Изучение теоретического курса по МДК 02.01. Планирование и организация работы структурного подразделения направлено на формирование общих компе-тенций
ОК 1 Понимать сущность и социальную значимость своей будущей профес-сии, проявлять к ней устойчивый интерес.
ОК 2 Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3 Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
ОК 4 Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития.
ОК 5 Работать в коллективе и в команде, эффективно общаться с коллегами, руководством, потребителями.
ОК 6 Брать на себя ответственность за работу членов команды (подчинен-ных), за результат выполнения заданий.
ОК 7 Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации.
ОК 8 Ориентироваться в условиях частной смены технологий в профессио-нальной деятельности.
ОК 9 Исполнять воинскую обязанность, в том числе с применением получен-ных профессиональных знаний (для юношей).
Изучение теоретических основ по МДК.02.01 Планирование и организация работы структурного подразделения направлено на формирование профессиональных компетенций:
ПК 2.1.Участвовать в планировании и организации работы структурного подразделения.
ПК 2.2.Участвовать в руководстве работой структурного подразделения.
ПК 2.3.Участвовать в анализе процесса и результатов деятельности подразделения.
С целью овладения соответствующими профессиональными компетенциями студент в ходе освоения МДК 02.01 должен:
знать:
особенности менеджмента в области профессиональной деятельности;
принципы, формы и методы организации производственного и технологиче-ского процессов;
принципы делового общения в коллективе.
Перечень лекций составлялся с учетом требований ФГОС к знаниям студен-тов по итогам изучения МДК 02.01. Планирование и организация работы структурного подразделения
ОПЕРАТИВНОПРОИЗВОДСТВЕННОЕ ПЛАНИРОВАНИЕ (ОПП)
ЛЕКЦИЯ
План
1. Задачи и содержание оперативнопроизводственного планирования
2. Этапы ОПП
3. Виды ОПП
4. Условия выбора системы ОПП
5. Планово учетные единицы
6. Системы ОПП
7. Расчет календарноплановых нормативов
ЗАДАЧИ И СОДЕРЖАНИЕ ОПЕРАТИВНО
ПРОИЗВОДСТВЕННОГО ПЛАНИРОВАНИЯ
Оперативнопроизводственное планирование (ОПП)
является
завершающим этапом внутрифирменного планирования.
Включает доведение заданий исходя из годового объема выпуска
продукции предприятия до цехов, участков, рабочих мест, а также
организация выполнения этих заданий и контроль.
При осуществлении ОПП плановые задания предприятия
расчленяются на составные части, определяются подлежащие выполнению
конкретные работы и по каждой работе – время выполнения.
Важнейшая задача ОПП – является обеспечение равномерного
выпуска продукции в соответствии с установленной номенклатурой в
установленные сроки и с наибольшей эффективностью.
Осуществляется ОПП производственно – диспетчерским отделом
завода (ПДО) и производственно – диспетчерским бюро цехов (ПДБ).
ЭТАПЫ ОПП
ОПП состоит из следующих 3х этапов:
1. Объемное планирование – это объемные расчеты, связанные с
доведением плановых заданий до цехов.
ПДО составляет каждому цеху плановые задания на год, квартал и
месяц в натуральном, трудовом (по трудоспособности) и в стоимостном
измерениях.
Исходными данными для определения плановых заданий цехам
является производственная программа завода и сроки поставки продукции
потребителям.
При проведении объемного планирования производятся расчеты
минимально необходимых производственных ресурсов каждому цеху,
(материальные, трудовые ресурсы).Ресурсы, которыми располагает цех составляется с необходимыми
ресурсами, намечаются организационные мероприятия, которые устраняют
недостатки ресурсов или при наличии излишков обеспечивают увеличение
производственной программы.
2. Календарное планирование – составление календарного плана
производства по срокам и объемам для каждого цеха.
Объектом планирования на этом этапе являются сборочные единицы,
детали и их движения как в пределах конкретного цеха, так и межцеховом
масштабе. Разработка календарных планов основывается на определении
планово – учетной единицы, календарно – плановых нормативов, которые
различные в различных планах производства.
3.Диспетчирование – производства – оперативный контроль,
координация и регулирование хода производства.
На этом этапе основным содержанием ОПП являются:
точное формулирование задания каждому рабочему месту;
ежедневный учет фактических результатов производства и на этой
основе корректировка сроков и объемов определенных на 1м и 2м этапах;
регулирование работ между рабочими местами, участками, цехами.
Все 3 этапа ОПП связаны между собой и не существуют
самостоятельно.
ВИДЫ ОПП
ОПП подразделяется на внутрицеховые и межцеховые
ВнутрицеховоеОПП осуществляется ПДБ цеха и предусматривает
расчет составления и организацию выполнения производственных заданий
участков бригад, отдельных р. м, т. е. внутрицеховое ОПП призвано
координировать работу участков, р. м и вспомогательных служб цеха.
МежцеховоеОПП осуществляется ПДО завода. Его содержанием
является разработка взаимосвязанных календарных планов цехам
предприятия в соответствии с общезаводским планом – графиком выпуска
продукции, расчет календарно – плановых нормативов движения
производства. Расчет загрузки оборя по цехам, оперативный учет, контроль и
регулирование хода производства по заводу в целом, т. е. межцеховое
планирование осуществляет взаимное увязывание цеховых планов
производства, оценку текущего состояния производства.
Данные оперативного учета и контроля производства используются в
оперативном управлении предприятием.
УСЛОВИЯ ВЫБОРА СИСТЕМЫ ОПП
Под системой ОПП понимается методика и техника плановой работы,
определяемые степенью централизации плановой работы, выбранной планово
учетной единицей, дифференциацией плановых периодов, составом и
точностью календарно – плановых нормативов, а также составом, порядком,
порядком оформления и движения плановоучетной документации.Выбор системы ОПП зависит от ряда условий, важнейшими из
которых являются:
1. Типы производства
С точки зрения планирования основными признаками типа
производства являются:
А) степень повторяемости производства – отдельных видов продукции
плановым периодам, определяющая периодичность повторения одних и тех
же работ на рабочих местах.
Б) количество продукции каждого вида, которое д. б. представлено в
течении планового периода.
В) степень непрерывности движения предметов труда в процессе
производства.
2. Производственная структура предприятия и его цехов.
Она отражает характер разделения труда между цехами, участками, т.
е. характер производственной специализации и кооперации.
3. Технико – экономическая характеристика изготавливаемой
определяемая степенью сложности и трудоемкостью
продукции,
изготовления.
4. Характер связей обрабатывающего и заготовительного цехов,
проявляющийся в порядке и условиях питания выпускаемого цеха деталями и
узлами, обрабатывающего заготовками: подаются ли заготовки, делали, узлы
постоянно и прерывно или партиями, поступают ли они в цех непосредственно
или через склад.
ПЛАНОВО УЧЕТНЫЕ ЕДИНИЦЫ
Плановоучетные единицы, применяемые во внутрифирменном
планировании, можно объединить в 3 группы.
1 группа: штучные единицы – одна деталь, один узел, одно изделие.
2 группа: комплектные (сложные) единицы, состоящие из нескольких
элементарных планируемых единиц.
В зависимости от порядка образования, такими единицами могут
быть :
комплект разных деталей, образующих одно изделие;
комплект разных деталей, часть изделия (узел).
комплект однородных или разных деталей, объединенных каким –
либо одним производственным признаком, например, имеющих одинаковую
продолжительность производственного цикла, одинаковые партии запуска или
одинаковые технологические процессы.
3 группа – заказ как сложная единица, состоящая из нескольких
изделий.
В зависимости от условий производства, различают три основных
СИСТЕМЫ ОПП
системы ОПП: подетальная.
покомплектная.
позаказная.
Каждая система характеризуется следующими главными признаками:
А) плановоучетной единицей применяемой при составлении
производственных программ, при учете, контроле и анализе их выполнения,
при калькулировании продукции.
Б) составом и точностью расчетов, необходимо для своевременного
равномерного выпуска продукции.
В) соотношением объемов плановой работы между заводоуправлением
и цехамиисполнителями.
Подетальная система
Наиболее распространена на предприятиях машиностроения,
приборостроения в условиях серийного и массового производства.
Она имеет ряд преимуществ:
Система облегчает оперативное регулирование различных
отклонений от плановых заданий, обеспечивает быструю замену одних
деталей другими при невозможности своевременного их запуска в
производство.
Календарное распределение объемов продукции производится с
точностью до суток и смен. Применение подетального планирования вызывает
необходимость подетального расчета потребности в материалах, расчета
подетальных норм времени для определения числа рабочих мест и рабочих.
Подетальной
соответствует
подетальноекалькулирование себестоимости, подетальный учет и контроль
выполнения производственной программы.
планирования
системе
Покомплектная система
Применяется в серийном производстве с длительным
производственным циклом. Эта система осуществляется по одному из трёх
вариантов:
1. Комплектные по изделиям
2. Комплектные по узлам.
3. Комплектные по группам деталей.
Все варианты основаны на объединении, укрупнениипланируемых
единиц. При этом преследуется 2 цели:
уменьшить количество номенклатурных позиций;
обеспечить комплектный ход производства и комплектное
поступление в выпускающих цех деталей из заготовленных и обрабатывающих
цехов.
Наиболее часто применяется комплектная система по изделию в
целом.Планируемой единицей в этом случае является:
Для заготовленных цехов комплект деталей на 1 изделие;
Для цехов узловой сборки – комплект узлов на 1 изделие;
Для цехов окончательной сделки – изделия.
Унифицированные детали, т. е. одинаковые для нескольких изделий
(крепежные детали) выделяются в самостоятельную группу и планируются по
специальным внутризаводским заказам.
Преимуществом этой системы является возможность обеспечения
жесткой плановой дисциплины; цеха сдают свою продукцию комплектно и
всякое недовыполнение программы за месяц включается в задание
следующего планового месяца.
Позаказная система
Применяется в условиях единичного производства.
Ей соответствует позаказная система учета и калькулирования.
До передачи в производство заказы проходят 2 подготовительных
этапа:
1. Изучение запроса заказчика.
На этом этапе устанавливается возможность и целесообразность
выполнения заказа. В случае положительного решения рассчитываются
себестоимость, цена, сроки выполнения. Эти данные включаются в договор,
после оформления и подписания которого заказ становится объектом
планирования.
2. Подготовка принятого заказа к запуску в производство.
На этом этапе составляется единый график подготовки и выполнения
заказа.
При длительном производственном цикле изготовления заказа в
производственного заказа каждого месяца могут включаться части заказа
отдельные агрегаты или узлы изделия.
Особенности ОПП в серийном типе производства
В серийном производстве изделия изготавливаются периодически
повторяющимися сериями. Детали обрабатываются партиями, за одним
рабочим местом закрепляется изготовление нескольких деталей.
Т. е. количество операций технологического процесса превышает
количество рабочих мест.
Это означает, что для выпуска изделия требуется соблюдение
определенной последовательности обработки партий различных деталей.
В серийном производстве рассчитываются следующие календарно
плановые нормативы:
1. Размеры производственных партий для всех деталей.
2. Периодичность повторения запуска и выпуска партий деталей.
3. Длительность производственного цикла изготовления изделия.
4. Величина опережений запуска (выпуска) партий.5. Нормативные заделы.
6. Нормативный график запуска (выпуска) партий.
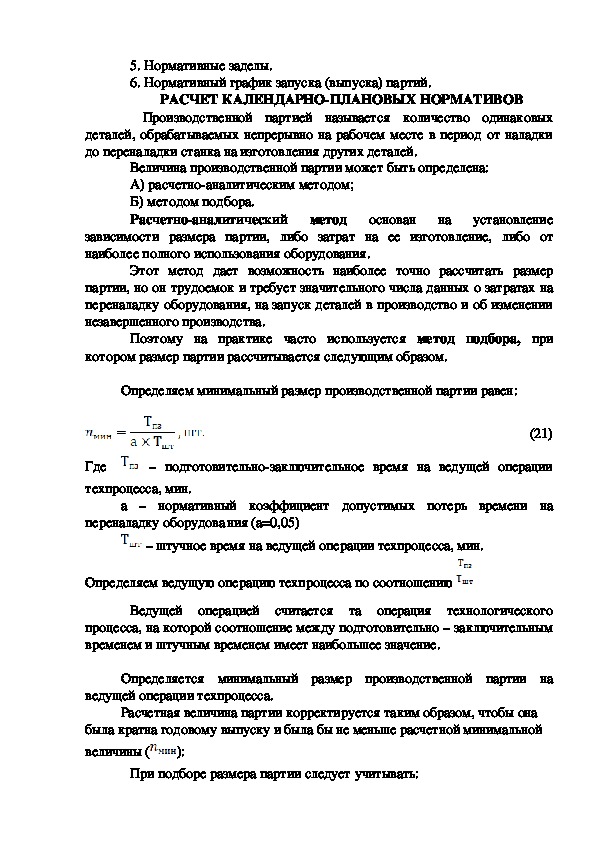
РАСЧЕТ КАЛЕНДАРНОПЛАНОВЫХ НОРМАТИВОВ
Производственной партией называется количество одинаковых
деталей, обрабатываемых непрерывно на рабочем месте в период от наладки
до переналадки станка на изготовления других деталей.
Величина производственной партии может быть определена:
А) расчетноаналитическим методом;
Б) методом подбора.
Расчетноаналитический метод
основан на установление
зависимости размера партии, либо затрат на ее изготовление, либо от
наиболее полного использования оборудования.
Этот метод дает возможность наиболее точно рассчитать размер
партии, но он трудоемок и требует значительного числа данных о затратах на
переналадку оборудования, на запуск деталей в производство и об изменении
незавершенного производства.
Поэтому на практике часто используется метод подбора,
котором размер партии рассчитывается следующим образом.
Определяем минимальный размер производственной партии равен:
при
(21)
– подготовительнозаключительное время на ведущей операции
Где
техпроцесса, мин.
а – нормативный коэффициент допустимых потерь времени на
переналадку оборудова ния (а=0,05)
– штучное время на ведущей операции техпроцесса, мин.
Определяем ведущую операцию техпроцесса по соотношению
Ведущей операцией считается та операция технологического
процесса, на которой соотношение между подготовительно – заключительным
временем и штучным временем имеет наибольшее значение.
Определяется минимальный размер производственной партии на
ведущей операции техпроцесса.
Расчетная величина партии корректируется таким образом, чтобы она
была кратна годовому выпуску и была бы не меньше расчетной минимальной
величины (
):
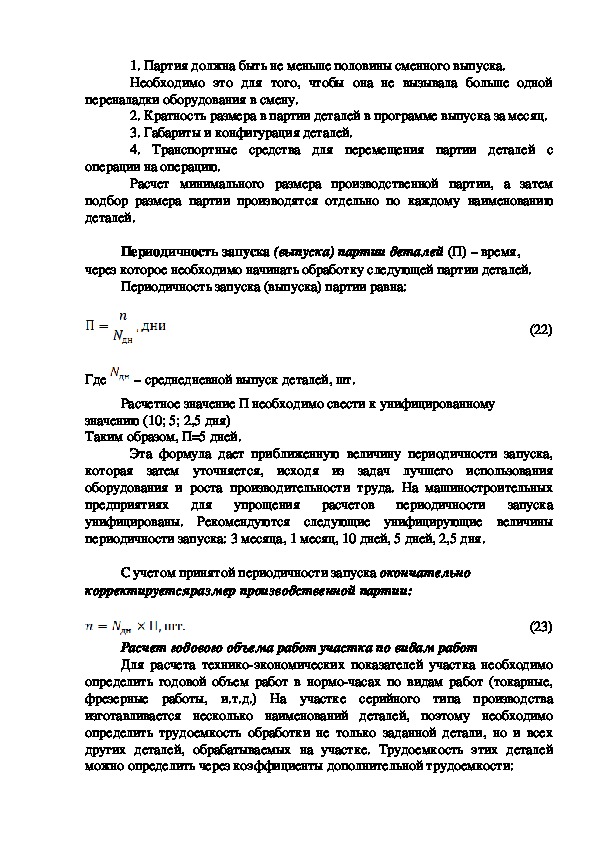
При подборе размера партии следует учитывать:1. Партия должна быть не меньше половины сменного выпуска.
Необходимо это для того, чтобы она не вызывала больше одной
переналадки оборудования в смену.
2. Кратность размера в партии деталей в программе выпуска за месяц.
3. Габариты и конфигурация деталей.
4. Транспортные средства для перемещения партии деталей с
операции на операцию.
Расчет минимального размера производственной партии, а затем
подбор размера партии производятся отдельно по каждому наименованию
деталей.
Периодичность запуска (выпуска) партии деталей (П) – время,
через которое необходимо начинать обработку следующей партии деталей.
Периодичность запуска (выпуска) партии равна:
(22)
Где
– среднедневной выпуск деталей, шт.
Расчетное значение П необходимо свести к унифицированному
значению (10; 5; 2,5 дня)
Таким образом, П=5 дней.
Эта формула дает приближенную величину периодичности запуска,
которая затем уточняется, исходя из задач лучшего использования
оборудования и роста производительности труда. На машиностроительных
предприятиях для упрощения расчетов периодичности запуска
унифицированы. Рекомендуются следующие унифицирующие величины
периодичности запуска: 3 месяца, 1 месяц, 10 дней, 5 дней, 2,5 дня.
С учетом принятой периодичности запуска окончательно
корректируетсяразмер производственной партии:
(23)
Расчет годового объема работ участка по видам работ
Для расчета техникоэкономических показателей участка необходимо
определить годовой объем работ в нормочасах по видам работ (токарные,
фрезерные работы, и.т.д.) На участке серийного типа производства
изготавливается несколько наименований деталей, поэтому необходимо
определить трудоемкость обработки не только заданной детали, но и всех
других деталей, обрабатываемых на участке. Трудоемкость этих деталей
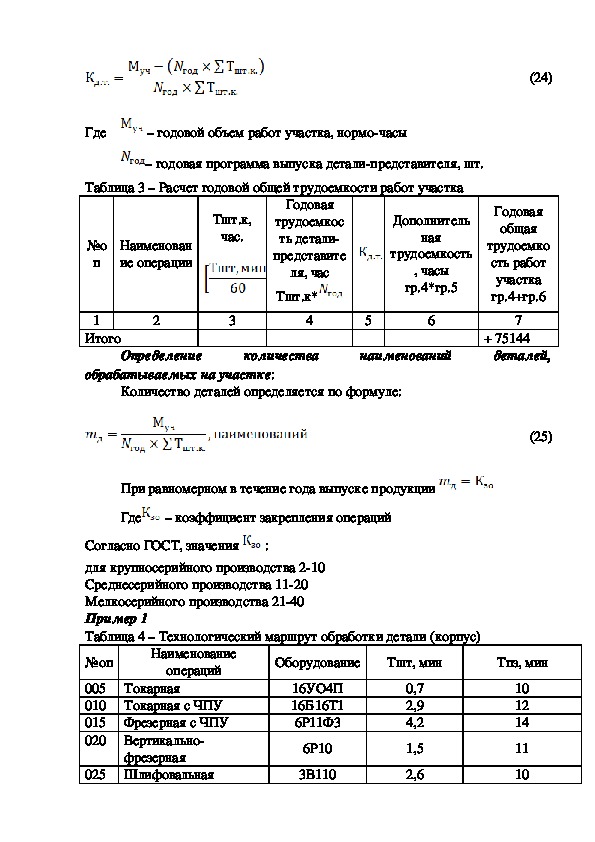
можно определить через коэффициенты дополнительной трудоемкости:(24)
Где
– годовой объем работ участка, нормочасы
– годовая программа выпуска деталипредставителя, шт.
Таблица 3 – Расчет годовой общей трудоемкости работ участка
Тшт.к,
час.
№о
п
Наименован
ие операции
1
Итого
2
3
Годовая
трудоемкос
ть детали
представите
ля, час
Тшт.к*
4
Дополнитель
ная
трудоемкость
, часы
гр.4*гр.5
5
6
Годовая
общая
трудоемко
сть работ
участка
гр.4+гр.6
7
+ 75144
Определение
количества
наименований
деталей,
обрабатываемых на участке:
Количество деталей определяется по формуле:
(25)
При равномерном в течение года выпуске продукции
Где
– коэффициент закрепления операций
:
Согласно ГОСТ, значения
для крупносерийного производства 210
Среднесерийного производства 1120
Мелкосерийного производства 2140
Пример 1
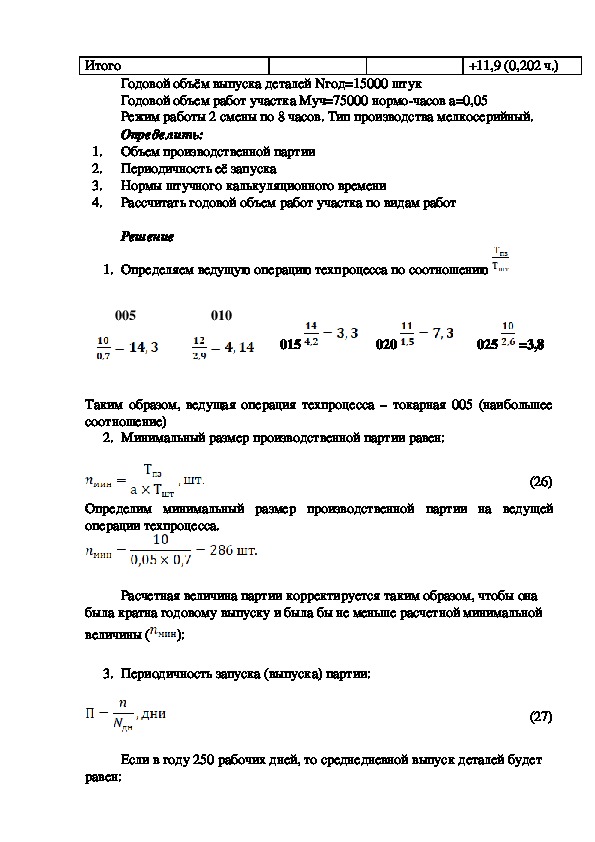
Таблица 4 – Технологический маршрут обработки детали (корпус)
№оп
Наименование
операций
Токарная
005
010
Токарная с ЧПУ
015 Фрезерная с ЧПУ
020
Вертикально
фрезерная
025 Шлифовальная
Оборудование
Тшт, мин
Тпз, мин
16УО4П
16Б16Т1
6Р11Ф3
6Р10
3В110
0,7
2,9
4,2
1,5
2,6
10
12
14
11
10Итого
+11,9 (0,202 ч.)
Годовой объём выпуска деталей Nгод=15000 штук
Годовой объем работ участка Муч=75000 нормочасов а=0,05
Режим работы 2 смены по 8 часов. Тип производства мелкосерийный.
Определить:
1. Объем производственной партии
2. Периодичность её запуска
3. Нормы штучного калькуляционного времени
4.
Рассчитать годовой объем работ участка по видам работ
Решение
1. Определяем ведущую операцию техпроцесса по соотношению
005
010
015
020
025
=3,8
Таким образом, ведущая операция техпроцесса – токарная 005 (наибольшее
соотношение)
2. Минимальный размер производственной партии равен:
Определим минимальный размер производственной партии на ведущей
операции техпроцесса.
(26)
Расчетная величина партии корректируется таким образом, чтобы она
была кратна годовому выпуску и была бы не меньше расчетной минимальной
величины (
):
3. Периодичность запуска (выпуска) партии:
Если в году 250 рабочих дней, то среднедневной выпуск деталей будет
равен:
(27)Периодичность запуска (выпуска) партии равна
Расчетное значение П необходимо свести к унифицированному
значению (10; 5; 2,5 дня)
Таким образом, П=5 дней.
4. С учетом принятой периодичности запуска окончательно
корректируется размер производственной партии:
(28)
5. Расчет годового объема работ участка по видам работ
Для расчета техникоэкономических показателей участка необходимо
определить годовой объем работ в нормочасах по видам работ (токарные,
фрезерные работы, и.т.д.) На участке серийного типа производства
изготавливается несколько наименований деталей, поэтому необходимо
определить трудоемкость обработки не только заданной детали, но и всех
других деталей, обрабатываемых на участке. Трудоемкость этих деталей
можно определить через коэффициенты дополнительной трудоемкости:
(29)
Расчет годовой общей трудоемкости работ участка отразим в таблице
8.2.
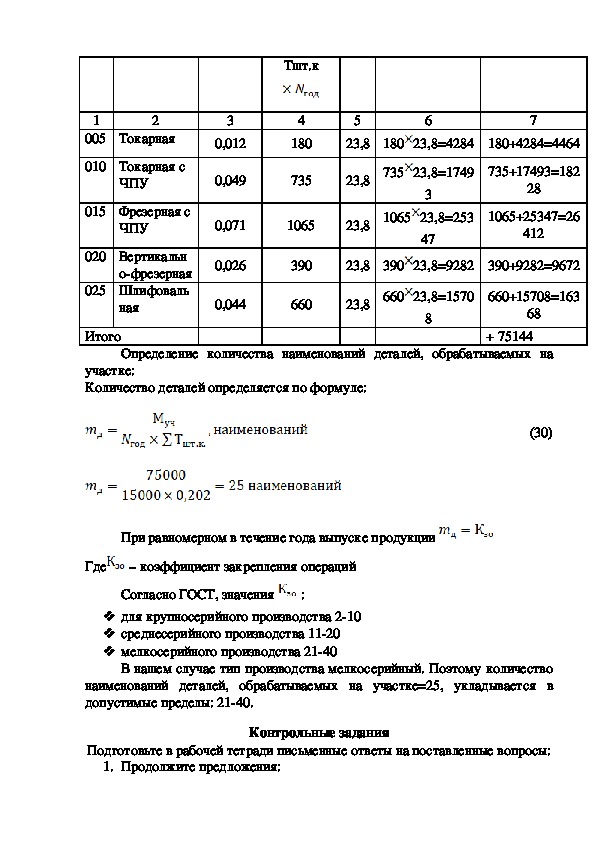
Таблица 5 – Расчет годовой общей трудоемкости работ участка
№о
п
Наименован
ие операции
Тшт.к,
час.
Дополнительна
Годовая
трудоемко
сть детали
представит
еля, час
Годовая общая
трудоемкость
работ участка
гр.4+гр.6
я
трудоемкость,
часы
гр.4 гр.5Тшт.к
4
180
735
3
0,012
0,049
0,071
1065
0,026
0,044
390
660
1
005 Токарная
2
010 Токарная с
ЧПУ
015 Фрезерная с
ЧПУ
020 Вертикальн
офрезерная
025 Шлифоваль
ная
Итого
5
6
7
23,8 180 23,8=4284 180+4284=4464
23,8 735 23,8=1749
735+17493=182
3
28
23,8 1065 23,8=253
47
1065+25347=26
412
23,8 390 23,8=9282 390+9282=9672
23,8 660 23,8=1570
8
660+15708=163
68
+ 75144
Определение количества наименований деталей, обрабатываемых на
участке:
Количество деталей определяется по формуле:
(30)
При равномерном в течение года выпуске продукции
Где
– коэффициент закрепления операций
Согласно ГОСТ, значения
:
для крупносерийного производства 210
среднесерийного производства 1120
мелкосерийного производства 2140
В нашем случае тип производства мелкосерийный. Поэтому количество
наименований деталей, обрабатываемых на участке=25, укладывается в
допустимые пределы: 2140.
Подготовьте в рабочей тетради письменные ответы на поставленные вопросы:
Контрольные задания
1. Продолжите предложения:«Оперативнопроизводственное планирование включает доведение заданий
до…»
«При осуществлении оперативнопроизводственного планирования плановые
задания…»
«Важнейшая задача оперативнопроизводственного планирования…»
«Осуществляется оперативнопроизводственное планирование…»
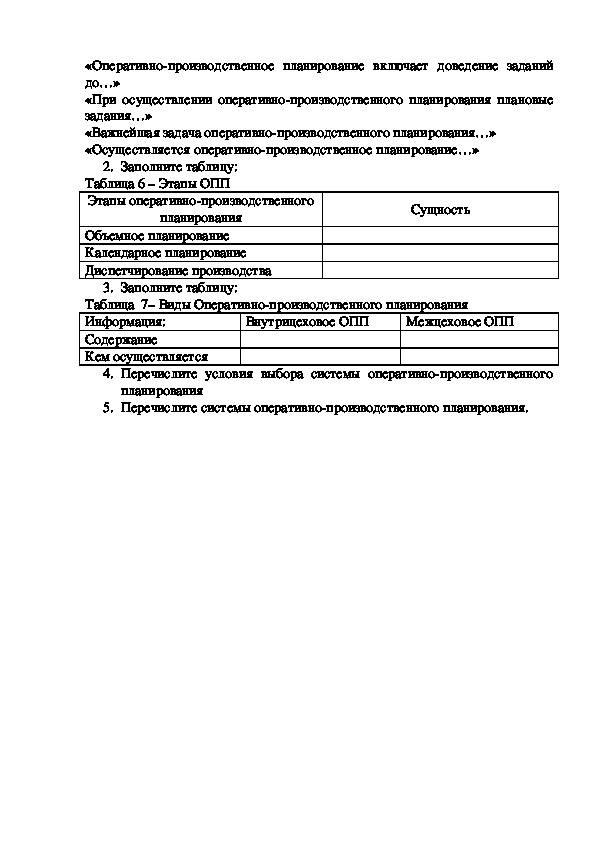
2. Заполните таблицу:
Таблица 6 – Этапы ОПП
Этапы оперативнопроизводственного
планирования
Объемное планирование
Календарное планирование
Диспетчирование производства
3. Заполните таблицу:
Сущность
Таблица 7– Виды Оперативнопроизводственного планирования
Информация:
Содержание
Кем осуществляется
Внутрицеховое ОПП
Межцеховое ОПП
4. Перечислите условия выбора системы оперативнопроизводственного
планирования
5. Перечислите системы оперативнопроизводственного планирования.