболее перспективный
а) свободным поливом или струей под давлением на переднюю поверхность и стружку;
б) свободным поливом или струей распыленной жидкости на заднюю поверхность резца;
в) по каналу с выводом в зону резания через переднюю поверхность, при этом способе жидкость или газ используют также для удаления стружки;
8 Сколько режущих кромок имеет зенкер?
а) две;
б) три;
д) шесть.
9 Для каких работ предназначены цилиндрические фрезы с мелким зубом
а) для чернового точения; 6) для чистового точения;
в) для всех видов точения.
10 Инструмент, применяемый для нарезания внутренней резьбы а) резьбовые гребенки; г) резьбовые резцы;
б) метчики; д) фрезы
в) плашки;
11 Какие зуборезные инструменты работают по методу обкатки а) долбяк;
б) дисковая модульная фреза;
в) червячная фреза.
12 Выбрать твердость шлифовального круга для обработки закаленных деталей твердостью HRC 65 а) мягкий( Ml);
б) средний (С1);
в) твердый (T1)
1 Система каналов литейной формы для подвода в ее полость расплавленного материала, обеспечивающая заполнение формы и питание отливки при затвердевании
а) литниковая система;
б) литейная модель;
в) литейная опока
2 Вид горячей обработки давлением, при котором металл деформируется с помощью универсального инструмента а) прокатка;
б) свободная ковка;
в) штамповка
3 Указать вид сварки давлением а) сварка под слоем флюса;
б) точечная сварка;
в) электродуговая сварка
4 Рекомендовать инструментальную сталь для обработки нержавеющей стали а) Р6М5;
б) У10А4;
в) ХВГ
5 Угол между задней поверхностью резца и плоскостью резания а) угол заострения - β;
б) угол резания - δ
в) задний угол - α
6 Величина срезаемого слоя с поверхности заготовки за один проход а) подача S;
б) толщина срезаемого слоя а;
в) глубина резания t.
7 Процесс представляющий собой упругопластическое деформирование, а иногда и разрушение срезаемого слоя а) упругая деформация;
б) процесс резания;
в) процесс разрушения поверхностного слоя.
8 Каким типом резца можно обработать цилиндрическую поверхность?
а) проходным;
б) отрезным;
в) фасонным;
9 Сколько у сверла режущих кромок? а) три;
б) две;
в) четыре.
10 Какое движение совершает червячная фреза при обработке цилиндрического прямозубого колеса? а) вращательное;
б) поступательное;
в) вращательное и поступательное.
11 Какой способ фрезерования червячных колес получил наибольшее применение?
а) с продольной подачей;
б) с тангенциальной подачей;
в) с радиальной и тангенциальной подачей
12 Для заточки простых и фасонных профилей применяется шлифовальный: а) круг профиля ПП;
б) круг профиля Д;
в) круг профиля Т
1 Приспособление, при помощи которых в формовочной смеси получают отпечатки полости, соответствующие наружной конфигурации отливки а) литейная форма;
б) литейная модель;
в) стержневой ящик.
2 Процесс протягивания через постепенно сужающееся отверстие в инструменте а) прокатка;
б) свободная ковка;
в) волочение
3 Основным параметром режима электродуговой сварки является а) сила сварочного тока;
б) напряжение;
в) диаметр электрода.
4 Указать марку металлокерамического твердого сплава а) Р6М5;
б) ХВГ;
в) Т15К4;
5 Как называется линия, которая образуется пересечением передней и вспомогательной задней поверхностями резца? а) вспомогательная режущая кромка;
б) главная режущая кромка; .
в) главная передняя поверхность.
6 Угол между передней и задней поверхностями инструмента а) угол заострения β
б) передний угол γ
в) угол резания δ
7 При обработке хрупких материалов (чугуна, стали) образуется стружка... а) скалывания;
б) сливная;
в) надлома.
8 Формула определения глубины резания при подрезке торца a) t = h;
б) t = D/2;
в) t = (D — d)/2.
9 Наиболее производительный метод нарезания наружных резьб… а) нарезание резьбы резцом; 6) нарезание резьбы плашкой;
в) нарезание резьбы резьбонарезной головкой;
10 Какие зуборезные инструменты работают по методу копирования а) дисковая модульная фреза;
б) пальцевая фреза
в) шевер.
11 Наиболее высокую производительность имеет а) шпоночная протяжка;
б) круглая протяжка;
в) комбинированная протяжка;
12 Для шлифования деталей из твердых сплавов, заточки твердосплавного режущего инструмента применяют абразивный круг из…. а) электрокорунда; .
б) карбида кремния черного;
в) карбида кремния зеленого;
1 Способность смеси обеспечивать сохранность формы без разрушения при ее изготовлении и пользовании а) пластичность;
б) вязкость;
в) прочность;
2 Инструмент, применяемый для получения штампованной заготовки а) молот
б) матрица;
в) штамп;
3 Процесс соединения деталей посредством сплава, который смачивает поверхности деталей и затвердевая, связывает их: а) пайка;
б) сварка;
в) плавка;
4 Какая марка стали обладает наибольшей температурной устойчивостью а) Р18;
б) 9ХС;
в) Т15К10;
5 Как называется поверхность резца, по которой в процессе резания сходит стружка
а) вспомогательная режущая кромка;
б) главная передняя поверхность;
в) главная задняя поверхность;
6 Угол между передней поверхностью резца и плоскостью резания а) угол заострения β;
б) передний угол γ;
в) угол резания δ.
7 Путь перемещения точки режущей кромки относительно поверхности резания в единицу времени
а) скорость резания υ
б) толщина срезаемого слоя а;
в) глубина резания t;
8 Как называется часть резца, которая служит для закрепления резца в резцедержателе? а) тело резца;
б) задняя поверхность;
в) передняя поверхность.
9 Какие фрезы обеспечивают наибольшую производительность? а) фрезы цельные с винтовыми зубьями из P18;
б) фрезы сборные оснащенные пластинками из Рб;
в) фрезы оснащенные пластинками из твердого сплава;
10 Сколько режущих зубьев имеет шпоночная фреза? а) две;
б) зависит от обрабатываемо поверхности
в) зависит от диаметра фрезы
11 Прошивкой с выглаживающими зубьями обеспечивают обработку ... а) по 14—му квалитету Ra =6,3 мкм;
б) по 6-7 —му квалитету Ra =0,32-0,16 мкм;
в) по 9-му калитету Ra 1,6 мкм
12 К естественным абразивным материалам относятся… а) монокорунд;
б) карбид кремния;
в) алмаз.
1 Свойство металлов и сплавов уменьшать свой объем при затвердевании и охлаждении
а) жидкотекучесть;
б) ликвация;
в) усадка.
2 Условие захвата металла валками
а)f = tg α;
б)f > tg α;
в)f < sinα.
3 Основное назначение электродных nокрытий
а) защита сварочной ванны от кислорода и азота воздуха;
б) обеспечивают горение дуги;
в) все выше перечисленное
4 Указать марку углеродистой инструментальной стали а) сталь У8А;
б) сталь 3 кп;
в) сталь 45
5 Поверхность образуется на заготовке режущей кромкой инструмента а) вспомогательная режущая кромка;
б) поверхность резания;
в) главная передняя поверхность;
6 Угол между передней поверхностью инструмента и плоскостью перпендикулярной плоскости резания а) угол заострения β;
б) передний угол γ;
в) угол резания δ.
7 Дать определение машинного времени а) время на изготовление одной детали;
6) время необходимое на изготовление детали при участии рабочего;
в) время, в течении, которого происходит процесс снятия стружки без непосредственного участия рабочего.
8 Наростообразование уменьшается при….
а) повышении твердости обрабатываемого материала, увеличении переднего
угла;
б) более тщательной доводке передней поверхности. применении СОВ;
в) все выше перёчисленные критерии
9 Как определяется глубина резания при развертывании a) t=h;
б) t = D/2;
в )t=(D-d)/2
10 Инструмент, применяемый для предварительной обработки длинных резьб.... а) резьбовые гребенки;
б) резьбовые фрезы;
в) резьбонарезные головки.
11 Для нарезания зубчатых колес с мелкими модулями (от 0,2— 1 мм) применяют….
а) цельные твердосплавные дисковые модульные фрезы;
б) цилиндрические сборные фрезы;
в) пальцевые модульные фрезы.
12 Высокопроизводительный метод обработки внутренних и наружных поверхностей, многозубым инструментом, обеспечивающий высокую точность формы и размеров обрабатываемой поверхности а) протягивание;
б) шлифование
в) сверление.
1 Химическая неоднородность затвердевшего сплава а) жидкотекучесть;
б) ликвация;
в) гигроскопичность
2 Один из видов обработки металлов давлением, при котором металл пластически деформируется вращающимися валками а) прокатка;
б) прессование;
в) волочение.
3 Указать вид сварки плавлением а) сварка под слоем флюса;
б) точечная сварка;
в) стыковая.
4 Указать марку быстрорежущей инструментальной стали а) Р6М5;
б) ХВГ;
в) Т15К4;
5 Как называется линия, которая образуется пересечением главной передней и главной задней поверхностями резца? а) главная передняя поверхность;
б) главная режущая кромка;
в) вершина резца.
6 Величина перемещения резца, мм, относительно обработанной поверхности за один оборот при точении или за один рабочий ход при строгании а) подача S;
б) скорость резания υ
в) глубина резания t;
7 Какой метод подвода СОВ наиболее перспективный
а) свободным поливом или струей под давлением на переднюю поверхность и стружку;
б) свободным поливом или струей распыленной жидкости на заднюю поверхность резца;
в) по каналу с выводом в зону резания через переднюю поверхность, при этом способе жидкость или газ используют также для удаления стружки;
8 Сколько режущих кромок имеет зенкер?
а) две;
б) три;
д) шесть.
9 Для каких работ предназначены цилиндрические фрезы с мелким зубом
а) для чернового точения; 6) для чистового точения;
в) для всех видов точения.
10 Инструмент, применяемый для нарезания внутренней резьбы а) резьбовые гребенки; г) резьбовые резцы;
б) метчики; д) фрезы
в) плашки;
11 Какие зуборезные инструменты работают по методу обкатки а) долбяк;
б) дисковая модульная фреза;
в) червячная фреза.
12 Выбрать твердость шлифовального круга для обработки закаленных деталей твердостью HRC 65 а) мягкий( Ml);
б) средний (С1);
в) твердый (T1)
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
1 |
а |
б |
б |
а |
в |
в |
б |
а |
б |
в |
б |
б |
|
2 |
б |
в |
а |
в |
а |
а |
в |
а |
в |
а,б |
в |
в |
|
3 |
в |
в |
а |
в |
б |
в |
а |
г |
в |
а |
б |
в |
|
4 |
в |
б |
в |
а |
б |
б |
в |
в |
в |
б |
а |
а |
|
5 |
б |
а |
а |
а |
б |
а |
б |
б |
в |
б |
а,в |
а |
|
6 |
а |
б |
б |
а |
в |
в |
б |
а |
б |
в |
б |
б |
|
7 |
б |
в |
а |
в |
а |
а |
в |
а |
в |
а,б |
в |
в |
|
8 |
в |
в |
а |
в |
б |
в |
а |
г |
в |
а |
б |
в |
|
9 |
в |
б |
в |
а |
б |
б |
в |
в |
в |
б |
а |
а |
|
10 |
б |
а |
а |
а |
б |
а |
б |
б |
в |
б |
а,в |
а |
КРИТЕРИИ ОЦЕНИВАНИЯ
Каждый верный ответ на тесты оценивается в 1 балл
|
Балл |
Оценка |
|
11-12 |
5 |
|
8-10 |
4 |
|
6-7 |
3 |
|
0-5 |
2 |
3 ФОНД ТЕСТОВЫХ ЗАДАНИЙ
1.Назначение теста
Тест, состоящий из 160 заданий позволяет, установить уровень знаний по процессам формообразования и инструментам.
2.Документы, определяющие содержание теста
Содержание теста соответствует требованиям государственного образовательного стандарта среднего профессионального образования по специальности 15.02.08 Технология машиностроения, утвержденного приказом Министерства образования и науки ДНР от 17.09. 2015 г. № 525).
3. Подходы к отбору содержания теста
Содержание теста определяется требованиями к уровню знаний, квалификационной характеристики техника, которые он должен применять при выполнении должностных обязанностей.
4. Структура и содержание теста
Тест включает 160 заданий с указанием правильного ответа из нескольких предложенных.
1 Совокупность процессов, методов, способов и приемов получения из заготовки готовой детали с заданной формой, размерами и качеством поверхностного слоя.
1 Формообразование
2 Литье
3 Точение
4 Лезвийная обработка
2 Способность инструментального материала сохранять при нагреве свою структуру и свойства, необходимые для резания:
1 Теплопроводность;
2 Теплостойкость
3 Износостойкость
4 Твердость
3 Способность инструментального материала сопротивляться разрушению истиранием называется:
1 Теплопроводность;
2 Теплостойкость
3 Износостойкость
4 Твердость
4 Способность отводить тепло называется:
1 Теплопроводность;
2 Теплостойкость
3 Износостойкость
4 Твердость
5 Расстояние, пройденное режущей кромкой инструмента в направлении вспомогательного движения DS за время цикла главного движения резания — это:
1 Подача
2 Режимы резания
3 Скорость резания
4 Глубина резания
6 Время жизненного цикла инструмента — это:
1 Твердость
2 Стойкость инструмента
3 Прочность 4 Износостойкость
7 Поверхность, обращенная по ходу относительного рабочего движения в сторону срезаемого слоя на обрабатываемой заготовке, по которой всегда сходит стружка, называется:
1 Передней поверхностью
2 Задней поверхностью
3 Обрабатываемой поверхностью 4 Вспомогательной поверхностью
8 Поверхность, обращенная в сторону поверхности резания (обработанной поверхности), называется:
1 Передней поверхностью
2 Задней поверхностью
3 Обрабатываемой поверхностью
4 Вспомогательной поверхностью
9 Линия пересечения передней и главной задней поверхностей инструмента — это:
1 Вспомогательная режущая кромка
2 Главная режущая кромка
3 Вершина инструмента
4 Державка
10 Линия пересечения передней и вспомогательной задней поверхностей инструмента — это:
1 Вспомогательная режущая кромка
2 Главная режущая кромка
3 Вершина инструмента
4 Державка
11 Угол между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания, проходящую через главное режущее лезвие, предназначенный для уменьшения усилия деформации срезаемого слоя металла, называется:
1 Углом заострения
2 Главным углом в плане
3 Передним углом
4 Задним углом
12 Угол между касательной к главной задней поверхности и плоскостью резания, который служит для уменьшения трения между главной задней поверхностью резца и поверхностью резания, называется:
1 Углом заострения
2 Главным углом в плане
3 Передним углом
4 Задним углом
13 Угол между передней поверхностью резца и плоскостью резания называется:
1 Углом резания
2 Главным углом в плане
3 Передним углом
4 Задним углом
14 Угол, заключенный между режущим лезвием и линией, проведенной через вершину резца, параллельно основной плоскости, величина которого влияет на направление схода стружки с передней поверхности резца, называется:
1 Углом резания
2 Углом наклона главной режущей кромки
3 Передним углом
4 Задним углом
15 Литейные цеха относятся к:
1 Заготовительным
2 обрабатывающим
3 сборочным 4 обслуживающим
16 Резцы производящие обтачивание детали вдоль оси ее вращения:
проходной прямой
проходной отогнутый
упорный
• подрезной
17 Плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости:
Основная плоскость
Вспомогательная секущая плоскость
Главная секущая плоскость
• Плоскость резания
18 Угол между проекцией вспомогательной режущей кромки резца на основную плоскость и рабочей плоскостью резания:
Главный задний угол
Главный угол в плане
Вспомогательный угол в плане
• Главный передний угол
19 Достоинствами литья в песчано-глинистую форму явлrяются:
высокая шероховатостъ получаемых поверхностей
низкaя точность изготовления отливок;
повышение объема последующей механической обработки низкая себестоимостъ
20 Способность металлов и сплавов протекать в расплавленном состоянии по кaналaм литейной формы:
Усадка
Жидкотекучесть
Трещинообразование
• коробление
21 Выдавливание металла из замкнутого пространства, например цилиндра, через отверстие:
прессование
ковка
горячая объемная штамповка
• холодная листовая штамповка
22 отделение части металла на листовых или дисковых ножницах:
вырубка
вытяжка
отрезка
• формовка
23 поверхности резца, обращенные к обрабатываемой заготовке:
Задняя
Передняя
Главная режущая кромка
• вспомогательная режущая кромка
24 Резец применяется для продольного точения с одновременной обработкой торцовой поверхности, составляющей с цилиндрической поверхностью прямой угол:
проходной прямой
проходной отогнутый
проходной упорный
• подрезной
25 Угол между в секущей плоскости между главной задней поверхностью лезвия и плоскостью резания:
Главный задний угол
Главный угол в плане
Вспомогательный угол в плане
• Главный передний угол
26 В процессе литья инструментом, создающим конфигурацию получаемой заготовки, является:
Стержень
Штамп
Форма
• опока
27 К недостаткам способа литья в песчано-глинистую форму относятся:
низкaя точность изготовления отливок;
высокая шероховатостъ получаемых поверхностей;
универсaльность используемой формы
• низкая себестоимостъ
28 Приспособления для удержания формовочной смеси: Опока
Стержень
Форма
• знак
29 Машинное время работы инструмента от переточки до переточки:
износ
стойкость
подача
• основное время
30 В процессе обработки давлением используют свойство металла:
твердость
текучесть
прочность
• пластичность
31 Операция, в результате которой заготовка принимает изогнутую форму:
прошивка
протяжка
высадка
• гибка
32 Слой металла, который нужно срезать с обрабатываемой заготовки для получения детали:
припуск
допуск
напуск
• отклонение
33 Операция, с помощью которой в заготовке получают отверстие:
прошивка
протяжка
высадка
• гибка
34 Недостаток горячей объемной штамповки:
низкая производительность
малая точность
высокая стоимость штампа
• высокая стоимость пресса
35 Детали, изготовленные этим методом имеют чистую поверхность, точные размеры, не требуют обработки резанием и только в некоторых случаях проходят чистовую обработку:
Литье
Холодная объемная штамповка
Резание
• Гибка
36 Расстояние от обработанной поверхности до оси сверла:
Подача
Глубина резания при сверлении
Ширина среза
• Толщина среза
37 Составляющая силы резания, направленная вертикально вниз:
Радиальная сила
Осевая сила
Окружная сила Суммарная сила
38 Коэфициент, зависящий от обрабатываемого материала и главного угла в плане:
Км
Кy Срz
• t
39 Наибольшее влияние на стойкость режущего инструмента оказывает:
скорость резания
сила резания
подача
• мощность резания
40 Металлическую форму заполняют жидким металлом под давлением поршня или сжатого воздуха:
1 Литье в кокили
2 Литье под давлением
3 Литье в песчано-глинистые формы
4 Литье в оболочковые формы
41 Резец применяемый для обработки сквозных отверстий:
1 Проходной прямой
2 Проходной отогнутый
3 Расточный
4 Подрезной
42 Плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости:
1 Основная плоскость
2 Вспомогательная секущая плоскость
3 Плоскость резания
4 Главная секущая плоскость
43 угол, заключенный между проекцией главной режущей кромки резца на основную плоскость и направлением подачи:
1 Главный задний угол
2 Главный угол в плане
3 Вспомогательный угол в плане
4 Главный передний угол
44 В процессе литья инструментом, создающим конфигурацию получаемой заготовки, является:
1 Стержень
2 Штамп
3 Форма
4 Опока
45 Приспособлениях для удержания формовочной смеси:
1 Опока
2 Стержень
3 Форма
4 Знак
46 К недостаткам способа литья в песчано-глинистую форму относятся:
1 Низкaя точность изготовления отливок;
2 Высокая шероховатостъ получаемых поверхностей;
3 Универсaльность исполъзуемой формы
4 Низкая себестоимостъ
47 Свойство литейных сплавов уменьшаться в объеме при затвердевании и охлаждении:
1 Усадка
2 Жидкотекучесть
3 Трещинообразование
4 Коробление
48 Заливка металла в форму, вращающуюся вокруг горизонтальной или вертикальной оси:
1 Литье в кокили
2 Литье под давлением
3 Центробежный способ 4 Литье в оболочковые формы
49 Отделение части металла на листовых или дисковых ножницах:
1 Вырубка
2 Вытяжка
3 Отрезка 4 Формовка
50 Поверхность резца, по которой сходит стружка:
1 Задняя
2 Передняя
3 Главная режущая кромка 4 Вспомогательная режущая кромка
51 Равнодействующей всех сил действующих на резец со стороны обрабатываемого металла:
1 Сила сопротивления резанию
2 Тангенциальная сила
3 Радиальная сила 4 Окружная сила резания
52 Сила, направленная горизонтально и перпендикулярно оси обрабатываемой заготовки:
1 Сила сопротивления резанию
2 Тангенциальная сила
3 Радиальная сила 4 Окружная сила резания
53 Составляющие силы резания возрастают, если:
1 Больше предел прочности при растяжении и твердость
обрабатываемого металла
2 Меньше предел прочности при растяжении и твердость
обрабатываемого металла
3 Предел прочности при растяжении и твердость обрабатываемого металла равны
4 Предел прочности при растяжении и твердость обрабатываемого металла не влияют
54 Силы резания уменьшаются с увеличением:
1 Переднего угла γ
2 Заднего угла α
3 Скорости резания
4 Подачи
55 Операция получения горловины на плоской или пространственной заготовке:
1 Вытяжка
2 Гибка
3 Пробивка
4 Отбортовка
56 Дополнительный объем металла в заготовке, вытесняемый на заключительной стадии в облоидную канавку называется:
1 поковкой
2 процессом
3 облоем 4 контуром
57 Процесс, когда обрабатываемая заготовка вращается, а резец перемещается — это:
1 Сверление
2 Точение
3 Строгание
4 Объемная штамповка
58 Одним из способов точной штамповки является:
1 Протяжка
2 Гибка
3 Холодное выдавливание
4 Резка
59 Силовым резанием называется:
1 Увеличение машинного времени, вследствие значительного повышения скорости резания
2 Сокращение машинного времени, вследствие значительного повышения скорости резания
3 Уменьшение машинного времени, вследствие значительного понижения скорости резания
4 Уменьшение силы резания
60 Сила подачи, действующая параллельно оси заготовки:
1 Сила сопротивления резанию
2 Тангенциальная сила
3 Радиальная сила 4 Осевая сила резания
61 В любом способе горячей объемной штамповки инструментом является:
1 Резец
2 Протяжка
3 Штамп
4 Сверло
62 На плоскостях разъема располагаются полости, являющиеся отпечатком будущей поковки, они называются:
1 Бойками
2 Ручьями
3 Высадкой
4 Вытяжкой
63 Получение резьбы с помощью мелкозернистыми однониточными и многониточными резьбошлифовальными кругами называется:
1 Шлифованием резьбы 2 Накатыванием резьбы
3 Нарезанием резьбы 4 Навинчиванием резьбы
64 При накатывании резьбы используют:
1 Резьбошлифовальные круги
2 Накатные ролики и плашки
3 Резьбонарезные головки
4 Резьбовые фрезы
65 Минутная подача Sмин (м/мин) при фрезеровании, если подача на оборот фрезы Sо равна 0,1 мм/об, а частота вращения шпинделя с фрезой равна n=600 об/мин, составляет
1 600 об/мин; 2 60 м/мин; 3 6,0 м/мин.
66 Зубья фрезы изготавливают из:
1 Стали 40Х
2 Стали У7
3 Твердого сплава Т15К6
4 Стали 20
67 Фрезы по форме бывают:
1 Концевые
2 Дисковые
3 Цельные 4 Сборные 68 При фрезеровании плоской поверхности применяется фреза, которая называется:
1 Цилиндрической
2 Пальцевой 3 Дисковой 4 Червячной
69 Угол, образующийся между задней поверхностью зуба фрезы и плоскостью резания, называется:
1 Передним
2 Задним
3 Заострения
4 Главным углом в плане
70 Укажите, какой диаметр концевой фрезы следует выбрать для обработки паза:
1 Максимально возможный
2 Минимально возможный
3 Равный размеру паза
4 Равный глубине паза
71 Фреза, используемая при обработке паза, называется:
1 Концевой
2 Червячной 3 Торцовой 4 Пальцевой
72 Главным движением при фрезерной обработке является:
1 Перемещение стола в горизонтальной плоскости
2 Перемещение стола вверх или вниз
3 Вращение шпинделя
4 Вращение заготовки
73 Частоты вращения шпинделя измеряется в:
1 м/мин
2 мин-1 3 мм 4 мм/мин
74 Как называется класс сварки, объединяющий виды сварки, которые производятся плавлением металла
1 Термический
2 Механический
3 Термомеханический 4 Механотермический
75 Определите, какие из перечисленных видов сварки относятся к термическому классу сварки:
1 Контактная
2 Дуговая
3 Газовая 4 Электродуговая
76 Дуговая сварка осуществляется под действием:
1 Электрической дуги 2 Силы Р
3 Газового пламени
4 Силы рабочего
77 Сварной шов в ручной дуговой сварке защищается с помощью:
1 Нет защиты
2 Обмазки
3 Флюса 4 Воздуха
78 Кто изобрел сварку угольным электродом:
1 Чернов 2 Петров
3 Бенардос 4 Славянов
|
79 Сварным швом называется: |
|
|
|
1 Участок сварного соединения, образовавшийся кристаллизации расплавленного металла сварочной ванны; |
в |
результате |
|
2 Участок сварного соединения, образовавшийся пластической деформации присадочного металла; 3 Неразъемное соединение, выполненное сваркой; |
в |
результате |
|
4 Участок сварного соединения, образовавшийся кристаллизации электрода. |
в |
результате |
80 Стыковым соединением называется:
1 Соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок;
2 Соединение, в котором кромки свариваемых деталей расположены параллельно одна над другой и наложены друг на друга;
3 Соединение деталей, расположенных в одной плоскости или на одной поверхности;
4 Соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней.
81 Из нижеперечисленных процессов назовите химические процессы, происходящие в сварочной ванне:
1 Электрические процессы;
2 Ионизация воздуха; 3 Рафинирование металла шва; 4 Термоэлектронная эмиссия.
82 Степень механизации процесса ручной дуговой сварки:
1 Ручная
2 Полуавтоматическая
3 Автоматическая
4 Механическая
83 В какой зоне сварного шва часто возникают трещины:
1 Зоне плавления
2 Зоне термического влияния
3 Зоне маталла шва 4 Зоне приложения силы
84 Как называется класс сварки, объединяющий виды сварки, которые осуществляются с использованием тепловой энергии и давления:
1 Термический
2 Механический
3 Термомеханический
4 Химический
85 Определите, какие из перечисленных видов сварки относятся к термическому классу сварки:
1 Сварка взрывом
2 Автоматическая под флюсом
3 Газовая
4 Механическая под флюсом
86 Сварным соединением называется:
1 Неразъемное соединение, выполненное пайкой
2 Разъемное соединение, выполненное сваркой 3 Неразъемное соединение
4 Неразъемное соединение, выполненное сваркой
87 Тавровым соединением называется:
1 Соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок
2 Соединение, в котором кромки свариваемых деталей расположены параллельно одна над другой и наложены друг на друга
3 Соединение деталей, расположенных в одной плоскости или на одной поверхности
4 Соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней
88 Степень механизации процесса газовой сварки:
1 Ручная
2 Полуавтоматическая
3 Автоматическая
4 Смешанная
89 В какой зоне металл наиболее хрупкий:
1 Зоне сплавления
2 Зоне термического влияния
3 Зоне металла шва
4 Зоне окисления
90 Сущность литейного производства
1 Заключается в разработке технологического процесса изготовления отливки
2 Заключается в проектировании и изготовлении литейной оснастки
3 Заключается в приготовлении расплавленного металла необходимого качества и заливке его в специальную литейную форму
4 Заключается в приготовлении расплавленного металла и дальнейшей кристаллизации его в специальных литейных формах.
91 Модельный комплект
1 Совокупность технологической оснастки и приспособлений необходимых для образования в форме полости, соответствующей контурам отливки
2 Приспособление, с помощью которого в литейной форме получают полость с заданной формой и размерами
3 Металлическая плита с закрепленными на ней моделями и элементами литниковой системы
92 Многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных форм:
1 Стержневая смесь
2 Формовочная смесь
3 Наполнительная смесь 4 Уплотнительная смесь
93 Система каналов, через которые расплавленный металл подводят в полость формы:
1 Коллектор;
2 Стояк
3 Литниковая система
4 Система налива
94 Изготовление литейных форм:
1 Уплотнение формовочной смеси
2 Литье
3 Выдавливание
4 Устройство вентиляционных каналов
95 Процесс изготовления ступеней включает операции:
1 Формовку сырого стержня
2 Сушку
3 Выдавливание
4 Отделку и окраску стержня
96 Изготовление отливок путем заливки расплавленного металла в разовую тонкостенную разъемную литейную форму осуществляется:
1 В оболочковых формах
2 По выплавляемым моделям
3 В кокиль 4 Под давлением
97 Изготовление отливок заливкой расплавленного металла в разовую тонкостенную форму, изготовлением из жидкоподвижной суспензии:
1 В оболочковых формах
2 По выплавляемым моделям
3 В кокиль 4 Под давлением 98 Изготовление отливок заливкой расплавленного металла в многократно использованные металлические литейные формы с последующим затвердеванием:
1 В оболочковых формах
2 По выплавляемым моделям
3 В кокиль
4 Под давлением
99 Изготовление отливок в металлических формах заполнением расплавом под действием внешних сил:
1 В оболочковых формах
2 По выплавляемым моделям
3 В кокиль 4 Под давлением
100 Способы изготовления отливок из медных сплавов:
1 Литье в песчаные формы
2 Литье в оболочковые формы
3 Литье в кокиль 4 Литье под давлением
101 Внешние контуры отливки представляют собой: 1 Сочетание сложных геометрических тел
2 Сочетание плоских прямолинейных поверхностей
3 Сочетание простых геометрических тел с преобладанием плоских прямолинейных поверхностей
102 Внутренние полости склонных отливок необходимо изготовлять:
1 Избегая пазов и узких полостей
2 С минимальным числом стержней
3 С достаточным числом окон для прочного крепления стержней в форме 4 Все варианты верны.
103 Выберите метод изготовления проволоки диаметром 0.03 мм:
1 Ковка
2 Волочение
3 Прессование 4 Прокатка
104 Дайте определение процесса прокатки:
1 Процесс обжатия и вытяжки металла между непрерывно
вращающимися валками прокатного стана
2 Процесс протягивания металла через постепенно сужающиеся отверстия в инструменте называемом волокой
3 Процесс выдавливания металла из замкнутой полости через очко матрицы
4 Процесс последовательной пластической деформацией металла под действием ударов бойка молота или последовательным давлением пресса, где течение металла ограничено только в направлении движения байков
105 Укажите рабочий инструмент при ковке:
1 Прокатный валок
2 Волока
3 Матрица 4 Боек
106 Выберите способ изготовления поковки весом 200 т :
1 Ковка
2 Прессование
3 Прокатка 4 Штамповка
107 Дайте определение процесса волочения:
1 Процесс обжатия и вытяжки металла между непрерывно
вращающимися валками прокатного стана
2 Процесс протягивания металла через постепенно сужающиеся отверстия в инструменте называемом волокой
3 Процесс последовательной пластической деформацией металла под действием ударов бойка молота или последовательным давлением пресса, где течение металла ограничено только в направлении движения байков
4 Процесс изготовления поковок с помощью специального инструмента- штампа, где течение металла ограниченно ручьем штампа
108 Дайте определение процесса прессования:
1 Процесс обжатия и вытяжки металла между непрерывно
вращающимися валками прокатного стана
2 Процесс выдавливания металла из замкнутой полости через очко матрицы
3 Процесс последовательной пластической деформацией металла под действием ударов бойка молота или последовательным давлением пресса, где течение металла ограничено только в направлении движения бойков
4 Процесс изготовления поковок с помощью специального инструмента
- штампа, где течение металла ограниченно ручьем штампа
109 Выберите метод изготовления листового профиля:
1 Ковка
2 Волочение
3 Прессование 4 Прокатка
110 Дайте определение процесса ковки:
1 Процесс обжатия и вытяжки металла между непрерывно
вращающимися валками прокатного стана
2 Процесс протягивания металла через постепенно сужающиеся отверстия в инструменте называемом волокой
3 Процесс выдавливания металла из замкнутой полости через очко матрицы
4 Процесс последовательной пластической деформацией металла под действием ударов бойка молота или последовательным давлением пресса, где течение металла ограничено только в направлении движения бойков
111 Укажите рабочий инструмент при ковке:
1 Прокатный валок
2 Матрица
3 Боек
4 Штамп
112 Дайте определение процесса штамповки:
1 Волочение с незначительным обжатием(8-12%)
2 Процесс выдавливания металла из замкнутой полости через очко матрицы
3 Процесс последовательной пластической деформацией металла под действием ударов бойка молота или последовательным давлением пресса, где течение металла ограничено только в направлении движения бойков
4 Процесс изготовления поковок с помощью специального инструмента - штампа, где течение металла ограниченно ручьем штампа.
113 Укажите рабочий инструмент при прессовании:
1 Прокатный валок
2 Волока
3 Боек
4 Штамп
114 Если до прокатки образец имел высоту 24 мм, то после обжатия 25% его высота составила: 1 24 мм
2 6 мм
3 18 мм
4 30 мм
115 Выберите метод изготовления кузова автомобиля:
1 Ковка
2 Прессование
3 Прокатка 4 Штамповка
116 Из скольких частей состоит сверло: 1 Одной - рабочей части
2 Двух - хвостовика и рабочей части
3 Трех - рабочей части, хвостовика, шейки
4 Четырех - рабочей части, хвостовика, шейки и оправки
117 На какой части сверла обозначается размер и материал сверла:
1 На хвостовике
2 На рабочей части
3 На шейке сверла 4 На оправке
118 Какие из перечисленных сверл применяются чаще всего:
1 Перовые
2 Спиральные
3 Специальные 4 Сборные
119 Какое из движений сверла будет являться главным движением:
1 Вращательное движение инструмента
2 Вращательное движение заготовки
3 Поступательное движение инструмента
4 Поступательное движение инструмента
120 Для чего применяют зенкерование отверстий:
1 Для чистовой обработки отверстий
2 Для увеличения размера просверленного отверстия
3 Для получения фасок и устранения заусенцев
4 Для растачивания отверстий
121 Чем отличается зенкер от сверла:
1 Состоит из большего количества частей
2 Больше режущих кромок и спиральных канавок
3 Имеет большую длину
122 Какие из перечисленных инструментов применяются для зенкования отверстий:
1 Развертки
2 Зенковки
3 Зенкера 4 Сверла
123 Для чего применяют зенкование отверстий:
1 Для чистовой обработки отверстий
2 Для увеличения размера просверленного отверстия
3 Для получения фасок и устранения заусенцев
4 Все ответы правильные
124 Что такое развертывание отверстий:
1 Образование отверстий в сплошном материале
2 Черновая обработка отверстия
3 Окончательная обработка отверстия 4 Предварительная обработка отверстия
125 Режущим инструментом при протягивании является протяжка, режущие зубья которой:
1 Постепенно увеличиваются от начала к концу рабочей части инструмента
2 Постепенно уменьшаются от начала к концу рабочей части
инструмента;
3 Не изменяются от начала к концу рабочей части инструмента
126 Протягивать можно:
1 Сквозные и глухие отверстия
2 Только глухие отверстия
3 Только сквозные отверстия
4 Только длинные отверстия
127 Отверстия перед протягиванием чаще всего:
1 Должны быть обработаны, оставляя припуск под протягивание
2 Не обрабатывают
3 Не изготовляют
128 Подачей при протягивании является:
1 Скорость прямолинейного движения протяжки при рабочем ходе
2 Величина подъема каждого зуба по отношению к предыдущему
3 Скорость прямолинейного движения детали при рабочем ходе
4 Скорость прямолинейного движения протяжки при вспомогательном ходе
129 Протяжки изготовляют из:
1 Быстрорежущей стали и легированной стали ХВГ
2 Углеродистой стали
3 Из легированной стали 9ХС, Х12М
4 Из конструкционной стали
130 Хвостовик протяжки необходим:
1 Для закрепления протяжки в патроне станка
2 Для правильного направления протяжки в обрабатываемом отверстии в начале протягивания
3 Для препятствия перекашивания при выходе последнего зуба протяжки из отверстия
4 Для комплекта
131 При протягивании шпоночных канавок в отверстии применяют:
1 Втулку
2 Адаптер
3 Муфту 4 Оправку
132 Зубья при протягивании бывают: 1 Калибрующие
2 Режущие, переходные, калибрующие
3 Режущие 4 Переходные
133 Инструмент, который применяют для калибровки отверстий после термической обработки:
1 Протяжка
2 Прошивка
3 Калибровка 4 Сверло
134 Скорость резания при протягивании обычно назначается:
1 3 -20 м/мин
2 20 – 30 м/мин свыше 30 м/мин до 3 м/мин
135 Глубиной резания при протягивании является: 1 Ширина слоя металла, срезаемая одним зубом протяжки
2 t = (D -d )/2 (мм)
3 t = D/2 (мм)
4 t = d/2 (мм)
136 Протягивание осуществляется на:
1 На строгальных станках
2 Горизонтальных и вертикальных протяжных станках
3 Вертикальных протяжных станках 4 Горизонтальных протяжных станках
137 Калибрующие зубья имеют подачу:
1 Sz ≤0,05 мм
2 Sz =0
3 Sz ≥0,05 мм
4 Sz =00,5 мм
138 Название протяжки, которая представляет собой рейку с постепенно увеличивающимися зубьями от начала к концу рабочей части:
1 Шпоночная
2 Шлицевая
3 Протяжки для круглых отверстий 4 Фасонная
139 Из следующих утверждений выберите неверное:
1 Шлифование является трудоемким процессом;
2 Шлифование – чистовой, отделочный метод обработки заготовок;
3 Шлифование – единственный метод обработки закаленных деталей;
4 Шлифованием нельзя достичь среднего уровня точности
140 Какой материал не используется для изготовления абразивных кругов:
1 Белый электрокорунд 2 Карбид кремния зелёный
3 Наждак природный 4 Алмаз синтетический
141 Что лежит в основе электроэрозионной обработки:
1 Дуговой разряд
2 Искровой разряд
Химическое травление
Механическое разрушение
142 Что лежит в основе электрохимической обработки:
1 Химическое травление 2 Искровой разряд
3 Анодное растворение 4 Электродный потенциал
143 Что является недостатком способа электрохимической обработки:
1 Низкая шероховатость обработанной поверхности
2 Высокая энергоёмкость процесса
3 Отсутствие механического воздействия на поверхность
4 Низкая размерная точность обработки
144 При каких операциях применение лазера неэффективно:
1 Обработка мелких отверстий
2 Обточка крупных валов
3 Резка тонких плёнок 4 Подгонка резисторов
145 При каких операциях эффективно применение ультразвука:
1 При мойке и очистке мелких деталей
2 При мойке и очистке крупных деталей
3 При сварке пластмассовых плёнок
4 При прошивании отверстий в твёрдом сплаве
146 Какие изделия нецелесообразно получать порошковой металлургией:
1 Пористые подшипники
2 Тонкие фильтры
3 Сложной формы штамповки 4 Твёрдые металлокерамические сплавы
147 Какие процессы не применяются при изготовлении деталей из пластмасс:
1 Объёмное прессование
2 Литьевое прессование
3 Ковка
4 Литьё под давлением
148 Выбранный режим резания проверяется по:
1 Глубине резания 2 Подаче
Скорости резания
Мощности резания
149 Выбрать марку материала для чистовой обработки чугуна:
1 ВК4
2 Т5К10
3 ВК10 4 Т15К6
150 Время, в течение которого происходит процесс снятия стружки без непосредственного участия рабочего - :
1 Штучное время
2 Стойкость инструмента
3 Основное время 4 Оперативное время
151 Какой из нижеперечисленных режущих инструментов при нарезании зубчатых колес не работает по методу обкатки:
1 Червячная модульная фреза 2 Зубострогальные резцы
3 Пальцевая модульная фреза 4 Дисковый долбяк
152 Что не является элементом режима резания:
1 Глубина резания
2 Подача
3 Скорость резания 4 Мощность резания
153 Выберите марку инструментального материала для черновой обработки стали:
1 ВК4
2 Т5К10
3 ВК10 4 Т15К6
154 На стойкость режущего инструмента наибольшее влияние оказывает:
1 Глубина резания
2 Подача
3 Основное время 4 Скорость резания
155 Выберите режущий инструмент для нарезания резьбы М12-8Н в глухом отверстии:
1 Плашка
2 Резьбовой резец
3 Метчик 4 Гребенка
156 Как называется равнодействующая сил, дествующих на режущий инструмент при обработке резанием:
1 Тангенциальная сила
2 Радиальная сила
3 Осевая сила 4 Сила резания
157 Выберите лезвийный инструмент для обработки с вращательным главным движением резания и движением подачи вдоль оси главного движения резания:
1 Шлифовальный круг
2 Резец
3 Сверло 4 Концевая фреза
158 Подача при нарезании метрической резьбы равна:
1 Числу заходов резьбы
2 Длине резьбы
3 Шагу нарезаемой резьбы
4 Высоте профиля резьбы
159 Основной особенностью процесса протягивания является:
1 Обработка на малых скоростях
2 Инструментальный материал протяжки
3 Отсутствие движения подачи 4 Отсутствие главного движения
160 Скорость резания в центре сверла равна:
1 Диаметру сверла
2 Нулю
3 Глубине резания
КЛЮЧ К ТЕСТАМ
|
№ вопроса |
|
№ вопроса |
|
№ вопроса |
|
№ вопроса |
|
|
1 |
1 |
41 |
2 |
81 |
3 |
121 |
2 |
|
2 |
2 |
42 |
3 |
82 |
1 |
122 |
2 |
|
3 |
3 |
43 |
2 |
83 |
1 |
123 |
3 |
|
4 |
1 |
44 |
3 |
84 |
3 |
124 |
3 |
|
5 |
1 |
45 |
1 |
85 |
2,3 |
125 |
1 |
|
6 |
2 |
46 |
1 |
86 |
4 |
126 |
3 |
|
7 |
1 |
47 |
1 |
87 |
4 |
127 |
2 |
|
8 |
2 |
48 |
2 |
88 |
1 |
128 |
1 |
|
9 |
2 |
49 |
3 |
89 |
2 |
129 |
1 |
|
10 |
1 |
50 |
2 |
90 |
4 |
130 |
1 |
|
11 |
3 |
51 |
1 |
91 |
1 |
131 |
1 |
|
12 |
4 |
52 |
3 |
92 |
2 |
132 |
1,3 |
|
13 |
1 |
53 |
1 |
93 |
3 |
133 |
2 |
|
14 |
2 |
54 |
1 |
94 |
3 |
134 |
1 |
|
15 |
1 |
55 |
4 |
95 |
2 |
135 |
1 |
|
16 |
1 |
56 |
3 |
96 |
2 |
136 |
2 |
|
17 |
4 |
57 |
2 |
97 |
1 |
137 |
1 |
|
18 |
3 |
58 |
3 |
98 |
3 |
138 |
1 |
|
19 |
4 |
59 |
1 |
99 |
4 |
139 |
4 |
|
20 |
2 |
60 |
4 |
100 |
3 |
140 |
3 |
|
21 |
3 |
61 |
3 |
101 |
3 |
141 |
1,4 |
|
22 |
3 |
62 |
2 |
102 |
1 |
142 |
4 |
|
23 |
2 |
63 |
1 |
103 |
2 |
143 |
1 |
|
24 |
3 |
64 |
2 |
104 |
1 |
144 |
2 |
|
25 |
1 |
65 |
2 |
105 |
4 |
145 |
1 |
|
26 |
3 |
66 |
3 |
106 |
1 |
146 |
3 |
|
27 |
1 |
67 |
2 |
107 |
2 |
147 |
3 |
|
28 |
1 |
68 |
1 |
108 |
3 |
148 |
4 |
|
29 |
2 |
69 |
2 |
109 |
4 |
149 |
1 |
|
30 |
4 |
70 |
3 |
110 |
4 |
150 |
3 |
|
31 |
4 |
71 |
1 |
111 |
3 |
151 |
3 |
|
32 |
1 |
72 |
3 |
112 |
4 |
152 |
4 |
|
33 |
1 |
73 |
2 |
113 |
4 |
153 |
2 |
|
34 |
3 |
74 |
1 |
114 |
3 |
154 |
2 |
|
35 |
2 |
75 |
2,3 |
115 |
4 |
155 |
3 |
|
36 |
2 |
76 |
1 |
116 |
3 |
156 |
4 |
|
37 |
3 |
77 |
2 |
117 |
1 |
157 |
2 |
|
38 |
3 |
78 |
3 |
118 |
2 |
158 |
3 |
|
39 |
1 |
79 |
1 |
119 |
1 |
159 |
3 |
|
40 |
2 |
80 |
3 |
120 |
2 |
160 |
2 |
Для текущего контроля знаний по дисциплине используется:
1) Дидактические материалы к проведению лекционных занятий. Материалы включают задания для осуществления таких этапов занятия, как актуализация опорных знаний и закрепление знаний студентов в виде тестов и кроссвордов.
2) Инструктивно-методические материалы к проведению практических занятий (семинаров). Задания семинара включают:
а) определение терминов и понятий;
б) закрытые тесты;
в) открытые тесты;
г) анализ проблемной ситуации.
Для проверки знаний, навыков и умений студентов используется пакет заданий комплексной контрольной работы. Пакет содержит:
- 20 вариантов задания №1;
- 20 вариантов задания №2;
- 20 вариантов задач;
- Критерии оценивания выполнения варианта.
Цель контрольной работы - систематизация знаний и практических навыков по дисциплине.
Контрольная работа состоит из задач, которые имеют практическую направленность. Вариант каждого из заданий определяется порядковым номером студента в учебном журнале.
Каждый вариант контрольной работы содержит:
- 4 вопроса задания №1,
- 3 вопроса задания №2, - 1 задачу.
Такое строение задания дает возможность более дифференцированно подойти к оценке знаний студентов. Работа рассчитана на 80 минут.

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.