Поделиться

Предмет: Оборудование столярного производства.
Класс: 10.
Тема: Назначение и виды сверлильно-пазовых станков.
Цель: познакомить обучающихся с назначением и видами сверлильно-пазовых станков.
Задачи:
Образовательные:
· дать понятие о сверлильно-пазовых станках.
Коррекционно-развивающие
Воспитательные:
Инструменты и оборудование: таблица «Пороки древесины»; наглядный материал по теме урока
Ход урока.
I. Организационный момент.
Приветствие. Проверка готовности обуч-ся к уроку. Рапорт дежурного обуч-ся.
II. Повторение пройденного материала.
Ответы на вопросы:
· Назовите группы пород древесины
· Укажите основные свойства пород деревьев с твердой древесиной
· Назовите мягкие лиственные породы древесины
· Назовите твердые лиственные породы древесины
· Из древесины каких пород можно изготовить ручной столярный инструмент?
III. Изложение программного материала.
1. Прочитать текст:
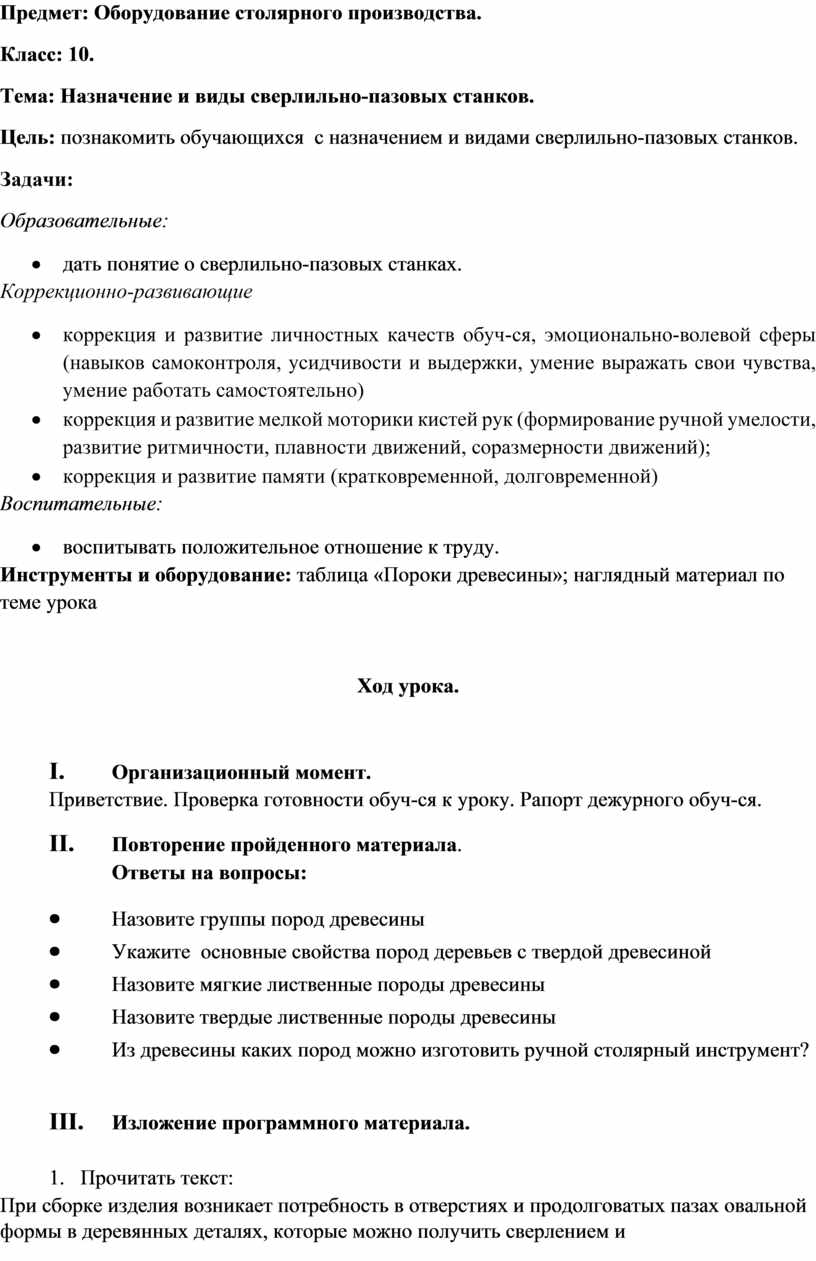
При
сборке изделия возникает потребность в отверстиях и продолговатых пазах
овальной формы в деревянных деталях, которые можно получить сверлением и
пазованием. Отверстия бывают сквозные (рис. 14.1, а) и несквозные (рис. 14.1,
б). При ориентации волокон древесины по отношению к направлению движения подачи
различают сверление поперечное (см. рис. 14.1, а, б) и продольное (рис. 14.1,
в). Каждый вид сверления должен выполняться сверлом с соответствующей
конструкцией режущей части. Процесс сверления характеризуется скоростью
движения подачи сверла и частотой его вращения. При таких движениях работает
преимущественно торцовая режущая часть инструмента и срезаются винтовые
стружки.
На сверлильно-пазовальных станках (рис. 14.1, г) при выборке продолговатых
пазов кроме движения осевой подачи инструмент должен совершать качательное
(боковое) движение, а рабочей частью инструмента являются не только его
торцовые элементы, но и периферийная цилиндрическая часть концевой фрезы. Так
как в этом случае работа фрезы затруднена, выборку глубоких пазов лучше
выполнять путем постепенного заглубления фрезы в материал. Для этого
предназначен специальный механизм пазовального станка. В брусковых деталях
выборку отверстий и пазов выполняет на одношпиндельных вертикальных или
горизонтальных сверлильно-пазовальных станках.
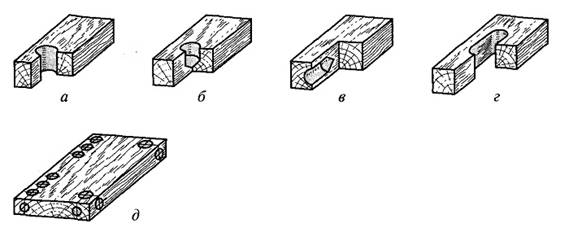
Рис.
14.1. Виды работ, выполняемых на сверли-льно-пазовальных и
сверлильно-присадочных станках:
а, б, в — сверление сквозных и несквозных отверстий; г — выборка пазов; д —
присадка отверстий на пласти и в кромке щитовой детали
При
необходимости массового сверления нескольких отверстий в щитовых деталях (рис.
14.1, д) применяют многошпиндельные горизонтально-вертикальные
сверлильно-присадочные станки. На них сверлят отверстия одновременно на
плоскости и в кромках.
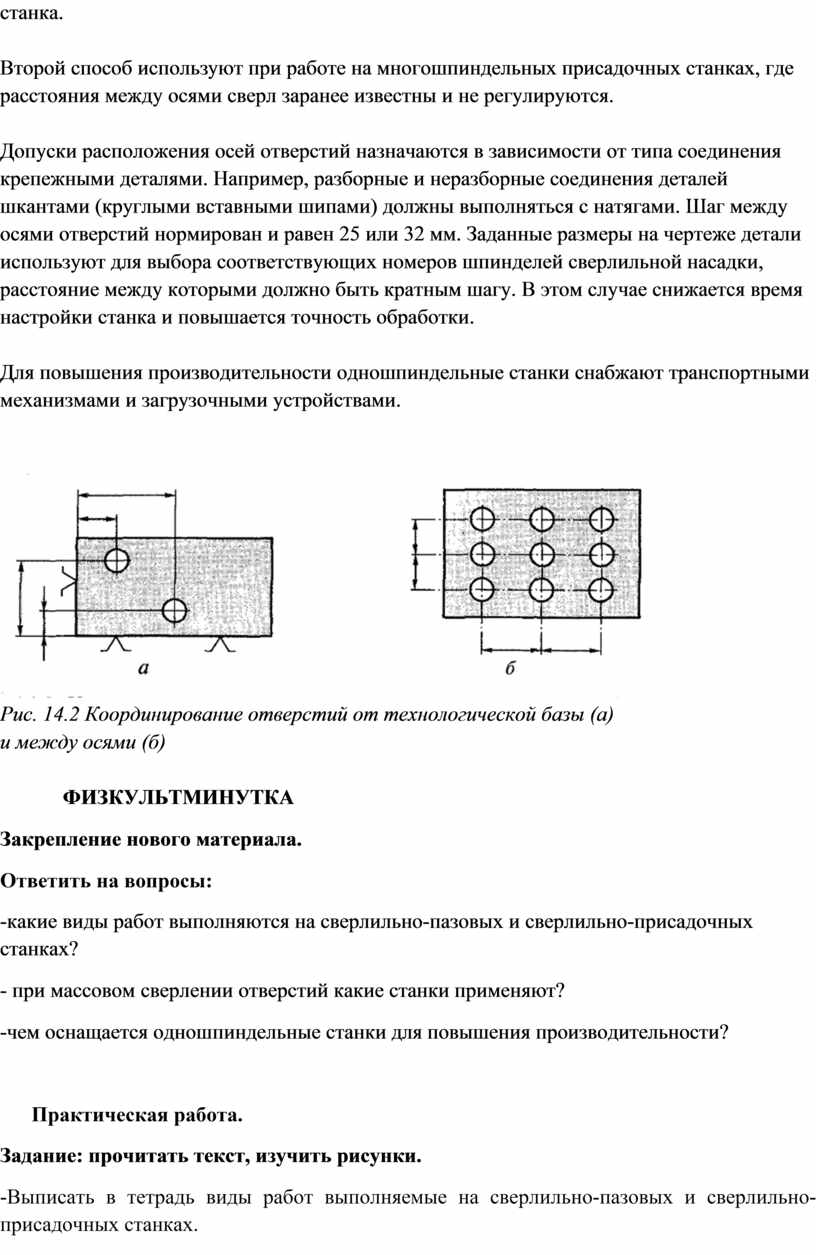
Расположение отверстий в детали координируют двумя способами: с использованием
единой технологической базы, например двух взаимно перпендикулярных кромок щита
(рис. 14.2, а), или координацией отверстий относительно друг друга (рис. 14.2,
б).
Первый способ удобен при работе на станках, у которых требуемые размеры
обеспечиваются настройкой относительного положения оси сверла и опорных элементов
станка.
Второй способ используют при работе на многошпиндельных присадочных станках,
где расстояния между осями сверл заранее известны и не регулируются.
Допуски расположения осей отверстий назначаются в зависимости от типа
соединения крепежными деталями. Например, разборные и неразборные соединения
деталей шкантами (круглыми вставными шипами) должны выполняться с натягами. Шаг
между осями отверстий нормирован и равен 25 или 32 мм. Заданные размеры на
чертеже детали используют для выбора соответствующих номеров шпинделей
сверлильной насадки, расстояние между которыми должно быть кратным шагу. В этом
случае снижается время настройки станка и повышается точность обработки.
Для повышения производительности одношпиндельные станки снабжают транспортными
механизмами и загрузочными устройствами.
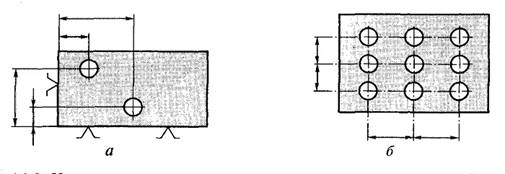
Рис.
14.2 Координирование отверстий от технологической базы (а)
и между осями (б)
ФИЗКУЛЬТМИНУТКА
Закрепление нового материала.
Ответить на вопросы:
-какие виды работ выполняются на сверлильно-пазовых и сверлильно-присадочных станках?
- при массовом сверлении отверстий какие станки применяют?
-чем оснащается одношпиндельные станки для повышения производительности?
Практическая работа.
Задание: прочитать текст, изучить рисунки.
-Выписать в тетрадь виды работ выполняемые на сверлильно-пазовых и сверлильно-присадочных станках.
-Рассмотреть различные станки по имеющимся образцам.
Итог урока.
Домашнее задание
Учебник: Деревообрабатывающие станки. В. Н. Коротков.
Стр. 232-233.
- прочитать текст, найти в тексте ответы на вопросы (записать в тетрадь)
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.