Поделиться

МИНИСТЕРСТВО ОБРАЗОВАНИЯ и молодежной политики
СВЕРДЛОВСКОЙ ОБЛАСТИ
Государственное АВТОНОМНОЕ профессиональное образовательное учреждение Свердловской области
«Каменск-Уральский агропромышленный техникум»
|
УТВЕРЖДЕНА Приказом Директора ГАПОУ СО «Каменск-Уральский агропромышленный техникум» Некрасова С.И. Пр № ...-уч от .....2020 г |
КОМПЛЕКТ КОНТРОЛЬНО-ОЦЕНОЧНЫХ СРЕДСТВ ПО ПРОФЕССИОНАЛЬНОМУ МОДУЛЮ
ПМ.02 « Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом (РД)»
Основной профессиональной образовательной программы по профессии СПО:
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Форма обучения: очная
Срок обучения: 2 г. 10 мес.
Уровень освоения: профильный
Каменск-Уральский,
2020
Комплект контрольно-оценочных средств по профессиональному модулю ПМ.02 « РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)» разработан на основе Федерального государственного образовательного стандарта по профессии по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки), утвержденной приказом Минобрнауки России от 29.01.2016 N 50 (ред. от 14.09.2016), (Зарегистрировано в Минюсте России 24.02.2016 N 41197) и рабочей программы модуля.
Организация-разработчик:
Государственное автономное профессиональное образовательное учреждение Свердловской области «Каменск-Уральский агропромышленный техникум»
Разработчик:
Самохина Наталья Георгиевна, преподаватель ГАПОУ СО «Каменск-Уральский агропромышленный техникум», высшая квалификационная категория.
Рецензент:
|
|
|
Зам. директора по УР |
|
ГАПОУ СО «КУАТ» |
|
Фамилия, Имя, Отчество, |
|
должность, |
|
место работы |
Согласовано на заседании П(Ц)К, протокол №- , от « » - 2020 г.
Председатель Н.Г.Самохина / __________________
Согласовано на заседании НМС, протокол №- , от « » - 2020 г.
Председатель Ю.А.Некрасова/ __________________
СОДЕРЖАНИЕ
|
1.Паспорт кос профессионального модуля |
4 |
|
2.Формы контроля и оценивания элементов ПМ
|
5 |
|
3. Результаты освоения модуля, подлежащие проверке |
6 |
|
4. Оценка освоения теоретического курса профессионального модуля |
10 |
|
5. Комплект материалов для оценки сформированности элементов профессиональных компетенций по виду профессиональный деятельности (впд) |
37 |
|
6. Требования к дифференцированному зачету по учебной практике |
62 |
|
7. Информационное обеспечение обучения |
63 |
|
Приложение 1 |
66 |
|
Приложение 2 |
67 |
1. ПАСПОРТ КОС ПРОФЕССИОНАЛЬНОГО МОДУЛЯ ПМ.02 « Ручная дуговая сварка (наплавка, резка) плавящимся покрытым
электродом (РД)»
Комплект оценочных средств (КОС) предназначен для проверки результатов освоения профессионального модуля (далее ПМ02) основной профессиональной образовательной программы (далее ОПОП) по профессии СПО 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки).
В ходе освоения профессионального модуля ПМ02 обучающийся должен овладеть предусмотренными ФГОС 15.01.05 следующими умениями, знаниями и практическим опытом , которые формируют профессиональные компетенции:
иметь практический опыт:
ПО1. - проверки оснащенности сварочного поста ручной дуговой сварки
(наплавки, резки) плавящимся покрытым электродом;
ПО2. - проверки работоспособности и исправности оборудования поста ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
ПО3. - проверки наличия заземления сварочного поста ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
ПО4- подготовки и проверки сварочных материалов для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
ПО5- настройки оборудования ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом для выполнения сварки;
ПО6- выполнения ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом различных деталей и конструкций;
ПО7- выполнения дуговой резки.
уметь:
У1. - проверять работоспособность и исправность сварочного оборудования для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
У2. - настраивать сварочное оборудование для ручной дуговой сварки
(наплавки, резки) плавящимся покрытым электродом;
У3. - выполнять сварку различных деталей и конструкций во всех пространственных положениях сварного шва;
У4- владеть техникой дуговой резки металла.
знать:
З1. - основные типы, конструктивные элементы и размеры сварных соединений, выполняемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом, и обозначение их на чертежах;
З2. - основные группы и марки материалов, свариваемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом;
З3. - сварочные (наплавочные) материалы для ручной дуговой сварки
(наплавки, резки) плавящимся покрытым электродом;
З4. - технику и технологию ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом различных деталей и конструкций в пространственных положениях сварного шва;
З5. - основы дуговой резки;
З6. - причины возникновения дефектов сварных швов, способы их предупреждения и исправления при ручной дуговой сварке (наплавке, резке) плавящимся покрытым электродом.
Результатом освоения профессионального модуля является готовность обучающегося к выполнению вида профессиональной деятельности (ВПД): «Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом»
Формой аттестации по профессиональному модулю является экзамен (квалификационный).
Итогом экзамена является решение: «Вид профессиональной деятельности освоен/не освоен»
2. ФОРМЫ КОНТРОЛЯ И ОЦЕНИВАНИЯ ЭЛЕМЕНТОВ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ ПМ 02
|
Элемент модуля |
Форма контроля и оценивания |
|
|
Промежуточная аттестация1 |
Текущий контроль2 |
|
|
Раздел 1 ПМ 02. Ручная дуговая сварка, наплавка и резка деталей из углеродистых и конструкционных сталей и цветных металлов и сплавов |
Экзамен |
Тестирование Оценка результатов выполнения лабораторных и практических работ Контроль выполнения самостоятельной работы |
|
УП.02. .Учебная практика |
Дифференцированный зачет |
Оценка результатов выполнения работ на учебной практике. |
|
ПП.02. Производственная практика |
Дифференцированный зачет |
Оценка результатов выполнения работ на производственной практике. |
|
ПМ.02.ЭК |
Экзамен квалификационный/ демонстрационный |
Контроль и оценка результатов освоения профессионального модуля ПМ.02 « Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом (рд)» |
3.РЕЗУЛЬТАТЫ ОСВОЕНИЯ МОДУЛЯ, ПОДЛЕЖАЩИЕ ПРОВЕРКЕ
По требованиям ФГОС 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)при оценке уровня усвоения ПМ02 оцениваются профессиональные компетенции.
3.1. Профессиональные и общие компетенции:
|
Профессиональные и общие компетенции |
Показатели оценки результата |
Формы и методы контроля и оценки |
|
ПК2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. |
иметь практический опыт: - проверки оснащенности сварочного поста ручной дуговой сварки плавящимся покрытым электродом; - проверки работоспособности и исправности оборудования поста ручной дуговой сварки плавящимся покрытым электродом; - проверки наличия заземления сварочного поста ручной дуговой сварки плавящимся покрытым электродом; - подготовки и проверки сварочных материалов для ручной дуговой сварки плавящимся покрытым электродом; - настройки оборудования ручной дуговой сварки плавящимся покрытым электродом для выполнения сварки; - выполнения ручной дуговой сварки плавящимся покрытым электродом различных деталей и конструкций; уметь: - проверять работоспособность и исправность сварочного оборудования для ручной дуговой сварки плавящимся покрытым электродом; - настраивать сварочное оборудование для ручной дуговой сварки плавящимся покрытым электродом; - выполнять сварку различных деталей и конструкций во всех пространственных положениях сварного шва; знать: - основные типы, конструктивные элементы и размеры сварных соединений, выполняемых ручной дуговой сваркой плавящимся покрытым электродом, и обозначение их на чертежах; - основные группы и марки материалов, свариваемых ручной дуговой сваркой плавящимся покрытым электродом; - сварочные материалы для ручной дуговой сварки плавящимся покрытым электродом; - технику и технологию ручной дуговой сварки плавящимся покрытым электродом различных деталей и конструкций в пространственных положениях сварного шва; - причины возникновения дефектов сварных швов, способы их предупреждения и исправления при ручной дуговой сварке плавящимся покрытым электродом. |
- Выполнение лабораторно-практических работ - Выполнение работ на учебной и производственной практике. - Наблюдение за соблюдением технологического процесса выполнения дуговой сварки. - Наблюдение за соблюдением требований ТБ в процессе выполнения дуговой сварки. - Экспертная оценка выполнения работ. |
|
ПК 2.2.Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. |
иметь практический опыт: - проверки оснащенности сварочного поста ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом; - проверки работоспособности и исправности оборудования поста ручной дуговой сварки плавящимся покрытым электродом; - проверки наличия заземления сварочного поста ручной дуговой сварки плавящимся покрытым электродом; - подготовки и проверки сварочных материалов для ручной дуговой сварки плавящимся покрытым электродом; - настройки оборудования ручной дуговой сварки плавящимся покрытым электродом для выполнения сварки; - выполнения ручной дуговой сварки плавящимся покрытым электродом различных деталей и конструкций; уметь: - проверять работоспособность и исправность сварочного оборудования для ручной дуговой сварки плавящимся покрытым электродом; - настраивать сварочное оборудование для ручной дуговой сварки плавящимся покрытым электродом; - выполнять сварку различных деталей и конструкций во всех пространственных положениях сварного шва; знать: - основные типы, конструктивные элементы и размеры сварных соединений, выполняемых ручной дуговой сваркой плавящимся покрытым электродом, и обозначение их на чертежах; - основные группы и марки материалов, свариваемых ручной дуговой сваркой плавящимся покрытым электродом; - сварочные материалы для ручной дуговой сварки плавящимся покрытым электродом; - технику и технологию ручной дуговой сварки плавящимся покрытым электродом различных деталей и конструкций в пространственных положениях сварного шва; - причины возникновения дефектов сварных швов, способы их предупреждения и исправления при ручной дуговой сварке плавящимся покрытым электродом. |
- Выполнение лабораторно-практических работ - Выполнение работ на учебной и производственной практике. - Наблюдение за соблюдением технологического процесса выполнения дуговой сварки. - Наблюдение за соблюдением требований ТБ в процессе выполнения дуговой сварки. - Экспертная оценка выполнения работ. |
|
ПК 2.3.Выполнять ручную дуговую наплавку покрытыми электродами различных деталей. |
иметь практический опыт: - проверки оснащенности сварочного поста ручной дуговой наплавки плавящимся покрытым электродом; - проверки работоспособности и исправности оборудования поста ручной дуговой наплавки плавящимся покрытым электродом; - проверки наличия заземления сварочного поста ручной дуговой наплавки плавящимся покрытым электродом; - подготовки и проверки сварочных материалов для ручной дуговой наплавки плавящимся покрытым электродом; - настройки оборудования ручной дуговой наплавки плавящимся покрытым электродом для выполнения сварки; - выполнения ручной дуговой наплавки плавящимся покрытым электродом различных деталей и конструкций; уметь - проверять работоспособность и исправность сварочного оборудования для ручной дуговой наплавки плавящимся покрытым электродом; - настраивать сварочное оборудование для ручной дуговой наплавки плавящимся покрытым электродом; знать: - основные типы, конструктивные элементы и размеры сварных соединений, выполняемых ручной дуговой наплавкой плавящимся покрытым электродом, и обозначение их на чертежах; - основные группы и марки материалов, свариваемых ручной дуговой наплавкой плавящимся покрытым электродом; наплавочные материалы для ручной дуговой наплавки плавящимся покрытым электродом; - технику и технологию ручной дуговой наплавки плавящимся покрытым электродом различных деталей и конструкций в пространственных положениях сварного шва; - причины возникновения дефектов сварных швов, способы их предупреждения и исправления при ручной дуговой наплавке плавящимся покрытым электродом. |
- Выполнение лабораторно-практических работ - Выполнение работ на учебной и производственной практике. - Наблюдение за соблюдением технологического процесса выполнения ручной дуговой наплавки плавящимся покрытым электродом. - Наблюдение за соблюдением требований ТБ в процессе выполнения ручной дуговой наплавки плавящимся покрытым электродом. - Экспертная оценка выполнения работ. |
|
ПК 2.4.Выполнять дуговую резку различных деталей. |
иметь практический опыт: - проверки оснащенности сварочного поста ручной дуговой резки плавящимся покрытым электродом; - проверки работоспособности и исправности оборудования поста ручной дуговой резки плавящимся покрытым электродом; - проверки наличия заземления сварочного поста ручной дуговой резки плавящимся покрытым электродом; - подготовки и проверки сварочных материалов для ручной дуговой резки плавящимся покрытым электродом; - настройки оборудования ручной дуговой резки плавящимся покрытым электродом для выполнения сварки; - выполнения дуговой резки. уметь: - проверять работоспособность и исправность сварочного оборудования для ручной дуговой резки плавящимся покрытым электродом; - настраивать сварочное оборудование для ручной дуговой резки плавящимся покрытым электродом; - владеть техникой дуговой резки металла. знать: - основные типы, конструктивные элементы и размеры сварных соединений, выполняемых ручной дуговой резкой плавящимся покрытым электродом, - основные группы и марки материалов, разрезаемых резкой плавящимся покрытым электродом; - материалы для ручной дуговой резки; (наплавки, резки) плавящимся покрытым электродом; - технику и технологию ручной дуговой резки плавящимся покрытым электродом различных деталей ; - основы дуговой резки; - причины возникновения дефектов, способы их предупреждения и исправления при ручной дуговой резке плавящимся покрытым электродом. |
- Выполнение лабораторно-практических работ - Выполнение работ на учебной и производственной практике. - Наблюдение за соблюдением технологического процесса выполнения ручной дуговой резки плавящимся покрытым электродом. - Наблюдение за соблюдением требований ТБ в процессе выполнения дуговой резки плавящимся покрытым электродом. Экспертная оценка выполнения работ. |
Состав портфолио:
Обязательные документы
· Аттестационный лист по производственной практике
· Сводная ведомость оценок выполнения зачетных работ по МДК 02.01.
· Ведомость выполнения практических и лабораторных работ
· Карта формирования общих компетенций
Дополнительные материалы:
· Дипломы и сертификаты участников научно-практических конференций.
4.ОЦЕНКА ОСВОЕНИЯ ТЕОРЕТИЧЕСКОГО КУРСА ПРОФЕССИОНАЛЬНОГО МОДУЛЯ ПМ 02. (Оценка освоения междисциплинарных курсов)
4.1.Паспорт
Назначение:
КОС для квалификационного экзамена предназначен для контроля и оценки результатов освоения профессионального модуля «ПМ.02 РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)» по профессии СПО 15.01.05 «Сварщик(ручной и частично механизированной сварки (наплавки)»
4.2. КОНТРОЛЬНО-ОЦЕНОЧНЫЕ МАТЕРИАЛЫ ДЛЯ ПРОВЕДЕНИЯ ТЕКУЩЕГО КОНТРОЛЯ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ «ПМ.02 РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)»
4.2.1. Типовые задания виде тестов для проведения контрольной работы по теме 1.1.
Проверяемые результаты обучения: З4
Технология ручной дуговой сварки покрытыми электродами
1 вариант
1. Укажите марку стали, которая сваривается без особых ограничений, независимо от толщины металла, температуры окружающего воздуха
1. 4Г2АФ
2. ВСт3сп5
3. 20ХГСА
4. 30ХН2МФА
2. Какой из легирующих элементов стали увеличивает ее твердость и работоспособность при высоких температурах?
1.Хром
2.Углерод
3.Никель
4. Вольфрам
3. Обратноступенчатую сварку применяют с целью:
1. Экономии электродов.
2. Повышения производительности.
3. Уменьшения деформаций.
4. Термообработки.
4. Вам поручена сварка конструкции из низколегированной стали электродами Э50А. Какую марку электродов вы выберете?
1.ОЗС - 18
2.НД - 11
3.УОННИ - 13/55
4.МР - 3
5. Как отличаются по величине сварочный ток при выполнении прихватки и сварке?
1.Ток должен быть больше на 15-20% сварочного тока
2.Ток должен быть больше на 20-30% сварочного тока
3.Ток должен быть меньше на 20-30%
4.Ток остается неизменным
6. В этом соединении свариваемые элементы располагаются в одной плоскости или на одной поверхности. Какой это тип соединения?
1.Стыковое
2.Угловое
3.Тавровое
4.Нахлесточное
7. Какие параметры необходимо контролировать после выполнения подготовки деталей и сборочных единиц под сварку?
1.Форму, размеры и качество подготовки кромок; правильность выполнения переходов от одного сечения к другому; другие характеристики и размеры, контроль которых предусмотрен ПКД или ПТД.
2.Форму и размеры расточки или раздачи труб; качество зачистки подготовленных под сварку кромок; химический состав металла.
3.Все параметры, указанные в п.п. 1 и 2.
8.Для получения валика правильной формы длина дуги должна быть:
1. Меньше диаметра электрода.
2. Равна диаметру электрода.
3. Больше диаметра электрода.
9. Укажите марку сварочного выпрямителя
1.ТД-401У2
2.ВД-306
3.ГСО-500
4.ГД-312
10. Для зажигания электрода и подвода к нему сварочного тока служит
1.Сварочный провод
2.Зажимы
3.Держатель
4.Кабель
11. Для какой группы сталей применяют при сварке электроды типов Э50, Э50А,Э42А,Э55?
1.Для сварки конструкционных сталей повышенной и высокой прочности.
2.Для сварки углеродистых конструкционных сталей.
3.Для сварки высоколегированных сталей.
12.При выполнении вертикальных швов в основном используют способ:
1. «снизу вверх».
2. «углом вперед»..
3. «сверху вниз».
4. «углом назад».
13.С повышением напряжения на дуге ширина сварного шва:
1. Увеличивается.
2. Уменьшается.
3. Не изменяется.
4. Равна нулю.
14. В зависимости от каких характеристик соединения устанавливают шаг и размер прихваток?
1.В зависимости от длины соединения
2.В зависимости от типа соединения
3.В зависимости от вида шва
4.В зависимости от толщины соединения
15. Сборку на сварочных прихватках применяют для конструкций из листов толщиной до...
1. 5-6 мм
2. 6-8 мм
3. 8-10 мм
4. 10-12 мм
16. Нормальной считают длину дуги, равную... диаметра стержня электрода
1. 0,5-1,1
2. 1,1-1,2
3. 1,2-1,5
4. 1,5-1,7
17. Зазор между стыкуемыми элементами и притупление кромок составляет от...
1. 0,3 до 0,5 мм
2. 0,5 до 1 мм
3. 1, до 1,5 мм
4. 1,5 до 4 мм
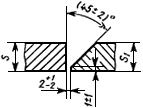
18. При сварке углового соединения, со скосом одной кромки под углом (45+2), толщине металла 4 мм, диаметре электрода 3-4 мм, сила тока
1. 220-360 А
2. 160-320 А
3. 120-160 А
4. 160-220 А
19. При сварке каких швов сварочный ток уменьшается на 15-20%
1. Нижних
2. Вертикальных
3. Горизонтальных
4. Потолочных
20. Смертельным следует считать величину тока
1. 0,6-1,5 м А
2. 0,1 А
3. 5-7 м А
4. 20-25 м А
2 вариант
1 С увеличением силы сварочного тока глубина проплавления металла:
1. Увеличивается.
2. Уменьшается.
3. Не изменяется.
4. Равна нулю.
2. Какой буквой русского алфавита обозначают кремний и кобальт в маркировке стали?
1.Кремний – К, кобальт – Т.
2.Кремний – Т, кобальт – М.
3.Кремний – С, кобальт – К.
3.Что обозначает в маркировке типов электродов буква «А», например, Э42А?
1.Пониженное содержание легирующих элементов.
2.Пониженное содержание углерода.
3.Повышенные пластические свойства наплавленного металла.
4.Какие источники питания дуги рекомендуется применять для сварки электродами с основным покрытием?
1.Источники питания дуги переменного тока.
2.Любые источники питания.
3.Сварочные преобразователи постоянного тока и выпрямители.
5. Какие стали относятся к группе углеродистых сталей?
1.Ст3сп5,Сталь 10, Сталь 15, 20Л, 20К, 22К.
2.45Х25Н20, 15ГС, 09Г2С.
3.08Х14МФ, 1Х12В2МФ, 25Х30Н.
6.Нужен ли предварительный подогрев для сварки хорошо свариваемых малоуглеродистых и сталей толщиной менее 30 мм?
1.Нужен.
2.Не нужен.
3.По усмотрению руководителя работ.
7. Укажите место возбуждения и гашения дуги при ручной дуговой сварке.
1.На поверхности изделия.
2.В разделке кромок или на ранее выполненном шве.
3.В кратере шва.
8. Укажите марку низколегированной низкоуглеродистой стали, содержащей С< 0,14%
1.20ХГСА
2.30ХН2МФА
3.10Г2СI
4.15ХСНД
9. Применение электродов для сварки на постоянном токе обратной полярности условно обозначается
1. 0
2. 1
3. 2
4. 3
10. К какой группе свариваемости относится сталь 15ХСНД?
1.К группе 1
2.К группе 2
3.К группе 3
4.К группе 4
11. Какой легирующий элемент стали повышает твердость и снижает пластичность
1.Хром
2.Никель
3.Вольфрам
4.Углерод
12. Вам поручена сварка покрытыми электродами на минимальном токе 315 А. Какой выпрямитель нужен для этой работы?
1.ВД-502
2.ВД-306
3.ВДУ-504
4.ВДУ-504-1
13. При работе в колодцах, тоннелях, сырых помещениях используются светильники с напряжением не выше
1. 12В
2. 24В
3. 36 В
4. 220 В
14.Укажите, как влияет увеличение скорости ручной дуговой сварки на размеры сварного шва?
1.Глубина проплава уменьшается.
2.Влияния не оказывает.
3.Увеличивается ширина шва.
15.Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом:
1. Возрастает с увеличением диаметра электрода.
2. Уменьшается с увеличением диаметра электрода.
3. Не изменяется.
16.Какой диапазон сварочного тока следует использовать для прихватки электродом диаметром 4 мм:
1. 90…110 А.
2. 120…140 А.
3. 140…160 А
17.Ширина околошовной зоны, подвергаемой зачистке, составляет не менее:
1. 40 мм.
2. 20 мм.
3. 80 мм
18.Сколько углерода содержит сталь 08Х18Н10Т?
1. не более 8%.
2. не более 0,8%.
3. не более 0,08%.
19. Определите вид покрытия электрода ВСЦ-1
1.Кислое покрытие
2.Целлюлозное покрытие
3.Рутиловое покрытие
4.Основное покрытие
20. С увеличением содержания углерода, а также ряда легирующих элементов свариваемость стали:
1. Улучшается.
2. Ухудшается.
3. Не изменяется.
ЭТАЛОНЫ ОТВЕТОВ
1 вариант 2 вариант
1-2 1-3
2-4 2-2
3-2 3-1
4-3 4-1
5-4 5-1
6-1 6-3
7-3 7-4
8-2 8-3
9-2 9-1
10-3 10-2
11-3 11-2
12-1 12-4
13-3 13-2
14-4 14-1
15-2 15-3
16-1 16-2
17-4 17-2
18-3 18-1
19-4 19-3
20-2 20-2
Общее количество баллов за выполнение задания: 0-20 баллов
Шкала перевода баллов в оценку:
20-16 баллов - "отлично",
15-13 - "хорошо",
12-10 - "удовлетворительно",
менее 10 - "неудовлетворительно".
4.2.2. Комплект заданий для проведения контрольной работы по Теме 1.2. Дуговая наплавка металлов
Проверяемые результаты обучения: З4
Тема 1.2. Дуговая наплавка металлов
1 вариант
Тест
1 уровень
( Каждый правильный ответ оценивается в балл)
Задание 1. Продолжите предложение (Количество баллов за задание 0-2)
1. Назначение наплавки: 1 ....................................
2…………………
Задание 2. Установи соответствие путем соотнесения первой колонки (цифры) и второй колонки (буквы). (Количество баллов за задание 0-3)
|
Условия обеспечения требований наплавки |
Требования к наплавке |
||
|
1. |
Выбор вида колебательных движений электрода |
А |
Обеспечить необходимые свойства наплавленного металла |
|
2.
|
Выбор марки электродов для наплавки |
Б |
Обеспечить заданный химический состав наплавленного металла |
|
3 |
Выбор силы сварочного тока |
В |
Обеспечить необходимую ширину наплавленного металла
|
Задание 3. Величина перекрытия наплавленных валиков составляет (Количество баллов за задание 0-1):
А - 1/2 ширины валика
Б - 1/3 ширины валика
В - 1/4 ширины валика
Задание 4. Назовите основные параметры режимов дуговой наплавки (Количество баллов за задание 0-5).:
А............. ,Б................... ,В.................. ,Г................. ,Д................
Задание 5. Вставьте пропущенные слова в предложение (Количество баллов за задание 0-3).
Наплавку металлическим электродом производят......... дугой, на.............. токе............. полярности.
|
4 2 2
|
Задание 6. На каком из рисунков установлена правильная последовательность наплавки
|
|
|
|
|
|
2 уровень
Задание 7. Определить химический состав наплавленного металла, при наплавке электродами:
Э10К18В11М10ХЗФ-034-5-НД Э1001-Б20
3 уровень
Задание 8: Необходимо восстановить изношенный вал диаметром 118 мм до 130 мм дуговой наплавкой
металлическими электродами.
А. Определите необходимое количество наплавленных слов.
Б. Предложите способы восстановления вала.
Тема 1.2. Дуговая наплавка металлов
2 вариант
Тест
Тест
1 уровень
( Каждый правильный ответ оценивается в балл)
Задание 1. Продолжите предложение (Количество баллов за задание 0-2)
1. Назначение наплавки: 1 ...................................
2…………………
Задание 2. Установи соответствие путем соотнесения первой колонки (цифры) и второй колонки (буквы). (Количество баллов за задание 0-3)
|
Условия обеспечения требований наплавки |
Требования к наплавке |
||
|
1. |
Выбор вида колебательных движений электрода |
А |
Обеспечить необходимые свойства наплавленного металла |
|
2. |
Выбор марки электродов для наплавки |
Б |
Обеспечить заданный химический состав наплавленного металла |
|
3 |
Выбор силы сварочного тока |
В |
Обеспечить необходимую ширину наплавленного металла |
Задание 3. Величина перекрытия наплавленных валиков составляет (Количество баллов за задание 0-1):
А - 1/2 ширины валика
Б - 1/3 ширины валика
В - 1/4 ширины валика
Задание 4. Назовите основные параметры режимов дуговой наплавки (Количество баллов за задание 0-5):
А............. ,Б................... ,В.................. ,Г................. ,Д................
Задание 5. Вставьте пропущенные слова в предложение (Количество баллов за задание 0-3).
Наплавку металлическим электродом производят......... дугой, на.............. токе............. полярности.
Задание 6. Основной особенностью наплавки является обеспечение незначительного перемешивания наплавляемого слоя с основным металлом за счет:
А- уменьшения глубины проплавления;
Б- увеличения скорости сварки;
В.- уменьшения скорости сварки;
Г- предварительного подогрева.
2 уровень
Задание 7. Определить химический состав наплавленного металла, при наплавке электродами:
Э15Х28Н10СЗГТ- ДН Л 9 - НГ
Э1001 -Б20
3 уровень
Задание 8: Необходимо восстановить изношенную рабочую часть зубьев ковша экскаватора на высоту до 15 мм дуговой наплавкой металлическими электродами.
А. Определите необходимое количество наплавленных слов.
Б. Предложите способы восстановления зубьев ковша.
Тема 1.2. Дуговая наплавка металлов
3 вариант
Тест
1 уровень
( Каждый правильный ответ оценивается в балл)
Задание 1. Продолжите предложение (Количество баллов за задание 0-2)
1. Назначение наплавки: 1 ....................................
2…………………
Задание 2. Установи соответствие путем соотнесения первой колонки (цифры) и второй колонки (буквы). (Количество баллов за задание 0-3)
|
Условия обеспечения требований наплавки |
Требования к наплавке |
||
|
1. |
Выбор вида колебательных движений электрода |
А |
Обеспечить необходимые свойства наплавленного металла |
|
2. |
Выбор марки электродов для наплавки |
Б |
Обеспечить заданный химический состав наплавленного металла |
|
3 |
Выбор силы сварочного тока |
В |
Обеспечить необходимую ширину наплавленного металла
|
Задание 3. Величина перекрытия наплавленных валиков составляет (Количество баллов за задание 0-1):
А - 1/2 ширины валика
Б - 1/3 ширины валика
В - 1/4 ширины валика
Задание 4. Назовите основные параметры режимов дуговой наплавки (Количество баллов за задание 0-5).:
А............. ,Б................... ,В.................. ,Г................. ,Д................
Задание 5. Вставьте пропущенные слова в предложение (Количество баллов за задание 0-3).
Наплавку металлическим электродом производят......... дугой, на..............
токе………………..полярности.
Задание 6. Для предотвращения образования трещин обрабатываемые детали подогревают перед наплавкой до температуры:
А. 100-200°С; В.- 300-600°С;
Б.-200-250°С; Г.- 700-750°С
|
|
2 уровень
Задание 7. Определить химический состав наплавленного металла, при наплавке электродами:
Э190К62Х29В5С2 - ЦН2- НД
Э1001-Б20
3 уровень
Задание 8: Необходимо восстановить изношенный вал диаметром 90 мм до 95мм дуговой наплавкой металлическими электродами.
А. Определите необходимое количество наплавленных слов.
Б. Предложите способы восстановления вала
Тема 1.2. Дуговая наплавка металлов
4 вариант
Тест
1 уровень
( Каждый правильный ответ оценивается в балл)
Задание 1. Продолжите предложение (Количество баллов за задание 0-2)
1. Назначение наплавки: 1 ...................................
2…………………
Задание 2. Установи соответствие путем соотнесения первой колонки (цифры) и второй колонки (буквы). (Количество баллов за задание 0-3)
|
Условия обеспечения требований наплавки |
Требования к наплавке |
||
|
1. |
Выбор вида колебательных движений электрода |
А |
Обеспечить необходимые свойства наплавленного металла |
|
2.
|
Выбор марки электродов для наплавки |
Б |
Обеспечить заданный химический состав наплавленного металла |
|
3. |
Выбор силы сварочного тока |
В |
Обеспечить необходимую ширину наплавленного металла
|
Задание 3. Величина перекрытия наплавленных валиков составляет (Количество баллов за задание 0-1):
А - 1/2 ширины валика
Б - 1/3 ширины валика
В - 1/4 ширины валика
Задание 4. Назовите основные параметры режимов дуговой наплавки (Количество баллов за задание 0-5).:
А............. ,Б................... ,В.................. ,Г................. ,Д................
Задание 5. Вставьте пропущенные слова в предложение (Количество баллов за задание 0-3).
Наплавку металлическим электродом производят......... дугой, на..............
токе………………..полярности.
Задание 6. Как влияет скорость перемещения электрода вдоль валика на размеры наплавленного валика?
А.- Чем выше скорость, тем сварочный металл будет меньше проникать в основной металл и валик будет более высоким.
Б.- Чем выше скорость, тем сварочный металл будет глубже проникать в основной металл и валик окажется менее высоким.
В.- Чем ниже скорость, тем ширина валика будет больше.
2 уровень
Задание 7. Определить химический состав наплавленного металла, при наплавке электродами:
Э10М9Н8К8ХЗСФ - ОЗШ – 4-НД
Э1001-Б20
3 уровень
Задание 8: Необходимо восстановить изношенную рабочую часть штампа для холодной штамповки на высоту до 8 мм дуговой наплавкой металлическими электродами.
А. Определите необходимое количество наплавленных слов.
Б. Предложите способы восстановления вала.
ОЦЕНОЧНЫЙ ЛИСТ
КОНТРОЛЬНОЙ РАБОТЫ
ТЕМА 1.2. ДУГОВАЯ НАПЛАВКА МЕТАЛЛОВ
Профессия СПО "Сварщик"
Группа С-279
Ф.И.О. …………
Цель контроля: оценить уровень усвоения общих и профессиональных компетенций
|
компетенции |
№ задания |
Признаки проявления знаний |
Количественная оценка проявления признака |
Вывод о степени сформированности |
|||
|
% Сформированности компетенции |
Дискрептивная оценка |
||||||
|
профессиональные |
ПК 2.3. ПК2.3.Выполнять ручную дуговую наплавку покрытыми электродами различных деталей. |
Знания |
1 |
Знает способы наплавки; |
|
8-100% 7-70% 6-60% 5-50% 4-40% 3-30% 2-20% 1-10% |
|
|
7 |
Знает материалы, применяемые для наплавки; |
|
|||||
|
2 |
Знает технологию наплавки твердыми сплавами; |
|
|||||
|
3 |
Знает технику дуговой наплавки; |
|
|||||
|
4,5 |
Знает параметры режимов наплавки и принципы их выбора; |
|
|||||
|
6 |
Знает технику восстановления деталях и узлов дуговой наплавкой. |
|
|||||
|
общие |
ОК4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач |
8 |
Обрабатывает и структурирует информацию.
|
|
2-100% 1-500% |
|
|
|
Находит и использует источники информации. |
|
||||||
|
Всего баллов,% |
9 |
0-100% |
Средний % |
||||
|
Итого: |
|
|
|
||||
"0"- признак не проявляется, "1"- - признак проявляется полностью
Преподаватель ______________/________________ "____"__________________20...г
4.2.3. Комплект заданий для контрольной работы по Теме 1.3. Дуговая резка металлов сварных конструкций
Проверяемые результаты обучения: З5
Теме 1.3. Дуговая резка металлов сварных конструкций
1 вариант
Тест
1 уровень
( Каждый правильный ответ оценивается в балл)
Задание 1. Продолжите предложение (Количество баллов за задание 0-2)
1. Дуговым способом разрезают:........................
Задание 2. Назовите основные параметры режимов дуговой резки (Количество баллов за задание 0-4):
А................. ,Б.................... ,В.................... ,Г.....................
Задание 3. Резка электродами выполняется в пространственных положениях (Количество баллов за задание 0-1):
1. только в нижнем;
2. только в горизонтальном;
3. только в вертикальном;
4. во всех пространственных положениях.
Задание 4. Вставьте пропущенные слова в предложение (Количество баллов за задание 0-2).
Резку угольной дугой ведут на ___________ токе ________________ полярности.
Задание 5. Установи соответствие путем соотнесения первой колонки (цифры) и второй колонки (буквы). (Количество баллов за задание 0-3)
|
Разрезаемый металл |
Разрезаемость |
||
|
1. |
Ст2 |
А |
Хорошая |
|
2.
|
Сталь 45 |
Б |
Удовлетворительная |
|
3. |
Серый чугун |
В |
Плохая |
2 уровень
Задание 6. Объясните сущность процесса гозо-дуговой резки (Количество баллов за задание 0-3).
Задание 7. Объясните преимущества процесса воздушно-дуговой резки. (Количество баллов за задание 0-3).
____________________
_____________________
_____________________
3 уровень
Задание 8. Необходимо произвести разделительную резку пластины изготовленной из чугуна марки СЧ10 толщиной 10 мм. (Количество баллов за задание 0-3).
1.Выберите способ резки стали.
2.Выберите оборудование для резки.
3.Определите режимы резки стали.
Задание 9. Произведите сравнительный анализ представленных на рисунке способов резки металла. (Количество баллов за задание 0-3).
Общее количество баллов за выполнение задания: 0-24 баллов
Шкала перевода баллов в оценку:
24-20 баллов - "отлично",
19-16 - "хорошо",
15-12 - "удовлетворительно",
менее 12 - "неудовлетворительно".
Теме 1.3. Дуговая резка металлов сварных конструкций
2 вариант
Тест
1 уровень
( Каждый правильный ответ оценивается в балл)
Задание 1. Продолжите предложение (Количество баллов за задание 0-2)
Дуговая резка производится металлическими электродами .....................................
Задание 2. Назовите основные параметры режимов дуговой резки (Количество баллов за задание 0-4).:
А................. ,Б.................... ,В.................... ,Г.....................
Задание 3. Разделительную резку применяют: (Количество баллов за задание 0-1):
1. при резке металла;
2. для раскроя металла на части ;
3. для вырезки различного вида заготовок, раскроя листового металла, разделки кромок под
сварку и других работ.
Задание 4. Вставьте пропущенные слова в предложение (Количество баллов за задание 0-2).
Дуговую резку можно производить__________________-, и __________________ электродом.
Задание 5. Установи соответствие путем соотнесения первой колонки (цифры) и второй колонки (буквы). (Количество баллов за задание 0-3)
|
Разрезаемый металл |
Разрезаемость |
||
|
1. |
Ст5 |
А |
Хорошая |
|
2.
|
Ковкий чугун |
Б |
Удовлетворительная |
|
3. |
Ст1 |
В |
Плохая |
2 уровень
Задание 6. Объясните сущность процесса воздушно-дуговой резки (Количество баллов за задание 0-3).
Задание 7. Объясните преимущества процесса кислородно-дуговой резки. (Количество баллов за задание 0-3).
____________________
_____________________
_____________________
3 уровень
Задание 8. Необходимо произвести разделительную резку вала изготовленного из стали марки 50ХГА диаметром 40 мм. . (Количество баллов за задание 0-3).
1.Выберите способ резки стали.
2.Выберите оборудование для резки.
3.Определите режимы резки стали.
Задание 9. Произведите сравнительный анализ представленных на рисунке способов резки металла. . (Количество баллов за задание 0-3).
Общее количество баллов за выполнение задания: 0-24 баллов
Шкала перевода баллов в оценку:
24-20 баллов - "отлично",
19-16 - "хорошо",
15-12 - "удовлетворительно",
менее 12 - "неудовлетворительно".
Теме 1.3. Дуговая резка металлов сварных конструкций
3вариант
Тест
1 уровень
( Каждый правильный ответ оценивается в балл)
Задание 1. Продолжите предложение (Количество баллов за задание 0-2)
Дуговую резку можно осуществлять .............................током
Задание 2. Назовите основные параметры режимов дуговой резки (Количество баллов за задание 0-4).:
А................. ,Б.................... ,В.................... ,Г.....................
Задание 3. Дуговую резку можно выполнять (Количество баллов за задание 0-1):
1. только специальными электродами;
2. электродами одной марки;
3. электродами одного диаметра;
4. электродами разных диаметров и марок.
Задание 4. Вставьте пропущенные слова в предложение (Количество баллов за задание 0-2).
К недостаткам дуговой резки относится большой ___________ электродов и ___________ металла на нижнем крае реза.
Задание 5. Установи соответствие путем соотнесения первой колонки (цифры) и второй колонки (буквы). (Количество баллов за задание 0-3)
|
Разрезаемый металл |
Разрезаемость |
||
|
1. |
Сталь15 |
А |
Хорошая |
|
2.
|
Белый чугун |
Б |
Удовлетворительная |
|
3. |
Ст4 |
В |
Плохая |
2 уровень
Задание 6. Объясните сущность процесса дуговой резки (Количество баллов за задание 0-3).
Задание 7. Объясните преимущества процесса кислородной резки. (Количество баллов за задание 0-3).____________________
_____________________
_____________________
3 уровень
Задание 8. Необходимо произвести разделительную резку листовой стали марки 10Г2 толщиной 30 мм. . (Количество баллов за задание 0-3).
1.Выберите способ резки стали.
2. Выберите оборудование для резки.
3.Определите режимы резки стали.
Задание 9.Произведите сравнительный анализ представленных на рисунке способов резки металла.
. (Количество баллов за задание 0-3).
Общее количество баллов за выполнение задания: 0-24 баллов
Шкала перевода баллов в оценку:
24-20 баллов - "отлично",
19-16 - "хорошо",
15-12 - "удовлетворительно",
менее 12 - "неудовлетворительно".
Теме 1.3. Дуговая резка металлов сварных конструкций
4 вариант
Тест
1 уровень
( Каждый правильный ответ оценивается в балл)
Задание 1. Продолжите предложение (Количество баллов за задание 0-2)
Производительность дуговой резки зависит от.........................................
Задание 2. Назовите основные параметры режимов дуговой резки (Количество баллов за задание 0-4).:
А................. ,Б.................... ,В.................... ,Г.....................
Задание 3. Для отклонения дуги магнитным полем в направлении реза второй сварочный кабель присоединяют: (Количество баллов за задание 0-1):
1. снизу у начала разреза;
2. сверху у начала разреза;
3. сбоку у начала разреза;
4. перед началом разреза.
Задание 4. Вставьте пропущенные слова в предложение (Количество баллов за задание 0-2).
Дуговую резку применяют в тех случаях, когда__________ не поддается ____________ резке
Задание 5. Установи соответствие путем соотнесения первой колонки (цифры) и второй колонки (буквы). (Количество баллов за задание 0-3)
|
Разрезаемый металл |
Разрезаемость |
||
|
1. |
Сталь 08 |
А |
Хорошая |
|
2.
|
СТ6 |
Б |
Удовлетворительная |
|
3. |
медь |
В |
Плохая |
2 уровень
Задание 6. Объясните сущность процесса кислородной резки (Количество баллов за задание 0-3).
Задание 7. Объясните преимущества процесса дуговой резки. (Количество баллов за задание 0-3).
____________________
_____________________
_____________________
3 уровень
Задание 8. Необходимо произвести поверхностную резку листовой стали марки 20Х3 толщиной 10 мм. . (Количество баллов за задание 0-3).
1. Выберите способ резки стали.
2. Выберите оборудование для резки.
3.Определите режимы резки стали.
Задание 9. Произведите сравнительный анализ качества деталей для способов резки металла, представленных на рисунках. . (Количество баллов за задание 0-3).
Общее количество баллов за выполнение задания: 0-24 баллов
Шкала перевода баллов в оценку:
24-20 баллов - "отлично",
19-16 - "хорошо",
15-12 - "удовлетворительно",
менее 12 - "неудовлетворительно".
ОЦЕНОЧНЫЙ ЛИСТ
КОНТРОЛЬНОЙ РАБОТЫ
ТЕМЕ 1.3. ДУГОВАЯ РЕЗКА МЕТАЛЛОВ СВАРНЫХ КОНСТРУКЦИЙ
Профессия СПО "Сварщик"
Группа С-279
Ф.И.О. …………
Цель контроля: оценить уровень усвоения общих и профессиональных компетенций
|
компетенции |
№ задания |
Признаки проявления знаний |
Количественная оценка проявления признака |
Вывод о степени сформированности |
|||
|
% Сформированности компетенции |
Дискрептивная оценка |
||||||
|
профессиональные |
ПК 2.4. Выполнять дуговую резку различных деталей. |
Знания |
1 |
Знает основы дуговой резки; |
|
8-100% 7-70% 6-60% 5-50% 4-40% 3-30% 2-20% 1-10% |
|
|
2 |
Знает параметры режимов дуговой резки |
|
|||||
|
3 |
Знает технологию дуговой резки |
|
|||||
|
4 |
Знает технику дуговой резки |
|
|||||
|
5 |
Знает основные группы и марки материалов |
|
|||||
|
6 |
Знает основы дуговой резки; |
|
|||||
|
7 |
Знает технологию дуговой резки |
|
|
|
|||
|
8 |
Знает технику дуговой резки |
|
|
|
|||
|
9 |
Знает причины возникновения дефектов резки плавящимся покрытым электродом.
|
|
|
|
|||
|
Всего баллов,% |
9 |
0-100% |
Средний % |
||||
|
Итого: |
|
|
|
||||
Преподаватель ______________/________________ "____"__________________20...г
4.2.4. Комплект заданий для экзамена по МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
Проверяемые результаты обучения: З1;З2;З3;З4;З5
|
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20.....г. |
ГАПОУ СПО СО «Каменск-Уральский агропромышленный техникум»
Экзаменационный билет №1
Задание1.Объясните влияние силы сварочного тока на форму и размеры сварного шва
(Количество баллов за задание 0-2)
Задание 2. Необходимо произвести электродуговую резку стали 40 электродами. Толщина металла 10 мм. Выберите режим резки. (Количество баллов за задание 0-3)
Задание 3. Опишите последовательность дуговой многослойной наплавки на пластины из низкоуглеродистой стали. Наплавка проводится в три слоя. Предложите схему наплавки каждого слоя и меры, исключающие появление дефектов по всей толщине наплавленного металла.
(Количество баллов за задание 0-3)
Задача 4
Необходимо выполнить ручную дуговую сварку пластин толщиной 5 мм каждая из сплава марки БрОФ -6,5-0,15 , длина пластин 180 мм , швы необходимо выполнять в нижнем положении.
Задание : выберите технологию (режимы) сварки и объясните технику ручной дуговой сварки шва, результаты работы занесите в таблицу. (Количество баллов за задание 0-10)
|
№ п/п |
Задание
|
Вариант ответа
|
Отметка о выполнении |
|
1 |
Дайте характеристику химического состава данного металла |
|
|
|
2 |
Дайте характеристику свариваемости данного металла |
|
|
|
3 |
Способ подготовки к сварке |
|
|
|
4 |
Способ разделки кромок |
|
|
|
5 |
Температура местного предварительного подогрева |
|
|
|
6 |
Сварочный материал |
|
|
|
7 |
Диаметр электрода |
|
|
|
8 |
Сила сварочного тока |
|
|
|
9 |
Род и полярность тока |
|
|
|
10 |
Предложите технику сварки шва |
|
|
Общее количество баллов за выполнение задания: 0-18 баллов
Шкала перевода баллов в оценку:
18-16 баллов - "отлично", 15-13 - "хорошо",
12-11 - "удовлетворительно", менее 11 - "неудовлетворительно".
ГАПОУ СПО СО «Каменск-Уральский агропромышленный техникум»
|
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20.....г. |
Экзаменационный билет №2
Задание 1.Объясните влияние напряжения дуги на форму и размеры сварного шва
(Количество баллов за задание 0-2)
Задание 2. Расшифруйте условное обозначение электрода
Э42А – УОНИИ-13/45 – 3,0- УД
_____________________________ ГОСТ 9467 - 75
Е-412(5) – Б10
. (Количество баллов за задание 0-3)
Задание 3. Составьте технологический процесс однослойной дуговой наплавки валиков на плоскую изношенную поверхность в нижнем положении с указанием техники наплавки, наплавочного материала, размеров валиков и последовательности их наложения.
(Количество баллов за задание 0-3)
Задача 4
Необходимо выполнить дуговую сварку пластин толщиной 4мм каждая из сплава марки АЛ-9, длина пластин 450 мм, швы необходимо выполнять в нижнем положении.
Задание: выберите технологию (режимы) сварки и объясните технику газовой сварки шва, результаты работы занесите в таблицу. (Количество баллов за задание 0-10)
|
№ п/п |
Задание
|
Вариант ответа
|
Отметка о выполнении |
|
1 |
Дайте характеристику химического состава данного металла |
|
|
|
2 |
Дайте характеристику свариваемости данного металла |
|
|
|
3 |
Способ подготовки к сварке |
|
|
|
4 |
Способ разделки кромок |
|
|
|
5 |
Температура местного предварительного подогрева |
|
|
|
6 |
Сварочный материал |
|
|
|
7 |
Диаметр электрода |
|
|
|
8 |
Сила сварочного тока |
|
|
|
9 |
Род и полярность тока |
|
|
|
10 |
Предложите технику сварки шва |
|
|
Общее количество баллов за выполнение задания: 0-18 баллов
Шкала перевода баллов в оценку:
18-16 баллов - "отлично",
15-13 - "хорошо",
12-11 - "удовлетворительно",
менее 11 - "неудовлетворительно".
ГАПОУ СПО СО «Каменск-Уральский агропромышленный техникум»
|
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20.....г. |
Экзаменационный билет №3
Задание1..Объясните влияние скорости сварки на форму и размеры сварного шва
(Количество баллов за задание 0-2)
Задание 2. Необходимо произвести электродуговую резку стали 10 электродами. Толщина металла 5 мм. Выберите режим резки. (Количество баллов за задание 0-3)
Задание 3. Произошел износ шеек чугунного шкива ременной передачи, необходимо произвести их ремонт. Опишите технологию восстановления изношенной детали ручной дуговой наплавкой с указанием режимов термической обработки до и после наплавки. (Количество баллов за задание 0-3)
Задача 4
Необходимо выполнить
ручную дуговую сварку неплавящимся электродом листов из меди марки М4 с
толщиной стенки 3 мм, шов длиной 350
мм. Объясните технику и технологию выполнения сварочной операции, результаты
работы занесите в таблицу. Количество баллов 0-10.
|
№ п/п |
Задание
|
Вариант ответа
|
Отметка о выполнении |
|
1 |
Дайте характеристику химического состава данного металла |
|
|
|
2 |
Дайте характеристику свариваемости данного металла |
|
|
|
3 |
Способ подготовки к сварке |
|
|
|
4 |
Способ разделки кромок |
|
|
|
5 |
Температура местного предварительного подогрева |
|
|
|
6 |
Сварочный материал |
|
|
|
7 |
Диаметр электрода |
|
|
|
8 |
Сила сварочного тока |
|
|
|
9 |
Род и полярность тока |
|
|
|
10 |
Предложите технику сварки шва |
|
|
Общее количество баллов за выполнение задания: 0-18 баллов
Шкала перевода баллов в оценку:
18-16 баллов - "отлично",
15-13 - "хорошо",
12-11 - "удовлетворительно",
менее 11 - "неудовлетворительно".
ГАПОУ СПО СО «Каменск-Уральский агропромышленный техникум»
|
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20.....г. |
Экзаменационный билет №4
Задание 1.Объясните влияние диаметра электрода на форму и размеры сварного шва
(Количество баллов за задание 0-2)
Задание 2. Необходимо произвести воздушно- дуговую резку стали 08 электродами. Толщина металла 8 мм. Выберите режим резки. (Количество баллов за задание 0-3)
Задание 3. Необходимо провести восстановление наружной поверхности стального вала. Составьте технологический процесс наплавки с указанием оборудования, наплавочных материалов, приемов подготовки детали к наплавке и параметров наплавки.
(Количество баллов за задание 0-3).
Задача 4.
Необходимо выполнить
ручную дуговую сварку металлическим электродом сплава АМц толщиной стенки 12
мм , шов длиной 120 мм. Объясните технику и технологию выполнения сварочной
операции, результаты работы занесите в таблицу. Количество баллов 0-10.
|
№ п/п |
Задание
|
Вариант ответа (Эталон) |
Отметка о выполнении |
|
1 |
Дайте характеристику химического состава данного сплава |
|
|
|
2 |
Дайте характеристику свариваемости данного сплава |
|
|
|
3 |
Способ подготовки к сварке |
|
|
|
4 |
Способ разделки кромок |
|
|
|
5 |
Температура местного предварительного подогрева |
|
|
|
6 |
Сварочный материал |
|
|
|
7 |
Диаметр электрода |
|
|
|
8 |
Сила сварочного тока |
|
|
|
9 |
Род и полярность тока |
|
|
|
10 |
Предложите технику сварки шва |
|
|
Общее количество баллов за выполнение задания: 0-18 баллов
Шкала перевода баллов в оценку:
18-16 баллов - "отлично",
15-13 - "хорошо",
12-11 - "удовлетворительно",
менее 11 - "неудовлетворительно".
ГАПОУ СПО СО «Каменск-Уральский агропромышленный техникум»
|
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20.....г. |
Экзаменационный билет №5
Задание 1.Объясните влияние угла наклона электрода на форму и размеры сварного шва
(Количество баллов за задание 0-2)
Задание 2.Необходимо произвести разделительную резку листовой низкоуглеродистой стали толщиной 6 мм. Выберите способ резки стали, выберите оборудование для резки и определите режимы резки стали.
(Количество баллов за задание 0-3)
Задание 3. Предложите меры по предупреждению появления трещин при наплавке.
(Количество баллов за задание 0-3)
Задача 4.
Необходимо выполнить
ремонт отливки ручной дуговой сваркой металлическим электродом из сплава БрКМц-3-1 ,толщиной стенки10 мм , шов
длиной 80 мм. Объясните технику и технологию выполнения сварочной операции,
результаты работы занесите в таблицу. Количество баллов 0-10.
|
№ п/п |
Задание
|
Вариант ответа
|
Отметка о выполнении |
|
1 |
Дайте характеристику химического состава данного сплава |
|
|
|
2 |
Дайте характеристику свариваемости данного сплава |
|
|
|
3 |
Способ подготовки к сварке |
|
|
|
4 |
Способ разделки кромок |
|
|
|
5 |
Температура местного предварительного подогрева |
|
|
|
6 |
Сварочный материал |
|
|
|
7 |
Диаметр электрода |
|
|
|
8 |
Сила сварочного тока |
|
|
|
9 |
Род и полярность тока |
|
|
|
10 |
Предложите технику сварки шва |
|
|
Общее количество баллов за выполнение задания: 0-18 баллов
Шкала перевода баллов в оценку:
18-16 баллов - "отлично",
15-13 - "хорошо",
12-11 - "удовлетворительно",
менее 11 - "неудовлетворительно".
ГАПОУ СПО СО «Каменск-Уральский агропромышленный техникум»
|
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20.....г. |
Экзаменационный билет №6
Задание 1..Объясните влияние длины дуги на форму и размеры сварного шва
(Количество баллов за задание 0-2)
Задание 2. Необходимо произвести электродуговую резку стали 30 электродами. Толщина металла 5 мм. Выберите режим резки. ( Количество баллов 0-3баллов)
Задание 3. После наплавки и провели контроль внешним осмотром и обнаружили пластическую деформацию детали (коробление). Предложите способы устранения дефекта и поясните причины его возникновения.
( Количество баллов 0-3баллов)
Задача 4
Необходимо выполнить
ручную дуговую сварку металлическим электродом сплава ЛОК-59-1-0,3, толщиной
стенки10 мм , шов длиной 350 мм. Объясните технику и технологию выполнения
сварочной операции, результаты работы занесите в таблицу. Количество баллов
0-10.
|
№ п/п |
Задание
|
Вариант ответа
|
Отметка о выполнении |
|
1 |
Дайте характеристику химического состава данного сплава |
|
|
|
2 |
Дайте характеристику свариваемости данного сплава |
|
|
|
3 |
Способ подготовки к сварке |
|
|
|
4 |
Способ разделки кромок |
|
|
|
5 |
Температура местного предварительного подогрева |
|
|
|
6 |
Сварочный материал |
|
|
|
7 |
Диаметр электрода |
|
|
|
8 |
Сила сварочного тока |
|
|
|
9 |
Род и полярность тока |
|
|
|
10 |
Предложите технику сварки шва |
|
|
Общее количество баллов за выполнение задания: 0-18 баллов
Шкала перевода баллов в оценку:
18-16 баллов - "отлично",
15-13 - "хорошо",
12-11 - "удовлетворительно",
менее 11 - "неудовлетворительно".
ГАПОУ СПО СО «Каменск-Уральский агропромышленный техникум»
|
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20.....г. |
Экзаменационный билет №7
Задание 1..Объясните влияние угла наклона электрода на форму и размеры сварного шва
(Количество баллов за задание 0-2)
Задание 2. Необходимо произвести электродуговую резку стали 15 электродами. Толщина металла 3 мм. Выберите режим резки. ( Количество баллов 0-3баллов)
Задание 3. Проведите сравнительный анализ схем технологических процессов выполнения восстановительной наплавки и изготовительной.
( Количество баллов 0-3баллов)
Задача 4
Необходимо
выполнить ручную дуговую сварку стального листа, толщиной 1 мм из стали марки В
Ст3, шов длиной 200 мм в нижнем положении. Подберите сварочные материалы, режимы сварки и объясните
технику сварки шва. Результаты занесите в таблицу. Количество баллов 0-10.
|
№ п/п |
Задание
|
Вариант ответа
|
Отметка о выполнении |
|
1 |
Дайте характеристику химического состава данного сплава |
|
|
|
2 |
Дайте характеристику свариваемости данного сплава |
|
|
|
3 |
Способ подготовки к сварке |
|
|
|
4 |
Способ разделки кромок |
|
|
|
5 |
Температура местного предварительного подогрева |
|
|
|
6 |
Сварочный материал |
|
|
|
7 |
Диаметр электрода |
|
|
|
8 |
Сила сварочного тока |
|
|
|
9 |
Род и полярность тока |
|
|
|
10 |
Предложите технику сварки шва |
|
|
Общее количество баллов за выполнение задания: 0-18 баллов
Шкала перевода баллов в оценку:
18-16 баллов - "отлично",
15-13 - "хорошо",
12-11 - "удовлетворительно",
менее 11 - "неудовлетворительно".
ГАПОУ СПО СО «Каменск-Уральский агропромышленный техникум»
|
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20.....г. |
Экзаменационный билет №8
Задание 1..Объясните влияние скорости сварки на форму и размеры сварного шва
(Количество баллов за задание 0-2)
Задание 2. Необходимо произвести электродуговую резку стали 35 электродами. Толщина металла 8 мм. Выберите режим резки. ( Количество баллов 0-3баллов)
Задание 3. Провели процесс заварки дефекта в чугунной детали. Через некоторое время на наплавленном слое появились трещины. Обоснуйте причины их появления и предложите способы устранения этих дефектов.
( Количество баллов 0-3баллов)
Задача 4
.
Необходимо выполнить ручную дуговую сварку пластин из стали марки Сталь 05,
толщиной 3 мм., протяженность сварного шва 1100мм . Подберите сварочные
материалы, режимы сварки и объясните технику сварки шва в нижнем положении,
чтобы исключить возможность возникновения сварочных деформаций Результаты
работы занесите в таблицу.
Количество баллов 0-10.
|
№ п/п |
Задание
|
Вариант ответа
|
Отметка о выполнении |
|
1 |
Дайте характеристику химического состава данного сплава |
|
|
|
2 |
Дайте характеристику свариваемости данного сплава |
|
|
|
3 |
Способ подготовки к сварке |
|
|
|
4 |
Способ разделки кромок |
|
|
|
5 |
Температура местного предварительного подогрева |
|
|
|
6 |
Сварочный материал |
|
|
|
7 |
Диаметр электрода |
|
|
|
8 |
Сила сварочного тока |
|
|
|
9 |
Род и полярность тока |
|
|
|
10 |
Предложите технику сварки шва |
|
|
Общее количество баллов за выполнение задания: 0-18 баллов
Шкала перевода баллов в оценку:
18-16 баллов - "отлично",
15-13 - "хорошо",
12-11 - "удовлетворительно",
менее 11 - "неудовлетворительно".
ГАПОУ СПО СО «Каменск-Уральский агропромышленный техникум»
|
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20.....г. |
Экзаменационный билет № 9
Задание 1..Объясните влияние диаметра электрода на форму и размеры сварного шва
(Количество баллов за задание 0-2)
Задание 2. Необходимо произвести электродуговую резку чугуна СЧ35 электродами. Толщина металла 8 мм. Выберите режим резки. ( Количество баллов 0-3баллов)
Задание 3. Необходимо провести восстановление наружной поверхности вала из стали марки45. Составьте технологический процесс наплавки с указанием оборудования, наплавочных материалов, приемов подготовки детали к наплавке и параметров наплавки.
( Количество баллов 0-3баллов)
Задача 4
Необходимо выполнить ручную дуговую сварку пластин из стали марки Ст 3, толщиной 2 мм., протяженность сварного шва 600мм . Подберите сварочные материалы, режимы сварки и объясните технику сварки шва в нижнем положении, чтобы исключить возможность возникновения сварочных деформаций Результаты работы занесите в таблицу:
Количество баллов
0-10.
|
№ п/п |
Задание
|
Вариант ответа
|
Отметка о выполнении |
|
1 |
Дайте характеристику химического состава данного сплава |
|
|
|
2 |
Дайте характеристику свариваемости данного сплава |
|
|
|
3 |
Способ подготовки к сварке |
|
|
|
4 |
Способ разделки кромок |
|
|
|
5 |
Температура местного предварительного подогрева |
|
|
|
6 |
Сварочный материал |
|
|
|
7 |
Диаметр электрода |
|
|
|
8 |
Сила сварочного тока |
|
|
|
9 |
Род и полярность тока |
|
|
|
10 |
Предложите технику сварки шва |
|
|
Общее количество баллов за выполнение задания: 0-18 баллов
Шкала перевода баллов в оценку:
18-16 баллов - "отлично",
15-13 - "хорошо",
12-11 - "удовлетворительно",
менее 11 - "неудовлетворительно".
ГАПОУ СПО СО «Каменск-Уральский агропромышленный техникум»
|
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20.....г. |
Экзаменационный билет № 10
Задание 1..Объясните влияние полярности тока на форму и размеры сварного шва
(Количество баллов за задание 0-2)
Задание 2. Необходимо произвести электродуговую резку чугуна КЧ 50 электродами. Толщина металла 10 мм. Выберите режим резки. ( Количество баллов 0-3баллов)
Задание 3. Необходимо провести восстановление наружной поверхности вала из стали марки45. Составьте технологический процесс наплавки с указанием оборудования, наплавочных материалов, приемов подготовки детали к наплавке и параметров наплавки.
( Количество баллов 0-3баллов)
Задача 4
Необходимо выполнить ручную дуговую сварку пластин из стали марки Ст 0, толщиной 4 мм., протяженность сварного шва 400мм . Подберите сварочные материалы, режимы сварки и объясните технику сварки шва в вертикальном положении, чтобы исключить возможность возникновения сварочных деформаций Результаты работы занесите в таблицу:
Количество баллов
0-10.
|
№ п/п |
Задание
|
Вариант ответа
|
Отметка о выполнении |
|
1 |
Дайте характеристику химического состава данного сплава |
|
|
|
2 |
Дайте характеристику свариваемости данного сплава |
|
|
|
3 |
Способ подготовки к сварке |
|
|
|
4 |
Способ разделки кромок |
|
|
|
5 |
Температура местного предварительного подогрева |
|
|
|
6 |
Сварочный материал |
|
|
|
7 |
Диаметр электрода |
|
|
|
8 |
Сила сварочного тока |
|
|
|
9 |
Род и полярность тока |
|
|
|
10 |
Предложите технику сварки шва |
|
|
Общее количество баллов за выполнение задания: 0-18 баллов
Шкала перевода баллов в оценку:
18-16 баллов - "отлично",
15-13 - "хорошо",
12-11 - "удовлетворительно",
менее 11 - "неудовлетворительно".
Оценочный лист
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
Профессия: "Сварщик"
Группа 379
Ф.И.О. …………………………………………………….
Цель контроля: оценить уровень овладения профессиональными компетенциями
|
компетенция |
Признаки проявления компетенции |
Количественная оценка проявления признака |
Вывод о степени сформированности |
|||
|
% Сформированности компетенции |
Дискрептивная оценка |
|||||
|
|
ПК 2.4. Выполнять дуговую резку различных деталей. |
2
|
Знает основные группы и марки материалов выполняемых ручной дуговой резкой |
|
3-100% |
|
|
Знает технику ручной дуговой резки |
|
|||||
|
Знает технологию ручной дуговой резки |
|
|||||
|
ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей. |
3 |
Знает основные группы и марки материалов выполняемых ручной дуговой наплавкой |
|
5-100%
|
|
|
|
Знает наплавочные материалы для ручной дуговой наплавки плавящимся покрытым электродом |
|
|||||
|
Характеризует оснащенность сварочного поста для ручной дуговой наплавки плавящимся покрытым электродом |
|
|||||
|
Знает технологию ручной дуговой наплавки плавящимся покрытым электродом |
|
|||||
|
Знает технику для ручной дуговой наплавки плавящимся покрытым электродом |
|
|||||
|
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. |
1 |
Знает основные типы, конструктивные элементы и размеры соединений, выполняемых ручной дуговой резкой |
|
11-100% |
|
|
|
4 |
Дает характеристику основному металлу |
|
||||
|
Дает характеристику свариваемости основного металла |
|
|||||
|
Характеризует способ подготовки к сварке |
|
|||||
|
Определяет способ разделки кромок в зависимости от толщины металла |
|
|||||
|
Определяет необходимость проведения ТО |
|
|||||
|
Определяет состав сварочных материалов, в зависимости от хим. состава основного металла |
|
|||||
|
Выбирает диаметр электрода (присадочной проволоки), в зависимости от толщины металла |
|
|||||
|
Выбирает силу сварочного тока , в зависимости от толщины металла |
|
|||||
|
Выбирает род и полярность сварочного тока |
|
|||||
|
Выбирает технику выполнения сварки в зависимости от толщины металла (положения шва в пространстве) |
|
|||||
|
Всего баллов,% |
19 |
0-100% |
Средний % |
|||
|
Итого: |
|
|
|
|||
"0"- признак не проявляется, "1"- - признак проявляется полностью
Преподаватель _______________./________________ "…. " ……….. 20…г
5.КОМПЛЕКТ МАТЕРИАЛОВ ДЛЯ ОЦЕНКИ СФОРМИРОВАННОСТИ ЭЛЕМЕНТОВ ПРОФЕССИОНАЛЬНЫХ КОМПЕТЕНЦИЙ ПО ВИДУ ПРОФЕССИОНАЛЬНЫЙ ДЕЯТЕЛЬНОСТИ (ВПД) РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)
5.1. Паспорт
Комплект материалов предназначен для контроля и оценки результатов освоения профессионального модуля «ПМ.02 РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)» в форме- Экзамена (квалификационного)
Для профессии СПО: Сварщик (ручной и частично механизированной сварки (наплавки)
Код профессии 15.01.05
На экзамене (квалификационном ) необходимо оценить уровень сформированности следующих профессиональных компетенций:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
ОК 1. Понимать сущность и социальную значимость будущей профессии, проявлять к ней устойчивый интерес
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством.
Экзамен включает:
- выполнение практического задания
- выполнение теоретической части задания
Итогом экзамена является однозначное решение: «вид профессиональной деятельности освоен / не освоен».
При выставлении оценки учитывается уровень усвоения всех оцениваемых профессиональных компетенций при выполнении вида профессиональной деятельности: ВПД- ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом (РД);.
При низких результатах усвоения хотя бы одной профессиональных компетенций принимается решение -«вид профессиональной деятельности не освоен».
При наличии противоречивых оценок экспертов по одному тому же показателю решение принимается в пользу обучающегося.
5.2.КОНТРОЛЬНО-ОЦЕНОЧНЫЕ МАТЕРИАЛЫ ДЛЯ ПРОВЕДЕНИЯ ЭКЗАМЕНА (квалификационного)
5.2.1..Перечень экзаменационных заданий
(обучающиеся делятся на подгруппы)
выполнение практического задания
и теоретической части экзамена
ЗАДАНИЕ
Предназначено для контроля и оценки результатов освоения профессионального модуля «ПМ.02 РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)»
Для профессии СПО: Сварщик (ручной и частично механизированной сварки (наплавки)
Код профессии 15.01.05
Профессиональные компетенции:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
II. ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩИХСЯ
|
ПРАКТИЧЕСКОЕ ЗАДАНИЕ Инструкция
1.Внимательно прочитайте задание. Выполните задание в присутствии членов экзаменационной комиссии. 2.Выберите необходимое оборудование и выполните ручную дуговую сварку трубного узла по ГОСТ 5264-80. 3.Выполните контроль качества сварных швов внешним осмотром и измерением на соответствие требованиям ГОСТ 5264-80. Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на специальном столе.
Время выполнения задания – 3 часа Задание 1
1. Выполните ручной дуговой сваркой трубный узел согласно чертежу из труб ГОСТ 10704-91 диаметром 75 мм, с толщиной стенки 3,5 мм. Сварные швы труб с фланцем выполнить в нижнем положении, сварные швы труб с переходником (коленом) выполнить в вертикальном и горизонтальном неповоротном положениях по ГОСТ 5264-80. 2.Обоснуйте выбор оборудования и приспособлений , слесарного инструмента 3.Обоснуйте выбор техники сварки швов. 4. Сварку выполнять электродами марки МР-3. 5.Выполните контроль качества сварного шва внешним осмотром и измерением на соответствие требованиям ГОСТ 5264-80.
|
Литература для учащегося:
1. Банов М.Д., Казаков Ю.В., Козулин М.Г.Cварка и резка материалов. –
Москва: «Академия»,2009.
2. Герасименко А.И. Основы электросварки Ростов на Дону «Феникс» 2004г.
3. Маслов В.И.Сварочные работы. Уч. пособие для УНПО, ИЦ Академия, 2000г., 240 стр.
4. Николаев А.И. Герасименко А.И. Электрогазосварщика. М. Ростов на Дону
«Феникс» 2005г.
Дополнительные источники:
1. info-svarka.ru «Все о сварке, обучающее видео по сварке».
2. osvarke.com "О сварке" - информационный сайт - сварка, резка, сварочное...
3. gost-svarka.ru «ГОСТы по сварке. Все сварочные ГОСТ с текстами».
4. zvar.narod.ru «Сварочные технологи и оборудование».
5. welder.ru › faq/svarka_aljuminija/ «Сварка алюминия: практические советы и рекомендации»
6. prom-tech.ru › page/press/weld/welding_d/ «Дефекты сварки. Устранение, причины, последствия».
7. polybum.com › welding/technologies/t3/ «Выбор режима сварки».
Пакет экзаменатора
Количество вариантов задания для экзаменующихся - 1
Время выполнения задания - 3 часа
Задание 1
.1. Выполните ручной дуговой сваркой трубный узел согласно чертежу из труб ГОСТ 10704-91 диаметром 75 мм, с толщиной стенки 3,5 мм. Сварные швы труб с фланцем выполнить в нижнем положении, сварные швы труб с переходником (коленом) выполнить в вертикальном и горизонтальном неповоротном положениях по ГОСТ 5264-80.
2.Обоснуйте выбор оборудования и приспособлений , слесарного инструмента
3.Обоснуйте выбор техники сварки швов.
4. Сварку выполнять электродами марки МР-3.
5.Выполните контроль качества сварного шва внешним осмотром и измерением на соответствие требованиям ГОСТ 5264-80.
Условия выполнения заданий
1. Требования охраны труда: инструкция по ТБ, спецодежда, индивидуальные средства защиты, средства коллективной защиты – местная вентиляция.
2. Чертеж, технологическая инструкция, ГОСТ 5264-80, справочная литература и методические рекомендации.
3. Материалы :
- трубы 75х3,5 мм ГОСТ 10704-91, из стали 10,
- переходник -труба 75х3,5 мм ГОСТ 10704-91, из стали 10,
- фланец-2 штуки, - прокатная тонколистовая сталь марки Ст-3;
- Электроды маркиМР-3.
4. Оборудование учебно-производственных мастерских:
- рабочее место преподавателя;
- посадочные места по количеству обучающихся;
- сварочные столы;
- Источники питания сварочной дуги:
-ТДМ-402-3 шт.,
-ТДМ-401-7 шт.,
-ВД-306-1 шт.;
-комплект вытяжной вентиляции;
-верстак слесарный;
-шкаф для методических материалов,
-комплект инструментов для визуального контроля;
-комплект технологических чертежей.
- Набора инструментов:
- защитные очки для сварки;
- защитные очки для шлифовки;
- сварочная маска;
- защитные ботинки;
- средство защиты органов слуха;
- ручная шлифовальная машинка (болгарка) с защитным кожухом;
- металлическая щетка для шлифовальной машинки, подходящая ей по размеру;
- огнестойкая одежда;
- молоток для отделения шлака;
- зубило;
- разметчик;
- напильники;
- металлические щетки;
- молоток;
- универсальный шаблон сварщика;
- стальная линейка с метрической разметкой;
- прямоугольник;
- струбцины и приспособления для сборки под сварку
ОЦЕНОЧНЫЙ ЛИСТ
Квалификационного экзамена по ПМ.02
Практическая часть
Цель: оценить уровень сформированности профессиональных компетенций:
Для профессии СПО: 15.01.05 (ручной и частично механизированной сварки (наплавки)
Дата проведения:________________
№ группы: ______________________
Ф.И.О. выпускника: __________________________________
|
компетенции |
Кол-во признаков |
Признаки проявления компетенций |
Количественная оценка проявления признаков |
Вывод о степени сформированности компетенциии |
|
|
Профессиональные |
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва |
1 |
Проверяет оснащенность сварочного поста ручной дуговой сварки плавящимся покрытым электродом. |
|
10 - 100%
|
|
2 |
Проверяет работоспособность и исправность оборудования поста ручной дуговой сварки плавящимся покрытым электродом |
|
|||
|
3 |
Проверяет и готовит сварочные материалы для ручной дуговой сварки плавящимся покрытым электродом; |
|
|||
|
4 |
Выполняет настройку оборудования ручной дуговой сварки плавящимся покрытым электродом для выполнения сварки; |
|
|||
|
5 |
Выполняет ручной дуговой сваркой плавящимся покрытым электродом конструкцию согласно чертежу;
|
|
|||
|
6 |
Выполняет подбор инструментов и приспособлений в соответствии с заданием . |
|
|||
|
ПК 1.9. Проводить контроль сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно-технологической документации по сварке |
1 |
Использует измерительный инструмент для контроля геометрических размеров сварного шва.в соответствии с требованиями ТБ |
|
|
|
|
2 |
Проводит контроль сварных соединений на соответствие геометрических размеров сварных швов требования ГОСТ в соответствии с требованиями ТБ. |
|
|||
|
3 |
Определяет причины появления дефектов сварных швов и соединений. |
|
|||
|
4 |
Объясняет способы предупреждения и устранения различных видов дефектов в сварных швах. |
|
|
||
|
Всего баллов,% |
10 |
0-100%
|
|||
|
Итого: |
|
|
|||
(0 - признак отсутствует, 1 – признак проявляется)
Шкала перевода баллов в оценку:
10-9 баллов - "отлично",
8-7- "хорошо",
6-5 - "удовлетворительно";
менее 5 - "неудовлетворительно. Эксперт ________________ " " 20…..г
ОЦЕНОЧНЫЙ ЛИСТ
Квалификационного экзамена по ПМ.02
Цель: оценить уровень сформированности общих компетенций:
Для профессии СПО: 15.01. 05 (ручной и частично механизированной сварки (наплавки)
Дата проведения:________________
№ группы: ______________________
Ф.И.О. выпускника: __________________________________
|
Результаты (освоенные общие компетенции) |
Основные показатели оценки результата |
Количественная оценка проявления признаков |
Вывод о степени сформированности компетенциии |
|
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. |
Представляет актуальный профессиональный и социальный контекст, в котором приходится работать и жить. Определяет алгоритмы выполнения работ в профессиональной и смежных областях. Объясняет сущность и/или значимость социальную значимость будущей профессии. Демонстрирует интерес к будущей профессии. Анализирует задачу профессии и выделять её составные части. |
0-5 |
|
|
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем |
Представляет содержание актуальной нормативно-правовой документации Определяет возможные траектории профессиональной деятельности Проводит планирование профессиональной деятельности Демонстрирует понимание цели выполнения задач, Выбирает способы выполнения задач, определенных руководителем Организует собственную деятельность, исходя из цели и способов ее достижения. |
0-6 |
|
|
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. |
Распознает рабочую проблемную ситуацию в различных контекстах. Определяет основные источники информации и ресурсы для решения задач и проблем в профессиональном контексте. Устанавливает способы текущего и итогового контроля профессиональной деятельности. Намечает методы оценки и коррекции собственной профессиональной деятельности. Создает структуру плана решения задач по коррекции собственной деятельности. Представляет порядок оценки результатов решения задач собственной профессиональной деятельности Оценивает результат своих действий (самостоятельно или с помощью наставника). Анализирует рабочую ситуацию, осуществляет текущий и итоговый контроль, Демонстрирует способности принимать решения в стандартных и нестандартных ситуациях. Демонстрирует способность нести ответственность за результаты выполнения заданий. |
0-10 |
|
|
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. |
Анализирует планирование процесса поиска. Формулирует задачи поиска информации. Устанавливает приемы структурирования информации. Определяет номенклатуру информационных источников, применяемых в профессиональной деятельности. Определяет необходимые источники информации. Систематизирует получаемую информацию. Выявляет наиболее значимое в перечне информации. Составляет форму результатов поиска информации. Оценивает практическую значимость результатов поиска. Находит информацию, необходимую для эффективного выполнения профессиональных задач. Использует информацию для эффективного выполнения профессиональных задач. |
0-11 |
|
|
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности. |
Определяет современные средства и устройства информатизации. Устанавливает порядок их применения и программное обеспечение в профессиональной деятельности. Выбирает средства информационных технологий для решения профессиональных задач. Определяет современное программное обеспечение. Применяет средства информатизации и информационных технологий для реализации профессиональной деятельности. Использует информацию для эффективного выполнения профессиональных задач. |
0-6 |
|
ЗАДАНИЕ 2
Теоретическая часть экзамена:
- Время выполнения задания - 1 час
Используя необходимую нормативно-технологическую документацию и чертеж конструкции, ответьте на теоретические вопросы , варианты ответов занесите в таблицу
|
№п\п |
Задание |
Вариант ответа |
|
1 |
Прочитать условное обозначение сварного шва на чертеже |
|
|
2 |
Начертить эскиз сварных швов чертежа по ГОСТ5264-80 и указать размеры сварного шва |
|
|
3 |
Дать характеристику стали марки 10 и Ст 3 |
|
|
4 |
Прочитать условное обозначение паспорта электрода |
|
|
5 |
Выбрать режимы сварки: В нижнем положении |
|
|
В горизонтальном положении |
|
|
|
В вертикальном положении |
|
|
|
6 |
Объясните технику сварки швов: В нижнем положении |
|
|
В горизонтальном положении |
|
|
|
В вертикальном положении |
|
|
|
7 |
Описать дефекты сварной конструкции |
|
|
8 |
Объяснить причины возникновения дефектов |
|
|
9 |
Предложите способ устранения дефектов |
|
Ф.И.О. выпускника: __________________________________
ОЦЕНОЧНЫЙ ЛИСТ
Квалификационного экзамена по ПМ.02
Теоретическая часть
Цель: оценить уровень сформированности профессиональных компетенций
Для профессии СПО: 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Дата проведения:________________
№ группы: ______________________
Ф.И.О. выпускника: __________________________________
|
Компетенция |
№ задания |
Признаки проявления компетенции |
Количественная оценка проявления признака
|
Вывод о степени сформированности |
|||
|
% Сформированности компетенции |
Дискрептивная оценка |
||||||
|
Профессиональная |
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва |
1 |
З1- Знает основные типы, конструктивные элементы сварных соединений, выполняемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом, и обозначение их на чертежах |
|
9-100% |
|
|
|
2 |
З1- Знает размеры сварных соединений, выполняемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом, и обозначение их на чертежах |
|
|||||
|
3 |
З2 -Знает основные группы и марки материалов, свариваемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом; |
|
|||||
|
4 |
З3 знает характеристику сварочных материалов для ручной дуговой сварки плавящимся покрытым электродом; |
|
|||||
|
5 |
З4 Выбирает технологию ручной дуговой сварки плавящимся покрытым электродом различных деталей и конструкций в пространственных положениях сварного шва; |
|
|||||
|
6 |
З4 Выбирает технику ручной дуговой сварки плавящимся покрытым электродом различных деталей и конструкций в пространственных положениях сварного шва;
|
|
|||||
|
7 |
Характеризует дефекты сварных швов |
|
|||||
|
8 |
З6- Знает причины возникновения дефектов сварных швов |
|
|||||
|
9 |
З6- Знает способы их предупреждения и исправления при ручной дуговой сварке (наплавке, резке) плавящимся покрытым электродом. |
|
|||||
|
|
Итоговый балл /оценка |
|
|
|
|||
(0 - признак отсутствует, 1 – признак проявляется)
Шкала перевода баллов в оценку:
9 баллов - "отлично",
8-7- "хорошо",
6-5 - "удовлетворительно";
менее 5 - "неудовлетворительно. Эксперт-______________________________
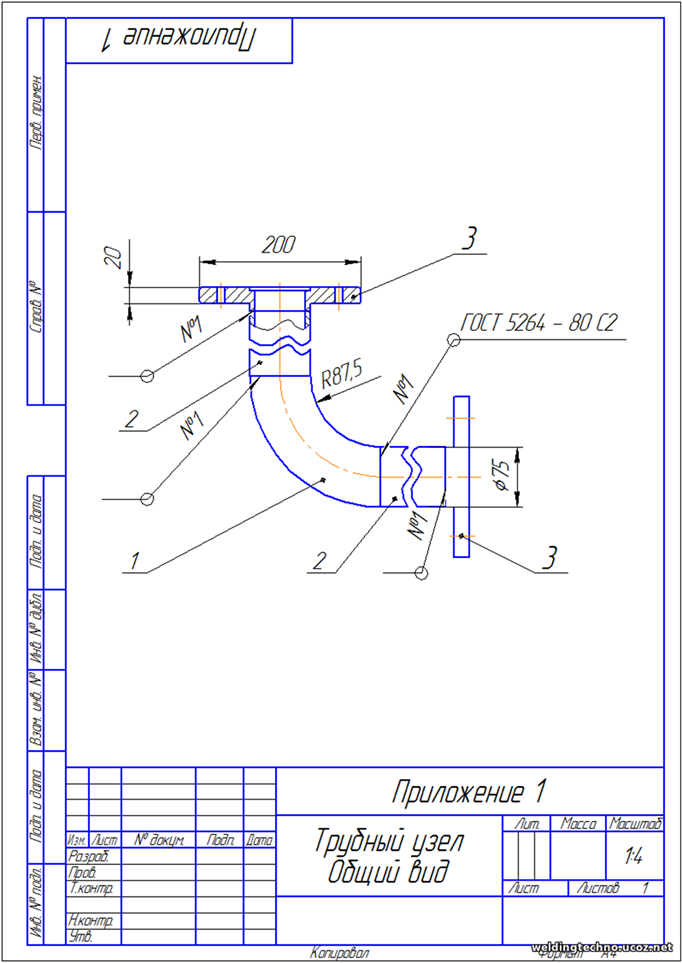
Сводная ведомость квалификационного экзамена
«ПМ.02 РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)»
Для профессии СПО: 15.01.05.Сварщик (ручной и частично механизированной сварки (наплавки)
Дата проведения:________________
№ группы: _____________
|
ФИО |
Компетенции |
Количественная оценка освоения ПК |
Вывод о степени сформированности ВПД |
|||||||
|
ОК 1 |
ОК 2 |
ОК3 |
ОК4 |
ОК5 |
ПК2.1 |
ПК2.1 |
ПК1.9. |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ИТОГО |
|
|
|
|
|
|
|
|
|
|
Дата «_____» _____________ 20___г.
Подписи членов экзаменационной комиссии:
Председатель _______________ /________________/
Экзаменатор _______________ /________________/
Ассистент _______________ /________________/
5.3. КОНТРОЛЬНО-ОЦЕНОЧНЫЕ МАТЕРИАЛЫ ДЛЯ ПРОВЕДЕНИЯ ЭКЗАМЕНА С ПРИМЕНЕНИЕМ ТРЕБОВАНИЙ НЕЗАВИСИМОЙ ОЦЕНКИ КВАЛИФИКАЦИИ
|
Практическая часть Ручная и частично механизированная сварка (наплавка) |
|
40.002 |
|
(наименование вида профессиональной деятельности) |
|
КОД |
Обобщенная трудовая функция: Сварка (наплавка, резка) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов, полимерных материалов)
Трудовая функция: Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД) и плазменная дуговая сварка (наплавка, резка) (П) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками
Уровень (подуровень) квалификации- 3
Наименование базовой группы, должности (профессии) или специальности-Электросварщик ручной сварки (4-й разряд);
Электросварщик ручной сварки (5-й разряд);
Инструкция
1.Внимательно прочитайте задание. Выполните задание в присутствии членов экзаменационной комиссии.
2.Выберите необходимое оборудование и выполните сборку и сварку трубного узла способом MMA (номер процесса 111) в соответствии с требованиями ГОСТ 5264-80.
3.Выполните контроль качества сварных швов внешним осмотром и измерением на соответствие требованиям ГОСТ 5264-80.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на специальном столе.
Задание 1
Выполните сборку и сварку трубного узла способом MMA (номер процесса 111) согласно чертежа, из труб ГОСТ 10704-91 диаметром 75 мм, с толщиной стенки 3,5 мм.
А. Обоснуйте выбор оборудования и приспособлений , слесарного инструмента
Б. Обоснуйте выбор техники сварки швов.
В. Представьте результаты контроля измерением.
Условия выполнения задания:
1. Требования охраны труда: инструкция по ТБ, спецодежда, индивидуальные средства защиты, средства коллективной защиты – местная вентиляция.
2. Чертеж, ГОСТ 5264-80, справочная литература и методические рекомендации.
3. Материалы :
- трубы 75х3,5 мм ГОСТ 10704-91, из стали 10,
- переходник -труба 75х3,5 мм ГОСТ 10704-91, из стали 10,
- фланец-2 штуки, - прокатная тонколистовая сталь марки Ст-3;
- Электроды марки МР-3, диаметр3-4мм.
4. Оборудование учебно-производственных мастерских:
Место выполнения : учебно-производственные мастерские КУАТ
Максимальное время выполнения задания – 4 часа
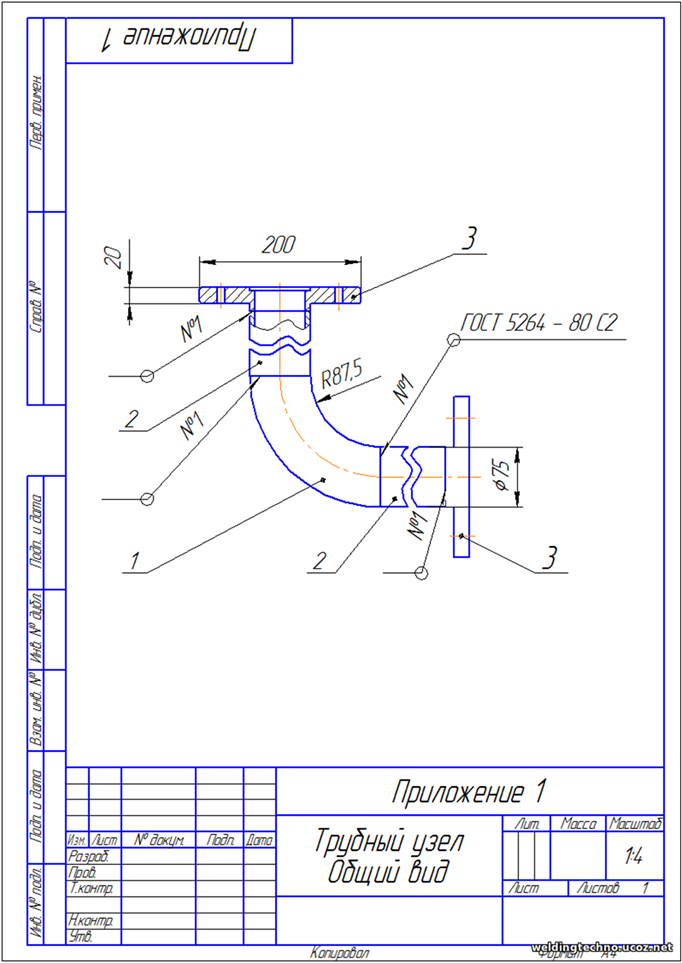
ОЦЕНОЧНЫЙ ЛИСТ
Практическая часть
Цель: провести НОК
Для профессии СПО: 15.01.05 (ручной и частично механизированной сварки (наплавки)
Дата проведения:________________
№ группы: ______________________
Ф.И.О. выпускника: __________________________________
|
Трудовая функция: Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД) и плазменная дуговая сварка (наплавка, резка) (П) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками
|
Кол-во признаков |
Признаки проявления компетенций |
Количественная оценка проявления признаков |
Вывод о степени сформированности компетенциии |
|
1 |
Проверяет оснащенность сварочного поста ручной дуговой сварки плавящимся покрытым электродом. |
|
10 - 100%
|
|
|
2 |
Проверяет работоспособность и исправность оборудования поста ручной дуговой сварки плавящимся покрытым электродом |
|
||
|
3 |
Проверяет и готовит сварочные материалы для ручной дуговой сварки плавящимся покрытым электродом; |
|
||
|
4 |
Выполняет настройку оборудования ручной дуговой сварки плавящимся покрытым электродом для выполнения сварки; |
|
||
|
5 |
Выполняет ручной дуговой сваркой плавящимся покрытым электродом конструкцию согласно чертежу;
|
|
||
|
6 |
Выполняет подбор инструментов и приспособлений в соответствии с заданием . |
|
||
|
1 |
Использует измерительный инструмент для контроля геометрических размеров сварного шва.в соответствии с требованиями ТБ |
|
|
|
|
2 |
Проводит контроль сварных соединений на соответствие геометрических размеров сварных швов требования ГОСТ в соответствии с требованиями ТБ. |
|
||
|
3 |
Определяет причины появления дефектов сварных швов и соединений. |
|
||
|
4 |
Объясняет способы предупреждения и устранения различных видов дефектов в сварных швах. |
|
|
|
|
Всего баллов,% |
10 |
0-100%
|
||
|
Итого: |
|
|
||
(0 - признак отсутствует, 1 – признак проявляется)
Шкала перевода баллов в оценку:
10-9 баллов - "отлично",
8-7- "хорошо",
6-5 - "удовлетворительно";
менее 5 - "неудовлетворительно. Эксперт ________________ " " 20…..г
Теоретическая часть профессионального экзамена
Обобщенная трудовая функция: Сварка (наплавка, резка) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов, полимерных материалов)
Трудовая функция: Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД) и плазменная дуговая сварка (наплавка, резка) (П) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками
Уровень (подуровень) квалификации- 3
Наименование базовой группы, должности (профессии) или специальности-Электросварщик ручной сварки (4-й разряд);
Электросварщик ручной сварки (5-й разряд);
Сварщик ручной дуговой сварки плавящимся покрытым электродом (4-5-й разряд)
Место выполнения : кабинет «Основы сварочного производства» КУАТ
Максимальное время выполнения задания – 90 минут.
Тест
Контролируемые параметры: У1- Проверять работоспособность и исправность сварочного оборудования для РД, настраивать сварочное оборудование для РД с учетом его специализированных функций (возможностей)
Задание 1.Выберите правильный ответ Ваших действий при обнаружении неисправности сварочного оборудования (0-1балл):
1. устранить неисправность самостоятельно;
2. прекратить работу и дождаться электрика;
3. сообщить об этом производственному мастеру, наладчику или электромонтеру.
Задание2. Перечислите основные обязанности сварщика по обслуживанию источника питания перед началом работы (0-3 балла):
1..................
2...................
3...................
Задание 3 . Выберите возможные причины неисправности при работе сварочного аппарата: «Индикатор неисправностей выключен, есть рабочее напряжение, поджиг дуги не происходит» (0-2 балла):
1. Ненадежное крепление зажима массы в гнезде корпусе аппарата или на обрабатываемой детали.
2. Ненадежное соединение электрододержателя и электрода, или кабеля в гнезде аппарата.
3. Неисправен регулятор сварочного тока.
Задание 4.Выберите наиболее правильный ответ из предложенных вариантов:
Сила сварочного тока выбирается в зависимости от (0-1балл):
1.марки основного материала и толщины ;
2. толщины свариваемо металла и положения шва в пространстве;
3. марки основного материала , толщины и положения шва в пространстве .
Контролируемые параметры: У2- Владеть техникой РД сложных и ответственных конструкций во всех пространственных положениях сварного шва.
Задание 5. На рисунке изображены способы выполнения сварного шва в зависимости от положения шва в пространстве. Дайте название положениям шва в пространстве (0-5 баллов):
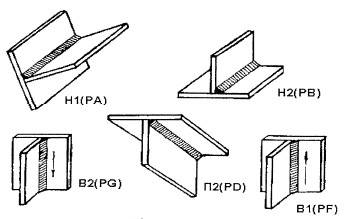
1. Н1...................
2.Н2....................
3.В2.....................
4. П2....................
5. В1........................
Задание 6.Установите соответствие между положением шва в пространстве и рекомендуемой силой сварочного тока (0-3 балла):
|
|
Положение шва в пространстве |
|
Рекомендации по выбору силы сварочного тока |
|
1. |
В лодочку |
1. |
Меньше расчетного значения на 15-20% |
|
2. |
Горизонтальное |
2. |
Расчетное значение, в зависимости от диаметра электрода |
|
3. |
потолочное |
3. |
Меньше расчетного значения на 10-15% |
Задание 7 Выберите правильный ответ. Предварительный и сопутствующий подогрев производится для...... (0-1балл):
1. Для снижения количества дефектов в сварном шве и зоне термического влияния.
2. Для выравнивания неравномерности нагрева при сварке, снижения скорости охлаждения и уменьшения вероятности появления холодных трещин.
3. Для снижения содержания водорода в металле шва и околошовной зоне.
Задание 8 Вставьте пропущенные слова в предложение. При сварке низкоуглеродистых сталей предварительный подогрев ...... ..............., температура местного предварительного подогрева для сварки среднеуглеродистых сталей составляет........ ........... (0-4 балла).
Задание 9 Установите соответствие между длиной сварного шва и техникой выполнения (0-3 балла):
|
|
Классификация сварного шва по длине |
|
Техника выполнения сварного шва |
|
1. |
Короткий шов |
1. |
Обратно- ступенчатым способом |
|
2. |
Средний шов |
2. |
От начала до конца, |
|
3. |
Длинный шов |
3. |
От середины к краям |
Задание 10. Вставьте пропущенные слова в предложение.
При выполнении сварного шва в горизонтальном положении могут возникнуть ряд сложностей. К ним относятся (0-5 баллов):
Вытекание ............ ............... из сварочной .................
На верхней кромке может образоваться ................., а на нижней кромке ................. , если угол наклона электрода выбран неправильно.
Контролируемые параметры: У2- . Владеть техникой дуговой резки металла
Задание 11.Назовите недостатки техники дуговой резки плавящимися электродами
(0-3 балла):
1..................................
2..................................
3..................................
Контролируемые параметры: У3- Контролировать с применением измерительного инструмента сваренные РД сложные и ответственные конструкции на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке
Задание 12 Выберите наиболее правильный размер высоты усиления сварного шва, для указанного на рисунке сварного соединения, если толщина свариваемых кромок 8 мм. (0-1балл):
1. 8-10 мм:
2. 1,2-4 мм:
3. 8 мм.
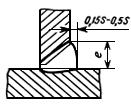
Задание 13 Выберите наиболее точный мерительный инструмент, с помощью которого можно выполнить измерения конструктивных элементов сварного шва, изображенного на рисунке. (0-1балл):
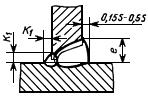
Задание
14
На чертеже указано обозначение сварного шва. Используя данные Таблицы 11 ,ГОСТ 5264-80 определите способ выполнения сварного шва, конструктивные размеры сварного шва для, толщины металла 8мм (0-3 балла):
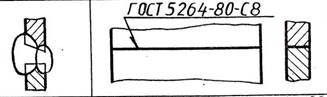
3. высота усиления сварного шва.................
Таблица 11 (ГОСТ 5264-80)
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
|
|||||
|
подготовленных
кромок |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||
|
С8 |
|
|
От 3 до 5 |
8 |
±2 |
0,5 |
+1,5 |
|
Св. 5 до 8 |
12 |
||||||
|
Св. 8 до 11 |
16 |
||||||
|
Св. 11 до 14 |
20 |
||||||
|
Св. 14 до 17 |
24 |
±3 |
+2,0 |
||||
|
Св. 17 до 20 |
28 |
||||||
Контролируемые параметры: У4- Исправлять дефекты РД сваркой
Задание 15. При удалении дефектных мест длина удаляемого участка должна равняться длине дефектного участка плюс с каждой стороны (0-1балл):
Контролируемые параметры: З1- Специализированные функции (возможности) сварочного оборудования для РД
Задание 16. Выбрать правильный способ подключения электрода при сварке на обратной полярности. (0-1балл):
1. к положительному полюсу;
2. к отрицательному полюсу;
3. не имеет значения.
Задание 17. Прочитайте условное обозначение марки источника питания сварочной дуги- ВД–306 (0-3 балла):
ВД...............................
30................................
6...................................
Задание 18. Вставьте пропущенное слово: " При уменьшении расстояния между обмотками сварочного трансформатора, сварочный ток.................... . (0-1балл).
Контролируемые параметры: З2- Основные типы, конструктивные элементы и размеры сварных соединений сложных и ответственных конструкций, выполняемых РД
Задание 19. Выберите верный ответ, характеризующий определение сварного шва. (0-1балл).
1. участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла;
2. участок сварного соединения, образовавшийся в результате пластической деформации присадочного металла;
3. участок сварного соединения, образовавшийся в результате кристаллизации расплавленного клея.
Задание 20. Выберите правильные ответы , характеризующие конструктивные элементы сварного шва: (0-2 балла):
1. высота усиления;
2. угол скоса кромок;
3. ширина усиления.
Задание 21. Выберите рисунок , на котором изображен видимый сварочный шов
(0-1балл).
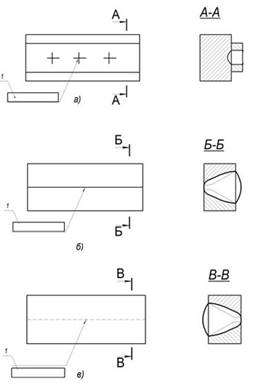
Задание 22. Установите соответствие между условным вспомогательным знаком обозначения сварного шва и его значением: (0-3балла).
|
|
Вспомогательный знак |
|
Значение вспомогательного знака |
|
1. |
|
1. |
Наплывы и неровности шва обработать с плавным переходом к основному металлу |
|
2. |
|
2. |
|
|
3. |
|
3. |
Шов прерывистый или точечный с шахматным расположением |
Контролируемые параметры: З3- Основные группы и марки материалов сложных и ответственных конструкций, свариваемых РД
Задание 23. Установите соответствие между характеристикой свариваемости и марками стали : (0-4 балла).
|
|
Характеристика свариваемости стали |
|
Марки стали |
|
1. |
Хорошая свариваемость |
1. |
23Х2НВФА;38ХГНМ;9Х, 9X1 |
|
2. |
Удовлетворительная свариваемость |
2. |
Ст1-Ст3 (кп, пс, сп);08-25 (кп, пс); 11ЮА, 18ЮА |
|
3. |
Ограниченная свариваемость |
3. |
15Г2СФ, 15Г2СФД;20Г2С; 25Г2С |
|
4 |
Плохая свариваемость |
4 |
40ХЛ, 35ХГСЛ, 35НГМЛ, 20ХГСНДМЛ, |
Задание 24. Вставьте пропущенные слова в предложения, характеризующие удовлетворительную группу свариваемости сталей (0-4 балла).
Ко второй группе относят углеродистые и легированные химический эквивалент углерода которых составляет................. при сварке которых в нормальных условиях производства трещин не образуется. В эту группу входят стали, которые для предупреждения образования трещин необходимо ................ ............., а также подвергать последующей ..................
Контролируемые параметры: З4- Сварочные (наплавочные) материалы для РД сложных и ответственных конструкций
Задание 25. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода (0-1балл).
1. тонкое покрытие - М, среднее покрытие - С, толстое покрытие - Д, особо толстое покрытие – Г:
2. без покрытия - ТО, среднее покрытие - СР, толстое покрытие - ТЛ, особо толстое покрытие – ОТЛ;
3. без покрытия - БП, тонкое покрытие - Т, среднее покрытие - С, толстое покрытие - ТП, особо толстое покрытие – ОТП.
Задание 26. Выбрать правильный ответ: Знаменатель полного обозначения электрода марки УОНИИ-13/45 имеет вид (0-1балл).
Е432(5)-Б10 . Цифра о в обозначении указывает:
1. для сварки на постоянном токе любой полярности и на переменном токе с
напряжением холостого хода источника переменного тока 50В;
2. для сварки на постоянном токе любой полярности;
3. для сварки на постоянном токе обратной полярности.
Контролируемые параметры: З5- Техника и технология РД сложных и ответственных конструкций во всех пространственных положениях сварного шва
Задание 27. Установите последовательность выполнения операций при выполнении сборочно- сварочных работ (0-6 баллов).
1. зажигание дуги;
2. перемещение электрода;
3. удержание дуги;
4. подготовка кромок;
5. отбитие шлака;
6. сборка изделия.
Контролируемые параметры: З6- Методы контроля и испытаний сложных и ответственных конструкций
Задание 28. Установить соответствие между видами контроля на герметичность и сущностью проведения метода контроля (0-4 балла).
|
|
Вид контроля на герметичность |
|
Сущность контроля |
|
1. |
Контроль керосином |
1. |
изделие заполняют водой под избыточным давлением, в 1,5- 2 раза превышающим рабочее, и выдерживают в течении заданного времени |
|
2. |
Контроль гидравлическим давлением |
2. |
основаны на перепаде давления, создаваемого откачкой воздуха из изделия |
|
3. |
Контроль воздушным давлением
|
3. |
основан на подаче воздуха под давлением на 10-20% превышающим рабочее |
|
4 |
Вакуумные методы
|
4 |
основан на физическом явлении капиллярности, которое заключается в способности смачивающей жидкости подниматься по капиллярным ходам |
Задание 29. Выбрать правильный ответ: Контроль, основанный на способности ультразвуковых волн проникать в металл на большую глубину и отражаться от
находящихся в нем дефектных участков это ........ (0-1балл).
1. магнитный метод;
2. акустический метод;
3. радиационный метод;
4. гидравлические испытания.
Контролируемые параметры: З7- Порядок исправления дефектов сварных швов
Задание 30. Установите правильную последовательность операций по исправлению трещин (0-4 балла).
1. участок заварки зачистить;
2. обнаружение дефектов;
3. проварить дефективный участок на полную глубину;
4. засверлить концы трещин.
Общее количество баллов за выполнение задания: 0-74 балла
Шкала перевода баллов в оценку:
74-70 баллов - "отлично",
69 – 59 -"хорошо",
58 – 51- "удовлетворительно",
менее 51 - "неудовлетворительно".
ЭТАЛОН ОТВЕТОВ
1.Выберите правильный ответ Ваших действий при обнаружении неисправности сварочного оборудования:
1. устранить неисправность самостоятельно;
2. прекратить работу и дождаться электрика;
3. сообщить об этом производственному мастеру, наладчику или электромонтеру.
2. Перечислите основные обязанности сварщика по обслуживанию источника питания:
1. Перед включением источника питания очистить его от пыли и грязи,
2. проверить надежность изоляции сварочных проводов и их присоединения,
3. оградить место сварки щитами, ширмами или брезентовыми занавесями.
Задание 3 Выберите возможные причины неисправности при работе сварочного аппарата: «Индикатор неисправностей выключен, есть рабочее напряжение, поджиг дуги не происходит»:
1. Ненадежное крепление зажима массы в гнезде корпусе аппарата или на обрабатываемой детали.
2. Ненадежное соединение электрододержателя и электрода, или кабеля в гнезде аппарата.
3. Неисправен регулятор сварочного тока.
Задание 4.
Выберите наиболее правильный ответ из предложенных вариантов:
Сила сварочного тока выбирается в зависимости от:
1.марки основного материала и толщины ;
2. толщины свариваемо металла и положения шва в пространстве;
3. марки основного материала , толщины и положения шва в пространстве .
Задание 5. На рисунке изображены способы выполнения сварного шва в зависимости от положения шва в пространстве. Дайте название положению шва в пространстве.
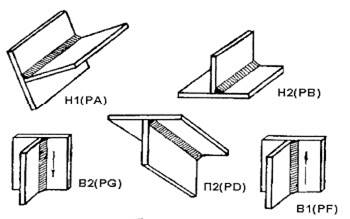
1. Н1.»в лодочку»
2.Н2.нижнее
3.В2.вертикальное сверху вниз
4. П2.Потолочное
5. В1.вертикальное снизу вверх
Задание 6.Установите соответствие между положением шва в пространстве и рекомендуемой
силой сварочного тока.
|
|
|
|
1. |
2. |
|
2. |
3. |
|
3. |
1. |
Задание 7 Выберите правильный ответ. Предварительный и сопутствующий подогрев производится для......
1. Для снижения количества дефектов в сварном шве и ЗТВ.
2. Для выравнивания неравномерности нагрева при сварке, снижения скорости охлаждения и уменьшения вероятности появления холодных трещин.
3. Для снижения содержания водорода в металле шва.
Задание 8 Вставьте пропущенные слова в предложение. При сварке низкоуглеродистых сталей предварительный подогрев не требуется , температура местного предварительного подогрева для сварки среднеуглеродистых сталей составляет 100-150º.
Задание 9 Установите соответствие между длиной сварного шва и техникой выполнения.
|
|
|
|
1. |
2. |
|
2. |
3. |
|
3. |
1. |
Задание 10. Вставьте пропущенные слова в предложение.
При выполнении сварного шва в горизонтальном положении могут возникнуть ряд сложностей. К ним относятся:
Вытекание расплавленного металла из сварочной ванны.
На верхней кромке может образоваться подрез, а на нижней кромке наплыв, если угол наклона электрода выбран неправильно.
Задание 11.Назовите недостатки техники дуговой резки плавящимися электродами.
1. большая ширина реза,
2. неровности разрезаемых кромок
3. низкая производительность процесса
Задание 12
Выберите наиболее правильный размер высоты усиления сварного шва, для указанного на рисунке сварного соединения, если толщина свариваемых кромок 8 мм. :
1. 8-10 мм:
2. 1,2-4мм:
3. 8 мм.
Задание 15. При удалении дефектных мест длина удаляемого участка должна равняться длине дефектного участка плюс с каждой стороны:
1. 1-2 мм;
2. 10-20 мм;
3. 5-10 мм;
4. 20-40 мм.
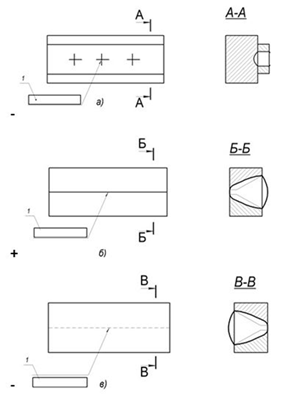
Задание 18. Установите соответствие между условным вспомогательным знаком обозначения сварного шва и его значением:
|
|
|
|
1. |
2. |
|
2. |
3. |
|
3. |
1. |
Задание 19. Установите соответствие между характеристикой свариваемости и марками стали :
|
|
|
|
1. |
2. |
|
2. |
3. |
|
3. |
4 |
|
4 |
1 |
Задание 20. Ко второй группе относят углеродистые и легированные стали ([С]х=0,39-0,45), при сварке которых в нормальных условиях производства трещин не образуется. В эту группу входят стали, которые для предупреждения образования трещин необходимо предварительно нагревать, а также подвергать последующей термообработке.
Задание 21. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
1. Тонкое покрытие - М, среднее покрытие - С, толстое покрытие - Д, особо толстое покрытие - Г
2. Без покрытия - ТО, среднее покрытие - СР, толстое покрытие - ТЛ, особо толстое покрытие - ОТЛ
3. Без покрытия - БП, тонкое покрытие - Т, среднее покрытие - С, толстое покрытие - ТП, особо толстое покрытие – ОТП
Задание 22. Выбрать правильный способ подключения электрода при сварке на обратной полярности.
1. к положительному полюсу;
2. к отрицательному полюсу;
3. не имеет значения.
Задание 23. Прочитайте условное
обозначение марки источника питания сварочной дуги- ВД–306
Выпрямитель для РДС, номинальный сварочный ток
300А, модификация-6.
Задание 24. Вставьте пропущенное слово: " При уменьшении расстояния между обмотками сварочного трансформатора, сварочный ток увеличится.
Задание
25.
Знаменатель полного обозначения электрода марки УОНИИ-13/45 имеет вид:
Е432(5)-Б10 . Цифра о в обозначении указывает:
1. для сварки на постоянном токе любой полярности и на переменном токе с
напряжением холостого хода источника переменного тока 50В;
2. для сварки на постоянном токе любой полярности;
3.для сварки на постоянном токе обратной полярности.
Задание 26. Установите последовательность выполнения операций при выполнении сборочно- сварочных работ
4, 6, 1, 3, 2, 5
Задание 27. Установить соответствие между видами контроля на герметичность и сущностью проведения метода контроля:
.
|
1. |
4 |
|
2. |
1 |
|
3. |
3 |
|
4 |
2 |
Задание 28. Выбрать правильный ответ: Контроль, основанный на способности ультразвуковых волн проникать в металл на большую глубину и отражаться от
находящихся в нем дефектных участков это ........
1. магнитный метод;
2. акустический метод;
3. радиационный метод;
4. гидравлические испытания.
Задание 30. Установите правильную последовательность операций по исправлению трещин:
1. участок заварки зачистить;
2. обнаружение дефектов;
3. проварить дефективный участок на полную глубину;
4. засверлить концы трещин;
2-4-3-1
6. ТРЕБОВАНИЯ К ДИФФЕРЕНЦИРОВАННОМУ ЗАЧЕТУ ПО УЧЕБНОЙ ПРАКТИКЕ
Дифференцированный зачет по учебной практике выставляется на основании результатов выполнения комплексной практической работы и данных аттестационного листа (характеристики профессиональной деятельности обучающегося на практике) с указанием видов работ, выполненных обучающимся во время практики, их объема, качества выполнения в соответствии с технологией и требованиями организации, в которой проходила практика. Приложение 1.
7.ИНФОРМАЦИОННОЕ ОБЕСПЕЧЕНИЕ ОБУЧЕНИЯ
Перечень рекомендуемых учебных изданий, Интернет-ресурсов, дополнительной литературы
Основные источники:
Дополнительные источники:
8. Методические пособия «Лабораторные работы. Сварка металлов». – Санкт - Петербург: Центр промышленного оборудования (ЦПО). -2008.
9. Интернет-ресурсы: weldingsite.com.ua «Сварка и все, что с ней связано».
10. info-svarka.ru «Все о сварке, обучающее видео по сварке».
11. osvarke.com "О сварке" - информационный сайт - сварка, резка, сварочное...
12. gost-svarka.ru «ГОСТы по сварке. Все сварочные ГОСТ с текстами».
13. zvar.narod.ru «Сварочные технологи и оборудование».
14. welder.ru › faq/svarka_aljuminija/ «Сварка алюминия: практические советы и рекомендации»
15. prom-tech.ru › page/press/weld/welding_d/ «Дефекты сварки. Устранение, причины, последствия».
16. polybum.com › welding/technologies/t3/ «Выбор режима сварки».
17. techno.x51.ru › index.php… «Газовая сварка. Сварка металлов».
18. shtorm-its.ru › rus/info/svartech/w19.php «Шторм. Технология сварки чугуна».
19. vds-omsk.ru «Сварка онлайн -... применение, безопасность, вред от сварки».
20. nporpk.ru › svar.htm «Сварочное оборудование».
21. www.svarka.net.
22. www.weldering.com.
Нормативные документы:
- ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
- ГОСТ 2601-84 Сварка металлов. Термины и определение основных понятий.
- ГОСТ 3242-79 Соединения сварные. Методы контроля качества.
- ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
- ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод.
- ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
- ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
- ГОСТ 20415-82 Контроль неразрушающий. Методы акустические. Общие положения.
- ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения.
- ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
- ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
- ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка.
Приложение 1
Аттестационный лист
по учебной практике
ПМ.02 « РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)»
1. ФИО обучающегося, № группы, профессия
________________________________________________________
2. Место проведения практики (организация), наименование, юридический адрес ___________________________________________________
3. Время проведения практики ______________________________
4. Виды и объем работ, выполненные обучающимся во время практики:
|
Вид работ |
Количество часов |
Проверяемые результаты (ПК,ОК) |
Качество выполнения работ |
|
1. Организация рабочего места и правила безопасности труда при ручной дуговой сварке, наплавке, резке плавящимся покрытым электродом (РД). |
6 |
ПК 2.1. ПК 2.2. ПК 2.3. ПК 2.4. ОК 1. – ОК 6 |
|
|
2. Комплектация сварочного поста РД. |
24 |
ПК 2.1. ПК 2.2. ПК 2.3. ПК 2.4. ОК 1. – ОК 6 |
|
|
3 Настройка оборудования для РД Зажигание сварочной дуги различными способами. |
36 |
ПК 2.1. ПК 2.2. ПК 2.3. ПК 2.4. ОК 1. – ОК 6 |
|
|
4. Подбор режимов РД сварки углеродистых и конструкционных сталей |
12 |
ПК 2.1 ОК 1. – ОК 6
|
|
|
5. Подбор режимов РД сварки цветных металлов и их сплавов. |
36 |
ПК 2 2. ОК 1. – ОК 6 |
|
|
6. Подготовка под сварку деталей из углеродистых и конструкционных сталей, цветных металлов и их сплавов |
36 |
ПК 2.1. ПК 2.2. ОК 1. – ОК 6 |
|
|
7. Сборка деталей из углеродистых и конструкционных сталей, цветных металлов и их сплавов с применением приспособлений и их прихватках. |
48 |
ПК 2.1. ПК 2.2. ОК 1. – ОК 6
|
|
|
8.Выполнение РД наплавки пластин из углеродистой и конструкционной стали |
24 |
ПК 2.3 ОК 1. – ОК 6
|
|
|
9.Выполнение РД наплавки пластин из из цветных металлов и сплавов |
24 |
ПК 2.3 ОК 1. – ОК 6 |
|
|
10. Выполнение РД угловых швов пластин из углеродистой и конструкционной стали в различных положениях сварного шва. |
30 |
ПК 2.1. ОК 1. – ОК 6
|
|
|
11. Выполнение РД пластин из углеродистой и конструкционной стали в различных положениях сварного шва. |
48 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
12. Выполнение РД кольцевых швов труб из углеродистых и конструкционных сталей в различных положениях сварного шва. |
36 |
ПК 5.1. ОК 1. – ОК 6
|
|
|
13. Выполнение РД угловых швов пластин из цветных металлов и сплавов в различных положениях сварного шва. |
36 |
ПК 2.2. ОК 1. – ОК 6
|
|
|
14. Выполнение РД стыковых швов пластин из цветных металлов и сплавов в различных положениях сварного шва. |
36 |
ПК 2.2. ОК 1. – ОК 6 |
|
|
15. Выполнение РД кольцевых швов труб из цветных металлов и сплавов в различных положениях сварного шва. . |
42 |
ПК 2.2. ОК 1. – ОК 6
|
|
|
16. Выполнение РД стыковых и угловых швов пластин толщиной 2-20мм из углеродистой стали в горизонтальном, вертикальном и потолочном положениях. |
42 |
ПК 2.1. ОК 1. – ОК 6
|
|
|
17.Выполнение РД резки пластин из углеродистой и конструкционной стали |
12 |
ПК2.4. ОК 1. – ОК 6
|
|
|
18.Выполнение РД резки пластин из из цветных металлов и сплавов |
12 |
ПК2.4. ОК 1. – ОК 6
|
|
|
19. Выполнение РД кольцевых швов труб диаметром 25-250мм, с толщиной стенок 1,6-6мм из углеродистой стали в горизонтальном, вертикальном положениях |
60 |
ПК 2.1. ОК 1. – ОК 6
|
|
|
20.Выполнение комплексной работы |
12 |
ПК 2.1. ПК 2.2. ПК 2.3. ПК 2.4. ОК 1. – ОК 6 |
|
|
Всего |
612 |
|
|
5. Качество выполнения работ в соответствии с технологией и (или) требованиями организации, в которой проходила практика
_________________________________________________________
_________________________________________________________
Дата Подписи руководителя практики,
М.П. ответственного лица организации
Приложение 2
Аттестационный лист
производственной практике
ПМ.02 « РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ »
ФИО обучающегося__________________________________________________,
№ группы,__Св 379_______________________________________________________
профессия СПО:15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
2.Место проведения практики (организация), наименование, юридический адрес ___________________________________________________
3. Время проведения практики ______________________________
4. Виды и объем работ, выполненные обучающимся во время практики:
|
Вид работ |
Количество часов |
Проверяемые результаты (ПК,ОК,ПО,У) |
Качество выполнения работ |
|
1. Организация рабочего места и правила безопасности при ручной дуговой сварке (наплавке, резке) плавящимся покрытым электродом. |
6 |
ПК 2.1. ПК 2.2. ПК 2.3. ПК 2.4. ОК 1. – ОК 6 |
|
|
2. Чтение чертежей, схем, маршрутных и технологических карт. |
12 |
ПК 2.1. ПК 2.2. ПК 2.3. ПК 2.4. ОК 1. – ОК 6 |
|
|
3. Выполнение подготовки деталей из углеродистых и конструкционных сталей, цветных металлов и их сплавов под сварку. |
12 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
4. Выполнение сборки деталей из углеродистых и конструкционных сталей, цветных металлов и их сплавов под сварку на прихватках и с применением сборочных приспособлений. |
18 |
ПК 2.2. ОК 1. – ОК 6 |
|
|
5. Выполнение РД угловых и стыковых швов пластин из углеродистой и конструкционной стали в различных положениях сварного шва |
18 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
6. Выполнение РД кольцевых швов труб из углеродистых и конструкционных сталей в различных положениях сварного шва. |
30 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
7. Выполнение РД угловых швов пластин из цветных металлов и сплавов в различных положениях сварного шва. |
30 |
ПК 2.2. ОК 1. – ОК 6 |
|
|
8. Выполнение РД стыковых швов пластин из цветных металлов и сплавов в различных положениях сварного шва. |
30 |
ПК 2.2. ОК 1. – ОК 6 |
|
|
9. Выполнение РД кольцевых швов труб из цветных металлов и сплавов в различных положениях сварного шва. |
36 |
ПК 2.2. ОК 1. – ОК 6 |
|
|
10. Выполнение РД стыковых и угловых швов пластин из углеродистой стали в горизонтальном, вертикальном и потолочном положениях. |
48 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
11. Выполнение РД кольцевых швов труб из углеродистой стали в горизонтальном, вертикальном положениях.. Выполнение гидравлических испытаний герметичности сварной конструкции. |
36 |
ПК 2.1 ОК 1. – ОК 6 |
|
|
12. Выполнение РД кольцевых швов труб из углеродистой стали в наклонном положении под углом 450. |
36 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
13. Выполнение дуговой резки листового металла различного профиля. |
36 |
ПК 2.4. ОК 1. – ОК 6 |
|
|
14. Выполнение ручной дуговой наплавки валиков на плоскую и цилиндрическую поверхность деталей в различных пространственных положениях сварного шва. |
36 |
ПК 2.3. ОК 1. – ОК 6 |
|
|
Экзамен квалификационный/демонстрационный экзамен |
12 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
Всего |
396 |
|
|
Характеристика учебной и профессиональной деятельности студента во время учебной/производственной практики (дополнительная характеристика дается в произвольной форме) ___________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
Дата «___» ____________________ 20___г. Подпись руководителя практики
____________________/ФИО, должность
Подпись ответственного лица организации (базы практики)
М.П. ___________________/ФИО, должность
ОЦЕНОЧНАЯ ВЕДОМОСТЬ ПО ПРОФЕССИОНАЛЬНОМУ МОДУЛЮ
Оценочная ведомость по профессиональному модулю
(заполняется на каждого студента)
________________________________________________________________________
(Ф.И.О.)
Студент группы____________ курса___________ по специальности
________________________________________________________________________
(код и наименование специальности СПО)
освоил (-а) программу профессионального модуля _____________________________
________________________________________________________________________
(наименование профессионального модуля)
в объеме _____ часов с «____» ____________ 20___г. по «____» ___________ 20__г.
Результаты промежуточной аттестации по элементам профессионального модуля
|
Элементы модуля (код и наименование МДК, код практики) |
Формы промежуточной аттестации |
Оценка |
|
МДК.01.01. |
|
|
|
МДК n |
|
|
|
УП.00 |
|
|
|
ПП.00 |
|
|
Результаты выполнения и защиты курсового проекта(работы) – если предусмотрено учебным планом и не входит в состав квалификационного экзамена.
Тема «______________________________________________________________________»
Оценка__________________
Итоги квалификационного экзамена
|
Вид профессиональной деятельности |
Оценка (освоен/не освоен) |
|
|
|
|
|
|
Дата «_____» _____________ 20___г. Подписи членов комиссии
_____________________Ф.И.О., должность
_____________________Ф.И.О., должность
Скачано с www.znanio.ru









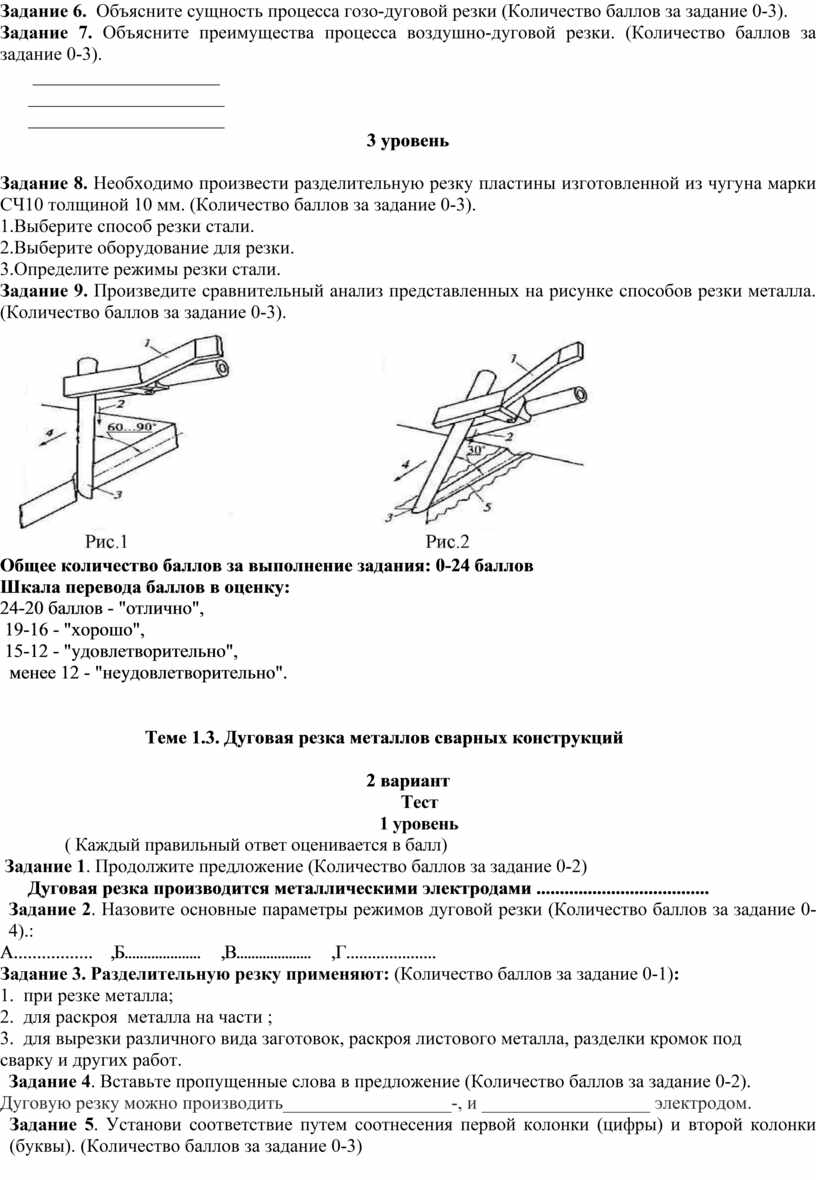
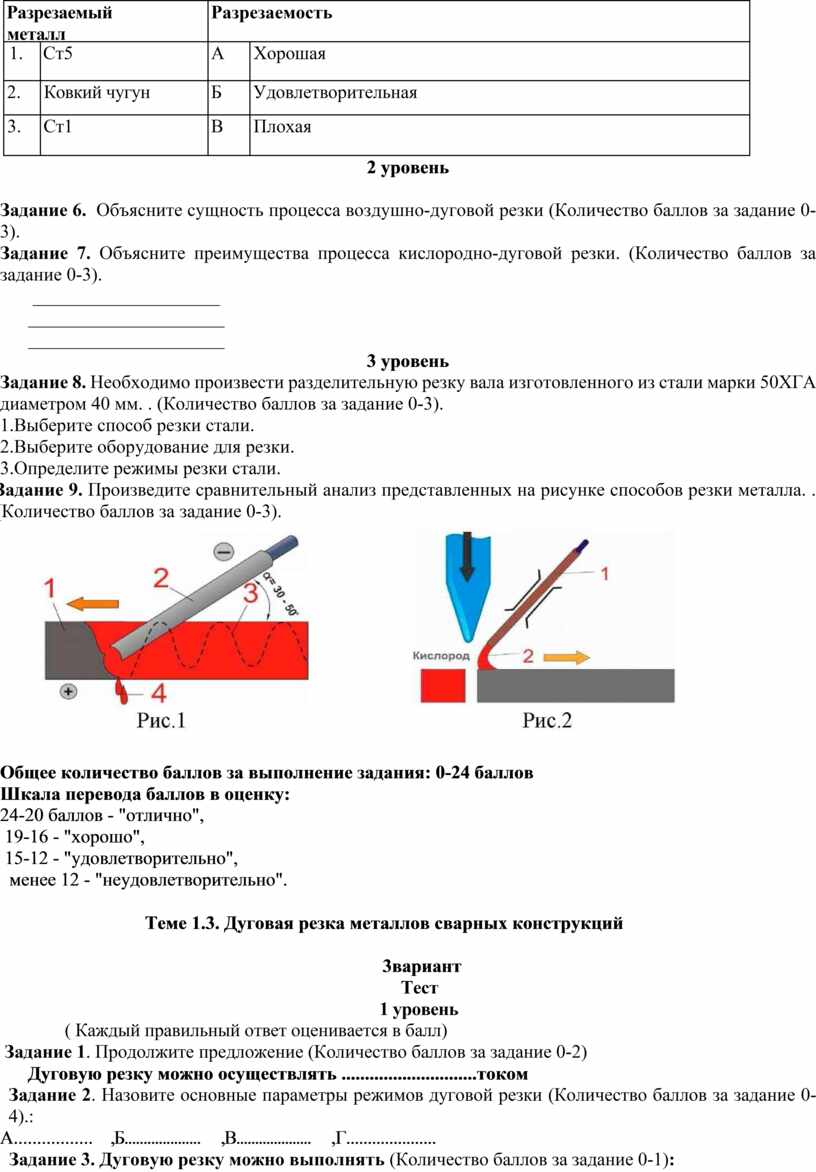


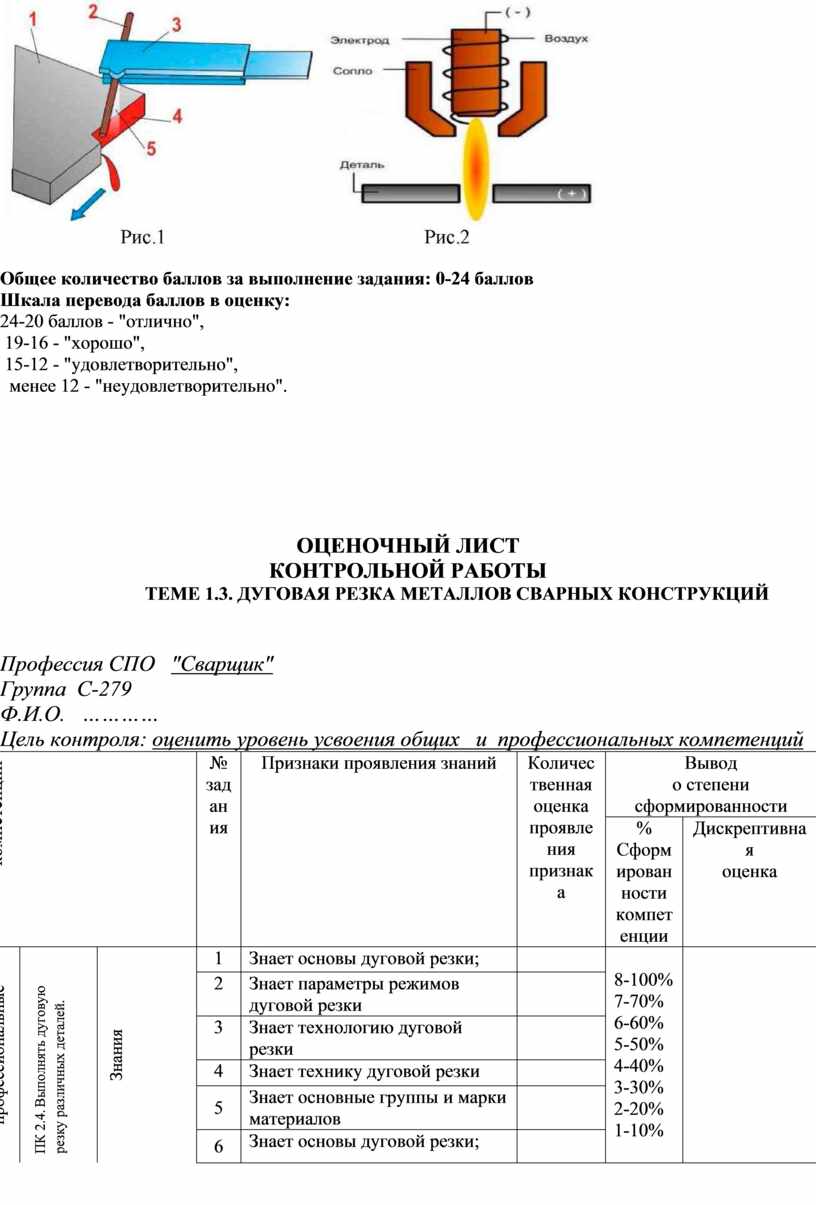
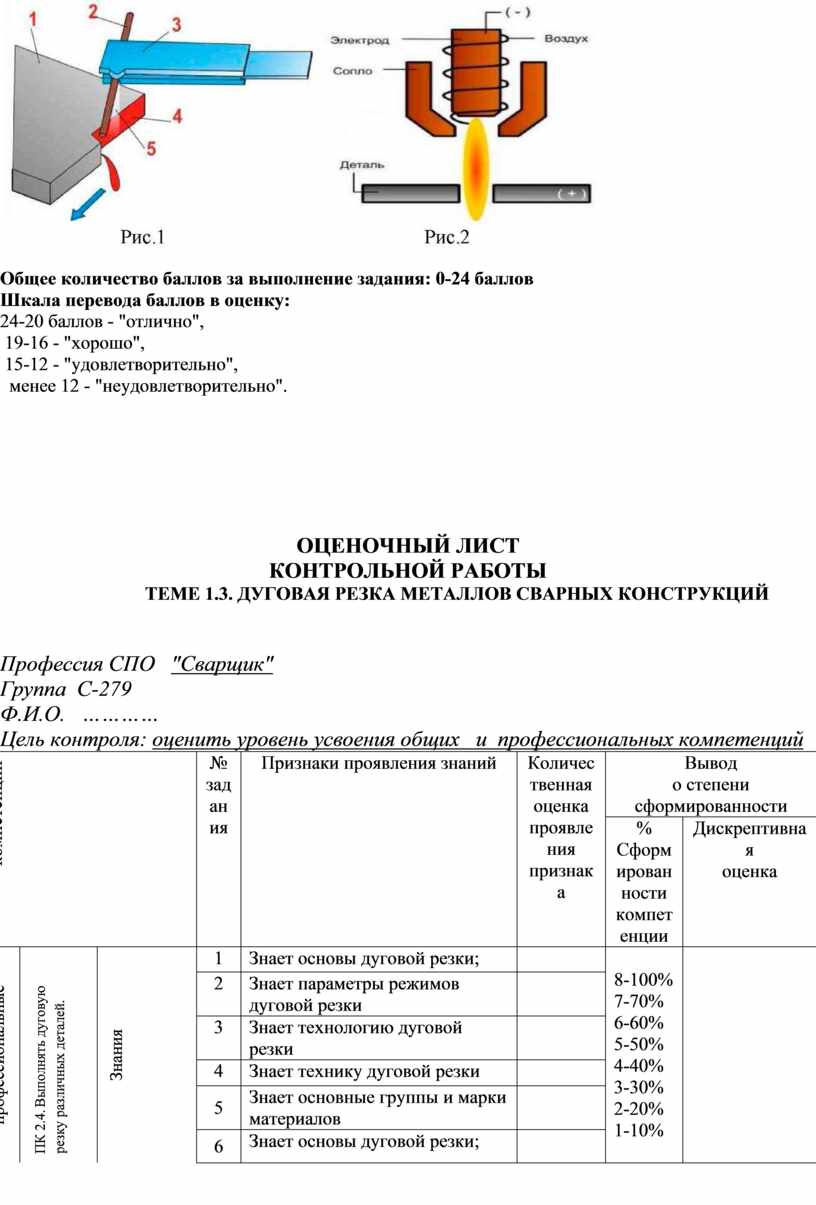
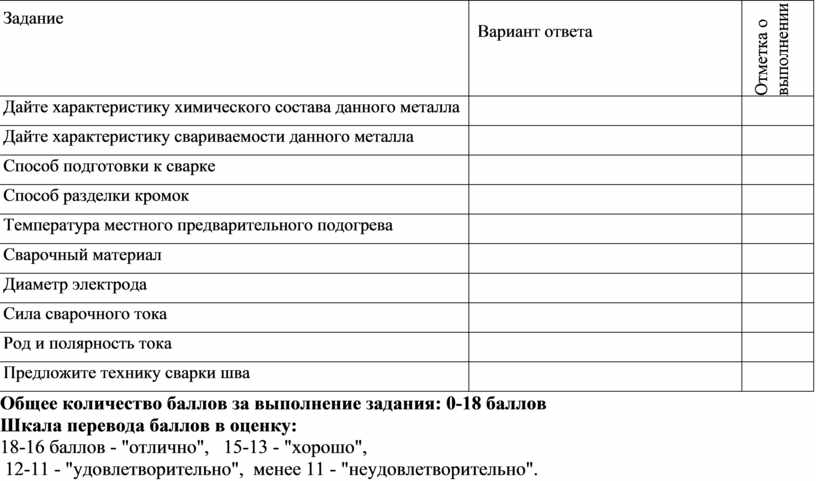
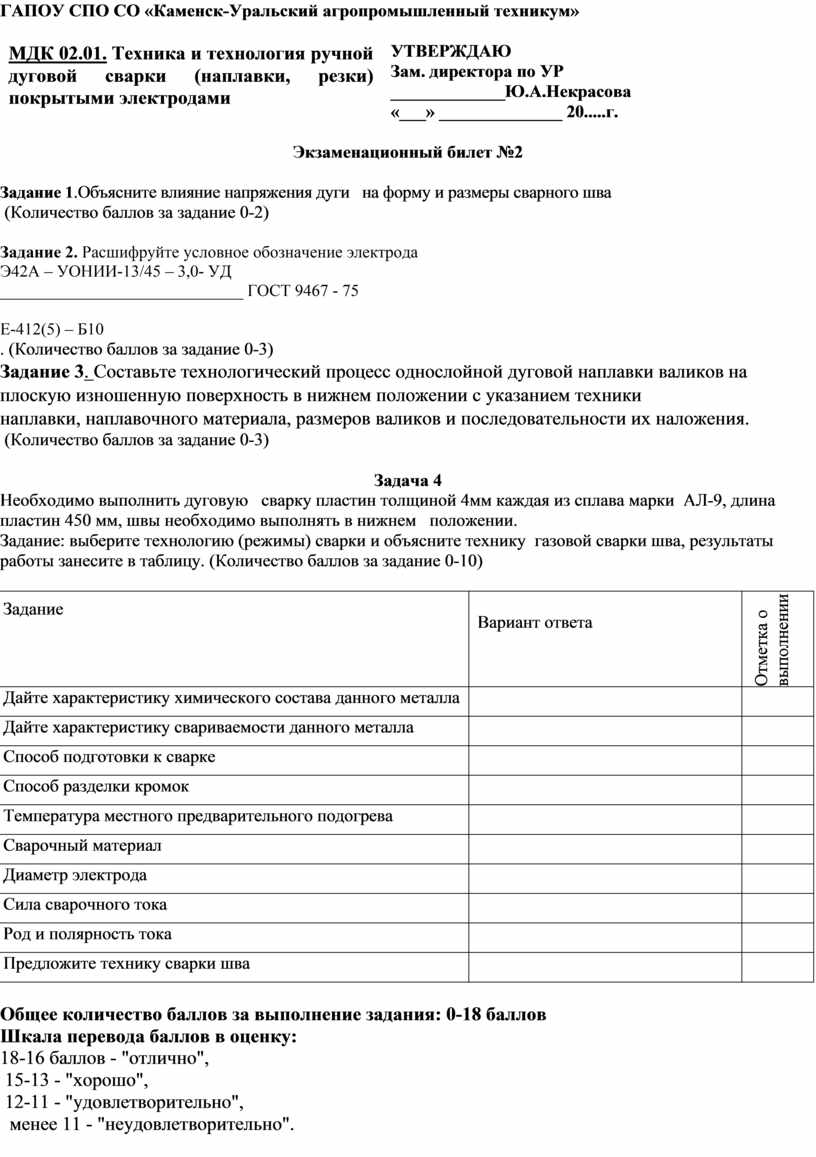

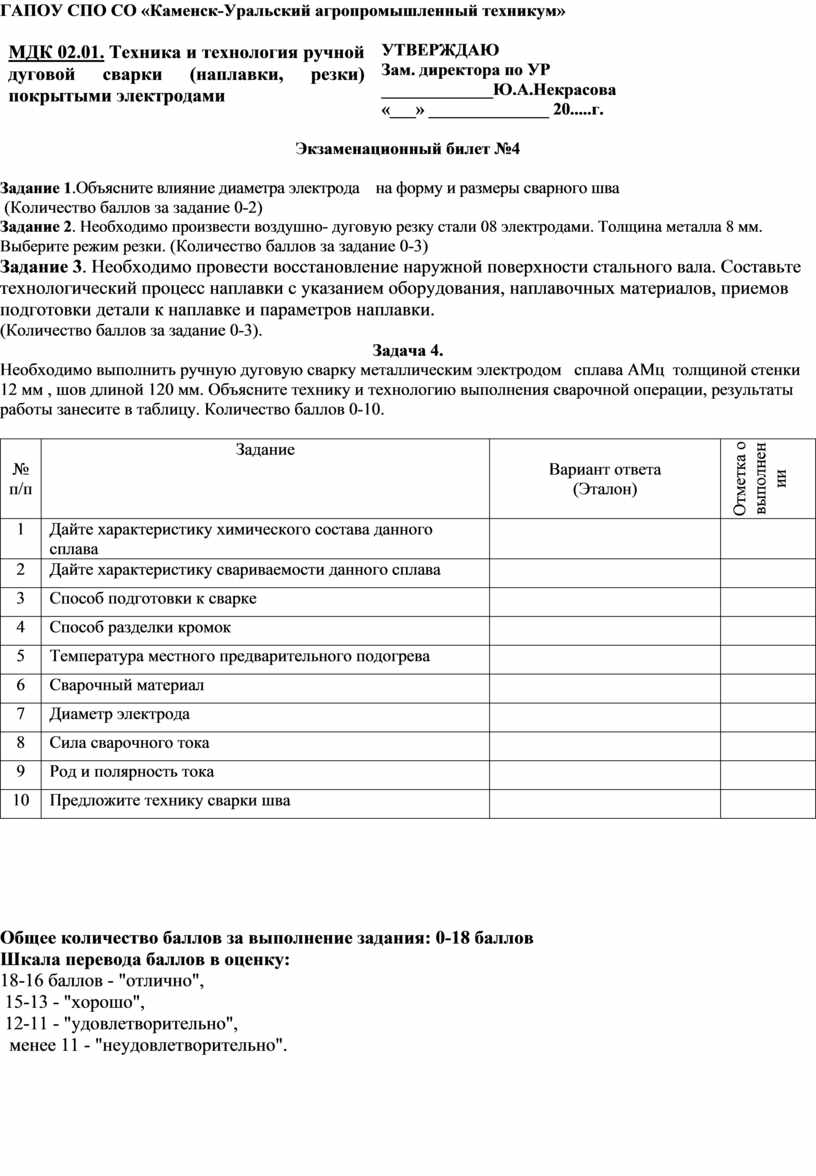



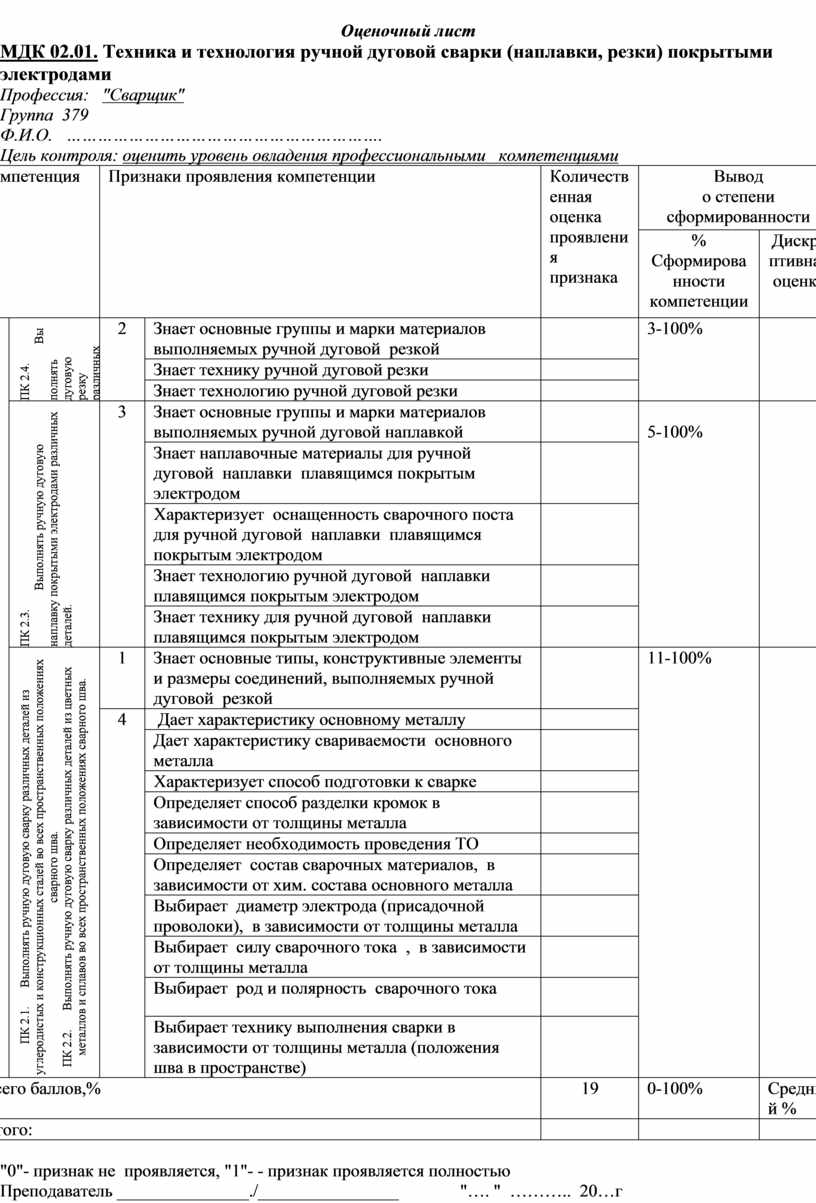


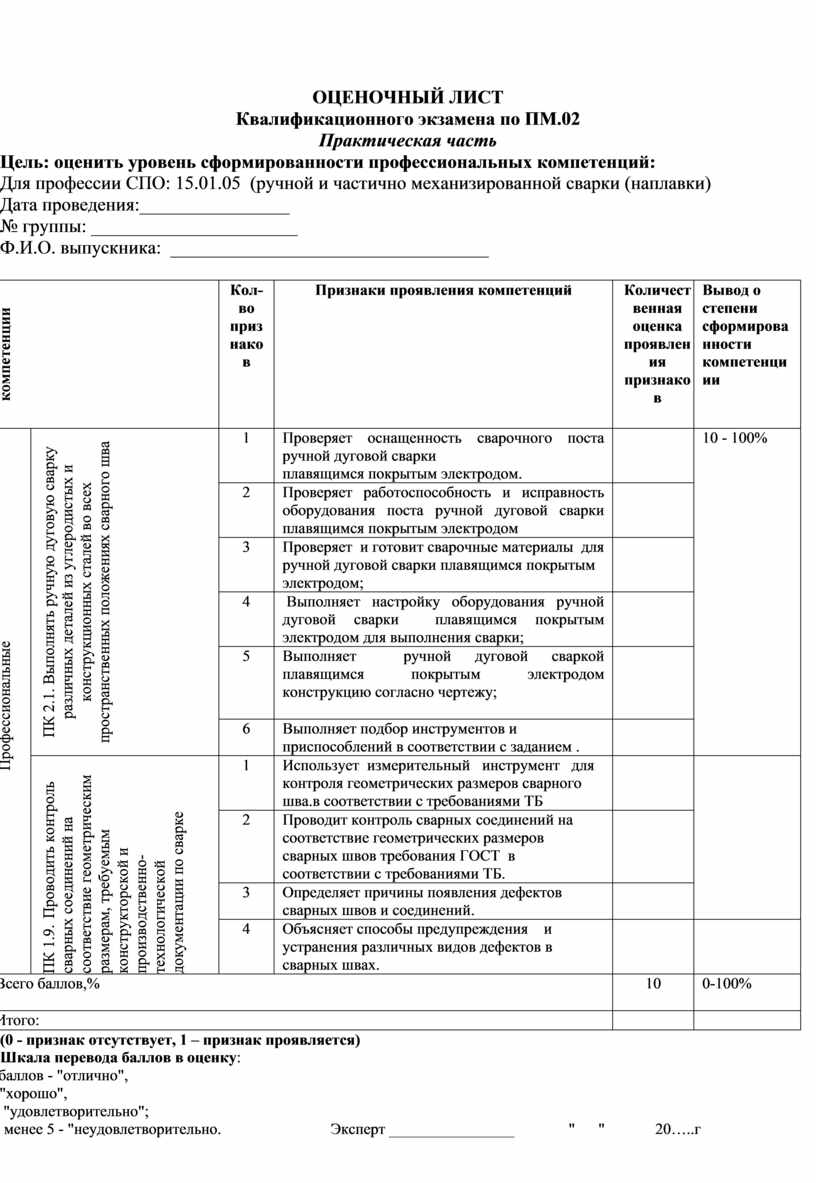
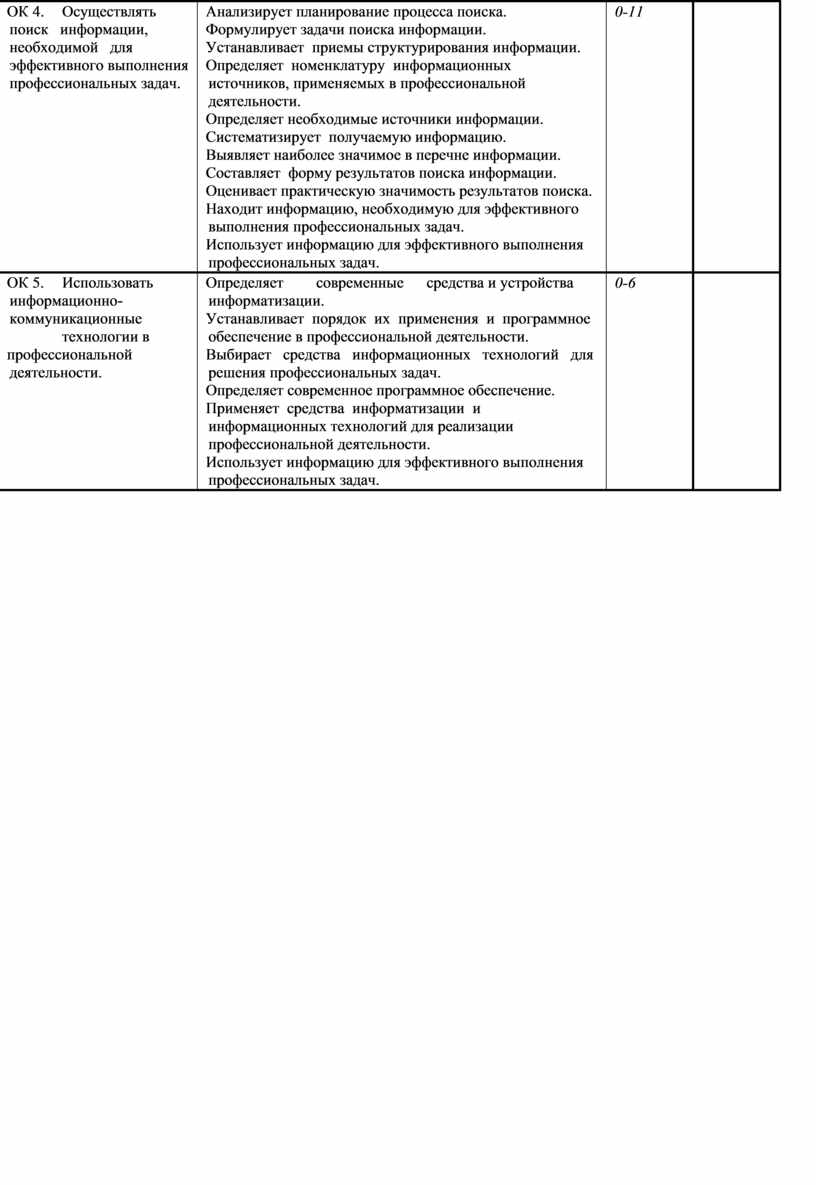
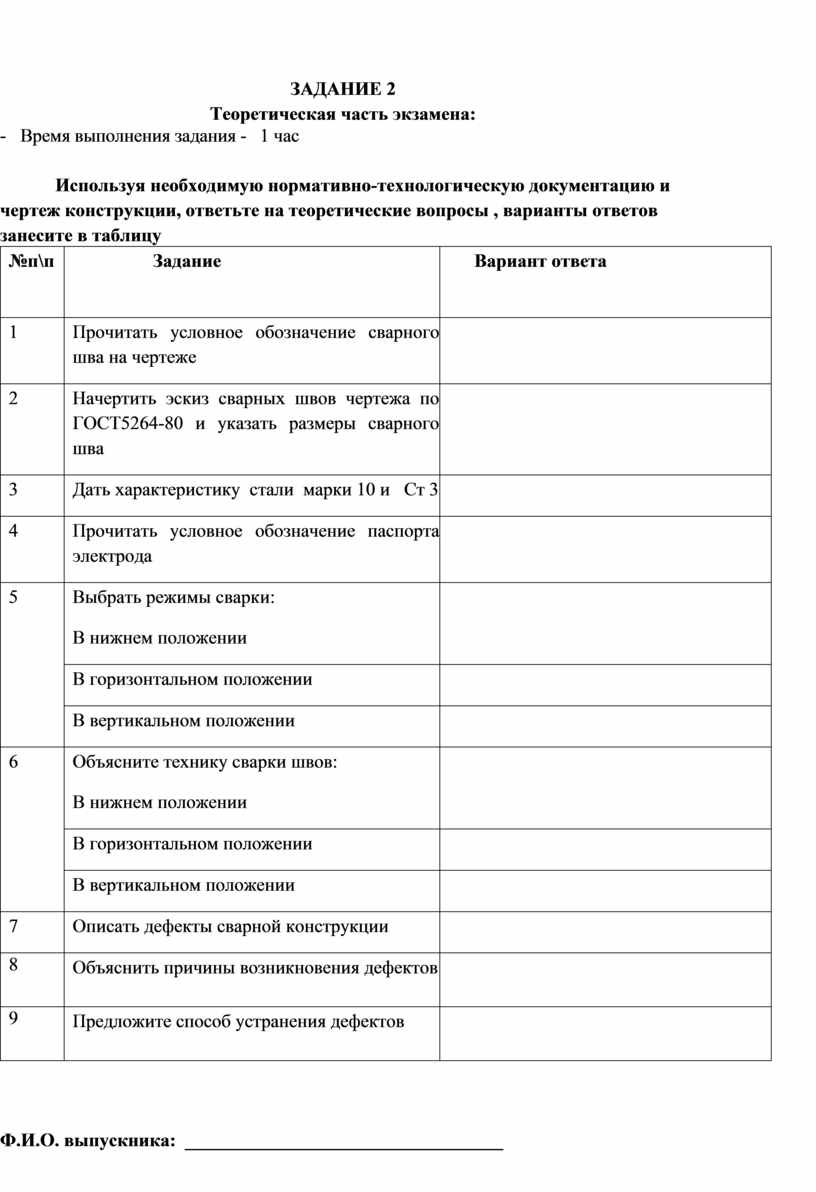
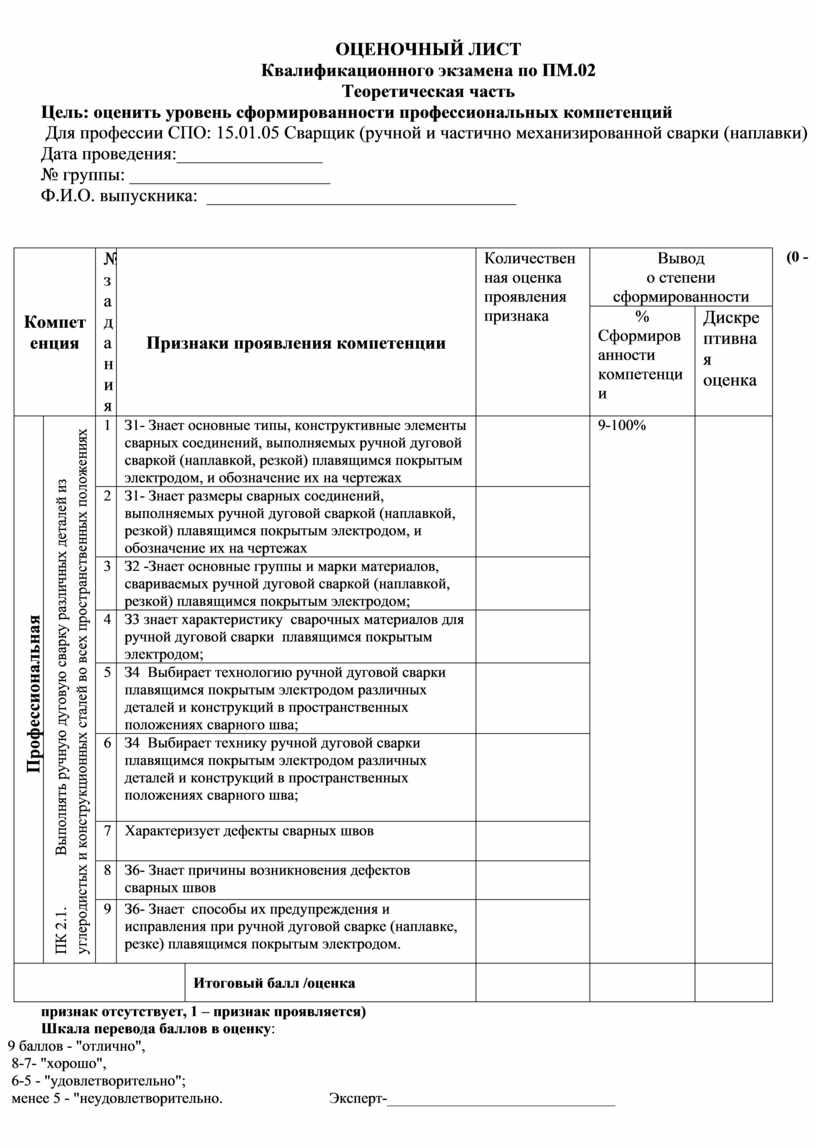
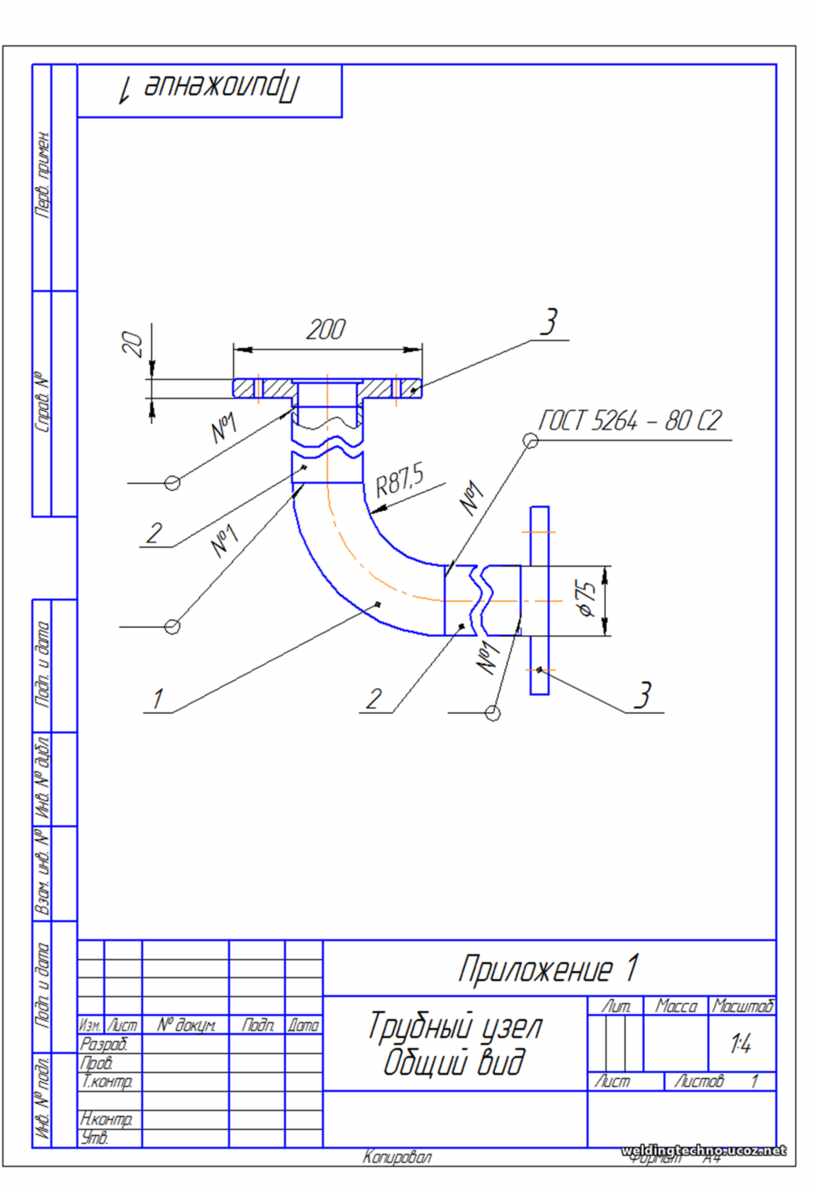



Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.