Поделиться

|
|
Автономное учреждение профессионального образования Ханты-Мансийского автономного округа - Югры «Нефтеюганский политехнический колледж» |
|
РАССМОТРЕНО На заседании ПЦК ______ Протокол № __ «____»___________20__ г. Руководитель ПЦК__________ Ф.И.О. |
УТВЕРЖДАЮ Зам. директора по УПР ________________Ф.И.О. «____»___________20__ г. |
комплект контрольно-оценочных средств
по учебной практике
ПМ. 01 Изготовление деталей на металлорежущих станках различного вида и типа по стадиям технологического процесса
|
Разработчик: |
Преподаватель |
Евдокимова О.Г |
_________ |
«___»_______ 2017г. |
|
(подпись) |
г. Нефтеюганск 2019 г.
1. Паспорт комплекта контрольно-оценочных средств
Контрольно-оценочные средства (КОС) предназначены для контроля и оценки образовательных достижений обучающихся, освоивших программу учебной практики ПМ. 01. Изготовление деталей на металлорежущих станках различного вида и типа (сверлильных, токарных, фрезерных, копировальных, шпоночных и шлифовальных) по стадиям технологического процесса
КОС включают контрольные материалы для проведения промежуточной аттестации в форме[1] дифференцированного зачета.
КОС разработаны в соответствии с:
основной профессиональной образовательной программой по специальности/профессии СПО 15.10.32 Оператор станков с программным управлением;
программой учебной практики (профессионального модуля) ПМ. 01. Изготовление деталей на металлорежущих станках различного вида и типа (сверлильных, токарных, фрезерных, копировальных, шпоночных и шлифовальных) по стадиям технологического процесса
2. Результаты освоения учебной практики, подлежащие проверке
2.1. В результате аттестации по учебной практике осуществляется комплексная проверка следующих умений и знаний, а также динамика формирования общих и профессиональных компетенций, предусмотренных ФГОС:
|
Результаты обучения (освоенные умения) |
Коды формируемых общих и профессиональных компетенций |
Форма контроля и оценивания
|
|
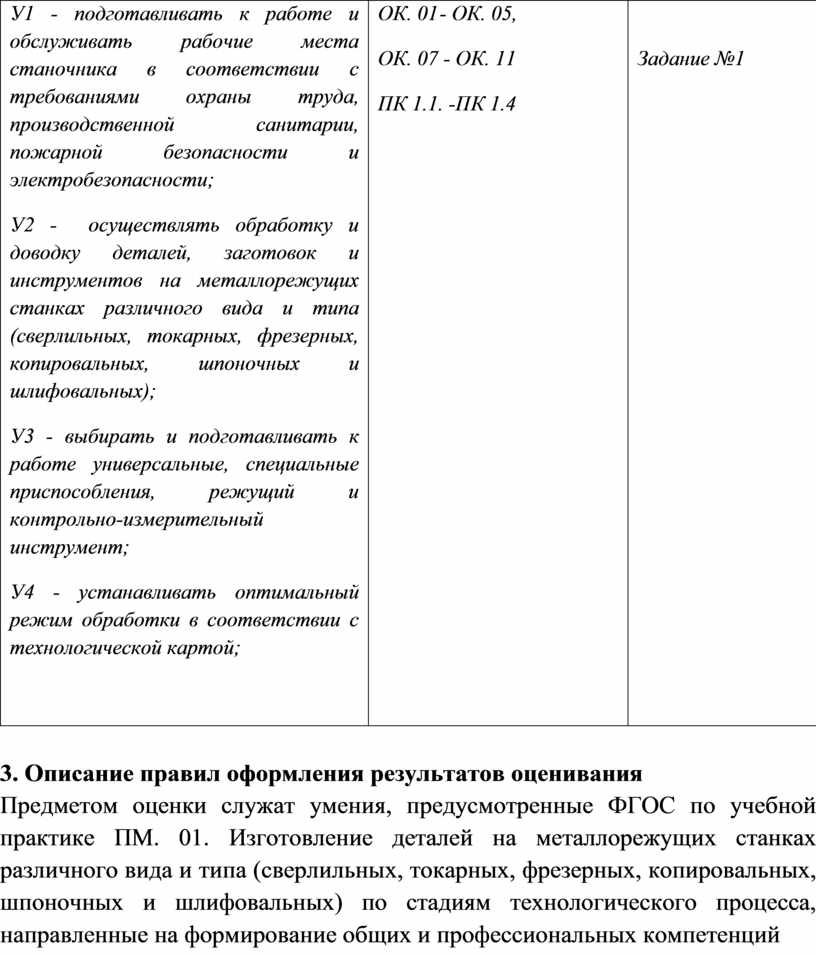
У1 - подготавливать к работе и обслуживать рабочие места станочника в соответствии с требованиями охраны труда, производственной санитарии, пожарной безопасности и электробезопасности; У2 - осуществлять обработку и доводку деталей, заготовок и инструментов на металлорежущих станках различного вида и типа (сверлильных, токарных, фрезерных, копировальных, шпоночных и шлифовальных); У3 - выбирать и подготавливать к работе универсальные, специальные приспособления, режущий и контрольно-измерительный инструмент; У4 - устанавливать оптимальный режим обработки в соответствии с технологической картой;
|
ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
Задание №1 |
3. Описание правил оформления результатов оценивания
Предметом оценки служат умения, предусмотренные ФГОС по учебной практике ПМ. 01. Изготовление деталей на металлорежущих станках различного вида и типа (сверлильных, токарных, фрезерных, копировальных, шпоночных и шлифовальных) по стадиям технологического процесса, направленные на формирование общих и профессиональных компетенций
3.1. Контроль и оценка освоения учебной дисциплины учебной практике по темам (разделам), видам контроля
|
Элемент учебной дисциплины |
Формы и методы контроля
|
||||||
|
Текущий контроль |
Рубежный контроль |
Промежуточная аттестация |
|||||
|
Форма контроля |
Проверяемые ОК, ПК (или ее части), У, З |
Форма контроля |
Проверяемые ОК, ПК (или ее части),У |
Форма контроля |
Проверяемые ОК, ПК (или ее части),У |
||
|
1. |
Изучение инструкций и прохождения инструктажа на металлорежущих станках. Рабочее место станочника. СИЗ. |
Практическая работа №1 Самостоятельная работа №1 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
2. |
Обязанности станочника до начало работ на станке, во время работы, и после ее окончание. |
Практическая работа №2 Самостоятельная работа №2 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
3. |
Управление станком и его наладка на токарном станке |
Практическая работа №3 Самостоятельная работа №3 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
4. |
Установка трехкулачковых самоцентрирующих патронов на шпинделе станка |
Практическая работа №4 Самостоятельная работа №4 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
5. |
Установка центров станка |
Практическая работа №5 Самостоятельная работа №5 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
6. |
Установка резцов в резцедержателе по вершине заднего центра |
Практическая работа №6 Самостоятельная работа №6 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
7. |
Регулирование зазоров в сопряжении направляющих салазок суппорта |
Практическая работа №7 Самостоятельная работа №7 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
8. |
Настройка токарного станка на заданную частоту вращения шпинделя и требуемую подачу |
Практическая работа №8 Самостоятельная работа №8 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
9. |
Подналадка токарных станков |
Практическая работа №9 Самостоятельная работа №9 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
10. |
Измерение детали контрольно-измерительными инструментами: линейкой, штангеглубиномером, штангенциркулем, предельными калибрами и шаблонами |
Практическая работа №10 Самостоятельная работа №10 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
11. |
Крепление заготовок установка и выверка деталей на столе станка и в приспособлениях |
Практическая работа №11Самостоятельная работа №11 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
12. |
Установка резца на требуемую глубин урезания и заданную длину обработки с отсчётом по лимбам. Снятие пробной стружки |
Практическая работа №12 Самостоятельная работа №12 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
13. |
Обработка наружных цилиндрических и торцевых поверхностей. Обтачивание гладких цилиндрических поверхностей заготовки в трехкулачковом патроне с ручной подачей резца |
Практическая работа №13 Самостоятельная работа №13 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
14. |
Обработка наружных цилиндрических и торцевых поверхностей. Обтачивание гладких цилиндрических поверхностей заготовки в трехкулачковом патроне с механической подачей резца |
Практическая работа №14 Самостоятельная работа №14 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
15. |
Установка резцов на размер диаметра и заднюю длину ступени по упорам |
Практическая работа №15 Самостоятельная работа №15 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
16. |
Подрезание торцов в в трехкулачковом патроне с ручной подачей резца. Отрезание заготовок при прямом и обратном вращении шпинделя |
Практическая работа №16 Самостоятельная работа №16 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
17. |
Затачивание режущего инструмента |
Практическая работа №17 Самостоятельная работа №17 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
18. |
Вытачивание канавок, на наружных цилиндрических и торцевых поверхностях, на наружних канавок с упорами. Возможные дефекты обработанных канавок |
Практическая работа №18 Самостоятельная работа №18 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
19. |
Установка зенкеров и разверток на металлорежущих станках, выбор режим резания |
Практическая работа №19 Самостоятельная работа №19 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
20. |
Зенкерование отверстий и возможные дефекты. Развертывание отверстий и возможные дефекты |
Практическая работа №20 Самостоятельная работа №20 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
21. |
Нарезание резьбы плашками и метчиками, возможные дефекты |
Практическая работа №21 Самостоятельная работа №21 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
22. |
Обработка наружных и внутренних конических поверхностей, растачивание конических отверстий возможные дефекты |
Практическая работа №22 Самостоятельная работа №22 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
23. |
Высокопроизводительные приемы и методы обработки конических поверхностей |
Практическая работа №23Самостоятельная работа №23 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
24. |
Обработка фасонных поверхностей, фасонными резцами. Затачивание фасонных резцов |
Практическая работа №24Самостоятельная работа №24 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
25. |
Полирование и притирка поверхностей |
Практическая работа №25Самостоятельная работа №25 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
26. |
Измерение элементов резьбы, настройка станка для нарезание резьбы, |
Практическая работа №26 Самостоятельная работа №26 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
27. |
Черновое и чистовое нарезание наружной резьбы, специальными резцам, возможные дефекты и. Затачивание резцов. |
Практическая работа №27Самостоятельная работа №27 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
28. |
Черновое и чистовое нарезание внутренней резьбы, специальными резцами, возможные дефекты. Затачивание резцов. |
Практическая работа №28Самостоятельная работа №28 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
29. |
Обработка деталей со сложной установкой, в четырехкулачковом патроне, на планшайбе, на угольнике |
Практическая работа №29Самостоятельная работа №29 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
30. |
Обработка деталей с применением подвижных и неподвижных люнетов |
Практическая работа №30Самостоятельная работа №30 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
31. |
Управление станком и его наладка на фрезерном станке |
Практическая работа №31Самостоятельная работа №31 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
32. |
Фрезерование плоских , цилиндрических и торцевых поверхностей цилиндрическими и торцевыми фрезами |
Практическая работа №32Самостоятельная работа №32 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
33. |
Фрезерование сопряженных перпендикулярных и параллельных поверхностей |
Практическая работа №33 Самостоятельная работа №33 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
34. |
Фрезерование сопряженных поверхностей, торцов, под тупым и острым углом |
Практическая работа №34 Самостоятельная работа №34 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
35. |
Фрезерование наклонных поверхностей и скосов с применением угловых фрез |
Практическая работа №35Самостоятельная работа №35 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
36. |
Фрезерование прямоугольных пазов, канавок , уступов. Резание металла |
Практическая работа №36Самостоятельная работа №36 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
37. |
Фрезерование прямоугольных и радиусных наружных и внутренних поверхностей уступов, пазов, канавок, однозаходных резьб, спиралей, зубьев шестерён, зубчатых колёс и реек |
Практическая работа №37 Самостоятельная работа №37 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
38. |
Подналадка обслуживаемых фрезерных станков |
Практическая работа №38 Самостоятельная работа №38 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
39. |
Управление станком и его наладка на сверлильном станке |
Практическая работа №39 Самостоятельная работа №39 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
40. |
Сверление глухих отверстий в заготовке |
Практическая работа №40 Самостоятельная работа №40 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
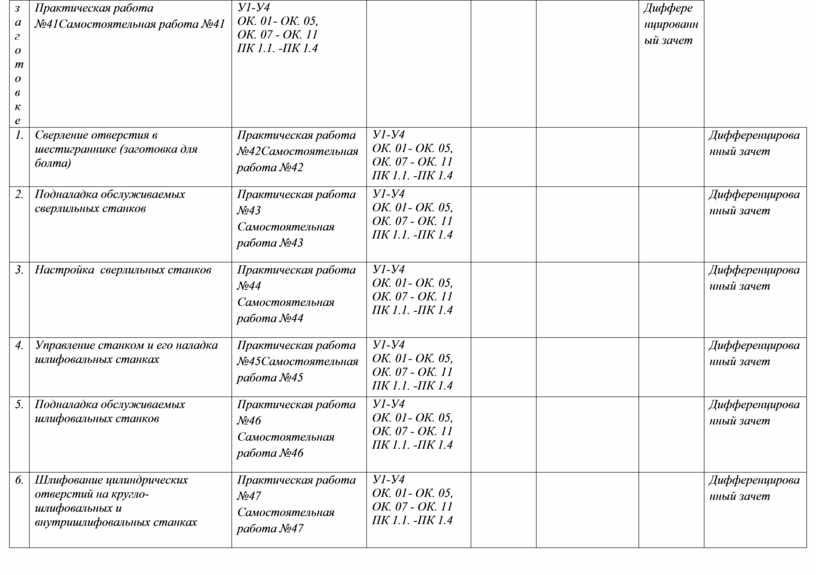
41. |
Сверление сквозных отверстий в заготовке |
Практическая работа №41Самостоятельная работа №41 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
42. |
Сверление отверстия в шестиграннике (заготовка для болта) |
Практическая работа №42Самостоятельная работа №42 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
43. |
Подналадка обслуживаемых сверлильных станков |
Практическая работа №43 Самостоятельная работа №43 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
44. |
Настройка сверлильных станков |
Практическая работа №44 Самостоятельная работа №44 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
45. |
Управление станком и его наладка шлифовальных станках |
Практическая работа №45Самостоятельная работа №45 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
46. |
Подналадка обслуживаемых шлифовальных станков |
Практическая работа №46 Самостоятельная работа №46 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
47. |
Шлифование цилиндрических отверстий на кругло-шлифовальных и внутришлифовальных станках |
Практическая работа №47 Самостоятельная работа №47 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
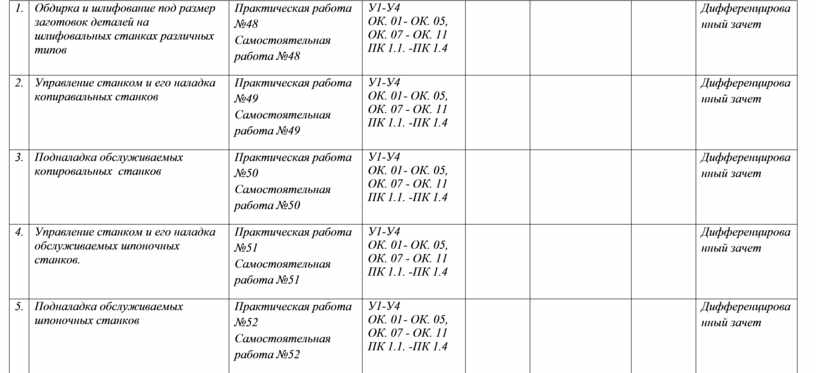
48. |
Обдирка и шлифование под размер заготовок деталей на шлифовальных станках различных типов |
Практическая работа №48 Самостоятельная работа №48 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
49. |
Управление станком и его наладка копиравальных станков |
Практическая работа №49 Самостоятельная работа №49 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
50. |
Подналадка обслуживаемых копировальных станков |
Практическая работа №50 Самостоятельная работа №50 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
51. |
Управление станком и его наладка обслуживаемых шпоночных станков. |
Практическая работа №51 Самостоятельная работа №51 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
|
52. |
Подналадка обслуживаемых шпоночных станков |
Практическая работа №52 Самостоятельная работа №52 |
У1-У4 ОК. 01 - ОК. 05, ОК. 07 - ОК. 11 ПК 1.1. -ПК 1.4 |
|
|
|
Дифференцированный зачет |
4. Задания промежуточной аттестации
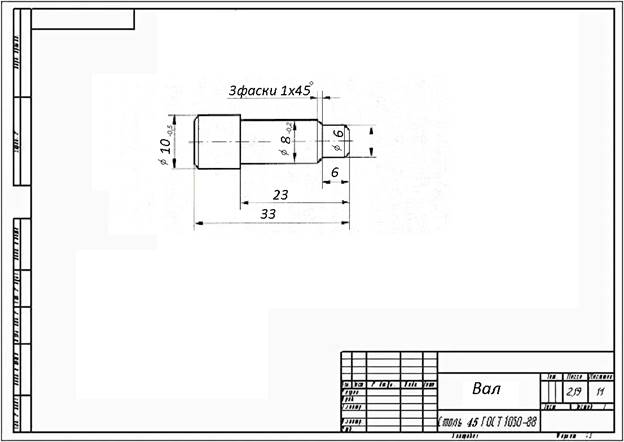
Изготовить деталь «Вал» - 1 шт.
Изучить чертеж Приложение 1
1 Выполнить условия безопасного проведения работ на станке.
2 Установка заготовки.
3 Установка резца.
4 Установка частоты вращения шпинделя
5 Включить механизм вращения шпинделя
6 Подрезать первый торец
7 Проверить прямолинейность торца
8 Определить величину припуска на подрезание второго торца -открепить заготовку;
9 Подрезать второй торец -переместить резец от торца заготовки на требуемую величину припуска, оставив 0,1-0,2ммна чистовое подрезание(отсчет величины припуска вести по лимбу винта верхних салазок или по лимбу винта продольной подачи суппорта)
10 Измерить длину подрезанной заготовки
11 Обработки диаметр Смотрите операционную карту Приложение2,3
12 Выключить эл/двигатель
5. Литература дляобучающихся:
Справочник станочника. Л.И.Вереина, М.М.Краснов. Москва «Академия» 2015 г.
6. Пакет экзаменатора
6.1. Условия
Количество обучающихся - 23
Количество вариантов задания (билетов) для экзаменующегося –практическое задание1, 2
Изготовить деталь «Вал» Приложение1 –чертеж 1 подгруппа
Изготовить деталь «Вал» Приложение1 –чертеж 2 подгруппа
Время выполнения задания – 60 минут.
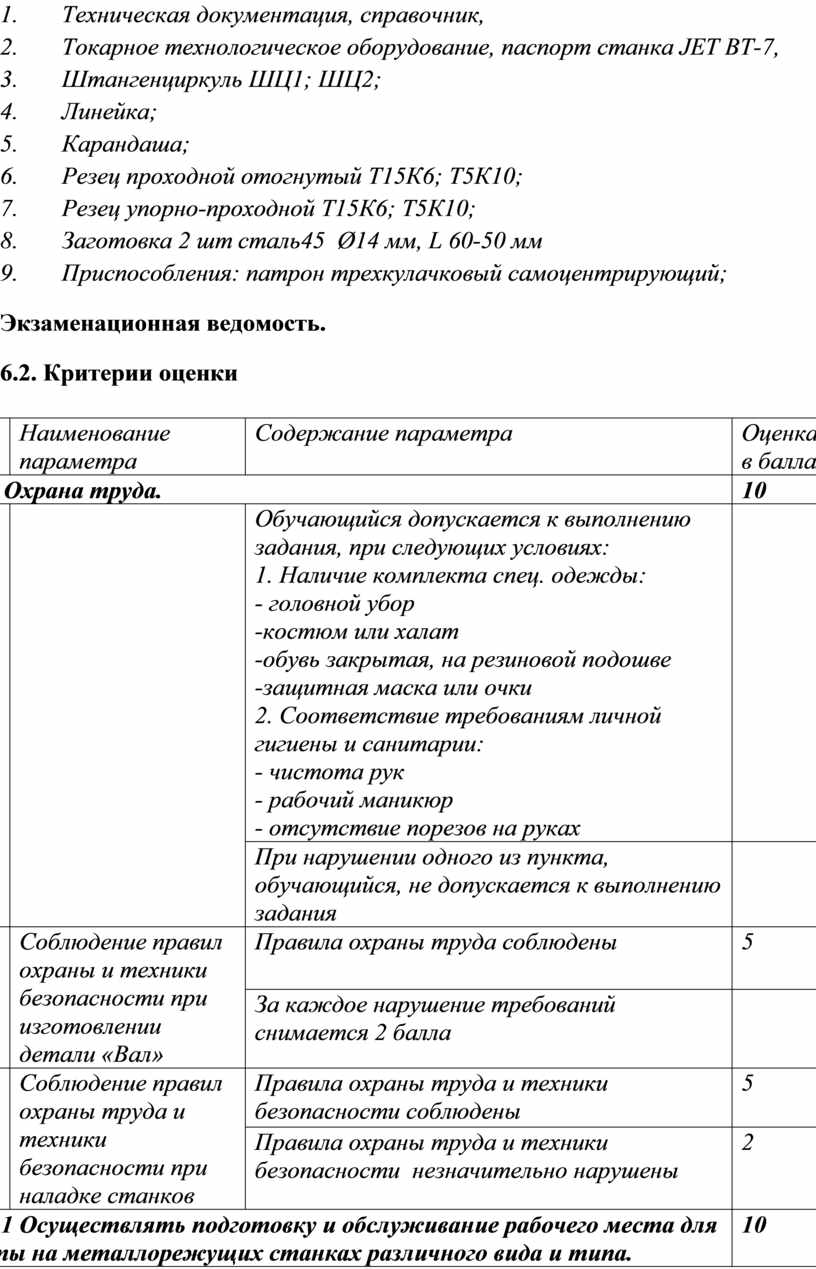
Оборудование:
1. Инструкция по технике безопасности.
2. Техническая документация, справочник,
3. Токарное технологическое оборудование, паспорт станка JET BT-7,
4. Штангенциркуль ШЦ1; ШЦ2;
5. Линейка;
6. Карандаша;
7. Резец проходной отогнутый Т15К6; Т5К10;
8. Резец упорно-проходной Т15К6; Т5К10;
9. Заготовка 2 шт сталь45 Ø14 мм, L 60-50 мм
10. Приспособления: патрон трехкулачковый самоцентрирующий;
Экзаменационная ведомость.
6.2. Критерии оценки
|
№ п/п |
Наименование параметра |
Содержание параметра |
Оценка в баллах |
|
1. Охрана труда. |
10 |
||
|
1 |
Обучающийся допускается к выполнению задания, при следующих условиях: 1. Наличие комплекта спец. одежды: - головной убор -костюм или халат -обувь закрытая, на резиновой подошве -защитная маска или очки 2. Соответствие требованиям личной гигиены и санитарии: - чистота рук - рабочий маникюр - отсутствие порезов на руках |
|
|
|
При нарушении одного из пункта, обучающийся, не допускается к выполнению задания |
|
||
|
2 |
Соблюдение правил охраны и техники безопасности при изготовлении детали «Вал» |
Правила охраны труда соблюдены |
5 |
|
За каждое нарушение требований снимается 2 балла |
|
||
|
3 |
Соблюдение правил охраны труда и техники безопасности при наладке станков |
Правила охраны труда и техники безопасности соблюдены |
5 |
|
Правила охраны труда и техники безопасности незначительно нарушены |
2 |
||
|
ПК 1.1 Осуществлять подготовку и обслуживание рабочего места для работы на металлорежущих станках различного вида и типа. |
10 |
||
|
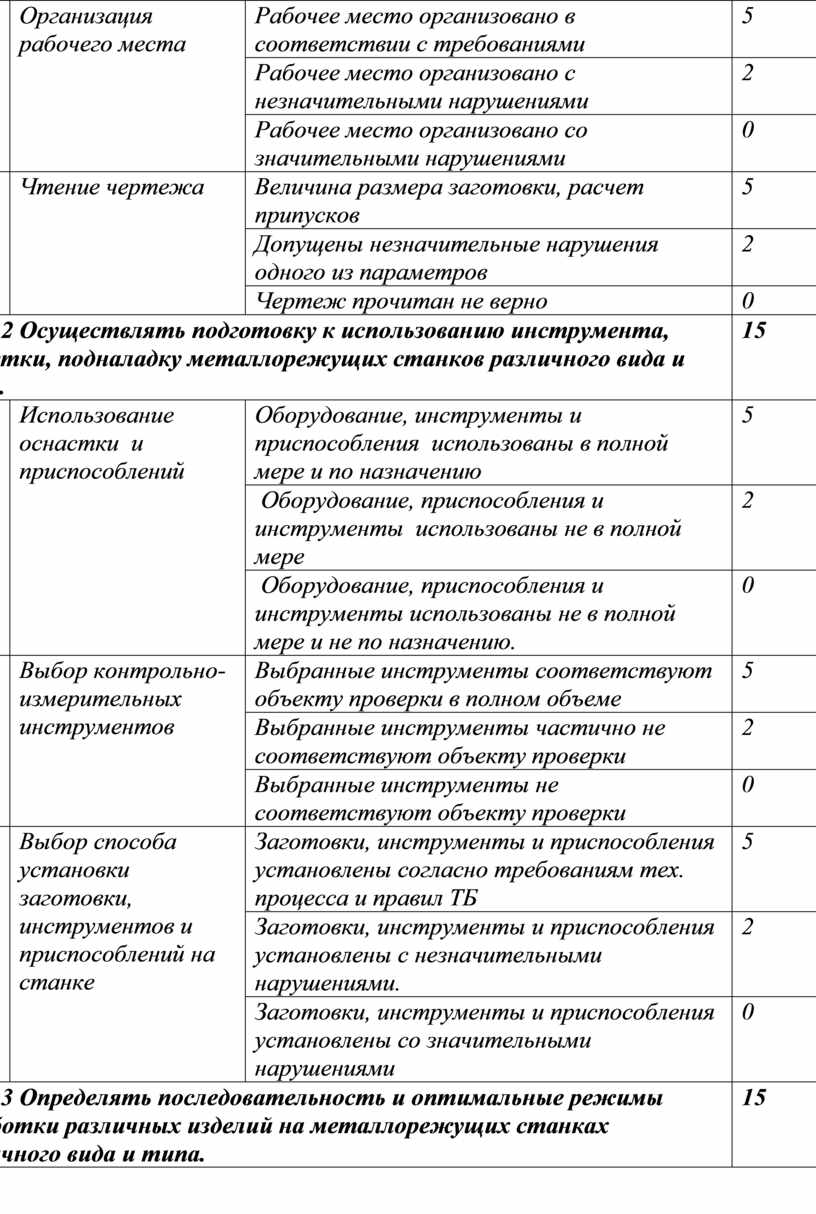
1.1.1 |
Организация рабочего места |
Рабочее место организовано в соответствии с требованиями |
5 |
|
Рабочее место организовано с незначительными нарушениями |
2 |
||
|
Рабочее место организовано со значительными нарушениями |
0 |
||
|
1.1.1 |
Чтение чертежа |
Величина размера заготовки, расчет припусков |
5 |
|
Допущены незначительные нарушения одного из параметров |
2 |
||
|
Чертеж прочитан не верно |
0 |
||
|
ПК 1.2 Осуществлять подготовку к использованию инструмента, оснастки, подналадку металлорежущих станков различного вида и типа. |
15 |
||
|
1.2.1 |
Использование оснастки и приспособлений |
Оборудование, инструменты и приспособления использованы в полной мере и по назначению |
5 |
|
Оборудование, приспособления и инструменты использованы не в полной мере |
2 |
||
|
Оборудование, приспособления и инструменты использованы не в полной мере и не по назначению. |
0 |
||
|
1.2.2 |
Выбор контрольно-измерительных инструментов |
Выбранные инструменты соответствуют объекту проверки в полном объеме |
5 |
|
Выбранные инструменты частично не соответствуют объекту проверки |
2 |
||
|
Выбранные инструменты не соответствуют объекту проверки |
0 |
||
|
1.2.3 |
Выбор способа установки заготовки, инструментов и приспособлений на станке |
Заготовки, инструменты и приспособления установлены согласно требованиям тех. процесса и правил ТБ |
5 |
|
Заготовки, инструменты и приспособления установлены с незначительными нарушениями. |
2 |
||
|
Заготовки, инструменты и приспособления установлены со значительными нарушениями |
0 |
||
|
ПК 1.3 Определять последовательность и оптимальные режимы обработки различных изделий на металлорежущих станках различного вида и типа. |
15 |
||
|
1.3.1 |
Подбор режимов резания в соответствии с материалом обрабатываемой детали с заданной технологической точностью и шероховатостью поверхности |
Режимы резания подобраны в соответствии с материалом обрабатываемой детали с заданной технологической точностью и шероховатостью поверхности |
10 |
|
Режимы резания подобраны с незначительными нарушениями |
7 |
||
|
Режимы резания не соблюдены |
0 |
||
|
1.3.2 |
Определение величины припуска на подрезание торца |
Рассчитать величины припуска, согласно, операционной карты |
5 |
|
Рассчитать величины припуска, с незначительными нарушениями. |
2 |
||
|
Рассчитать величины припуска, со значительными нарушениями, или без расчёта |
|
||
|
0 |
|||
|
|
0 |
||
|
ПМ 1.4 Вести технологический процесс обработки и доводки деталей, заготовок и инструментов на металлорежущих станках различного вида и типа |
40 |
||
|
1.4.1 |
Соблюдение технологического процесса при изготовлении детали «Вал», работа с операционной картой и картой эскизов |
Технологический процесс соблюден |
10 |
|
Технологический процесс соблюден с нарушениями |
7 |
||
|
Технологический процесс не соблюден |
0 |
||
|
1.4.2 |
Подрезание первого и второго торца |
Технологический процесс соблюден |
5 |
|
Технологический процесс соблюден с нарушениями |
2 |
||
|
Не соблюдены условия правильности торцевания |
0 |
||
|
1.4.3 |
Контроль прямолинейности торца |
Прямолинейность торца соблюдена |
5 |
|
Незначительная вогнутость |
2 |
||
|
Брак : большая вогнутость или бочкообразность |
0 |
||
|
3.2. |
Контроль точности размеров: |
Длина выдержана |
5 |
|
Длина не выдержана в пределах допуска на +0,1мм. |
2 |
||
|
3.2.1. |
Контроль общей длины детали L33мм |
|
|
|
Длина не выдержана более чем ±0,1мм |
0 |
||
|
3.2.2. |
Контроль d6, на L8-0,01 мм |
Размеры соблюдены |
5 |
|
Не соблюден один из размеров |
2 |
||
|
Не соблюдены оба размера |
0 |
||
|
3.2.3. |
Контроль d8-0,2 мм на L2мм, d9-0,2 на L20 |
Размеры соблюдены |
5 |
|
Не соблюден один из размеров |
2 |
||
|
Не соблюдены оба размера |
0 |
||
|
3.2.4. |
Контроль d10-0,5 мм на L10 мм d12-0,5 на L22 |
Размеры соблюдены |
5 |
|
Не соблюден один из размеров |
2 |
||
|
Не соблюдены оба размера |
0 |
||
|
Выполнение норм времени 60 мин. |
Время выполнения задания не превышает установленного до 60 мин |
10 |
|
|
Время выполнения задания превышает установленного до 75 мин. |
7 |
||
|
Время выполнения задания больше 90 мин. |
0 |
||
|
Суммарное максимальное количество баллов |
100 |
||
7. Приложения. Задания для оценки освоения учебной практики
|
Практическое задание 1
1. Коды проверяемых профессиональных и общих компетенций: ПК 1.1- ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 2.
Инструкция Изучите
инструкцию по технике безопасности при проведении дифференцированного зачета. Токарное технологическое оборудование, паспорт станка JET BT-7, штангенциркуль, линейкой, карандашом, резцами, плашками, метчиками, технической документацией. справочниками, инструкцией по технике безопасности. Время выполнения
задания – 60 мин 3. Изучив рабочий чертеж детали «Вал», операционную карту и карту эскизов: 1) Выполнить условия безопасного проведения работ на станке. 2) Установка заготовки. 3) Установка резца. 4) Установка частоты вращения шпинделя 5) Включить механизм вращения шпинделя 6) Подрезать первый торец 7) Проверить прямолинейность торца 8) Определить величину припуска на подрезание второго торца 9) Подрезать второй торец 10) Измерить длину подрезанной заготовки 11) Обработки диаметр: смотрите операционную карту 12) Выключить эл/двигатель 13) Убрать место. 14) Сдать деталь на проверку
|
|
Практическое задание 2
4. Коды проверяемых профессиональных и общих компетенций: ПК 1.1- ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 5.
Инструкция Изучите
инструкцию по технике безопасности при проведении дифференцированного зачета. Токарное технологическое оборудование, паспорт станка JET BT-7, штангенциркуль, линейкой, карандашом, резцами, плашками, метчиками, технической документацией. справочниками, инструкцией по технике безопасности. Время выполнения
задания – 60 мин 6. Изучив рабочий чертеж детали «Вал», операционную карту и карту эскизов: 15) Выполнить условия безопасного проведения работ на станке. 16) Установка заготовки. 17) Установка резца. 18) Установка частоты вращения шпинделя 19) Включить механизм вращения шпинделя 20) Подрезать первый торец 21) Проверить прямолинейность торца 22) Определить величину припуска на подрезание второго торца 23) Подрезать второй торец 24) Измерить длину подрезанной заготовки 25) Обработки диаметр: смотрите операционную карту 26) Выключить эл/двигатель 27) Убрать место. 28) Сдать деталь на проверку |
Приложение 1
1 подгруппа
2 подгруппа

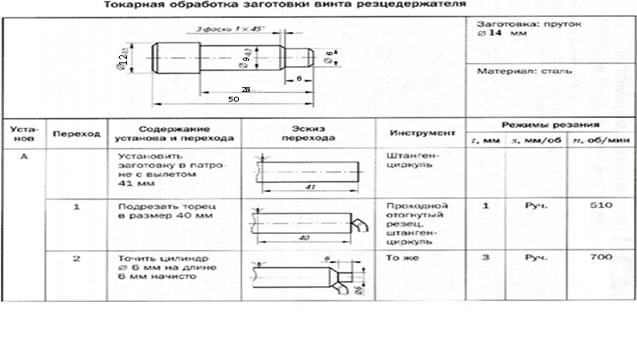
Приложение 2
1 подгруппа

2 подгруппа
Приложение 3
Порядок выполнения комплексного практического задания
|
№ п/п |
Наименование операции |
Приемы выполнения |
|
1 |
Выполнить условия безопасного проведения работ на станке. |
-закрепить заготовки в патроне правильно и точно; -не допускать врезания резца в кулачки патрона, при подрезании торца ,близко расположенного к кулачкам патрона |
|
2 |
Установка заготовки. |
-установить и закрепить заготовку в патроне с вылетом из кулачков не более 40-50 мм; |
|
3 |
Установка резца. |
-установить проходной подрезной резец вершиной на уровне оси центров станка; |
|
4 |
Установка частоты вращения шпинделя |
-определить частоту вращения шпинделя по выбранной скорости резания и диаметру обрабатываемой заготовки; |
|
5 |
Включить механизм вращения шпинделя |
-включить станок; |
|
6 |
Подрезать первый торец |
-коснуться вершиной головки резца торца заготовки; -отвести резец на себя; -подать резец влево на требуемую величину срезаемого слоя; -переместить его ручной поперечной подачей на заготовку, уменьшая величину подачи при подходе резца к оси центров; -отвести резец вправо от торца заготовки; -переместить в исходное положение (его вершина должна находиться на расстоянии 5-8мм от торца заготовки); -выключить станок; |
|
7 |
Проверить прямолинейность торца |
-проверить прямолинейность измерительной линейкой(выпуклость не допускается, вогнутость допускается незначительная) |
|
8 |
Определить величину припуска на подрезание второго торца |
-открепить заготовку; -измерить ее длину; -определить припуск; -закрепить заготовку другим концом в патроне; -включить станок; |
|
9 |
Подрезать второй торец |
-переместить резец от торца заготовки на требуемую величину припуска, оставив 0,1-0,2 мм на чистовое подрезание(отсчет величины припуска вести по лимбу винта верхних салазок или по лимбу винта продольной подачи суппорта) -переместить резец к центру поперечной ручной подачей -подрезать торец -отвести резец от заготовки в исходное положение -подать резец влево по лимбу винта верхних салазок суппорта на величину оставшегося припуска -подрезать торец окончательно -выключить станок -отвести резец вправо так, чтобы свободно снять заготовку -раскрепить и снять заготовку |
|
10 |
Измерить длину подрезанной заготовки |
-проверить длину заготовки измерительной линейкой или штангенциркулем -проверить прямолинейность торцовой поверхности -подрезать второй торец, если длина заготовки получилась больше требуемой по чертежу |
|
11 |
Обработки диаметр |
Смотри операционную карту |
|
11 |
Выключить эл/двигатель |
-раскрепить и снять резец |
Лист согласования
Дополнения и изменения к комплекту КОС на учебный год
Дополнения и изменения к комплекту КОС на __________ учебный год по учебной пракике_________________________________________________________________
В комплект КОС внесены следующие изменения:
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
____________________________________________________________________________
Дополнения и изменения в комплекте КОС обсуждены на заседании ПЦК _______________________________________________________________________
«_____» ____________ 20_____г. (протокол № _______ ).
Руководитель ПЦК ________________ /___________________/
Скачано с www.znanio.ru
[1]Соответствует учебному плану специальности СПО















Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.


